
巻取式真空蒸着方法

【課題】プラスチック単層フィルムでなるベースフィルムに熱変形を生じさせることなく金属膜を成膜することができる生産性に優れた巻取式真空蒸着方法を提供する。
【解決手段】金属膜の蒸着前においては、原料フィルム12を帯電させることによりキャンローラ14へ密着させる。金属膜の蒸着後においては、原料フィルム12をガイドする補助ローラ18とキャンローラ14との間にバイアス電圧を印加することにより原料フィルム12をキャンローラ14へ密着させる。これにより、熱変形を生じさせることなく原料フィルムへ金属膜を成膜することができる。
【解決手段】金属膜の蒸着前においては、原料フィルム12を帯電させることによりキャンローラ14へ密着させる。金属膜の蒸着後においては、原料フィルム12をガイドする補助ローラ18とキャンローラ14との間にバイアス電圧を印加することにより原料フィルム12をキャンローラ14へ密着させる。これにより、熱変形を生じさせることなく原料フィルムへ金属膜を成膜することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、減圧雰囲気内で絶縁性のフィルムを連続的に繰り出し、フィルムを冷却用ローラに密着させ冷却しながら、当該フィルムに金属膜を蒸着し巻き取る方式の巻取式真空蒸着方法に関する。
【背景技術】
【0002】
従来より、巻出しローラから連続的に繰り出された長尺の原料フィルムを冷却用キャンローラに巻き付けながら、当該キャンローラに対向配置される蒸発源からの蒸発物質を原料フィルム上に蒸着させ、蒸着後の原料フィルムを巻取りローラで巻き取る方式の巻取式真空蒸着方法は、例えば下記特許文献1に開示されているように公知になっている。
【0003】
この種の真空蒸着方法においては、蒸着時における原料フィルムの熱変形を防止するために、原料フィルムを冷却用キャンローラの周面に密着させて冷却しながら成膜処理を行うようにしている。したがって、この種の真空蒸着方法においては、冷却用キャンローラに対する原料フィルムの密着作用をいかに確保するかが重要な問題となっている。
【0004】
原料フィルムと冷却用キャンローラとの間の密着力を高める構成として、例えば、下記特許文献2に開示されたものがある。図5は下記特許文献2に記載の巻取式(プラズマCVD)成膜装置の概略構成を示している。
【0005】
図5を参照して、減圧雰囲気に維持されている真空チャンバ1の内部には、金属膜付フィルム2の巻出しローラ3と、冷却用キャンローラ4と、巻取りローラ5とが設置され、キャンローラ4の下方には反応ガス供給源6が配置されている。
ここで、金属膜付フィルム2は、絶縁性フィルムの上に導電性一次薄膜が形成されてなるもので、この導電性一次薄膜の上に、反応ガス供給源6からの反応ガスが反応し成膜されるようになっている。また、キャンローラ4は、金属製のロール表面に絶縁層が形成されてなるもので、ロール本体には所定のマイナス電位が印加されている。
【0006】
そして、図5に示した巻取式(プラズマCVD)成膜装置においては、巻出しローラ3とキャンローラ4との間に電子線照射器7を設置すると共に、この電子線照射器7とキャンローラ4との間に金属膜付フィルム2上の導電膜を接地電位に接続するガイドローラ8を設けている。これにより、金属膜付フィルム2の絶縁層側表面に電子ビームを照射して金属膜付フィルム2を帯電させ、キャンローラ4との間に発生する電気的吸着力によって、金属膜付フィルム2とキャンローラ4との間の密着を図っている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平7−118835号公報
【特許文献2】特開2000−17440号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、図5に示した構成の従来の巻取式(プラズマCVD)成膜装置においては、金属膜付フィルム2として導電膜付きのプラスチックフィルムのみ有効であるにすぎず、プラスチックフィルムに例示される原料フィルムに金属膜を蒸着する処理には適用できないという問題がある。
【0009】
これは、当該従来の巻取式(プラズマCVD)成膜装置においては、既に金属膜が形成されているので、処理前に、冷却用キャンローラに印加したバイアス電位を金属膜付フィルムに作用させることができるが、金属膜を蒸着する場合、金属膜が蒸着される前の原料フィルムにはバイアス電位を付加できないためである。さらに、金属膜蒸着前の原料フィルムを帯電のみさせる場合、フィルム上に金属膜を蒸着すると、原料フィルムに帯電した電荷が、その上に蒸着された金属膜に拡散し、これが原因でキャンローラと原料フィルムとの間の静電引力が低下し、両者の密着力が劣化する場合がある。
【0010】
したがって、従来の巻取式(プラズマCVD)成膜装置における帯電およびバイアス電位の印加の方法は、プラスチックフィルムに例示される原料フィルムに金属膜を蒸着しようとする場合に適用できず、冷却用キャンローラと原料フィルムとの間の高い密着力を得られないために、原料フィルムの冷却効果が不足してフィルムに皺等の熱変形を誘発したり、原料フィルム走行速度の高速化が図れずに生産性向上が望めなくなる。
【0011】
本発明は上述の問題に鑑みてなされ、プラスチックフィルムに例示される絶縁性の原料フィルムの熱変形を抑制し、高速で金属膜を成膜することができる生産性に優れた巻取式真空蒸着方法を提供することを課題とする。
【課題を解決するための手段】
【0012】
以上の課題を解決するため、本願発明に係る真空蒸着方法は、
延伸ポリプロピレンで形成された原料フィルムを減圧雰囲気内で連続的に送り出し、
前記原料フィルムを帯電させることにより前記原料フィルムを前記冷却用ローラへ密着させ、
前記原料フィルムを冷却用ローラで冷却しながら前記原料フィルムに金属膜を蒸着し、
前記金属膜と前記冷却用ローラとの間に電圧を印加することにより前記原料フィルムを前記冷却用ローラへ密着させ、
前記金属膜が蒸着された原料フィルムを巻き取る。
【0013】
金属膜の蒸着前において、荷電粒子の照射により帯電した原料フィルムは、バイアス電位が印加された冷却用ローラに対して静電的な引力で密着される。
一方、金属膜の蒸着後は、蒸着された金属膜により原料フィルムに帯電した電荷の一部が消失されるものの、補助ローラとの接触により金属膜に電位が印加され、これと冷却用ローラとの間に静電的な引力を生じさせることができる。これにより、蒸着後においても、原料フィルムと冷却用ローラとの間の密着力が維持されることになる。
【0014】
以上のように、本発明においては、金属膜の蒸着前後にわたって原料フィルムと冷却用ローラとの間に高い密着力を得ることができるので、原料フィルムの冷却効率が高まり、これにより蒸着時における原料フィルムの熱変形が防止され、また、原料フィルムの走行速度を高めて生産性向上に貢献することが可能となる。
【0015】
一方、冷却用ローラと補助ローラ(原料フィルム上の金属膜)との間に印加するバイアス電位が所定以上に大きくなると、蒸着金属のスプラッシュにより短絡したときの熱ダメージが大きくなり、品質を損ねる要因となりかねない。
そこで、蒸着された金属膜の表面電位を測定し、これが設定範囲となるように印加電圧を制御する工程を設けることが好ましく、これにより蒸着金属のスプラッシュによるダメージを回避することができ、品質の安定化を図ることができる。
上記設定範囲としては、原料フィルムと冷却用ローラとの間に適切な密着力が得られる電圧以上で、蒸着金属のスプラッシュによるダメージを発生させない電圧以下とし、適用される原料フィルムの材質、厚さ、フィルム走行速度等に応じて適宜選定される。
【発明の効果】
【0016】
本発明によれば、絶縁性の原料フィルムに対する金属膜の蒸着前後において、原料フィルムと冷却用ローラとの間に高い密着力を確保することができるので、原料フィルムの熱変形を防止できると共に、原料フィルムの走行速度を高めて生産性向上に大きく貢献することが可能となる。
【図面の簡単な説明】
【0017】
【図1】本発明の実施の形態による巻取式真空蒸着装置の概略構成図である。
【図2】原料フィルム成膜面を示す図であり、Aはオイルパターンの形成後の状態を示し、Bは金属膜の蒸着後の状態を示している。
【図3】原料フィルムに対する電子ビームの照射工程を説明する断面模式図である。
【図4】蒸着後の原料フィルムとキャンローラとの間の吸着作用を説明する断面模式図である。
【図5】従来の巻取式真空蒸着装置の概略構成図である。
【発明を実施するための形態】
【0018】
以下、本発明の実施形態について図面を参照して説明する。
【0019】
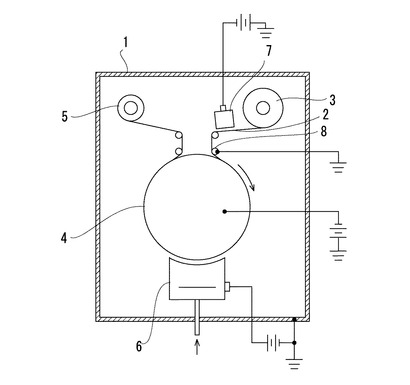
図1は、本発明の実施の形態による巻取式真空蒸着装置10の概略構成図である。本実施の形態の巻取式真空蒸着装置10は、真空チャンバ11と、原料フィルム12の巻出しローラ13と、冷却用キャンローラ14と、巻取りローラ15と、蒸着物質の蒸発源16とを備えている。
【0020】
真空チャンバ11は、配管接続部11aを介して図示しない真空ポンプ等の真空排気系に接続され、その内部が所定の真空度に減圧排気されている。真空チャンバ11の内部空間は、仕切板11bにより、巻出しローラ13、巻取りローラ15等が配置される室と、蒸発源16が配置される室とに仕切られている。
【0021】
原料フィルム12は、所定幅に裁断された長尺の絶縁性プラスチックフィルムでなり、本実施の形態では、OPP(延伸ポリプロピレン)単層フィルムが用いられている。
なお、これに以外にも、PET(ポリエチレンテレフタレート)フィルムやポリエステルフィルム、PPS(ポリフェニレンサルファイト)フィルム等のプラスチックフィルムや紙シート等が適用可能である。
【0022】
原料フィルム12は、巻出しローラ13から繰り出され、複数のガイドローラ17、キャンローラ14、補助ローラ18、複数のガイドローラ19を介して巻取りローラ15に巻き取られるようになっている。巻出しローラ13及び巻取りローラ15はそれぞれ本発明の「巻出し部」及び「巻取り部」に対応し、これらには、図示せずとも、それぞれ回転駆動部が設けられている。
【0023】
キャンローラ14は筒状でステンレス等の金属製とされ、内部には冷却水循環系等の冷却機構や、キャンローラ14を回転駆動させる回転駆動機構等が備えられている。キャンローラ14の周面には所定の抱き角で原料フィルム12が巻回される。キャンローラ14に巻き付けられた原料フィルム12は、その外面側の成膜面が蒸発源16からの蒸着物質で成膜されると同時に、キャンローラ14によって冷却されるようになっている。
【0024】
蒸発源16は、蒸着物質を収容するとともに、蒸着物質を抵抗加熱、誘導加熱、電子ビーム加熱等の公知の手法で加熱蒸発させる機構を備えている。この蒸発源16はキャンローラ14の下方に配置され、蒸着物質の蒸気を、対向するキャンローラ14上の原料フィルム12上へ付着させ被膜を形成させる。
【0025】
蒸着物質としては、Al、Co、Cu、Ni、Ti等の金属元素単体のほか、Al−Zn、Cu−Zn、Fe−Co等の二種以上の金属あるいは多元系合金が適用され、蒸発源も1つに限らず、複数設けられてもよい。
【0026】
本実施の形態の巻取式真空蒸着装置10は、更に、パターン形成ユニット20、電子ビーム照射器21、直流バイアス電源22及び除電ユニット23を備えている。
【0027】
パターン形成ユニット20は、原料フィルム12の成膜面に対して金属膜の蒸着領域を画定するパターンを形成する、本発明の「マスク形成手段」に対応するもので、巻出しローラ13とキャンローラ14との間に設置されている。
【0028】
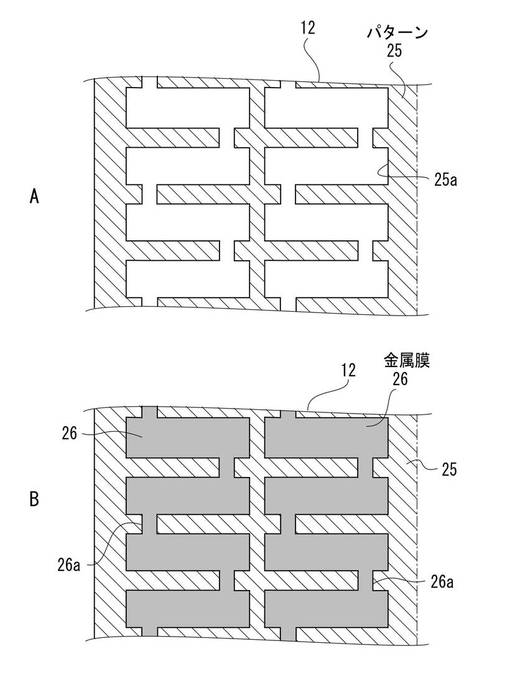
図2は原料フィルム12の成膜面を示している。
パターン形成ユニット20は、例えば図2Aにおいてハッチング示す形状のオイルパターン25を、原料フィルム12の成膜面にその長手方向(走行方向)に沿って複数列にわたって塗布するように構成されている。従って、成膜時は、オイルパターン25の開口部25aに蒸着物質が被着した略矩形状の金属パターンが連接部26aを介して所定ピッチで連接される形態の金属膜26が複数列、成膜されることになる(図2B)。なお、金属膜26の成膜形態は上記に限定されるものではない。
【0029】
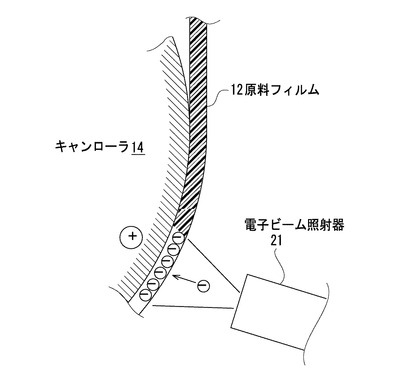
次に、電子ビーム照射器21は、本発明の「荷電粒子照射手段」に対応し、原料フィルム12に荷電粒子として電子ビームを照射して原料フィルム12を負に帯電させる。
図3は原料フィルム12に対する電子ビームの照射工程を説明する断面模式図である。本実施の形態では、電子ビーム照射器21は、キャンローラ14の周面との対向位置に設置され、キャンローラ14に接触した原料フィルム12の成膜面に電子ビームが照射されるようにしている。キャンローラ14上で電子ビームを照射することにより、原料フィルム12を冷却しながら電子ビームを照射できる。
【0030】
特に、本実施の形態では、電子ビームが原料フィルム12の幅方向に走査しながら照射されるように、電子ビーム照射器21が構成されており、これにより、局所的な電子ビームの照射による原料フィルムの損傷を回避できると同時に、原料フィルム12を均一に効率良く帯電させることが可能となる。
【0031】
直流バイアス電源22は、キャンローラ14と補助ローラ18との間に所定の直流電圧を印加する、本発明の「電圧印加手段」に対応する。本実施の形態では、キャンローラ14は正極に接続され、補助ローラ18は負極に接続されている。これにより、電子ビームが照射され負に帯電した原料フィルム12は、図3に示すように、キャンローラ14の周面に静電引力によって電気的に吸着され、かつ密着されることになる。
【0032】
ここで、補助ローラ18は金属製であり、その周面が原料フィルム12の成膜面に転接する位置に設けられている。
【0033】
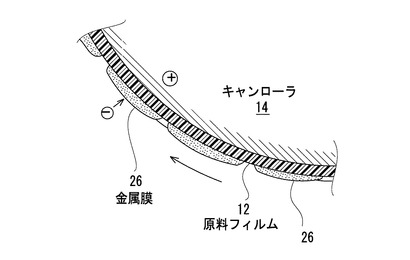
図4は蒸着後の原料フィルム12とキャンローラ14との間の吸着作用を説明する断面模式図である。蒸着により、原料フィルム12上にパターン状に金属膜26が形成される。図2Bに示されるように、金属膜26は長手方向につながっている。
補助ローラ18を直流バイアス電源22の負極に接続することによって、補助ローラ18にガイドされる原料フィルム12は、その成膜面上の金属膜26(図2B参照)と補助ローラ18の周面との接触により、当該金属膜に対して負電位が印加される。その結果、金属膜26とキャンローラ14との間に挟まれる原料フィルム12が分極して、原料フィルム12とキャンローラ14との間に静電的な吸着力が生じ、両者の密着が図られることになる。
【0034】
特に、本実施の形態では、直流バイアス電源22を可変電源とし、原料フィルム12上の金属膜26に印加される電位をモニタリングして、金属膜26への印加電圧の安定化を図るようにしている。これにより、金属膜26の印加電圧の変動によって、キャンローラ14への原料フィルム12の密着力が低下したり、金属膜26とキャンローラ14との間が短絡して発生するスプラッシュによるダメージを回避するようにしている。
【0035】
具体的に、巻取式真空蒸着装置10は、補助ローラ18の配設位置よりも(フィルム走行方向に関して)上流側に設置され原料フィルム12表面の金属膜26の表面電位を検出するセンサ(検出手段)27と、センサ27の検出出力を受けて金属膜26の電位が設定範囲となるように直流バイアス電源22を制御するコントローラ(制御手段)28とを備えている。
【0036】
なお、上記設定範囲としては、原料フィルム12とキャンローラ14との間に適切な密着力が得られる電圧以上で、蒸着金属のスプラッシュによるダメージを発生させない電圧以下とし、適用される原料フィルム12の材質、厚さ、フィルム走行速度等に応じて適宜選定される。
【0037】
センサ27の構成例としては、測定プローブ内の電極を振動させてフィルム表面電位の大きさに応じた変位電流をプローブ内電極に誘起させることによりフィルム表面電位を測定する型式の表面電位計を用いることができる。
なお、フィルム表面電位に基づいて印加電圧を制御する構成に限らず、例えば、原料フィルム12の温度を測定して印加電圧を制御するようにしてもよい。
【0038】
そして、除電ユニット23は、本発明の「除電手段」に対応し、補助ローラ18と巻取りローラ15との間に配置され、電子ビーム照射器21からの電子照射により帯電した原料フィルム12を除電する機能を有する。
除電ユニット23の構成例としては、プラズマ中に原料フィルム12を通過させボンバード処理により原料フィルム12を除電する機構が採用されている。
【0039】
次に、本実施の形態の巻取式真空蒸着装置10の動作と併せて、本発明の巻取式真空蒸着方法について説明する。
【0040】
所定の真空度に減圧された真空チャンバ11の内部において、巻出しローラ13から連続的に繰り出される原料フィルム12は、オイルパターン25の形成工程、電子ビーム照射工程、蒸着工程、除電工程を経て、巻取りローラ15に連続的に巻き取られる。
【0041】
マスク形成工程において、原料フィルム12はパターン形成ユニット20によって、成膜面に例えば図2Aに示す形態のオイルパターン25が塗布形成される。マスク形成方法としては、原料フィルム12に転接する転写ローラによるパターン転写法を採用できる。
【0042】
オイルパターン25が形成された原料フィルム12はキャンローラ14に巻回される。原料フィルム12は、キャンローラ14との接触開始位置近傍において、電子ビーム照射器21により電子ビームが照射され、電位的に負に帯電される。
このとき、原料フィルム12がキャンローラ14と接触した位置で電子ビームを照射するようにしているので、原料フィルム12を効率良く冷却することができる。
また、走行する原料フィルム12の成膜面に対しその幅方向に走査しながら電子ビームを照射することによって、電子ビームの局所的な照射による原料フィルム12の熱変形を回避できると同時に、均一に効率良く原料フィルム12を帯電させることができるようになる。
【0043】
電子ビームの照射を受けて負に帯電した原料フィルム12は、直流バイアス電源22によって正電位にバイアスされているキャンローラ14に対して、静電引力により密着される(図3)。そして、蒸発源16から蒸発した蒸着物質が原料フィルム12の成膜面に堆積することによって、図2Bに示す金属膜26が形成される。
この金属膜26は、連接部26aを介して原料フィルム12の長手方向に連接された複数列の縞状の形態を有する。
【0044】
原料フィルム12に成膜された金属膜26は、補助ローラ18を介して直流バイアス電源22の負電位が印加される。金属膜26は、原料フィルム12の長手方向に連接する縞状に形成されているので、金属膜26の蒸着後、キャンローラ14に巻回された原料フィルム12において、金属膜26側の一方の表面にあっては正に、キャンローラ14側の他方の表面にあっては負にそれぞれ分極し、図4に示すように、原料フィルム12とキャンローラ14との間に静電的な吸着力を生じさせる。その結果、原料フィルム12とキャンローラ14とが互いに密着される。
【0045】
上記のように本実施の形態においては、金属膜26の蒸着前は、電子ビームの照射により原料フィルム12を帯電させてキャンローラ14へ密着させ、金属膜26の蒸着後は、当該金属膜26とキャンローラ14との間に印加したバイアス電圧により原料フィルム12をキャンローラ14へ密着させるようにしているので、金属膜の蒸着前に原料フィルム12に帯電させた電荷(電子)の一部が、その後の金属膜の蒸着工程で当該金属膜に放出され消失しても、補助ローラ18から金属膜26への負電位の印加(電子の供給)によって当該消失された電荷の一部又は全部を補償することが可能となる。
【0046】
したがって、本実施の形態によれば、蒸着工程後においても原料フィルム12とキャンローラ14との間の密着力低下が抑止され、蒸着工程の前後にわたって原料フィルム12の安定した冷却作用が確保されることになる。
これにより、金属膜の蒸着時における原料フィルム12の熱変形を防止することができるとともに、原料フィルム12の高速走行化、成膜運転速度の高速化を可能として、生産性向上を図ることができるようになる。このような構成は、OPPフィルム等のような金属膜が付着すると帯電しにくい素材で原料フィルム12を構成した場合に特に有利である。更に、原料フィルム12上にパターン状に金属膜26を形成する場合、部分的に温度が上がるとともに電荷が変化することがあるため、電荷が抜けた金属膜形成部分をバイアス電圧で密着性を高めることは、原料フィルム12が均一に冷却されるため望ましい。
【0047】
また、本実施の形態によれば、キャンローラ14と補助ローラ18との間の印加電圧を原料フィルム12上の金属膜26の表面電位に基づいて制御するようにしているので、キャンローラ14に対する原料フィルム12の密着作用を安定に維持することができると同時に、スプラッシュ等による熱ダメージの抑制を図ることができる。
【0048】
以上のようにして金属膜26の蒸着が行われた原料フィルム12は、除電ユニット23で除電された後、巻取りローラ15に巻き取られる。これにより、原料フィルム12の安定した巻取り動作が確保されると同時に、帯電による巻きシワを防止できる。
【実施例】
【0049】
以下、本発明の実施例を説明する。
【0050】
本実施例では、原料フィルム12に熱変形(皺、縮み等)を生じさせることなく成膜処理が行える最大運転速度をバイアス電圧のみの場合、電子ビーム照射のみの場合、及び、バイアス電圧+電子ビーム照射(本発明)の場合、それぞれについて測定した。
原料フィルム12として幅600mm、厚さ4μmのOPPフィルムを用い、これに金属Alをシート抵抗2Ω/□となる膜厚となるように蒸着した。電子ビーム照射器21として4kV×100〜200mAの走査型電子銃を使用し、スキャン周波数は1000Hzとした。また、直流バイアス電源22の電源電圧は100〜120Vとした。
【0051】
実験結果は以下のとおりである。
バイアス電圧のみ 300m/min.
電子ビーム照射のみ 250m/min.
バイアス電圧+電子ビーム照射 500m/min.
【0052】
本発明によれば、バイアス電圧印加及び電子ビーム照射の相乗効果で原料フィルム12とキャンローラ14との間の密着力が向上し、運転速度の高速化に大きく貢献できることがわかる。
【0053】
以上、本発明の実施の形態について説明したが、勿論、本発明はこれに限定されることなく、本発明の技術的思想に基づいて種々の変形が可能である。
【0054】
例えば以上の実施の形態では、原料フィルム12上に蒸着する金属膜26として図2Bに示すように連接部26aを介して連接される縞状に形成したが、これに限らず、例えばフィルム長手方向に沿った直線パターンとしたり、マスク形成を行わずにベタ状に成膜することも勿論可能である。
【0055】
また、以上の実施の形態では、電子ビームを照射して原料フィルム12を負に帯電させるようにしたが、これに代えて、イオンを照射して原料フィルム12を正に帯電させるようにしてもよい。この場合は、キャンローラ14及び補助ローラ18に印加されるバイアスの極性を上記実施の形態と逆(キャンローラ14を負極、補助ローラ18を正極)にする。
【符号の説明】
【0056】
10 巻取式真空蒸着装置
11 真空チャンバ
12 原料フィルム
13 巻出しローラ
14 キャンローラ(冷却用ローラ)
15 巻取りローラ
16 蒸発源
18 補助ローラ
20 パターン形成ユニット(マスク形成手段)
21 電子ビーム照射器(荷電粒子照射手段)
22 直流バイアス電源(電圧印加手段)
23 除電ユニット(除電手段)
25 オイルパターン
26 金属膜
27 センサ(検出手段)
28 コントローラ(制御手段)
【技術分野】
【0001】
本発明は、減圧雰囲気内で絶縁性のフィルムを連続的に繰り出し、フィルムを冷却用ローラに密着させ冷却しながら、当該フィルムに金属膜を蒸着し巻き取る方式の巻取式真空蒸着方法に関する。
【背景技術】
【0002】
従来より、巻出しローラから連続的に繰り出された長尺の原料フィルムを冷却用キャンローラに巻き付けながら、当該キャンローラに対向配置される蒸発源からの蒸発物質を原料フィルム上に蒸着させ、蒸着後の原料フィルムを巻取りローラで巻き取る方式の巻取式真空蒸着方法は、例えば下記特許文献1に開示されているように公知になっている。
【0003】
この種の真空蒸着方法においては、蒸着時における原料フィルムの熱変形を防止するために、原料フィルムを冷却用キャンローラの周面に密着させて冷却しながら成膜処理を行うようにしている。したがって、この種の真空蒸着方法においては、冷却用キャンローラに対する原料フィルムの密着作用をいかに確保するかが重要な問題となっている。
【0004】
原料フィルムと冷却用キャンローラとの間の密着力を高める構成として、例えば、下記特許文献2に開示されたものがある。図5は下記特許文献2に記載の巻取式(プラズマCVD)成膜装置の概略構成を示している。
【0005】
図5を参照して、減圧雰囲気に維持されている真空チャンバ1の内部には、金属膜付フィルム2の巻出しローラ3と、冷却用キャンローラ4と、巻取りローラ5とが設置され、キャンローラ4の下方には反応ガス供給源6が配置されている。
ここで、金属膜付フィルム2は、絶縁性フィルムの上に導電性一次薄膜が形成されてなるもので、この導電性一次薄膜の上に、反応ガス供給源6からの反応ガスが反応し成膜されるようになっている。また、キャンローラ4は、金属製のロール表面に絶縁層が形成されてなるもので、ロール本体には所定のマイナス電位が印加されている。
【0006】
そして、図5に示した巻取式(プラズマCVD)成膜装置においては、巻出しローラ3とキャンローラ4との間に電子線照射器7を設置すると共に、この電子線照射器7とキャンローラ4との間に金属膜付フィルム2上の導電膜を接地電位に接続するガイドローラ8を設けている。これにより、金属膜付フィルム2の絶縁層側表面に電子ビームを照射して金属膜付フィルム2を帯電させ、キャンローラ4との間に発生する電気的吸着力によって、金属膜付フィルム2とキャンローラ4との間の密着を図っている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平7−118835号公報
【特許文献2】特開2000−17440号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、図5に示した構成の従来の巻取式(プラズマCVD)成膜装置においては、金属膜付フィルム2として導電膜付きのプラスチックフィルムのみ有効であるにすぎず、プラスチックフィルムに例示される原料フィルムに金属膜を蒸着する処理には適用できないという問題がある。
【0009】
これは、当該従来の巻取式(プラズマCVD)成膜装置においては、既に金属膜が形成されているので、処理前に、冷却用キャンローラに印加したバイアス電位を金属膜付フィルムに作用させることができるが、金属膜を蒸着する場合、金属膜が蒸着される前の原料フィルムにはバイアス電位を付加できないためである。さらに、金属膜蒸着前の原料フィルムを帯電のみさせる場合、フィルム上に金属膜を蒸着すると、原料フィルムに帯電した電荷が、その上に蒸着された金属膜に拡散し、これが原因でキャンローラと原料フィルムとの間の静電引力が低下し、両者の密着力が劣化する場合がある。
【0010】
したがって、従来の巻取式(プラズマCVD)成膜装置における帯電およびバイアス電位の印加の方法は、プラスチックフィルムに例示される原料フィルムに金属膜を蒸着しようとする場合に適用できず、冷却用キャンローラと原料フィルムとの間の高い密着力を得られないために、原料フィルムの冷却効果が不足してフィルムに皺等の熱変形を誘発したり、原料フィルム走行速度の高速化が図れずに生産性向上が望めなくなる。
【0011】
本発明は上述の問題に鑑みてなされ、プラスチックフィルムに例示される絶縁性の原料フィルムの熱変形を抑制し、高速で金属膜を成膜することができる生産性に優れた巻取式真空蒸着方法を提供することを課題とする。
【課題を解決するための手段】
【0012】
以上の課題を解決するため、本願発明に係る真空蒸着方法は、
延伸ポリプロピレンで形成された原料フィルムを減圧雰囲気内で連続的に送り出し、
前記原料フィルムを帯電させることにより前記原料フィルムを前記冷却用ローラへ密着させ、
前記原料フィルムを冷却用ローラで冷却しながら前記原料フィルムに金属膜を蒸着し、
前記金属膜と前記冷却用ローラとの間に電圧を印加することにより前記原料フィルムを前記冷却用ローラへ密着させ、
前記金属膜が蒸着された原料フィルムを巻き取る。
【0013】
金属膜の蒸着前において、荷電粒子の照射により帯電した原料フィルムは、バイアス電位が印加された冷却用ローラに対して静電的な引力で密着される。
一方、金属膜の蒸着後は、蒸着された金属膜により原料フィルムに帯電した電荷の一部が消失されるものの、補助ローラとの接触により金属膜に電位が印加され、これと冷却用ローラとの間に静電的な引力を生じさせることができる。これにより、蒸着後においても、原料フィルムと冷却用ローラとの間の密着力が維持されることになる。
【0014】
以上のように、本発明においては、金属膜の蒸着前後にわたって原料フィルムと冷却用ローラとの間に高い密着力を得ることができるので、原料フィルムの冷却効率が高まり、これにより蒸着時における原料フィルムの熱変形が防止され、また、原料フィルムの走行速度を高めて生産性向上に貢献することが可能となる。
【0015】
一方、冷却用ローラと補助ローラ(原料フィルム上の金属膜)との間に印加するバイアス電位が所定以上に大きくなると、蒸着金属のスプラッシュにより短絡したときの熱ダメージが大きくなり、品質を損ねる要因となりかねない。
そこで、蒸着された金属膜の表面電位を測定し、これが設定範囲となるように印加電圧を制御する工程を設けることが好ましく、これにより蒸着金属のスプラッシュによるダメージを回避することができ、品質の安定化を図ることができる。
上記設定範囲としては、原料フィルムと冷却用ローラとの間に適切な密着力が得られる電圧以上で、蒸着金属のスプラッシュによるダメージを発生させない電圧以下とし、適用される原料フィルムの材質、厚さ、フィルム走行速度等に応じて適宜選定される。
【発明の効果】
【0016】
本発明によれば、絶縁性の原料フィルムに対する金属膜の蒸着前後において、原料フィルムと冷却用ローラとの間に高い密着力を確保することができるので、原料フィルムの熱変形を防止できると共に、原料フィルムの走行速度を高めて生産性向上に大きく貢献することが可能となる。
【図面の簡単な説明】
【0017】
【図1】本発明の実施の形態による巻取式真空蒸着装置の概略構成図である。
【図2】原料フィルム成膜面を示す図であり、Aはオイルパターンの形成後の状態を示し、Bは金属膜の蒸着後の状態を示している。
【図3】原料フィルムに対する電子ビームの照射工程を説明する断面模式図である。
【図4】蒸着後の原料フィルムとキャンローラとの間の吸着作用を説明する断面模式図である。
【図5】従来の巻取式真空蒸着装置の概略構成図である。
【発明を実施するための形態】
【0018】
以下、本発明の実施形態について図面を参照して説明する。
【0019】
図1は、本発明の実施の形態による巻取式真空蒸着装置10の概略構成図である。本実施の形態の巻取式真空蒸着装置10は、真空チャンバ11と、原料フィルム12の巻出しローラ13と、冷却用キャンローラ14と、巻取りローラ15と、蒸着物質の蒸発源16とを備えている。
【0020】
真空チャンバ11は、配管接続部11aを介して図示しない真空ポンプ等の真空排気系に接続され、その内部が所定の真空度に減圧排気されている。真空チャンバ11の内部空間は、仕切板11bにより、巻出しローラ13、巻取りローラ15等が配置される室と、蒸発源16が配置される室とに仕切られている。
【0021】
原料フィルム12は、所定幅に裁断された長尺の絶縁性プラスチックフィルムでなり、本実施の形態では、OPP(延伸ポリプロピレン)単層フィルムが用いられている。
なお、これに以外にも、PET(ポリエチレンテレフタレート)フィルムやポリエステルフィルム、PPS(ポリフェニレンサルファイト)フィルム等のプラスチックフィルムや紙シート等が適用可能である。
【0022】
原料フィルム12は、巻出しローラ13から繰り出され、複数のガイドローラ17、キャンローラ14、補助ローラ18、複数のガイドローラ19を介して巻取りローラ15に巻き取られるようになっている。巻出しローラ13及び巻取りローラ15はそれぞれ本発明の「巻出し部」及び「巻取り部」に対応し、これらには、図示せずとも、それぞれ回転駆動部が設けられている。
【0023】
キャンローラ14は筒状でステンレス等の金属製とされ、内部には冷却水循環系等の冷却機構や、キャンローラ14を回転駆動させる回転駆動機構等が備えられている。キャンローラ14の周面には所定の抱き角で原料フィルム12が巻回される。キャンローラ14に巻き付けられた原料フィルム12は、その外面側の成膜面が蒸発源16からの蒸着物質で成膜されると同時に、キャンローラ14によって冷却されるようになっている。
【0024】
蒸発源16は、蒸着物質を収容するとともに、蒸着物質を抵抗加熱、誘導加熱、電子ビーム加熱等の公知の手法で加熱蒸発させる機構を備えている。この蒸発源16はキャンローラ14の下方に配置され、蒸着物質の蒸気を、対向するキャンローラ14上の原料フィルム12上へ付着させ被膜を形成させる。
【0025】
蒸着物質としては、Al、Co、Cu、Ni、Ti等の金属元素単体のほか、Al−Zn、Cu−Zn、Fe−Co等の二種以上の金属あるいは多元系合金が適用され、蒸発源も1つに限らず、複数設けられてもよい。
【0026】
本実施の形態の巻取式真空蒸着装置10は、更に、パターン形成ユニット20、電子ビーム照射器21、直流バイアス電源22及び除電ユニット23を備えている。
【0027】
パターン形成ユニット20は、原料フィルム12の成膜面に対して金属膜の蒸着領域を画定するパターンを形成する、本発明の「マスク形成手段」に対応するもので、巻出しローラ13とキャンローラ14との間に設置されている。
【0028】
図2は原料フィルム12の成膜面を示している。
パターン形成ユニット20は、例えば図2Aにおいてハッチング示す形状のオイルパターン25を、原料フィルム12の成膜面にその長手方向(走行方向)に沿って複数列にわたって塗布するように構成されている。従って、成膜時は、オイルパターン25の開口部25aに蒸着物質が被着した略矩形状の金属パターンが連接部26aを介して所定ピッチで連接される形態の金属膜26が複数列、成膜されることになる(図2B)。なお、金属膜26の成膜形態は上記に限定されるものではない。
【0029】
次に、電子ビーム照射器21は、本発明の「荷電粒子照射手段」に対応し、原料フィルム12に荷電粒子として電子ビームを照射して原料フィルム12を負に帯電させる。
図3は原料フィルム12に対する電子ビームの照射工程を説明する断面模式図である。本実施の形態では、電子ビーム照射器21は、キャンローラ14の周面との対向位置に設置され、キャンローラ14に接触した原料フィルム12の成膜面に電子ビームが照射されるようにしている。キャンローラ14上で電子ビームを照射することにより、原料フィルム12を冷却しながら電子ビームを照射できる。
【0030】
特に、本実施の形態では、電子ビームが原料フィルム12の幅方向に走査しながら照射されるように、電子ビーム照射器21が構成されており、これにより、局所的な電子ビームの照射による原料フィルムの損傷を回避できると同時に、原料フィルム12を均一に効率良く帯電させることが可能となる。
【0031】
直流バイアス電源22は、キャンローラ14と補助ローラ18との間に所定の直流電圧を印加する、本発明の「電圧印加手段」に対応する。本実施の形態では、キャンローラ14は正極に接続され、補助ローラ18は負極に接続されている。これにより、電子ビームが照射され負に帯電した原料フィルム12は、図3に示すように、キャンローラ14の周面に静電引力によって電気的に吸着され、かつ密着されることになる。
【0032】
ここで、補助ローラ18は金属製であり、その周面が原料フィルム12の成膜面に転接する位置に設けられている。
【0033】
図4は蒸着後の原料フィルム12とキャンローラ14との間の吸着作用を説明する断面模式図である。蒸着により、原料フィルム12上にパターン状に金属膜26が形成される。図2Bに示されるように、金属膜26は長手方向につながっている。
補助ローラ18を直流バイアス電源22の負極に接続することによって、補助ローラ18にガイドされる原料フィルム12は、その成膜面上の金属膜26(図2B参照)と補助ローラ18の周面との接触により、当該金属膜に対して負電位が印加される。その結果、金属膜26とキャンローラ14との間に挟まれる原料フィルム12が分極して、原料フィルム12とキャンローラ14との間に静電的な吸着力が生じ、両者の密着が図られることになる。
【0034】
特に、本実施の形態では、直流バイアス電源22を可変電源とし、原料フィルム12上の金属膜26に印加される電位をモニタリングして、金属膜26への印加電圧の安定化を図るようにしている。これにより、金属膜26の印加電圧の変動によって、キャンローラ14への原料フィルム12の密着力が低下したり、金属膜26とキャンローラ14との間が短絡して発生するスプラッシュによるダメージを回避するようにしている。
【0035】
具体的に、巻取式真空蒸着装置10は、補助ローラ18の配設位置よりも(フィルム走行方向に関して)上流側に設置され原料フィルム12表面の金属膜26の表面電位を検出するセンサ(検出手段)27と、センサ27の検出出力を受けて金属膜26の電位が設定範囲となるように直流バイアス電源22を制御するコントローラ(制御手段)28とを備えている。
【0036】
なお、上記設定範囲としては、原料フィルム12とキャンローラ14との間に適切な密着力が得られる電圧以上で、蒸着金属のスプラッシュによるダメージを発生させない電圧以下とし、適用される原料フィルム12の材質、厚さ、フィルム走行速度等に応じて適宜選定される。
【0037】
センサ27の構成例としては、測定プローブ内の電極を振動させてフィルム表面電位の大きさに応じた変位電流をプローブ内電極に誘起させることによりフィルム表面電位を測定する型式の表面電位計を用いることができる。
なお、フィルム表面電位に基づいて印加電圧を制御する構成に限らず、例えば、原料フィルム12の温度を測定して印加電圧を制御するようにしてもよい。
【0038】
そして、除電ユニット23は、本発明の「除電手段」に対応し、補助ローラ18と巻取りローラ15との間に配置され、電子ビーム照射器21からの電子照射により帯電した原料フィルム12を除電する機能を有する。
除電ユニット23の構成例としては、プラズマ中に原料フィルム12を通過させボンバード処理により原料フィルム12を除電する機構が採用されている。
【0039】
次に、本実施の形態の巻取式真空蒸着装置10の動作と併せて、本発明の巻取式真空蒸着方法について説明する。
【0040】
所定の真空度に減圧された真空チャンバ11の内部において、巻出しローラ13から連続的に繰り出される原料フィルム12は、オイルパターン25の形成工程、電子ビーム照射工程、蒸着工程、除電工程を経て、巻取りローラ15に連続的に巻き取られる。
【0041】
マスク形成工程において、原料フィルム12はパターン形成ユニット20によって、成膜面に例えば図2Aに示す形態のオイルパターン25が塗布形成される。マスク形成方法としては、原料フィルム12に転接する転写ローラによるパターン転写法を採用できる。
【0042】
オイルパターン25が形成された原料フィルム12はキャンローラ14に巻回される。原料フィルム12は、キャンローラ14との接触開始位置近傍において、電子ビーム照射器21により電子ビームが照射され、電位的に負に帯電される。
このとき、原料フィルム12がキャンローラ14と接触した位置で電子ビームを照射するようにしているので、原料フィルム12を効率良く冷却することができる。
また、走行する原料フィルム12の成膜面に対しその幅方向に走査しながら電子ビームを照射することによって、電子ビームの局所的な照射による原料フィルム12の熱変形を回避できると同時に、均一に効率良く原料フィルム12を帯電させることができるようになる。
【0043】
電子ビームの照射を受けて負に帯電した原料フィルム12は、直流バイアス電源22によって正電位にバイアスされているキャンローラ14に対して、静電引力により密着される(図3)。そして、蒸発源16から蒸発した蒸着物質が原料フィルム12の成膜面に堆積することによって、図2Bに示す金属膜26が形成される。
この金属膜26は、連接部26aを介して原料フィルム12の長手方向に連接された複数列の縞状の形態を有する。
【0044】
原料フィルム12に成膜された金属膜26は、補助ローラ18を介して直流バイアス電源22の負電位が印加される。金属膜26は、原料フィルム12の長手方向に連接する縞状に形成されているので、金属膜26の蒸着後、キャンローラ14に巻回された原料フィルム12において、金属膜26側の一方の表面にあっては正に、キャンローラ14側の他方の表面にあっては負にそれぞれ分極し、図4に示すように、原料フィルム12とキャンローラ14との間に静電的な吸着力を生じさせる。その結果、原料フィルム12とキャンローラ14とが互いに密着される。
【0045】
上記のように本実施の形態においては、金属膜26の蒸着前は、電子ビームの照射により原料フィルム12を帯電させてキャンローラ14へ密着させ、金属膜26の蒸着後は、当該金属膜26とキャンローラ14との間に印加したバイアス電圧により原料フィルム12をキャンローラ14へ密着させるようにしているので、金属膜の蒸着前に原料フィルム12に帯電させた電荷(電子)の一部が、その後の金属膜の蒸着工程で当該金属膜に放出され消失しても、補助ローラ18から金属膜26への負電位の印加(電子の供給)によって当該消失された電荷の一部又は全部を補償することが可能となる。
【0046】
したがって、本実施の形態によれば、蒸着工程後においても原料フィルム12とキャンローラ14との間の密着力低下が抑止され、蒸着工程の前後にわたって原料フィルム12の安定した冷却作用が確保されることになる。
これにより、金属膜の蒸着時における原料フィルム12の熱変形を防止することができるとともに、原料フィルム12の高速走行化、成膜運転速度の高速化を可能として、生産性向上を図ることができるようになる。このような構成は、OPPフィルム等のような金属膜が付着すると帯電しにくい素材で原料フィルム12を構成した場合に特に有利である。更に、原料フィルム12上にパターン状に金属膜26を形成する場合、部分的に温度が上がるとともに電荷が変化することがあるため、電荷が抜けた金属膜形成部分をバイアス電圧で密着性を高めることは、原料フィルム12が均一に冷却されるため望ましい。
【0047】
また、本実施の形態によれば、キャンローラ14と補助ローラ18との間の印加電圧を原料フィルム12上の金属膜26の表面電位に基づいて制御するようにしているので、キャンローラ14に対する原料フィルム12の密着作用を安定に維持することができると同時に、スプラッシュ等による熱ダメージの抑制を図ることができる。
【0048】
以上のようにして金属膜26の蒸着が行われた原料フィルム12は、除電ユニット23で除電された後、巻取りローラ15に巻き取られる。これにより、原料フィルム12の安定した巻取り動作が確保されると同時に、帯電による巻きシワを防止できる。
【実施例】
【0049】
以下、本発明の実施例を説明する。
【0050】
本実施例では、原料フィルム12に熱変形(皺、縮み等)を生じさせることなく成膜処理が行える最大運転速度をバイアス電圧のみの場合、電子ビーム照射のみの場合、及び、バイアス電圧+電子ビーム照射(本発明)の場合、それぞれについて測定した。
原料フィルム12として幅600mm、厚さ4μmのOPPフィルムを用い、これに金属Alをシート抵抗2Ω/□となる膜厚となるように蒸着した。電子ビーム照射器21として4kV×100〜200mAの走査型電子銃を使用し、スキャン周波数は1000Hzとした。また、直流バイアス電源22の電源電圧は100〜120Vとした。
【0051】
実験結果は以下のとおりである。
バイアス電圧のみ 300m/min.
電子ビーム照射のみ 250m/min.
バイアス電圧+電子ビーム照射 500m/min.
【0052】
本発明によれば、バイアス電圧印加及び電子ビーム照射の相乗効果で原料フィルム12とキャンローラ14との間の密着力が向上し、運転速度の高速化に大きく貢献できることがわかる。
【0053】
以上、本発明の実施の形態について説明したが、勿論、本発明はこれに限定されることなく、本発明の技術的思想に基づいて種々の変形が可能である。
【0054】
例えば以上の実施の形態では、原料フィルム12上に蒸着する金属膜26として図2Bに示すように連接部26aを介して連接される縞状に形成したが、これに限らず、例えばフィルム長手方向に沿った直線パターンとしたり、マスク形成を行わずにベタ状に成膜することも勿論可能である。
【0055】
また、以上の実施の形態では、電子ビームを照射して原料フィルム12を負に帯電させるようにしたが、これに代えて、イオンを照射して原料フィルム12を正に帯電させるようにしてもよい。この場合は、キャンローラ14及び補助ローラ18に印加されるバイアスの極性を上記実施の形態と逆(キャンローラ14を負極、補助ローラ18を正極)にする。
【符号の説明】
【0056】
10 巻取式真空蒸着装置
11 真空チャンバ
12 原料フィルム
13 巻出しローラ
14 キャンローラ(冷却用ローラ)
15 巻取りローラ
16 蒸発源
18 補助ローラ
20 パターン形成ユニット(マスク形成手段)
21 電子ビーム照射器(荷電粒子照射手段)
22 直流バイアス電源(電圧印加手段)
23 除電ユニット(除電手段)
25 オイルパターン
26 金属膜
27 センサ(検出手段)
28 コントローラ(制御手段)
【特許請求の範囲】
【請求項1】
延伸ポリプロピレンで形成された原料フィルムを減圧雰囲気内で連続的に送り出し、
前記原料フィルムを帯電させることにより前記原料フィルムを前記冷却用ローラへ密着させ、
前記原料フィルムを冷却用ローラで冷却しながら前記原料フィルムに金属膜を蒸着し、
前記金属膜と前記冷却用ローラとの間に電圧を印加することにより前記原料フィルムを前記冷却用ローラへ密着させ、
前記金属膜が蒸着された原料フィルムを巻き取る
巻取式真空蒸着方法。
【請求項2】
請求項1に記載の巻取式真空蒸着方法であって、
前記原料フィルムを帯電させる工程では、走行する前記原料フィルムに対し、荷電粒子を当該原料フィルムの幅方向に走査しながら照射する巻取式真空蒸着方法。
【請求項3】
請求項2に記載の巻取式真空蒸着方法であって、
前記荷電粒子の照射工程を、前記原料フィルムが前記冷却用ローラに接したときに行う巻取式真空蒸着方法。
【請求項4】
請求項1に記載の巻取式真空蒸着方法であって、
前記金属膜と前記冷却用ローラとの間に電圧を印加する工程では、前記金属膜が蒸着された原料フィルムの走行をガイドする補助ローラと前記冷却用ローラとの間に、直流電圧を印加する巻取式真空蒸着方法。
【請求項5】
請求項1または請求項4に記載の巻取式真空蒸着方法であって、
前記金属膜と前記冷却用ローラとの間に電圧を印加する工程は、
前記金属膜の表面電位を測定する工程と、
前記測定した電位が設定範囲となるように前記印加電圧を制御する工程とを含む巻取式真空蒸着方法。
【請求項6】
請求項1に記載の巻取式真空蒸着方法であって、さらに、
前記原料フィルムを帯電させる工程の前に、前記金属膜の蒸着領域を画定するマスクパターンを前記原料フィルムの成膜面に形成する巻取式真空蒸着方法。
【請求項7】
請求項1に記載の巻取式真空蒸着方法であって、さらに、
前記金属膜の蒸着後、前記原料フィルムを除電する巻取式真空蒸着方法。
【請求項1】
延伸ポリプロピレンで形成された原料フィルムを減圧雰囲気内で連続的に送り出し、
前記原料フィルムを帯電させることにより前記原料フィルムを前記冷却用ローラへ密着させ、
前記原料フィルムを冷却用ローラで冷却しながら前記原料フィルムに金属膜を蒸着し、
前記金属膜と前記冷却用ローラとの間に電圧を印加することにより前記原料フィルムを前記冷却用ローラへ密着させ、
前記金属膜が蒸着された原料フィルムを巻き取る
巻取式真空蒸着方法。
【請求項2】
請求項1に記載の巻取式真空蒸着方法であって、
前記原料フィルムを帯電させる工程では、走行する前記原料フィルムに対し、荷電粒子を当該原料フィルムの幅方向に走査しながら照射する巻取式真空蒸着方法。
【請求項3】
請求項2に記載の巻取式真空蒸着方法であって、
前記荷電粒子の照射工程を、前記原料フィルムが前記冷却用ローラに接したときに行う巻取式真空蒸着方法。
【請求項4】
請求項1に記載の巻取式真空蒸着方法であって、
前記金属膜と前記冷却用ローラとの間に電圧を印加する工程では、前記金属膜が蒸着された原料フィルムの走行をガイドする補助ローラと前記冷却用ローラとの間に、直流電圧を印加する巻取式真空蒸着方法。
【請求項5】
請求項1または請求項4に記載の巻取式真空蒸着方法であって、
前記金属膜と前記冷却用ローラとの間に電圧を印加する工程は、
前記金属膜の表面電位を測定する工程と、
前記測定した電位が設定範囲となるように前記印加電圧を制御する工程とを含む巻取式真空蒸着方法。
【請求項6】
請求項1に記載の巻取式真空蒸着方法であって、さらに、
前記原料フィルムを帯電させる工程の前に、前記金属膜の蒸着領域を画定するマスクパターンを前記原料フィルムの成膜面に形成する巻取式真空蒸着方法。
【請求項7】
請求項1に記載の巻取式真空蒸着方法であって、さらに、
前記金属膜の蒸着後、前記原料フィルムを除電する巻取式真空蒸着方法。
【図1】



【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【図2】
【公開番号】特開2010−163693(P2010−163693A)
【公開日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願番号】特願2010−91404(P2010−91404)
【出願日】平成22年4月12日(2010.4.12)
【分割の表示】特願2003−390105(P2003−390105)の分割
【原出願日】平成15年11月20日(2003.11.20)
【出願人】(000231464)株式会社アルバック (1,740)
【Fターム(参考)】
【公開日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願日】平成22年4月12日(2010.4.12)
【分割の表示】特願2003−390105(P2003−390105)の分割
【原出願日】平成15年11月20日(2003.11.20)
【出願人】(000231464)株式会社アルバック (1,740)
【Fターム(参考)】
[ Back to top ]