
巻取チューブのラベル貼付装置および自動ワインダー
【課題】 複数の巻取ユニットとそれらの巻取ユニット間を往復移動する玉揚げ装置を備える自動ワインダーにおいて、巻取パッケージの品質表示を行うと共に、一旦貼付したら容易には剥れないラベルの貼付が可能な巻取チューブのラベル貼付装置および該ラベル貼付装置を有する自動ワインダーを提供することである。
【解決手段】 搬送コンベア2に沿って搬送される巻取チューブTを所定位置に停止する停止手段4と、ラベルを供給すると共に所定の情報を記録するラベル供給手段5と、所定の情報が記録されたラベルLAを受け取って前記巻取チューブの内側に貼付する貼付手段39とを備えるラベル貼付装置3とし、巻取ユニットに巻取チューブを装着する前に、所定の情報が記録されたラベルを巻取チューブの内側に貼付する構成とした。
【解決手段】 搬送コンベア2に沿って搬送される巻取チューブTを所定位置に停止する停止手段4と、ラベルを供給すると共に所定の情報を記録するラベル供給手段5と、所定の情報が記録されたラベルLAを受け取って前記巻取チューブの内側に貼付する貼付手段39とを備えるラベル貼付装置3とし、巻取ユニットに巻取チューブを装着する前に、所定の情報が記録されたラベルを巻取チューブの内側に貼付する構成とした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、精紡ボビン等の給糸パッケージに巻かれた糸を巻き上げて、大径の巻取パッケージを巻成する自動ワインダーに関し、特に、満巻きの巻取パッケージを払い出して新しい巻取チューブを供給する際に、所定の情報を記録したラベルを貼付する巻取チューブのラベル貼付装置および該ラベル貼付装置を有する自動ワインダーに関するものである。
【背景技術】
【0002】
従来、リング精紡機で生産された精紡ボビンは、自動ワインダーにより定長巻きされて大径の巻取パッケージに巻き取られている。
【0003】
また、前記自動ワインダーは複数の巻取ユニットを並列して備えており、それらの複数の巻取ユニット間を往復移動し、巻取が終了した巻取ユニットの満巻きの巻取パッケージを払い出した後で空の巻取チューブを供給して新たな巻取を再開するための玉揚げ装置を備えている。
【0004】
前記玉揚げ装置は、定長に達した満巻きの巻取パッケージを払い出す際に、巻き終わりの糸端を切断すると共に把持して、新たに供給する巻取チューブの一端側に複数回巻回してバンチ巻き部を形成した後で、前記バンチ巻きを離れた部分にて巻取を再開する構成とされている。
【0005】
また、新たに供給する巻取チューブは、巻取が完了した巻取ユニットからの要求信号を受けて、機台端部に配設されるチューブ供給装置から次の新たな巻取チューブを払い出して、所定の搬送コンベアを介して巻取ユニット側へ搬送される。前記搬送コンベア上を搬送される巻取チューブは、前記玉揚げ装置に捕捉されて、所定の巻取ユニットのクレードルに装着されて新たな巻取が再開される。もしくは、それぞれの巻取ユニットに配設されるチューブストッカーに供給される。
【0006】
そのために、前記チューブ供給装置と前記搬送コンベアと前記玉揚げ装置との協働により、所定の巻取ユニットが要求する巻取チューブを供給して新たな巻取を再開する構成である。
【0007】
また、巻き取る糸のロット番号や、巻成した日付や、巻成した機台もしくは錘番号等の巻取パッケージの品質表示を行うことが要求されている。そのために、玉揚げ作業の際に、巻取情報を付したラベルをパッケージ表面に貼付するとしたパッケージの品質管理方法が既に本出願人より出願されている(例えば、特許文献1参照)。
【特許文献1】特開平4−75974号公報(第1−3頁、第3図)
【発明の開示】
【発明が解決しようとする課題】
【0008】
玉揚げ作業中に玉揚げ装置により、巻取パッケージ表面に巻取情報を付したラベルを貼付する構成であれば、全ての巻取パッケージの品質表示が可能である。
【0009】
しかし、巻取パッケージの表面に貼付したラベルは、パッケージ搬送中に剥れたり、パッケージ同士が接触する際に剥れることがある。
【0010】
また、糸の表面に貼付する構成であれば、糸品質に悪影響を及ぼさない接着剤を選定する必要があり、強力な接着剤を用いることは困難である。
【0011】
本発明の目的は、上記問題を解決するために、複数の巻取ユニットとそれらの巻取ユニット間を往復移動する玉揚げ装置を備える自動ワインダーにおいて、巻取パッケージの品質表示を行うと共に、一旦貼付したら容易には剥れないラベルの貼付が可能な巻取チューブのラベル貼付装置および該ラベル貼付装置を有する自動ワインダーを提供することである。
【課題を解決するための手段】
【0012】
上記の目的を達成するために請求項1に係る発明は、巻取ユニットに巻取チューブを装着する前に、所定の情報が記録されたラベルを巻取チューブに貼付するラベル貼付装置であって、搬送コンベアに沿って搬送される巻取チューブを所定位置に停止させる停止手段と、前記ラベルを供給すると共に所定の情報を記録するラベル供給手段と、所定の情報が記録されたラベルを受け取って前記巻取チューブの内側に貼付する貼付手段とを備えていることを特徴としている。
【0013】
上記の構成を有する請求項1に係る発明によれば、搬送コンベアにより搬送される巻取チューブの内側にラベルを貼付可能なラベル貼付装置を得ることができる。
【0014】
請求項2に係る発明は、前記貼付手段が、近接離反自在であると共にそれぞれが離反する方向に移動して巻取チューブの内側に当接する一対のラベル貼付アームを有し、一方のアームが、所定の情報が記録された前記ラベルを吸引保持する機能を有していると共に、前記一対のラベル貼付アームが離反することにより、前記ラベルを前記巻取チューブの内側に押し付けて貼付することを特徴としている。
【0015】
上記の構成を有する請求項2に係る発明によれば、一対のラベル貼付アームを開いて巻取チューブ内に密着させることで、所定の情報が記録されたラベルをチューブ内側に確実に貼付することができる。
【0016】
請求項3に係る発明は、前記ラベル貼付アームはそれぞれが、巻取チューブの内面に密着する面を有しており、一対の前記ラベル貼付アームが拡径する方向に離反移動して、それぞれの面が巻取チューブ内面に密着して前記巻取チューブ内に確実にラベルを貼付することを特徴としている。
【0017】
上記の構成を有する請求項3に係る発明によれば、テーパー状の巻取チューブであっても、確実に固定することができる。
【0018】
請求項4に係る発明は、複数の巻取ユニット間を往復移動し、巻取が終了した巻取ユニットの満巻きの巻取パッケージを払い出した後で空の巻取チューブを供給して新たな巻取を再開する玉揚げ装置を備える自動ワインダーにおいて、請求項1から3のいずれかに記載の巻取りチューブのラベル貼付装置を備えていると共に、所定の情報が記録されたラベルを貼付した巻取チューブを前記玉揚げ装置が受け取って所定の巻取ユニットに供給することを特徴としている。
【0019】
上記の構成を有する請求項4に係る発明によれば、玉揚げ作業時に、予め所定の情報が記録されたラベルを貼付した巻取チューブを供給して、新たな巻取を再開する自動ワインダーを得ることができる。
【0020】
請求項5に係る発明は、所定の情報が記録されたラベルを貼付した前記巻取チューブを搬送コンベアを介して所定の巻取ユニットまで搬送すると共に、前記所定の巻取ユニット部に停止した前記玉揚げ装置が前記巻取チューブを受け取った後、直接前記巻取ユニット
のクレードルに装着するか、もしくは、前記巻取ユニットが備えるチューブストッカーに供給することを特徴としている。
【0021】
上記の構成を有する請求項5に係る発明によれば、所定の情報が記録されたラベルを貼付した巻取チューブを間違いなく所定の巻取ユニットに供給するので、正確な情報を備える巻取パッケージを巻成することができる。
【0022】
請求項6に係る発明は、前記所定の情報が、日付情報、錘情報、機台情報、糸品種情報のいずれかまたはそれらの組み合わせ情報であることを特徴としている。
【0023】
上記の構成を有する請求項6に係る発明によれば、巻取パッケージを判別するために必要とされる生産管理情報を記録したラベルを貼付することができる。
【発明の効果】
【0024】
本発明によれば、所定の情報を記録したラベルを巻取チューブの内側に貼付する構成としたので、一旦貼付したら容易には剥れないラベルの貼付が可能な巻取チューブのラベル貼付装置を得ることができる。また、玉揚げ装置の玉揚げ作業時に、所定の情報を記録したラベルが貼付された巻取チューブを所定の巻取ユニットに装着する自動ワインダーとしたので、一旦貼付したら容易には剥れないラベルを貼付し判別が容易な巻取パッケージを巻成することが可能な自動ワインダーを得ることができる。
【発明を実施するための最良の形態】
【0025】
以下、本発明に係る巻取チューブのラベル貼付装置および自動ワインダーの実施の形態について、図1から図4に基づいて説明する。
【0026】
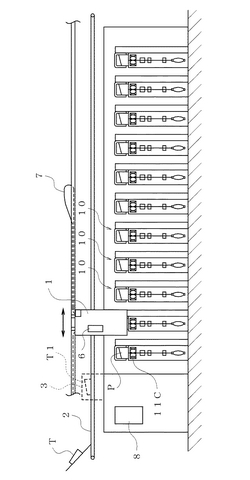
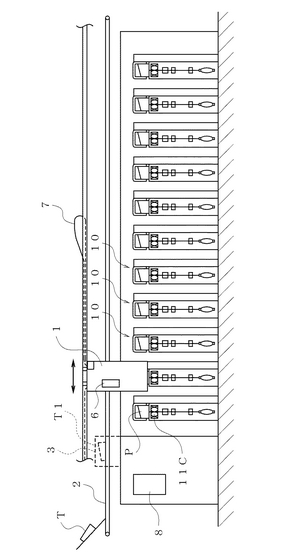
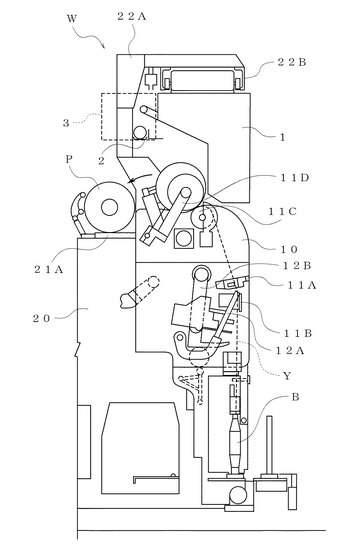
図1は本発明に係わる巻取チューブのラベル貼付装置を備える自動ワインダーの全体正面図を示しており、図2は自動ワインダーの断面図である。図3には本発明に係る巻取チューブのラベル貼付装置を示す概略斜視図を示し、図4は巻取チューブにラベルを貼付する概略説明図であって、(a)は側面図であり、(b)は断面図である。
【0027】
まず、図1および図2により自動ワインダーWの全体構成について説明する。図に示すように自動ワインダーWは、巻取ユニット10を多数並設している。また、それぞれの巻取ユニット10は、本体の下部側に供給される給糸ボビンBから糸Yを解舒して引き出して、上部側のクレードル11Dに回転自在に保持される巻取チューブTに巻き取って、大径の巻取パッケージPに巻成している。
【0028】
また、それぞれの巻取ユニット10は、糸欠陥を検出すると共に糸切断機能を有するヤーンクリアラ11Aと、糸継装置11Bと、糸Yを綾振しながら回転する綾振ドラム11Cと、巻取チューブTを回転自在に支持するクレードル11Dと、給糸ボビンBから引き出される糸Yの糸端を吸引して糸継装置11Bに導入する下糸吸引保持部材12Aと、巻取パッケージPの巻き終わり糸端を吸引捕捉して糸継装置11Bに導入する上糸吸引保持部材であるサクションアーム12Bとを備えている。
【0029】
上記のような構成としているので、それぞれの巻取ユニット10においては、複数の給糸ボビンBから引き出した糸Yを糸継ぎしながら巻き取り、一個の大径の巻取パッケージPに巻成することができる。また、巻き取り中の糸Yの欠陥を検知すると、その欠陥部分を切断して除去した後、巻取パッケージ側の糸端と給糸ボビン側の糸端とを再度糸継ぎして、糸欠陥のない巻取パッケージPを得ることができる。
【0030】
また、巻取パッケージPに巻き取る糸Yの長さを予め設定しておき、所定の糸長に達し
た満巻きの巻取パッケージPを払い出して、新たな巻取チューブTと交換する玉揚げ作業を行う自動機械として玉揚げ装置1が配設されている。
【0031】
前記玉揚げ装置1は、多数の巻取ユニット10が長手方向に併設された自動ワインダーWのそれぞれの巻取ユニットの玉揚げ作業を行うように、機台の長手方向に沿って移動自在である。そのために、前記玉揚げ装置1は、ワインダー本体20の上部に配設されるフレーム22Aに設置されるレール22Bに沿って移動し、多数の巻取ユニット10のそれぞれの巻取パッケージPの払い出しと、新しい巻取チューブTをそれぞれのクレードル11Dに装着して巻取の再開を行う構成である。
【0032】
満巻きとなった巻取パッケージPは、前記玉揚げ装置1によりクレードル11Dから払い出されて、機台後方に設置される搬送コンベア21Aにより所定位置まで搬送されて排出される。さらに前記玉揚げ装置1は、搬送コンベア2に沿って搬送される巻取チューブTを受け取ってクレードル11Dに装着して、新たな巻取を再開する。
【0033】
前記巻取チューブTは、機台端部に配設されるチューブ供給装置(不図示)から払い出されて、所定の搬送コンベア2から前記ラベル貼付装置3を経由して巻取ユニット側へ搬送される。前記搬送コンベア2上を搬送される巻取チューブTは、所定の巻取ユニットに停止して玉揚げ作業を実施する前記玉揚げ装置1により捕捉され、所定の巻取ユニットのクレードル11Dに装着されて新たな巻取が再開される。
【0034】
そのために、ラベル貼付装置3に搬送されて保持された巻取チューブT1は所定の巻取ユニットに装着されることが予め定められるので、そのユニット番号(錘番号)等の所定の情報を記録することができる。また、後述するように、所定の情報が記録されたラベルを前記巻取チューブT1の内側に貼付する構成としている。
【0035】
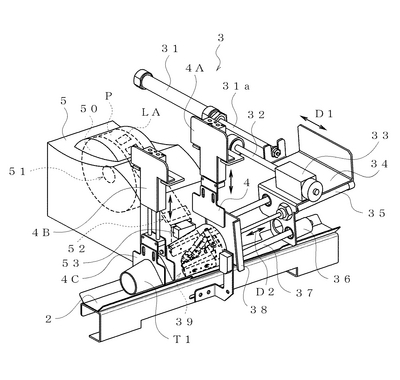
次に図3によりラベル貼付装置3について説明する。
【0036】
前記ラベル貼付装置3は、搬送コンベア2に沿って搬送される巻取チューブT1を所定位置に停止する停止手段4と、ラベルを供給すると共に所定の情報を記録するラベル供給手段5と、所定の情報が記録されたラベルを受け取って前記巻取チューブT1の内側に貼付する貼付手段とを備えている。
【0037】
前記停止手段4は、シリンダ4Aにより、搬送コンベア2上を搬送される巻取チューブT1を停止する位置と、停止を解舒して再度搬送開始する位置とに変位自在である。また、前記ラベル供給手段5は、多数のラベルLAが所定ピッチ毎に貼付されている台紙Pを巻回している台紙ロール50を保持する台紙ロール保持部51と、前記ラベルLAに記録するラベル記録部52と、前記ラベルLAが台紙Pから引き剥がされるラベル分離部53とを備えている。
【0038】
前記ラベル分離部53に位置するラベルLAは後述する貼付手段39により吸引保持されて台紙Pから引き剥がされる。
【0039】
図に示すように、前記ラベル貼付装置3は、シリンダ部材31とスライドロッド32とスライドブロック33と保持部材34を備えていて、矢印D1方向に前記保持部材34を往復移動自在としている。また、前記保持部材34に装着されるシリンダ35を介して矢印D2方向に移動自在な立設板38と貼付手段39を備えている。そのために、前記立設板38と貼付手段39は、図示している待機位置と、シリンダ部材31のシリンダロッド31aが縮んで、ラベル供給手段5から供給されるラベルを受け取る位置との間を往復移動自在である。
【0040】
前記貼付手段39はラベルLAを吸引して保持する吸引手段(不図示)を備えており、ラベル供給手段5まで移動して、前記供給手段から所定の情報が記録されたラベルLAを受け取って、搬送コンベア上をその大径部Taを先頭にして搬送される巻取チューブT1の内側に進入するアーム部材により、チューブの内側に前記ラベルLAを貼付する。
【0041】
また、シリンダ4Bを備える押圧部材4Cにより、ラベルLAを貼付する時に、巻取チューブT1を押さえて固定する構成としている。停止手段4により巻取チューブT1を停止した後で、前記押圧部材4Cを図中の矢印の下向きに移動して前記巻取チューブT1を固定する。また、その状態を維持したまま前記停止手段4を上方向に移動し、前記貼付手段39を挿入してラベル貼付作業を行う。そのために、ラベル貼付時に巻取チューブT1が移動せず、常に同じ位置にラベルを貼付することができる。
【0042】
前記ラベルLAは、台紙Pに所定ピッチ毎に離間して貼付されており、前記ラベル記録部52にて、所定の情報を記録する構成としている。また、所定の情報が記録されたラベルLAを、前記貼付手段39が前記台紙Pから一枚ずつ分離して引き剥がして保持することができる。前記情報としては、巻取を行う日付情報や、錘情報、機台情報、糸品種情報のいずれかまたはそれらを組み合わせたものとしている。
【0043】
台紙Pを巻回している台紙ロール50は、前記ラベルLAを多数貼付しており、台紙ロール保持部51に装着された前記台紙ロール50から台紙Pを引き出していく構成である。また、前記ラベル記録部52にてラベルLAに所定の情報が記録され、記録された前記ラベルLAを前記ラベル分離部53にて台紙Pから引き剥がしていく。
【0044】
そのために、多数の巻取ユニットを備える自動ワインダーW1台が一日に玉揚げする回数分のラベルLAを有する台紙ロール50としておけば、前記台紙ロール50の交換作業は一日一回でよいことになる。
【0045】
機台からの玉揚げ要求により搬送コンベア2に新たな巻取チューブT1が供給されると、前記ラベル記録部52にてラベルLAに所定の情報が記録される。所定の情報が記録されたラベルLAを、前述したように吸引手段を備える前記貼付手段39が吸引保持して受け取った後で、シリンダ部材31により図示する待機位置まで移動し、搬送コンベア2経路上の所定位置に待機する。
【0046】
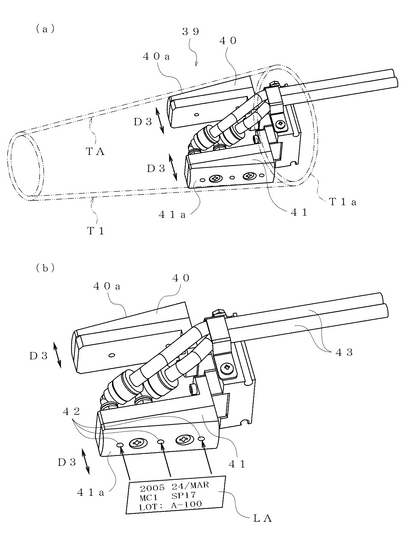
前記貼付手段39は、図4(a)に示すように、ラベル貼付アーム40、41を備えている。前記ラベル貼付アーム40、41は、互いに一体的に図中の矢印D3方向に移動する近接離反自在な一対のアーム部材であり、接近する方向に移動して収縮(縮径)したり、離反する方向に移動して拡張(拡径)することができる。そのために、縮径して巻取チューブの内部に挿通し、拡径して前記巻取チューブの内壁にそれぞれのアームが当接して密着することができる。
【0047】
また、前記ラベル貼付アーム41は、図4(b)に示すように吸引配管43が連接された吸引孔42を有し、記録されたラベルを吸引保持すると共に前記巻取チューブT1の内面TAに前記ラベルLAを押し付けるように拡径して貼付する構成とされている。
【0048】
つまり、前記吸引孔42と前記吸引配管43とで、前記貼付手段39が備える吸引手段を構成している。
【0049】
前記ラベル貼付アーム40、41はそれぞれが、巻取チューブT1の内面に密着する面を有しており、一対の前記ラベル貼付アームが拡径するように移動して、それぞれの面4
0a、41aが巻取チューブの内面TAに確実に密着する。
【0050】
そのために、縮径している一対のラベル貼付アーム40、41を嵌装するように前記巻取チューブT1が挿通可能であり、予め、所定の情報が記録されたラベルLAを保持した貼付手段39を搬送コンベア上の所定位置に待機させておくこともできる。また、一旦停止手段4部にて停止した後で、所定の情報が記録されたラベルLAを保持した貼付手段39を、巻取チューブT1の先頭側となる大径部T1aから挿入させてもよい。
【0051】
前記貼付手段39が前記大径部T1a内に挿通した後で、一対のラベル貼付アーム40、41を拡径していくと、前述したようにそれぞれの面40a、41aが巻取チューブの内面TAに密着する。そのために、吸引孔42を有する面41aに吸着されているラベルLAを確実にまた堅固に貼付することができる。
【0052】
また、機台効率を向上させるために、予め次の巻取チューブT1を前記停止手段4部にまで搬送しておいて、所定の巻取ユニットでの玉揚げ指令が発せられると直ちに所定の情報を記録して、ラベル貼付処理を行う構成とすることもできる。
【0053】
上記の構成であれば、玉揚げ作業が必要となると直ちに所定の情報の記録を開始すると共に、所定の情報が記録されたラベルLAを前記貼付手段39が吸引保持して直ちに巻取チューブまで移動することができるので、ラベル貼付時間を短縮することができ好適である。
【0054】
所定の情報が記録されたラベルLAを貼付した巻取チューブT1は、所定の巻取ユニット10にて玉揚げ作業を行う玉揚げ装置1が受け取って、新たな巻取チューブとしてクレードル11Dに装着して新たな巻取を開始する。
【0055】
前記玉揚げ装置1の走行は、内蔵するコントローラ6に予め設定される条件により制御される。また、前記コントローラ6は、レール22Bに沿って設けられるフレキシブルなケーブルベア7内に配線されるケーブルを介して接続される制御ボックスのメインコントローラ8からの指令に基づいて駆動制御される。
【0056】
つまり、所定の巻取ユニットにて巻取が完了して玉揚げ作業が必要となると、その情報はメインコントローラ8から玉揚げ装置1のコントローラ6およびチューブ供給装置の制御コントローラに送信されて、前記玉揚げ装置1を玉揚げ作業の必要な所定の巻取ユニットに停止させると共にチューブ供給装置から新たなチューブの送り出しを行うよう制御することができる。また、ラベル供給手段5にて、ラベルに所定の情報を記録するよう制御して前記ラベル貼付装置3を作動させる制御も行う。
【0057】
また、自動ワインダーには、それぞれの巻取ユニットに巻取チューブを予め貯留しておくチューブストッカーをそれぞれに備えた機種もある。この機種の場合には、所定の巻取ユニットのチューブストッカーに、予め所定の情報を記録したラベルを貼付した巻取チューブを前もって複数個供給しておくことができる。この構成であれば、所定の巻取ユニットにおける玉揚げ作業を、搬送される新たな巻取チューブの到着を待つことなく速やかに行うことができる。
【0058】
上記のように、複数の巻取ユニット間を往復移動し、巻取が終了した巻取ユニットの満巻きの巻取パッケージを払い出した後で空の巻取チューブを供給して新たな巻取を再開する玉揚げ装置を備える自動ワインダーにおいて、所定の情報が記録されたラベルをチューブの内側に貼付した巻取チューブを前記玉揚げ装置が受け取って所定の巻取ユニットに供給する構成としたので、正確な巻取情報を保有する巻取チューブをそれぞれの巻取ユニッ
トに供給可能となる。
【0059】
そのために、巻成される巻取パッケージの判別を正確に行うことが可能となる。
【0060】
さらに、巻取チューブの内側にラベルを貼付する構成としたので、パッケージ搬送等により、パッケージ同士が接触したり人が触ったりしても、ラベルが剥がれることもなく確実に貼付しておくことができる。
【0061】
また、前記ラベルに記録する情報が、日付情報、錘情報、機台情報、糸品種情報のいずれかまたはそれらの組み合わせ情報であるので、自動ワインダーの生産管理情報として必要な巻取情報を選択して記録可能であり、所定の情報が記録されたラベルを貼付した巻取パッケージを自動的に生産することができる。
【0062】
所定の情報をラベルに記録する例としては、文字情報を直接印字する方式や、所定の情報を有するバーコードを印刷する方式や、情報を記録したICチップを埋め込んだり貼付したりする方式等のいずれかを採用することができる。
【0063】
すなわち、所定の情報が記録されたラベルとは、所定の情報が印字されたラベルであり、所定の情報を意味するバーコードが印刷されたラベルであり、所定の情報を記録したICチップを備えるラベル等であり、特に記録方式を限定するものではない。
【0064】
例えば、図4(b)に示すラベルLAは、所定の情報が印字されたラベルの一例であって、日付情報として、2005年3月24日(2005 24/MAR)が、機台情報として機台1(MC1)が、錘情報として17錘(SP17)が、また、糸品質情報としてロット番号(A−100)がそれぞれ印字された例を示している。
【0065】
そのために、本発明に係わるラベル貼付装置を備える自動ワインダーであれば、所定の情報が記録されたラベルを貼付した巻取チューブを間違いなく所定の巻取ユニットに供給するので、正確な情報を備える巻取パッケージを巻成することができる。また、巻取パッケージの品質表示を正確に行うことが可能であると共に、巻取パッケージの払い出しや新たな巻取チューブの装着を自動運転することができるので、多品種少量生産に対しても有効となる。
【図面の簡単な説明】
【0066】
【図1】本発明に係る巻取チューブのラベル貼付装置を備える自動ワインダーの全体正面図である。
【図2】前記自動ワインダーの断面図である。
【図3】本発明に係る巻取チューブのラベル貼付装置の概略斜視図である。
【図4】巻取チューブにラベルを貼付する概略説明図であって、(a)は側面図であり、(b)は断面図である。
【符号の説明】
【0067】
1 玉揚げ装置
2 搬送コンベア
3 ラベル貼付装置
4 停止手段
5 ラベル供給手段
39 貼付手段
40 ラベル貼付アーム
41 ラベル貼付アーム
Y 糸
W 自動ワインダー
【技術分野】
【0001】
本発明は、精紡ボビン等の給糸パッケージに巻かれた糸を巻き上げて、大径の巻取パッケージを巻成する自動ワインダーに関し、特に、満巻きの巻取パッケージを払い出して新しい巻取チューブを供給する際に、所定の情報を記録したラベルを貼付する巻取チューブのラベル貼付装置および該ラベル貼付装置を有する自動ワインダーに関するものである。
【背景技術】
【0002】
従来、リング精紡機で生産された精紡ボビンは、自動ワインダーにより定長巻きされて大径の巻取パッケージに巻き取られている。
【0003】
また、前記自動ワインダーは複数の巻取ユニットを並列して備えており、それらの複数の巻取ユニット間を往復移動し、巻取が終了した巻取ユニットの満巻きの巻取パッケージを払い出した後で空の巻取チューブを供給して新たな巻取を再開するための玉揚げ装置を備えている。
【0004】
前記玉揚げ装置は、定長に達した満巻きの巻取パッケージを払い出す際に、巻き終わりの糸端を切断すると共に把持して、新たに供給する巻取チューブの一端側に複数回巻回してバンチ巻き部を形成した後で、前記バンチ巻きを離れた部分にて巻取を再開する構成とされている。
【0005】
また、新たに供給する巻取チューブは、巻取が完了した巻取ユニットからの要求信号を受けて、機台端部に配設されるチューブ供給装置から次の新たな巻取チューブを払い出して、所定の搬送コンベアを介して巻取ユニット側へ搬送される。前記搬送コンベア上を搬送される巻取チューブは、前記玉揚げ装置に捕捉されて、所定の巻取ユニットのクレードルに装着されて新たな巻取が再開される。もしくは、それぞれの巻取ユニットに配設されるチューブストッカーに供給される。
【0006】
そのために、前記チューブ供給装置と前記搬送コンベアと前記玉揚げ装置との協働により、所定の巻取ユニットが要求する巻取チューブを供給して新たな巻取を再開する構成である。
【0007】
また、巻き取る糸のロット番号や、巻成した日付や、巻成した機台もしくは錘番号等の巻取パッケージの品質表示を行うことが要求されている。そのために、玉揚げ作業の際に、巻取情報を付したラベルをパッケージ表面に貼付するとしたパッケージの品質管理方法が既に本出願人より出願されている(例えば、特許文献1参照)。
【特許文献1】特開平4−75974号公報(第1−3頁、第3図)
【発明の開示】
【発明が解決しようとする課題】
【0008】
玉揚げ作業中に玉揚げ装置により、巻取パッケージ表面に巻取情報を付したラベルを貼付する構成であれば、全ての巻取パッケージの品質表示が可能である。
【0009】
しかし、巻取パッケージの表面に貼付したラベルは、パッケージ搬送中に剥れたり、パッケージ同士が接触する際に剥れることがある。
【0010】
また、糸の表面に貼付する構成であれば、糸品質に悪影響を及ぼさない接着剤を選定する必要があり、強力な接着剤を用いることは困難である。
【0011】
本発明の目的は、上記問題を解決するために、複数の巻取ユニットとそれらの巻取ユニット間を往復移動する玉揚げ装置を備える自動ワインダーにおいて、巻取パッケージの品質表示を行うと共に、一旦貼付したら容易には剥れないラベルの貼付が可能な巻取チューブのラベル貼付装置および該ラベル貼付装置を有する自動ワインダーを提供することである。
【課題を解決するための手段】
【0012】
上記の目的を達成するために請求項1に係る発明は、巻取ユニットに巻取チューブを装着する前に、所定の情報が記録されたラベルを巻取チューブに貼付するラベル貼付装置であって、搬送コンベアに沿って搬送される巻取チューブを所定位置に停止させる停止手段と、前記ラベルを供給すると共に所定の情報を記録するラベル供給手段と、所定の情報が記録されたラベルを受け取って前記巻取チューブの内側に貼付する貼付手段とを備えていることを特徴としている。
【0013】
上記の構成を有する請求項1に係る発明によれば、搬送コンベアにより搬送される巻取チューブの内側にラベルを貼付可能なラベル貼付装置を得ることができる。
【0014】
請求項2に係る発明は、前記貼付手段が、近接離反自在であると共にそれぞれが離反する方向に移動して巻取チューブの内側に当接する一対のラベル貼付アームを有し、一方のアームが、所定の情報が記録された前記ラベルを吸引保持する機能を有していると共に、前記一対のラベル貼付アームが離反することにより、前記ラベルを前記巻取チューブの内側に押し付けて貼付することを特徴としている。
【0015】
上記の構成を有する請求項2に係る発明によれば、一対のラベル貼付アームを開いて巻取チューブ内に密着させることで、所定の情報が記録されたラベルをチューブ内側に確実に貼付することができる。
【0016】
請求項3に係る発明は、前記ラベル貼付アームはそれぞれが、巻取チューブの内面に密着する面を有しており、一対の前記ラベル貼付アームが拡径する方向に離反移動して、それぞれの面が巻取チューブ内面に密着して前記巻取チューブ内に確実にラベルを貼付することを特徴としている。
【0017】
上記の構成を有する請求項3に係る発明によれば、テーパー状の巻取チューブであっても、確実に固定することができる。
【0018】
請求項4に係る発明は、複数の巻取ユニット間を往復移動し、巻取が終了した巻取ユニットの満巻きの巻取パッケージを払い出した後で空の巻取チューブを供給して新たな巻取を再開する玉揚げ装置を備える自動ワインダーにおいて、請求項1から3のいずれかに記載の巻取りチューブのラベル貼付装置を備えていると共に、所定の情報が記録されたラベルを貼付した巻取チューブを前記玉揚げ装置が受け取って所定の巻取ユニットに供給することを特徴としている。
【0019】
上記の構成を有する請求項4に係る発明によれば、玉揚げ作業時に、予め所定の情報が記録されたラベルを貼付した巻取チューブを供給して、新たな巻取を再開する自動ワインダーを得ることができる。
【0020】
請求項5に係る発明は、所定の情報が記録されたラベルを貼付した前記巻取チューブを搬送コンベアを介して所定の巻取ユニットまで搬送すると共に、前記所定の巻取ユニット部に停止した前記玉揚げ装置が前記巻取チューブを受け取った後、直接前記巻取ユニット
のクレードルに装着するか、もしくは、前記巻取ユニットが備えるチューブストッカーに供給することを特徴としている。
【0021】
上記の構成を有する請求項5に係る発明によれば、所定の情報が記録されたラベルを貼付した巻取チューブを間違いなく所定の巻取ユニットに供給するので、正確な情報を備える巻取パッケージを巻成することができる。
【0022】
請求項6に係る発明は、前記所定の情報が、日付情報、錘情報、機台情報、糸品種情報のいずれかまたはそれらの組み合わせ情報であることを特徴としている。
【0023】
上記の構成を有する請求項6に係る発明によれば、巻取パッケージを判別するために必要とされる生産管理情報を記録したラベルを貼付することができる。
【発明の効果】
【0024】
本発明によれば、所定の情報を記録したラベルを巻取チューブの内側に貼付する構成としたので、一旦貼付したら容易には剥れないラベルの貼付が可能な巻取チューブのラベル貼付装置を得ることができる。また、玉揚げ装置の玉揚げ作業時に、所定の情報を記録したラベルが貼付された巻取チューブを所定の巻取ユニットに装着する自動ワインダーとしたので、一旦貼付したら容易には剥れないラベルを貼付し判別が容易な巻取パッケージを巻成することが可能な自動ワインダーを得ることができる。
【発明を実施するための最良の形態】
【0025】
以下、本発明に係る巻取チューブのラベル貼付装置および自動ワインダーの実施の形態について、図1から図4に基づいて説明する。
【0026】
図1は本発明に係わる巻取チューブのラベル貼付装置を備える自動ワインダーの全体正面図を示しており、図2は自動ワインダーの断面図である。図3には本発明に係る巻取チューブのラベル貼付装置を示す概略斜視図を示し、図4は巻取チューブにラベルを貼付する概略説明図であって、(a)は側面図であり、(b)は断面図である。
【0027】
まず、図1および図2により自動ワインダーWの全体構成について説明する。図に示すように自動ワインダーWは、巻取ユニット10を多数並設している。また、それぞれの巻取ユニット10は、本体の下部側に供給される給糸ボビンBから糸Yを解舒して引き出して、上部側のクレードル11Dに回転自在に保持される巻取チューブTに巻き取って、大径の巻取パッケージPに巻成している。
【0028】
また、それぞれの巻取ユニット10は、糸欠陥を検出すると共に糸切断機能を有するヤーンクリアラ11Aと、糸継装置11Bと、糸Yを綾振しながら回転する綾振ドラム11Cと、巻取チューブTを回転自在に支持するクレードル11Dと、給糸ボビンBから引き出される糸Yの糸端を吸引して糸継装置11Bに導入する下糸吸引保持部材12Aと、巻取パッケージPの巻き終わり糸端を吸引捕捉して糸継装置11Bに導入する上糸吸引保持部材であるサクションアーム12Bとを備えている。
【0029】
上記のような構成としているので、それぞれの巻取ユニット10においては、複数の給糸ボビンBから引き出した糸Yを糸継ぎしながら巻き取り、一個の大径の巻取パッケージPに巻成することができる。また、巻き取り中の糸Yの欠陥を検知すると、その欠陥部分を切断して除去した後、巻取パッケージ側の糸端と給糸ボビン側の糸端とを再度糸継ぎして、糸欠陥のない巻取パッケージPを得ることができる。
【0030】
また、巻取パッケージPに巻き取る糸Yの長さを予め設定しておき、所定の糸長に達し
た満巻きの巻取パッケージPを払い出して、新たな巻取チューブTと交換する玉揚げ作業を行う自動機械として玉揚げ装置1が配設されている。
【0031】
前記玉揚げ装置1は、多数の巻取ユニット10が長手方向に併設された自動ワインダーWのそれぞれの巻取ユニットの玉揚げ作業を行うように、機台の長手方向に沿って移動自在である。そのために、前記玉揚げ装置1は、ワインダー本体20の上部に配設されるフレーム22Aに設置されるレール22Bに沿って移動し、多数の巻取ユニット10のそれぞれの巻取パッケージPの払い出しと、新しい巻取チューブTをそれぞれのクレードル11Dに装着して巻取の再開を行う構成である。
【0032】
満巻きとなった巻取パッケージPは、前記玉揚げ装置1によりクレードル11Dから払い出されて、機台後方に設置される搬送コンベア21Aにより所定位置まで搬送されて排出される。さらに前記玉揚げ装置1は、搬送コンベア2に沿って搬送される巻取チューブTを受け取ってクレードル11Dに装着して、新たな巻取を再開する。
【0033】
前記巻取チューブTは、機台端部に配設されるチューブ供給装置(不図示)から払い出されて、所定の搬送コンベア2から前記ラベル貼付装置3を経由して巻取ユニット側へ搬送される。前記搬送コンベア2上を搬送される巻取チューブTは、所定の巻取ユニットに停止して玉揚げ作業を実施する前記玉揚げ装置1により捕捉され、所定の巻取ユニットのクレードル11Dに装着されて新たな巻取が再開される。
【0034】
そのために、ラベル貼付装置3に搬送されて保持された巻取チューブT1は所定の巻取ユニットに装着されることが予め定められるので、そのユニット番号(錘番号)等の所定の情報を記録することができる。また、後述するように、所定の情報が記録されたラベルを前記巻取チューブT1の内側に貼付する構成としている。
【0035】
次に図3によりラベル貼付装置3について説明する。
【0036】
前記ラベル貼付装置3は、搬送コンベア2に沿って搬送される巻取チューブT1を所定位置に停止する停止手段4と、ラベルを供給すると共に所定の情報を記録するラベル供給手段5と、所定の情報が記録されたラベルを受け取って前記巻取チューブT1の内側に貼付する貼付手段とを備えている。
【0037】
前記停止手段4は、シリンダ4Aにより、搬送コンベア2上を搬送される巻取チューブT1を停止する位置と、停止を解舒して再度搬送開始する位置とに変位自在である。また、前記ラベル供給手段5は、多数のラベルLAが所定ピッチ毎に貼付されている台紙Pを巻回している台紙ロール50を保持する台紙ロール保持部51と、前記ラベルLAに記録するラベル記録部52と、前記ラベルLAが台紙Pから引き剥がされるラベル分離部53とを備えている。
【0038】
前記ラベル分離部53に位置するラベルLAは後述する貼付手段39により吸引保持されて台紙Pから引き剥がされる。
【0039】
図に示すように、前記ラベル貼付装置3は、シリンダ部材31とスライドロッド32とスライドブロック33と保持部材34を備えていて、矢印D1方向に前記保持部材34を往復移動自在としている。また、前記保持部材34に装着されるシリンダ35を介して矢印D2方向に移動自在な立設板38と貼付手段39を備えている。そのために、前記立設板38と貼付手段39は、図示している待機位置と、シリンダ部材31のシリンダロッド31aが縮んで、ラベル供給手段5から供給されるラベルを受け取る位置との間を往復移動自在である。
【0040】
前記貼付手段39はラベルLAを吸引して保持する吸引手段(不図示)を備えており、ラベル供給手段5まで移動して、前記供給手段から所定の情報が記録されたラベルLAを受け取って、搬送コンベア上をその大径部Taを先頭にして搬送される巻取チューブT1の内側に進入するアーム部材により、チューブの内側に前記ラベルLAを貼付する。
【0041】
また、シリンダ4Bを備える押圧部材4Cにより、ラベルLAを貼付する時に、巻取チューブT1を押さえて固定する構成としている。停止手段4により巻取チューブT1を停止した後で、前記押圧部材4Cを図中の矢印の下向きに移動して前記巻取チューブT1を固定する。また、その状態を維持したまま前記停止手段4を上方向に移動し、前記貼付手段39を挿入してラベル貼付作業を行う。そのために、ラベル貼付時に巻取チューブT1が移動せず、常に同じ位置にラベルを貼付することができる。
【0042】
前記ラベルLAは、台紙Pに所定ピッチ毎に離間して貼付されており、前記ラベル記録部52にて、所定の情報を記録する構成としている。また、所定の情報が記録されたラベルLAを、前記貼付手段39が前記台紙Pから一枚ずつ分離して引き剥がして保持することができる。前記情報としては、巻取を行う日付情報や、錘情報、機台情報、糸品種情報のいずれかまたはそれらを組み合わせたものとしている。
【0043】
台紙Pを巻回している台紙ロール50は、前記ラベルLAを多数貼付しており、台紙ロール保持部51に装着された前記台紙ロール50から台紙Pを引き出していく構成である。また、前記ラベル記録部52にてラベルLAに所定の情報が記録され、記録された前記ラベルLAを前記ラベル分離部53にて台紙Pから引き剥がしていく。
【0044】
そのために、多数の巻取ユニットを備える自動ワインダーW1台が一日に玉揚げする回数分のラベルLAを有する台紙ロール50としておけば、前記台紙ロール50の交換作業は一日一回でよいことになる。
【0045】
機台からの玉揚げ要求により搬送コンベア2に新たな巻取チューブT1が供給されると、前記ラベル記録部52にてラベルLAに所定の情報が記録される。所定の情報が記録されたラベルLAを、前述したように吸引手段を備える前記貼付手段39が吸引保持して受け取った後で、シリンダ部材31により図示する待機位置まで移動し、搬送コンベア2経路上の所定位置に待機する。
【0046】
前記貼付手段39は、図4(a)に示すように、ラベル貼付アーム40、41を備えている。前記ラベル貼付アーム40、41は、互いに一体的に図中の矢印D3方向に移動する近接離反自在な一対のアーム部材であり、接近する方向に移動して収縮(縮径)したり、離反する方向に移動して拡張(拡径)することができる。そのために、縮径して巻取チューブの内部に挿通し、拡径して前記巻取チューブの内壁にそれぞれのアームが当接して密着することができる。
【0047】
また、前記ラベル貼付アーム41は、図4(b)に示すように吸引配管43が連接された吸引孔42を有し、記録されたラベルを吸引保持すると共に前記巻取チューブT1の内面TAに前記ラベルLAを押し付けるように拡径して貼付する構成とされている。
【0048】
つまり、前記吸引孔42と前記吸引配管43とで、前記貼付手段39が備える吸引手段を構成している。
【0049】
前記ラベル貼付アーム40、41はそれぞれが、巻取チューブT1の内面に密着する面を有しており、一対の前記ラベル貼付アームが拡径するように移動して、それぞれの面4
0a、41aが巻取チューブの内面TAに確実に密着する。
【0050】
そのために、縮径している一対のラベル貼付アーム40、41を嵌装するように前記巻取チューブT1が挿通可能であり、予め、所定の情報が記録されたラベルLAを保持した貼付手段39を搬送コンベア上の所定位置に待機させておくこともできる。また、一旦停止手段4部にて停止した後で、所定の情報が記録されたラベルLAを保持した貼付手段39を、巻取チューブT1の先頭側となる大径部T1aから挿入させてもよい。
【0051】
前記貼付手段39が前記大径部T1a内に挿通した後で、一対のラベル貼付アーム40、41を拡径していくと、前述したようにそれぞれの面40a、41aが巻取チューブの内面TAに密着する。そのために、吸引孔42を有する面41aに吸着されているラベルLAを確実にまた堅固に貼付することができる。
【0052】
また、機台効率を向上させるために、予め次の巻取チューブT1を前記停止手段4部にまで搬送しておいて、所定の巻取ユニットでの玉揚げ指令が発せられると直ちに所定の情報を記録して、ラベル貼付処理を行う構成とすることもできる。
【0053】
上記の構成であれば、玉揚げ作業が必要となると直ちに所定の情報の記録を開始すると共に、所定の情報が記録されたラベルLAを前記貼付手段39が吸引保持して直ちに巻取チューブまで移動することができるので、ラベル貼付時間を短縮することができ好適である。
【0054】
所定の情報が記録されたラベルLAを貼付した巻取チューブT1は、所定の巻取ユニット10にて玉揚げ作業を行う玉揚げ装置1が受け取って、新たな巻取チューブとしてクレードル11Dに装着して新たな巻取を開始する。
【0055】
前記玉揚げ装置1の走行は、内蔵するコントローラ6に予め設定される条件により制御される。また、前記コントローラ6は、レール22Bに沿って設けられるフレキシブルなケーブルベア7内に配線されるケーブルを介して接続される制御ボックスのメインコントローラ8からの指令に基づいて駆動制御される。
【0056】
つまり、所定の巻取ユニットにて巻取が完了して玉揚げ作業が必要となると、その情報はメインコントローラ8から玉揚げ装置1のコントローラ6およびチューブ供給装置の制御コントローラに送信されて、前記玉揚げ装置1を玉揚げ作業の必要な所定の巻取ユニットに停止させると共にチューブ供給装置から新たなチューブの送り出しを行うよう制御することができる。また、ラベル供給手段5にて、ラベルに所定の情報を記録するよう制御して前記ラベル貼付装置3を作動させる制御も行う。
【0057】
また、自動ワインダーには、それぞれの巻取ユニットに巻取チューブを予め貯留しておくチューブストッカーをそれぞれに備えた機種もある。この機種の場合には、所定の巻取ユニットのチューブストッカーに、予め所定の情報を記録したラベルを貼付した巻取チューブを前もって複数個供給しておくことができる。この構成であれば、所定の巻取ユニットにおける玉揚げ作業を、搬送される新たな巻取チューブの到着を待つことなく速やかに行うことができる。
【0058】
上記のように、複数の巻取ユニット間を往復移動し、巻取が終了した巻取ユニットの満巻きの巻取パッケージを払い出した後で空の巻取チューブを供給して新たな巻取を再開する玉揚げ装置を備える自動ワインダーにおいて、所定の情報が記録されたラベルをチューブの内側に貼付した巻取チューブを前記玉揚げ装置が受け取って所定の巻取ユニットに供給する構成としたので、正確な巻取情報を保有する巻取チューブをそれぞれの巻取ユニッ
トに供給可能となる。
【0059】
そのために、巻成される巻取パッケージの判別を正確に行うことが可能となる。
【0060】
さらに、巻取チューブの内側にラベルを貼付する構成としたので、パッケージ搬送等により、パッケージ同士が接触したり人が触ったりしても、ラベルが剥がれることもなく確実に貼付しておくことができる。
【0061】
また、前記ラベルに記録する情報が、日付情報、錘情報、機台情報、糸品種情報のいずれかまたはそれらの組み合わせ情報であるので、自動ワインダーの生産管理情報として必要な巻取情報を選択して記録可能であり、所定の情報が記録されたラベルを貼付した巻取パッケージを自動的に生産することができる。
【0062】
所定の情報をラベルに記録する例としては、文字情報を直接印字する方式や、所定の情報を有するバーコードを印刷する方式や、情報を記録したICチップを埋め込んだり貼付したりする方式等のいずれかを採用することができる。
【0063】
すなわち、所定の情報が記録されたラベルとは、所定の情報が印字されたラベルであり、所定の情報を意味するバーコードが印刷されたラベルであり、所定の情報を記録したICチップを備えるラベル等であり、特に記録方式を限定するものではない。
【0064】
例えば、図4(b)に示すラベルLAは、所定の情報が印字されたラベルの一例であって、日付情報として、2005年3月24日(2005 24/MAR)が、機台情報として機台1(MC1)が、錘情報として17錘(SP17)が、また、糸品質情報としてロット番号(A−100)がそれぞれ印字された例を示している。
【0065】
そのために、本発明に係わるラベル貼付装置を備える自動ワインダーであれば、所定の情報が記録されたラベルを貼付した巻取チューブを間違いなく所定の巻取ユニットに供給するので、正確な情報を備える巻取パッケージを巻成することができる。また、巻取パッケージの品質表示を正確に行うことが可能であると共に、巻取パッケージの払い出しや新たな巻取チューブの装着を自動運転することができるので、多品種少量生産に対しても有効となる。
【図面の簡単な説明】
【0066】
【図1】本発明に係る巻取チューブのラベル貼付装置を備える自動ワインダーの全体正面図である。
【図2】前記自動ワインダーの断面図である。
【図3】本発明に係る巻取チューブのラベル貼付装置の概略斜視図である。
【図4】巻取チューブにラベルを貼付する概略説明図であって、(a)は側面図であり、(b)は断面図である。
【符号の説明】
【0067】
1 玉揚げ装置
2 搬送コンベア
3 ラベル貼付装置
4 停止手段
5 ラベル供給手段
39 貼付手段
40 ラベル貼付アーム
41 ラベル貼付アーム
Y 糸
W 自動ワインダー
【特許請求の範囲】
【請求項1】
巻取ユニットに巻取チューブを装着する前に、所定の情報が記録されたラベルを巻取チューブに貼付するラベル貼付装置であって、
搬送コンベアに沿って搬送される巻取チューブを所定位置に停止させる停止手段と、前記ラベルを供給すると共に所定の情報を記録するラベル供給手段と、所定の情報が記録されたラベルを受け取って前記巻取チューブの内側に貼付する貼付手段とを備えていることを特徴とする巻取チューブのラベル貼付装置。
【請求項2】
前記貼付手段が、近接離反自在であると共にそれぞれが離反する方向に移動して巻取チューブの内側に当接する一対のラベル貼付アームを有し、一方のアームが、所定の情報が記録された前記ラベルを吸引保持する機能を有していると共に、前記一対のラベル貼付アームが離反することにより、前記ラベルを前記巻取チューブの内側に押し付けて貼付することを特徴とする請求項1に記載の巻取チューブのラベル貼付装置。
【請求項3】
前記ラベル貼付アームはそれぞれが、巻取チューブの内面に密着する面を有しており、一対の前記ラベル貼付アームが拡径する方向に離反移動して、それぞれの面が巻取チューブ内面に密着して前記巻取チューブ内に確実にラベルを貼付することを特徴とする請求項1または2に記載の巻取チューブのラベル貼付装置。
【請求項4】
複数の巻取ユニット間を往復移動し、巻取が終了した巻取ユニットの満巻きの巻取パッケージを払い出した後で空の巻取チューブを供給して新たな巻取を再開する玉揚げ装置を備える自動ワインダーにおいて、請求項1から3のいずれかに記載の巻取りチューブのラベル貼付装置を備えていると共に、所定の情報が記録されたラベルを貼付した巻取チューブを前記玉揚げ装置が受け取って所定の巻取ユニットに供給することを特徴とする自動ワインダー。
【請求項5】
所定の情報が記録されたラベルを貼付した前記巻取チューブを搬送コンベアを介して所定の巻取ユニットまで搬送すると共に、前記所定の巻取ユニット部に停止した前記玉揚げ装置が前記巻取チューブを受け取った後、直接前記巻取ユニットのクレードルに装着するか、もしくは、前記巻取ユニットが備えるチューブストッカーに供給することを特徴とする請求項4に記載の自動ワインダー。
【請求項6】
前記所定の情報が、日付情報、錘情報、機台情報、糸品種情報のいずれかまたはそれらの組み合わせ情報であることを特徴とする請求項4または5に記載の自動ワインダー。
【請求項1】
巻取ユニットに巻取チューブを装着する前に、所定の情報が記録されたラベルを巻取チューブに貼付するラベル貼付装置であって、
搬送コンベアに沿って搬送される巻取チューブを所定位置に停止させる停止手段と、前記ラベルを供給すると共に所定の情報を記録するラベル供給手段と、所定の情報が記録されたラベルを受け取って前記巻取チューブの内側に貼付する貼付手段とを備えていることを特徴とする巻取チューブのラベル貼付装置。
【請求項2】
前記貼付手段が、近接離反自在であると共にそれぞれが離反する方向に移動して巻取チューブの内側に当接する一対のラベル貼付アームを有し、一方のアームが、所定の情報が記録された前記ラベルを吸引保持する機能を有していると共に、前記一対のラベル貼付アームが離反することにより、前記ラベルを前記巻取チューブの内側に押し付けて貼付することを特徴とする請求項1に記載の巻取チューブのラベル貼付装置。
【請求項3】
前記ラベル貼付アームはそれぞれが、巻取チューブの内面に密着する面を有しており、一対の前記ラベル貼付アームが拡径する方向に離反移動して、それぞれの面が巻取チューブ内面に密着して前記巻取チューブ内に確実にラベルを貼付することを特徴とする請求項1または2に記載の巻取チューブのラベル貼付装置。
【請求項4】
複数の巻取ユニット間を往復移動し、巻取が終了した巻取ユニットの満巻きの巻取パッケージを払い出した後で空の巻取チューブを供給して新たな巻取を再開する玉揚げ装置を備える自動ワインダーにおいて、請求項1から3のいずれかに記載の巻取りチューブのラベル貼付装置を備えていると共に、所定の情報が記録されたラベルを貼付した巻取チューブを前記玉揚げ装置が受け取って所定の巻取ユニットに供給することを特徴とする自動ワインダー。
【請求項5】
所定の情報が記録されたラベルを貼付した前記巻取チューブを搬送コンベアを介して所定の巻取ユニットまで搬送すると共に、前記所定の巻取ユニット部に停止した前記玉揚げ装置が前記巻取チューブを受け取った後、直接前記巻取ユニットのクレードルに装着するか、もしくは、前記巻取ユニットが備えるチューブストッカーに供給することを特徴とする請求項4に記載の自動ワインダー。
【請求項6】
前記所定の情報が、日付情報、錘情報、機台情報、糸品種情報のいずれかまたはそれらの組み合わせ情報であることを特徴とする請求項4または5に記載の自動ワインダー。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−335442(P2006−335442A)
【公開日】平成18年12月14日(2006.12.14)
【国際特許分類】
【出願番号】特願2005−164024(P2005−164024)
【出願日】平成17年6月3日(2005.6.3)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.ケーブルベア
【出願人】(000006297)村田機械株式会社 (4,916)
【Fターム(参考)】
【公開日】平成18年12月14日(2006.12.14)
【国際特許分類】
【出願日】平成17年6月3日(2005.6.3)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.ケーブルベア
【出願人】(000006297)村田機械株式会社 (4,916)
【Fターム(参考)】
[ Back to top ]