
布帛の製造方法および布帛
【課題】糸ずれ防止策として熱溶融性樹脂繊維の使用に依存することなく、また、フィルムを貼り付ける方法に依存することもなくポリテトラフルオロエチレンの布帛の糸ずれを確実に防止することを目的とする。
【解決手段】ポリテトラフルオロエチレンの糸を用いて布帛を形成し、該布帛を240度(℃)以上、400度(℃)以下の温度で熱処理する。前記ポリテトラフルオロエチレンの糸、およびポリテトラフルオロエチレンとは異なる材料で構成される補強糸を用いて前記布帛を形成してもよい。補強糸に用いる繊維は、熱溶融性樹脂の繊維であってもよいし、非熱溶融性の繊維であってもよい。
【解決手段】ポリテトラフルオロエチレンの糸を用いて布帛を形成し、該布帛を240度(℃)以上、400度(℃)以下の温度で熱処理する。前記ポリテトラフルオロエチレンの糸、およびポリテトラフルオロエチレンとは異なる材料で構成される補強糸を用いて前記布帛を形成してもよい。補強糸に用いる繊維は、熱溶融性樹脂の繊維であってもよいし、非熱溶融性の繊維であってもよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリテトラフルオロエチレンの糸を用いた布帛の製造方法、および布帛に関するものである。
【背景技術】
【0002】
ポリテトラフルオロエチレン繊維の糸からなる布帛は、ポリテトラフルオロエチレンの持つ耐熱性、離型性、耐薬品性、耐候性、低摩擦特性等の特性を生かして様々な用途で活用されている。ポリテトラフルオロエチレン繊維を延伸した繊維は、さらに強靭性を付加することができ、用途に応じて使用される。より詳細には、機械部品の摺動面に配置されるシート状摺動部材であり、オイルなど液状の潤滑剤を含浸して使用される摺動部材である。この摺動部材は、例えば複写機、プリンター、ファクシミリ等の画像定着装置などに用いられる。そのほか、例えばインパルスシーラーの加熱部に用いられる被シール部材の接着を防止するためにヒーター表面に施される耐熱性離型シートや、プラスチック樹脂を熱金型で熱変形させ容器や部品を加工する場合にプラスチック材料と熱金型との間に設けられる離型シートとして使用される。ポリテトラフルオロエチレン材料には耐熱性、離型性があるため、加熱直後の食品(熱く、接着性がまだ残存する材料)等を搬送する輸送ベルトなどにも使用できる。さらに、耐候性を要求される屋外など、長期に紫外線に曝される場所のカバー材(建物の屋根材やテント材、レードームのカバー材など)に好適に使用される。
【0003】
しかし、ポリテトラフルオロエチレンの繊維は上記のような特殊な特性がある故に加工が難しい部分がある。例えば、ポリテトラフルオロエチレンは溶融粘度が極めて高く、反応性も極めて低いため、他材料と接着しにくい。また、耐薬品性が高いため、表面を処理して他材料と接着することも難しい。特にポリテトラフルオロエチレンの糸を用いて布帛を構成した場合、ポリテトラフルオロエチレン糸の摩擦抵抗が非常に小さいことから、滑りやすく、糸ずれ(目寄れ)が発生してしまう。
【0004】
ところで、一般に布帛の糸ずれ防止を目的として熱溶融温度および熱溶融粘度が低い繊維(熱溶融性樹脂繊維)を混合し、熱溶融性樹脂繊維を溶融することにより経緯の交点を溶融し固定する方法が知られている。
【0005】
特許文献1には、第1の繊維と、該第1の繊維の融点の温度では熱により強度が低下せず形状の変化が少ない第2の繊維とを、該第1の繊維を両側に配列して集束した糸条体を経糸および緯糸として所定の格子状空間が形成されるように織成された織物であって、経糸の第1の繊維と緯糸の第1の繊維はその交点において熱融着された格子状織物が記載されている。
【0006】
特許文献2には、高融点成分または非熱溶融成分からなる繊維体と、溶融温度差を有する少なくとも2種の成分を含有する熱融着性糸条体をそれぞれ経緯に用いたメッシュ基材であって、前記繊維体と前記熱融着性糸条体の混用割合が重量比で50/50〜90/10であり、かつ経緯の熱融着性糸条体の交差部において溶融温度が低い成分同士を熱溶着することにより目止め加工を施した建築工事用メッシュシートが記載されている。
【0007】
また、目ずれ防止策として上記熱溶融性樹脂繊維を使用する方法の他には、織物にフィルムを貼り付けたり、織物に樹脂を含浸させたりする方法も知られている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平7−145532号公報(請求項1、図1等)
【特許文献2】特開平10−102348号公報(請求項1、図1等)
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、ポリテトラフルオロエチレン材料は離型性が高く、摩擦力が小さいため、他の材料との固着性が低い。そのため特許文献1,2のいずれの方法でも糸ずれ防止策としてはあまり効果がなかった。すなわち、ポリテトラフルオロエチレン繊維と上記熱溶融性樹脂繊維からなる糸の混合布帛を作製して熱溶融性樹脂繊維のみ溶融させ固定しても、布帛を使用しているうちにポリテトラフルオロエチレン糸が脱落する問題があった。もちろん、熱溶融性樹脂繊維の使用割合を高めて布帛全体を熱溶融性樹脂繊維で覆えばポリテトラフルオロエチレン糸の脱落や糸ずれは少なくなるが、布帛の特性が熱溶融性樹脂繊維の特性に近いものとなってしまい、ポリテトラフルオロエチレン材料が有するせっかくの高い耐熱性、耐候性、耐薬品性が減殺されてしまうことになる。
【0010】
一方、布帛に樹脂フィルムを貼り付ける方法も選択し得るが、製造のコストアップにつながってしまう。また通常、樹脂フィルムは布帛の片側面に貼り付けるが、布帛を使用する際に布帛の表裏に注意する必要がある。もし誤った面を使用すると、所期の機能が得られないからである。
【0011】
本発明は上記の様な状況を打開するためになされたものであって、糸ずれ防止策として熱溶融性樹脂繊維の使用に依存することなく、また、樹脂フィルムを貼り付ける方法に依存することもなくポリテトラフルオロエチレンの布帛の糸ずれ防止技術を確立することを目的とするものである。
【課題を解決するための手段】
【0012】
上記課題を解決し得た本発明の布帛の製造方法は、
ポリテトラフルオロエチレンの糸を用いて布帛を形成し、該布帛を240度以上、400度以下の温度で熱処理するものである。ポリテトラフルオロエチレンの融点は非常に高いため、ポリテトラフルオロエチレンの糸を用いた布帛を熱的に変質させようとする考え方は工業的量産ベースではなかった。しかし本発明者らがポリテトラフルオロエチレンの糸で形成された布帛に様々な温度条件にて熱処理実験を繰り返したところ、布帛を240度以上に加熱するとポリテトラフルオロエチレンの糸の収縮がはじまり、この収縮により、布帛を構成する糸全体が互いに強固に結束し合う結果、ポリテトラフルオロエチレン糸の引き抜き力が強くなることを確認した。すなわち本発明は、上記従来の(1)熱溶融性樹脂繊維を使用する方法、(2)樹脂フィルムの貼付による方法、とは異なる新しい方法であり特にポリテトラフルオロエチレンの糸を用いた布帛において適した糸ずれ防止方法を見出したものである。
【0013】
上記の製造方法において、前記ポリテトラフルオロエチレンの糸のほか、ポリテトラフルオロエチレンとは異なる材料で構成される補強糸を付加的に用いることはもちろん有効である。
【0014】
上記の製造方法において、前記補強糸が熱溶融性樹脂の繊維を含んでおり、前記熱処理の温度を該熱溶融性樹脂の軟化点以上、融点未満とすることが望ましい。従来は、熱溶融性樹脂を用いる場合は、該熱溶融性樹脂の融点以上の熱処理を施すことが熱溶融性樹脂を使用するそもそもの目的であったが、本発明はこれとは異なり、熱溶融性樹脂の軟化点以上には加熱するが、融点以上には加熱しない。この方法では、変形した熱溶融性樹脂がポリテトラフルオロエチレン糸の僅かな隙間を埋めるため、さらに糸ずれ防止力を向上すると共に外観の良い布帛を製造することが可能となった。
【0015】
上記の製造方法において、前記熱溶融性繊維をフッ素樹脂繊維とすることが好ましい。
【0016】
上記の製造方法において、前記補強糸が非熱溶融性繊維を含む態様とすることができる。
【0017】
上記の製造方法において、前記ポリテトラフルオロエチレンを延伸多孔質ポリテトラフルオロエチレンとすることが望ましい。
【0018】
上記の製造方法において、前記熱処理の温度を360度以上、400度以下とすることが望ましい。
【0019】
上記の製造方法において、前記布帛に対して布帛の厚さ方向に押圧を加えながら前記熱処理を行うことが望ましい。
【0020】
上記の製造方法において、前記布帛を織物としてもよい。
【0021】
上記課題を解決し得た本発明の布帛は、
ポリテトラフルオロエチレンの糸を用いて形成された布帛に熱処理を行って得られる布帛であって、JIS L1062 B法に基づく糸の引き抜き力(N)を1000倍した値(mN)を、糸のデニール値(d)及び布帛1インチあたりの打ち込み数(本/インチ)で除した値(以下、「標準化引き抜き力」と記載する。単位:mN/{d・(本/インチ)})が、0.3以上のものである。
【0022】
上記課題を解決し得た本発明の布帛は、上記布帛または上記方法により製造された布帛であって、開口率を10%以下としたものである。
【発明の効果】
【0023】
本発明は、ポリテトラフルオロエチレンの糸を含む布帛であって、前記布帛は熱処理を施されたものである。この布帛は従来のポリテトラフルオロエチレン糸を含む布帛よりも糸ずれ防止性に優れており、強靭な摺動材・離型シート・防護カバーを提供することができる。
【図面の簡単な説明】
【0024】
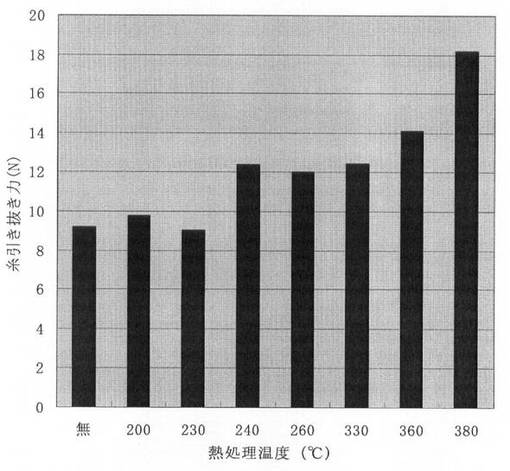
【図1】本発明の実験例1における糸の引き抜き力を示すグラフである。
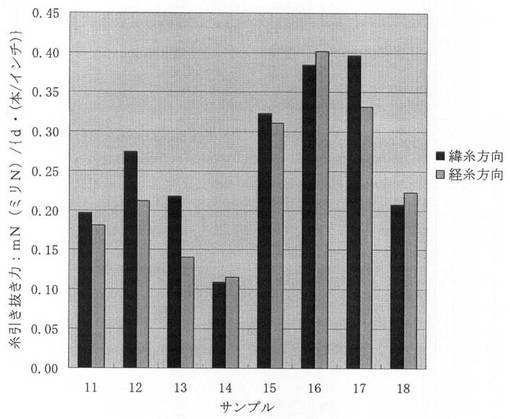
【図2】本発明の実験例3における糸の引き抜き力を示すグラフである。
【発明を実施するための形態】
【0025】
以下、本発明の実施の形態について説明する。本発明では、ポリテトラフルオロエチレンの糸を布帛に加工した後、熱処理を施し、糸を収縮させ、ポリテトラフルオロエチレン糸同士がその収縮力により強固に密着した布帛を提供するものである。
【0026】
以下、本発明の布帛の製造方法の基本的構成要素である(1)ポリテトラフルオロエチレンの糸、(2)布帛、(3)熱処理について詳しく説明する。
【0027】
(1)ポリテトラフルオロエチレンの糸
本発明の布帛に用いられる糸は、ポリテトラフルオロエチレン(PTFE)繊維を含むものである。ポリテトラフルオロエチレン繊維としては、例えば、多孔質ポリテトラフルオロエチレン繊維、非多孔質ポリテトラフルオロエチレン繊維が使用される。繊維の強度を高める観点から、ポリテトラフルオロエチレン繊維は延伸されたものを用いることが好ましい。
【0028】
例えば多孔質ポリテトラフルオロエチレンは、PTFEのファインパウダーと成形助剤を混合成形し、成形助剤を除去した後、高温高速度で延伸し、さらに必要に応じて焼成することによって得られる。得られた多孔質ポリテトラフルオロエチレンを延伸方向に沿って細かく引き裂く、または、細くスリット状に切断することにより繊維状物を形成することができる。
【0029】
本発明で用いる糸は、上記したようにポリテトラフルオロエチレン繊維を含む糸であるが、繊維を束状とすれば、繊維と繊維の間に空隙ができ、熱処理を行ったときの収縮を空隙で吸収しやすい。そのことにより、収縮したときの織物の場合織目がずれることを防止することができる。そのため、本発明では、繊維束の糸を用いることが一層好ましい。
【0030】
より詳細には、繊維束とはポリテトラフルオロエチレンの短繊維を複数本(2本以上(好ましくは8本以上、さらに好ましくは15本以上)、100本以下(好ましくは80本以下、さらに好ましくは50本以下))集めて束状にしたものであり、例えば短繊維を単に束ねたものや、短繊維を撚って束ねたものが含まれる。
【0031】
1本の繊維の太さと、繊維束に含まれる繊維の本数のバランスを考慮すると、10〜100デニール(0.9デニールは1デシテックスである)の延伸ポリテトラフルオロエチレン繊維を束ね、繊維束1本を200デニール以上とすることが好ましい。更に、最適な範囲としては、30〜70デニールの繊維(多孔質PTFE繊維)を10〜50本束ね、繊維束1本を200〜1000デニールとすることが、強度と潤滑剤の保持性のバランスが良い。
【0032】
ポリテトラフルオロエチレン繊維は、好ましい強度を保つため、例えば10デニール以上(より好ましくは20デニール以上、さらに好ましくは30デニール以上)とすることが望ましい。本発明の布帛を、複写機、プリンター、ファクシミリ等に用いる画像定着装置の摺動部材として用いる場合は、ポリテトラフルオロエチレン繊維を束にして作製された糸で織布を構成すれば、織布に浸潤させる潤滑剤がポリテトラフルオロエチレン繊維の束と束の間だけでなくポリテトラフルオロエチレン繊維とポリテトラフルオロエチレン繊維との間に入り込むことにより、潤滑剤の保持性が良好になる。このような効果を一層有効に発揮させるためには、ポリテトラフルオロエチレン繊維は、例えば100デニール以下(より好ましくは80デニール以下、さらに好ましくは70デニール以下)とすることが望ましい。
【0033】
(2)布帛
本発明の布帛は、ポリテトラフルオロエチレンの糸で織られた布帛(織布)、あるいは編みこまれた布帛(編物)である。本発明に用いる布帛は、その織り方や編み方に特に制限はないが、織り方の例示として、平織、朱子織、綾織、からみ織、模紗織を挙げることができる。本発明の場合、耐摩耗性、摺動性の点から平織又は朱子織が好ましい。織布の強度、取扱い性の点から、織布の厚みは0.1〜1mmであり、より好ましくは0.2〜0.5mmである。本発明の布帛を、複写機、プリンター、ファクシミリ等に用いる画像定着装置の摺動部材として用いる場合は、経糸、緯糸の少なくともいずれか一方を撚糸とすることが望ましい。
【0034】
(3)熱処理
本発明における布帛は熱処理が施されたものである。すなわち熱処理が施される対象は布である。したがって本発明は、布の状態にする前の糸に対する熱処理を何ら規定するものではなく、布の状態にした後の熱処理を規定しているものである。ポリテトラフルオロエチレン糸で織られた布帛に熱処理を施すと、糸が収縮することによって布帛全体が引き締まるように糸同士が強固に接合し合い、糸ずれに対する耐性が向上する。また布帛の糸のほつれが減少する。
【0035】
熱処理の温度はポリテトラフルオロエチレンの融点未満の温度であってもよい。その場合でも糸が収縮することによって糸ずれ対する耐性、すなわち糸の引き抜きに対する抗力が向上する。種々の実験の結果、このような効果を発揮させるために必要な熱処理の温度は、240度以上(好ましくは250度以上、より好ましくは260度以上)である。
【0036】
糸ずれ防止の効果を一層確実に発揮させるための熱処理温度は、360度以上、より好ましくは370度以上である。この場合は、ポリテトラフルオロエチレンの糸が溶融することにより糸どうしのごく一部が融着するため糸ずれ防止効果が一層高くなる。
【0037】
一方、熱処理の温度が高すぎる場合には、織布の織目がなくなる、あるいは織布の表面が波打ったり、繊維が切れたりするため、熱処理温度の上限は400度(好ましくは390度、より好ましくは380度)とする。
【0038】
布帛を熱処理する具体的な方法は特には限定されないが、例えば、帯状の布帛を準備し、内部にヒーターを有する加熱回転体にその布帛を接触させつつ巻き取りロールを用いて順次巻き替えていくことにより、布帛を連続して熱処理する方法がある。この方法では、生産の効率と安定性が高いという利点がある。布帛を均等に収縮させるため、加熱回転体に布帛を均一に接触させることが望ましい。また、金属製の円筒状物に布帛を複数周巻付け、これを恒温槽に一定時間入れておくことにより熱処理を行う方法を採っても良い。
【0039】
ところで、ポリテトラフルオロエチレンの糸を加熱し収縮させることにより強固な布帛を製造する場合、布帛は糸の集合体であり、その糸は僅かではあるが太さや密度にばらつきがある。そのため、熱処理環境内に無固定で布帛を放置し処理した場合、その糸の太さ、密度の僅かなばらつきから収縮率が異なり、その布帛にシワや波打ちの変形が発生する。この様な変形は、布帛を例えば摺動部材として用いる場合には、摺動相手方部材との接触面積がばらつき、耐熱離型シートとして用いる場合には熱伝導量がばらつくなど、品質上の問題が発生する。
【0040】
したがって、熱処理をする場合は均一に糸の収縮が進むように何らかの物理的規制(押さえ)が必要となる。布帛に対して布帛の厚さ方向に押圧を加えながら熱処理をすることが望ましい。具体的方法としては熱型で押さえる熱プレス手法、熱ロール間を通す熱ロールプレス方法で、熱をかけながら圧力をかけて糸の収縮を規制しながら均一に仕上げる手法が挙げられる。
【0041】
以上のように、ポリテトラフルオロエチレンの糸で構成された布帛を熱処理することにより、長時間に亘る使用によっても糸ずれが発生しにくく、ひいてはほつれが発生しにくい布帛を得ることができる。
【0042】
上記本発明の布帛を基本的構成とし、以下に説明する特徴を更に付与することにより一層優れた特性を有する布帛を得ることができる。
【0043】
(4)補強糸
本発明の布帛は、ポリテトラフルオロエチレン糸のみから構成されていてもよいが、ポリテトラフルオロエチレンとは異なる材料で構成される補強糸(ポリテトラフルオロエチレンとは別の材料であること以外は特に限定されない)を追加してもよい。補強糸の作用により、ポリテトラフルオロエチレン糸を含む布帛の糸ずれ防止効果がいっそう有効に働く。以下、補強糸の材料が(1)熱溶融性樹脂繊維である場合、(2)非熱溶融性繊維である場合について詳しく説明する。
【0044】
(4−1)熱溶融性樹脂繊維
本発明の布帛に、熱溶融性樹脂繊維からなる糸を混合し、この樹脂の熱溶融温度以下、軟化点温度以上で熱処理する。これにより熱溶融性樹脂からなる繊維が変形しポリテトラフルオロエチレン糸の僅かな隙間を埋めるため、糸ずれ防止効果が向上すると共に熱処理温度が高すぎないために外観の良い布帛を得ることが可能となった。
【0045】
上述したように、従来は融点の異なる糸を布帛に混入させ、融点の低い方の糸の融点以上に加熱することにより糸を溶融させ、糸どうしを固定する手法を採ることが通例であった。しかし、本発明では、布帛に熱溶融性樹脂を混入しても融点以上には加熱しない点において従来の糸ずれ防止策と全く異なる。
【0046】
熱溶融性樹脂としてフッ素樹脂を用いれば、ポリテトラフルオロエチレン糸の耐薬品性や耐熱性等の特質を大きく損なうことなく糸ずれ防止を実現することができる。溶融性のフッ素樹脂としては、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)繊維、テトラフルオロエチレン/ヘキサフルオロピルビレン共重合体(FEP)繊維、テトラフルオロエチレン/エチレン共重合体(ETFE)繊維、ポリクロロトリフルオロエチレン(PCTFE)繊維、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)繊維、ポリビニリデンフルオライド(PVDF)繊維、ポリビニルフルオライド(PVF)繊維等が挙げられる。
【0047】
ポリテトラフルオロエチレン糸に熱溶融性樹脂繊維を混合した布帛を熱処理する場合は、温度設定が重要となる。例えば、熱溶融性樹脂としてFEPを用いる場合、熱処理はポリテトラフルオロエチレン糸が収縮する温度である240度以上であって、かつFEPの軟化点以上の温度であって、かつ、FEPの融点(270度)未満で熱プレス等の方法により処理されることが好ましい。特に融点の直前、例えば、260度未満(好ましくは265度未満)が望ましい。この樹脂の融点以下、軟化点温度以上で熱処理することにより、熱溶融性樹脂が溶融しプレス金型などに接着することなく、熱溶融性繊維が変形しポリテトラフルオロエチレン糸の僅かな隙間を埋めるため、糸ずれ防止力を向上すると共に外観の良い布帛とすることが可能となった。
【0048】
(4−2)非熱溶融性繊維
ポリテトラフルオロエチレンの糸は耐クリープ性が低い。例えば、ポリテトラフルオロエチレンの糸からなる布帛を搬送用ベルトに使用する場合、回転する2つのベルト駆動部によりベルトに高い張力をかけるとベルトが伸び、それによりベルトと駆動部がスリップ現象を起こし、物が運べないという問題が発生する。
【0049】
このような問題を解決するため、ポリテトラフルオロエチレンの糸と非熱溶融性繊維と組み合わせた布帛を用いることもできる。
【0050】
非熱溶融性繊維としては、天然繊維である綿、麻、シルクを挙げることができる。これはそのまま使用しても良いし、240度以上で燃焼しない難燃処理を施したものを用いて布帛を形成したものでも良い。その他、非熱溶融性繊維としてアラミド繊維などの化学繊維や、ガラス繊維、カーボン繊維、金属繊維など、無機物から構成される繊維が挙げられる。
【0051】
本発明の布帛に非熱溶融性からなる糸を織り込んでおくと、上記したクリープ現象を緩和することが可能となる。非熱溶融性は熱溶融の方法で接着固定することができないため、従来は、ポリテトラフルオロエチレンの糸と非熱溶融性繊維の糸からなる布帛の糸ずれ防止策として接着剤や固定シートなどを用いるが一般的であった。しかしこれらの方法では、材料費や工程数増によるコストアップの問題や、別材料を入れることによりポリテトラフルオロエチレンの糸の高い離型性が減殺されるという問題があった。本発明の熱収縮を利用して糸を強固に保つ方法を採用すれば、ポリテトラフルオロエチレン糸と非熱溶融性繊維のみによって糸ずれしない布帛を形成でき、低価格でありながらポリテトラフルオロエチレン糸のみで構成された布帛並の高い離型性を維持することができる。
【0052】
なお、ポリテトラフルオロエチレンの糸と非熱溶融性繊維の糸とを組み合わせて用いる場合、ポリテトラフルオロエチレン繊維に対する目付比で25%以下の範囲で非熱溶融性繊維を混ぜても良い。
【0053】
本発明の布帛は、ポリテトラフルオロエチレンの糸を用いて形成された布帛に熱処理を行って得られる布帛であって、JIS L1062 B法に基づく糸の引き抜き力(N)を1000倍した値(mN)を、糸のデニール値(d)及び布帛1インチあたりの打ち込み数(本/インチ)で除した値(標準化引き抜き力:mN/{(d・(本/インチ)})が、0.3以上のものである。このような構成により、糸ずれの少ない布帛を提供することができる。
【0054】
本発明の布帛の開口率(布帛の拡大観察を行い、経糸と緯糸とで囲繞された空隙の面積を求めたときの全観察領域中における空隙の面積が占める割合)を10%以下にすることにより糸の引き抜き力が向上する。
【実施例】
【0055】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0056】
(実験例1)
1.試料の作製
本発明の効果を確認するための試験で用いるポリテトラフルオロエチレン糸として、ジャパンゴアテックス株式会社製(品番:Y003TO)を用いた。これは、延伸された多孔質ポリテトラフルオロチレン(延伸多孔質PTFE繊維)を延伸方向に細かく引き裂くことにより作製された繊維を使用したものである。引き裂かれた延伸多孔質PTFE繊維の太さは、平均20デニールである。このような延伸多孔質PTFE繊維が平均で15本束ねられ、300デニールの糸が構成されている。実験例1では、この繊維束を平織にすることにより厚さ0.2〜0.3mmの織布を作製した。
【0057】
上記の引き裂かれた延伸多孔質PTFE繊維により形成された織布を、表面温度を調節が可能な回転加熱体に均等に接触させ、0.1m/分の処理速度にて連続熱処理を施した。熱処理温度を変えながら、サンプル1(無熱処理)、200℃(度)の熱処理を施したサンプル2、230℃の熱処理を施したサンプル3、240℃の熱処理を施したサンプル4、260℃の熱処理を施したサンプル5、330℃の熱処理を施したサンプル6、360℃の熱処理を施したサンプル7、380℃の熱処理を施したサンプル8をそれぞれ作製した。
【0058】
2.引き抜き力の測定
以上のサンプル1〜8について、それぞれ緯糸方向の引き抜き力(JIS L1062(織物の目寄れ試験方法)のB法)の測定を行った。その結果を表1に示す(引き抜き力は「強度」と記載)。併せて、表1の結果をグラフ化したものを図1に示す。
【0059】
【表1】

【0060】
表1および図1からわかるように、延伸多孔質PTFE糸により形成された織布に対しての熱処理温度が240℃未満であるサンプル1〜3については引き抜き力が11(N)未満であったのに対し、240℃以上の熱処理を加えて作製したサンプル4〜8については引き抜き力が12(N)以上であり、特に、360℃以上の熱処理を行ったサンプル7,8については引き抜き力が14(N)以上であった。以上の結果から、ポリテトラフルオロエチレンの糸を用いて布帛を形成し、該布帛を240度以上、400度以下の温度で熱処理することにより、引き抜き力の大きい、糸ずれの少ない布帛を作製できることが明らかとなった。
【0061】
(実験例2)
実験例1と同様の延伸多孔質PTFE糸の織布であってPFA(熱溶融性樹脂)の糸を緯糸1本おきに用いた織布を260度で熱処理したサンプル9を作製した。サンプル9に対して同様の引き抜き強度の測定をしたところ、13.8(N)の引き抜き力が得られた。この実験により、補強糸として熱溶融性樹脂繊維を用いた場合、比較的低温の熱処理でも高い引き抜き力が得られることが確認された。
【0062】
(実験例3)
延伸多孔質PTFE繊維の重量(デニール数)、或いは熱処理温度の異なる8種類の織布(サンプル11〜サンプル18)を試作して、それぞれ織布の開口率と糸の引き抜き力に関する測定をしたので、以下に詳細を示す。
【0063】
サンプル11として、実験例1のサンプル1と同じ織布を作製した。また、サンプル15として、実験例1のサンプル7と同じ織布を作製した。
【0064】
サンプル12として、ジャパンゴアテックス株式会社製(品番:Y006TO)のポリテトラフルオロエチレン糸を平織にすることにより厚さ0.3〜0.4mmの織布を作製した。この糸は、延伸多孔質PTFE繊維を延伸方向に細かく引き裂くことにより作製された繊維を使用したものである。引き裂かれた延伸多孔質PTFE繊維の繊度は、平均40デニールである。このような延伸多孔質PTFE繊維が平均で15本束ねられ、600デニールの糸が構成されている。
【0065】
サンプル13として、ジャパンゴアテックス株式会社製(品番:Y001)のポリテトラフルオロエチレン糸を平織にすることにより厚さ0.1〜0.2mmの織布を作製した。サンプル13に用いた糸は、サンプル12の糸のように延伸多孔質PTFE繊維を延伸方向に引き裂いて束ねたものではなく、延伸により作製された100デニールの糸を引き裂かずにそのまま用いたものである。
【0066】
サンプル14として、ジャパンゴアテックス株式会社製(品番:Y004)のポリテトラフルオロエチレン糸を平織にすることにより厚さ0.2〜0.3mmの織布を作製した。サンプル14に用いた糸は、サンプル12の糸のように延伸多孔質PTFE繊維を延伸方向に引き裂いて束ねたものではなく、延伸により作製された300デニールの糸を引き裂かずにそのまま用いたものである。ただし、織布にする際に糸と糸の間隔を空けて作製した。
【0067】
サンプル12からサンプル14は複数枚作製しておき、その一部を用いてさらに別のサンプルを作製した。表面温度の調節が可能な回転加熱体にサンプル12を均等に接触させ、0.1m/分の処理速度にて360℃の連続熱処理を施すことによりサンプル16を作製した。同様の熱処理条件にて、サンプル13からサンプル17を作製し、サンプル14からサンプル18を作製した。
【0068】
以上のサンプル11〜18について、それぞれ緯糸と経糸の両方向の引き抜き力(JIS L1062(織物の目寄れ試験方法)のB法)の測定を行った。そして、測定された糸の引き抜き力(N)を1000倍した値(mN)を、引き抜く糸のデニール値(d)と、織布1インチあたりの打ち込み数(本/インチ)で割ることにより、糸の太さと密度の影響を排除した値(標準化引き抜き力:mN(ミリN)/{d・(本/インチ)})を得た。
【0069】
同様にサンプル11〜18について、拡大観察を行い、経糸と緯糸とで囲繞された空隙の面積を測定した。全観察領域中における空隙が占める割合を算出し、これを布帛の「開口率」とした。それらの結果を表2に示す。併せて表2のサンプルに対する標準化引き抜き力の結果をグラフ化したものを図2に示す。なお、開口率が1%に満たないものについては、一律に「<1%」と記した。
【0070】
【表2】
【0071】
表2および図2からわかるように、従来の織布であるサンプル11〜14については、ポリテトラフルオロエチレンの糸のデニール値や打ち込み数を高くしても、標準化引き抜き力が0.3mN/{d・(本/インチ)}以上とはならなかったのに対し、織布に熱処理を加えた本発明のサンプル15〜17は、ポリテトラフルオロエチレンの糸を用いた織布としては初めて、標準化引き抜き力0.3mN/{d・(本/インチ)}以上を達成した。ただし、開口率が40%と極端に高いサンプル18については、熱処理を施すことによって引き抜け力は向上したものの、緯糸:0.21mN/{d・(本/インチ)}、経糸:0.22mN/{d・(本/インチ)}にとどまった。
【技術分野】
【0001】
本発明は、ポリテトラフルオロエチレンの糸を用いた布帛の製造方法、および布帛に関するものである。
【背景技術】
【0002】
ポリテトラフルオロエチレン繊維の糸からなる布帛は、ポリテトラフルオロエチレンの持つ耐熱性、離型性、耐薬品性、耐候性、低摩擦特性等の特性を生かして様々な用途で活用されている。ポリテトラフルオロエチレン繊維を延伸した繊維は、さらに強靭性を付加することができ、用途に応じて使用される。より詳細には、機械部品の摺動面に配置されるシート状摺動部材であり、オイルなど液状の潤滑剤を含浸して使用される摺動部材である。この摺動部材は、例えば複写機、プリンター、ファクシミリ等の画像定着装置などに用いられる。そのほか、例えばインパルスシーラーの加熱部に用いられる被シール部材の接着を防止するためにヒーター表面に施される耐熱性離型シートや、プラスチック樹脂を熱金型で熱変形させ容器や部品を加工する場合にプラスチック材料と熱金型との間に設けられる離型シートとして使用される。ポリテトラフルオロエチレン材料には耐熱性、離型性があるため、加熱直後の食品(熱く、接着性がまだ残存する材料)等を搬送する輸送ベルトなどにも使用できる。さらに、耐候性を要求される屋外など、長期に紫外線に曝される場所のカバー材(建物の屋根材やテント材、レードームのカバー材など)に好適に使用される。
【0003】
しかし、ポリテトラフルオロエチレンの繊維は上記のような特殊な特性がある故に加工が難しい部分がある。例えば、ポリテトラフルオロエチレンは溶融粘度が極めて高く、反応性も極めて低いため、他材料と接着しにくい。また、耐薬品性が高いため、表面を処理して他材料と接着することも難しい。特にポリテトラフルオロエチレンの糸を用いて布帛を構成した場合、ポリテトラフルオロエチレン糸の摩擦抵抗が非常に小さいことから、滑りやすく、糸ずれ(目寄れ)が発生してしまう。
【0004】
ところで、一般に布帛の糸ずれ防止を目的として熱溶融温度および熱溶融粘度が低い繊維(熱溶融性樹脂繊維)を混合し、熱溶融性樹脂繊維を溶融することにより経緯の交点を溶融し固定する方法が知られている。
【0005】
特許文献1には、第1の繊維と、該第1の繊維の融点の温度では熱により強度が低下せず形状の変化が少ない第2の繊維とを、該第1の繊維を両側に配列して集束した糸条体を経糸および緯糸として所定の格子状空間が形成されるように織成された織物であって、経糸の第1の繊維と緯糸の第1の繊維はその交点において熱融着された格子状織物が記載されている。
【0006】
特許文献2には、高融点成分または非熱溶融成分からなる繊維体と、溶融温度差を有する少なくとも2種の成分を含有する熱融着性糸条体をそれぞれ経緯に用いたメッシュ基材であって、前記繊維体と前記熱融着性糸条体の混用割合が重量比で50/50〜90/10であり、かつ経緯の熱融着性糸条体の交差部において溶融温度が低い成分同士を熱溶着することにより目止め加工を施した建築工事用メッシュシートが記載されている。
【0007】
また、目ずれ防止策として上記熱溶融性樹脂繊維を使用する方法の他には、織物にフィルムを貼り付けたり、織物に樹脂を含浸させたりする方法も知られている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平7−145532号公報(請求項1、図1等)
【特許文献2】特開平10−102348号公報(請求項1、図1等)
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、ポリテトラフルオロエチレン材料は離型性が高く、摩擦力が小さいため、他の材料との固着性が低い。そのため特許文献1,2のいずれの方法でも糸ずれ防止策としてはあまり効果がなかった。すなわち、ポリテトラフルオロエチレン繊維と上記熱溶融性樹脂繊維からなる糸の混合布帛を作製して熱溶融性樹脂繊維のみ溶融させ固定しても、布帛を使用しているうちにポリテトラフルオロエチレン糸が脱落する問題があった。もちろん、熱溶融性樹脂繊維の使用割合を高めて布帛全体を熱溶融性樹脂繊維で覆えばポリテトラフルオロエチレン糸の脱落や糸ずれは少なくなるが、布帛の特性が熱溶融性樹脂繊維の特性に近いものとなってしまい、ポリテトラフルオロエチレン材料が有するせっかくの高い耐熱性、耐候性、耐薬品性が減殺されてしまうことになる。
【0010】
一方、布帛に樹脂フィルムを貼り付ける方法も選択し得るが、製造のコストアップにつながってしまう。また通常、樹脂フィルムは布帛の片側面に貼り付けるが、布帛を使用する際に布帛の表裏に注意する必要がある。もし誤った面を使用すると、所期の機能が得られないからである。
【0011】
本発明は上記の様な状況を打開するためになされたものであって、糸ずれ防止策として熱溶融性樹脂繊維の使用に依存することなく、また、樹脂フィルムを貼り付ける方法に依存することもなくポリテトラフルオロエチレンの布帛の糸ずれ防止技術を確立することを目的とするものである。
【課題を解決するための手段】
【0012】
上記課題を解決し得た本発明の布帛の製造方法は、
ポリテトラフルオロエチレンの糸を用いて布帛を形成し、該布帛を240度以上、400度以下の温度で熱処理するものである。ポリテトラフルオロエチレンの融点は非常に高いため、ポリテトラフルオロエチレンの糸を用いた布帛を熱的に変質させようとする考え方は工業的量産ベースではなかった。しかし本発明者らがポリテトラフルオロエチレンの糸で形成された布帛に様々な温度条件にて熱処理実験を繰り返したところ、布帛を240度以上に加熱するとポリテトラフルオロエチレンの糸の収縮がはじまり、この収縮により、布帛を構成する糸全体が互いに強固に結束し合う結果、ポリテトラフルオロエチレン糸の引き抜き力が強くなることを確認した。すなわち本発明は、上記従来の(1)熱溶融性樹脂繊維を使用する方法、(2)樹脂フィルムの貼付による方法、とは異なる新しい方法であり特にポリテトラフルオロエチレンの糸を用いた布帛において適した糸ずれ防止方法を見出したものである。
【0013】
上記の製造方法において、前記ポリテトラフルオロエチレンの糸のほか、ポリテトラフルオロエチレンとは異なる材料で構成される補強糸を付加的に用いることはもちろん有効である。
【0014】
上記の製造方法において、前記補強糸が熱溶融性樹脂の繊維を含んでおり、前記熱処理の温度を該熱溶融性樹脂の軟化点以上、融点未満とすることが望ましい。従来は、熱溶融性樹脂を用いる場合は、該熱溶融性樹脂の融点以上の熱処理を施すことが熱溶融性樹脂を使用するそもそもの目的であったが、本発明はこれとは異なり、熱溶融性樹脂の軟化点以上には加熱するが、融点以上には加熱しない。この方法では、変形した熱溶融性樹脂がポリテトラフルオロエチレン糸の僅かな隙間を埋めるため、さらに糸ずれ防止力を向上すると共に外観の良い布帛を製造することが可能となった。
【0015】
上記の製造方法において、前記熱溶融性繊維をフッ素樹脂繊維とすることが好ましい。
【0016】
上記の製造方法において、前記補強糸が非熱溶融性繊維を含む態様とすることができる。
【0017】
上記の製造方法において、前記ポリテトラフルオロエチレンを延伸多孔質ポリテトラフルオロエチレンとすることが望ましい。
【0018】
上記の製造方法において、前記熱処理の温度を360度以上、400度以下とすることが望ましい。
【0019】
上記の製造方法において、前記布帛に対して布帛の厚さ方向に押圧を加えながら前記熱処理を行うことが望ましい。
【0020】
上記の製造方法において、前記布帛を織物としてもよい。
【0021】
上記課題を解決し得た本発明の布帛は、
ポリテトラフルオロエチレンの糸を用いて形成された布帛に熱処理を行って得られる布帛であって、JIS L1062 B法に基づく糸の引き抜き力(N)を1000倍した値(mN)を、糸のデニール値(d)及び布帛1インチあたりの打ち込み数(本/インチ)で除した値(以下、「標準化引き抜き力」と記載する。単位:mN/{d・(本/インチ)})が、0.3以上のものである。
【0022】
上記課題を解決し得た本発明の布帛は、上記布帛または上記方法により製造された布帛であって、開口率を10%以下としたものである。
【発明の効果】
【0023】
本発明は、ポリテトラフルオロエチレンの糸を含む布帛であって、前記布帛は熱処理を施されたものである。この布帛は従来のポリテトラフルオロエチレン糸を含む布帛よりも糸ずれ防止性に優れており、強靭な摺動材・離型シート・防護カバーを提供することができる。
【図面の簡単な説明】
【0024】
【図1】本発明の実験例1における糸の引き抜き力を示すグラフである。
【図2】本発明の実験例3における糸の引き抜き力を示すグラフである。
【発明を実施するための形態】
【0025】
以下、本発明の実施の形態について説明する。本発明では、ポリテトラフルオロエチレンの糸を布帛に加工した後、熱処理を施し、糸を収縮させ、ポリテトラフルオロエチレン糸同士がその収縮力により強固に密着した布帛を提供するものである。
【0026】
以下、本発明の布帛の製造方法の基本的構成要素である(1)ポリテトラフルオロエチレンの糸、(2)布帛、(3)熱処理について詳しく説明する。
【0027】
(1)ポリテトラフルオロエチレンの糸
本発明の布帛に用いられる糸は、ポリテトラフルオロエチレン(PTFE)繊維を含むものである。ポリテトラフルオロエチレン繊維としては、例えば、多孔質ポリテトラフルオロエチレン繊維、非多孔質ポリテトラフルオロエチレン繊維が使用される。繊維の強度を高める観点から、ポリテトラフルオロエチレン繊維は延伸されたものを用いることが好ましい。
【0028】
例えば多孔質ポリテトラフルオロエチレンは、PTFEのファインパウダーと成形助剤を混合成形し、成形助剤を除去した後、高温高速度で延伸し、さらに必要に応じて焼成することによって得られる。得られた多孔質ポリテトラフルオロエチレンを延伸方向に沿って細かく引き裂く、または、細くスリット状に切断することにより繊維状物を形成することができる。
【0029】
本発明で用いる糸は、上記したようにポリテトラフルオロエチレン繊維を含む糸であるが、繊維を束状とすれば、繊維と繊維の間に空隙ができ、熱処理を行ったときの収縮を空隙で吸収しやすい。そのことにより、収縮したときの織物の場合織目がずれることを防止することができる。そのため、本発明では、繊維束の糸を用いることが一層好ましい。
【0030】
より詳細には、繊維束とはポリテトラフルオロエチレンの短繊維を複数本(2本以上(好ましくは8本以上、さらに好ましくは15本以上)、100本以下(好ましくは80本以下、さらに好ましくは50本以下))集めて束状にしたものであり、例えば短繊維を単に束ねたものや、短繊維を撚って束ねたものが含まれる。
【0031】
1本の繊維の太さと、繊維束に含まれる繊維の本数のバランスを考慮すると、10〜100デニール(0.9デニールは1デシテックスである)の延伸ポリテトラフルオロエチレン繊維を束ね、繊維束1本を200デニール以上とすることが好ましい。更に、最適な範囲としては、30〜70デニールの繊維(多孔質PTFE繊維)を10〜50本束ね、繊維束1本を200〜1000デニールとすることが、強度と潤滑剤の保持性のバランスが良い。
【0032】
ポリテトラフルオロエチレン繊維は、好ましい強度を保つため、例えば10デニール以上(より好ましくは20デニール以上、さらに好ましくは30デニール以上)とすることが望ましい。本発明の布帛を、複写機、プリンター、ファクシミリ等に用いる画像定着装置の摺動部材として用いる場合は、ポリテトラフルオロエチレン繊維を束にして作製された糸で織布を構成すれば、織布に浸潤させる潤滑剤がポリテトラフルオロエチレン繊維の束と束の間だけでなくポリテトラフルオロエチレン繊維とポリテトラフルオロエチレン繊維との間に入り込むことにより、潤滑剤の保持性が良好になる。このような効果を一層有効に発揮させるためには、ポリテトラフルオロエチレン繊維は、例えば100デニール以下(より好ましくは80デニール以下、さらに好ましくは70デニール以下)とすることが望ましい。
【0033】
(2)布帛
本発明の布帛は、ポリテトラフルオロエチレンの糸で織られた布帛(織布)、あるいは編みこまれた布帛(編物)である。本発明に用いる布帛は、その織り方や編み方に特に制限はないが、織り方の例示として、平織、朱子織、綾織、からみ織、模紗織を挙げることができる。本発明の場合、耐摩耗性、摺動性の点から平織又は朱子織が好ましい。織布の強度、取扱い性の点から、織布の厚みは0.1〜1mmであり、より好ましくは0.2〜0.5mmである。本発明の布帛を、複写機、プリンター、ファクシミリ等に用いる画像定着装置の摺動部材として用いる場合は、経糸、緯糸の少なくともいずれか一方を撚糸とすることが望ましい。
【0034】
(3)熱処理
本発明における布帛は熱処理が施されたものである。すなわち熱処理が施される対象は布である。したがって本発明は、布の状態にする前の糸に対する熱処理を何ら規定するものではなく、布の状態にした後の熱処理を規定しているものである。ポリテトラフルオロエチレン糸で織られた布帛に熱処理を施すと、糸が収縮することによって布帛全体が引き締まるように糸同士が強固に接合し合い、糸ずれに対する耐性が向上する。また布帛の糸のほつれが減少する。
【0035】
熱処理の温度はポリテトラフルオロエチレンの融点未満の温度であってもよい。その場合でも糸が収縮することによって糸ずれ対する耐性、すなわち糸の引き抜きに対する抗力が向上する。種々の実験の結果、このような効果を発揮させるために必要な熱処理の温度は、240度以上(好ましくは250度以上、より好ましくは260度以上)である。
【0036】
糸ずれ防止の効果を一層確実に発揮させるための熱処理温度は、360度以上、より好ましくは370度以上である。この場合は、ポリテトラフルオロエチレンの糸が溶融することにより糸どうしのごく一部が融着するため糸ずれ防止効果が一層高くなる。
【0037】
一方、熱処理の温度が高すぎる場合には、織布の織目がなくなる、あるいは織布の表面が波打ったり、繊維が切れたりするため、熱処理温度の上限は400度(好ましくは390度、より好ましくは380度)とする。
【0038】
布帛を熱処理する具体的な方法は特には限定されないが、例えば、帯状の布帛を準備し、内部にヒーターを有する加熱回転体にその布帛を接触させつつ巻き取りロールを用いて順次巻き替えていくことにより、布帛を連続して熱処理する方法がある。この方法では、生産の効率と安定性が高いという利点がある。布帛を均等に収縮させるため、加熱回転体に布帛を均一に接触させることが望ましい。また、金属製の円筒状物に布帛を複数周巻付け、これを恒温槽に一定時間入れておくことにより熱処理を行う方法を採っても良い。
【0039】
ところで、ポリテトラフルオロエチレンの糸を加熱し収縮させることにより強固な布帛を製造する場合、布帛は糸の集合体であり、その糸は僅かではあるが太さや密度にばらつきがある。そのため、熱処理環境内に無固定で布帛を放置し処理した場合、その糸の太さ、密度の僅かなばらつきから収縮率が異なり、その布帛にシワや波打ちの変形が発生する。この様な変形は、布帛を例えば摺動部材として用いる場合には、摺動相手方部材との接触面積がばらつき、耐熱離型シートとして用いる場合には熱伝導量がばらつくなど、品質上の問題が発生する。
【0040】
したがって、熱処理をする場合は均一に糸の収縮が進むように何らかの物理的規制(押さえ)が必要となる。布帛に対して布帛の厚さ方向に押圧を加えながら熱処理をすることが望ましい。具体的方法としては熱型で押さえる熱プレス手法、熱ロール間を通す熱ロールプレス方法で、熱をかけながら圧力をかけて糸の収縮を規制しながら均一に仕上げる手法が挙げられる。
【0041】
以上のように、ポリテトラフルオロエチレンの糸で構成された布帛を熱処理することにより、長時間に亘る使用によっても糸ずれが発生しにくく、ひいてはほつれが発生しにくい布帛を得ることができる。
【0042】
上記本発明の布帛を基本的構成とし、以下に説明する特徴を更に付与することにより一層優れた特性を有する布帛を得ることができる。
【0043】
(4)補強糸
本発明の布帛は、ポリテトラフルオロエチレン糸のみから構成されていてもよいが、ポリテトラフルオロエチレンとは異なる材料で構成される補強糸(ポリテトラフルオロエチレンとは別の材料であること以外は特に限定されない)を追加してもよい。補強糸の作用により、ポリテトラフルオロエチレン糸を含む布帛の糸ずれ防止効果がいっそう有効に働く。以下、補強糸の材料が(1)熱溶融性樹脂繊維である場合、(2)非熱溶融性繊維である場合について詳しく説明する。
【0044】
(4−1)熱溶融性樹脂繊維
本発明の布帛に、熱溶融性樹脂繊維からなる糸を混合し、この樹脂の熱溶融温度以下、軟化点温度以上で熱処理する。これにより熱溶融性樹脂からなる繊維が変形しポリテトラフルオロエチレン糸の僅かな隙間を埋めるため、糸ずれ防止効果が向上すると共に熱処理温度が高すぎないために外観の良い布帛を得ることが可能となった。
【0045】
上述したように、従来は融点の異なる糸を布帛に混入させ、融点の低い方の糸の融点以上に加熱することにより糸を溶融させ、糸どうしを固定する手法を採ることが通例であった。しかし、本発明では、布帛に熱溶融性樹脂を混入しても融点以上には加熱しない点において従来の糸ずれ防止策と全く異なる。
【0046】
熱溶融性樹脂としてフッ素樹脂を用いれば、ポリテトラフルオロエチレン糸の耐薬品性や耐熱性等の特質を大きく損なうことなく糸ずれ防止を実現することができる。溶融性のフッ素樹脂としては、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体(PFA)繊維、テトラフルオロエチレン/ヘキサフルオロピルビレン共重合体(FEP)繊維、テトラフルオロエチレン/エチレン共重合体(ETFE)繊維、ポリクロロトリフルオロエチレン(PCTFE)繊維、クロロトリフルオロエチレン/エチレン共重合体(ECTFE)繊維、ポリビニリデンフルオライド(PVDF)繊維、ポリビニルフルオライド(PVF)繊維等が挙げられる。
【0047】
ポリテトラフルオロエチレン糸に熱溶融性樹脂繊維を混合した布帛を熱処理する場合は、温度設定が重要となる。例えば、熱溶融性樹脂としてFEPを用いる場合、熱処理はポリテトラフルオロエチレン糸が収縮する温度である240度以上であって、かつFEPの軟化点以上の温度であって、かつ、FEPの融点(270度)未満で熱プレス等の方法により処理されることが好ましい。特に融点の直前、例えば、260度未満(好ましくは265度未満)が望ましい。この樹脂の融点以下、軟化点温度以上で熱処理することにより、熱溶融性樹脂が溶融しプレス金型などに接着することなく、熱溶融性繊維が変形しポリテトラフルオロエチレン糸の僅かな隙間を埋めるため、糸ずれ防止力を向上すると共に外観の良い布帛とすることが可能となった。
【0048】
(4−2)非熱溶融性繊維
ポリテトラフルオロエチレンの糸は耐クリープ性が低い。例えば、ポリテトラフルオロエチレンの糸からなる布帛を搬送用ベルトに使用する場合、回転する2つのベルト駆動部によりベルトに高い張力をかけるとベルトが伸び、それによりベルトと駆動部がスリップ現象を起こし、物が運べないという問題が発生する。
【0049】
このような問題を解決するため、ポリテトラフルオロエチレンの糸と非熱溶融性繊維と組み合わせた布帛を用いることもできる。
【0050】
非熱溶融性繊維としては、天然繊維である綿、麻、シルクを挙げることができる。これはそのまま使用しても良いし、240度以上で燃焼しない難燃処理を施したものを用いて布帛を形成したものでも良い。その他、非熱溶融性繊維としてアラミド繊維などの化学繊維や、ガラス繊維、カーボン繊維、金属繊維など、無機物から構成される繊維が挙げられる。
【0051】
本発明の布帛に非熱溶融性からなる糸を織り込んでおくと、上記したクリープ現象を緩和することが可能となる。非熱溶融性は熱溶融の方法で接着固定することができないため、従来は、ポリテトラフルオロエチレンの糸と非熱溶融性繊維の糸からなる布帛の糸ずれ防止策として接着剤や固定シートなどを用いるが一般的であった。しかしこれらの方法では、材料費や工程数増によるコストアップの問題や、別材料を入れることによりポリテトラフルオロエチレンの糸の高い離型性が減殺されるという問題があった。本発明の熱収縮を利用して糸を強固に保つ方法を採用すれば、ポリテトラフルオロエチレン糸と非熱溶融性繊維のみによって糸ずれしない布帛を形成でき、低価格でありながらポリテトラフルオロエチレン糸のみで構成された布帛並の高い離型性を維持することができる。
【0052】
なお、ポリテトラフルオロエチレンの糸と非熱溶融性繊維の糸とを組み合わせて用いる場合、ポリテトラフルオロエチレン繊維に対する目付比で25%以下の範囲で非熱溶融性繊維を混ぜても良い。
【0053】
本発明の布帛は、ポリテトラフルオロエチレンの糸を用いて形成された布帛に熱処理を行って得られる布帛であって、JIS L1062 B法に基づく糸の引き抜き力(N)を1000倍した値(mN)を、糸のデニール値(d)及び布帛1インチあたりの打ち込み数(本/インチ)で除した値(標準化引き抜き力:mN/{(d・(本/インチ)})が、0.3以上のものである。このような構成により、糸ずれの少ない布帛を提供することができる。
【0054】
本発明の布帛の開口率(布帛の拡大観察を行い、経糸と緯糸とで囲繞された空隙の面積を求めたときの全観察領域中における空隙の面積が占める割合)を10%以下にすることにより糸の引き抜き力が向上する。
【実施例】
【0055】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0056】
(実験例1)
1.試料の作製
本発明の効果を確認するための試験で用いるポリテトラフルオロエチレン糸として、ジャパンゴアテックス株式会社製(品番:Y003TO)を用いた。これは、延伸された多孔質ポリテトラフルオロチレン(延伸多孔質PTFE繊維)を延伸方向に細かく引き裂くことにより作製された繊維を使用したものである。引き裂かれた延伸多孔質PTFE繊維の太さは、平均20デニールである。このような延伸多孔質PTFE繊維が平均で15本束ねられ、300デニールの糸が構成されている。実験例1では、この繊維束を平織にすることにより厚さ0.2〜0.3mmの織布を作製した。
【0057】
上記の引き裂かれた延伸多孔質PTFE繊維により形成された織布を、表面温度を調節が可能な回転加熱体に均等に接触させ、0.1m/分の処理速度にて連続熱処理を施した。熱処理温度を変えながら、サンプル1(無熱処理)、200℃(度)の熱処理を施したサンプル2、230℃の熱処理を施したサンプル3、240℃の熱処理を施したサンプル4、260℃の熱処理を施したサンプル5、330℃の熱処理を施したサンプル6、360℃の熱処理を施したサンプル7、380℃の熱処理を施したサンプル8をそれぞれ作製した。
【0058】
2.引き抜き力の測定
以上のサンプル1〜8について、それぞれ緯糸方向の引き抜き力(JIS L1062(織物の目寄れ試験方法)のB法)の測定を行った。その結果を表1に示す(引き抜き力は「強度」と記載)。併せて、表1の結果をグラフ化したものを図1に示す。
【0059】
【表1】
【0060】
表1および図1からわかるように、延伸多孔質PTFE糸により形成された織布に対しての熱処理温度が240℃未満であるサンプル1〜3については引き抜き力が11(N)未満であったのに対し、240℃以上の熱処理を加えて作製したサンプル4〜8については引き抜き力が12(N)以上であり、特に、360℃以上の熱処理を行ったサンプル7,8については引き抜き力が14(N)以上であった。以上の結果から、ポリテトラフルオロエチレンの糸を用いて布帛を形成し、該布帛を240度以上、400度以下の温度で熱処理することにより、引き抜き力の大きい、糸ずれの少ない布帛を作製できることが明らかとなった。
【0061】
(実験例2)
実験例1と同様の延伸多孔質PTFE糸の織布であってPFA(熱溶融性樹脂)の糸を緯糸1本おきに用いた織布を260度で熱処理したサンプル9を作製した。サンプル9に対して同様の引き抜き強度の測定をしたところ、13.8(N)の引き抜き力が得られた。この実験により、補強糸として熱溶融性樹脂繊維を用いた場合、比較的低温の熱処理でも高い引き抜き力が得られることが確認された。
【0062】
(実験例3)
延伸多孔質PTFE繊維の重量(デニール数)、或いは熱処理温度の異なる8種類の織布(サンプル11〜サンプル18)を試作して、それぞれ織布の開口率と糸の引き抜き力に関する測定をしたので、以下に詳細を示す。
【0063】
サンプル11として、実験例1のサンプル1と同じ織布を作製した。また、サンプル15として、実験例1のサンプル7と同じ織布を作製した。
【0064】
サンプル12として、ジャパンゴアテックス株式会社製(品番:Y006TO)のポリテトラフルオロエチレン糸を平織にすることにより厚さ0.3〜0.4mmの織布を作製した。この糸は、延伸多孔質PTFE繊維を延伸方向に細かく引き裂くことにより作製された繊維を使用したものである。引き裂かれた延伸多孔質PTFE繊維の繊度は、平均40デニールである。このような延伸多孔質PTFE繊維が平均で15本束ねられ、600デニールの糸が構成されている。
【0065】
サンプル13として、ジャパンゴアテックス株式会社製(品番:Y001)のポリテトラフルオロエチレン糸を平織にすることにより厚さ0.1〜0.2mmの織布を作製した。サンプル13に用いた糸は、サンプル12の糸のように延伸多孔質PTFE繊維を延伸方向に引き裂いて束ねたものではなく、延伸により作製された100デニールの糸を引き裂かずにそのまま用いたものである。
【0066】
サンプル14として、ジャパンゴアテックス株式会社製(品番:Y004)のポリテトラフルオロエチレン糸を平織にすることにより厚さ0.2〜0.3mmの織布を作製した。サンプル14に用いた糸は、サンプル12の糸のように延伸多孔質PTFE繊維を延伸方向に引き裂いて束ねたものではなく、延伸により作製された300デニールの糸を引き裂かずにそのまま用いたものである。ただし、織布にする際に糸と糸の間隔を空けて作製した。
【0067】
サンプル12からサンプル14は複数枚作製しておき、その一部を用いてさらに別のサンプルを作製した。表面温度の調節が可能な回転加熱体にサンプル12を均等に接触させ、0.1m/分の処理速度にて360℃の連続熱処理を施すことによりサンプル16を作製した。同様の熱処理条件にて、サンプル13からサンプル17を作製し、サンプル14からサンプル18を作製した。
【0068】
以上のサンプル11〜18について、それぞれ緯糸と経糸の両方向の引き抜き力(JIS L1062(織物の目寄れ試験方法)のB法)の測定を行った。そして、測定された糸の引き抜き力(N)を1000倍した値(mN)を、引き抜く糸のデニール値(d)と、織布1インチあたりの打ち込み数(本/インチ)で割ることにより、糸の太さと密度の影響を排除した値(標準化引き抜き力:mN(ミリN)/{d・(本/インチ)})を得た。
【0069】
同様にサンプル11〜18について、拡大観察を行い、経糸と緯糸とで囲繞された空隙の面積を測定した。全観察領域中における空隙が占める割合を算出し、これを布帛の「開口率」とした。それらの結果を表2に示す。併せて表2のサンプルに対する標準化引き抜き力の結果をグラフ化したものを図2に示す。なお、開口率が1%に満たないものについては、一律に「<1%」と記した。
【0070】
【表2】
【0071】
表2および図2からわかるように、従来の織布であるサンプル11〜14については、ポリテトラフルオロエチレンの糸のデニール値や打ち込み数を高くしても、標準化引き抜き力が0.3mN/{d・(本/インチ)}以上とはならなかったのに対し、織布に熱処理を加えた本発明のサンプル15〜17は、ポリテトラフルオロエチレンの糸を用いた織布としては初めて、標準化引き抜き力0.3mN/{d・(本/インチ)}以上を達成した。ただし、開口率が40%と極端に高いサンプル18については、熱処理を施すことによって引き抜け力は向上したものの、緯糸:0.21mN/{d・(本/インチ)}、経糸:0.22mN/{d・(本/インチ)}にとどまった。
【特許請求の範囲】
【請求項1】
ポリテトラフルオロエチレンの糸を用いて布帛を形成し、該布帛を240度以上、400度以下の温度で熱処理することを特徴とする布帛の製造方法。
【請求項2】
前記ポリテトラフルオロエチレンの糸、およびポリテトラフルオロエチレンとは異なる材料で構成される補強糸を用いて前記布帛を形成する請求項1に記載の布帛の製造方法。
【請求項3】
前記補強糸が熱溶融性樹脂の繊維を含んでおり、前記熱処理の温度を該熱溶融性樹脂の軟化点以上、融点未満とする請求項2に記載の布帛の製造方法。
【請求項4】
前記熱溶融性樹脂がフッ素樹脂である請求項3に記載の布帛の製造方法。
【請求項5】
前記補強糸が非熱溶融性の繊維を含んでいる請求項2に記載の布帛の製造方法。
【請求項6】
前記ポリテトラフルオロエチレンが延伸多孔質ポリテトラフルオロエチレンである請求項1〜5のいずれかに記載の布帛の製造方法。
【請求項7】
前記熱処理の温度を360度以上、400度以下とする請求項1〜6のいずれかに記載の布帛の製造方法。
【請求項8】
前記布帛に対して布帛の厚さ方向に押圧を加えながら前記熱処理を行う請求項1〜7のいずれかに記載の布帛の製造方法。
【請求項9】
前記布帛が織物である請求項1〜8のいずれかに記載の布帛の製造方法。
【請求項10】
ポリテトラフルオロエチレンの糸を用いて形成された布帛に熱処理を行って得られる布帛であって、JIS L1062 B法に基づく糸の引き抜き力(N)を1000倍した値(mN)を、糸のデニール値(d)及び布帛1インチあたりの打ち込み数(本/インチ)で除した値(mN/{d・(本/インチ)})が、0.3以上である布帛。
【請求項11】
請求項1〜9のいずれかに記載された方法により製造された布帛または請求項10に記載された布帛であって、開口率が10%以下である布帛。
【請求項1】
ポリテトラフルオロエチレンの糸を用いて布帛を形成し、該布帛を240度以上、400度以下の温度で熱処理することを特徴とする布帛の製造方法。
【請求項2】
前記ポリテトラフルオロエチレンの糸、およびポリテトラフルオロエチレンとは異なる材料で構成される補強糸を用いて前記布帛を形成する請求項1に記載の布帛の製造方法。
【請求項3】
前記補強糸が熱溶融性樹脂の繊維を含んでおり、前記熱処理の温度を該熱溶融性樹脂の軟化点以上、融点未満とする請求項2に記載の布帛の製造方法。
【請求項4】
前記熱溶融性樹脂がフッ素樹脂である請求項3に記載の布帛の製造方法。
【請求項5】
前記補強糸が非熱溶融性の繊維を含んでいる請求項2に記載の布帛の製造方法。
【請求項6】
前記ポリテトラフルオロエチレンが延伸多孔質ポリテトラフルオロエチレンである請求項1〜5のいずれかに記載の布帛の製造方法。
【請求項7】
前記熱処理の温度を360度以上、400度以下とする請求項1〜6のいずれかに記載の布帛の製造方法。
【請求項8】
前記布帛に対して布帛の厚さ方向に押圧を加えながら前記熱処理を行う請求項1〜7のいずれかに記載の布帛の製造方法。
【請求項9】
前記布帛が織物である請求項1〜8のいずれかに記載の布帛の製造方法。
【請求項10】
ポリテトラフルオロエチレンの糸を用いて形成された布帛に熱処理を行って得られる布帛であって、JIS L1062 B法に基づく糸の引き抜き力(N)を1000倍した値(mN)を、糸のデニール値(d)及び布帛1インチあたりの打ち込み数(本/インチ)で除した値(mN/{d・(本/インチ)})が、0.3以上である布帛。
【請求項11】
請求項1〜9のいずれかに記載された方法により製造された布帛または請求項10に記載された布帛であって、開口率が10%以下である布帛。
【図1】

【図2】
【図2】
【公開番号】特開2011−190561(P2011−190561A)
【公開日】平成23年9月29日(2011.9.29)
【国際特許分類】
【出願番号】特願2010−59855(P2010−59855)
【出願日】平成22年3月16日(2010.3.16)
【出願人】(000107387)日本ゴア株式会社 (121)
【Fターム(参考)】
【公開日】平成23年9月29日(2011.9.29)
【国際特許分類】
【出願日】平成22年3月16日(2010.3.16)
【出願人】(000107387)日本ゴア株式会社 (121)
【Fターム(参考)】
[ Back to top ]