
巻鉄心及びその組み立て方法
【課題】 鉄心における磁性体の存在比率の低下を抑制し、小型化・軽量化を図りつつ励磁突入電流を低減することができる変圧器用の鉄心を提供すること
【解決手段】 ループ状の磁性ブロック11を径方向に複数個積層して構成され、各磁性ブロックは、複数の方向性珪素鋼板12を径方向に積層するとともに、各方向性珪素鋼板の両先端間に形成されるカット部分13の位置をずらして形成する。そして、カット部分に連続した状態で非磁性シート16を配置した。
【解決手段】 ループ状の磁性ブロック11を径方向に複数個積層して構成され、各磁性ブロックは、複数の方向性珪素鋼板12を径方向に積層するとともに、各方向性珪素鋼板の両先端間に形成されるカット部分13の位置をずらして形成する。そして、カット部分に連続した状態で非磁性シート16を配置した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、巻鉄心及びその組み立て方法に関するものである。
【背景技術】
【0002】
よく知られるように、変圧器は、磁気回路を構成する鉄心に導電回路を構成するコイルを装着して構成される。鉄心の構造は各種のものがあるが、そのうちの一つに、所定の幅にスリットされた帯板状の方向性珪素鋼板を巻板機で所定形状に巻き付け、焼きなましを行った巻鉄心と称されるものがある。特に、本発明が対象とする巻鉄心は、カット方式であり、カット部分に位置を階段状にずらすように複数枚の珪素鋼板を径方向に密着させて重ねて構成されるブロックを、複数ブロック用意し、その複数ブロックをさらに径方向に密着して重ねるように構成される。
【0003】
係る巻鉄心は、カット方式のため、カット部分にギャップが生じる。そのようなギャップ入りの巻鉄心において、残留磁束密度を小さくすることによって、電圧印加時の過渡磁束密度の大きさを小さくし励磁突入電流を低減したいという要求があり、従来特許文献1に開示された発明が提案されている。
【0004】
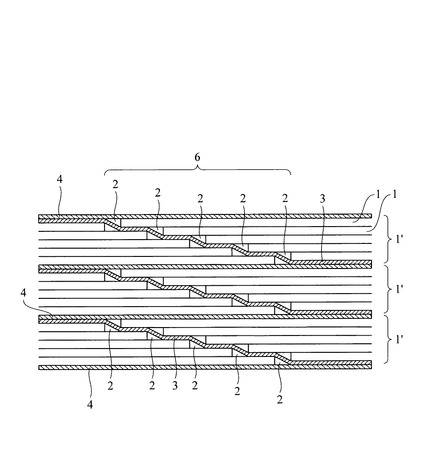
この特許文献1に開示された発明は、図1に示すように、カット部分2の位置を階段状にずらせた複数枚の電磁鋼帯1′からなる電磁鋼帯群1を複数群、径方向に密着させて重ねて形成されるワンターンカット形の巻鉄心において、一群の電磁鋼帯群1のカット部分群6に、そのカット部分群6より長い長さの第1絶縁体3を配置すると共に、隣接する電磁鋼帯群1の間にも電磁鋼帯同士が接触しないように第2絶縁体4を配置する構成を採る。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3574955号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記のように特許文献1に開示された技術では、隣接する電磁鋼帯群1同士が接触しないようにするため、少なくとも第2絶縁体4は、リング状に形成された電磁鋼帯群の全周に渡り配置することになる。
【0007】
そのため、図1から明らかなように、各隣接する電磁鋼帯群1間に第1,第2絶縁体3,4が介在することになり、鉄心における磁性体の占有比率が少なくなり、所望の特性を得るためには、大型化・重量化を避けられなくなるといった新たな問題を生じる。
【0008】
さらに、係る構成の巻鉄心を組み立てるには、電磁鋼帯群1ごとにそのカット部分2内に第1絶縁体3を装着する処理を行う。そして、第1絶縁体3は、カット部分群6の全長よりも長いため、その第1絶縁体3の両端はそれぞれ電磁鋼帯群1の表面に突出する。従って、その突出した第1絶縁体3の両端部分が、電磁鋼帯群1の表面に接触した状態を保ちつつ、隣接する電磁鋼帯群1間に第2絶縁体4を全面にわたり介在させるように配置する処理を行う。従って、ある隣接する電磁鋼板群1間に第2絶縁体4を配置するには、それぞれの電磁鋼帯群1の表面に突出した第1絶縁体3と、第2絶縁体4が適宜の順に、しかも、相互に密着するように配置する必要があり、その作業は煩雑となる。
【0009】
そこで、組み立て作業が容易に行え、小型化・軽量化を図りつつ励磁突入電流を低減したいという課題がある。
【課題を解決するための手段】
【0010】
上述した課題を解決するために、本発明に係る巻鉄心は、(1)ループ状の磁性ブロックを径方向に複数個積層して構成され、各磁性ブロックは、複数の磁性帯板を径方向に積層するとともに、各磁性帯板の両先端間に形成されるカット部分の位置をずらして形成される巻鉄心であって、前記カット部分に連続した状態で非磁性シートを配置した。
【0011】
このような構成を採ることで、実験の結果残留磁束密度が低減していることが確認された。そして、カット部分の位置をずらすことから、磁性帯板の先端は階段状に突出し、片側のみに着目してみると、その積層方向内面或いは積層方向外面の少なくとも一方が露出することになる。そして、磁性帯板の両先端同士を接近させて所望のカット部分を形成した場合、磁性帯板の一方の先端は、積層方向で隣接する磁性帯板の両先端間のカット部分を跨ぐ(覆う)ような配置となる。そこで、ある磁性帯板内を流れる磁束は、本来カット部分(非磁性のエアギャップ部分)を通過すべきところ、非磁性シート部材がないと、隣接する磁性帯板内を通り、エアギャップ部分を迂回することになるが、本発明では、磁性帯板の先端の上記の露出する部分には、非磁性シート部材が配置されるため、係る迂回する経路を遮断してカット部分を通過させるか、仮に迂回する経路をとっても隣接する磁性帯板間に介在される非磁性シート部材を通過させることができる。
【0012】
そして、非磁性シート部材は、カット部分の位置に連続して配置されることから、それ以外の磁性ブロック・磁性帯板の全面に配置されず、巻鉄心における磁性体の存在比率を多くする(非磁性シート部材の存在比率を少なくする)ことができ、小型化・軽量化を図ることができる。
【0013】
また、非磁性シート部材の材質は、所望の樹脂フィルムでも良いし、絶縁紙その他の各種の材料からなるシート部材を用いることができる。具体的には、例えば、高分子製フィルム、高分子製繊維シート、表面コーテイングシート、樹脂含浸シート、絶縁紙、不織布、ガラスクロスシート等を用いることができる。適宜に折り曲げることから、延伸性や強度のある樹脂フィルムを用いるのが望ましい。
【0014】
(2)本発明の組み立て方法は、ループ状の磁性ブロックを径方向に複数個積層して構成され、各磁性ブロックは、複数の磁性帯板を径方向に積層するとともに、各磁性帯板の両先端間に形成されるカット部分の位置をずらして形成される巻鉄心の組み立て方法であって、前記磁性帯板の両先端の間隔を前記カット部分の間隔よりも大きく開いた状態で、両先端の間に非磁性のシート部材を配置し、次いで、前記両先端を接近させて突き合わせることで前記磁性帯板の両端の形状に沿うように前記シート部材を押し込むようにした。
【発明の効果】
【0015】
本発明では、磁性帯板の両端面間のカット部分に連続して非磁性シート部材を配置することから、鉄心における磁性体の存在比率の低下を抑制し、小型化・軽量化を図りつつ励磁突入電流を低減することができる。
【図面の簡単な説明】
【0016】
【図1】従来例を示す図である。
【図2】本発明の好適な一実施形態を示す平面図である。
【図3】その要部拡大断面図である。
【図4】組み立て方法の一実施形態を示す図である。
【図5】本発明の別の実施形態を示す図である。
【発明を実施するための形態】
【0017】
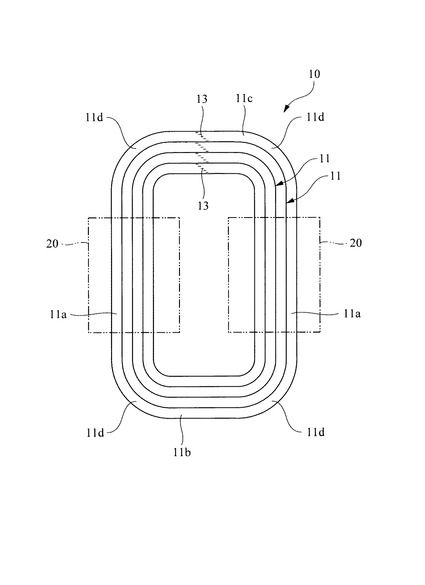
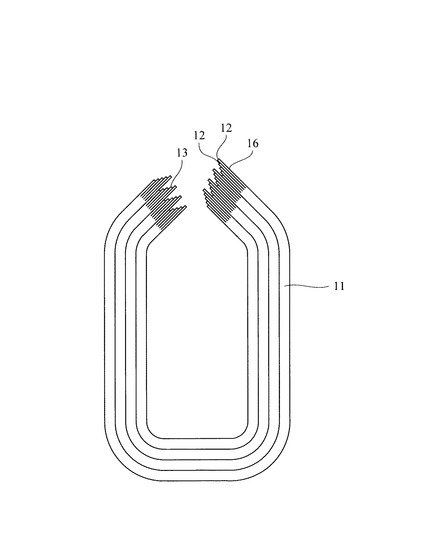
図2は、本発明に係る鉄心の一実施形態を示す平面図であり、図3は、カット部分付近の拡大断面図である。図に示すように、巻鉄心10は、ループ状に形成された複数の磁性ブロック11を径方向に積層して構成される。このループ状の形状は、本実施形態では、平面が略直方形で4角が円弧状としている。つまり、長辺を構成する平行に配置された一対の第1直線部11aと、短辺を構成する一対の第2直線部11b,11cと、それら両直線部の隣接する端部同士を接続する曲線部11dとを有する。この巻鉄心10を用いて変圧器を構成する場合、第1直線部11aの周囲にコイル20が装着される。
【0018】
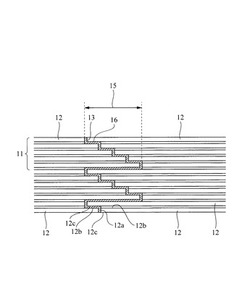
図3に拡大して示すように、磁性ブロック11は、複数枚の帯板状の方向性珪素鋼板12を径方向に積層して構成される。そして巻鉄心10は、カット方式(ワンターンカット)であり、各方向性珪素鋼板12は、略C字状に曲げられ、その両端が近接させることで、ループ状となる。その近接する一枚の方向性珪素鋼板12の両端は、近接するが一定の隙間をおいたカット部分13が形成される。方向性珪素鋼板12内を流れる磁束は、一端から出て、そのカット部分13を通って、隣接する同一の方向性珪素鋼板12の他端に入る。
【0019】
さらに、このカット部分13の形成位置は、階段状にずらし、同一の磁性ブロック11を構成する方向性珪素鋼板12のカット部分13は、重ならないようにしている。また、巻鉄心10を構成する全ての方向性珪素鋼板12のカット部分13が重ならないように徐々にずらしても良いが、そのようにすると、カット部分13が形成される領域が広くなるので、本実施形態では、各磁性ブロック11におけるカット部分13が形成される領域であるカット部分形成領域15は、一方の第2直線部11cの同じ箇所に設定している。これにより、カット部分13は、径方向に見た場合、階段状にずらしているものの、各磁性ブロック11で折り返されて繰り返される状態となる。
【0020】
また、図示省略するが、最外周の磁性ブロック11のさらに外周にはスチールバンドが巻き付けられ、径方向(積層方向)内側に向けて締め付けられる。これにより、積層方向に隣接する磁性ブロック11同士や、磁性ブロック11を構成する積層方向に隣接する方向性珪素鋼板12同士は、密着する。
【0021】
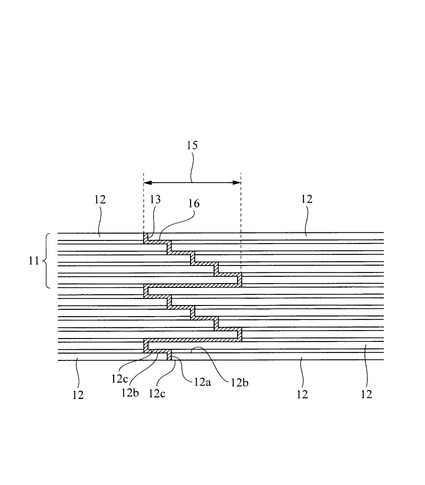
ここで本発明では、図3に示すように、カット部分13に連続した絶縁性・非磁性のシート部材16を配置した。このシート部材16は、薄い樹脂フィルムや、絶縁紙等の適宜折り曲げ等容易に変形できる材質のものを用いて構成できる。つまり、各磁性ブロック11より具体的には方向性珪素鋼板12の両端同士が対向する突き合わせ端面12aと、先端側の積層方向外面12bと積層方向内面12c同士が対向する重ね部に、連続した状態でシート部材16が配置される。
【0022】
これにより、隣接する方向性珪素鋼板12のカット部分13付近の方向性珪素鋼板12の先端部同士の対向する表面間には、少なくともシート部材16の膜厚のギャップが確保される。そして、方向性珪素鋼板12の一方の端部から他方の端部へと流れる磁束は、その非磁性のシート部材16を通過して移動することになる。
【0023】
つまり、図3に示すように、1つの磁性ブロック11で見た場合、カット部分13を階段状にずらすことから、各方向性珪素鋼板12の先端部分は、その端面12aのみならず、積層方向外面12bと積層方向内面12cの少なくとも一方が露出する。その結果、カット部分13で対向する方向性珪素鋼板12の両先端同士は、その露出した積層方向外面12bと積層方向内面12cとが対向し、仮に非磁性シート部材16を設けない場合には、係る対向する積層方向外面12bと積層方向内面12cとで接触されてしまい、周回方向で連続した磁路が形成されてしまう。つまり、カット部分13の磁気抵抗が大きいので、本来カット部分13を流れるべき磁束は、磁気抵抗の小さい積層方向に隣接する方向性珪素鋼板12を迂回してしまう。そこで、本実施形態のように、カット部分13付近で露出する表面に非磁性のシート部材16を配置することで、シート部材16が形成されたカット部分13付近の領域では、当該シート部材16が介在するので隣接する方向性珪素鋼板12同士が接触して磁気的に導通する磁路は形成されずに、シート部材16の厚み分だけギャップが形成される。よって、ある方向性珪素鋼板12内を先端まで進んできた磁束は、同じ方向性珪素鋼板12の他端に進むためには、カット部分13の空間部分を通過するか、隣接する他の方向性珪素鋼板12側を迂回しても最終的にシート部材16により形成されるギャップを通過することになる。よって、磁束は、どの経路を通っても1周回る途中にギャップが確保され、ワンターンカットタイプとなり、残留磁束の低減を図れ、突入電流の低減が期待できる。
【0024】
また、図から明らかなように、シート部材16を配置するのは、カット部分形成領域15のみとなり、それ以外の部分では、所定枚数の方向性珪素鋼板12を積層した磁性ブロック11である磁性体が存在することになる。よって、特許文献1に示すように、積層方向に隣接する磁性ブロック11の表面全面に非磁性体を配置するものに比べて鉄心における単位断面積あたりの磁性体の量を大きくすることができる。その結果、小型化・軽量化が図れる。
【0025】
係る構成の鉄心は、以下に示す手順により構成することができる。まず、まず、通常、この種の巻鉄心は、図4に示すように、略C字状で、両端が開いた状態のものが製造される。この両端のラップ面が開いた状態の巻芯に対し、第1直線部11aにコイルを装着後、両先端を閉じて、対向する磁性ブロック11(方向性珪素鋼板12)同士が近接するように組み付けて所定間隔をおいたカット部分13を構成する。
【0026】
そこで、図4に示すように両端が開いた状態のものに対し、その両先端部分の間に、絶縁性・非磁性のシート部材16を配置する。次いで、積層方向(径方向)内側或いは外側から順番に、そのシート部材16を挟んで対向配置させた方向性珪素鋼板12の先端を互いに突き合わせる。この挿入作業に伴い、シート部材16は、方向性珪素鋼板12(磁性ブロック11)の端面形状に合わせて適宜折れ曲がり、カット部分13の接合部(つなぎ部)間に連続した形状で配置されることになる。このように、非磁性体としてシート部材16を用いたため、磁性ブロック11の両端面の間にシート部材を垂れ下げた状態で配置し、所定の磁性ブロックを順次押し込むことで簡単に組み立てることができる。
【0027】
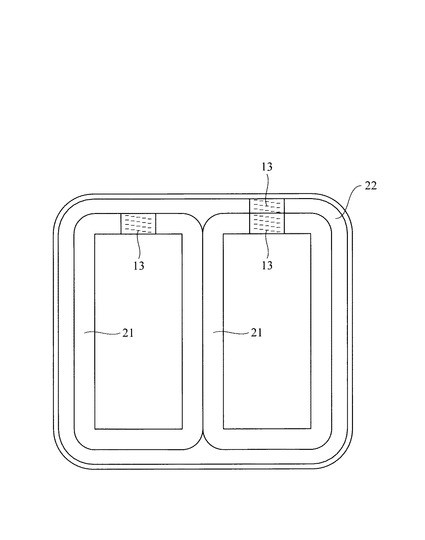
図5は、別の実施形態を示している。本実施形態では、三相用の巻鉄心に適用した例を示している。すなわち、三相用であるので、2つの内鉄心21,21を横に並べると共に、その2つの内鉄心21の外周を覆うように外鉄心22を配置している。
【0028】
そして、内鉄心21並びに外鉄心22には、それぞれ階段状にずらしたカット部分23が形成されて、ワンターンカットタイプの巻鉄心が構成される。そして、このカット部分13の形成される領域において、上記の実施形態と同様に、カット部分13間にシート部材16を介在させる。
【符号の説明】
【0029】
10 巻鉄心
11 磁性ブロック
12 方向性珪素鋼板
13 カット部分
16 シート部材
【技術分野】
【0001】
本発明は、巻鉄心及びその組み立て方法に関するものである。
【背景技術】
【0002】
よく知られるように、変圧器は、磁気回路を構成する鉄心に導電回路を構成するコイルを装着して構成される。鉄心の構造は各種のものがあるが、そのうちの一つに、所定の幅にスリットされた帯板状の方向性珪素鋼板を巻板機で所定形状に巻き付け、焼きなましを行った巻鉄心と称されるものがある。特に、本発明が対象とする巻鉄心は、カット方式であり、カット部分に位置を階段状にずらすように複数枚の珪素鋼板を径方向に密着させて重ねて構成されるブロックを、複数ブロック用意し、その複数ブロックをさらに径方向に密着して重ねるように構成される。
【0003】
係る巻鉄心は、カット方式のため、カット部分にギャップが生じる。そのようなギャップ入りの巻鉄心において、残留磁束密度を小さくすることによって、電圧印加時の過渡磁束密度の大きさを小さくし励磁突入電流を低減したいという要求があり、従来特許文献1に開示された発明が提案されている。
【0004】
この特許文献1に開示された発明は、図1に示すように、カット部分2の位置を階段状にずらせた複数枚の電磁鋼帯1′からなる電磁鋼帯群1を複数群、径方向に密着させて重ねて形成されるワンターンカット形の巻鉄心において、一群の電磁鋼帯群1のカット部分群6に、そのカット部分群6より長い長さの第1絶縁体3を配置すると共に、隣接する電磁鋼帯群1の間にも電磁鋼帯同士が接触しないように第2絶縁体4を配置する構成を採る。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3574955号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記のように特許文献1に開示された技術では、隣接する電磁鋼帯群1同士が接触しないようにするため、少なくとも第2絶縁体4は、リング状に形成された電磁鋼帯群の全周に渡り配置することになる。
【0007】
そのため、図1から明らかなように、各隣接する電磁鋼帯群1間に第1,第2絶縁体3,4が介在することになり、鉄心における磁性体の占有比率が少なくなり、所望の特性を得るためには、大型化・重量化を避けられなくなるといった新たな問題を生じる。
【0008】
さらに、係る構成の巻鉄心を組み立てるには、電磁鋼帯群1ごとにそのカット部分2内に第1絶縁体3を装着する処理を行う。そして、第1絶縁体3は、カット部分群6の全長よりも長いため、その第1絶縁体3の両端はそれぞれ電磁鋼帯群1の表面に突出する。従って、その突出した第1絶縁体3の両端部分が、電磁鋼帯群1の表面に接触した状態を保ちつつ、隣接する電磁鋼帯群1間に第2絶縁体4を全面にわたり介在させるように配置する処理を行う。従って、ある隣接する電磁鋼板群1間に第2絶縁体4を配置するには、それぞれの電磁鋼帯群1の表面に突出した第1絶縁体3と、第2絶縁体4が適宜の順に、しかも、相互に密着するように配置する必要があり、その作業は煩雑となる。
【0009】
そこで、組み立て作業が容易に行え、小型化・軽量化を図りつつ励磁突入電流を低減したいという課題がある。
【課題を解決するための手段】
【0010】
上述した課題を解決するために、本発明に係る巻鉄心は、(1)ループ状の磁性ブロックを径方向に複数個積層して構成され、各磁性ブロックは、複数の磁性帯板を径方向に積層するとともに、各磁性帯板の両先端間に形成されるカット部分の位置をずらして形成される巻鉄心であって、前記カット部分に連続した状態で非磁性シートを配置した。
【0011】
このような構成を採ることで、実験の結果残留磁束密度が低減していることが確認された。そして、カット部分の位置をずらすことから、磁性帯板の先端は階段状に突出し、片側のみに着目してみると、その積層方向内面或いは積層方向外面の少なくとも一方が露出することになる。そして、磁性帯板の両先端同士を接近させて所望のカット部分を形成した場合、磁性帯板の一方の先端は、積層方向で隣接する磁性帯板の両先端間のカット部分を跨ぐ(覆う)ような配置となる。そこで、ある磁性帯板内を流れる磁束は、本来カット部分(非磁性のエアギャップ部分)を通過すべきところ、非磁性シート部材がないと、隣接する磁性帯板内を通り、エアギャップ部分を迂回することになるが、本発明では、磁性帯板の先端の上記の露出する部分には、非磁性シート部材が配置されるため、係る迂回する経路を遮断してカット部分を通過させるか、仮に迂回する経路をとっても隣接する磁性帯板間に介在される非磁性シート部材を通過させることができる。
【0012】
そして、非磁性シート部材は、カット部分の位置に連続して配置されることから、それ以外の磁性ブロック・磁性帯板の全面に配置されず、巻鉄心における磁性体の存在比率を多くする(非磁性シート部材の存在比率を少なくする)ことができ、小型化・軽量化を図ることができる。
【0013】
また、非磁性シート部材の材質は、所望の樹脂フィルムでも良いし、絶縁紙その他の各種の材料からなるシート部材を用いることができる。具体的には、例えば、高分子製フィルム、高分子製繊維シート、表面コーテイングシート、樹脂含浸シート、絶縁紙、不織布、ガラスクロスシート等を用いることができる。適宜に折り曲げることから、延伸性や強度のある樹脂フィルムを用いるのが望ましい。
【0014】
(2)本発明の組み立て方法は、ループ状の磁性ブロックを径方向に複数個積層して構成され、各磁性ブロックは、複数の磁性帯板を径方向に積層するとともに、各磁性帯板の両先端間に形成されるカット部分の位置をずらして形成される巻鉄心の組み立て方法であって、前記磁性帯板の両先端の間隔を前記カット部分の間隔よりも大きく開いた状態で、両先端の間に非磁性のシート部材を配置し、次いで、前記両先端を接近させて突き合わせることで前記磁性帯板の両端の形状に沿うように前記シート部材を押し込むようにした。
【発明の効果】
【0015】
本発明では、磁性帯板の両端面間のカット部分に連続して非磁性シート部材を配置することから、鉄心における磁性体の存在比率の低下を抑制し、小型化・軽量化を図りつつ励磁突入電流を低減することができる。
【図面の簡単な説明】
【0016】
【図1】従来例を示す図である。
【図2】本発明の好適な一実施形態を示す平面図である。
【図3】その要部拡大断面図である。
【図4】組み立て方法の一実施形態を示す図である。
【図5】本発明の別の実施形態を示す図である。
【発明を実施するための形態】
【0017】
図2は、本発明に係る鉄心の一実施形態を示す平面図であり、図3は、カット部分付近の拡大断面図である。図に示すように、巻鉄心10は、ループ状に形成された複数の磁性ブロック11を径方向に積層して構成される。このループ状の形状は、本実施形態では、平面が略直方形で4角が円弧状としている。つまり、長辺を構成する平行に配置された一対の第1直線部11aと、短辺を構成する一対の第2直線部11b,11cと、それら両直線部の隣接する端部同士を接続する曲線部11dとを有する。この巻鉄心10を用いて変圧器を構成する場合、第1直線部11aの周囲にコイル20が装着される。
【0018】
図3に拡大して示すように、磁性ブロック11は、複数枚の帯板状の方向性珪素鋼板12を径方向に積層して構成される。そして巻鉄心10は、カット方式(ワンターンカット)であり、各方向性珪素鋼板12は、略C字状に曲げられ、その両端が近接させることで、ループ状となる。その近接する一枚の方向性珪素鋼板12の両端は、近接するが一定の隙間をおいたカット部分13が形成される。方向性珪素鋼板12内を流れる磁束は、一端から出て、そのカット部分13を通って、隣接する同一の方向性珪素鋼板12の他端に入る。
【0019】
さらに、このカット部分13の形成位置は、階段状にずらし、同一の磁性ブロック11を構成する方向性珪素鋼板12のカット部分13は、重ならないようにしている。また、巻鉄心10を構成する全ての方向性珪素鋼板12のカット部分13が重ならないように徐々にずらしても良いが、そのようにすると、カット部分13が形成される領域が広くなるので、本実施形態では、各磁性ブロック11におけるカット部分13が形成される領域であるカット部分形成領域15は、一方の第2直線部11cの同じ箇所に設定している。これにより、カット部分13は、径方向に見た場合、階段状にずらしているものの、各磁性ブロック11で折り返されて繰り返される状態となる。
【0020】
また、図示省略するが、最外周の磁性ブロック11のさらに外周にはスチールバンドが巻き付けられ、径方向(積層方向)内側に向けて締め付けられる。これにより、積層方向に隣接する磁性ブロック11同士や、磁性ブロック11を構成する積層方向に隣接する方向性珪素鋼板12同士は、密着する。
【0021】
ここで本発明では、図3に示すように、カット部分13に連続した絶縁性・非磁性のシート部材16を配置した。このシート部材16は、薄い樹脂フィルムや、絶縁紙等の適宜折り曲げ等容易に変形できる材質のものを用いて構成できる。つまり、各磁性ブロック11より具体的には方向性珪素鋼板12の両端同士が対向する突き合わせ端面12aと、先端側の積層方向外面12bと積層方向内面12c同士が対向する重ね部に、連続した状態でシート部材16が配置される。
【0022】
これにより、隣接する方向性珪素鋼板12のカット部分13付近の方向性珪素鋼板12の先端部同士の対向する表面間には、少なくともシート部材16の膜厚のギャップが確保される。そして、方向性珪素鋼板12の一方の端部から他方の端部へと流れる磁束は、その非磁性のシート部材16を通過して移動することになる。
【0023】
つまり、図3に示すように、1つの磁性ブロック11で見た場合、カット部分13を階段状にずらすことから、各方向性珪素鋼板12の先端部分は、その端面12aのみならず、積層方向外面12bと積層方向内面12cの少なくとも一方が露出する。その結果、カット部分13で対向する方向性珪素鋼板12の両先端同士は、その露出した積層方向外面12bと積層方向内面12cとが対向し、仮に非磁性シート部材16を設けない場合には、係る対向する積層方向外面12bと積層方向内面12cとで接触されてしまい、周回方向で連続した磁路が形成されてしまう。つまり、カット部分13の磁気抵抗が大きいので、本来カット部分13を流れるべき磁束は、磁気抵抗の小さい積層方向に隣接する方向性珪素鋼板12を迂回してしまう。そこで、本実施形態のように、カット部分13付近で露出する表面に非磁性のシート部材16を配置することで、シート部材16が形成されたカット部分13付近の領域では、当該シート部材16が介在するので隣接する方向性珪素鋼板12同士が接触して磁気的に導通する磁路は形成されずに、シート部材16の厚み分だけギャップが形成される。よって、ある方向性珪素鋼板12内を先端まで進んできた磁束は、同じ方向性珪素鋼板12の他端に進むためには、カット部分13の空間部分を通過するか、隣接する他の方向性珪素鋼板12側を迂回しても最終的にシート部材16により形成されるギャップを通過することになる。よって、磁束は、どの経路を通っても1周回る途中にギャップが確保され、ワンターンカットタイプとなり、残留磁束の低減を図れ、突入電流の低減が期待できる。
【0024】
また、図から明らかなように、シート部材16を配置するのは、カット部分形成領域15のみとなり、それ以外の部分では、所定枚数の方向性珪素鋼板12を積層した磁性ブロック11である磁性体が存在することになる。よって、特許文献1に示すように、積層方向に隣接する磁性ブロック11の表面全面に非磁性体を配置するものに比べて鉄心における単位断面積あたりの磁性体の量を大きくすることができる。その結果、小型化・軽量化が図れる。
【0025】
係る構成の鉄心は、以下に示す手順により構成することができる。まず、まず、通常、この種の巻鉄心は、図4に示すように、略C字状で、両端が開いた状態のものが製造される。この両端のラップ面が開いた状態の巻芯に対し、第1直線部11aにコイルを装着後、両先端を閉じて、対向する磁性ブロック11(方向性珪素鋼板12)同士が近接するように組み付けて所定間隔をおいたカット部分13を構成する。
【0026】
そこで、図4に示すように両端が開いた状態のものに対し、その両先端部分の間に、絶縁性・非磁性のシート部材16を配置する。次いで、積層方向(径方向)内側或いは外側から順番に、そのシート部材16を挟んで対向配置させた方向性珪素鋼板12の先端を互いに突き合わせる。この挿入作業に伴い、シート部材16は、方向性珪素鋼板12(磁性ブロック11)の端面形状に合わせて適宜折れ曲がり、カット部分13の接合部(つなぎ部)間に連続した形状で配置されることになる。このように、非磁性体としてシート部材16を用いたため、磁性ブロック11の両端面の間にシート部材を垂れ下げた状態で配置し、所定の磁性ブロックを順次押し込むことで簡単に組み立てることができる。
【0027】
図5は、別の実施形態を示している。本実施形態では、三相用の巻鉄心に適用した例を示している。すなわち、三相用であるので、2つの内鉄心21,21を横に並べると共に、その2つの内鉄心21の外周を覆うように外鉄心22を配置している。
【0028】
そして、内鉄心21並びに外鉄心22には、それぞれ階段状にずらしたカット部分23が形成されて、ワンターンカットタイプの巻鉄心が構成される。そして、このカット部分13の形成される領域において、上記の実施形態と同様に、カット部分13間にシート部材16を介在させる。
【符号の説明】
【0029】
10 巻鉄心
11 磁性ブロック
12 方向性珪素鋼板
13 カット部分
16 シート部材
【特許請求の範囲】
【請求項1】
ループ状の磁性ブロックを径方向に複数個積層して構成され、各磁性ブロックは、複数の磁性帯板を径方向に積層するとともに、各磁性帯板の両先端間に形成されるカット部分の位置をずらして形成される巻鉄心であって、
前記カット部分に連続した状態で非磁性シートを配置したことを特徴とする巻鉄心。
【請求項2】
ループ状の磁性ブロックを径方向に複数個積層して構成され、各磁性ブロックは、複数の磁性帯板を径方向に積層するとともに、各磁性帯板の両先端間に形成されるカット部分の位置をずらして形成される巻鉄心の組み立て方法であって、
前記磁性帯板の両先端の間隔を前記カット部分の間隔よりも大きく開いた状態で、両先端の間に非磁性のシート部材を配置し、
次いで、前記両先端を接近させて突き合わせることで前記磁性帯板の両端の形状に沿うように前記シート部材を押し込むようにすることを特徴とする巻鉄心の組み立て方法。
【請求項1】
ループ状の磁性ブロックを径方向に複数個積層して構成され、各磁性ブロックは、複数の磁性帯板を径方向に積層するとともに、各磁性帯板の両先端間に形成されるカット部分の位置をずらして形成される巻鉄心であって、
前記カット部分に連続した状態で非磁性シートを配置したことを特徴とする巻鉄心。
【請求項2】
ループ状の磁性ブロックを径方向に複数個積層して構成され、各磁性ブロックは、複数の磁性帯板を径方向に積層するとともに、各磁性帯板の両先端間に形成されるカット部分の位置をずらして形成される巻鉄心の組み立て方法であって、
前記磁性帯板の両先端の間隔を前記カット部分の間隔よりも大きく開いた状態で、両先端の間に非磁性のシート部材を配置し、
次いで、前記両先端を接近させて突き合わせることで前記磁性帯板の両端の形状に沿うように前記シート部材を押し込むようにすることを特徴とする巻鉄心の組み立て方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−134794(P2011−134794A)
【公開日】平成23年7月7日(2011.7.7)
【国際特許分類】
【出願番号】特願2009−291139(P2009−291139)
【出願日】平成21年12月22日(2009.12.22)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 日本経済新聞社発行の日経産業新聞(平成21年11月24日付朝刊)の第1面(発行日は、平成21年11月24日)
【出願人】(000108580)タカオカ化成工業株式会社 (17)
【出願人】(000141060)株式会社関電工 (115)
【出願人】(509147824)株式会社アット東京 (5)
【Fターム(参考)】
【公開日】平成23年7月7日(2011.7.7)
【国際特許分類】
【出願日】平成21年12月22日(2009.12.22)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 日本経済新聞社発行の日経産業新聞(平成21年11月24日付朝刊)の第1面(発行日は、平成21年11月24日)
【出願人】(000108580)タカオカ化成工業株式会社 (17)
【出願人】(000141060)株式会社関電工 (115)
【出願人】(509147824)株式会社アット東京 (5)
【Fターム(参考)】
[ Back to top ]