
巻取り装置の速度制御方法及び速度制御装置
【課題】線速度一定制御を行う巻取り装置において、安定した線速度一定制御を実現し、制御精度の要求を満足させる。
【解決手段】巻取り装置の速度制御装置は、速度センサ10の線速度検出値に対応する周波数検出値Fbと与えられた線速度指令値に対応する周波数指令値Finとが実質的に同一となるようにPID演算を行うPID演算部52と、電動機11の回転速度が低速になる程、PID演算結果が小さくなるように出力周波数Foutの大きさに依存してPID演算結果を補正するPID演算結果補正部54(前回周波数入力部60、減算部61、周波数依存演算部62、リミッタ部63、及び加算部64)とを有する。補正後のPID演算結果は、出力周波数Foutとして電動機11に出力される。
【解決手段】巻取り装置の速度制御装置は、速度センサ10の線速度検出値に対応する周波数検出値Fbと与えられた線速度指令値に対応する周波数指令値Finとが実質的に同一となるようにPID演算を行うPID演算部52と、電動機11の回転速度が低速になる程、PID演算結果が小さくなるように出力周波数Foutの大きさに依存してPID演算結果を補正するPID演算結果補正部54(前回周波数入力部60、減算部61、周波数依存演算部62、リミッタ部63、及び加算部64)とを有する。補正後のPID演算結果は、出力周波数Foutとして電動機11に出力される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高速紡績巻取り装置等の巻取り装置の速度制御方法及び速度制御装置に係り、特に巻取りボビンを駆動する電動機の電源装置としてインバータを使用し、電動機の回転速度をインバータの出力周波数により可変にして巻取り装置の線速度一定制御を行う巻取り装置の安定した線速度制御法に関する。
【背景技術】
【0002】
高速紡績巻取り装置等の線速度一定制御に用いられる従来の制御手法としては、与えられた線速度指令にフィードバック線速度が追従するように、電動機の電源装置であるインバータを用いて一般的なPID(比例積分微分)制御を行うものが知られている。
【0003】
図6は、従来の巻取り装置で用いられるインバータ(INV)の速度制御部の主要部構成を示す。図6の例では、インバータは、図示しない巻取り装置の巻取りボビンを回転駆動する電動機(M)11の電源装置として用いられる。このインバータは、機能上、コントローラ42からの線速度指令に対応する周波数指令FR[Hz]に所定の加減速勾配を与えて線速度指令値に対応する周波数指令値Fin[Hz]を出力する加減速部50と、電動機11の回転速度[rpm]をPID演算で求まる出力周波数Fout[Hz]により可変に制御する速度制御部とを有している。
【0004】
速度制御部は、加減速部50からの周波数指令値Finと、電動機11の駆動軸に機械的に連結されたパルスジェネレータ(PG)から成る速度センサ10により検出された線速度検出値に対応する周波数検出値Fb[Hz]との偏差ΔFを演算する減算部51と、減算部51からの偏差ΔFが常に0になるようにPID演算し、そのPID演算結果をインバータの出力周波数Foutとして電動機11に出力するPID演算部52とを備える。これにより、与えられた線速度指令にフィードバック線速度が追従するように電動機11の回転速度を制御することにより、巻取り装置の線速度一定制御を行う。
【0005】
これに関する先行技術として、線材又はシート材を一方の供給装置から他方の異形ボビンに巻き取る又は巻き戻す装置において、張力基準値と張力検出値の比較値をPID演算し、そのPID演算出力によるフィードバック制御とその出力が減少するように形状補正及び径補正されるフィードフォワード制御とによって速度変化が極小となるように補正することにより、異形ボビンであっても一定張力となるように速度を制御する巻取り・巻戻し装置が知られている(例えば特許文献1参照)。
【特許文献1】特開平08−188309号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上述した従来の高速紡績巻取り装置等の線速度一定制御に、一般的なPID制御を用いる場合は、定常運転中でも、負荷の外乱等で線速度に振動が発生してしまう場合がある。
【0007】
即ち、一般的なPID制御でも巻取り装置の線速度一定制御は可能であるが、高速な線速度(3000m/分以上)になると、巻取り時の線速度が振動する場合がある。高速紡績巻取り装置では、線速度の安定性は、±0.1%以下を要求される場合が多く、通常のPID制御では、PIDゲインの調整が非常に困難になってくる。例えば、応答性を向上させるために、PIDゲインを大きく設定すると、PID演算結果が大きく変化し、線速度がハンチングする傾向になり、また、PIDゲインを小さく設定すると、ハンチングは低下するものの、過渡的な負荷状態変化や、線速度検出値のノイズ等による変化時に、安定状態へ復帰するまでの時間が非常に遅くなってしまうという問題がある。
【0008】
このような巻取り作業時の線速度の変化は、製品の品質に大きく反映されるため、高精度の安定した線速度制御が要求されている。
【0009】
本発明は、上記に鑑みてなされたもので、その目的としては、高速紡績巻取り装置等の線速度一定制御を行う巻取り装置において、安定した線速度一定制御を実現し、制御精度の要求を満足させることができる巻取り装置の速度制御方法及び速度制御装置を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決するため、請求項1記載の発明に係る巻取り装置の速度制御方法は、線材を巻き取るボビンを駆動する電動機と、前記線材の線速度を検出する速度検出器とを備えた巻取り装置に用いられ、前記電動機の回転速度を前記速度検出器の検出値に基づいてフィードバック制御して前記線材の線速度一定制御を行う速度制御方法であって、前記速度検出器の検出値と与えられた線速度指令値とが実質的に同一となるようにPID演算を行う演算ステップと、前記電動機の回転速度が低速になる程、前記PID演算結果が小さくなるように前記電動機に出力する出力周波数の大きさに依存して前記PID演算結果を補正し、補正後のPID演算結果を前記電動機に出力する出力周波数に変換して所定周期で前記電動機に出力する補正ステップとを有することを特徴とする。
【0011】
請求項2記載の発明では、前記補正ステップは、前記演算ステップによるPID演算結果をPID出力とし、前記出力周波数のうち今周期での出力周波数をFout(n)とし、前周期での出力周波数をFout(n−1)とし、前記線速度指令値に対応する周波数指令値をFinとしたときに、前記PID出力及び前記前周期での出力周波数Fout(n−1)を用いて、PID演算値偏差=PID出力−Fout(n−1)の式でPID演算値偏差を演算するステップと、前記PID演算値偏差、前記前周期での出力周波数Fout(n−1)、及び前記周波数指令値Finを用いて、周波数依存演算値=PID演算値偏差×(Fout(n−1)/Fin)の式で周波数依存演算値を演算するステップと、前記周波数依存演算値をリミット周波数に基づいて制限するステップと、前記リミット処理された周波数依存演算値と前記前周期での出力周波数Fout(n−1)とを加算するステップと、この加算された結果を前記今周期での出力周波数Fout(n)として前記電動機に出力するステップとを有することを特徴とする。
【0012】
また請求項3記載の発明に係る巻取り装置の速度制御装置は、線材を巻き取るボビンを駆動する電動機と、前記線材の線速度を検出する速度検出器とを備えた巻取り装置に用いられ、前記電動機の回転速度を前記速度検出器の検出値に基づいてフィードバック制御して前記線材の線速度一定制御を行う速度制御装置であって、前記速度検出器の検出値と与えられた線速度指令値とが実質的に同一となるようにPID演算を行う演算手段と、前記電動機の回転速度が低速になる程、前記PID演算結果が小さくなるように前記電動機に出力する出力周波数の大きさに依存して前記PID演算結果を補正し、補正後のPID演算結果を前記電動機に出力する出力周波数に変換して所定周期で前記電動機に出力する補正手段とを有することを特徴とする。
【0013】
請求項4記載の発明では、前記補正手段は、前記演算手段によるPID演算結果をPID出力とし、前記出力周波数のうち今周期での出力周波数をFout(n)とし、前周期での出力周波数をFout(n−1)とし、前記線速度指令値に対応する周波数指令値をFinとしたときに、前記PID出力及び前記前周期での出力周波数Fout(n−1)を用いて、PID演算値偏差=PID出力−Fout(n−1)の式でPID演算値偏差を演算する減算部と、前記PID演算値偏差、前記前周期での出力周波数Fout(n−1)、及び前記周波数指令値Finを用いて、周波数依存演算値=PID演算値偏差×(Fout(n−1)/Fin)の式で周波数依存演算値を演算する演算部と、前記周波数依存演算値をリミット周波数に基づいて制限するリミッタ部と、前記リミット処理された周波数依存演算値と前記前周期での出力周波数Fout(n−1)とを加算する加算部とを有し、この加算された結果を前記今周期での出力周波数Fout(n)として前記電動機に出力することを特徴とする。
【発明の効果】
【0014】
請求項1、2、3、及び4記載の発明によれば、PID演算結果を電動機に出力する出力周波数の大きさにより補正制御することで、PID演算結果の急峻な変化を抑制して、制御精度の要求を満足させることができ、これにより安定した巻取り装置の線速度一定制御が可能となる。
【0015】
請求項2及び4記載の発明によれば、上記効果に加え、リミット処理により最大変化を制限することで、線速度安定性をより向上させ、巻取り状態をより一層安定化させることができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明に係る巻取り装置の速度制御方法及び速度制御装置を実施するための最良の形態を図面を参照して説明する。
【0017】
図1は、本発明の実施の形態に係る高速紡績巻取り装置(以下、単に「巻取り装置」とする)の全体構成図を示す。
【0018】
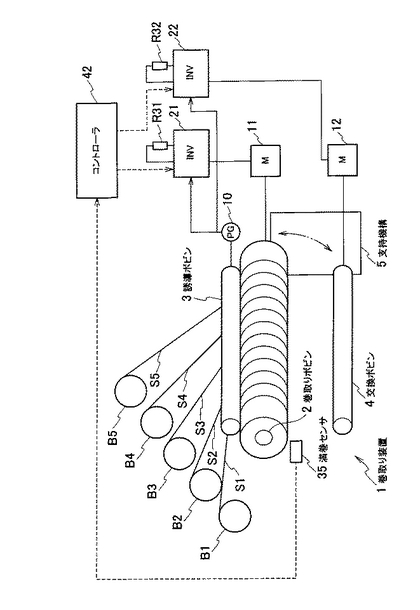
図1に示す本実施形態の巻取り装置1は、例えば複数の円筒状ボビンB1〜Bn(図中の例ではn=5)にそれぞれ巻き取られた線状部材である源糸(「糸条」)S1〜Snを高速に巻き取るもので、円筒状の巻取りボビン2が所定位置(「巻取り位置」)に配置される。巻取りボビン2は、各円筒状ボビンB1〜B5からの糸条S1〜S5を同時に巻き取る。
【0019】
巻取りボビン2には、誘導ボビン3が接離自在に支持される。誘導ボビン3は、巻取りボビン2による糸条S1〜S5の巻取り時に、巻取りボビン2に対し所定の接圧で当接して一体に回転しながら糸条S1〜S5を誘導する。
【0020】
巻取りボビン2の交換用として、交換ボビン4が所定位置(「待機位置」)に配設される。交換ボビン4は、巻取りボビン2と同数のボビンから成る。
【0021】
巻取りボビン2および交換ボビン4は、支持機構5により着脱および回動自在に支持される。支持機構5は、巻取りボビン2を待機位置に、交換ボビン4を巻取り位置にそれぞれ移動するよう駆動する。
【0022】
巻取りボビン2の回転軸には、電動機(M)11の駆動軸が連結される。電動機11は、巻取りボビン2を所定の回転速度で回転駆動させる。同様に、交換ボビン4の回転軸にも、電動機(M)12の駆動軸が連結される。電動機12は、交換ボビン4を所定の回転速度で回転駆動させる。
【0023】
巻取りボビン2の巻取り位置近傍には、満巻センサ35が設置される。満巻センサ35は、巻取り位置で回転する巻取りボビン2あるいは交換ボビン4の満巻き時を含む巻取り状態として、例えば満巻状態に対する所定比率(例えば70%)に到達した状態、および満巻き状態に到達した状態(満巻き時)を検出し、それぞれ満巻前パルスおよび満巻パルスとして出力する。
【0024】
誘導ボビン3の回転軸には、パルスジェネレータ(Pulse Generator:「PG」)からなる速度センサ10が直接又は間接的に取り付けられる。速度センサ10は、誘導ボビン3の回転速度をパルス出力として検出する。
【0025】
速度センサ10および電動機11には、電動機11を駆動する電源装置であり且つその電動機11の回転速度を可変制御する速度制御装置を搭載したインバータ(INV)21が電気的に接続される。インバータ21は、電動機11へ供給する出力電圧および出力周波数を可変制御して電動機11の回転速度を制御する。
【0026】
同様に、速度センサ10および電動機12にも、電動機12を駆動する電源装置であり且つその電動機12の回転速度を可変制御する速度制御装置を搭載したインバータ(INV)22が電気的に接続される。インバータ22は、電動機12へ供給する出力電圧および出力周波数を可変制御して電動機12の回転速度を制御する。
【0027】
両インバータ21、22は、ハードウェア構成として、図示しないダイオード等の整流素子、コンデンサ等の平滑化素子、トランジスタ等の複数のスイッチング素子およびメモリ内蔵型のマイクロプロセッサ等を備える。
【0028】
インバータ21には、抵抗R31が電気的に接続される。抵抗R31は、巻取りボビン2の満巻時の慣性エネルギーに基づく電動機11の回生エネルギー(電動機11の発電機動作による電気的エネルギー)を熱エネルギーとして消費する。
【0029】
同様に、インバータ22にも、抵抗R32が電気的に接続されている。抵抗R32は、交換ボビン4の満巻時の慣性エネルギーに基づく電動機12の回生エネルギーを熱エネルギーとして消費する。
【0030】
インバータ21、インバータ22および満巻センサ35には、コントローラ42が電気的に接続される。コントローラ42は、満巻センサ35から出力された満巻前パルスおよび満巻パルスに応じてインバータ21およびインバータ22に対し周波数指令を含む駆動制御信号を出力する。
【0031】
図1に示す巻取り装置1には、2台の巻取りボビンが装備され、片方のボビンが巻取り終了後、もう片方のボビンへの自動切り替えを行う方式である。この方式では、インバータを用いて、その出力周波数をPID制御する。インバータは、周波数と電圧を出力し、電動機を駆動する電源装置であるため、PID制御は、周波数を入力要素として制御する。
【0032】
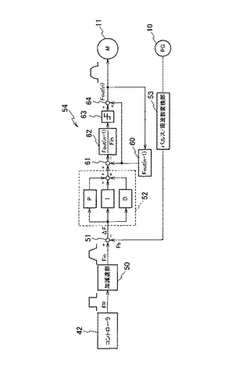
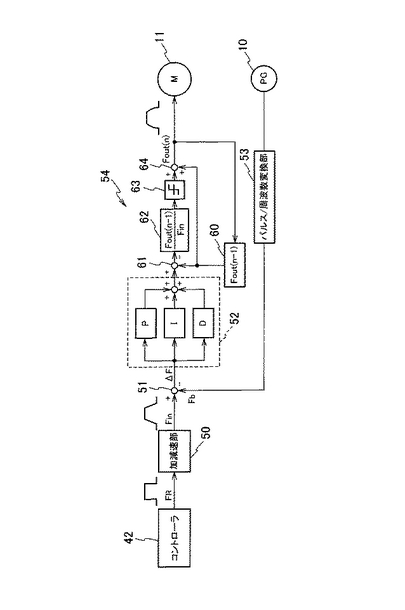
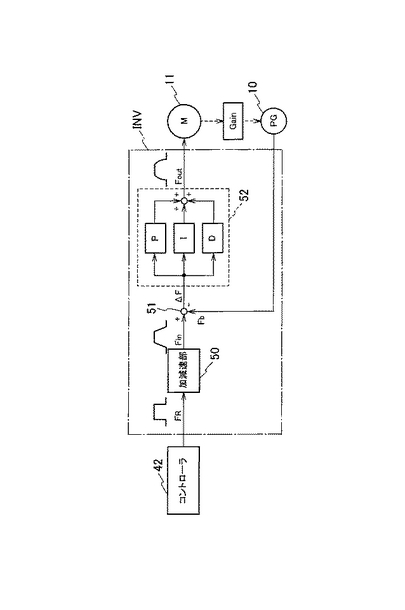
図2は、インバータ21の速度制御装置内のPID制御構成を示す。図2は、図6のインバータにパルス/周波数変換部53及びPID演算結果補正部54を加えたものである。なお、インバータ22も、これと同様のため、その説明は省略する。
【0033】
誘導ボビン3は、巻取りボビン2の糸条S1〜S5巻取り時に、巻取りボビン2の回転に応じて回転して糸条S1〜S5を誘導する機能を有し、それ自身で糸条S1〜S5を巻き取る動作を行わないため、糸条巻取りによる膨張(巻き太り)に起因した線速度上昇が発生しない。そこで、本実施例では、誘導ボビン3の回転速度を速度センサ10により検出し、その回転速度を一定に保つように巻取りボビン2の回転速度をインバータ21により制御し、これにより巻取りボビン2に巻き取られる糸条の線速度を一定に維持する。
【0034】
こういった速度センサ10を介した電動機11のフィードバック制御を行うため、インバータ21は、図2に示すように電動機11の回転速度(巻取りボビン2の回転速度)を制御する速度制御部を有する。
【0035】
速度制御部は、コントローラ42からの線速度指令に対応する周波数指令FR[Hz]を入力する加減速部50と、パルス/周波数変換部53からの線速度検出値に対応する周波数検出値Fb[Hz]と加減速部50からの線速度指令値に対応する周波数指令値Fin[Hz]とを入力する減算部51と、減算部51の出力側に接続されるPID演算部52とを有する。
【0036】
加減速部50は、コントローラ42から供給された周波数指令FR[Hz]の加減速時定数を設定する。加速時定数とは、停止状態の電動機11がV(電圧)/F(周波数)一定制御に基づき設定された最大周波数(例えば300[Hz])に到達するまでの時間を意味し、減速時定数とは、電動機11が最大周波数300[Hz]の運転状態から0[Hz]の運転停止状態になるまでの時間を意味する。
【0037】
減算部51は、加減速部50により加減速時定数が設定された周波数指令値Finから、周波数検出値Fbを減算してその偏差ΔFを求める。
【0038】
PID演算部52は、偏差ΔFが常に0になるようにPID演算するもので、比例演算部、積分演算部、微分演算部、及び加算部を有する。
【0039】
比例演算部は、偏差ΔFに所定の比例ゲインPを掛け、比例演算値P*ΔFを求める。積分演算部は、偏差ΔFに所定の積分ゲインIを掛け、演算値I*ΔFを時間的に積算し、積分演算値を求める。微分演算部は、偏差ΔFに所定の微分ゲインDを掛け、演算値D*ΔFを時間的に微分し、微分演算値を求める。加算部は、比例演算値、積分演算値、微分演算値を加算し、加算値(PID演算結果)をPID演算結果補正部54に出力する。
【0040】
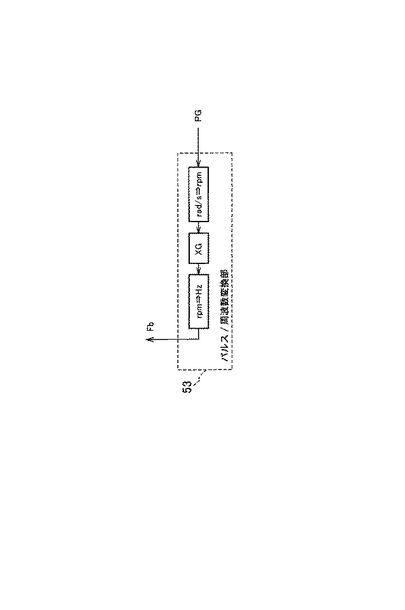
パルス/周波数変換部53は、図3に示すように、速度センサ10により検出されたパルス出力[rad/s]を回転数[rpm]に変換後にゲイン調整(×G)を行い、ゲイン調整された回転数を周波数[Hz]に換算して変換し、周波数検出値Fb(例えば、Fb=300[Hz])として減算部51に出力する。
【0041】
本実施形態では、図6に示すインバータのPID制御構成に加え、PID演算結果の出力に対し、2種の制御、即ち(1)PID演算結果の出力を出力周波数により補正する演算を行い、(2)その演算結果にリミッタを加味する構成を追加している。
【0042】
一般に高速巻取り装置の電動機回転速度は、巻き始めは高速であるが、巻取り時間が経過する毎に徐々に低速となる。したがって、インバータの出力周波数も徐々に低周波数に制御される。即ち、インバータの出力周波数が小さくなる程、PID演算結果がインバータの出力周波数の変化に大きく反映されることになる。そこで、本実施形態では、インバータ21内に、出力周波数が小さくなる程、PID演算結果も小さくなるように補正制御するためのPID演算結果補正部(補正手段)54を備える。
【0043】
PID演算結果補正部54は、前周期での出力周波数Fout(n−1)(前回、インバータ21が電動機11に出力した出力周波数)を入力する前回周波数入力部60と、PID演算部52から出力される今周期でのPID演算結果から、前回周波数入力部60から出力される前周期での出力周波数Fout(n−1)を減算しその偏差を求める減算部61と、減算部61の出力側に順次接続される周波数依存演算部62、リミッタ部63、及び加算部64とを有する。
【0044】
ここで、PID演算結果補正部54による演算例を説明する。
【0045】
一般に、PID制御は、一定周期で繰り返し演算されており、前周期での出力周波数をFout(n−1)とし、今周期での出力周波数をFout(n)とし、周波数指令値をFinとする。
【0046】
PID演算部52から出力されるPID演算結果(PID出力)は、従来例では出力周波数であるが、本実施例ではその出力周波数を電動機11にそのまま出力しないで、減算部61により、次式により、PID出力と前周期での出力周波数Fout(n−1)との偏差を演算する。
【0047】
PID演算値偏差=PID出力−Fout(n−1) …(式1)
この場合、上記式1の演算結果であるPID演算値偏差が大きい場合は、PID出力が急峻に変化し、線速度もハンチングしてしまう。
【0048】
そこで、周波数依存演算部62により、次式のように、上記式1の結果に出力周波数の大きさに依存させた演算を行う。
【0049】
周波数依存演算値=PID演算値偏差×(Fout(n−1)/Fin) …(式2)
上記式2の演算は、周波数指令値Finと前周期での出力周波数Fout(n−1)の大きさの比で、PID演算値偏差を低減させることに等しい。
【0050】
上記式2の演算後、PID出力の急峻な変化をさらに抑制するため、演算された周波数依存演算値を、リミッタ部63により、所定の設定分解能で予め設定された分解能のリミット周波数に従いその周波数の正負でリミット処理を施す。このとき、リミット周波数は、例えば使用者により周波数の単位で任意に設定可能となっている。また、リミット精度を向上させるため、設定分解能は例えば0.01Hzが望ましい。
【0051】
上記のようにリミット処理が施された周波数依存演算値を、加算部64にて、最終的に前周期での出力周波数Fout(n−1)と加算し、加算結果を今周期での今回の出力周波数Fout(n)として、電動機11に出力する。
【0052】
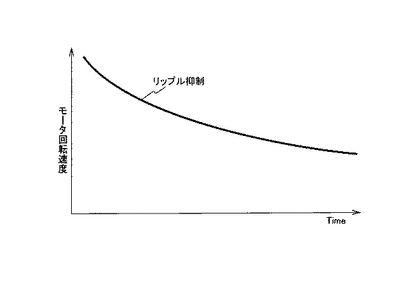
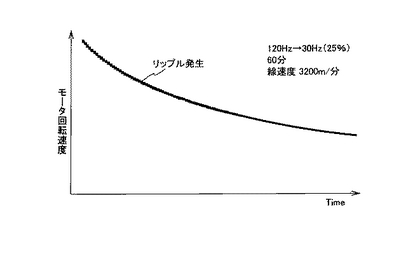
図4は、本実施例の実験結果による巻取り装置のモータ回転速度−巻取り時間特性、図5は、従来例の実験結果による巻取り装置のモータ回転速度−巻取り時間特性をそれぞれグラフに示したものである。この実験は、巻取り装置の線速度を3200m/分とし、インバータ21の出力周波数Foutを60分で120[Hz]から30[Hz]に可変制御したときの巻取り装置のモータ回転速度−巻取り時間特性を調べたものである。両実験結果によれば、従来例では、巻取り装置のモータ回転速度が大きいときに回転リップルが発生したが、本実施例ではそのような回転リップルの発生が大幅に抑制されていることが確認された。これにより、本実施例では、PID演算結果を出力周波数の大きさにより補正制御し、さらにリミット処理により最大変化を制限することができ、その結果、PID出力(PID演算結果)の急峻な変化を抑制し、安定した高速紡績巻取り装置の線速度一定制御が可能となることが分かった。
【0053】
従って、本実施形態によれば、線速度一定制御には、線速度を検出する速度センサ等を用い、この線速度検出情報を、電動機を駆動するための電源装置であるインバータに与え、インバータ内部でその線速度検出値と線速度指令値がほぼ同じになるように、PID線速度一定制御を行う構成において、電動機の回転速度が高い場合のPID演算結果と低い場合の演算結果に変化を与え、低速になるほど、PID演算結果を小さく補正しているため、高速巻取り状態を安定化させることができる。また、PID演算結果を過剰に出力させないようにリミッタ機構により制限を持たせているため、高速巻取り状態をより一層安定化させることができる。このようにして、本実施形態では、調整が容易で、なおかつ追加周辺機器等を必要としない安価なシステム構成で、高速紡績装置の高精度線速度一定制御を実現することが可能となる。
【0054】
なお、本発明は、上述した実施形態に限定されるものではなく、本発明に属する範囲内において、上記実施形態を様々に変形して実施することが可能である。
【図面の簡単な説明】
【0055】
【図1】本発明の実施の形態に係る巻取り装置の全体構成を示す概略ブロック図である。
【図2】図1に示すインバータの速度制御装置内のPID制御構成を示す概略ブロック図である。
【図3】図2に示すパルス/周波数変換部を示す概略ブロック図である。
【図4】図2に示すPID制御構成を用いた場合(実施例)の実験結果による巻取り装置のモータ回転速度−巻取り時間特性を示すグラフである。
【図5】図6に示すPID制御構成を用いた場合(従来例)の実験結果による巻取り装置のモータ回転速度−巻取り時間特性を示すグラフである。
【図6】従来例のPID制御構成を示す概略ブロック図である。
【符号の説明】
【0056】
1…巻取り装置
2…巻取りボビン
3…誘導ボビン
4…交換ボビン
5…支持機構
10…速度センサ(PG)
21、22…インバータ(INV)
35…満巻センサ
42…コントローラ
50…加減速部
51…減算部
52…PID演算部
53…パルス/周波数変換部
54…PID演算結果補正部
60…前回周波数入力部
61…減算部
62…周波数依存演算部
63…リミッタ部
64…加算部
【技術分野】
【0001】
本発明は、高速紡績巻取り装置等の巻取り装置の速度制御方法及び速度制御装置に係り、特に巻取りボビンを駆動する電動機の電源装置としてインバータを使用し、電動機の回転速度をインバータの出力周波数により可変にして巻取り装置の線速度一定制御を行う巻取り装置の安定した線速度制御法に関する。
【背景技術】
【0002】
高速紡績巻取り装置等の線速度一定制御に用いられる従来の制御手法としては、与えられた線速度指令にフィードバック線速度が追従するように、電動機の電源装置であるインバータを用いて一般的なPID(比例積分微分)制御を行うものが知られている。
【0003】
図6は、従来の巻取り装置で用いられるインバータ(INV)の速度制御部の主要部構成を示す。図6の例では、インバータは、図示しない巻取り装置の巻取りボビンを回転駆動する電動機(M)11の電源装置として用いられる。このインバータは、機能上、コントローラ42からの線速度指令に対応する周波数指令FR[Hz]に所定の加減速勾配を与えて線速度指令値に対応する周波数指令値Fin[Hz]を出力する加減速部50と、電動機11の回転速度[rpm]をPID演算で求まる出力周波数Fout[Hz]により可変に制御する速度制御部とを有している。
【0004】
速度制御部は、加減速部50からの周波数指令値Finと、電動機11の駆動軸に機械的に連結されたパルスジェネレータ(PG)から成る速度センサ10により検出された線速度検出値に対応する周波数検出値Fb[Hz]との偏差ΔFを演算する減算部51と、減算部51からの偏差ΔFが常に0になるようにPID演算し、そのPID演算結果をインバータの出力周波数Foutとして電動機11に出力するPID演算部52とを備える。これにより、与えられた線速度指令にフィードバック線速度が追従するように電動機11の回転速度を制御することにより、巻取り装置の線速度一定制御を行う。
【0005】
これに関する先行技術として、線材又はシート材を一方の供給装置から他方の異形ボビンに巻き取る又は巻き戻す装置において、張力基準値と張力検出値の比較値をPID演算し、そのPID演算出力によるフィードバック制御とその出力が減少するように形状補正及び径補正されるフィードフォワード制御とによって速度変化が極小となるように補正することにより、異形ボビンであっても一定張力となるように速度を制御する巻取り・巻戻し装置が知られている(例えば特許文献1参照)。
【特許文献1】特開平08−188309号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上述した従来の高速紡績巻取り装置等の線速度一定制御に、一般的なPID制御を用いる場合は、定常運転中でも、負荷の外乱等で線速度に振動が発生してしまう場合がある。
【0007】
即ち、一般的なPID制御でも巻取り装置の線速度一定制御は可能であるが、高速な線速度(3000m/分以上)になると、巻取り時の線速度が振動する場合がある。高速紡績巻取り装置では、線速度の安定性は、±0.1%以下を要求される場合が多く、通常のPID制御では、PIDゲインの調整が非常に困難になってくる。例えば、応答性を向上させるために、PIDゲインを大きく設定すると、PID演算結果が大きく変化し、線速度がハンチングする傾向になり、また、PIDゲインを小さく設定すると、ハンチングは低下するものの、過渡的な負荷状態変化や、線速度検出値のノイズ等による変化時に、安定状態へ復帰するまでの時間が非常に遅くなってしまうという問題がある。
【0008】
このような巻取り作業時の線速度の変化は、製品の品質に大きく反映されるため、高精度の安定した線速度制御が要求されている。
【0009】
本発明は、上記に鑑みてなされたもので、その目的としては、高速紡績巻取り装置等の線速度一定制御を行う巻取り装置において、安定した線速度一定制御を実現し、制御精度の要求を満足させることができる巻取り装置の速度制御方法及び速度制御装置を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決するため、請求項1記載の発明に係る巻取り装置の速度制御方法は、線材を巻き取るボビンを駆動する電動機と、前記線材の線速度を検出する速度検出器とを備えた巻取り装置に用いられ、前記電動機の回転速度を前記速度検出器の検出値に基づいてフィードバック制御して前記線材の線速度一定制御を行う速度制御方法であって、前記速度検出器の検出値と与えられた線速度指令値とが実質的に同一となるようにPID演算を行う演算ステップと、前記電動機の回転速度が低速になる程、前記PID演算結果が小さくなるように前記電動機に出力する出力周波数の大きさに依存して前記PID演算結果を補正し、補正後のPID演算結果を前記電動機に出力する出力周波数に変換して所定周期で前記電動機に出力する補正ステップとを有することを特徴とする。
【0011】
請求項2記載の発明では、前記補正ステップは、前記演算ステップによるPID演算結果をPID出力とし、前記出力周波数のうち今周期での出力周波数をFout(n)とし、前周期での出力周波数をFout(n−1)とし、前記線速度指令値に対応する周波数指令値をFinとしたときに、前記PID出力及び前記前周期での出力周波数Fout(n−1)を用いて、PID演算値偏差=PID出力−Fout(n−1)の式でPID演算値偏差を演算するステップと、前記PID演算値偏差、前記前周期での出力周波数Fout(n−1)、及び前記周波数指令値Finを用いて、周波数依存演算値=PID演算値偏差×(Fout(n−1)/Fin)の式で周波数依存演算値を演算するステップと、前記周波数依存演算値をリミット周波数に基づいて制限するステップと、前記リミット処理された周波数依存演算値と前記前周期での出力周波数Fout(n−1)とを加算するステップと、この加算された結果を前記今周期での出力周波数Fout(n)として前記電動機に出力するステップとを有することを特徴とする。
【0012】
また請求項3記載の発明に係る巻取り装置の速度制御装置は、線材を巻き取るボビンを駆動する電動機と、前記線材の線速度を検出する速度検出器とを備えた巻取り装置に用いられ、前記電動機の回転速度を前記速度検出器の検出値に基づいてフィードバック制御して前記線材の線速度一定制御を行う速度制御装置であって、前記速度検出器の検出値と与えられた線速度指令値とが実質的に同一となるようにPID演算を行う演算手段と、前記電動機の回転速度が低速になる程、前記PID演算結果が小さくなるように前記電動機に出力する出力周波数の大きさに依存して前記PID演算結果を補正し、補正後のPID演算結果を前記電動機に出力する出力周波数に変換して所定周期で前記電動機に出力する補正手段とを有することを特徴とする。
【0013】
請求項4記載の発明では、前記補正手段は、前記演算手段によるPID演算結果をPID出力とし、前記出力周波数のうち今周期での出力周波数をFout(n)とし、前周期での出力周波数をFout(n−1)とし、前記線速度指令値に対応する周波数指令値をFinとしたときに、前記PID出力及び前記前周期での出力周波数Fout(n−1)を用いて、PID演算値偏差=PID出力−Fout(n−1)の式でPID演算値偏差を演算する減算部と、前記PID演算値偏差、前記前周期での出力周波数Fout(n−1)、及び前記周波数指令値Finを用いて、周波数依存演算値=PID演算値偏差×(Fout(n−1)/Fin)の式で周波数依存演算値を演算する演算部と、前記周波数依存演算値をリミット周波数に基づいて制限するリミッタ部と、前記リミット処理された周波数依存演算値と前記前周期での出力周波数Fout(n−1)とを加算する加算部とを有し、この加算された結果を前記今周期での出力周波数Fout(n)として前記電動機に出力することを特徴とする。
【発明の効果】
【0014】
請求項1、2、3、及び4記載の発明によれば、PID演算結果を電動機に出力する出力周波数の大きさにより補正制御することで、PID演算結果の急峻な変化を抑制して、制御精度の要求を満足させることができ、これにより安定した巻取り装置の線速度一定制御が可能となる。
【0015】
請求項2及び4記載の発明によれば、上記効果に加え、リミット処理により最大変化を制限することで、線速度安定性をより向上させ、巻取り状態をより一層安定化させることができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明に係る巻取り装置の速度制御方法及び速度制御装置を実施するための最良の形態を図面を参照して説明する。
【0017】
図1は、本発明の実施の形態に係る高速紡績巻取り装置(以下、単に「巻取り装置」とする)の全体構成図を示す。
【0018】
図1に示す本実施形態の巻取り装置1は、例えば複数の円筒状ボビンB1〜Bn(図中の例ではn=5)にそれぞれ巻き取られた線状部材である源糸(「糸条」)S1〜Snを高速に巻き取るもので、円筒状の巻取りボビン2が所定位置(「巻取り位置」)に配置される。巻取りボビン2は、各円筒状ボビンB1〜B5からの糸条S1〜S5を同時に巻き取る。
【0019】
巻取りボビン2には、誘導ボビン3が接離自在に支持される。誘導ボビン3は、巻取りボビン2による糸条S1〜S5の巻取り時に、巻取りボビン2に対し所定の接圧で当接して一体に回転しながら糸条S1〜S5を誘導する。
【0020】
巻取りボビン2の交換用として、交換ボビン4が所定位置(「待機位置」)に配設される。交換ボビン4は、巻取りボビン2と同数のボビンから成る。
【0021】
巻取りボビン2および交換ボビン4は、支持機構5により着脱および回動自在に支持される。支持機構5は、巻取りボビン2を待機位置に、交換ボビン4を巻取り位置にそれぞれ移動するよう駆動する。
【0022】
巻取りボビン2の回転軸には、電動機(M)11の駆動軸が連結される。電動機11は、巻取りボビン2を所定の回転速度で回転駆動させる。同様に、交換ボビン4の回転軸にも、電動機(M)12の駆動軸が連結される。電動機12は、交換ボビン4を所定の回転速度で回転駆動させる。
【0023】
巻取りボビン2の巻取り位置近傍には、満巻センサ35が設置される。満巻センサ35は、巻取り位置で回転する巻取りボビン2あるいは交換ボビン4の満巻き時を含む巻取り状態として、例えば満巻状態に対する所定比率(例えば70%)に到達した状態、および満巻き状態に到達した状態(満巻き時)を検出し、それぞれ満巻前パルスおよび満巻パルスとして出力する。
【0024】
誘導ボビン3の回転軸には、パルスジェネレータ(Pulse Generator:「PG」)からなる速度センサ10が直接又は間接的に取り付けられる。速度センサ10は、誘導ボビン3の回転速度をパルス出力として検出する。
【0025】
速度センサ10および電動機11には、電動機11を駆動する電源装置であり且つその電動機11の回転速度を可変制御する速度制御装置を搭載したインバータ(INV)21が電気的に接続される。インバータ21は、電動機11へ供給する出力電圧および出力周波数を可変制御して電動機11の回転速度を制御する。
【0026】
同様に、速度センサ10および電動機12にも、電動機12を駆動する電源装置であり且つその電動機12の回転速度を可変制御する速度制御装置を搭載したインバータ(INV)22が電気的に接続される。インバータ22は、電動機12へ供給する出力電圧および出力周波数を可変制御して電動機12の回転速度を制御する。
【0027】
両インバータ21、22は、ハードウェア構成として、図示しないダイオード等の整流素子、コンデンサ等の平滑化素子、トランジスタ等の複数のスイッチング素子およびメモリ内蔵型のマイクロプロセッサ等を備える。
【0028】
インバータ21には、抵抗R31が電気的に接続される。抵抗R31は、巻取りボビン2の満巻時の慣性エネルギーに基づく電動機11の回生エネルギー(電動機11の発電機動作による電気的エネルギー)を熱エネルギーとして消費する。
【0029】
同様に、インバータ22にも、抵抗R32が電気的に接続されている。抵抗R32は、交換ボビン4の満巻時の慣性エネルギーに基づく電動機12の回生エネルギーを熱エネルギーとして消費する。
【0030】
インバータ21、インバータ22および満巻センサ35には、コントローラ42が電気的に接続される。コントローラ42は、満巻センサ35から出力された満巻前パルスおよび満巻パルスに応じてインバータ21およびインバータ22に対し周波数指令を含む駆動制御信号を出力する。
【0031】
図1に示す巻取り装置1には、2台の巻取りボビンが装備され、片方のボビンが巻取り終了後、もう片方のボビンへの自動切り替えを行う方式である。この方式では、インバータを用いて、その出力周波数をPID制御する。インバータは、周波数と電圧を出力し、電動機を駆動する電源装置であるため、PID制御は、周波数を入力要素として制御する。
【0032】
図2は、インバータ21の速度制御装置内のPID制御構成を示す。図2は、図6のインバータにパルス/周波数変換部53及びPID演算結果補正部54を加えたものである。なお、インバータ22も、これと同様のため、その説明は省略する。
【0033】
誘導ボビン3は、巻取りボビン2の糸条S1〜S5巻取り時に、巻取りボビン2の回転に応じて回転して糸条S1〜S5を誘導する機能を有し、それ自身で糸条S1〜S5を巻き取る動作を行わないため、糸条巻取りによる膨張(巻き太り)に起因した線速度上昇が発生しない。そこで、本実施例では、誘導ボビン3の回転速度を速度センサ10により検出し、その回転速度を一定に保つように巻取りボビン2の回転速度をインバータ21により制御し、これにより巻取りボビン2に巻き取られる糸条の線速度を一定に維持する。
【0034】
こういった速度センサ10を介した電動機11のフィードバック制御を行うため、インバータ21は、図2に示すように電動機11の回転速度(巻取りボビン2の回転速度)を制御する速度制御部を有する。
【0035】
速度制御部は、コントローラ42からの線速度指令に対応する周波数指令FR[Hz]を入力する加減速部50と、パルス/周波数変換部53からの線速度検出値に対応する周波数検出値Fb[Hz]と加減速部50からの線速度指令値に対応する周波数指令値Fin[Hz]とを入力する減算部51と、減算部51の出力側に接続されるPID演算部52とを有する。
【0036】
加減速部50は、コントローラ42から供給された周波数指令FR[Hz]の加減速時定数を設定する。加速時定数とは、停止状態の電動機11がV(電圧)/F(周波数)一定制御に基づき設定された最大周波数(例えば300[Hz])に到達するまでの時間を意味し、減速時定数とは、電動機11が最大周波数300[Hz]の運転状態から0[Hz]の運転停止状態になるまでの時間を意味する。
【0037】
減算部51は、加減速部50により加減速時定数が設定された周波数指令値Finから、周波数検出値Fbを減算してその偏差ΔFを求める。
【0038】
PID演算部52は、偏差ΔFが常に0になるようにPID演算するもので、比例演算部、積分演算部、微分演算部、及び加算部を有する。
【0039】
比例演算部は、偏差ΔFに所定の比例ゲインPを掛け、比例演算値P*ΔFを求める。積分演算部は、偏差ΔFに所定の積分ゲインIを掛け、演算値I*ΔFを時間的に積算し、積分演算値を求める。微分演算部は、偏差ΔFに所定の微分ゲインDを掛け、演算値D*ΔFを時間的に微分し、微分演算値を求める。加算部は、比例演算値、積分演算値、微分演算値を加算し、加算値(PID演算結果)をPID演算結果補正部54に出力する。
【0040】
パルス/周波数変換部53は、図3に示すように、速度センサ10により検出されたパルス出力[rad/s]を回転数[rpm]に変換後にゲイン調整(×G)を行い、ゲイン調整された回転数を周波数[Hz]に換算して変換し、周波数検出値Fb(例えば、Fb=300[Hz])として減算部51に出力する。
【0041】
本実施形態では、図6に示すインバータのPID制御構成に加え、PID演算結果の出力に対し、2種の制御、即ち(1)PID演算結果の出力を出力周波数により補正する演算を行い、(2)その演算結果にリミッタを加味する構成を追加している。
【0042】
一般に高速巻取り装置の電動機回転速度は、巻き始めは高速であるが、巻取り時間が経過する毎に徐々に低速となる。したがって、インバータの出力周波数も徐々に低周波数に制御される。即ち、インバータの出力周波数が小さくなる程、PID演算結果がインバータの出力周波数の変化に大きく反映されることになる。そこで、本実施形態では、インバータ21内に、出力周波数が小さくなる程、PID演算結果も小さくなるように補正制御するためのPID演算結果補正部(補正手段)54を備える。
【0043】
PID演算結果補正部54は、前周期での出力周波数Fout(n−1)(前回、インバータ21が電動機11に出力した出力周波数)を入力する前回周波数入力部60と、PID演算部52から出力される今周期でのPID演算結果から、前回周波数入力部60から出力される前周期での出力周波数Fout(n−1)を減算しその偏差を求める減算部61と、減算部61の出力側に順次接続される周波数依存演算部62、リミッタ部63、及び加算部64とを有する。
【0044】
ここで、PID演算結果補正部54による演算例を説明する。
【0045】
一般に、PID制御は、一定周期で繰り返し演算されており、前周期での出力周波数をFout(n−1)とし、今周期での出力周波数をFout(n)とし、周波数指令値をFinとする。
【0046】
PID演算部52から出力されるPID演算結果(PID出力)は、従来例では出力周波数であるが、本実施例ではその出力周波数を電動機11にそのまま出力しないで、減算部61により、次式により、PID出力と前周期での出力周波数Fout(n−1)との偏差を演算する。
【0047】
PID演算値偏差=PID出力−Fout(n−1) …(式1)
この場合、上記式1の演算結果であるPID演算値偏差が大きい場合は、PID出力が急峻に変化し、線速度もハンチングしてしまう。
【0048】
そこで、周波数依存演算部62により、次式のように、上記式1の結果に出力周波数の大きさに依存させた演算を行う。
【0049】
周波数依存演算値=PID演算値偏差×(Fout(n−1)/Fin) …(式2)
上記式2の演算は、周波数指令値Finと前周期での出力周波数Fout(n−1)の大きさの比で、PID演算値偏差を低減させることに等しい。
【0050】
上記式2の演算後、PID出力の急峻な変化をさらに抑制するため、演算された周波数依存演算値を、リミッタ部63により、所定の設定分解能で予め設定された分解能のリミット周波数に従いその周波数の正負でリミット処理を施す。このとき、リミット周波数は、例えば使用者により周波数の単位で任意に設定可能となっている。また、リミット精度を向上させるため、設定分解能は例えば0.01Hzが望ましい。
【0051】
上記のようにリミット処理が施された周波数依存演算値を、加算部64にて、最終的に前周期での出力周波数Fout(n−1)と加算し、加算結果を今周期での今回の出力周波数Fout(n)として、電動機11に出力する。
【0052】
図4は、本実施例の実験結果による巻取り装置のモータ回転速度−巻取り時間特性、図5は、従来例の実験結果による巻取り装置のモータ回転速度−巻取り時間特性をそれぞれグラフに示したものである。この実験は、巻取り装置の線速度を3200m/分とし、インバータ21の出力周波数Foutを60分で120[Hz]から30[Hz]に可変制御したときの巻取り装置のモータ回転速度−巻取り時間特性を調べたものである。両実験結果によれば、従来例では、巻取り装置のモータ回転速度が大きいときに回転リップルが発生したが、本実施例ではそのような回転リップルの発生が大幅に抑制されていることが確認された。これにより、本実施例では、PID演算結果を出力周波数の大きさにより補正制御し、さらにリミット処理により最大変化を制限することができ、その結果、PID出力(PID演算結果)の急峻な変化を抑制し、安定した高速紡績巻取り装置の線速度一定制御が可能となることが分かった。
【0053】
従って、本実施形態によれば、線速度一定制御には、線速度を検出する速度センサ等を用い、この線速度検出情報を、電動機を駆動するための電源装置であるインバータに与え、インバータ内部でその線速度検出値と線速度指令値がほぼ同じになるように、PID線速度一定制御を行う構成において、電動機の回転速度が高い場合のPID演算結果と低い場合の演算結果に変化を与え、低速になるほど、PID演算結果を小さく補正しているため、高速巻取り状態を安定化させることができる。また、PID演算結果を過剰に出力させないようにリミッタ機構により制限を持たせているため、高速巻取り状態をより一層安定化させることができる。このようにして、本実施形態では、調整が容易で、なおかつ追加周辺機器等を必要としない安価なシステム構成で、高速紡績装置の高精度線速度一定制御を実現することが可能となる。
【0054】
なお、本発明は、上述した実施形態に限定されるものではなく、本発明に属する範囲内において、上記実施形態を様々に変形して実施することが可能である。
【図面の簡単な説明】
【0055】
【図1】本発明の実施の形態に係る巻取り装置の全体構成を示す概略ブロック図である。
【図2】図1に示すインバータの速度制御装置内のPID制御構成を示す概略ブロック図である。
【図3】図2に示すパルス/周波数変換部を示す概略ブロック図である。
【図4】図2に示すPID制御構成を用いた場合(実施例)の実験結果による巻取り装置のモータ回転速度−巻取り時間特性を示すグラフである。
【図5】図6に示すPID制御構成を用いた場合(従来例)の実験結果による巻取り装置のモータ回転速度−巻取り時間特性を示すグラフである。
【図6】従来例のPID制御構成を示す概略ブロック図である。
【符号の説明】
【0056】
1…巻取り装置
2…巻取りボビン
3…誘導ボビン
4…交換ボビン
5…支持機構
10…速度センサ(PG)
21、22…インバータ(INV)
35…満巻センサ
42…コントローラ
50…加減速部
51…減算部
52…PID演算部
53…パルス/周波数変換部
54…PID演算結果補正部
60…前回周波数入力部
61…減算部
62…周波数依存演算部
63…リミッタ部
64…加算部
【特許請求の範囲】
【請求項1】
線材を巻き取るボビンを駆動する電動機と、前記線材の線速度を検出する速度検出器とを備えた巻取り装置に用いられ、前記電動機の回転速度を前記速度検出器の検出値に基づいてフィードバック制御して前記線材の線速度一定制御を行う速度制御方法であって、
前記速度検出器の検出値と与えられた線速度指令値とが実質的に同一となるようにPID演算を行う演算ステップと、
前記電動機の回転速度が低速になる程、前記PID演算結果が小さくなるように前記電動機に出力する出力周波数の大きさに依存して前記PID演算結果を補正し、補正後のPID演算結果を前記電動機に出力する出力周波数に変換して所定周期で前記電動機に出力する補正ステップとを有することを特徴とする巻取り装置の速度制御方法。
【請求項2】
前記補正ステップは、
前記演算ステップによるPID演算結果をPID出力とし、前記出力周波数のうち今周期での出力周波数をFout(n)とし、前周期での出力周波数をFout(n−1)とし、前記線速度指令値に対応する周波数指令値をFinとしたときに、
前記PID出力及び前記前周期での出力周波数Fout(n−1)を用いて、
PID演算値偏差=PID出力−Fout(n−1)
の式でPID演算値偏差を演算するステップと、
前記PID演算値偏差、前記前周期での出力周波数Fout(n−1)、及び前記周波数指令値Finを用いて、
周波数依存演算値=PID演算値偏差×(Fout(n−1)/Fin)
の式で周波数依存演算値を演算するステップと、
前記周波数依存演算値をリミット周波数に基づいて制限するステップと、
前記リミット処理された周波数依存演算値と前記前周期での出力周波数Fout(n−1)とを加算するステップと、
この加算された結果を前記今周期での出力周波数Fout(n)として前記電動機に出力するステップとを有することを特徴とする請求項1記載の巻取り装置の速度制御方法。
【請求項3】
線材を巻き取るボビンを駆動する電動機と、前記線材の線速度を検出する速度検出器とを備えた巻取り装置に用いられ、前記電動機の回転速度を前記速度検出器の検出値に基づいてフィードバック制御して前記線材の線速度一定制御を行う速度制御装置であって、
前記速度検出器の検出値と与えられた線速度指令値とが実質的に同一となるようにPID演算を行う演算手段と、
前記電動機の回転速度が低速になる程、前記PID演算結果が小さくなるように前記電動機に出力する出力周波数の大きさに依存して前記PID演算結果を補正し、補正後のPID演算結果を前記電動機に出力する出力周波数に変換して所定周期で前記電動機に出力する補正手段とを有することを特徴とする巻取り装置の速度制御装置。
【請求項4】
前記補正手段は、
前記演算手段によるPID演算結果をPID出力とし、前記出力周波数のうち今周期での出力周波数をFout(n)とし、前周期での出力周波数をFout(n−1)とし、前記線速度指令値に対応する周波数指令値をFinとしたときに、
前記PID出力及び前記前周期での出力周波数Fout(n−1)を用いて、
PID演算値偏差=PID出力−Fout(n−1)
の式でPID演算値偏差を演算する減算部と、
前記PID演算値偏差、前記前周期での出力周波数Fout(n−1)、及び前記周波数指令値Finを用いて、
周波数依存演算値=PID演算値偏差×(Fout(n−1)/Fin)
の式で周波数依存演算値を演算する演算部と、
前記周波数依存演算値をリミット周波数に基づいて制限するリミッタ部と、
前記リミット処理された周波数依存演算値と前記前周期での出力周波数Fout(n−1)とを加算する加算部とを有し、
この加算された結果を前記今周期での出力周波数Fout(n)として前記電動機に出力することを特徴とする請求項3記載の巻取り装置の速度制御装置。
【請求項1】
線材を巻き取るボビンを駆動する電動機と、前記線材の線速度を検出する速度検出器とを備えた巻取り装置に用いられ、前記電動機の回転速度を前記速度検出器の検出値に基づいてフィードバック制御して前記線材の線速度一定制御を行う速度制御方法であって、
前記速度検出器の検出値と与えられた線速度指令値とが実質的に同一となるようにPID演算を行う演算ステップと、
前記電動機の回転速度が低速になる程、前記PID演算結果が小さくなるように前記電動機に出力する出力周波数の大きさに依存して前記PID演算結果を補正し、補正後のPID演算結果を前記電動機に出力する出力周波数に変換して所定周期で前記電動機に出力する補正ステップとを有することを特徴とする巻取り装置の速度制御方法。
【請求項2】
前記補正ステップは、
前記演算ステップによるPID演算結果をPID出力とし、前記出力周波数のうち今周期での出力周波数をFout(n)とし、前周期での出力周波数をFout(n−1)とし、前記線速度指令値に対応する周波数指令値をFinとしたときに、
前記PID出力及び前記前周期での出力周波数Fout(n−1)を用いて、
PID演算値偏差=PID出力−Fout(n−1)
の式でPID演算値偏差を演算するステップと、
前記PID演算値偏差、前記前周期での出力周波数Fout(n−1)、及び前記周波数指令値Finを用いて、
周波数依存演算値=PID演算値偏差×(Fout(n−1)/Fin)
の式で周波数依存演算値を演算するステップと、
前記周波数依存演算値をリミット周波数に基づいて制限するステップと、
前記リミット処理された周波数依存演算値と前記前周期での出力周波数Fout(n−1)とを加算するステップと、
この加算された結果を前記今周期での出力周波数Fout(n)として前記電動機に出力するステップとを有することを特徴とする請求項1記載の巻取り装置の速度制御方法。
【請求項3】
線材を巻き取るボビンを駆動する電動機と、前記線材の線速度を検出する速度検出器とを備えた巻取り装置に用いられ、前記電動機の回転速度を前記速度検出器の検出値に基づいてフィードバック制御して前記線材の線速度一定制御を行う速度制御装置であって、
前記速度検出器の検出値と与えられた線速度指令値とが実質的に同一となるようにPID演算を行う演算手段と、
前記電動機の回転速度が低速になる程、前記PID演算結果が小さくなるように前記電動機に出力する出力周波数の大きさに依存して前記PID演算結果を補正し、補正後のPID演算結果を前記電動機に出力する出力周波数に変換して所定周期で前記電動機に出力する補正手段とを有することを特徴とする巻取り装置の速度制御装置。
【請求項4】
前記補正手段は、
前記演算手段によるPID演算結果をPID出力とし、前記出力周波数のうち今周期での出力周波数をFout(n)とし、前周期での出力周波数をFout(n−1)とし、前記線速度指令値に対応する周波数指令値をFinとしたときに、
前記PID出力及び前記前周期での出力周波数Fout(n−1)を用いて、
PID演算値偏差=PID出力−Fout(n−1)
の式でPID演算値偏差を演算する減算部と、
前記PID演算値偏差、前記前周期での出力周波数Fout(n−1)、及び前記周波数指令値Finを用いて、
周波数依存演算値=PID演算値偏差×(Fout(n−1)/Fin)
の式で周波数依存演算値を演算する演算部と、
前記周波数依存演算値をリミット周波数に基づいて制限するリミッタ部と、
前記リミット処理された周波数依存演算値と前記前周期での出力周波数Fout(n−1)とを加算する加算部とを有し、
この加算された結果を前記今周期での出力周波数Fout(n)として前記電動機に出力することを特徴とする請求項3記載の巻取り装置の速度制御装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2006−248653(P2006−248653A)
【公開日】平成18年9月21日(2006.9.21)
【国際特許分類】
【出願番号】特願2005−66072(P2005−66072)
【出願日】平成17年3月9日(2005.3.9)
【出願人】(000106276)サンケン電気株式会社 (982)
【Fターム(参考)】
【公開日】平成18年9月21日(2006.9.21)
【国際特許分類】
【出願日】平成17年3月9日(2005.3.9)
【出願人】(000106276)サンケン電気株式会社 (982)
【Fターム(参考)】
[ Back to top ]