
差込プラグ付きコード
【課題】コードの無理な引き抜きにより導線が栓刃との接続部分で断線することを防止すると共に、コードをつたって電源プラグの内部に湿気が侵入することを防止する。
【解決手段】導線11と導線11を被覆する外側外皮13とで構成するコード10と、コード10の先端15eの導線11に接続された栓刃30と、栓刃30の接続部32からコード10の先端部15の外側外皮13までを外装する合成樹脂製のプラグ外装材50とを備えた電源プラグ20と、で構成する電源プラグ付きコード1であって、少なくともプラグ外装材50との境界面をプラグ外装材50と熱溶着する熱溶着材料で構成する結合部材60を、コード10の先端部15に囲繞して密着状態で備えると共に、プラグ外装材50に熱溶着による結合状態で備えた電源プラグ付きコード1。
【解決手段】導線11と導線11を被覆する外側外皮13とで構成するコード10と、コード10の先端15eの導線11に接続された栓刃30と、栓刃30の接続部32からコード10の先端部15の外側外皮13までを外装する合成樹脂製のプラグ外装材50とを備えた電源プラグ20と、で構成する電源プラグ付きコード1であって、少なくともプラグ外装材50との境界面をプラグ外装材50と熱溶着する熱溶着材料で構成する結合部材60を、コード10の先端部15に囲繞して密着状態で備えると共に、プラグ外装材50に熱溶着による結合状態で備えた電源プラグ付きコード1。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、コードの先端部に差込プラグを有する差込プラグ付きコードに関する。
【背景技術】
【0002】
上記差込プラグ付きコードとして、例えば、特許文献1に示すように、電源コンセントへ差し込むための電源プラグをコードの先端部に有する電源プラグ付きコードが挙げられる。
【0003】
上記電源プラグ付きコードは、導線を例えばゴム製の外皮で被覆したコードと、基端部が導線とカシメ等により接続された2本の栓刃と、栓刃の基端部及び栓刃との接続部分における剥き出しの導線を被覆する硬質樹脂製の中子と、栓刃の基端部からコードの先端部の外皮までを外装する軟質樹脂製のプラグ外装材とで構成している。
【0004】
さらに、上記電源プラグ付きコードは、中子を、各栓刃の基端部及び接続部分の導線を被覆固定する被覆固定部と、被覆固定部同士を接続するブリッジ部とで構成し、ブリッジ部にコードを巻き回して構成している。これにより、コードを電源コンセントから強く引き抜いた際に、導線の栓刃との接続部分において導線に強い張力がかかり断線することを防止できるとされている。
【0005】
ところで、一般に電源プラグ付きコードは、プラグ外装材とコードの外皮とを異なる材料で構成し、プラグ外装材とコードの外皮とが一体的に結合していない構成となっている。
【0006】
このような構成の電源プラグ付きコードは、特に、屋外にある電源コンセントに差し込んで使用する際などに、コードをつたってプラグ外装材とコードの外皮との間から電源プラグの内部に湿気が侵入してしまう可能性があり問題であった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2003−178835号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
そこで、この発明は、コードの無理な引き抜きにより導線が栓刃との接続部分で断線することを防止すると共に、コードをつたって差込プラグの内部に湿気が侵入することを防止する差込プラグ付きコードを提供することを目的とする。
【課題を解決するための手段】
【0009】
この発明は、導線と前記導線を被覆する外皮とで構成するコードと、前記コードの先端の前記導線に接続された栓刃と前記栓刃の基端部から前記コードの先端部の前記外皮までを外装する合成樹脂製のプラグ外装材とを備えた差込プラグと、で構成する差込プラグ付きコードであって、少なくとも前記プラグ外装材との境界面を前記プラグ外装材と熱溶着する熱溶着材料で構成する結合部材を、前記コードの前記先端部に囲繞して密着状態で備えると共に、前記プラグ外装材に熱溶着による結合状態で備えたことを特徴とする。
【0010】
上記差込プラグは、電源用プラグの他、コンピュター用プラグ、通信用プラグ、音声・映像用プラグ等の様々なプラグとすることができる。
上記プラグ外装材の材料は、共にポリ塩化ビニル(PVC)、を含む材料とすることができる。また、共にポリスチレン(PS)、ポリエチレン(PE)、ポリプロピレン(PP)、熱可塑性エラストマー(TPE)、ポリアミド等を含む材料とすることもできる。
【0011】
上記熱溶着材料は、例えば、ポリアミド系ホットメルト接着剤、エチレン酢酸ビニル系ホットメルト接着剤、ポリオレフィン系ホットメルト接着剤、湿気硬化型ウレタン系ホットメルト接着剤等のホットメルト接着剤、及びポリスチレン(PS)、ポリエチレン(PE)、ポリプロピレン(PP)、熱可塑性エラストマー(TPE)、ポリアミド等を含む材料とすることができる。
【0012】
この発明により、前記コードの無理な引き抜きにより前記導線が前記栓刃との接続部分で断線することを防止すると共に、前記コードをつたって前記差込プラグの内部に湿気が侵入することを防止することができる。
【0013】
この発明の態様として、前記結合部材をホットメルト接着剤で構成することができる。
また、この発明により、前記結合部材を前記プラグ外装材のみならず前記コードの前記外皮に対しても熱溶着により気密に密着した結合状態で備えることができる。したがって、前記導線の断線及び前記差込プラグの内部への湿気の侵入を確実に防止することができる。
【0014】
また、この発明の態様として、前記結合部材を、外周層と内周層とで構成する二層構造とし、前記外周層を前記熱溶着材料で構成すると共に、前記内周層を前記外周層及び前記コードと接着する接着剤で構成することができる。
この発明により、前記コードの前記外皮に前記結合部材を接着することができ、前記導線の断線及び前記差込プラグの内部への湿気の侵入を確実に防止することができる。
【0015】
この発明の態様として、前記結合部材を熱収縮材料で構成することができる。
上記熱収縮材料は、例えば、ポリ塩化ビニル(PVC)、ポリスチレン(PS)、ポリエチレン(PE)、ポリプロピレン(PP)、熱可塑性エラストマー(TPE)、ポリアミド等を架橋した材料とすることができる。
この発明により、前記結合部材を熱収縮させることで、前記コードを締め付ける態様で前記結合部材を前記コードに密着状態で備えることができる。
【0016】
また、この発明の態様として、前記結合部材をチューブ状に形成することができる。
この発明により、前記結合部材は、前記プラグ外装材との結合面積及び前記外皮との結合(密着)面積を広く確保できる。したがって、前記導線の断線及び前記差込プラグの内部への湿気の侵入を確実に防止することができる。
【0017】
また、この発明の態様として、前記結合部材の外周に結束バンドを巻きつけて備えることができる。
この発明により、前記コードの前記先端部に対する前記結合部材の密着状態をより強固なものにできる。また、前記結合部材の前記前記コードを無理に引き抜いた際に、前記結束バンドが前記プラグ外装材に係止するため、前記導線の断線を確実に防止することができる。さらに、省スペースで上記効果を得ることができる。
【0018】
また、この発明の態様として、前記コードの前記先端部の前記外皮の外周に結束バンドを巻きつけて備えることができる。
この発明により、前記コードを無理に引抜いた際に、前記結束バンドが前記プラグ外装材に係止する。また、前記結合部材の前記プラグ外装材との結合面積も確保できる。したがって、前記導線の断線及び前記差込プラグの内部への湿気の侵入を確実に防止することができる。
【0019】
また、この発明は、導線と前記導線を被覆する外皮とで構成するコードと、前記コードの先端の前記導線に接続された栓刃と前記栓刃の基端部から前記コードの先端部の前記外皮までを外装する合成樹脂製のプラグ外装材とを備えた差込プラグと、で構成する差込プラグ付きコードの製造方法であって、少なくとも前記プラグ外装材との境界面を前記プラグ外装材と熱溶着する熱溶着材料で構成する結合部材を、前記コードの前記先端部に対して囲繞して密着状態で備え、
前記プラグ外装材をインサート成形で形成する際の溶融樹脂の熱により、前記結合部材と前記プラグ外装材とを熱溶着して結合する差込プラグ付きコードの製造方法である。
【発明の効果】
【0020】
この発明により、コードの無理な引き抜きにより導線が栓刃との接続部分で断線することを防止すると共に、コードをつたって差込プラグの内部に湿気が侵入することを防止する差込プラグ付きコードを提供することができる。
【図面の簡単な説明】
【0021】
【図1】電源プラグ付きコードの斜視図。
【図2】電源プラグ付きコードの内部構造の斜視図。
【図3】電源プラグ付きコードの部分側断面図。
【図4】電源プラグ付きコードの部分縦断面図。
【図5】図4におけるA−A線拡大端面図。
【図6】中子の形成工程の説明図。
【図7】結合チューブの形成工程の説明図。
【図8】プラグ外装材の形成工程の説明図。
【図9】第2実施形態の電源プラグ付きコードのA−A線拡大端面図。
【図10】第3実施形態の電源プラグ付きコードの部分縦断面図。
【図11】第3実施形態の電源プラグ付きコードのB−B線拡大端面図。
【発明を実施するための形態】
【0022】
(第1実施形態)
この発明の第1実施形態の電源プラグ付きコード1について、以下図1乃至図8と共に説明する。なお、この実施形態では、2本の栓刃30を有する電源プラグ付きコード1の説明をするが、例えば、三相交流電源などに用いるタイプ等の電源プラグ付きコードでも同様の構成である。
【0023】
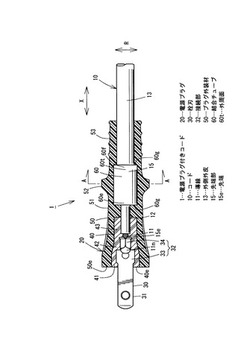
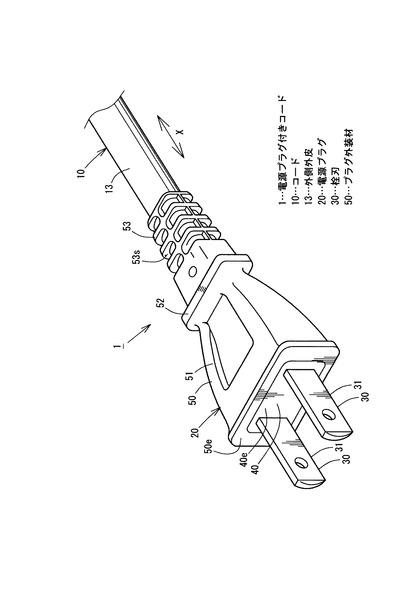
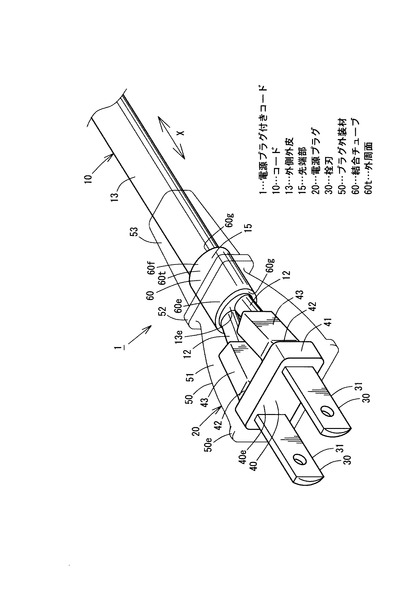
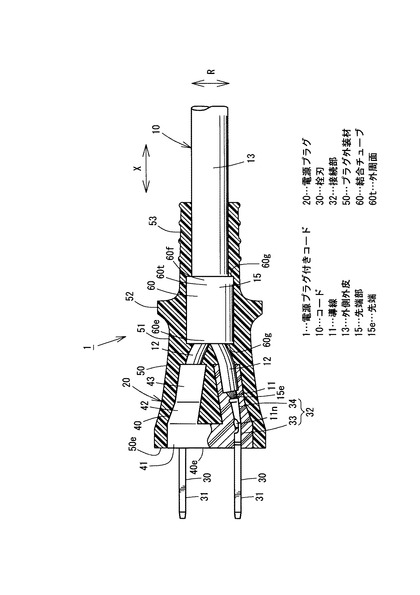
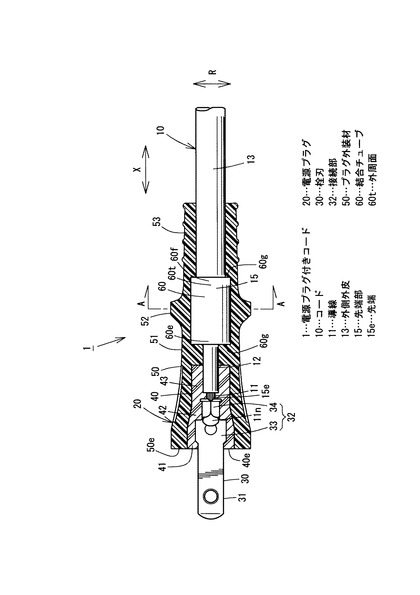
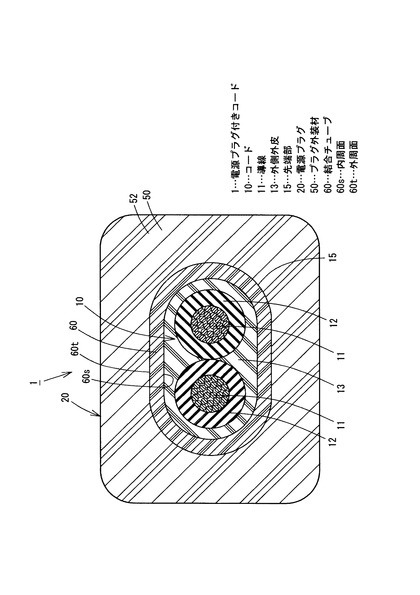
図1は、電源プラグ付きコード1の斜視図を示し、図2は、電源プラグ付きコード1の図1に対応する内部構造の斜視図を示している。また、図3は、電源プラグ付きコード1の部分側断面図を示し、図4は、部分縦断面図を示し、図5は、図4におけるA−A線拡大端面図を示している。
【0024】
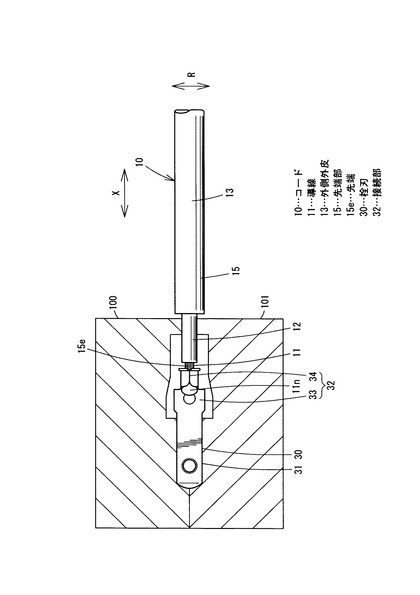
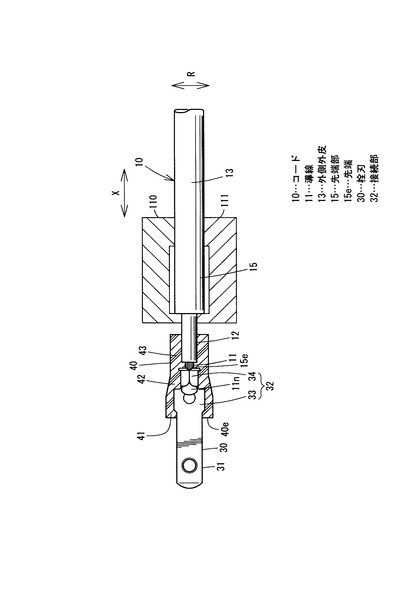
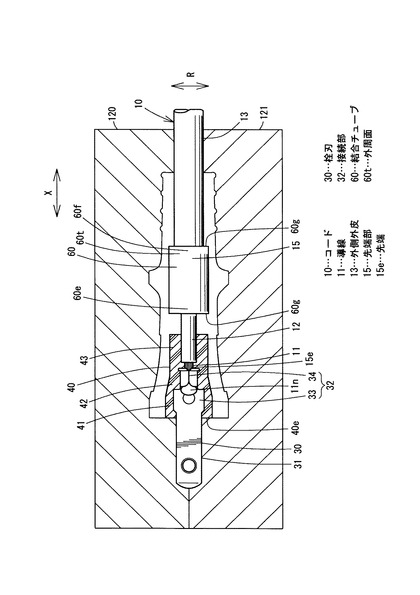
さらに、図6は、中子40のインサート成形の説明図を示し、図7は、結合チューブ60の射出成形の説明図を示し、図8は、引き続いて行なうプラグ外装材50のインサート成形の説明図を示している。なお、図6乃至図8は、夫々、中子40、結合チューブ60及びプラグ外装材50を形成する前の様子を示している。
【0025】
電源プラグ付きコード1は、コード10と、コード10の先端部15に備えた電源プラグ20とで構成している。
具体的には、電源プラグ付きコード1は、コード10の先端部15に、ポリアミド樹脂ホットメルト接着剤からなる結合チューブ60を熱溶着による結合状態で備えている。また、電源プラグ付きコード1は、コード10の先端15eの剥き出しの導線11を栓刃30の接続部32に接続している。
【0026】
さらに、電源プラグ付きコード1は、硬質で絶縁性及び耐熱性に優れた66ナイロン等の熱可塑性樹脂からなる中子40により、導線11と栓刃30との接続部分を絶縁被覆している。
【0027】
また、電源プラグ付きコード1は、66ナイロンよりも軟質の熱可塑性樹脂であるポリ塩化ビニル(PVC)製のプラグ外装材50により、栓刃30の接続部32からコード10の先端部15における結合チューブ60が備えられている位置よりも長手方向Xに入り込んだ部分までを隙間の無い態様で外装している。結合チューブ60は、プラグ外装材50とも熱溶着により結合している。
【0028】
詳しくは、コード10は、2組の導線11と、各導線11の外周を夫々個別に被覆する内側外皮12と、内側外皮12により被覆された2組の導線11を束ねる態様で内側外皮12を被覆する外側外皮13とで構成している。内側外皮12及び外側外皮13は、クロロプレンゴム、エチレンプロピレンゴム、クロロスルホルン化ポリエチレンゴム等のゴム材料からなる。
【0029】
コード10の先端部15は、外側外皮13が途切れ、そこから内側外皮12に被覆された2組の導線11が先端15eに向かうにしたがって互いに離間するように延びており、コード10の先端15eにおいて導線11を露出させた状態となっている。
【0030】
結合チューブ60は、上述のように可撓性を有するポリアミド樹脂ホットメルト接着剤からなり、長さ数センチメートル、厚さ数ミリメートルのチューブ状の形状を有する。
【0031】
結合チューブ60は、結合チューブ60の成形時の熱によりコード10の先端部15の外側外皮13に内周面60sの全面が熱溶着することで、外側外皮13と気密に密着した結合状態で備えている。
【0032】
また、結合チューブ60は、プラグ外装材50の成形時の熱によりプラグ外装材50が外周面60sの全面と熱溶着することで、プラグ外装材50と気密に密着した結合状態で備えている。
【0033】
すなわち、結合チューブ60の内周面60sはその全周にわたってコード10の外側外皮13と密着していると共に、結合チューブ60の外周面60tもその全周にわたってプラグ外装材50と密着している。
【0034】
これにより、コード10の全周にわたって、コード10の外側外皮13とプラグ外装材50の間の密着性が確保されている。ポリアミド樹脂ホットメルト接着剤からなる結合チューブ60は、結合状態を維持可能な温度範囲が広く低温においても適度な可撓性を有するため、屋外のような過酷な使用環境及び電源プラグ20に対してコード10を極端に屈曲させて使用するなどの過酷な使用態様であっても上記密着性を確保し得る。
なお、結合チューブ60は、先端60eを外側外皮13の先端13eに揃えた状態で備えている。
【0035】
栓刃30は、電源コンセントへ差し込まれる先端側の差込部31と、基端側のコード10の導線11を接続する接続部32とで構成している。さらに、接続部32は、差込部31の直ぐ基端側の差込部31よりも幅広に形成された幅広部分33と、幅広部分33の直ぐ基端側の導線11をカシメにより接続するカシメ部分34とで構成している。
【0036】
コード10の先端15eの露出している導線11は、栓刃30の接続部32のカシメ部分34にカシメにより圧着保持して接続している。また、導線11は、接続部32の幅広部分33でスポット溶接されており、このスポット溶接で形成されるナゲット11nによっても栓刃30との接続がなされている。
以上より、栓刃30の基端側では、カシメ部分34によるカシメと、スポット溶接によるナゲット11nの形成とにより、栓刃30と導線11とが接続されている。
【0037】
中子40は、栓刃30の接続部32からコード10の先端部15における剥き出しの内側外皮12までを被覆している。詳しくは、中子40は、先端側に栓刃30の幅広部分33において2本の栓刃30を所定間隔で平行に保持する保持部41を備え、後端側に保持部41に向かうにしたがって互いが離間する方向を指向するように斜めに延びる傾斜部43を備えている。また、中子40は、保持部41と傾斜部43の間に栓刃30のカシメ部分32から幅広部分33に向かって徐々に肉厚となる中間部42を備えている。
【0038】
プラグ外装材50は、その先端50eを中子40の先端40eと面一に形成し、先端50eから徐々に肉薄になるくびれ部51を備えている。なお、中子40の先端40eは露出している。さらに、プラグ外装材50は、このくびれ部51の後端側に、コード10の径方向Rの外方に大きく突出し、他の部位よりも肉厚な肉厚部52を連続的に備えている。
【0039】
また、プラグ外装材50は、この肉厚部52の後端側に、肉厚部52から連続的に延びて徐々に肉薄となるテーパ部53を備えており、コード10の先端部15における結合チューブ60が備えられている位置よりも長手方向Xに入り込んだ部分まで延びている。
【0040】
さらに、プラグ外装材50のテーパ部53には、コード10が電源プラグ20の付近において自在に屈曲できるように、周方向に沿って長細く形成したスリット53sを長手方向Xに複数箇所設けている。
【0041】
中子40は、金型100,101の所定位置に栓刃30及びコード10の先端部15において露出している内側外皮12を所定の離間配置状態でインサート成形により形成する。
また、結合チューブ60は、中子40を形成した後、射出成形によりコード10の先端部15の外側外皮13に熱溶着させて形成する。
【0042】
さらに、プラグ外装材50は、結合チューブ60の形成に引き続いて、金型120,121の所定位置に栓刃30からコード10の外側外皮13までを配置してインサート成形により形成する。
【0043】
具体的には、中子40は、栓刃30の接続部32に導線11の先端15eを接続した状態で、金型100,101にて、剥き出しの内側外皮12を互いが離間する方向を指向するように斜めに保持しつつ、栓刃30の先端側の差込部31を互いが平行になるように保持した所定の離間配置状態で熱可塑性樹脂を射出して成形する。
【0044】
この成形により、コード10の内側外皮12の先端を、互いが離間する方向を指向するように保持しつつ、2本の栓刃30を、互いに平行かつ離間した状態に保持する中子40を得る。
【0045】
また、結合チューブ60は、コード10の先端部15を金型110,111で挟み、コード10の先端部15の外側外皮13と金型110,111の間の先端部15を囲繞するチューブ状の空間に、溶融したポリアミド樹脂ホットメルト接着剤を射出して形成する。なお、結合チューブ60の成形金型として簡易金型を用いることができる。
【0046】
この成形により、コード10の先端部15を囲繞するチューブ状の結合チューブ60を得る。結合チューブ60の内周面60sとコード10の先端部15の外側外皮13とは、結合チューブ60を射出成形する際に金型110,111に射出する溶融樹脂の熱により熱溶着することで外側外皮13に気密に密着して結合する。
【0047】
プラグ外装材50は、結合チューブ60を射出成形により形成した後、引き続き金型120,121の所定位置に栓刃30からコード10の外側外皮13までを配置して、熱可塑性樹脂を射出して成形する。
【0048】
この成形により、栓刃30の接続部32からコード10の先端部15における結合チューブ60が備えられている位置よりも長手方向Xに入り込んだ部分までを隙間の無い態様で外装するプラグ外装材50を得る。
【0049】
結合チューブ60の外周面60tとプラグ外装材50とは、プラグ外装材50をインサート成形する際に金型120,121に射出する溶融樹脂の熱により熱溶着することでプラグ外装材50に気密に密着して結合する。これにより、電源プラグ付きコード1が完成する。
【0050】
なお、結合チューブ60は、長手方向Xの中央部分がプラグ外装材50の肉厚部52に位置しており、後端60fがテーパ部53におけるスリット53sが設けられている部分よりも先端側に位置する。
また、プラグ外装材50のテーパ部53とコード10の外側外皮13とは、コード10が電源プラグ20付近において自在に屈曲できるようにするために結合していない。
【0051】
(第2実施形態)
この発明の第2実施形態の電源プラグ付きコード1’について、以下図9と共に説明する。なお、上述の第1実施形態の電源プラグ付きコード1と同じ構成については、同じ符号を付し説明を省略する。
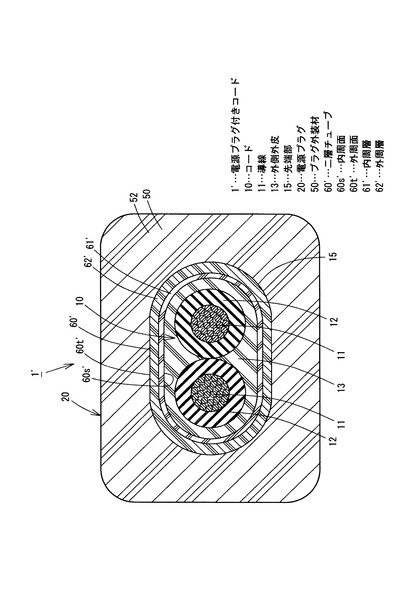
図9は、図5に対応する電源プラグ付きコード1’のA−A線拡大端面図を示している。
【0052】
電源プラグ付きコード1’は、コード10の先端部15の外側外皮13に上述の結合チューブ60の代わりに、コード10に密着するチューブ状の形状を有し、内周層61’と外周層62’とで構成する二層チューブ60’を備えている。
【0053】
ここで、内周層61’は、接着剤で構成し、外周層62’はポリ塩化ビニル(PVC)で構成している。接着剤は、ゴム製の外側外皮13及びポリ塩化ビニル製の外周層62’の両方に接着する適宜の接着剤、例えばとすることができる。
【0054】
二層チューブ60’の内周層61’と外周層62’は互いに隙間無く接着している。
【0055】
また、二層チューブ60’の内周層61’とコード10の先端部15の外側外皮13も二層チューブ60’の内周面60s’において互いに隙間無く接着している。さらに、二層チューブ60’の外周層62’とプラグ外装材50は二層チューブ60’の外周面60t’の全面において熱溶着により気密に密着して結合している。
【0056】
すなわち、二層チューブ60’の内周面60s’はその全周にわたってコード10の外側外皮13と密着していると共に、二層チューブ60’の外周面60t’もその全周にわたってプラグ外装材50と密着している。
【0057】
これにより、コード10の全周にわたって、容易に剥離しない態様でコード10の外側外皮13とプラグ外装材50の間の密着性が確保されている。
【0058】
二層チューブ60’は、コード10の先端15eに栓刃30を接続する前に、コード10の先端部15に嵌め込んで内周面60s’を隙間無く接着することで、コード10に対して密着状態で備える。
【0059】
また、二層チューブ60’の外周面60t’とプラグ外装材50とは、第1実施形態と同様、プラグ外装材50をインサート成形する際の金型120,121に射出する溶融樹脂の熱により熱溶着することで結合する。
【0060】
なお、二層チューブ60’の外周層62’を、ポリ塩化ビニル(PVC)を架橋した熱収縮材料で構成してもよい。この場合、二層チューブ60’は、コード10の先端部15に嵌め込んで隙間無く接着し、さらに二層チューブ60’を加熱することにより収縮させてコード10を締め付ける態様の密着状態で備える。
上述の第2実施形態の電源プラグ付きコード1’は、第1実施形態の電源プラグ付きコード1に比べて材料コストがかからず安価に製造し得る。
【0061】
(第3実施形態)
この発明の第3実施形態の電源プラグ付きコード1’’について、以下図10及び図11と共に説明する。なお、上述の第2実施形態の電源プラグ付きコード1’と同じ構成については、同じ符号を付し説明を省略する。
【0062】
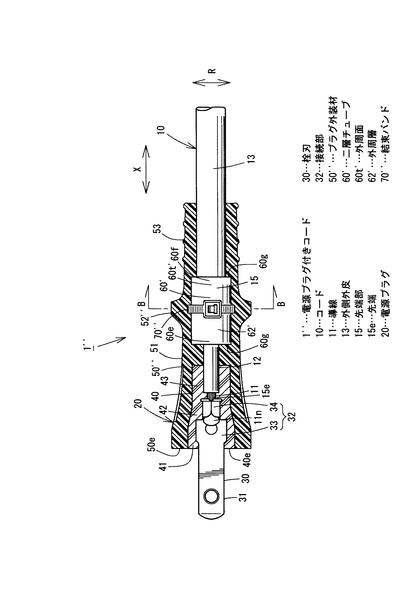
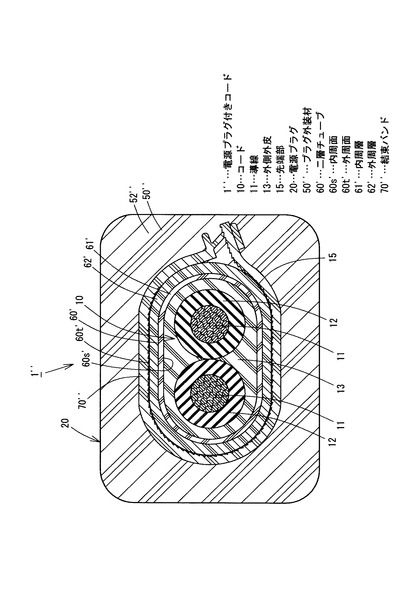
図10は、第3実施形態の電源プラグ付きコード1’’の図4に対応する部分縦断面図を示し、図11は、図10における電源プラグ付きコード1’’のB−B線拡大端面図を示している。
【0063】
電源プラグ付きコード1’’は、第2実施形態の二層チューブ60’おける長手方向Xの中央部分の外周に結束バンド70’’を巻き締めた状態で備えている。結束バンド70’’は、コード10の長手方向Xにおけるプラグ外装材50’’の肉厚部52’’の位置で二層チューブ60’に対して巻き締められている。
【0064】
また、二層チューブ60’及び結束バンド70’’はプラグ外装材50’’により隙間無く外装されており、二層チューブ60’の外周面60t’とプラグ外装材50とは、プラグ外装材50を形成する際の溶融樹脂の熱により熱溶着することで気密に密着して結合している。
【0065】
上述の電源プラグ付きコード1’’は、二層チューブ60’をコード10の先端部15に隙間無く接着して備え、結合チューブ60における長手方向Xの中央部分の外周に結束バンド70’’を巻き締めて、結合チューブ60及び結束バンド70’’を隙間無く外装するプラグ外装材50’’を形成することで製造する。
【0066】
なお、電源プラグ付きコード1’’は、二層チューブ60’の代わりに第1実施形態の結合チューブ60における長手方向Xの中央部分の外周に結束バンド70’’を巻き締めた状態で備えていてもよい。
【0067】
また、電源プラグ付きコード1’’は、結束バンド70’’をコード10の先端部15の外側外皮13に直接巻き締めた状態で備え、結束バンド70’’と、結合チューブ60又は二層チューブ60’とをプラグ外装材50’’で隙間無く外装する態様であってもよい。
【0068】
上述の電源プラグ付きコード1,1’,1’’の構成により以下に述べる作用効果を奏する。
第1乃至3実施形態の電源プラグ付きコード1,1’,1’’は、結合チューブ60又は二層チューブ60’をコード10の先端部15に密着状態で備えると共に、プラグ外装材50,50’’に結合状態で備えている。
【0069】
これにより、コード10の無理な引き抜きにより導線11が栓刃30との接続部分で断線することを防止すると共に、コード10をつたって電源プラグ20の内部に湿気が侵入することを防止することができる。
【0070】
また、第1実施形態の電源プラグ付きコード1は、結合チューブ60をホットメルト接着剤で構成している。これにより、プラグ外装材50のみならずコード10の外側外皮13に対しても熱溶着により気密に密着した結合状態で備えることができる。したがって、導線11の断線及び電源プラグ20の内部への湿気の侵入を確実に防止することができる。
【0071】
また、結合チューブ60は、結合状態を維持可能な温度範囲が広く低温においても適度な可撓性を有するため、過酷な使用環境及び使用態様であってもコード10とプラグ外装材50との間の密着性を確保でき、導線11の断線及び電源プラグ20の内部への湿気の侵入を防止できる。
【0072】
また、第2実施形態の電源プラグ付きコード1’は、二層チューブ60’の内周層61’をコード10の外側外皮13及び外周層62’と接着する接着剤で構成している。これにより、コード10の外側外皮13に二層チューブ60’を接着することができ、導線11の断線及び電源プラグ20の内部への湿気の侵入を確実に防止することができる。
【0073】
また、第2実施形態の電源プラグ付きコード1’において二層チューブ60’の外周層62’を熱収縮材料で構成した場合は、二層チューブ60’を熱収縮させることで、コード10を締め付ける態様で二層チューブ60’をコード10に密着状態で備えることができる。
【0074】
また、第1乃至3実施形態の電源プラグ付きコード1,1’,1’’は、結合チューブ60又は二層チューブ60’をチューブ状に形成している。この形状により、結合チューブ60又は二層チューブ60’は、プラグ外装材50,50’’との結合面積、及び外側外皮13との結合(密着)面積を広く確保できる。したがって、導線11の断線及び電源プラグ20の内部への湿気の侵入を確実に防止することができる。
【0075】
また、第3実施形態の電源プラグ付きコード1’’は、二層チューブ60’の外周に結束バンド70’’を巻き締めて備えている。これにより、コード10の先端部15に対する二層チューブ60’の密着状態をより強固なものにできる。
【0076】
さらに、コード10を無理に引き抜いた際に結束バンド70’’がプラグ外装材50’’に係止することができる。したがって、導線11の断線及び電源プラグ20の内部への湿気の侵入を確実に防止することができる。しかも、省スペースで上記効果を得ることができる。
【0077】
また、第3実施形態の電源プラグ付きコード1’’において、結束バンド70’’をコード10の外側外皮13に直接巻き締めた状態で備えた場合は、コード10を無理に引抜いた際に結束バンド70’’がプラグ外装材50’’に係止し、しかも、結合チューブ60又は二層チューブ60’のプラグ外装材50’’との結合面積も広く確保することができる。したがって、導線11の断線及び電源プラグ20の内部への湿気の侵入をより確実に防止することができる。
【0078】
この発明の構成と、上述の実施形態との対応において、
差込プラグ付きコードは、電源プラグ付きコード1,1’,1’’に対応し、
以下同様に、
外皮は、外側外皮13に対応し、
差込プラグは、電源プラグ20に対応し、
基端部は、接続部32に対応し、
結合部材は、結合チューブ60及び二層チューブ60’に対応し、
外皮との境界面は、内周面60s,60s’に対応し、
プラグ外装材との境界面は、外周面60t,60t’に対応するも、
この発明は、上述の実施形態の構成のみに限定されるものではなく多くの実施形態を得ることができる。
【0079】
例えば、上述の実施形態において、結合チューブ60又は二層チューブ60’をコード10の先端部15に溶融接着により備えた後、結合チューブ60又は二層チューブ60’の端面60gに接着剤を塗布してプラグ外装材50,50’’を形成することで、端面60gとプラグ外装材50,50’’とを接着させて電源プラグ付きコード1,1’,1’’を製造してもよい。
【0080】
また、例えば、上述の実施形態において、電源プラグ付きコード1,1’,1’’は、プラグ外装材50,50’’を形成した後、コード10の外側外皮13とプラグ外装材50,50’’のテーパ部53との間に接着剤を塗布して、外側外皮13とテーパ部53との間を接着した構成であってもよい。
これらにより、導線11の断線及び電源プラグ20の内部への湿気の侵入を確実に防止することができる。
【符号の説明】
【0081】
1,1’,1’’…電源プラグ付きコード
10…コード
11…導線
13…外側外皮
15…先端部
15e…先端
20…電源プラグ
30…栓刃
32…接続部
50,50’’…プラグ外装材
60…結合チューブ
60’…二層チューブ
60s,60s’…内周面
60t,60t’…外周面
61’…内周層
62’…外周層
70’’…結束バンド
【技術分野】
【0001】
この発明は、コードの先端部に差込プラグを有する差込プラグ付きコードに関する。
【背景技術】
【0002】
上記差込プラグ付きコードとして、例えば、特許文献1に示すように、電源コンセントへ差し込むための電源プラグをコードの先端部に有する電源プラグ付きコードが挙げられる。
【0003】
上記電源プラグ付きコードは、導線を例えばゴム製の外皮で被覆したコードと、基端部が導線とカシメ等により接続された2本の栓刃と、栓刃の基端部及び栓刃との接続部分における剥き出しの導線を被覆する硬質樹脂製の中子と、栓刃の基端部からコードの先端部の外皮までを外装する軟質樹脂製のプラグ外装材とで構成している。
【0004】
さらに、上記電源プラグ付きコードは、中子を、各栓刃の基端部及び接続部分の導線を被覆固定する被覆固定部と、被覆固定部同士を接続するブリッジ部とで構成し、ブリッジ部にコードを巻き回して構成している。これにより、コードを電源コンセントから強く引き抜いた際に、導線の栓刃との接続部分において導線に強い張力がかかり断線することを防止できるとされている。
【0005】
ところで、一般に電源プラグ付きコードは、プラグ外装材とコードの外皮とを異なる材料で構成し、プラグ外装材とコードの外皮とが一体的に結合していない構成となっている。
【0006】
このような構成の電源プラグ付きコードは、特に、屋外にある電源コンセントに差し込んで使用する際などに、コードをつたってプラグ外装材とコードの外皮との間から電源プラグの内部に湿気が侵入してしまう可能性があり問題であった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2003−178835号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
そこで、この発明は、コードの無理な引き抜きにより導線が栓刃との接続部分で断線することを防止すると共に、コードをつたって差込プラグの内部に湿気が侵入することを防止する差込プラグ付きコードを提供することを目的とする。
【課題を解決するための手段】
【0009】
この発明は、導線と前記導線を被覆する外皮とで構成するコードと、前記コードの先端の前記導線に接続された栓刃と前記栓刃の基端部から前記コードの先端部の前記外皮までを外装する合成樹脂製のプラグ外装材とを備えた差込プラグと、で構成する差込プラグ付きコードであって、少なくとも前記プラグ外装材との境界面を前記プラグ外装材と熱溶着する熱溶着材料で構成する結合部材を、前記コードの前記先端部に囲繞して密着状態で備えると共に、前記プラグ外装材に熱溶着による結合状態で備えたことを特徴とする。
【0010】
上記差込プラグは、電源用プラグの他、コンピュター用プラグ、通信用プラグ、音声・映像用プラグ等の様々なプラグとすることができる。
上記プラグ外装材の材料は、共にポリ塩化ビニル(PVC)、を含む材料とすることができる。また、共にポリスチレン(PS)、ポリエチレン(PE)、ポリプロピレン(PP)、熱可塑性エラストマー(TPE)、ポリアミド等を含む材料とすることもできる。
【0011】
上記熱溶着材料は、例えば、ポリアミド系ホットメルト接着剤、エチレン酢酸ビニル系ホットメルト接着剤、ポリオレフィン系ホットメルト接着剤、湿気硬化型ウレタン系ホットメルト接着剤等のホットメルト接着剤、及びポリスチレン(PS)、ポリエチレン(PE)、ポリプロピレン(PP)、熱可塑性エラストマー(TPE)、ポリアミド等を含む材料とすることができる。
【0012】
この発明により、前記コードの無理な引き抜きにより前記導線が前記栓刃との接続部分で断線することを防止すると共に、前記コードをつたって前記差込プラグの内部に湿気が侵入することを防止することができる。
【0013】
この発明の態様として、前記結合部材をホットメルト接着剤で構成することができる。
また、この発明により、前記結合部材を前記プラグ外装材のみならず前記コードの前記外皮に対しても熱溶着により気密に密着した結合状態で備えることができる。したがって、前記導線の断線及び前記差込プラグの内部への湿気の侵入を確実に防止することができる。
【0014】
また、この発明の態様として、前記結合部材を、外周層と内周層とで構成する二層構造とし、前記外周層を前記熱溶着材料で構成すると共に、前記内周層を前記外周層及び前記コードと接着する接着剤で構成することができる。
この発明により、前記コードの前記外皮に前記結合部材を接着することができ、前記導線の断線及び前記差込プラグの内部への湿気の侵入を確実に防止することができる。
【0015】
この発明の態様として、前記結合部材を熱収縮材料で構成することができる。
上記熱収縮材料は、例えば、ポリ塩化ビニル(PVC)、ポリスチレン(PS)、ポリエチレン(PE)、ポリプロピレン(PP)、熱可塑性エラストマー(TPE)、ポリアミド等を架橋した材料とすることができる。
この発明により、前記結合部材を熱収縮させることで、前記コードを締め付ける態様で前記結合部材を前記コードに密着状態で備えることができる。
【0016】
また、この発明の態様として、前記結合部材をチューブ状に形成することができる。
この発明により、前記結合部材は、前記プラグ外装材との結合面積及び前記外皮との結合(密着)面積を広く確保できる。したがって、前記導線の断線及び前記差込プラグの内部への湿気の侵入を確実に防止することができる。
【0017】
また、この発明の態様として、前記結合部材の外周に結束バンドを巻きつけて備えることができる。
この発明により、前記コードの前記先端部に対する前記結合部材の密着状態をより強固なものにできる。また、前記結合部材の前記前記コードを無理に引き抜いた際に、前記結束バンドが前記プラグ外装材に係止するため、前記導線の断線を確実に防止することができる。さらに、省スペースで上記効果を得ることができる。
【0018】
また、この発明の態様として、前記コードの前記先端部の前記外皮の外周に結束バンドを巻きつけて備えることができる。
この発明により、前記コードを無理に引抜いた際に、前記結束バンドが前記プラグ外装材に係止する。また、前記結合部材の前記プラグ外装材との結合面積も確保できる。したがって、前記導線の断線及び前記差込プラグの内部への湿気の侵入を確実に防止することができる。
【0019】
また、この発明は、導線と前記導線を被覆する外皮とで構成するコードと、前記コードの先端の前記導線に接続された栓刃と前記栓刃の基端部から前記コードの先端部の前記外皮までを外装する合成樹脂製のプラグ外装材とを備えた差込プラグと、で構成する差込プラグ付きコードの製造方法であって、少なくとも前記プラグ外装材との境界面を前記プラグ外装材と熱溶着する熱溶着材料で構成する結合部材を、前記コードの前記先端部に対して囲繞して密着状態で備え、
前記プラグ外装材をインサート成形で形成する際の溶融樹脂の熱により、前記結合部材と前記プラグ外装材とを熱溶着して結合する差込プラグ付きコードの製造方法である。
【発明の効果】
【0020】
この発明により、コードの無理な引き抜きにより導線が栓刃との接続部分で断線することを防止すると共に、コードをつたって差込プラグの内部に湿気が侵入することを防止する差込プラグ付きコードを提供することができる。
【図面の簡単な説明】
【0021】
【図1】電源プラグ付きコードの斜視図。
【図2】電源プラグ付きコードの内部構造の斜視図。
【図3】電源プラグ付きコードの部分側断面図。
【図4】電源プラグ付きコードの部分縦断面図。
【図5】図4におけるA−A線拡大端面図。
【図6】中子の形成工程の説明図。
【図7】結合チューブの形成工程の説明図。
【図8】プラグ外装材の形成工程の説明図。
【図9】第2実施形態の電源プラグ付きコードのA−A線拡大端面図。
【図10】第3実施形態の電源プラグ付きコードの部分縦断面図。
【図11】第3実施形態の電源プラグ付きコードのB−B線拡大端面図。
【発明を実施するための形態】
【0022】
(第1実施形態)
この発明の第1実施形態の電源プラグ付きコード1について、以下図1乃至図8と共に説明する。なお、この実施形態では、2本の栓刃30を有する電源プラグ付きコード1の説明をするが、例えば、三相交流電源などに用いるタイプ等の電源プラグ付きコードでも同様の構成である。
【0023】
図1は、電源プラグ付きコード1の斜視図を示し、図2は、電源プラグ付きコード1の図1に対応する内部構造の斜視図を示している。また、図3は、電源プラグ付きコード1の部分側断面図を示し、図4は、部分縦断面図を示し、図5は、図4におけるA−A線拡大端面図を示している。
【0024】
さらに、図6は、中子40のインサート成形の説明図を示し、図7は、結合チューブ60の射出成形の説明図を示し、図8は、引き続いて行なうプラグ外装材50のインサート成形の説明図を示している。なお、図6乃至図8は、夫々、中子40、結合チューブ60及びプラグ外装材50を形成する前の様子を示している。
【0025】
電源プラグ付きコード1は、コード10と、コード10の先端部15に備えた電源プラグ20とで構成している。
具体的には、電源プラグ付きコード1は、コード10の先端部15に、ポリアミド樹脂ホットメルト接着剤からなる結合チューブ60を熱溶着による結合状態で備えている。また、電源プラグ付きコード1は、コード10の先端15eの剥き出しの導線11を栓刃30の接続部32に接続している。
【0026】
さらに、電源プラグ付きコード1は、硬質で絶縁性及び耐熱性に優れた66ナイロン等の熱可塑性樹脂からなる中子40により、導線11と栓刃30との接続部分を絶縁被覆している。
【0027】
また、電源プラグ付きコード1は、66ナイロンよりも軟質の熱可塑性樹脂であるポリ塩化ビニル(PVC)製のプラグ外装材50により、栓刃30の接続部32からコード10の先端部15における結合チューブ60が備えられている位置よりも長手方向Xに入り込んだ部分までを隙間の無い態様で外装している。結合チューブ60は、プラグ外装材50とも熱溶着により結合している。
【0028】
詳しくは、コード10は、2組の導線11と、各導線11の外周を夫々個別に被覆する内側外皮12と、内側外皮12により被覆された2組の導線11を束ねる態様で内側外皮12を被覆する外側外皮13とで構成している。内側外皮12及び外側外皮13は、クロロプレンゴム、エチレンプロピレンゴム、クロロスルホルン化ポリエチレンゴム等のゴム材料からなる。
【0029】
コード10の先端部15は、外側外皮13が途切れ、そこから内側外皮12に被覆された2組の導線11が先端15eに向かうにしたがって互いに離間するように延びており、コード10の先端15eにおいて導線11を露出させた状態となっている。
【0030】
結合チューブ60は、上述のように可撓性を有するポリアミド樹脂ホットメルト接着剤からなり、長さ数センチメートル、厚さ数ミリメートルのチューブ状の形状を有する。
【0031】
結合チューブ60は、結合チューブ60の成形時の熱によりコード10の先端部15の外側外皮13に内周面60sの全面が熱溶着することで、外側外皮13と気密に密着した結合状態で備えている。
【0032】
また、結合チューブ60は、プラグ外装材50の成形時の熱によりプラグ外装材50が外周面60sの全面と熱溶着することで、プラグ外装材50と気密に密着した結合状態で備えている。
【0033】
すなわち、結合チューブ60の内周面60sはその全周にわたってコード10の外側外皮13と密着していると共に、結合チューブ60の外周面60tもその全周にわたってプラグ外装材50と密着している。
【0034】
これにより、コード10の全周にわたって、コード10の外側外皮13とプラグ外装材50の間の密着性が確保されている。ポリアミド樹脂ホットメルト接着剤からなる結合チューブ60は、結合状態を維持可能な温度範囲が広く低温においても適度な可撓性を有するため、屋外のような過酷な使用環境及び電源プラグ20に対してコード10を極端に屈曲させて使用するなどの過酷な使用態様であっても上記密着性を確保し得る。
なお、結合チューブ60は、先端60eを外側外皮13の先端13eに揃えた状態で備えている。
【0035】
栓刃30は、電源コンセントへ差し込まれる先端側の差込部31と、基端側のコード10の導線11を接続する接続部32とで構成している。さらに、接続部32は、差込部31の直ぐ基端側の差込部31よりも幅広に形成された幅広部分33と、幅広部分33の直ぐ基端側の導線11をカシメにより接続するカシメ部分34とで構成している。
【0036】
コード10の先端15eの露出している導線11は、栓刃30の接続部32のカシメ部分34にカシメにより圧着保持して接続している。また、導線11は、接続部32の幅広部分33でスポット溶接されており、このスポット溶接で形成されるナゲット11nによっても栓刃30との接続がなされている。
以上より、栓刃30の基端側では、カシメ部分34によるカシメと、スポット溶接によるナゲット11nの形成とにより、栓刃30と導線11とが接続されている。
【0037】
中子40は、栓刃30の接続部32からコード10の先端部15における剥き出しの内側外皮12までを被覆している。詳しくは、中子40は、先端側に栓刃30の幅広部分33において2本の栓刃30を所定間隔で平行に保持する保持部41を備え、後端側に保持部41に向かうにしたがって互いが離間する方向を指向するように斜めに延びる傾斜部43を備えている。また、中子40は、保持部41と傾斜部43の間に栓刃30のカシメ部分32から幅広部分33に向かって徐々に肉厚となる中間部42を備えている。
【0038】
プラグ外装材50は、その先端50eを中子40の先端40eと面一に形成し、先端50eから徐々に肉薄になるくびれ部51を備えている。なお、中子40の先端40eは露出している。さらに、プラグ外装材50は、このくびれ部51の後端側に、コード10の径方向Rの外方に大きく突出し、他の部位よりも肉厚な肉厚部52を連続的に備えている。
【0039】
また、プラグ外装材50は、この肉厚部52の後端側に、肉厚部52から連続的に延びて徐々に肉薄となるテーパ部53を備えており、コード10の先端部15における結合チューブ60が備えられている位置よりも長手方向Xに入り込んだ部分まで延びている。
【0040】
さらに、プラグ外装材50のテーパ部53には、コード10が電源プラグ20の付近において自在に屈曲できるように、周方向に沿って長細く形成したスリット53sを長手方向Xに複数箇所設けている。
【0041】
中子40は、金型100,101の所定位置に栓刃30及びコード10の先端部15において露出している内側外皮12を所定の離間配置状態でインサート成形により形成する。
また、結合チューブ60は、中子40を形成した後、射出成形によりコード10の先端部15の外側外皮13に熱溶着させて形成する。
【0042】
さらに、プラグ外装材50は、結合チューブ60の形成に引き続いて、金型120,121の所定位置に栓刃30からコード10の外側外皮13までを配置してインサート成形により形成する。
【0043】
具体的には、中子40は、栓刃30の接続部32に導線11の先端15eを接続した状態で、金型100,101にて、剥き出しの内側外皮12を互いが離間する方向を指向するように斜めに保持しつつ、栓刃30の先端側の差込部31を互いが平行になるように保持した所定の離間配置状態で熱可塑性樹脂を射出して成形する。
【0044】
この成形により、コード10の内側外皮12の先端を、互いが離間する方向を指向するように保持しつつ、2本の栓刃30を、互いに平行かつ離間した状態に保持する中子40を得る。
【0045】
また、結合チューブ60は、コード10の先端部15を金型110,111で挟み、コード10の先端部15の外側外皮13と金型110,111の間の先端部15を囲繞するチューブ状の空間に、溶融したポリアミド樹脂ホットメルト接着剤を射出して形成する。なお、結合チューブ60の成形金型として簡易金型を用いることができる。
【0046】
この成形により、コード10の先端部15を囲繞するチューブ状の結合チューブ60を得る。結合チューブ60の内周面60sとコード10の先端部15の外側外皮13とは、結合チューブ60を射出成形する際に金型110,111に射出する溶融樹脂の熱により熱溶着することで外側外皮13に気密に密着して結合する。
【0047】
プラグ外装材50は、結合チューブ60を射出成形により形成した後、引き続き金型120,121の所定位置に栓刃30からコード10の外側外皮13までを配置して、熱可塑性樹脂を射出して成形する。
【0048】
この成形により、栓刃30の接続部32からコード10の先端部15における結合チューブ60が備えられている位置よりも長手方向Xに入り込んだ部分までを隙間の無い態様で外装するプラグ外装材50を得る。
【0049】
結合チューブ60の外周面60tとプラグ外装材50とは、プラグ外装材50をインサート成形する際に金型120,121に射出する溶融樹脂の熱により熱溶着することでプラグ外装材50に気密に密着して結合する。これにより、電源プラグ付きコード1が完成する。
【0050】
なお、結合チューブ60は、長手方向Xの中央部分がプラグ外装材50の肉厚部52に位置しており、後端60fがテーパ部53におけるスリット53sが設けられている部分よりも先端側に位置する。
また、プラグ外装材50のテーパ部53とコード10の外側外皮13とは、コード10が電源プラグ20付近において自在に屈曲できるようにするために結合していない。
【0051】
(第2実施形態)
この発明の第2実施形態の電源プラグ付きコード1’について、以下図9と共に説明する。なお、上述の第1実施形態の電源プラグ付きコード1と同じ構成については、同じ符号を付し説明を省略する。
図9は、図5に対応する電源プラグ付きコード1’のA−A線拡大端面図を示している。
【0052】
電源プラグ付きコード1’は、コード10の先端部15の外側外皮13に上述の結合チューブ60の代わりに、コード10に密着するチューブ状の形状を有し、内周層61’と外周層62’とで構成する二層チューブ60’を備えている。
【0053】
ここで、内周層61’は、接着剤で構成し、外周層62’はポリ塩化ビニル(PVC)で構成している。接着剤は、ゴム製の外側外皮13及びポリ塩化ビニル製の外周層62’の両方に接着する適宜の接着剤、例えばとすることができる。
【0054】
二層チューブ60’の内周層61’と外周層62’は互いに隙間無く接着している。
【0055】
また、二層チューブ60’の内周層61’とコード10の先端部15の外側外皮13も二層チューブ60’の内周面60s’において互いに隙間無く接着している。さらに、二層チューブ60’の外周層62’とプラグ外装材50は二層チューブ60’の外周面60t’の全面において熱溶着により気密に密着して結合している。
【0056】
すなわち、二層チューブ60’の内周面60s’はその全周にわたってコード10の外側外皮13と密着していると共に、二層チューブ60’の外周面60t’もその全周にわたってプラグ外装材50と密着している。
【0057】
これにより、コード10の全周にわたって、容易に剥離しない態様でコード10の外側外皮13とプラグ外装材50の間の密着性が確保されている。
【0058】
二層チューブ60’は、コード10の先端15eに栓刃30を接続する前に、コード10の先端部15に嵌め込んで内周面60s’を隙間無く接着することで、コード10に対して密着状態で備える。
【0059】
また、二層チューブ60’の外周面60t’とプラグ外装材50とは、第1実施形態と同様、プラグ外装材50をインサート成形する際の金型120,121に射出する溶融樹脂の熱により熱溶着することで結合する。
【0060】
なお、二層チューブ60’の外周層62’を、ポリ塩化ビニル(PVC)を架橋した熱収縮材料で構成してもよい。この場合、二層チューブ60’は、コード10の先端部15に嵌め込んで隙間無く接着し、さらに二層チューブ60’を加熱することにより収縮させてコード10を締め付ける態様の密着状態で備える。
上述の第2実施形態の電源プラグ付きコード1’は、第1実施形態の電源プラグ付きコード1に比べて材料コストがかからず安価に製造し得る。
【0061】
(第3実施形態)
この発明の第3実施形態の電源プラグ付きコード1’’について、以下図10及び図11と共に説明する。なお、上述の第2実施形態の電源プラグ付きコード1’と同じ構成については、同じ符号を付し説明を省略する。
【0062】
図10は、第3実施形態の電源プラグ付きコード1’’の図4に対応する部分縦断面図を示し、図11は、図10における電源プラグ付きコード1’’のB−B線拡大端面図を示している。
【0063】
電源プラグ付きコード1’’は、第2実施形態の二層チューブ60’おける長手方向Xの中央部分の外周に結束バンド70’’を巻き締めた状態で備えている。結束バンド70’’は、コード10の長手方向Xにおけるプラグ外装材50’’の肉厚部52’’の位置で二層チューブ60’に対して巻き締められている。
【0064】
また、二層チューブ60’及び結束バンド70’’はプラグ外装材50’’により隙間無く外装されており、二層チューブ60’の外周面60t’とプラグ外装材50とは、プラグ外装材50を形成する際の溶融樹脂の熱により熱溶着することで気密に密着して結合している。
【0065】
上述の電源プラグ付きコード1’’は、二層チューブ60’をコード10の先端部15に隙間無く接着して備え、結合チューブ60における長手方向Xの中央部分の外周に結束バンド70’’を巻き締めて、結合チューブ60及び結束バンド70’’を隙間無く外装するプラグ外装材50’’を形成することで製造する。
【0066】
なお、電源プラグ付きコード1’’は、二層チューブ60’の代わりに第1実施形態の結合チューブ60における長手方向Xの中央部分の外周に結束バンド70’’を巻き締めた状態で備えていてもよい。
【0067】
また、電源プラグ付きコード1’’は、結束バンド70’’をコード10の先端部15の外側外皮13に直接巻き締めた状態で備え、結束バンド70’’と、結合チューブ60又は二層チューブ60’とをプラグ外装材50’’で隙間無く外装する態様であってもよい。
【0068】
上述の電源プラグ付きコード1,1’,1’’の構成により以下に述べる作用効果を奏する。
第1乃至3実施形態の電源プラグ付きコード1,1’,1’’は、結合チューブ60又は二層チューブ60’をコード10の先端部15に密着状態で備えると共に、プラグ外装材50,50’’に結合状態で備えている。
【0069】
これにより、コード10の無理な引き抜きにより導線11が栓刃30との接続部分で断線することを防止すると共に、コード10をつたって電源プラグ20の内部に湿気が侵入することを防止することができる。
【0070】
また、第1実施形態の電源プラグ付きコード1は、結合チューブ60をホットメルト接着剤で構成している。これにより、プラグ外装材50のみならずコード10の外側外皮13に対しても熱溶着により気密に密着した結合状態で備えることができる。したがって、導線11の断線及び電源プラグ20の内部への湿気の侵入を確実に防止することができる。
【0071】
また、結合チューブ60は、結合状態を維持可能な温度範囲が広く低温においても適度な可撓性を有するため、過酷な使用環境及び使用態様であってもコード10とプラグ外装材50との間の密着性を確保でき、導線11の断線及び電源プラグ20の内部への湿気の侵入を防止できる。
【0072】
また、第2実施形態の電源プラグ付きコード1’は、二層チューブ60’の内周層61’をコード10の外側外皮13及び外周層62’と接着する接着剤で構成している。これにより、コード10の外側外皮13に二層チューブ60’を接着することができ、導線11の断線及び電源プラグ20の内部への湿気の侵入を確実に防止することができる。
【0073】
また、第2実施形態の電源プラグ付きコード1’において二層チューブ60’の外周層62’を熱収縮材料で構成した場合は、二層チューブ60’を熱収縮させることで、コード10を締め付ける態様で二層チューブ60’をコード10に密着状態で備えることができる。
【0074】
また、第1乃至3実施形態の電源プラグ付きコード1,1’,1’’は、結合チューブ60又は二層チューブ60’をチューブ状に形成している。この形状により、結合チューブ60又は二層チューブ60’は、プラグ外装材50,50’’との結合面積、及び外側外皮13との結合(密着)面積を広く確保できる。したがって、導線11の断線及び電源プラグ20の内部への湿気の侵入を確実に防止することができる。
【0075】
また、第3実施形態の電源プラグ付きコード1’’は、二層チューブ60’の外周に結束バンド70’’を巻き締めて備えている。これにより、コード10の先端部15に対する二層チューブ60’の密着状態をより強固なものにできる。
【0076】
さらに、コード10を無理に引き抜いた際に結束バンド70’’がプラグ外装材50’’に係止することができる。したがって、導線11の断線及び電源プラグ20の内部への湿気の侵入を確実に防止することができる。しかも、省スペースで上記効果を得ることができる。
【0077】
また、第3実施形態の電源プラグ付きコード1’’において、結束バンド70’’をコード10の外側外皮13に直接巻き締めた状態で備えた場合は、コード10を無理に引抜いた際に結束バンド70’’がプラグ外装材50’’に係止し、しかも、結合チューブ60又は二層チューブ60’のプラグ外装材50’’との結合面積も広く確保することができる。したがって、導線11の断線及び電源プラグ20の内部への湿気の侵入をより確実に防止することができる。
【0078】
この発明の構成と、上述の実施形態との対応において、
差込プラグ付きコードは、電源プラグ付きコード1,1’,1’’に対応し、
以下同様に、
外皮は、外側外皮13に対応し、
差込プラグは、電源プラグ20に対応し、
基端部は、接続部32に対応し、
結合部材は、結合チューブ60及び二層チューブ60’に対応し、
外皮との境界面は、内周面60s,60s’に対応し、
プラグ外装材との境界面は、外周面60t,60t’に対応するも、
この発明は、上述の実施形態の構成のみに限定されるものではなく多くの実施形態を得ることができる。
【0079】
例えば、上述の実施形態において、結合チューブ60又は二層チューブ60’をコード10の先端部15に溶融接着により備えた後、結合チューブ60又は二層チューブ60’の端面60gに接着剤を塗布してプラグ外装材50,50’’を形成することで、端面60gとプラグ外装材50,50’’とを接着させて電源プラグ付きコード1,1’,1’’を製造してもよい。
【0080】
また、例えば、上述の実施形態において、電源プラグ付きコード1,1’,1’’は、プラグ外装材50,50’’を形成した後、コード10の外側外皮13とプラグ外装材50,50’’のテーパ部53との間に接着剤を塗布して、外側外皮13とテーパ部53との間を接着した構成であってもよい。
これらにより、導線11の断線及び電源プラグ20の内部への湿気の侵入を確実に防止することができる。
【符号の説明】
【0081】
1,1’,1’’…電源プラグ付きコード
10…コード
11…導線
13…外側外皮
15…先端部
15e…先端
20…電源プラグ
30…栓刃
32…接続部
50,50’’…プラグ外装材
60…結合チューブ
60’…二層チューブ
60s,60s’…内周面
60t,60t’…外周面
61’…内周層
62’…外周層
70’’…結束バンド
【特許請求の範囲】
【請求項1】
導線と前記導線を被覆する外皮とで構成するコードと、
前記コードの先端の前記導線に接続された栓刃と、前記栓刃の基端部から前記コードの先端部の前記外皮までを外装する合成樹脂製のプラグ外装材とを備えた
差込プラグと、
で構成する差込プラグ付きコードであって、
少なくとも前記プラグ外装材との境界面を前記プラグ外装材と熱溶着する熱溶着材料で構成する結合部材を、前記コードの前記先端部に囲繞して密着状態で備えると共に、前記プラグ外装材に熱溶着による結合状態で備えた
差込プラグ付きコード。
【請求項2】
前記結合部材をホットメルト接着剤で構成した
請求項1に記載の差込プラグ付きコード。
【請求項3】
前記結合部材を、外周層と内周層とで構成する二層構造とし、
前記外周層を前記熱溶着材料で構成すると共に、前記内周層を前記外周層及び前記コードと接着する接着剤で構成した
請求項1又は2に記載の差込プラグ付きコード。
【請求項4】
前記結合部材を熱収縮材料で構成した
請求項1乃至3に記載の差込プラグ付きコード。
【請求項5】
前記結合部材をチューブ状に形成した
請求項1乃至4に記載の差込プラグ付きコード。
【請求項6】
前記結合部材の外周に結束バンドを巻き締めて備えた
請求項5に記載の差込プラグ付きコード。
【請求項7】
前記コードの前記先端部の前記外皮の外周に結束バンドを巻き締めて備えた
請求項1乃至6に記載の差込プラグ付きコード。
【請求項8】
導線と前記導線を被覆する外皮とで構成するコードと、
前記コードの先端の前記導線に接続された栓刃と、前記栓刃の基端部から前記コードの先端部の前記外皮までを外装する合成樹脂製のプラグ外装材とを備えた差込プラグと、
で構成する差込プラグ付きコードの製造方法であって、
少なくとも前記プラグ外装材との境界面を前記プラグ外装材と熱溶着する熱溶着材料で構成する結合部材を、前記コードの前記先端部に対して囲繞して密着状態で備え、
前記プラグ外装材をインサート成形で形成する際の溶融樹脂の熱により、前記結合部材と前記プラグ外装材とを熱溶着して結合する
差込プラグ付きコードの製造方法。
【請求項1】
導線と前記導線を被覆する外皮とで構成するコードと、
前記コードの先端の前記導線に接続された栓刃と、前記栓刃の基端部から前記コードの先端部の前記外皮までを外装する合成樹脂製のプラグ外装材とを備えた
差込プラグと、
で構成する差込プラグ付きコードであって、
少なくとも前記プラグ外装材との境界面を前記プラグ外装材と熱溶着する熱溶着材料で構成する結合部材を、前記コードの前記先端部に囲繞して密着状態で備えると共に、前記プラグ外装材に熱溶着による結合状態で備えた
差込プラグ付きコード。
【請求項2】
前記結合部材をホットメルト接着剤で構成した
請求項1に記載の差込プラグ付きコード。
【請求項3】
前記結合部材を、外周層と内周層とで構成する二層構造とし、
前記外周層を前記熱溶着材料で構成すると共に、前記内周層を前記外周層及び前記コードと接着する接着剤で構成した
請求項1又は2に記載の差込プラグ付きコード。
【請求項4】
前記結合部材を熱収縮材料で構成した
請求項1乃至3に記載の差込プラグ付きコード。
【請求項5】
前記結合部材をチューブ状に形成した
請求項1乃至4に記載の差込プラグ付きコード。
【請求項6】
前記結合部材の外周に結束バンドを巻き締めて備えた
請求項5に記載の差込プラグ付きコード。
【請求項7】
前記コードの前記先端部の前記外皮の外周に結束バンドを巻き締めて備えた
請求項1乃至6に記載の差込プラグ付きコード。
【請求項8】
導線と前記導線を被覆する外皮とで構成するコードと、
前記コードの先端の前記導線に接続された栓刃と、前記栓刃の基端部から前記コードの先端部の前記外皮までを外装する合成樹脂製のプラグ外装材とを備えた差込プラグと、
で構成する差込プラグ付きコードの製造方法であって、
少なくとも前記プラグ外装材との境界面を前記プラグ外装材と熱溶着する熱溶着材料で構成する結合部材を、前記コードの前記先端部に対して囲繞して密着状態で備え、
前記プラグ外装材をインサート成形で形成する際の溶融樹脂の熱により、前記結合部材と前記プラグ外装材とを熱溶着して結合する
差込プラグ付きコードの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−101806(P2013−101806A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2011−244277(P2011−244277)
【出願日】平成23年11月8日(2011.11.8)
【出願人】(391018732)富士電線工業株式会社 (23)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年11月8日(2011.11.8)
【出願人】(391018732)富士電線工業株式会社 (23)
【Fターム(参考)】
[ Back to top ]