
巻きシュリンクラベル、巻きシュリンクラベル付き容器およびこれらの製造方法

【課題】感熱接着剤および炭酸ガスレーザー光でラベル端部を固定する巻きシュリンクラベルを提供する。
【解決手段】容器の胴部外周面に直接貼付する巻きシュリンクラベル100であって、縦一軸延伸した熱収縮性基材フィルム10が延伸方向の所定サイズに切断されてラベル片が形成され、前記ラベル片のラベル始端部に感熱接着剤40が形成され、前記ラベル片のラベル終端部にレーザー光吸収剤層20と感熱接着剤40とが形成され、かつ前記レーザー光吸収剤層が最内層となる部分が形成されるようにレーザー光吸収剤層20の一部に感熱接着剤40が形成されている。
【解決手段】容器の胴部外周面に直接貼付する巻きシュリンクラベル100であって、縦一軸延伸した熱収縮性基材フィルム10が延伸方向の所定サイズに切断されてラベル片が形成され、前記ラベル片のラベル始端部に感熱接着剤40が形成され、前記ラベル片のラベル終端部にレーザー光吸収剤層20と感熱接着剤40とが形成され、かつ前記レーザー光吸収剤層が最内層となる部分が形成されるようにレーザー光吸収剤層20の一部に感熱接着剤40が形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、容器の胴部外周面に巻き付けて装着する巻きシュリンクラベル、該巻きシュリンクラベルを巻回したシュリンクラベル付き容器などに関し、より詳細には、巻きシュリンクラベルを感熱接着剤と炭酸ガスレーザーとによって容器に固定するため、熱収縮工程で感熱接着剤が軟化してもラベル貼り合わせ部の開きを防止しうる、巻きシュリンクラベル付き容器およびこれらの製造方法に関する。
【背景技術】
【0002】
ポリエチレンテレフタレートなどのプラスチック製ボトル容器は、その透明性、機械強度、燃焼時の発熱量等について優れた特性を有するため、清涼飲料水、液体調味料、化粧品などを収容する用途に多用され、内容表示の目的で容器に印刷ラベルが貼着され、または遮光の目的でシュリンクフィルムなどを被覆して使用されている。
【0003】
このような容器に全周にわたるラベルを装着する方法として、予め筒状に接着したラベルを前記容器に外嵌装着する方法がある(特許文献1)。前記特許文献1で使用するラベルは、フィルムの自己伸縮性ないし自己回復性を利用してボトル胴部の外周表面に装着し、お茶等の清涼飲料充填用ボトルを構成するボトル胴部の外周表面に装着し、そのボトル胴部の外周表面からの脱落を防止したストレッチラベルであり、ラベル内側端部に接着剤を形成し、ラベル表面端部にコロナ放電処理を施してコロナ放電処理面を形成し、前記接着剤とコロナ放電処理面とを対向させて重ね合わせて接合部を形成し、ボトル胴部の外周表面に密接着させて装着する筒状のストレッチラベルである。
【0004】
また、容器外周に筒状ラベルを外嵌した後に熱処理してシュリンク形成するものとして、容器の口部下部から底部まで連続して表面を被覆する筒状シュリンクラベルを外嵌させ、ついで熱収縮処理を行う技術がある(特許文献2)。該特許文献2では、予め前記シュリンクラベルの両端部にホットメルト型接着剤を貼付し、該ホットメルト型接着剤を介してラベルを筒状に貼り合わせている。
【0005】
また、筒状にシュリンクラベルを接着する際に、レーザー光によって溶着し、得られた筒状シュリンクラベルを容器に外嵌装着する方法もある(特許文献3)。前記特許文献3で使用するラベルは、印刷が施された合成樹脂製フィルムの両端部を重ね合わせてレーザー光の照射によって溶着して筒状に形成したラベルであって、基材と、該基材の両面側に積層された表面層とを備え、該表面層は、前記基材よりも融点の低い材料からなり、前記両端部の溶着面は、印刷層が施されていない無印刷部に形成されている、というものである。
【0006】
また、筒状シュリンクラベルの製造方法として、検出マークが印刷されたシュリンクラベル用ロールをラベル長に切断した後に筒状に成形してなる筒状シュリンクラベルもある(特許文献4)。長尺の熱収縮性のフィルム基材には、所定間隔ごとに検出マークが印刷され、該検出マークをセンサで検出することによりラベルの位置合わせなどを行うが、前記検出マークを熱収縮時の熱で消去可能なインキで印刷することで、別途特別な加熱工程を経ることなく検出マークを目立たなくすることができ、各ラベル及びフィルムに施したデザイン等の所定の表示の邪魔になるのを防止できる、という。特許文献4では、熱収縮フィルムの熱収縮方向の両端部を接着して筒状に成形するため、熱収縮フィルムを切断した後に切断ラベルを90度回転させ、ラベル両端を筒状に接着している。
【0007】
一方、筒状のラベルを容器に外嵌する方法に代えて、ラベルを容器端部に接着剤を介して接着し、ラベル残部を容器に巻いた後に他端部を接着剤を介して容器に固定する技術もある(特許文献5)。単に、ラベルの裏面に接着性を付与し、ラベルの始端側から順に容器の周面に貼り付けてラベルの終端を始端に重ね合わせる従来品では、使用後のラベルの剥離が困難であること、および、ラベルの剥離性を高めるために接着力の弱い接着剤を使用すると、商品の流通過程等でラベルの重合部が不用意に剥離する場合があること、容器に外装するシームレス構造の筒状ラベルを使用する方法では、筒状ラベルが高価であるなどの問題に鑑みてなされたものである。特許文献5記載のラベルは、ラベル裏面に硬化前の接着剤に対して接着性を有すると共に硬化した接着剤に対して剥離性を有する難接着層を形成し、前記難接着層に接着性を有する容器接着層を更に積層し、前記容器接着層を容器の周面に接着させてラベル裏面を仮接着した状態で、ラベルの両端を貼付するラベルであり、使用後にラベルを容易に除去しうる、という。
【特許文献1】特開2003−205946号公報
【特許文献2】特開2006−117269号公報
【特許文献3】特開2000−141469号公報
【特許文献4】特開2003−43922号公報
【特許文献5】特開2000−242179号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、容器に筒状ラベルを外嵌してなる容器は、ラベル材料を被せる工程を断続的におこなうため稼働率が低下したり、ラベル材料を被せる際にずれが生じて容器の適性な箇所に正確にラベル表示がなされない場合がある。また、筒状ラベルを外嵌する場合は、ラベル基材に所定の剛性が要求されるが、環境保全のためにはより薄手のフィルムを使用しうることが望まれる。
【0009】
また、シュリンクラベルは延伸方向に熱収縮するため、延伸方向と胴巻き方向とを一致させて容器に装着する。従来は、横一軸延伸フィルムを使用し、例えば特許文献4の図3に示すように、所定ラベル長さに切断した後に切断ラベルを90度回転させた後に筒状に成形し、直立する容器の上部から筒状ラベルを鉛直方向に装着していた。すなわち、シュリンクラベル用ロールの切断面を接着部として使用できないため、筒状に接着する際にラベルを90度回転させる工程が必要となっている。したがって、予め筒状ラベルを形成することなく、直接容器にシュリンクラベルを貼付することができれば簡便である。
【0010】
一方、直接容器にシュリンクラベルを貼付する方法として、カゼイングルーなどのコールドグルー接着剤や粘着ラベルを用いる接着法は、ビール瓶などのガラス瓶に貼着する方法であり、糊のはみ出しや浮きなどが出やすく接着時間も長いため、生産性が低下する。また、粘着ラベルを使用する方法もあるが、剥離紙を利用する分コストが高くなる。また、特許文献5記載のラベルは、層構成が複雑である。更に、ホットメルト型接着剤によって容器とシュリンクラベルとを接着する方法では、接着後に容器が高温条件下にある場合には、ホットメルト型接着剤が溶融し、ラベル重ね部が剥がれる恐れがある。特に、該容器の内容物が加温製品の場合には、内容物の保管温度によって移送中や販売期間内にホットメルト型接着剤が溶融する恐れがあり、シュリンクラベルの場合には熱収縮処理を行う際にホットメルト型接着剤が溶け出す場合がある。
【0011】
また、特許文献3記載のラベルは、レーザー光によってラベル端部を溶着しているが、レーザーでの接着性を確保するため、使用するラベルの層構成が複雑となる場合がある。また、レーザー光は樹脂の切断などにも使用されるものであり、照射範囲が狭いためレーザー溶着幅が狭く、溶着強度に劣る場合がある。このため透明なPETフィルムに半導体レーザー光を照射してもレーザー光がフィルムを透過し、フィルムを溶着することができない。
【0012】
加えて、巻きシュリンクラベルを容器に装着したのちにシュリンク加工すると、巻きシュリンクラベルの重ね部の最端部が加熱によって外側に反り返る場合があり、外観を損ねる場合がある。
【0013】
このような現状に鑑み、容器を加熱した場合にも離脱することがない巻きシュリンクラベルを提供することを目的とする。
また本発明は、容器に簡便に添付することができる巻きシュリンクラベルを提供することを目的とする。
【0014】
また、本発明は、凹凸が際立つ容器にも装着することができ、容器形状の多様化、消費者の購買意欲を満たしうる、熱収縮率に優れる巻きシュリンクラベルを提供するものである。
【0015】
また本発明は、このような巻きシュリンクラベルを装着した容器を提供するものである。
更に本発明は、簡便な工程で迅速に、生産効率に優れる巻きシュリンクラベルを装着した容器の製造方法を提供するものである。
【課題を解決するための手段】
【0016】
本発明者は、シュリンクラベルについて詳細に検討した結果、筒状シュリンクラベルに代えて巻きシュリンクラベルを使用すると、ラベル厚が薄くても容器に簡便に装着できること、シュリンクラベルの基材として熱収縮率に優れる縦一軸延伸フィルムを使用して巻きシュリンクラベルを製造すれば、延伸方向と移送方向とを同方向にできるため、フィルムを所定のラベル長に切断した後に切断端に感熱接着層を介して容器に接着することができ、ラベルを90度回転する工程を省略できること、ラベル他端を感熱性感熱接着剤を介して容器に固定し、ついでラベル重ね部を炭酸ガスレーザー光で溶着すれば、感熱接着剤が熱溶融した場合でもラベルの剥がれを防止でき、かつ重ね部の最端部の反り返りを防止できること、レーザー光照射の際に炭酸ガスレーザーをデフォーカスして照射するとラベル重ね部を安定して幅広に溶着することができ、接着強度に優れる巻きシュリンクラベルを製造しうることを見出し、本発明を完成させた。
【0017】
すなわち本発明は、容器の胴部外周面に直接貼付する巻きシュリンクラベルであって、縦一軸延伸した熱収縮性基材フィルムが延伸方向の所定サイズに切断されてラベル片が形成され、前記ラベル片のラベル始端部に感熱接着剤が形成され、前記ラベル片のラベル終端部にレーザー光吸収剤層と感熱接着剤とが形成され、かつ前記レーザー光吸収剤層が最内層となる部分が形成されるようにレーザー光吸収剤層の一部に感熱接着剤が形成されることを特徴とする、巻きシュリンクラベルを提供するものである。
【0018】
また本発明は、前記ラベル終端部は、ラベル片の端部に、前記レーザー光吸収剤層が最内層となる部分が形成されることを特徴とする上記巻きシュリンクラベルを提供するものである。
【0019】
また本発明は、前記レーザー光吸収剤層は、パール顔料からなることを特徴とする、上記巻きシュリンクラベルを提供するものである。
また本発明は、前記ラベル終端部は、前記レーザー光吸収剤層の外側にレーザー反射層を有することを特徴とする、上記巻きシュリンクラベルを提供するものである。
【0020】
また本発明は、前記レーザー反射層は、アルミニウム蒸着層、またはアルミニウム含有インキの印刷層である、上記巻きシュリンクラベルを提供するものである。
また本発明は、前記熱収縮性基材フィルムが、ポリオレフィン系フィルム、ポリエステル系フィルム、ポリスチレン系フィルム、ポリ乳酸系フィルム、およびこれらのフィルムの2種以上の積層フィルムであって、縦方向の熱収縮率が温度100℃で5〜85%である、上記巻きシュリンクラベルを提供するものである。
【0021】
また本発明は、前記ポリオレフィン系フィルムが縦一軸延伸ポリプロピレン系フィルムであり、前記ポリエステル系フィルムが縦一軸延伸ポリエチレンテレフタレート系フィルムである、上記巻きシュリンクラベルを提供するものである。
【0022】
また本発明は、前記巻きシュリンクラベルは、前記熱収縮性基材フィルムのラベル最内層または最外層にデザイン印刷層を有することを特徴とする、上記巻きシュリンクラベルを提供するものである。
【0023】
また本発明は、前記ラベル終端部に、1以上のミシン目列が形成されることを特徴とする、上記巻きシュリンクラベルを提供するものである。
また本発明は、前記感熱接着剤が、ホットメルト剤である、上記巻きシュリンクラベルを提供するものである。
【0024】
また、本発明は、前記容器が、ポリエチレンテレフタレートボトルである、上記巻きシュリンクラベルを提供するものである。
また本発明は、上記巻きシュリンクラベルを容器に貼付してなる巻きシュリンクラベル付き容器を提供するものである。
【0025】
また本発明は、上記巻きシュリンクラベルのラベル始端部を感熱接着剤を介して容器と接着し、前記容器に前記巻きシュリンクラベルを巻きつけ、および前記ラベル終端部を貼り付け、前記ラベル終端部の表面側であって、前記感熱接着剤が塗布されていないフィルムの重なり部分の表面から炭酸ガスレーザーを照射して前記ラベルを容器に固定することを特徴とする、巻きシュリンクラベル付き容器の製造方法を提供するものである。
【0026】
また本発明は、前記ラベルを固定する工程に次いで、温度60〜230℃で加熱し、前記巻きシュリンクラベルを熱収縮させる工程を含む、上記巻きシュリンクラベル付き容器の製造方法を提供するものである。
【0027】
また本発明は、前記炭酸ガスレーザー光の照射は、デフォーカスして行うものである、上記巻きシュリンクラベル付き容器の製造方法を提供するものである。
【発明の効果】
【0028】
本発明の巻きシュリンクラベルは、容器に巻き付けて装着することができるため、ラベルを筒状に形成する工程が不要となり、生産工程を簡略化することができ、コストも低下させることができる。
【0029】
また、本発明の巻きシュリンクラベルは接着安定性が高いため、高速に容器に巻きシュリンクラベルを貼付することができ、生産効率を向上することができる。しかも、従来のホットメルト型接着剤などを使用できるため、安価に製造することができる。
【0030】
また、本発明の巻きシュリンクラベル付き容器は、高温雰囲気下で感熱接着剤が溶融してもレーザー融着によってラベル重ね部が耐熱性高く固定されているため、保存時、搬送時などの取り扱いが簡便である。特に、高温条件下でも接着剤の溶融による剥がれがなく、加温製品用の容器にも好適に使用することができる。
【0031】
また、本発明の巻きシュリンクラベル付き容器の製造方法によれば、製造工程で巻きシュリンクラベルの内側に感熱接着剤を形成するため、剥離紙を使用する必要がなく、効率的に巻きシュリンクラベル付き容器を製造することができる。
【0032】
本発明の巻きシュリンクラベル付き容器は、ラベル重ね部の端部がレーザー光によって溶着されているため、シュリンク加工の後も最端部が反り返ることが無く、意匠性に優れる。
【0033】
本発明の巻きシュリンクラベル付き容器は、炭酸ガスレーザー光を照射してラベル重ね部を固定するため、短時間で溶着しうるため生産効率に優れる。また、半導体レーザー光などと相違して、溶着時に溶着部を加圧する必要がないため、より効率的に巻きシュリンクラベル付き容器を製造することができる。
【発明を実施するための最良の形態】
【0034】
本発明の第一は、容器の胴部外周面に直接貼付する巻きシュリンクラベルであって、縦一軸延伸した熱収縮性基材フィルムが延伸方向の所定サイズに切断されてラベル片が形成され、前記ラベル片のラベル始端部に感熱接着剤が形成され、前記ラベル片のラベル終端部にレーザー光吸収剤層と感熱接着剤とが形成され、かつ前記レーザー光吸収剤層が最内層となる部分が形成されるようにレーザー光吸収剤層の一部に感熱接着剤が形成されることを特徴とする、巻きシュリンクラベルである。前記ラベル終端部は、ラベル片の最端部に、前記レーザー光吸収剤層が最内層となる部分が形成されることが好ましく、前記レーザー光吸収剤層は、パール顔料からなるものが好ましい。更に前記ラベル終端部は、前記レーザー光吸収剤層の外側にレーザー反射層を有していてもよい。また、前記巻きシュリンクラベルは、前記熱収縮性基材フィルムのラベル最内層または最外層にデザイン印刷層を有していてもよく、前記ラベル終端部に、ラベル手剥がし用の1以上のミシン目列が形成されていてもよい。以下、本発明の巻きシュリンクラベル、巻きシュリンクラベル付き容器、巻きシュリンクラベルの製造方法について説明する。
【0035】
(1)巻きシュリンクラベルの構成
本発明の巻きシュリンクラベルは、容器の胴部外周面に直接貼付する巻きシュリンクラベルであって縦一軸延伸した熱収縮性基材フィルムが延伸方向の所定サイズに切断されてラベル片が構成され、前記ラベル片のラベル始端部は前記熱収縮性基材フィルムと感熱接着剤とからなり、前記ラベル終端部は前記熱収縮性基材フィルムとレーザー光吸収剤層と感熱接着剤とからなる。
【0036】
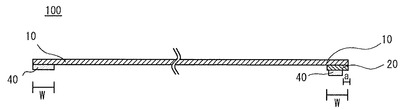
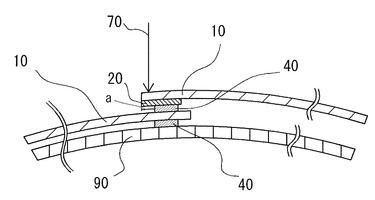
図1に本発明の巻きシュリンクラベルの好ましい態様を示す。図面向かって左がラベル始端部、右がラベル終端部である。本発明の巻きシュリンクラベルは、ラベル片のラベル始端部とラベル終端部とに、容器に添付するための貼付部(W)が形成され、前記ラベル始端部の添付部(W)は、熱収縮性基材フィルム(10)と感熱接着剤(40)とからなり、前記ラベル終端部の添付部(W)は、熱収縮性基材フィルム(10)とレーザー光吸収剤層(20)と感熱接着剤(40)とからなる。ラベル終端部では、前記レーザー光吸収剤層(20)が最内層となる部分(a)を形成するようにレーザー光吸収剤層(20)の一部に感熱接着剤(40)が形成される。ラベル(100)の外側からレーザーを照射した際に、レーザー光吸収剤層(20)を介して容器と接触させるため、レーザー光吸収剤層(20)が最内層となる部分(a)を形成した。このようなレーザー光吸収剤層(20)が最内層となる個所(a)は、図1に示すようにラベル終端部の最端部であることが好ましい。感熱接着剤(40)によって貼り残された部分をレーザー溶着することで、感熱接着剤(40)のはみ出しやラベル端部の突出を抑制することができる。
【0037】
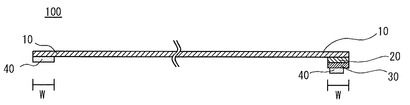
また、図2に示すように、前記ラベル終端部は、レーザー光吸収剤層(20)の外側にレーザー反射層(30)を形成するものであってもよい。
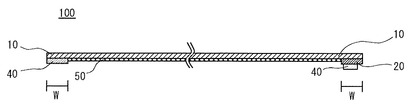
また、ラベル(100)は、図3に示すように、両端の貼付部(W)の間にデザイン印刷層(50)が形成されるものであってもよい。なお、デザイン印刷層(50)は、図3の巻きシュリンクラベルの熱収縮性基材フィルム(10)のラベル表面に形成されるものであってもよい。この際、ラベル終端部にデザイン印刷層(50)を形成すると、レーザー光を照射してもレーザー溶着が十分でない場合があり、従って、ラベル終端部にはデザイン印刷層(50)を形成しないことが好ましい。
【0038】
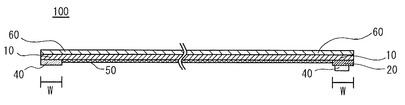
また、ラベル(100)は、図4に示すように、図3の巻きシュリンクラベルの熱収縮性基材フィルム(10)のラベル表面に、更に外層(60)を有するものであってもよい。なお、熱収縮性基材フィルム(10)は、単層に限定されず、2層以上の積層フィルムであってもよい。
【0039】
図5に、容器(90)とラベル(100)との接着、およびラベル(100)同士の重ね部における感熱接着剤(40)とレーザー光吸収剤層(20)との関係を示す。図5に示すように、ラベル(100)は、ラベル始端部に形成した感熱接着剤(40)を介して容器(90)と接着し、容器を巻回した後に感熱接着剤(40)を介してラベル始端部とラベル終端部とが接着される。ラベル終端部において、レーザー光吸収剤層(20)が最内層となる個所(a)のラベル外周側からレーザー光(70)を照射すると、レーザー光吸収剤層(20)を介してラベル終端部がラベル始端部の外側にレーザー溶着される。
【0040】
本発明において巻きシュリンクラベルのサイズは、貼付対象の容器のサイズに応じて適宜選択することができる。同様に、感熱接着剤(40)を塗布する貼付部(W)のサイズも、ラベル貼付装置の使用態様などに応じて適宜選択することができる。
【0041】
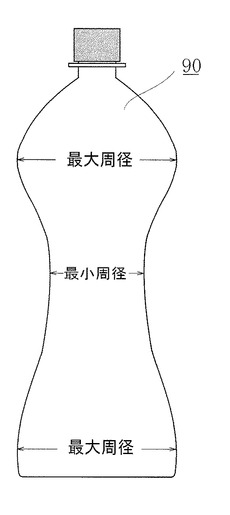
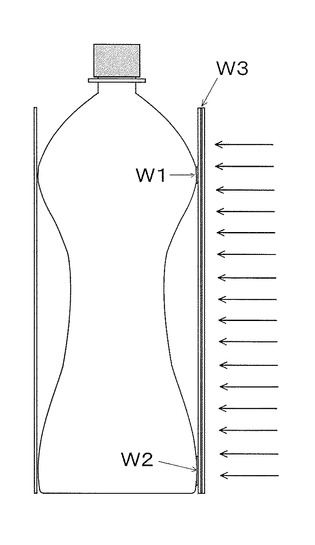
なお、本発明では、少なくとも巻きシュリンクラベルの内側の始端および終端に感熱接着剤を設けるが、感熱接着剤は巻きシュリンクラベルの始端部および終端部に限定されるものではない。従って、巻きシュリンクラベルの内側全面に上記感熱接着剤を形成してもよいし、巻きシュリンクラベルの縁内一周に亘って額縁状に感熱接着剤を形成してもよい。図7に示すような、胴部の周径が容器上下に亘って同一でなく、最大周径と最小周径とに差を有する容器の場合には、容器とラベル始端部との接着は図8に示すW1,W2の2箇所となり、容器にラベルを巻回し、ラベル終端部を始端部と接着する場合には、W3でラベル始端部とラベル終端部とが接着される。このため、本発明の巻きシュリンクラベルでは、前記巻きシュリンクラベルの始端部と終端部における感熱接着剤層の形状は、同形である必要はない。なお、図8には、感熱接着剤によって接着した後の炭酸ガスレーザーの照射方向を示す。これにより感熱接着剤で接着された後のラベル重ね部が、レーザー溶着される。
【0042】
本発明の巻きシュリンクラベルは、被着体を問わない。感熱接着剤によって接着できるものであれば、金属や合成樹脂などの各種の材質の容器に適用でき、その用途も問わない。したがって、清涼飲料水・調味料・酒(日本酒、麦酒、発泡酒・ワイン・焼酎・蒸留酒など)・料理用油・化粧品容器・トイレタリー・除湿剤容器・洗剤容器・アンプル瓶・栄養ドリンク・点眼薬容器・薬容器・デザートなどの容器に使用される巻きシュリンクラベルとして好適に使用することができる。感熱接着剤に加えてレーザー溶着によってラベルが固定されるため、特に内容物が加温される場合にも、好適に使用することができる。
【0043】
なお、前記重ね部のレーザ溶着部と平行に、1以上のミシン目列が形成されていてもよい。使用後の容器からラベルを離脱することが容易だからである。
(2)熱収縮性基材フィルム
本発明の巻きシュリンクラベルは、縦一軸延伸した熱収縮性基材フィルムを使用する。
【0044】
熱収縮性基材フィルムとしては、ポリオレフィン系フィルム、ポリエステル系フィルム、ポリスチレン系フィルム、ポリ乳酸系フィルム、およびこれらのフィルムの2種以上の積層フィルムであって、縦一軸延伸したものを好適に使用することができる。より好ましくは、前記ポリオレフィン系フィルムが縦一軸延伸ポリプロピレン系フィルムであり、前記ポリエステル系フィルムが縦一軸延伸ポリエチレンテレフタレート系フィルムであり、その他ポリエステル−ポリスチレン共押出しフィルムの縦一軸延伸フィルムなどである。従来から、縦一軸延伸フィルムは存在したが、縦一軸延伸フィルムをシュリンクラベルとして使用することはなかった。しかしながら、本発明では縦一軸延伸フィルムを使用することで製造工程を簡略化できることを見出し、特に縦一軸延伸フィルムに限定して使用することにした。
【0045】
一般には、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリスチレン系樹脂、ポリ乳酸系樹脂の1種または2種以上を使用し、押し出し法、キャスト成形法、Tダイ法、切削法、インフレーション法、その他等の製膜化法を用いて単層で製膜化したもの、または2種以上の樹脂を使用して共押し出しなどで多層製膜したもの、または2種以上の樹脂を混合使用して製膜したものを使用することができ、テンター方式やチューブラー方式等で縦一軸延伸してなる各種の延伸フィルムを使用することができる。
【0046】
本発明において、熱収縮性基材フィルムの厚みは特に限定されないが、耐熱性、剛性、機械適性、外観等を損なわない範囲で適宜選択され、非発泡性縦一軸延伸フィルムの場合には15〜50μmである。上記範囲であれば、容器に装着して使用する際に、十分な機械的強度を確保しうると共に、炭酸ガスレーザー光で溶着強度に優れるからである。特に、本発明では炭酸ガスレーザー光でラベル端部を溶着するため、ラベル重ね部を加圧・押圧して接着させる必要がなく、非接触で両者を固定することができる。なお、前記ラベル厚は、熱収縮前の層厚である。
【0047】
上記の熱収縮性基材フィルムには、必要に応じて、滑剤、充填剤、熱安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、難燃剤、着色剤等の各種添加剤が添加されたものであってもよい。また、熱収縮性基材フィルムの表面には、印刷性を向上させるためにコロナ放電処理、プラズマ処理、火炎処理、酸処理などの慣用の表面処理を施してもよい。
【0048】
本発明では、上記熱収縮性基材フィルムとして、縦方向の熱収縮率が温度100℃で5〜85%、より好ましくは20〜70%のものを好適に使用することができる。熱収縮率に優れるため凹部を有する容器にも好適に使用することができる。なお、本発明における熱収縮率とは、100℃の温水による熱収縮率であって、延伸方向の熱収縮率が下記式に従うものとする。従って、縦一軸延伸フィルムの場合には、収縮方向は、フィルム流れ方向であるため、流れ方向に対する熱収縮率が5〜85%である。
【0049】
【数1】

本発明の巻きシュリンクラベルのサイズは、貼付対象の容器のサイズに応じて適宜選択することができる。同様に、溶着部のサイズも、例えばラベル貼付装置の使用態様などに応じて適宜選択することができる。
【0050】
本発明では、熱収縮性基材フィルムとして市販のフィルムを使用してもよい。このようなフィルムとして、PET縦一軸延伸フィルム(熱収縮率;100℃、10秒、50%、)、ポリプロピレン縦一軸延伸フィルム(熱収縮率;80℃、10秒;10%、100℃、10秒、25%)、ポリサックプラスチックインダストリーリミテッド(Polysack Plastic Industries Ltd.)の商品名「ポリファンFIT ST(Polyphane FIT ST)」などの100℃での縦方向最大収縮率19%、130℃で70%の縦一軸延伸ポリスチレンフィルム、エクロンモービル社製、商品名「Label−Lyte−Roll−On−Shink−on LR210」、縦方向最大収縮率18%などの縦一軸延伸ポリプロピレンフィルム、縦一軸延伸白色ポリプロピレンフィルム、縦一軸延伸PLA系フィルムなどを好適に使用することができる。
【0051】
なお、本発明において「シュリンクラベル」とは、熱処理によって収縮しうるラベルであるが熱収縮の有無は問わない。従って、熱収縮前後のいずれにおいても、シュリンクラベルである。
【0052】
(3)感熱性接着剤
感熱性接着剤層を構成する感熱接着剤は、加熱よって接着性を発揮する接着剤であり、例えば、ホットメルト型接着剤、パートコート型感熱接着剤などを用いることができる。従来公知のラベル用感熱接着剤を好適に使用することができる。
【0053】
ここに、ホットメルト型接着剤は、常温では接着性はないが加熱することによって接着可能となるものであって加熱溶融によって塗工可能な接着剤であり、例えば、エチレン−酢酸ビニル共重合体やエチレンアクリル酸共重合体などのエチレン系樹脂、スチレン−ブタジエンブロック共重合体などのベース樹脂に粘着付与剤などの添加剤が配合されたものが例示される。
【0054】
また、パートコート型感熱接着剤は、ホットメルト型接着剤と同様に加熱によって接着性が生じ、エチレン−酢酸ビニル共重合体などの熱接着性樹脂と粘着付与剤などを有機溶剤などに溶解又は分散させた溶液を、グラビアコーティングなどの印刷によって塗工可能な接着剤であり、塗工後乾燥して使用するものである。
【0055】
本発明では、特に、融点が80℃以上、より好ましくは90℃以上のものが好ましい。シュリンクラベルを容器添付後にシュリンク加工する際、上記融点であればシュリンク加工の際の熱溶融を抑制することができるからである。また、融点が150℃を超えると、前記熱収縮性基材フィルムが収縮したり、ラベラーに過剰の加熱負荷が掛かり不利となる。
【0056】
(4)レーザー光吸収剤層
本発明の巻きシュリンクラベルは、前記ラベル終端部の熱収縮性基材フィルムの上にレーザー光吸収剤層が積層されている。レーザー光吸収剤層を積層することで照射時間を短くし、生産性を向上させることができる。図5に示すように、外側から、熱収縮性基材フィルム(10)/レーザー光吸収剤層(20)/熱収縮性基材フィルム(10)となるようにラベル端部が重ねられた範囲(a)に、ラベル終端部の外周から炭酸ガスレーザー光(70)を照射すると、レーザー光(70)が熱収縮性基材フィルムを透過してレーザー光吸収剤層(20)に到達し、レーザー光(70)のエネルギーを吸収し当該端部の熱収縮性基材フィルム(10)を軟化し、下側熱収縮性基材フィルム(10)との溶着を促進することができる。
【0057】
本発明では、レーザー光吸収剤層として、パール顔料を使用することが好ましい。炭酸ガスレーザー光はPETなどの透明フィルムに吸収されるため、特に透明フィルムを短時間に溶着しうるが、レーザー光吸収剤層にパール顔料を配合すると、より安定して溶着することが判明した。また、パール顔料の配合により溶着部をパール光沢のあるものとすることができ、美粧性に優れる。なお、パール顔料とは、白色雲母の粒子径5〜130の微粉末であり、市販品であってもよい。このようなパール顔料として、例えば、メルク社製の商品名「レーザーフレア800」などを使用することができる。レーザー光吸収剤層にパール顔料を使用せずにレーザーを照射すると、レーザー光がラベルを通過し、例えばPETボトルなどの容器を傷つける場合がある。パール顔料を使用することでこのような不都合を回避することができる。
【0058】
本発明では、レーザー光吸収剤層として、たとえば前記熱収縮性基材フィルムのガラス転位温度(Tg)よりも低いTgの樹脂とパール顔料とからなる組成物で構成することができる。具体的には、上記パール顔料の合計は、レーザー光吸収剤層中に3〜80質量%含有されることが好ましい。この範囲で、フィルムがレーザーをより効率よく吸収して、接着に十分な熱を得ることにより、強度及び生産効率のより優れる溶着を行うことができる。
【0059】
レーザー光吸収剤層は、熱収縮性基材フィルムに、パール顔料と熱収縮性基材フィルムを構成する樹脂よりもTgの低い樹脂とからなる組成物を印刷し、または塗布することで形成することができる。なお、熱収縮性基材フィルムを構成する樹脂よりもTgの低い樹脂としては、例えば、ポリエチレン、ポリウレタンなどが例示できる。
【0060】
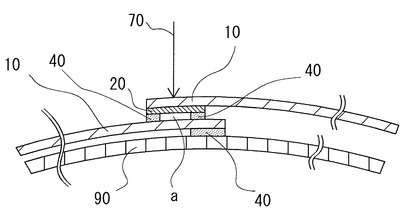
なお、レーザー光吸収剤層(20)と、レーザー光(70)の照射位置との関係としては、例えば、図6に示すように、前記感熱性接着剤(40)を、前記ラベル片のラベル終端部の二箇所に感熱接着剤層(40)を形成し、感熱接着剤層(40)と感熱接着剤層(40)との間に、レーザー光吸収剤層(20)が最内層となる個所(a)を形成してもよい。このような態様であっても、ラベル外周側から前記個所(a)にレーザー光(70)を照射し、レーザー光吸収剤層(20)を介してラベル終端部がラベル始端部の外側にレーザー溶着することができる。
【0061】
(5)レーザー反射層
本発明では、少なくとも巻きシュリンクラベルの終端部において、図2に示すように、レーザー光吸収剤層(20)の上にレーザー反射層(30)が積層されることが好ましい。レーザー反射層(30)を設けると、より集中的に効率よくレーザー光吸収剤層(20)の温度を昇温させ、軟化または融解させて接着させることができるため、レーザー照射量を低減して接着することができる。
【0062】
このようなレーザー反射層は、図2に示すように、巻きシュリンクラベル終端部においレーザー光吸収剤層(20)の上に設けられることが好ましい。レーザー光は、巻きシュリンクラベルの外側から照射されるため、貼付部の最内層に設けることが最もレーザー反射率に優れるからである。なお、レーザー光吸収剤層(20)の全域に亘って形成される必要はなく、前記レーザー光吸収剤層(20)が最内層となる部分(a)の上にのみ形成してもよい。
【0063】
本発明において、レーザー反射層(30)は、鉄、ニッケル、銅、アルミニウム、銀、金などの金属を使用することが好ましく、特にアルミニウムが安価であり、好適である。
レーザー反射層(30)として上記金属を箔として使用すると、貼付部における巻きシュリンクラベルと容器との接着性を低下させる恐れがある。そこで本発明では、レーザー反射層を、例えばアルミ蒸着や、アルミニウム含有インキによる印刷によって形成する。なお、アルミ蒸着やアルミニウム含有インクによる印刷層による場合には、レーザー光照射によって分解され、レーザー溶着を好適に行うことができることが判明した。
【0064】
例えば、レーザー光吸収剤層(20)に10-1〜10ー2Paの真空下において反応蒸着法、典型的には、金属アルミニウムを蒸着源とし蒸着槽内に酸素を供給する方法によりアルミ蒸着層を形成することができる。
【0065】
一方、アルミニウム含有インキとして、リーフ状アルミペースト添加銀インキなどを使用し、印刷によってレーザー反射層を形成することもできる。
(6)デザイン印刷層
本発明の巻きシュリンクラベル(100)は、熱収縮性基材フィルムのラベル最内層または最外層にデザイン印刷層(50)を有するものであってもよい。ただし、図3に示すように、レーザー光吸収剤層(20)の上下には、印刷層(50)がないことが好ましい。炭酸ガスレーザー光による溶着を阻害する場合があるからである。
【0066】
印刷方法に限定はなく、例えばグラビア印刷で印刷層を形成することができる。印刷層としては、樹脂と溶媒から通常のインキビヒクルの1種ないし2種以上を調製し、これに、必要ならば、可塑剤、安定剤、酸化防止剤、光安定剤、紫外線吸収剤、硬化剤、架橋剤、滑剤、帯電防止剤、充填剤、その他等の助剤の1種ないし2種以上を任意に添加し、更に、染料・顔料等の着色剤を添加し、溶媒、希釈剤等で充分に混練してインキ組成物を調整して得たインキ組成物を使用することができる。
【0067】
このようなインキビヒクルとしては、公知のもの、例えば、あまに油、きり油、大豆油、炭化水素油、ロジン、ロジンエステル、ロジン変性樹脂、シェラック、アルキッド樹脂、フェノール系樹脂、マレイン酸樹脂、天然樹脂、炭化水素樹脂、ポリ塩化ビニル系樹脂、ポリ酢酸系樹脂、ポリスチレン系樹脂、ポリビニルブチラール樹脂、アクリルまたはメタクリル系樹脂、ポリアミド系樹脂、ポリエステル系樹脂、ポリウレタン系樹脂、エポキシ系樹脂、尿素樹脂、メラミン樹脂、アミノアルキッド系樹脂、ニトロセルロース、エチルセルロース、塩化ゴム、環化ゴム、その他などの1種または2種以上を併用することができる。インクビヒクルは、版から被印刷物に着色剤を運び、被膜として固着させる働きをする。
【0068】
また、溶剤によってインキの乾燥性が異なる。印刷インキに使用される主な溶剤は、トルエン、MEK、酢酸エチル、IPAであり、速く乾燥させるために沸点の低い溶剤を用いるが、乾燥が速すぎると印刷物がかすれたり、うまく印刷できない場合があり、沸点の高い溶剤を適宜混合することができる。これによって、細かい文字もきれいに印刷できるようになる。着色剤には、溶剤に溶ける染料と、溶剤には溶けない顔料とがあり、グラビアインキでは顔料を使用する。顔料は無機顔料と有機顔料に分けられ、無機顔料としては酸化チタン(白色)、カーボンブラック(黒色)、アルミ粉末(金銀色)などがあり、有機顔料としてはアゾ系のものを好適に使用することができる。
【0069】
上記は、グラビア印刷で説明したが、凸版印刷、スクリーン印刷、転写印刷、フレキソ印刷、その他等の印刷方式であってもよい。また、印刷は、裏印刷でも、表印刷でもよい。
【0070】
(7)外層
本発明の巻きシュリンクラベルは、図4に示すように、前記熱収縮性基材フィルムの表面側に更に外層を設けてもよい。このような外層としては、巻きシュリンクラベルの用途や意匠性などによって適宜選択することができ、ラベル表面の滑り性を付与する場合にはOPニスを、ラベルを触ったときの触感を付与する場合にはスエードインキによる印刷層を、マット感を付与する場合にはマットOPなどを使用することが好ましい。なお、外層は、2層以上の積層とすることができ、外層にデザイン印刷層を形成してもよい。
【0071】
(8)表面処理
本発明には、上記巻きシュリンクラベルのいずれかの層の形成に先立ち、予め表面処理を行った後に他の層を形成し、または積層してもよい。このような表面処理としては、コロナ放電処理、オゾン処理、酸素ガス若しくは窒素ガス等を用いた低温プラズマ処理、グロー放電処理、化学薬品等を用いて処理する酸化処理、その他等の前処理などがある。また、このような表面処理として、プライマーコート剤、アンダーコート剤、アンカーコート剤、接着剤、あるいは、蒸着アンカーコート剤等を任意に塗布し、表面処理としてもよい。
【0072】
(9)容器
本発明の巻きシュリンクラベルを添付しうる容器としては、ガラス容器;PETなどの合成樹脂性容器;セラミックボトルなどの無機物容器;アルミや鉄、SUSなどの金属製容器;ガラス、合成樹脂、セラミック、金属、紙などを含む複合材からなる容器に好適に装着することができる。
【0073】
一方、前記容器が合成樹脂製容器である場合には、該容器を構成する熱可塑性樹脂層としては、PETなどのポリエステル樹脂、PPなどのポリオレフィン系樹脂を使用することが、軽量で、機械的強度、耐熱性、ガス遮断性、耐薬品性、保香性、衛生性等に優れるため好ましい。容器は、ポリエステル樹脂やポリオレフィン系樹脂を射出成形、真空成形、圧空成形等することにより製造することができる。
【0074】
容器の形状としては、巻きシュリンクラベルが装着される容器の横断面が丸型に限定されず、四角、八角などの多角型であってもよい。また、巻きシュリンクラベルが装着される容器胴部は、胴部の全長に亘って同一径である場合に限定されず、容器の胴部縦断面が四角である以外に、たとえばひょうたん型などであってもよい。むしろ、本発明では、熱収縮率に優れる縦一軸延伸フィルムを使用するため、容器が凹凸のある形状であっても好適に装着することができる。従って、図7に示すように、容器の巻きシュリンクラベル装着部の最大周径に対する最小周径(最小周径×100/最大周径(%))が50〜100%、より好ましくは70〜90%、特に好ましくは75〜85%のものを好適に使用することができる。
【0075】
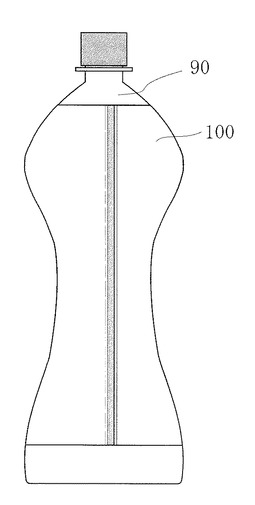
本発明の巻きシュリンクラベルを図7の容器に装着し、熱収縮処理した後の巻きシュリンクラベル付き容器を図9に示す。
(10)巻きシュリンクラベルの製造方法
本発明で使用するラベルは縦一軸延伸フィルムを使用し、適宜デザイン印刷層やレーザー光吸収剤層、感熱接着剤層を形成することで調製することができる。この際、縦一軸延伸した熱収縮性基材フィルムを延伸方向の所定サイズに切断してラベル片を形成し、前記ラベル片のラベル始端部に感熱接着剤を形成し、前記ラベル片のラベル終端部にレーザー光吸収剤層と感熱接着剤と形成することができる。また、予め熱収縮性基材フィルムのラベル終端部となる位置にレーザー光吸収剤層を形成し、この熱収縮性基材フィルムを延伸方向の所定サイズに切断してラベル片を形成し、前記ラベル片のラベル始端部とラベル終端部とにそれぞれ感熱接着剤を形成しても、製造することができる。
【0076】
更に、本発明の巻きシュリンクラベルは、容器装着時に、レーザー光吸収剤層や感熱接着剤を塗工して要時、調製してもよい。
(11)巻きシュリンクラベル付き容器の製造方法
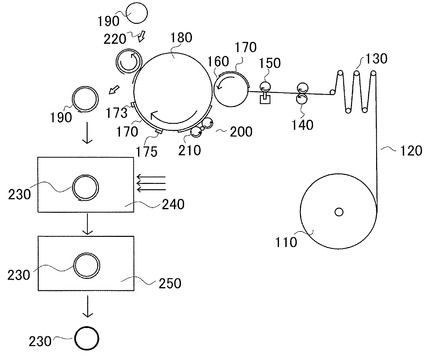
本発明で巻きシュリンクラベル付き容器を製造する装置としては、従来のラベラーにレーザー照射装置並びにシュリンクトンネルを配設したものを好適に使用することができる。より好ましくは、巻きシュリンクラベルの内側に感熱接着剤を形成しない巻きシュリンクラベル原反ロールを使用し、ラベル切断後に感熱接着剤(40)を塗布し、次いで容器にラベルを貼着する方式であることが好ましい。これにより、剥離紙を不要とすることができる。このような装置としては従来公知のものを使用することができる。図10にラベル貼付装置を用いた巻きシュリンクラベル付き容器の製造方法を示す。
【0077】
図10に示すラベル貼付装置は、貼着ドラムとアプリケーターとに加えて、原反ロール(110)供給部、ラベル切断装置(150)、移送ドラム(160)、容器供給部(220)を有し、更に、炭酸ガスレーザー(240)、熱収縮装置(250)を備えている。
【0078】
原反ロール(110)供給部には、縦一軸延伸した熱収縮性基材フィルムのラベル終端部にレーザー光吸収剤層が形成されたテープの原反ロール(110)と原反ロール(110)から引き出されたテープ(120)を巻回する複数のテンションローラ(130)、および引出装置(140)とが配備され、原反ロール(110)から引き出されたテープ(120)は、前記テンションローラ(130)によってその張力を一定に維持され、さらに一対のローラで構成される引出装置(140)に挿通され、テープ(120)を所定の寸法で切断する切断装置(150)へ向けて連続供給される。
【0079】
次いで、前記テープ(120)は、切断装置(150)で所定サイズに切断され、ラベル片(170)が製造される。本発明では、原反ロール(110)から供給されるテープ(120)は、縦一軸延伸した熱収縮性基材フィルムであり、フィルム搬送方向と延伸方向とが同方向であるから、延伸方向の所定サイズに切断するだけでラベル片を形成することができる。すなわち、フィルムを水平方向に移動させるだけでフィルム切断、ラベル−容器固定を行うことができるために、横一軸延伸フィルムを使用する場合のように、ラベルを90度回転させる工程が不要となる。
【0080】
この装置は、切断装置(150)の近傍に負圧吸引式の移送ドラム(160)と貼着ドラム(180)とが回転自在に隣接して配設され、前記ラベル片(170)は移送ドラム(160)の周面に吸着され、貼着ドラム(180)に最も接近すると周面の負圧が切れるように設計され、前記ラベル片(170)は貼着ドラム(180)へ移送される。なお、貼着ドラム(180)も負圧吸引式であり、移送ドラム(160)によるラベル受取地点から容器(190)へのラベル貼着地点までの区間に亘ってラベル片(170)の表面側を吸着し、すなわちラベル片(170)を外側に向けながら移送される。
【0081】
前記貼着ドラム(180)の近傍には、ラベル片(170)の内側に感熱接着剤(40)を形成するアプリケーター(200)が配備されている。前記アプリケーター(200)は、ロール表面に感熱接着剤を供給しうる感熱接着剤ロール(201)である。この感熱接着剤ロール(201)は、ダイレクトロールやグラビアロールなどであってもよい。
【0082】
感熱接着剤ロール(201)の表面の接着剤を、貼着ドラム(180)によって移送されるラベル片(170)の内側に接触させると、ラベル片(170)の始端部および終端部に感熱接着剤が形成される。これにより図1に示す巻きシュリンクラベル(100)が製造される。
【0083】
この装置の感熱接着剤ロール(201)は加熱機構を内蔵しており、所定温度に加熱した感熱接着剤をラベル片(170)に塗布することができる。感熱接着剤を形成したラベル片(170)は、貼着ドラム(180)の回転により容器(190)の貼地点へ向けて移送される。貼着ドラム(180)には、矢印で示す容器(190)の搬送装置(220)が隣接し、貼着ドラム(180)の接線方向に容器が搬送される。
【0084】
前記搬送装置(220)は、ラベル貼着時に、容器(190)を強制的に回転できる構成となっており、容器(190)が貼地点に到達すると、ラベル片(170)の始端貼付部と容器(190)とが接触しおよび接着される。この接着により容器(190)が強制回転し、容器の回転によってラベル片(170)の残部が前記容器(190)の外周に巻きつけられ、ついで、前記始端貼付部のラベル表面と、前記終端貼付部のラベル片(170)の最内層とが接着される。
【0085】
より具体的には、貼着ドラム(180)によって移送されたラベル片(170)の始端貼付部と容器(190)とが接着できるように、容器(190)が搬送装置(220)によって移送される。この両者の接触圧によってラベル片(170)の始端貼付部と容器(190)とが接着される。搬送装置(220)は、容器(190)が貼着ドラム(180)と同期して回転するよう回転機構(図示せず)を有し、ラベル片(170)の始端貼付部と容器(190)とが接触すると、前記回転機構によって容器(190)が貼着ドラム(180)と同期して回転し、前記ラベル片(170)の残部を容器(190)の外周に巻きつけることができる。なお、ラベル片(170)の残部は貼着ドラム(180)に吸引されているため、ラベル残部を所定位置に巻回することができる。次いで、前記始端貼付部のラベル表面が、前記終端貼付部の感熱接着剤を介して接着される。
【0086】
なお、容器(190)にラベル片(170)を接触および接着する際には、ラベル片(170)表面側から貼着ドラム(180)に向かって押圧がかかるため、容器(190)にラベル片(170)の一部が接着できれば、その形状に係わらず接着剤を介して巻きシュリンクラベルを接着、巻回および固定することができる。
【0087】
次いで、貼着ドラム(180)によるラベル片(170)の巻回および固定が終了すると、ラベル付き容器(230)は搬送装置(220)によって炭酸ガスレーザー(240)に移行される。ラベル付き容器(230)が、前記炭酸ガスレーザー(240)内で炭酸ガスレーザーの照射を受けると、感熱接着剤で固定されたラベル終端部とラベル始端部との重ね部のラベル最端部がレーザー溶着によって固定される。
【0088】
より具体的には、図8に示すようにラベル重ね部の外側から炭酸ガスレーザー光を照射して溶着し、幅0.5〜10mmでレーザー溶着部を形成する。なお、一般には重ね部は、幅3〜30mmである。
【0089】
本発明では、感熱接着剤によってラベル始端部とラベル終端部とが固定されているため、容器が円筒状である場合でも、前記重ね部の外側からレーザー光を照射することで容易にレーザー溶着することができる。
【0090】
なお、本発明では、炭酸ガスレーザー光を照射して溶着する点に特徴がある。炭酸ガスレーザー光は波長が10.6μmであり、半導体レーザーなどと比較して物質に対する影響が大きく、短時間かつ非接触で巻きシュリンクラベルを製造することができる。例えば容器(90)に巻きつけて固定した重ね部に、外側から炭酸ガスレーザー光を照射する。
【0091】
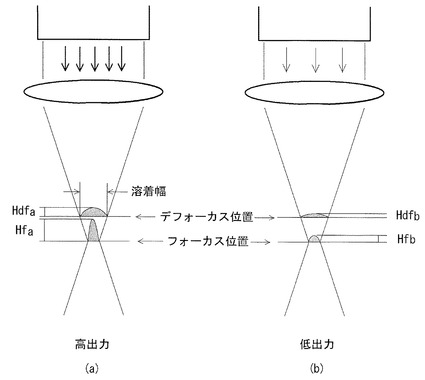
本発明では、炭酸ガスレーザー光の照射は、ジャストフォーカスでもよく、デフォーカスして行ってもよい。本発明における「デフォーカス」とは、通常は炭酸ガスレーザー光を照射する際に目的個所に焦点をあわせてレーザー光を照射するが、焦点を合わせることなくレーザー光を照射するであり、焦点を合わせる場合よりも広い範囲にレーザー光を照射することをいう。デフォーカスによれば、幅広い範囲に照射エネルギーを分散して単位面積当たりのエネルギー密度を下げることができるため、高い加工速度で広範囲に接着強度を確保することができる。しかも、照射エネルギーが希釈されるため、ラベル表面および溶着部の過剰な溶融を抑制することができ、広範に均一かつ安定的な溶着を行うことができる。高出力と低出力で炭酸ガスレーザーを照射した場合のスポット径と出力エネルギーとの関係を図11に模式的に示す。図11(a)に示すように、高出力でフォーカス照射すると、狭い範囲に照射されるため、出力エネルギーを示すピーク高さ(Hfa)が高くなり、フォーカス照射を行うとラベル表面の溶融が大きくなり、溶着できずに切断される、またはラベル表面の溶融が生じる。このような場合、図11(b)のように低出力でフォーカス照射すれば切断や溶融を回避することができるが、溶着幅が狭いために近傍を複数回炭酸ガスレーザーで照射して、溶着幅を広げなければ、巻きシュリンクラベルの実用に耐えることができない。本発明では、図11(a)に示すように、デフォーカス照射を行うことで溶着幅を広げ、かつ出力エネルギーを示すピーク高さ(Hdfa)を低くして、ラベルの切断やラベル表面の溶融などを回避する。なお、低出力でデフォーカス照射を行うと、出力エネルギーを示すピーク高さ(Hdfb)が低いため、ラベルを溶着させることができない。炭酸ガスレーザーの規定出力は使用する装置によって定められており、また、フォーカス照射の場合の照射幅、すなわち溶着範囲も装置によって定められている。そこで本発明では、いずれの装置を使用する場合であっても、デフォーカスしてラベル重ね部の溶着に適する溶着幅を選択し、溶着する。デフォーカスの程度は、使用する装置によって異なるが、一般に、フォーカス照射の場合の照射幅は、0.1〜1mmであるため、レーザー光の照射幅に換算して、フォーカス照射した場合の幅に対するデフォーカス照射した場合の幅(デフォーカス照射した場合の幅/フォーカス照射した場合の幅)が2倍以上であることが好ましい。なお、一般に、フォーカス照射の場合の照射幅は、0.1〜1mmであるため、1mmを超える溶着幅は一般にデフォーカス照射となっている。
【0092】
なお、本発明の巻きシュリンクラベルが、レーザ溶着部と平行に、1以上のミシン目列を形成する場合には、例えば、炭酸ガスレーザー光をデフォーカスすることなく、前記レーザー溶着部と平行して照射すればよい。
【0093】
炭酸ガスレーザー(240)によってラベル(100)が固定された容器(90)は、加熱収縮装置(250)加熱収縮装置(250)に移送され、所定温度、例えば、60〜220℃の熱風や、80℃以下の水蒸気及び水蒸気が結露した湯気により加熱するスチームや、赤外線等の輻射熱を作用させる。本発明では、80℃以下のスチームで熱処理することが好ましい。これにより、感熱接着剤の溶融を抑制しつつ巻きシュリンクラベルを周方向に高収縮させ、容器の胴部が巻きシュリンクラベルで被覆された容器を製造することができる。
【0094】
(12)巻きシュリンクラベル付き容器
本発明の巻きシュリンクラベル付き容器は、上記巻きシュリンクラベル(100)が容器(90)の全長に亘って被覆するように装着されたものでもよく、容器(90)の上部のみ、下部のみ、蓋部のみ、など容器の一部のみに装着してもよい。更に、容器底部を包み込むように熱収縮させたり、容器蓋部から底部の全体に巻きシュリンクラベルを装着し、熱収縮させて、全面被覆することもできる。
【実施例】
【0095】
次に実施例を挙げて本発明を具体的に説明するが、これらの実施例は何ら本発明を制限するものではない。
(実施例1)
厚さ40μの縦一軸延伸ポリプロピレンフィルム(熱収縮率;100℃、10秒、50%)を縦ピッチ238mm×巾160mmにカットしてラベル片を調製し、そのラベル終端部にメルク製レーザーフレア顔料800/インクテックCLIOSメジウム(35/100からなるレーザー光吸収剤層を厚さ40μmにパートコート印刷した。次いで、ラベル片のラベル始端部およびラベル終端部に軟化したホットメルト(東洋アドレ製:ラベルメルトBL−8603C)をメルトガン(ノードソン製:ミニスクォート)を使用し温度135℃で厚さ20μmに塗布した後、図7に示す500mL横リブ付き丸型変形PETボトルにラベル始端部を接着し、次いでラベルを容器に巻回し、ラベル終端部を前記ラベル始端部の上に接着した。容器からラベル始端部に至る層構成は、容器、感熱接着剤層、縦一軸延伸ポリプロピレンフィルム、感熱接着剤層、レーザー光吸収剤層、縦一軸延伸ポリプロピレンフィルムとなる。なお、ラベル終端部の最端部に図1に示すレーザー光吸収剤層が最内層となる部分(a)を、ラベル最端部から幅2mmで形成した。
【0096】
ついで、前記部分(a)にラベル重ね部の外側からガルバノスキャニング方式により、下記条件にてスポット状の低出力炭酸ガスレーザ光をライン状にスキャンさせながら照射した。
(レーザー条件)
レーザー装置:キーエンスCO2レーザーマーカー(最大出力30W)、レーザー波長:10.6μm、スキャン速度:1500mm/sec.、レーザー出力:低出力条件22.5W、焦点距離:ジャストフォーカス(WD302mm)、溶着ライン数・ライン間隔:2ライン、0.2mm間隔。
【0097】
その後、下記条件にてスチーム式シュリンクトンネルを通してラベルを加熱収縮させた。
(シュリンク条件)
装置:スチーム式シュリンクトンネル、加熱時間:約7秒、シュリンク温度:低温条件(約80℃以下)。
【0098】
得られた容器について、CO2レーザによる溶着可否、溶着強度(せん断・剥離、引張速度300mm/min)、およびPETボトルへのレーザ痕の有無、溶着部分断面観察(基材表面ダメージ観察)を観察した。
【0099】
(結果)
得られた容器は、熱収縮時にも接着部分が剥がれることなく、ラベル付容器を50cmの高さから落下してもラベル脱落なく、溶着部分は十分な接着強度(せん断強度5.8N/15mm巾、剥離強度2.0N/15mm巾)が得られた。
【0100】
また、熱収縮後の外観も良好であった。
また、ラベルを手で剥がしてPETボトル表面に炭酸ガスレーザ吸収痕による傷付きがないことを確認した。さらにレーザ接着部分の横断面を観察し、ラベル基材表面荒れがほとんどなく、両ラベル端部が溶着したことを確認した。
【0101】
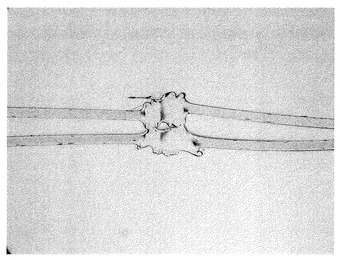
なお、ラベル重ね部の断面を図12に示す。
(実施例2)
シュリンク温度を95℃に変更した以外は、実施例1と同様に操作し、シュリンクラベル付容器を製造した。
【0102】
(結果)
溶着部分で穴あきや剥がれを生じることがなかった。また、熱収縮後の外観も良好であった。
【0103】
更に、ラベル付容器を50cmの高さから落下してもラベル脱落しなかった。
(比較例1)
実施例1のレーザー光吸収剤層に代えてメジウムインキ(インクテック製、商品名「CLIOS」)を使用したこと、および前記パールインキの上に白色(CLIOS 950)デザイン層を形成した以外は実施例1と同様に操作して、シュリンクラベル付容器を製造した。
【0104】
(結果)
レーザ溶着部分の印刷仕様を以下の通りにした結果、炭酸ガスレーザにて溶着不可であった。
(比較例2)
レーザー光吸収剤層を形成しない以外は、実施例1と同様に操作して、シュリンクラベル付容器を製造した。
【0105】
(結果)
溶着可能なレーザ出力は高出力27Wとなり、かつ溶着部分の表面荒れが生じた。さらにPETボトル表面にレーザ吸収痕による白化傷が生じた。
【0106】
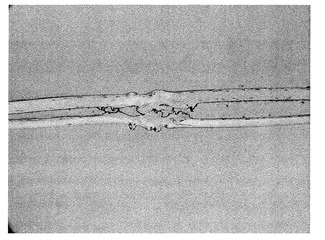
なお、ラベル重ね部の断面を図13に示す。
(実施例3)
実施例1の縦一軸延伸ポリプロピレンフィルム(熱収縮率;100℃、10秒、50%)に代えて、フィルム厚さが50μmのポリエステル縦一軸フィルム(熱収縮率;100℃、10秒、50%、Tg81℃)を使用し、レーザー光吸収層としてパール顔料(メルク社製、商品名「レーザーフレア800」)を1:1で配合したレーザー光吸収剤層を8g/m2となるように裏印刷し、レーザー光の照射条件を、コヒレント社製、DIAMOND K−250(出力250W、100Hz、波長10.6μ)を使用し、パルス間隔500μs、パルス幅19μs、加工速度12m/minの条件で、溶着線巾が約2mmとなるように焦点距離をずらしてレーザー光を照射した以外は実施例1と同様に操作し、シュリンクラベル付容器を製造した。
【0107】
(結果)
溶着部分で穴あきや剥がれを生じることがなかった。また、熱収縮後の外観も良好であった。
【0108】
更に、ラベル付容器を50cmの高さから落下してもラベル脱落しなかった。
【産業上の利用可能性】
【0109】
本発明に係る巻きシュリンクラベルは、重ね部端部を炭酸ガスレーザー光で溶着するものであり、生産性高く、かつ感熱接着剤が溶融する温度条件でもラベルをレーザー溶着により固定できるため、加温製品にも好適に使用でき、有用である。
【図面の簡単な説明】
【0110】
【図1】図1は、本発明の巻きシュリンクラベルの層構成を説明する断面図であり、ラベル片のラベル始端部とラベル終端部とに、容器に添付するための貼付部(W)が形成され、前記ラベル始端部の添付部(W)は、熱収縮性基材フィルム(10)と感熱接着剤(40)とからなり、前記ラベル終端部の添付部(W)は、熱収縮性基材フィルム(10)とレーザー光吸収剤層(20)と感熱接着剤(40)とからなり、ラベル終端部では、前記レーザー光吸収剤層(20)が最内層となるようにレーザー光吸収剤層(20)の一部に感熱接着剤(40)が形成される態様を示す図である。
【図2】図2は、図1に示す本発明の巻きシュリンクラベルにおいて、ラベル終端部において、レーザー光吸収剤層(20)の外側にレーザー反射層(30)が形成される態様を示す図である。
【図3】図3は、図1に示す本発明の巻きシュリンクラベルにおいて、両端の貼付部(W)の間にデザイン印刷層(50)が形成される態様を示すものである。
【図4】図4は、図3に示す本発明の巻きシュリンクラベルにおいて、更に外層(60)を有する態様を示すものである。
【図5】図5は、容器(90)とラベル(100)との接着、およびラベル(100)同士の重ね部における感熱接着剤(40)とレーザー光吸収剤層(20)との関係を説明する図である。
【図6】図6は、容器(90)とラベル(100)との接着、およびラベル(100)同士の重ね部における感熱接着剤(40)とレーザー光吸収剤層(20)との関係を説明する図であり、ラベル終端部に、感熱接着剤(40)が複数個所に形成される態様を示す図である。
【図7】図7は、本発明で使用しうる容器であって、胴部のラベル溶着部における最大周径に対する最小周径(最小周径×100/最大周径(%))が、50〜100%の凹部を有するものを説明する図である。
【図8】図8は、本発明の巻きシュリンクラベルにおける容器との添付部を説明する図である。
【図9】図9は、本発明の巻きシュリンクラベルを装着した容器を説明する図である。
【図10】図10は、本発明の巻きシュリンクラベルを装着した容器の製造工程を説明する図である。
【図11】デフォーカスおよびフォーカス照射の際の、出力エネルギーと溶着幅との関係を説明する図である。
【図12】実施例1で製造した巻きシュリンクラベルのレーザー溶着部の切断断面図である。
【図13】比較例2で製造した巻きシュリンクラベルのレーザー溶着部の切断断面図である。
【符号の説明】
【0111】
10・・・熱収縮性基材フィルム、
20・・・レーザー光吸収剤層、
30・・・レーザー光反射層、
40・・・感熱接着剤層、
50・・・デザイン印刷層、
60・・・外層、
90・・・容器、
100・・・巻きシュリンクラベル、
W、W1,W2,W3・・・貼付部、
110・・・原反ロール、
120・・・テープ、
130・・・テンションローラ、
140・・・引出装置、
150・・・ラベル切断装置、
160・・・移送ドラム、
170・・・ラベル、
180・・・貼着ドラム、
190・・・容器、
200・・・アプリケーター、
201,203・・・接着剤ロール、
205・・・補助ロール、
210・・・スクラッパー、
220・・・搬送装置、
230・・・ラベル付き容器、
240・・・UV照射装置、
250・・・加熱収縮装置。
【技術分野】
【0001】
本発明は、容器の胴部外周面に巻き付けて装着する巻きシュリンクラベル、該巻きシュリンクラベルを巻回したシュリンクラベル付き容器などに関し、より詳細には、巻きシュリンクラベルを感熱接着剤と炭酸ガスレーザーとによって容器に固定するため、熱収縮工程で感熱接着剤が軟化してもラベル貼り合わせ部の開きを防止しうる、巻きシュリンクラベル付き容器およびこれらの製造方法に関する。
【背景技術】
【0002】
ポリエチレンテレフタレートなどのプラスチック製ボトル容器は、その透明性、機械強度、燃焼時の発熱量等について優れた特性を有するため、清涼飲料水、液体調味料、化粧品などを収容する用途に多用され、内容表示の目的で容器に印刷ラベルが貼着され、または遮光の目的でシュリンクフィルムなどを被覆して使用されている。
【0003】
このような容器に全周にわたるラベルを装着する方法として、予め筒状に接着したラベルを前記容器に外嵌装着する方法がある(特許文献1)。前記特許文献1で使用するラベルは、フィルムの自己伸縮性ないし自己回復性を利用してボトル胴部の外周表面に装着し、お茶等の清涼飲料充填用ボトルを構成するボトル胴部の外周表面に装着し、そのボトル胴部の外周表面からの脱落を防止したストレッチラベルであり、ラベル内側端部に接着剤を形成し、ラベル表面端部にコロナ放電処理を施してコロナ放電処理面を形成し、前記接着剤とコロナ放電処理面とを対向させて重ね合わせて接合部を形成し、ボトル胴部の外周表面に密接着させて装着する筒状のストレッチラベルである。
【0004】
また、容器外周に筒状ラベルを外嵌した後に熱処理してシュリンク形成するものとして、容器の口部下部から底部まで連続して表面を被覆する筒状シュリンクラベルを外嵌させ、ついで熱収縮処理を行う技術がある(特許文献2)。該特許文献2では、予め前記シュリンクラベルの両端部にホットメルト型接着剤を貼付し、該ホットメルト型接着剤を介してラベルを筒状に貼り合わせている。
【0005】
また、筒状にシュリンクラベルを接着する際に、レーザー光によって溶着し、得られた筒状シュリンクラベルを容器に外嵌装着する方法もある(特許文献3)。前記特許文献3で使用するラベルは、印刷が施された合成樹脂製フィルムの両端部を重ね合わせてレーザー光の照射によって溶着して筒状に形成したラベルであって、基材と、該基材の両面側に積層された表面層とを備え、該表面層は、前記基材よりも融点の低い材料からなり、前記両端部の溶着面は、印刷層が施されていない無印刷部に形成されている、というものである。
【0006】
また、筒状シュリンクラベルの製造方法として、検出マークが印刷されたシュリンクラベル用ロールをラベル長に切断した後に筒状に成形してなる筒状シュリンクラベルもある(特許文献4)。長尺の熱収縮性のフィルム基材には、所定間隔ごとに検出マークが印刷され、該検出マークをセンサで検出することによりラベルの位置合わせなどを行うが、前記検出マークを熱収縮時の熱で消去可能なインキで印刷することで、別途特別な加熱工程を経ることなく検出マークを目立たなくすることができ、各ラベル及びフィルムに施したデザイン等の所定の表示の邪魔になるのを防止できる、という。特許文献4では、熱収縮フィルムの熱収縮方向の両端部を接着して筒状に成形するため、熱収縮フィルムを切断した後に切断ラベルを90度回転させ、ラベル両端を筒状に接着している。
【0007】
一方、筒状のラベルを容器に外嵌する方法に代えて、ラベルを容器端部に接着剤を介して接着し、ラベル残部を容器に巻いた後に他端部を接着剤を介して容器に固定する技術もある(特許文献5)。単に、ラベルの裏面に接着性を付与し、ラベルの始端側から順に容器の周面に貼り付けてラベルの終端を始端に重ね合わせる従来品では、使用後のラベルの剥離が困難であること、および、ラベルの剥離性を高めるために接着力の弱い接着剤を使用すると、商品の流通過程等でラベルの重合部が不用意に剥離する場合があること、容器に外装するシームレス構造の筒状ラベルを使用する方法では、筒状ラベルが高価であるなどの問題に鑑みてなされたものである。特許文献5記載のラベルは、ラベル裏面に硬化前の接着剤に対して接着性を有すると共に硬化した接着剤に対して剥離性を有する難接着層を形成し、前記難接着層に接着性を有する容器接着層を更に積層し、前記容器接着層を容器の周面に接着させてラベル裏面を仮接着した状態で、ラベルの両端を貼付するラベルであり、使用後にラベルを容易に除去しうる、という。
【特許文献1】特開2003−205946号公報
【特許文献2】特開2006−117269号公報
【特許文献3】特開2000−141469号公報
【特許文献4】特開2003−43922号公報
【特許文献5】特開2000−242179号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、容器に筒状ラベルを外嵌してなる容器は、ラベル材料を被せる工程を断続的におこなうため稼働率が低下したり、ラベル材料を被せる際にずれが生じて容器の適性な箇所に正確にラベル表示がなされない場合がある。また、筒状ラベルを外嵌する場合は、ラベル基材に所定の剛性が要求されるが、環境保全のためにはより薄手のフィルムを使用しうることが望まれる。
【0009】
また、シュリンクラベルは延伸方向に熱収縮するため、延伸方向と胴巻き方向とを一致させて容器に装着する。従来は、横一軸延伸フィルムを使用し、例えば特許文献4の図3に示すように、所定ラベル長さに切断した後に切断ラベルを90度回転させた後に筒状に成形し、直立する容器の上部から筒状ラベルを鉛直方向に装着していた。すなわち、シュリンクラベル用ロールの切断面を接着部として使用できないため、筒状に接着する際にラベルを90度回転させる工程が必要となっている。したがって、予め筒状ラベルを形成することなく、直接容器にシュリンクラベルを貼付することができれば簡便である。
【0010】
一方、直接容器にシュリンクラベルを貼付する方法として、カゼイングルーなどのコールドグルー接着剤や粘着ラベルを用いる接着法は、ビール瓶などのガラス瓶に貼着する方法であり、糊のはみ出しや浮きなどが出やすく接着時間も長いため、生産性が低下する。また、粘着ラベルを使用する方法もあるが、剥離紙を利用する分コストが高くなる。また、特許文献5記載のラベルは、層構成が複雑である。更に、ホットメルト型接着剤によって容器とシュリンクラベルとを接着する方法では、接着後に容器が高温条件下にある場合には、ホットメルト型接着剤が溶融し、ラベル重ね部が剥がれる恐れがある。特に、該容器の内容物が加温製品の場合には、内容物の保管温度によって移送中や販売期間内にホットメルト型接着剤が溶融する恐れがあり、シュリンクラベルの場合には熱収縮処理を行う際にホットメルト型接着剤が溶け出す場合がある。
【0011】
また、特許文献3記載のラベルは、レーザー光によってラベル端部を溶着しているが、レーザーでの接着性を確保するため、使用するラベルの層構成が複雑となる場合がある。また、レーザー光は樹脂の切断などにも使用されるものであり、照射範囲が狭いためレーザー溶着幅が狭く、溶着強度に劣る場合がある。このため透明なPETフィルムに半導体レーザー光を照射してもレーザー光がフィルムを透過し、フィルムを溶着することができない。
【0012】
加えて、巻きシュリンクラベルを容器に装着したのちにシュリンク加工すると、巻きシュリンクラベルの重ね部の最端部が加熱によって外側に反り返る場合があり、外観を損ねる場合がある。
【0013】
このような現状に鑑み、容器を加熱した場合にも離脱することがない巻きシュリンクラベルを提供することを目的とする。
また本発明は、容器に簡便に添付することができる巻きシュリンクラベルを提供することを目的とする。
【0014】
また、本発明は、凹凸が際立つ容器にも装着することができ、容器形状の多様化、消費者の購買意欲を満たしうる、熱収縮率に優れる巻きシュリンクラベルを提供するものである。
【0015】
また本発明は、このような巻きシュリンクラベルを装着した容器を提供するものである。
更に本発明は、簡便な工程で迅速に、生産効率に優れる巻きシュリンクラベルを装着した容器の製造方法を提供するものである。
【課題を解決するための手段】
【0016】
本発明者は、シュリンクラベルについて詳細に検討した結果、筒状シュリンクラベルに代えて巻きシュリンクラベルを使用すると、ラベル厚が薄くても容器に簡便に装着できること、シュリンクラベルの基材として熱収縮率に優れる縦一軸延伸フィルムを使用して巻きシュリンクラベルを製造すれば、延伸方向と移送方向とを同方向にできるため、フィルムを所定のラベル長に切断した後に切断端に感熱接着層を介して容器に接着することができ、ラベルを90度回転する工程を省略できること、ラベル他端を感熱性感熱接着剤を介して容器に固定し、ついでラベル重ね部を炭酸ガスレーザー光で溶着すれば、感熱接着剤が熱溶融した場合でもラベルの剥がれを防止でき、かつ重ね部の最端部の反り返りを防止できること、レーザー光照射の際に炭酸ガスレーザーをデフォーカスして照射するとラベル重ね部を安定して幅広に溶着することができ、接着強度に優れる巻きシュリンクラベルを製造しうることを見出し、本発明を完成させた。
【0017】
すなわち本発明は、容器の胴部外周面に直接貼付する巻きシュリンクラベルであって、縦一軸延伸した熱収縮性基材フィルムが延伸方向の所定サイズに切断されてラベル片が形成され、前記ラベル片のラベル始端部に感熱接着剤が形成され、前記ラベル片のラベル終端部にレーザー光吸収剤層と感熱接着剤とが形成され、かつ前記レーザー光吸収剤層が最内層となる部分が形成されるようにレーザー光吸収剤層の一部に感熱接着剤が形成されることを特徴とする、巻きシュリンクラベルを提供するものである。
【0018】
また本発明は、前記ラベル終端部は、ラベル片の端部に、前記レーザー光吸収剤層が最内層となる部分が形成されることを特徴とする上記巻きシュリンクラベルを提供するものである。
【0019】
また本発明は、前記レーザー光吸収剤層は、パール顔料からなることを特徴とする、上記巻きシュリンクラベルを提供するものである。
また本発明は、前記ラベル終端部は、前記レーザー光吸収剤層の外側にレーザー反射層を有することを特徴とする、上記巻きシュリンクラベルを提供するものである。
【0020】
また本発明は、前記レーザー反射層は、アルミニウム蒸着層、またはアルミニウム含有インキの印刷層である、上記巻きシュリンクラベルを提供するものである。
また本発明は、前記熱収縮性基材フィルムが、ポリオレフィン系フィルム、ポリエステル系フィルム、ポリスチレン系フィルム、ポリ乳酸系フィルム、およびこれらのフィルムの2種以上の積層フィルムであって、縦方向の熱収縮率が温度100℃で5〜85%である、上記巻きシュリンクラベルを提供するものである。
【0021】
また本発明は、前記ポリオレフィン系フィルムが縦一軸延伸ポリプロピレン系フィルムであり、前記ポリエステル系フィルムが縦一軸延伸ポリエチレンテレフタレート系フィルムである、上記巻きシュリンクラベルを提供するものである。
【0022】
また本発明は、前記巻きシュリンクラベルは、前記熱収縮性基材フィルムのラベル最内層または最外層にデザイン印刷層を有することを特徴とする、上記巻きシュリンクラベルを提供するものである。
【0023】
また本発明は、前記ラベル終端部に、1以上のミシン目列が形成されることを特徴とする、上記巻きシュリンクラベルを提供するものである。
また本発明は、前記感熱接着剤が、ホットメルト剤である、上記巻きシュリンクラベルを提供するものである。
【0024】
また、本発明は、前記容器が、ポリエチレンテレフタレートボトルである、上記巻きシュリンクラベルを提供するものである。
また本発明は、上記巻きシュリンクラベルを容器に貼付してなる巻きシュリンクラベル付き容器を提供するものである。
【0025】
また本発明は、上記巻きシュリンクラベルのラベル始端部を感熱接着剤を介して容器と接着し、前記容器に前記巻きシュリンクラベルを巻きつけ、および前記ラベル終端部を貼り付け、前記ラベル終端部の表面側であって、前記感熱接着剤が塗布されていないフィルムの重なり部分の表面から炭酸ガスレーザーを照射して前記ラベルを容器に固定することを特徴とする、巻きシュリンクラベル付き容器の製造方法を提供するものである。
【0026】
また本発明は、前記ラベルを固定する工程に次いで、温度60〜230℃で加熱し、前記巻きシュリンクラベルを熱収縮させる工程を含む、上記巻きシュリンクラベル付き容器の製造方法を提供するものである。
【0027】
また本発明は、前記炭酸ガスレーザー光の照射は、デフォーカスして行うものである、上記巻きシュリンクラベル付き容器の製造方法を提供するものである。
【発明の効果】
【0028】
本発明の巻きシュリンクラベルは、容器に巻き付けて装着することができるため、ラベルを筒状に形成する工程が不要となり、生産工程を簡略化することができ、コストも低下させることができる。
【0029】
また、本発明の巻きシュリンクラベルは接着安定性が高いため、高速に容器に巻きシュリンクラベルを貼付することができ、生産効率を向上することができる。しかも、従来のホットメルト型接着剤などを使用できるため、安価に製造することができる。
【0030】
また、本発明の巻きシュリンクラベル付き容器は、高温雰囲気下で感熱接着剤が溶融してもレーザー融着によってラベル重ね部が耐熱性高く固定されているため、保存時、搬送時などの取り扱いが簡便である。特に、高温条件下でも接着剤の溶融による剥がれがなく、加温製品用の容器にも好適に使用することができる。
【0031】
また、本発明の巻きシュリンクラベル付き容器の製造方法によれば、製造工程で巻きシュリンクラベルの内側に感熱接着剤を形成するため、剥離紙を使用する必要がなく、効率的に巻きシュリンクラベル付き容器を製造することができる。
【0032】
本発明の巻きシュリンクラベル付き容器は、ラベル重ね部の端部がレーザー光によって溶着されているため、シュリンク加工の後も最端部が反り返ることが無く、意匠性に優れる。
【0033】
本発明の巻きシュリンクラベル付き容器は、炭酸ガスレーザー光を照射してラベル重ね部を固定するため、短時間で溶着しうるため生産効率に優れる。また、半導体レーザー光などと相違して、溶着時に溶着部を加圧する必要がないため、より効率的に巻きシュリンクラベル付き容器を製造することができる。
【発明を実施するための最良の形態】
【0034】
本発明の第一は、容器の胴部外周面に直接貼付する巻きシュリンクラベルであって、縦一軸延伸した熱収縮性基材フィルムが延伸方向の所定サイズに切断されてラベル片が形成され、前記ラベル片のラベル始端部に感熱接着剤が形成され、前記ラベル片のラベル終端部にレーザー光吸収剤層と感熱接着剤とが形成され、かつ前記レーザー光吸収剤層が最内層となる部分が形成されるようにレーザー光吸収剤層の一部に感熱接着剤が形成されることを特徴とする、巻きシュリンクラベルである。前記ラベル終端部は、ラベル片の最端部に、前記レーザー光吸収剤層が最内層となる部分が形成されることが好ましく、前記レーザー光吸収剤層は、パール顔料からなるものが好ましい。更に前記ラベル終端部は、前記レーザー光吸収剤層の外側にレーザー反射層を有していてもよい。また、前記巻きシュリンクラベルは、前記熱収縮性基材フィルムのラベル最内層または最外層にデザイン印刷層を有していてもよく、前記ラベル終端部に、ラベル手剥がし用の1以上のミシン目列が形成されていてもよい。以下、本発明の巻きシュリンクラベル、巻きシュリンクラベル付き容器、巻きシュリンクラベルの製造方法について説明する。
【0035】
(1)巻きシュリンクラベルの構成
本発明の巻きシュリンクラベルは、容器の胴部外周面に直接貼付する巻きシュリンクラベルであって縦一軸延伸した熱収縮性基材フィルムが延伸方向の所定サイズに切断されてラベル片が構成され、前記ラベル片のラベル始端部は前記熱収縮性基材フィルムと感熱接着剤とからなり、前記ラベル終端部は前記熱収縮性基材フィルムとレーザー光吸収剤層と感熱接着剤とからなる。
【0036】
図1に本発明の巻きシュリンクラベルの好ましい態様を示す。図面向かって左がラベル始端部、右がラベル終端部である。本発明の巻きシュリンクラベルは、ラベル片のラベル始端部とラベル終端部とに、容器に添付するための貼付部(W)が形成され、前記ラベル始端部の添付部(W)は、熱収縮性基材フィルム(10)と感熱接着剤(40)とからなり、前記ラベル終端部の添付部(W)は、熱収縮性基材フィルム(10)とレーザー光吸収剤層(20)と感熱接着剤(40)とからなる。ラベル終端部では、前記レーザー光吸収剤層(20)が最内層となる部分(a)を形成するようにレーザー光吸収剤層(20)の一部に感熱接着剤(40)が形成される。ラベル(100)の外側からレーザーを照射した際に、レーザー光吸収剤層(20)を介して容器と接触させるため、レーザー光吸収剤層(20)が最内層となる部分(a)を形成した。このようなレーザー光吸収剤層(20)が最内層となる個所(a)は、図1に示すようにラベル終端部の最端部であることが好ましい。感熱接着剤(40)によって貼り残された部分をレーザー溶着することで、感熱接着剤(40)のはみ出しやラベル端部の突出を抑制することができる。
【0037】
また、図2に示すように、前記ラベル終端部は、レーザー光吸収剤層(20)の外側にレーザー反射層(30)を形成するものであってもよい。
また、ラベル(100)は、図3に示すように、両端の貼付部(W)の間にデザイン印刷層(50)が形成されるものであってもよい。なお、デザイン印刷層(50)は、図3の巻きシュリンクラベルの熱収縮性基材フィルム(10)のラベル表面に形成されるものであってもよい。この際、ラベル終端部にデザイン印刷層(50)を形成すると、レーザー光を照射してもレーザー溶着が十分でない場合があり、従って、ラベル終端部にはデザイン印刷層(50)を形成しないことが好ましい。
【0038】
また、ラベル(100)は、図4に示すように、図3の巻きシュリンクラベルの熱収縮性基材フィルム(10)のラベル表面に、更に外層(60)を有するものであってもよい。なお、熱収縮性基材フィルム(10)は、単層に限定されず、2層以上の積層フィルムであってもよい。
【0039】
図5に、容器(90)とラベル(100)との接着、およびラベル(100)同士の重ね部における感熱接着剤(40)とレーザー光吸収剤層(20)との関係を示す。図5に示すように、ラベル(100)は、ラベル始端部に形成した感熱接着剤(40)を介して容器(90)と接着し、容器を巻回した後に感熱接着剤(40)を介してラベル始端部とラベル終端部とが接着される。ラベル終端部において、レーザー光吸収剤層(20)が最内層となる個所(a)のラベル外周側からレーザー光(70)を照射すると、レーザー光吸収剤層(20)を介してラベル終端部がラベル始端部の外側にレーザー溶着される。
【0040】
本発明において巻きシュリンクラベルのサイズは、貼付対象の容器のサイズに応じて適宜選択することができる。同様に、感熱接着剤(40)を塗布する貼付部(W)のサイズも、ラベル貼付装置の使用態様などに応じて適宜選択することができる。
【0041】
なお、本発明では、少なくとも巻きシュリンクラベルの内側の始端および終端に感熱接着剤を設けるが、感熱接着剤は巻きシュリンクラベルの始端部および終端部に限定されるものではない。従って、巻きシュリンクラベルの内側全面に上記感熱接着剤を形成してもよいし、巻きシュリンクラベルの縁内一周に亘って額縁状に感熱接着剤を形成してもよい。図7に示すような、胴部の周径が容器上下に亘って同一でなく、最大周径と最小周径とに差を有する容器の場合には、容器とラベル始端部との接着は図8に示すW1,W2の2箇所となり、容器にラベルを巻回し、ラベル終端部を始端部と接着する場合には、W3でラベル始端部とラベル終端部とが接着される。このため、本発明の巻きシュリンクラベルでは、前記巻きシュリンクラベルの始端部と終端部における感熱接着剤層の形状は、同形である必要はない。なお、図8には、感熱接着剤によって接着した後の炭酸ガスレーザーの照射方向を示す。これにより感熱接着剤で接着された後のラベル重ね部が、レーザー溶着される。
【0042】
本発明の巻きシュリンクラベルは、被着体を問わない。感熱接着剤によって接着できるものであれば、金属や合成樹脂などの各種の材質の容器に適用でき、その用途も問わない。したがって、清涼飲料水・調味料・酒(日本酒、麦酒、発泡酒・ワイン・焼酎・蒸留酒など)・料理用油・化粧品容器・トイレタリー・除湿剤容器・洗剤容器・アンプル瓶・栄養ドリンク・点眼薬容器・薬容器・デザートなどの容器に使用される巻きシュリンクラベルとして好適に使用することができる。感熱接着剤に加えてレーザー溶着によってラベルが固定されるため、特に内容物が加温される場合にも、好適に使用することができる。
【0043】
なお、前記重ね部のレーザ溶着部と平行に、1以上のミシン目列が形成されていてもよい。使用後の容器からラベルを離脱することが容易だからである。
(2)熱収縮性基材フィルム
本発明の巻きシュリンクラベルは、縦一軸延伸した熱収縮性基材フィルムを使用する。
【0044】
熱収縮性基材フィルムとしては、ポリオレフィン系フィルム、ポリエステル系フィルム、ポリスチレン系フィルム、ポリ乳酸系フィルム、およびこれらのフィルムの2種以上の積層フィルムであって、縦一軸延伸したものを好適に使用することができる。より好ましくは、前記ポリオレフィン系フィルムが縦一軸延伸ポリプロピレン系フィルムであり、前記ポリエステル系フィルムが縦一軸延伸ポリエチレンテレフタレート系フィルムであり、その他ポリエステル−ポリスチレン共押出しフィルムの縦一軸延伸フィルムなどである。従来から、縦一軸延伸フィルムは存在したが、縦一軸延伸フィルムをシュリンクラベルとして使用することはなかった。しかしながら、本発明では縦一軸延伸フィルムを使用することで製造工程を簡略化できることを見出し、特に縦一軸延伸フィルムに限定して使用することにした。
【0045】
一般には、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリスチレン系樹脂、ポリ乳酸系樹脂の1種または2種以上を使用し、押し出し法、キャスト成形法、Tダイ法、切削法、インフレーション法、その他等の製膜化法を用いて単層で製膜化したもの、または2種以上の樹脂を使用して共押し出しなどで多層製膜したもの、または2種以上の樹脂を混合使用して製膜したものを使用することができ、テンター方式やチューブラー方式等で縦一軸延伸してなる各種の延伸フィルムを使用することができる。
【0046】
本発明において、熱収縮性基材フィルムの厚みは特に限定されないが、耐熱性、剛性、機械適性、外観等を損なわない範囲で適宜選択され、非発泡性縦一軸延伸フィルムの場合には15〜50μmである。上記範囲であれば、容器に装着して使用する際に、十分な機械的強度を確保しうると共に、炭酸ガスレーザー光で溶着強度に優れるからである。特に、本発明では炭酸ガスレーザー光でラベル端部を溶着するため、ラベル重ね部を加圧・押圧して接着させる必要がなく、非接触で両者を固定することができる。なお、前記ラベル厚は、熱収縮前の層厚である。
【0047】
上記の熱収縮性基材フィルムには、必要に応じて、滑剤、充填剤、熱安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、難燃剤、着色剤等の各種添加剤が添加されたものであってもよい。また、熱収縮性基材フィルムの表面には、印刷性を向上させるためにコロナ放電処理、プラズマ処理、火炎処理、酸処理などの慣用の表面処理を施してもよい。
【0048】
本発明では、上記熱収縮性基材フィルムとして、縦方向の熱収縮率が温度100℃で5〜85%、より好ましくは20〜70%のものを好適に使用することができる。熱収縮率に優れるため凹部を有する容器にも好適に使用することができる。なお、本発明における熱収縮率とは、100℃の温水による熱収縮率であって、延伸方向の熱収縮率が下記式に従うものとする。従って、縦一軸延伸フィルムの場合には、収縮方向は、フィルム流れ方向であるため、流れ方向に対する熱収縮率が5〜85%である。
【0049】
【数1】
本発明の巻きシュリンクラベルのサイズは、貼付対象の容器のサイズに応じて適宜選択することができる。同様に、溶着部のサイズも、例えばラベル貼付装置の使用態様などに応じて適宜選択することができる。
【0050】
本発明では、熱収縮性基材フィルムとして市販のフィルムを使用してもよい。このようなフィルムとして、PET縦一軸延伸フィルム(熱収縮率;100℃、10秒、50%、)、ポリプロピレン縦一軸延伸フィルム(熱収縮率;80℃、10秒;10%、100℃、10秒、25%)、ポリサックプラスチックインダストリーリミテッド(Polysack Plastic Industries Ltd.)の商品名「ポリファンFIT ST(Polyphane FIT ST)」などの100℃での縦方向最大収縮率19%、130℃で70%の縦一軸延伸ポリスチレンフィルム、エクロンモービル社製、商品名「Label−Lyte−Roll−On−Shink−on LR210」、縦方向最大収縮率18%などの縦一軸延伸ポリプロピレンフィルム、縦一軸延伸白色ポリプロピレンフィルム、縦一軸延伸PLA系フィルムなどを好適に使用することができる。
【0051】
なお、本発明において「シュリンクラベル」とは、熱処理によって収縮しうるラベルであるが熱収縮の有無は問わない。従って、熱収縮前後のいずれにおいても、シュリンクラベルである。
【0052】
(3)感熱性接着剤
感熱性接着剤層を構成する感熱接着剤は、加熱よって接着性を発揮する接着剤であり、例えば、ホットメルト型接着剤、パートコート型感熱接着剤などを用いることができる。従来公知のラベル用感熱接着剤を好適に使用することができる。
【0053】
ここに、ホットメルト型接着剤は、常温では接着性はないが加熱することによって接着可能となるものであって加熱溶融によって塗工可能な接着剤であり、例えば、エチレン−酢酸ビニル共重合体やエチレンアクリル酸共重合体などのエチレン系樹脂、スチレン−ブタジエンブロック共重合体などのベース樹脂に粘着付与剤などの添加剤が配合されたものが例示される。
【0054】
また、パートコート型感熱接着剤は、ホットメルト型接着剤と同様に加熱によって接着性が生じ、エチレン−酢酸ビニル共重合体などの熱接着性樹脂と粘着付与剤などを有機溶剤などに溶解又は分散させた溶液を、グラビアコーティングなどの印刷によって塗工可能な接着剤であり、塗工後乾燥して使用するものである。
【0055】
本発明では、特に、融点が80℃以上、より好ましくは90℃以上のものが好ましい。シュリンクラベルを容器添付後にシュリンク加工する際、上記融点であればシュリンク加工の際の熱溶融を抑制することができるからである。また、融点が150℃を超えると、前記熱収縮性基材フィルムが収縮したり、ラベラーに過剰の加熱負荷が掛かり不利となる。
【0056】
(4)レーザー光吸収剤層
本発明の巻きシュリンクラベルは、前記ラベル終端部の熱収縮性基材フィルムの上にレーザー光吸収剤層が積層されている。レーザー光吸収剤層を積層することで照射時間を短くし、生産性を向上させることができる。図5に示すように、外側から、熱収縮性基材フィルム(10)/レーザー光吸収剤層(20)/熱収縮性基材フィルム(10)となるようにラベル端部が重ねられた範囲(a)に、ラベル終端部の外周から炭酸ガスレーザー光(70)を照射すると、レーザー光(70)が熱収縮性基材フィルムを透過してレーザー光吸収剤層(20)に到達し、レーザー光(70)のエネルギーを吸収し当該端部の熱収縮性基材フィルム(10)を軟化し、下側熱収縮性基材フィルム(10)との溶着を促進することができる。
【0057】
本発明では、レーザー光吸収剤層として、パール顔料を使用することが好ましい。炭酸ガスレーザー光はPETなどの透明フィルムに吸収されるため、特に透明フィルムを短時間に溶着しうるが、レーザー光吸収剤層にパール顔料を配合すると、より安定して溶着することが判明した。また、パール顔料の配合により溶着部をパール光沢のあるものとすることができ、美粧性に優れる。なお、パール顔料とは、白色雲母の粒子径5〜130の微粉末であり、市販品であってもよい。このようなパール顔料として、例えば、メルク社製の商品名「レーザーフレア800」などを使用することができる。レーザー光吸収剤層にパール顔料を使用せずにレーザーを照射すると、レーザー光がラベルを通過し、例えばPETボトルなどの容器を傷つける場合がある。パール顔料を使用することでこのような不都合を回避することができる。
【0058】
本発明では、レーザー光吸収剤層として、たとえば前記熱収縮性基材フィルムのガラス転位温度(Tg)よりも低いTgの樹脂とパール顔料とからなる組成物で構成することができる。具体的には、上記パール顔料の合計は、レーザー光吸収剤層中に3〜80質量%含有されることが好ましい。この範囲で、フィルムがレーザーをより効率よく吸収して、接着に十分な熱を得ることにより、強度及び生産効率のより優れる溶着を行うことができる。
【0059】
レーザー光吸収剤層は、熱収縮性基材フィルムに、パール顔料と熱収縮性基材フィルムを構成する樹脂よりもTgの低い樹脂とからなる組成物を印刷し、または塗布することで形成することができる。なお、熱収縮性基材フィルムを構成する樹脂よりもTgの低い樹脂としては、例えば、ポリエチレン、ポリウレタンなどが例示できる。
【0060】
なお、レーザー光吸収剤層(20)と、レーザー光(70)の照射位置との関係としては、例えば、図6に示すように、前記感熱性接着剤(40)を、前記ラベル片のラベル終端部の二箇所に感熱接着剤層(40)を形成し、感熱接着剤層(40)と感熱接着剤層(40)との間に、レーザー光吸収剤層(20)が最内層となる個所(a)を形成してもよい。このような態様であっても、ラベル外周側から前記個所(a)にレーザー光(70)を照射し、レーザー光吸収剤層(20)を介してラベル終端部がラベル始端部の外側にレーザー溶着することができる。
【0061】
(5)レーザー反射層
本発明では、少なくとも巻きシュリンクラベルの終端部において、図2に示すように、レーザー光吸収剤層(20)の上にレーザー反射層(30)が積層されることが好ましい。レーザー反射層(30)を設けると、より集中的に効率よくレーザー光吸収剤層(20)の温度を昇温させ、軟化または融解させて接着させることができるため、レーザー照射量を低減して接着することができる。
【0062】
このようなレーザー反射層は、図2に示すように、巻きシュリンクラベル終端部においレーザー光吸収剤層(20)の上に設けられることが好ましい。レーザー光は、巻きシュリンクラベルの外側から照射されるため、貼付部の最内層に設けることが最もレーザー反射率に優れるからである。なお、レーザー光吸収剤層(20)の全域に亘って形成される必要はなく、前記レーザー光吸収剤層(20)が最内層となる部分(a)の上にのみ形成してもよい。
【0063】
本発明において、レーザー反射層(30)は、鉄、ニッケル、銅、アルミニウム、銀、金などの金属を使用することが好ましく、特にアルミニウムが安価であり、好適である。
レーザー反射層(30)として上記金属を箔として使用すると、貼付部における巻きシュリンクラベルと容器との接着性を低下させる恐れがある。そこで本発明では、レーザー反射層を、例えばアルミ蒸着や、アルミニウム含有インキによる印刷によって形成する。なお、アルミ蒸着やアルミニウム含有インクによる印刷層による場合には、レーザー光照射によって分解され、レーザー溶着を好適に行うことができることが判明した。
【0064】
例えば、レーザー光吸収剤層(20)に10-1〜10ー2Paの真空下において反応蒸着法、典型的には、金属アルミニウムを蒸着源とし蒸着槽内に酸素を供給する方法によりアルミ蒸着層を形成することができる。
【0065】
一方、アルミニウム含有インキとして、リーフ状アルミペースト添加銀インキなどを使用し、印刷によってレーザー反射層を形成することもできる。
(6)デザイン印刷層
本発明の巻きシュリンクラベル(100)は、熱収縮性基材フィルムのラベル最内層または最外層にデザイン印刷層(50)を有するものであってもよい。ただし、図3に示すように、レーザー光吸収剤層(20)の上下には、印刷層(50)がないことが好ましい。炭酸ガスレーザー光による溶着を阻害する場合があるからである。
【0066】
印刷方法に限定はなく、例えばグラビア印刷で印刷層を形成することができる。印刷層としては、樹脂と溶媒から通常のインキビヒクルの1種ないし2種以上を調製し、これに、必要ならば、可塑剤、安定剤、酸化防止剤、光安定剤、紫外線吸収剤、硬化剤、架橋剤、滑剤、帯電防止剤、充填剤、その他等の助剤の1種ないし2種以上を任意に添加し、更に、染料・顔料等の着色剤を添加し、溶媒、希釈剤等で充分に混練してインキ組成物を調整して得たインキ組成物を使用することができる。
【0067】
このようなインキビヒクルとしては、公知のもの、例えば、あまに油、きり油、大豆油、炭化水素油、ロジン、ロジンエステル、ロジン変性樹脂、シェラック、アルキッド樹脂、フェノール系樹脂、マレイン酸樹脂、天然樹脂、炭化水素樹脂、ポリ塩化ビニル系樹脂、ポリ酢酸系樹脂、ポリスチレン系樹脂、ポリビニルブチラール樹脂、アクリルまたはメタクリル系樹脂、ポリアミド系樹脂、ポリエステル系樹脂、ポリウレタン系樹脂、エポキシ系樹脂、尿素樹脂、メラミン樹脂、アミノアルキッド系樹脂、ニトロセルロース、エチルセルロース、塩化ゴム、環化ゴム、その他などの1種または2種以上を併用することができる。インクビヒクルは、版から被印刷物に着色剤を運び、被膜として固着させる働きをする。
【0068】
また、溶剤によってインキの乾燥性が異なる。印刷インキに使用される主な溶剤は、トルエン、MEK、酢酸エチル、IPAであり、速く乾燥させるために沸点の低い溶剤を用いるが、乾燥が速すぎると印刷物がかすれたり、うまく印刷できない場合があり、沸点の高い溶剤を適宜混合することができる。これによって、細かい文字もきれいに印刷できるようになる。着色剤には、溶剤に溶ける染料と、溶剤には溶けない顔料とがあり、グラビアインキでは顔料を使用する。顔料は無機顔料と有機顔料に分けられ、無機顔料としては酸化チタン(白色)、カーボンブラック(黒色)、アルミ粉末(金銀色)などがあり、有機顔料としてはアゾ系のものを好適に使用することができる。
【0069】
上記は、グラビア印刷で説明したが、凸版印刷、スクリーン印刷、転写印刷、フレキソ印刷、その他等の印刷方式であってもよい。また、印刷は、裏印刷でも、表印刷でもよい。
【0070】
(7)外層
本発明の巻きシュリンクラベルは、図4に示すように、前記熱収縮性基材フィルムの表面側に更に外層を設けてもよい。このような外層としては、巻きシュリンクラベルの用途や意匠性などによって適宜選択することができ、ラベル表面の滑り性を付与する場合にはOPニスを、ラベルを触ったときの触感を付与する場合にはスエードインキによる印刷層を、マット感を付与する場合にはマットOPなどを使用することが好ましい。なお、外層は、2層以上の積層とすることができ、外層にデザイン印刷層を形成してもよい。
【0071】
(8)表面処理
本発明には、上記巻きシュリンクラベルのいずれかの層の形成に先立ち、予め表面処理を行った後に他の層を形成し、または積層してもよい。このような表面処理としては、コロナ放電処理、オゾン処理、酸素ガス若しくは窒素ガス等を用いた低温プラズマ処理、グロー放電処理、化学薬品等を用いて処理する酸化処理、その他等の前処理などがある。また、このような表面処理として、プライマーコート剤、アンダーコート剤、アンカーコート剤、接着剤、あるいは、蒸着アンカーコート剤等を任意に塗布し、表面処理としてもよい。
【0072】
(9)容器
本発明の巻きシュリンクラベルを添付しうる容器としては、ガラス容器;PETなどの合成樹脂性容器;セラミックボトルなどの無機物容器;アルミや鉄、SUSなどの金属製容器;ガラス、合成樹脂、セラミック、金属、紙などを含む複合材からなる容器に好適に装着することができる。
【0073】
一方、前記容器が合成樹脂製容器である場合には、該容器を構成する熱可塑性樹脂層としては、PETなどのポリエステル樹脂、PPなどのポリオレフィン系樹脂を使用することが、軽量で、機械的強度、耐熱性、ガス遮断性、耐薬品性、保香性、衛生性等に優れるため好ましい。容器は、ポリエステル樹脂やポリオレフィン系樹脂を射出成形、真空成形、圧空成形等することにより製造することができる。
【0074】
容器の形状としては、巻きシュリンクラベルが装着される容器の横断面が丸型に限定されず、四角、八角などの多角型であってもよい。また、巻きシュリンクラベルが装着される容器胴部は、胴部の全長に亘って同一径である場合に限定されず、容器の胴部縦断面が四角である以外に、たとえばひょうたん型などであってもよい。むしろ、本発明では、熱収縮率に優れる縦一軸延伸フィルムを使用するため、容器が凹凸のある形状であっても好適に装着することができる。従って、図7に示すように、容器の巻きシュリンクラベル装着部の最大周径に対する最小周径(最小周径×100/最大周径(%))が50〜100%、より好ましくは70〜90%、特に好ましくは75〜85%のものを好適に使用することができる。
【0075】
本発明の巻きシュリンクラベルを図7の容器に装着し、熱収縮処理した後の巻きシュリンクラベル付き容器を図9に示す。
(10)巻きシュリンクラベルの製造方法
本発明で使用するラベルは縦一軸延伸フィルムを使用し、適宜デザイン印刷層やレーザー光吸収剤層、感熱接着剤層を形成することで調製することができる。この際、縦一軸延伸した熱収縮性基材フィルムを延伸方向の所定サイズに切断してラベル片を形成し、前記ラベル片のラベル始端部に感熱接着剤を形成し、前記ラベル片のラベル終端部にレーザー光吸収剤層と感熱接着剤と形成することができる。また、予め熱収縮性基材フィルムのラベル終端部となる位置にレーザー光吸収剤層を形成し、この熱収縮性基材フィルムを延伸方向の所定サイズに切断してラベル片を形成し、前記ラベル片のラベル始端部とラベル終端部とにそれぞれ感熱接着剤を形成しても、製造することができる。
【0076】
更に、本発明の巻きシュリンクラベルは、容器装着時に、レーザー光吸収剤層や感熱接着剤を塗工して要時、調製してもよい。
(11)巻きシュリンクラベル付き容器の製造方法
本発明で巻きシュリンクラベル付き容器を製造する装置としては、従来のラベラーにレーザー照射装置並びにシュリンクトンネルを配設したものを好適に使用することができる。より好ましくは、巻きシュリンクラベルの内側に感熱接着剤を形成しない巻きシュリンクラベル原反ロールを使用し、ラベル切断後に感熱接着剤(40)を塗布し、次いで容器にラベルを貼着する方式であることが好ましい。これにより、剥離紙を不要とすることができる。このような装置としては従来公知のものを使用することができる。図10にラベル貼付装置を用いた巻きシュリンクラベル付き容器の製造方法を示す。
【0077】
図10に示すラベル貼付装置は、貼着ドラムとアプリケーターとに加えて、原反ロール(110)供給部、ラベル切断装置(150)、移送ドラム(160)、容器供給部(220)を有し、更に、炭酸ガスレーザー(240)、熱収縮装置(250)を備えている。
【0078】
原反ロール(110)供給部には、縦一軸延伸した熱収縮性基材フィルムのラベル終端部にレーザー光吸収剤層が形成されたテープの原反ロール(110)と原反ロール(110)から引き出されたテープ(120)を巻回する複数のテンションローラ(130)、および引出装置(140)とが配備され、原反ロール(110)から引き出されたテープ(120)は、前記テンションローラ(130)によってその張力を一定に維持され、さらに一対のローラで構成される引出装置(140)に挿通され、テープ(120)を所定の寸法で切断する切断装置(150)へ向けて連続供給される。
【0079】
次いで、前記テープ(120)は、切断装置(150)で所定サイズに切断され、ラベル片(170)が製造される。本発明では、原反ロール(110)から供給されるテープ(120)は、縦一軸延伸した熱収縮性基材フィルムであり、フィルム搬送方向と延伸方向とが同方向であるから、延伸方向の所定サイズに切断するだけでラベル片を形成することができる。すなわち、フィルムを水平方向に移動させるだけでフィルム切断、ラベル−容器固定を行うことができるために、横一軸延伸フィルムを使用する場合のように、ラベルを90度回転させる工程が不要となる。
【0080】
この装置は、切断装置(150)の近傍に負圧吸引式の移送ドラム(160)と貼着ドラム(180)とが回転自在に隣接して配設され、前記ラベル片(170)は移送ドラム(160)の周面に吸着され、貼着ドラム(180)に最も接近すると周面の負圧が切れるように設計され、前記ラベル片(170)は貼着ドラム(180)へ移送される。なお、貼着ドラム(180)も負圧吸引式であり、移送ドラム(160)によるラベル受取地点から容器(190)へのラベル貼着地点までの区間に亘ってラベル片(170)の表面側を吸着し、すなわちラベル片(170)を外側に向けながら移送される。
【0081】
前記貼着ドラム(180)の近傍には、ラベル片(170)の内側に感熱接着剤(40)を形成するアプリケーター(200)が配備されている。前記アプリケーター(200)は、ロール表面に感熱接着剤を供給しうる感熱接着剤ロール(201)である。この感熱接着剤ロール(201)は、ダイレクトロールやグラビアロールなどであってもよい。
【0082】
感熱接着剤ロール(201)の表面の接着剤を、貼着ドラム(180)によって移送されるラベル片(170)の内側に接触させると、ラベル片(170)の始端部および終端部に感熱接着剤が形成される。これにより図1に示す巻きシュリンクラベル(100)が製造される。
【0083】
この装置の感熱接着剤ロール(201)は加熱機構を内蔵しており、所定温度に加熱した感熱接着剤をラベル片(170)に塗布することができる。感熱接着剤を形成したラベル片(170)は、貼着ドラム(180)の回転により容器(190)の貼地点へ向けて移送される。貼着ドラム(180)には、矢印で示す容器(190)の搬送装置(220)が隣接し、貼着ドラム(180)の接線方向に容器が搬送される。
【0084】
前記搬送装置(220)は、ラベル貼着時に、容器(190)を強制的に回転できる構成となっており、容器(190)が貼地点に到達すると、ラベル片(170)の始端貼付部と容器(190)とが接触しおよび接着される。この接着により容器(190)が強制回転し、容器の回転によってラベル片(170)の残部が前記容器(190)の外周に巻きつけられ、ついで、前記始端貼付部のラベル表面と、前記終端貼付部のラベル片(170)の最内層とが接着される。
【0085】
より具体的には、貼着ドラム(180)によって移送されたラベル片(170)の始端貼付部と容器(190)とが接着できるように、容器(190)が搬送装置(220)によって移送される。この両者の接触圧によってラベル片(170)の始端貼付部と容器(190)とが接着される。搬送装置(220)は、容器(190)が貼着ドラム(180)と同期して回転するよう回転機構(図示せず)を有し、ラベル片(170)の始端貼付部と容器(190)とが接触すると、前記回転機構によって容器(190)が貼着ドラム(180)と同期して回転し、前記ラベル片(170)の残部を容器(190)の外周に巻きつけることができる。なお、ラベル片(170)の残部は貼着ドラム(180)に吸引されているため、ラベル残部を所定位置に巻回することができる。次いで、前記始端貼付部のラベル表面が、前記終端貼付部の感熱接着剤を介して接着される。
【0086】
なお、容器(190)にラベル片(170)を接触および接着する際には、ラベル片(170)表面側から貼着ドラム(180)に向かって押圧がかかるため、容器(190)にラベル片(170)の一部が接着できれば、その形状に係わらず接着剤を介して巻きシュリンクラベルを接着、巻回および固定することができる。
【0087】
次いで、貼着ドラム(180)によるラベル片(170)の巻回および固定が終了すると、ラベル付き容器(230)は搬送装置(220)によって炭酸ガスレーザー(240)に移行される。ラベル付き容器(230)が、前記炭酸ガスレーザー(240)内で炭酸ガスレーザーの照射を受けると、感熱接着剤で固定されたラベル終端部とラベル始端部との重ね部のラベル最端部がレーザー溶着によって固定される。
【0088】
より具体的には、図8に示すようにラベル重ね部の外側から炭酸ガスレーザー光を照射して溶着し、幅0.5〜10mmでレーザー溶着部を形成する。なお、一般には重ね部は、幅3〜30mmである。
【0089】
本発明では、感熱接着剤によってラベル始端部とラベル終端部とが固定されているため、容器が円筒状である場合でも、前記重ね部の外側からレーザー光を照射することで容易にレーザー溶着することができる。
【0090】
なお、本発明では、炭酸ガスレーザー光を照射して溶着する点に特徴がある。炭酸ガスレーザー光は波長が10.6μmであり、半導体レーザーなどと比較して物質に対する影響が大きく、短時間かつ非接触で巻きシュリンクラベルを製造することができる。例えば容器(90)に巻きつけて固定した重ね部に、外側から炭酸ガスレーザー光を照射する。
【0091】
本発明では、炭酸ガスレーザー光の照射は、ジャストフォーカスでもよく、デフォーカスして行ってもよい。本発明における「デフォーカス」とは、通常は炭酸ガスレーザー光を照射する際に目的個所に焦点をあわせてレーザー光を照射するが、焦点を合わせることなくレーザー光を照射するであり、焦点を合わせる場合よりも広い範囲にレーザー光を照射することをいう。デフォーカスによれば、幅広い範囲に照射エネルギーを分散して単位面積当たりのエネルギー密度を下げることができるため、高い加工速度で広範囲に接着強度を確保することができる。しかも、照射エネルギーが希釈されるため、ラベル表面および溶着部の過剰な溶融を抑制することができ、広範に均一かつ安定的な溶着を行うことができる。高出力と低出力で炭酸ガスレーザーを照射した場合のスポット径と出力エネルギーとの関係を図11に模式的に示す。図11(a)に示すように、高出力でフォーカス照射すると、狭い範囲に照射されるため、出力エネルギーを示すピーク高さ(Hfa)が高くなり、フォーカス照射を行うとラベル表面の溶融が大きくなり、溶着できずに切断される、またはラベル表面の溶融が生じる。このような場合、図11(b)のように低出力でフォーカス照射すれば切断や溶融を回避することができるが、溶着幅が狭いために近傍を複数回炭酸ガスレーザーで照射して、溶着幅を広げなければ、巻きシュリンクラベルの実用に耐えることができない。本発明では、図11(a)に示すように、デフォーカス照射を行うことで溶着幅を広げ、かつ出力エネルギーを示すピーク高さ(Hdfa)を低くして、ラベルの切断やラベル表面の溶融などを回避する。なお、低出力でデフォーカス照射を行うと、出力エネルギーを示すピーク高さ(Hdfb)が低いため、ラベルを溶着させることができない。炭酸ガスレーザーの規定出力は使用する装置によって定められており、また、フォーカス照射の場合の照射幅、すなわち溶着範囲も装置によって定められている。そこで本発明では、いずれの装置を使用する場合であっても、デフォーカスしてラベル重ね部の溶着に適する溶着幅を選択し、溶着する。デフォーカスの程度は、使用する装置によって異なるが、一般に、フォーカス照射の場合の照射幅は、0.1〜1mmであるため、レーザー光の照射幅に換算して、フォーカス照射した場合の幅に対するデフォーカス照射した場合の幅(デフォーカス照射した場合の幅/フォーカス照射した場合の幅)が2倍以上であることが好ましい。なお、一般に、フォーカス照射の場合の照射幅は、0.1〜1mmであるため、1mmを超える溶着幅は一般にデフォーカス照射となっている。
【0092】
なお、本発明の巻きシュリンクラベルが、レーザ溶着部と平行に、1以上のミシン目列を形成する場合には、例えば、炭酸ガスレーザー光をデフォーカスすることなく、前記レーザー溶着部と平行して照射すればよい。
【0093】
炭酸ガスレーザー(240)によってラベル(100)が固定された容器(90)は、加熱収縮装置(250)加熱収縮装置(250)に移送され、所定温度、例えば、60〜220℃の熱風や、80℃以下の水蒸気及び水蒸気が結露した湯気により加熱するスチームや、赤外線等の輻射熱を作用させる。本発明では、80℃以下のスチームで熱処理することが好ましい。これにより、感熱接着剤の溶融を抑制しつつ巻きシュリンクラベルを周方向に高収縮させ、容器の胴部が巻きシュリンクラベルで被覆された容器を製造することができる。
【0094】
(12)巻きシュリンクラベル付き容器
本発明の巻きシュリンクラベル付き容器は、上記巻きシュリンクラベル(100)が容器(90)の全長に亘って被覆するように装着されたものでもよく、容器(90)の上部のみ、下部のみ、蓋部のみ、など容器の一部のみに装着してもよい。更に、容器底部を包み込むように熱収縮させたり、容器蓋部から底部の全体に巻きシュリンクラベルを装着し、熱収縮させて、全面被覆することもできる。
【実施例】
【0095】
次に実施例を挙げて本発明を具体的に説明するが、これらの実施例は何ら本発明を制限するものではない。
(実施例1)
厚さ40μの縦一軸延伸ポリプロピレンフィルム(熱収縮率;100℃、10秒、50%)を縦ピッチ238mm×巾160mmにカットしてラベル片を調製し、そのラベル終端部にメルク製レーザーフレア顔料800/インクテックCLIOSメジウム(35/100からなるレーザー光吸収剤層を厚さ40μmにパートコート印刷した。次いで、ラベル片のラベル始端部およびラベル終端部に軟化したホットメルト(東洋アドレ製:ラベルメルトBL−8603C)をメルトガン(ノードソン製:ミニスクォート)を使用し温度135℃で厚さ20μmに塗布した後、図7に示す500mL横リブ付き丸型変形PETボトルにラベル始端部を接着し、次いでラベルを容器に巻回し、ラベル終端部を前記ラベル始端部の上に接着した。容器からラベル始端部に至る層構成は、容器、感熱接着剤層、縦一軸延伸ポリプロピレンフィルム、感熱接着剤層、レーザー光吸収剤層、縦一軸延伸ポリプロピレンフィルムとなる。なお、ラベル終端部の最端部に図1に示すレーザー光吸収剤層が最内層となる部分(a)を、ラベル最端部から幅2mmで形成した。
【0096】
ついで、前記部分(a)にラベル重ね部の外側からガルバノスキャニング方式により、下記条件にてスポット状の低出力炭酸ガスレーザ光をライン状にスキャンさせながら照射した。
(レーザー条件)
レーザー装置:キーエンスCO2レーザーマーカー(最大出力30W)、レーザー波長:10.6μm、スキャン速度:1500mm/sec.、レーザー出力:低出力条件22.5W、焦点距離:ジャストフォーカス(WD302mm)、溶着ライン数・ライン間隔:2ライン、0.2mm間隔。
【0097】
その後、下記条件にてスチーム式シュリンクトンネルを通してラベルを加熱収縮させた。
(シュリンク条件)
装置:スチーム式シュリンクトンネル、加熱時間:約7秒、シュリンク温度:低温条件(約80℃以下)。
【0098】
得られた容器について、CO2レーザによる溶着可否、溶着強度(せん断・剥離、引張速度300mm/min)、およびPETボトルへのレーザ痕の有無、溶着部分断面観察(基材表面ダメージ観察)を観察した。
【0099】
(結果)
得られた容器は、熱収縮時にも接着部分が剥がれることなく、ラベル付容器を50cmの高さから落下してもラベル脱落なく、溶着部分は十分な接着強度(せん断強度5.8N/15mm巾、剥離強度2.0N/15mm巾)が得られた。
【0100】
また、熱収縮後の外観も良好であった。
また、ラベルを手で剥がしてPETボトル表面に炭酸ガスレーザ吸収痕による傷付きがないことを確認した。さらにレーザ接着部分の横断面を観察し、ラベル基材表面荒れがほとんどなく、両ラベル端部が溶着したことを確認した。
【0101】
なお、ラベル重ね部の断面を図12に示す。
(実施例2)
シュリンク温度を95℃に変更した以外は、実施例1と同様に操作し、シュリンクラベル付容器を製造した。
【0102】
(結果)
溶着部分で穴あきや剥がれを生じることがなかった。また、熱収縮後の外観も良好であった。
【0103】
更に、ラベル付容器を50cmの高さから落下してもラベル脱落しなかった。
(比較例1)
実施例1のレーザー光吸収剤層に代えてメジウムインキ(インクテック製、商品名「CLIOS」)を使用したこと、および前記パールインキの上に白色(CLIOS 950)デザイン層を形成した以外は実施例1と同様に操作して、シュリンクラベル付容器を製造した。
【0104】
(結果)
レーザ溶着部分の印刷仕様を以下の通りにした結果、炭酸ガスレーザにて溶着不可であった。
(比較例2)
レーザー光吸収剤層を形成しない以外は、実施例1と同様に操作して、シュリンクラベル付容器を製造した。
【0105】
(結果)
溶着可能なレーザ出力は高出力27Wとなり、かつ溶着部分の表面荒れが生じた。さらにPETボトル表面にレーザ吸収痕による白化傷が生じた。
【0106】
なお、ラベル重ね部の断面を図13に示す。
(実施例3)
実施例1の縦一軸延伸ポリプロピレンフィルム(熱収縮率;100℃、10秒、50%)に代えて、フィルム厚さが50μmのポリエステル縦一軸フィルム(熱収縮率;100℃、10秒、50%、Tg81℃)を使用し、レーザー光吸収層としてパール顔料(メルク社製、商品名「レーザーフレア800」)を1:1で配合したレーザー光吸収剤層を8g/m2となるように裏印刷し、レーザー光の照射条件を、コヒレント社製、DIAMOND K−250(出力250W、100Hz、波長10.6μ)を使用し、パルス間隔500μs、パルス幅19μs、加工速度12m/minの条件で、溶着線巾が約2mmとなるように焦点距離をずらしてレーザー光を照射した以外は実施例1と同様に操作し、シュリンクラベル付容器を製造した。
【0107】
(結果)
溶着部分で穴あきや剥がれを生じることがなかった。また、熱収縮後の外観も良好であった。
【0108】
更に、ラベル付容器を50cmの高さから落下してもラベル脱落しなかった。
【産業上の利用可能性】
【0109】
本発明に係る巻きシュリンクラベルは、重ね部端部を炭酸ガスレーザー光で溶着するものであり、生産性高く、かつ感熱接着剤が溶融する温度条件でもラベルをレーザー溶着により固定できるため、加温製品にも好適に使用でき、有用である。
【図面の簡単な説明】
【0110】
【図1】図1は、本発明の巻きシュリンクラベルの層構成を説明する断面図であり、ラベル片のラベル始端部とラベル終端部とに、容器に添付するための貼付部(W)が形成され、前記ラベル始端部の添付部(W)は、熱収縮性基材フィルム(10)と感熱接着剤(40)とからなり、前記ラベル終端部の添付部(W)は、熱収縮性基材フィルム(10)とレーザー光吸収剤層(20)と感熱接着剤(40)とからなり、ラベル終端部では、前記レーザー光吸収剤層(20)が最内層となるようにレーザー光吸収剤層(20)の一部に感熱接着剤(40)が形成される態様を示す図である。
【図2】図2は、図1に示す本発明の巻きシュリンクラベルにおいて、ラベル終端部において、レーザー光吸収剤層(20)の外側にレーザー反射層(30)が形成される態様を示す図である。
【図3】図3は、図1に示す本発明の巻きシュリンクラベルにおいて、両端の貼付部(W)の間にデザイン印刷層(50)が形成される態様を示すものである。
【図4】図4は、図3に示す本発明の巻きシュリンクラベルにおいて、更に外層(60)を有する態様を示すものである。
【図5】図5は、容器(90)とラベル(100)との接着、およびラベル(100)同士の重ね部における感熱接着剤(40)とレーザー光吸収剤層(20)との関係を説明する図である。
【図6】図6は、容器(90)とラベル(100)との接着、およびラベル(100)同士の重ね部における感熱接着剤(40)とレーザー光吸収剤層(20)との関係を説明する図であり、ラベル終端部に、感熱接着剤(40)が複数個所に形成される態様を示す図である。
【図7】図7は、本発明で使用しうる容器であって、胴部のラベル溶着部における最大周径に対する最小周径(最小周径×100/最大周径(%))が、50〜100%の凹部を有するものを説明する図である。
【図8】図8は、本発明の巻きシュリンクラベルにおける容器との添付部を説明する図である。
【図9】図9は、本発明の巻きシュリンクラベルを装着した容器を説明する図である。
【図10】図10は、本発明の巻きシュリンクラベルを装着した容器の製造工程を説明する図である。
【図11】デフォーカスおよびフォーカス照射の際の、出力エネルギーと溶着幅との関係を説明する図である。
【図12】実施例1で製造した巻きシュリンクラベルのレーザー溶着部の切断断面図である。
【図13】比較例2で製造した巻きシュリンクラベルのレーザー溶着部の切断断面図である。
【符号の説明】
【0111】
10・・・熱収縮性基材フィルム、
20・・・レーザー光吸収剤層、
30・・・レーザー光反射層、
40・・・感熱接着剤層、
50・・・デザイン印刷層、
60・・・外層、
90・・・容器、
100・・・巻きシュリンクラベル、
W、W1,W2,W3・・・貼付部、
110・・・原反ロール、
120・・・テープ、
130・・・テンションローラ、
140・・・引出装置、
150・・・ラベル切断装置、
160・・・移送ドラム、
170・・・ラベル、
180・・・貼着ドラム、
190・・・容器、
200・・・アプリケーター、
201,203・・・接着剤ロール、
205・・・補助ロール、
210・・・スクラッパー、
220・・・搬送装置、
230・・・ラベル付き容器、
240・・・UV照射装置、
250・・・加熱収縮装置。
【特許請求の範囲】
【請求項1】
容器の胴部外周面に直接貼付する巻きシュリンクラベルであって、
縦一軸延伸した熱収縮性基材フィルムが延伸方向の所定サイズに切断されてラベル片が形成され、
前記ラベル片のラベル始端部に感熱接着剤が形成され、
前記ラベル片のラベル終端部にレーザー光吸収剤層と感熱接着剤とが形成され、かつ前記レーザー光吸収剤層が最内層となる部分が形成されるようにレーザー光吸収剤層の一部に感熱接着剤が形成されることを特徴とする、巻きシュリンクラベル。
【請求項2】
前記レーザー光吸収剤層は、パール顔料からなることを特徴とする、請求項1記載の巻きシュリンクラベル。
【請求項3】
前記ラベル終端部は、前記レーザー光吸収剤層の外側にレーザー反射層を有することを特徴とする、請求項1または2記載の巻きシュリンクラベル。
【請求項4】
前記ラベル終端部に、1以上のミシン目列が形成されることを特徴とする、請求項1〜3のいずれかに記載の巻きシュリンクラベル。
【請求項5】
前記感熱接着剤が、ホットメルト剤である、請求項1〜4のいずれかに記載の巻きシュリンクラベル。
【請求項6】
前記容器が、ポリエチレンテレフタレートボトルである、請求項1〜5のいずれかに記載の巻きシュリンクラベル。
【請求項7】
請求項1〜6記載の巻きシュリンクラベルを容器に貼付してなる巻きシュリンクラベル付き容器。
【請求項8】
請求項1〜6のいずれかに記載の巻きシュリンクラベルのラベル始端部を感熱接着剤を介して容器と接着し、
前記容器に前記巻きシュリンクラベルを巻きつけ、および前記ラベル終端部を貼り付け、
前記ラベル終端部の表面側であって、前記感熱接着剤が塗布されていないフィルムの重なり部分の表面から炭酸ガスレーザーを照射して前記ラベルを容器に固定することを特徴とする、巻きシュリンクラベル付き容器の製造方法。
【請求項1】
容器の胴部外周面に直接貼付する巻きシュリンクラベルであって、
縦一軸延伸した熱収縮性基材フィルムが延伸方向の所定サイズに切断されてラベル片が形成され、
前記ラベル片のラベル始端部に感熱接着剤が形成され、
前記ラベル片のラベル終端部にレーザー光吸収剤層と感熱接着剤とが形成され、かつ前記レーザー光吸収剤層が最内層となる部分が形成されるようにレーザー光吸収剤層の一部に感熱接着剤が形成されることを特徴とする、巻きシュリンクラベル。
【請求項2】
前記レーザー光吸収剤層は、パール顔料からなることを特徴とする、請求項1記載の巻きシュリンクラベル。
【請求項3】
前記ラベル終端部は、前記レーザー光吸収剤層の外側にレーザー反射層を有することを特徴とする、請求項1または2記載の巻きシュリンクラベル。
【請求項4】
前記ラベル終端部に、1以上のミシン目列が形成されることを特徴とする、請求項1〜3のいずれかに記載の巻きシュリンクラベル。
【請求項5】
前記感熱接着剤が、ホットメルト剤である、請求項1〜4のいずれかに記載の巻きシュリンクラベル。
【請求項6】
前記容器が、ポリエチレンテレフタレートボトルである、請求項1〜5のいずれかに記載の巻きシュリンクラベル。
【請求項7】
請求項1〜6記載の巻きシュリンクラベルを容器に貼付してなる巻きシュリンクラベル付き容器。
【請求項8】
請求項1〜6のいずれかに記載の巻きシュリンクラベルのラベル始端部を感熱接着剤を介して容器と接着し、
前記容器に前記巻きシュリンクラベルを巻きつけ、および前記ラベル終端部を貼り付け、
前記ラベル終端部の表面側であって、前記感熱接着剤が塗布されていないフィルムの重なり部分の表面から炭酸ガスレーザーを照射して前記ラベルを容器に固定することを特徴とする、巻きシュリンクラベル付き容器の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2010−152028(P2010−152028A)
【公開日】平成22年7月8日(2010.7.8)
【国際特許分類】
【出願番号】特願2008−329067(P2008−329067)
【出願日】平成20年12月25日(2008.12.25)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成22年7月8日(2010.7.8)
【国際特許分類】
【出願日】平成20年12月25日(2008.12.25)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]