
布材を乾式形成するための方法および装置
少なくとも2つの不織布2、3から形成された布材1の乾式形成に使用するための方法および装置が説明される。この方法および装置では、移送ワイヤの上方に形成ヘッド13が配置されるので、移送ワイヤ5の上部進行路7が形成ワイヤとして使用される。したがって移送ワイヤの上にエアレイド不織布が形成される。この不織布3は、すぐ前の形成ワイヤ15の上で形成された第1の不織布2の上側に移送ワイヤと共に運ばれる。不織布2は移送ワイヤにより通常の方法で後続の運搬ワイヤ27へ移送される。後続の運搬ワイヤは形成ワイヤであってもよく、したがって例えばハイドロエンタングルメントまたはラテックス結合/繊維結合による布材の強化に先立って、他の不織布49を形成してもよい。本発明により高生産速度を達成すること、および密度の大きいエアレイド不織布と密度の小さい不織布を組み合わせた製品を製造することが可能な単純な構造が提供される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、布材(fablic)を乾式形成するための方法に関するものである。本発明はまた、少なくとも2つの不織布でできた布材を乾式形成するための装置に関するものである。
【背景技術】
【0002】
従来技術では、1つのフォーマ・ワイヤ(former wire)または連続する複数のフォーマ・ワイヤの上に形成された1または複数の不織布から布材を乾式形成する。乾式形成はカードまたはフォーマ・ヘッド(former head)を使用することによってのみ行うことができる。
【0003】
布材を製造する場合、異なる特性を有する不織布を結合することがしばしば望ましく、それによって完成布材が異なる特性を備えた一体化製品、例えば結合したウェブの厚さの断面で密度が変化する一体化製品として具現化される。
【0004】
層の厚さが分厚い複数の不織布でできた一体化製品を製造する場合、フォーマ・ワイヤの下方に配置される真空ボックスから、取り付けの問題が生じるであろう。設置する複数のフォーマ・ヘッドを連続して配置した時、真空(吸引)効果は、既に形成した布材のみをかろうじて貫くであろうから、一連の分布繊維層における最後のフォーマ・ヘッドの層の厚さに作用する吸引作用は幾分小さくなる。あるいは、フォーマ・ワイヤの運搬方向に沿って徐々に大きくなる真空吸引を確立するためには、分化吸引ボックスをフォーマ・ワイヤの下方に使用しなければならないであろう。
【0005】
また、形成した布材を通して十分な真空(吸引)効果を達成するためには、フォーマ・ワイヤの運搬速度を遅くする必要があるが、これは装置の効率を低下させる。
【0006】
連続する2つのカードを使用して布材が形成される公知の装置の場合、カードによって形成された2つの不織布の間に中間不織布を介在するように配置することもまた望ましい。しかし、2つのカードの間の領域に真空(あるいは吸引力)を確立することは困難であり、このことは、既存の装置内の2つのカードの間に配置されるエアレイド・ガーゼ層を柔らかくすることが困難であることを意味している。エアレイド不織布の両端に配置されるカード不織布からなるそのような製品は、例えば、いわゆる拭き取り製品に適している。
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、異なる不織布の組み合わせを可能にし、より分厚い層に必要なより高い真空の問題を回避し、さらに、連続する2つのカード間のエアレイド不織布の形成に使用するのに適した方法および装置を示すことである。
【課題を解決するための手段】
【0008】
本発明の第1の観点によれば、この目的は、第1の不織布が移送ワイヤによって従来の方法で2つの形成ワイヤまたは運搬ワイヤの間で形成および移送されること、第2のエアレイド不織布が少なくとも1つの形成ヘッドを使用して移送ワイヤ上の上部進行路の上側に形成されること、およびこの不織布が、後続の運搬ワイヤの上に第1の不織布と共に載せられるために、下に向かって且つ移送ワイヤの下部進行路の下側に沿って、導かれることを特徴とする方法によって達成される。
【0009】
本発明の第2の観点によれば、上記の目的は、真空(吸引)ボックスの上方の第1のフォーマ・ワイヤの上に繊維が堆積することにより、第1の不織布が第1の乾式形成ユニット内で形成されること、移送ワイヤの上部進行路と下部進行路の間に真空(吸引力)が形成されることにより、繊維層が第1のフォーマ・ワイヤから移送ワイヤ上の下部進行路の下側へ移送されること、エアレイド形成された第2の不織布が移送ワイヤの上部進行路の上側に少なくとも1つのフォーマ・ヘッドを使用して形成されること、前記第1の不織布が移送ワイヤに吸引され、それによって第2の不織布を通した吸引作用によって下部進行路に吸引されること、およびカーディングされた不織布であることが好ましい第3の不織布を、予め形成された2つの不織布の上に形成するために、2つの不織布が、任意選択の別のフォーマ・ワイヤである後続の運搬ワイヤに移送されることを特徴とする方法によって達成される。
【0010】
本発明による装置は、第1の不織布を形成するために使用される第1のフォーマ・ワイヤの後段に配置された移送ワイヤを有していること、少なくとも1つのフォーマ・ヘッドが移送ワイヤの上部進行路の上側に配置されていること、および真空(吸引)ボックスが移送ワイヤの上部進行路と下部進行路の間に提供されていることを特徴とする。
【0011】
所望の厚さの第1の不織布が、エアレイド不織布またはカーディングされた不織布のいずれかとして、あるいはそれらの組み合わせとして形成される場合、それは通常、フォーマ・ワイヤの下およびフォーマ・ワイヤの上(すなわちフォーマ・ワイヤ上に配置された不織布の上)に設けられた2つの圧縮ローラの間のニップ(間隙)を通過させることによって一体化される。一体化された不織布は次に、通常の方法で移送ワイヤの下方に引き渡される(移送ワイヤの上部進行路と下部進行路の間には真空(吸引力)が存在する)。不織布はしかし、下部進行路の下側に吸引され、そして後続の運搬ワイヤの上に載せられる。後続の運搬ワイヤはさらに別のフォーマ・ワイヤとすることができ、その場合、1または複数の追加の不織布を形成するためのカードもしくはフォーマ・ヘッドが配置される。
【0012】
移送ワイヤの上部進行路の上側をフォーマ・ワイヤとして使用することにより、不織布を移送ワイヤの上方の形成ヘッドから分配してもよい。この不織布は、移送ワイヤと共に下方へ導かれ、第1の不織布の上に配置される。次に、接合された不織布は移送ワイヤの下部進行路の下側に吸引されるので、それらはまとめて後続の運搬ワイヤへ移送される。第1の形成ワイヤと後続の運搬ワイヤの間の移送ワイヤの下部進行路の箇所にエンボッサを提供してもよく、それによって不織布は後続の運搬ワイヤの上に載せられる前にこれらのエンボス・ローラの間のニップを通して導かれる。
【0013】
後続の運搬ワイヤは、上で言及したように、第3の不織布がその上に形成される形成ワイヤであってもよい。必要な数の不織布が形成されると、表面を噴霧するために、形成された布材を任意選択で処理ステーションを通して運搬することができ、あるいは繊維と混ぜ合わされた結合繊維を固定するためのオーブンを通して運搬してもよい。結合繊維には、例えばポリエステル繊維もしくは高デニール/高Dtex繊維を使用することができ、場合によってはより低Dtexの結合繊維と組み合わせて使用することも可能である。これらの繊維は、例えば第2の不織布に提供することができ、一方、第1の不織布は、例えばセルローズ・パルプ、スーパアブソーバおよび結合繊維の一部を組み合わせたものを含有することができる。これらの組み合わせは、形成される布材の意図する用途によって様々である。
【0014】
形成された布材はまた、ハイドロエンタングルメントによって強化することができる。したがって、カーディングによって第1の不織布が形成され、エアレイイングによって第2の不織布が形成され、また、同じくカーディングによって第3の不織布が形成されるため、とりわけ拭き取りに適した製品を製造することができる。次いで製品にハイドロエンタングルメントを施すことができる。そのような製品によって、表面層から中央層中への長い繊維の引出しによる良好な結合が達成される。
【0015】
また不織布を個々に形成することにより、より大量の結合繊維を境界層に分配することができるため、後続の結合繊維を活性化させるための加熱で、個々の不織布間のより良好な結合を達成することができる。
【0016】
第1の不織布が、好ましくは第2の不織布の密度より大きい密度で製造されている製品を製造することにより、吸収層の上に取込層を備えた製品を製造することができる。この製品は、生理用ナプキンおよび/またはナプキンにとりわけ適している。
【0017】
密度の大きいエアレイド不織布と密度の小さい他の不織布を組み合わせるために上記の方法もしくは装置を使用する時には、例えば圧縮ローラなどのローラを通して不織布を運搬することができ、それによってより密度の小さい頂部層を破壊することなく布材に完全性(あるいは一体性)を付与することができる。
【0018】
使用される複数のローラのうちの1つがエンボス・ローラである場合、密度の小さい頂部層を破壊することなく、形成された布材の下側にパターンを付与すること、および/またはさらなる完全性(一体性)を付与することができる。
【0019】
本発明による方法および装置を使用することによって高生産速度を達成することができるため、多層布材を形成すること、延いては分厚い布材を形成することが可能である。
【0020】
第1および第3の層を形成するためにカードを使用することができ、また第2のエアレイド不織布を形成するために、移送ワイヤの上方に配置されたフォーマ・ヘッドを使用することができる。これは構造的に単純な方法で実施することができる。なぜなら、カードは通常、形成ワイヤの上にかなりの高さを有し、一方で移送ワイヤは形成ワイヤの上に適度の高さしか必要としないからである。したがって連続する2つのカードの間の移送ワイヤの上方に位置する自由空間の利用が可能になり、移送ワイヤの上部進行路の上側に第2の不織布を形成するための1または複数の形成ヘッドを配置することができる。
【0021】
特定の実施例の製品を製造することにより、本発明は、第1の不織布が第2の不織布の密度より大きい密度で製造され、好ましくは第1の不織布の密度が0.1g/m3と0.5g/m3の間であり、第2の不織布の密度が0.01g/m3と0.10g/m3の間であることを特徴とする。
【0022】
他の実施例によれば、本発明による方法は、第2の不織布と接する不織布の表面層に熱可塑性結合繊維の薄層が配置され、この薄層が、好ましくは2g/m2と10g/m2の間の基本重量を有していることを特徴とする。
【0023】
場合によっては、第1および第2の不織布は穴あきローラ(パーフォレーテッド・ローラ)によって移送ワイヤに結合してもよい。それによってより制御された第2の層の貼着を達成することが可能になる。したがって穴あきローラまたはシリンダは、移送ワイヤ上の下向き正面進行路と下部進行路との間のコーナに配置された逆転ローラとすることができる。真空(吸引)が存在する穴あきローラを使用することによって第2の不織布を移送ワイヤに吸引することができるので、第2の不織布の方向を下向きの運動から移送ワイヤの下側へ向かう水平運動へ変更する際の貼着をより確実に制御することが可能になる。
【0024】
以下、本発明について、添付の略図を参照してより詳細に説明する。
【0025】
すべての図面を通して、同一もしくは対応する構成要素は、同じ参照番号で示されている。図面の個々の単一部品については、特に説明されていない。
【0026】
図には、装置の最も重要な部品のみが示されている。機能的にするために、装置には、例えばコントロール、モータ、支持フレームなどの複数の構成要素が必要であるが、当業者は、本発明による装置の様々な実施例の説明に鑑みて、同じく本発明の構成部品であるそのような追加のマシン・コンポーネントを選択することが可能である。
【実施例】
【0027】
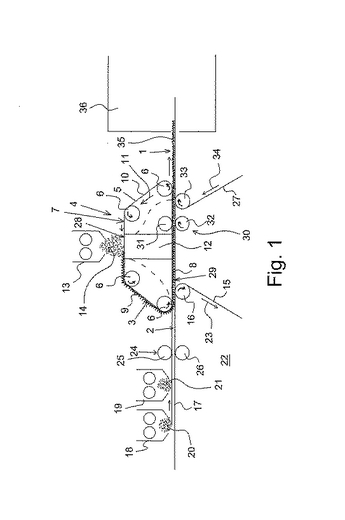
図1は、少なくとも2つの不織布2、3によって形成された布材1を乾式形成するための装置を示したものである。この装置は、多数の逆転ローラ6の周りを回る移送ワイヤ5を含む移送ユニット4を含む。移送ワイヤ5は、図1では、移送ワイヤ5は、上部進行路7、下部進行路8、下向き方向の進行路9および上向き方向の進行路10を有し、矢印11で示す方向に回転する。
【0028】
移送ワイヤ5のエンクロージャ内には真空(あるいは吸引力)が提供さる。したがって上部進行路7に向けて吸引を作用させるサクション・ボックス12が設けられている。サクション・ボックス12の上方の、後に第2の不織布と呼ばれることになる不織布3を形成するための上部進行路7の上側には、繊維14を担持している形成ヘッド13が提供されている。
【0029】
以下、不織布2を第1の不織布2と呼ぶ。第1の不織布2は、移送ワイヤの上流側に位置している形成ワイヤ15の上に形成される。形成ワイヤ15は、逆転ホイール16(図には1つしか示されていない)の周りを回る。第1の不織布2は、形成ワイヤの上部進行路17で形成される。図1に示す実施例では、不織布2は、2つの形成ヘッド18、19によって形成される。形成ヘッド18、19は、全く同じものであってもよく、あるいは異なるものであってもよい。それらを使用して、全く同じもしくは異なる繊維および/または繊維混合物20および21を、第1の不織布2を形成するための形成ワイヤ15の上部進行路17の上にそれぞれ移動させることができる。形成ワイヤ内には、第1の不織布2を形成ワイヤ15に保持する真空を形成するためのサクション・ボックス22が形成ヘッドの各々に提供されている。形成ワイヤ15は、矢印23で示す方向に運搬される。
【0030】
形成ワイヤ15の運搬方向から見た形成ヘッド18、19の下流側には、不織布の上方に配置されたローラ25および形成ワイヤ15の下方に配置されたローラ26を備えたコンパクタ24が提供されている。このコンパクタ24によって第1の不織布2が圧縮される。圧縮後、第1の不織布2は、移送ワイヤ5を使用して従来の方法で形成ワイヤ15から、後続する運搬ワイヤ27へ移送される。
【0031】
第1の不織布2は、第2の不織布が上部進行路7の上側28に形成され、下向きに導かれている進行路9を通って下に向かって移動し、下部進行路の下側29に吸引されているため、形成ヘッド13のエアレイイングによって形成されたこの第2の不織布3に吸引される。この第2の不織布が吸引されると、移送ワイヤ5内に下部進行路8の長さ全体にわたって存在する真空吸引力によって第1の不織布2が移送ワイヤの下部進行路8の下側に吸引される。
【0032】
不織布2、3の組み合わせによって形成された布材1は、移送ワイヤ5の下部進行路8の上方に配置されたローラ31と下部進行路8の下側に配置されたローラ32とを含むエンボッサ30を通して運搬される。エンボッサ30を通過した布材は、運搬ワイヤ27の上に載せられる。運搬ワイヤは、逆転ホイール33(図1には1つしか示されていない)中を上昇している。運搬ワイヤ27は、矢印34の方向に移動し、それによって運搬ワイヤ27の上部進行路35の上に配置された布材1が、図に示す実施例ではオーブンとして示される他の処理ユニット36へ運搬される。
【0033】
図1に示す装置の第1の実施例は、例えばポリエステル繊維、複合繊維などの結合繊維もしくは他の結合繊維を含有することができる繊維と共に使用することができる。したがってオーブン36を通過させることによって布材1の固着が提供される。
【0034】
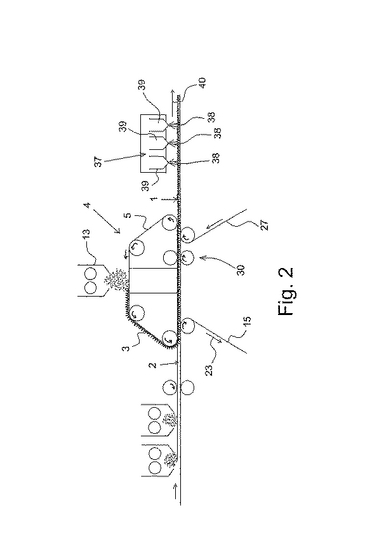
図2は、本発明による装置の第2の実施例を示したものである。この実施例では、移送ユニット4を使用して第2の不織布3が形成され、上流側に位置している形成ワイヤ15の上で形成された第1の不織布2を移送している。図2に示す実施例では、運搬ワイヤ27は、第1および第2の不織布2、3を使用して形成された布材を他の処理ユニット37へ移動させる。図2に示す実施例では、この処理ユニットは、ノズル39を使用して布材1に噴霧されるラテックス38を塗布するようになされている。ラテックスが塗布されると、布材は、例えばオーブンである別の処理ユニットへ向かって矢印40の方向に移動する。
【0035】
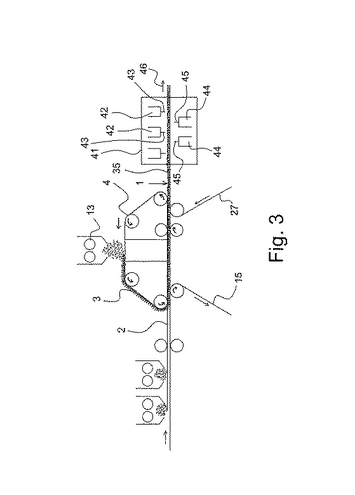
図3も同じく移送ユニット4を含み、第2の不織布3を形成するための形成ヘッド13が移送ユニット4の上方に配置されている。この第3の実施例の場合も、第1の不織布2は、移送ユニット4に対して上流側に位置している形成ワイヤ15の上で形成される。
【0036】
本発明による装置のこの第3の実施例では、布材は、運搬ワイヤ27の上側を処理ユニット41に向かって運搬される。処理ユニット41は、布材を固定するハイドロエンタングルメント・ユニットである。このハイドロエンタングルメント・ユニットは、それ自体公知の原理を使用して構成されており、運搬ワイヤ27の上部進行路35の上方に配置された、下向きのウォータ・ジェット43を提供するための一列のウォータ・ジェット・ノズル42を具現化している。運搬ワイヤの上部進行路37の下方には、それぞれ上向きのウォータ・ジェット45を形成する別のウォータ・ジェット・ノズル44が提供されている。ハイドロエンタングルメント・ユニット41は略図で示されており、実際のハイドロエンタングルメント・ユニットとは異なっているが、それ自体公知のハイドロエンタングルメントによって布材1の固定が達成されるようになされている。
【0037】
処理ユニット41を通過した布材は、場合によっては後続する処理のために、さらに別の処理ユニットに向けて矢印46の方向に運搬される。
【0038】
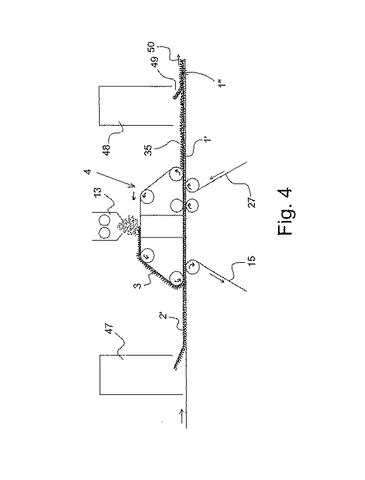
図4に示す第4の実施例では、移送ユニット4を使用して、形成ヘッド13の繊維から第2の不織布3が形成される。
【0039】
この実施例では、形成ワイヤ15の上方に、第1の不織布2’を形成するためのカード47が提供される。第1の不織布2’および第2の不織布3は、布材1’を形成するために移送ユニット4の下部進行路8に接触して運搬ワイヤ27の上部進行路35へ移送される。輸送ワイヤ27の上部進行路35の上方に第2のカード48が提供され、第1、第2および第3の不織布2’、3、49からなる布材1”を形成するために、第1および第2の不織布2’、3の上に第3の不織布49を載置する。このようにして形成された布材1”は、次に、矢印50の方向に運搬され、後続する処理が施される。
【0040】
図4に示す第4の実施例の場合、運搬ワイヤ27は、形成ワイヤをも構成していると言える。
【0041】
以上、様々な実施例について説明してきたが、以上の説明は、可能な実施例を単に例証したものに過ぎず、本発明を制限するものとして解釈してはならない。したがって上で例証した実施例を組み合わせることが可能である。したがって本発明によれば、連続する複数の移送ワイヤを使用することによって変形例を実施することができ、また第1の形成ワイヤの上方に1つの形成ヘッドを提供すること、あるいは3つ以上の形成ヘッドを提供することも可能である。
【0042】
本発明による装置により、同一あるいは異なる性質のものを使用して、またタイプの異なる繊維および/または繊維混合物を使用して、異なる不織布2、2’、3および49を製造することが可能になろう。したがって完成した製品の特性をアレンジするために、異なる形成ヘッド/カードで異なる特性を繊維に付与することも可能である。また繊維混合物にスーパアブソーバを添加し、形成される製品の吸収能力を強化することも可能である。
【図面の簡単な説明】
【0043】
【図1】本発明による装置の第1の実施例の部分側面図である。
【図2】本発明による装置の第2の実施例の部分側面図である。
【図3】本発明による装置の第3の実施例の部分側面図である。
【図4】本発明による装置の第4の実施例の部分側面図である。
【技術分野】
【0001】
本発明は、布材(fablic)を乾式形成するための方法に関するものである。本発明はまた、少なくとも2つの不織布でできた布材を乾式形成するための装置に関するものである。
【背景技術】
【0002】
従来技術では、1つのフォーマ・ワイヤ(former wire)または連続する複数のフォーマ・ワイヤの上に形成された1または複数の不織布から布材を乾式形成する。乾式形成はカードまたはフォーマ・ヘッド(former head)を使用することによってのみ行うことができる。
【0003】
布材を製造する場合、異なる特性を有する不織布を結合することがしばしば望ましく、それによって完成布材が異なる特性を備えた一体化製品、例えば結合したウェブの厚さの断面で密度が変化する一体化製品として具現化される。
【0004】
層の厚さが分厚い複数の不織布でできた一体化製品を製造する場合、フォーマ・ワイヤの下方に配置される真空ボックスから、取り付けの問題が生じるであろう。設置する複数のフォーマ・ヘッドを連続して配置した時、真空(吸引)効果は、既に形成した布材のみをかろうじて貫くであろうから、一連の分布繊維層における最後のフォーマ・ヘッドの層の厚さに作用する吸引作用は幾分小さくなる。あるいは、フォーマ・ワイヤの運搬方向に沿って徐々に大きくなる真空吸引を確立するためには、分化吸引ボックスをフォーマ・ワイヤの下方に使用しなければならないであろう。
【0005】
また、形成した布材を通して十分な真空(吸引)効果を達成するためには、フォーマ・ワイヤの運搬速度を遅くする必要があるが、これは装置の効率を低下させる。
【0006】
連続する2つのカードを使用して布材が形成される公知の装置の場合、カードによって形成された2つの不織布の間に中間不織布を介在するように配置することもまた望ましい。しかし、2つのカードの間の領域に真空(あるいは吸引力)を確立することは困難であり、このことは、既存の装置内の2つのカードの間に配置されるエアレイド・ガーゼ層を柔らかくすることが困難であることを意味している。エアレイド不織布の両端に配置されるカード不織布からなるそのような製品は、例えば、いわゆる拭き取り製品に適している。
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、異なる不織布の組み合わせを可能にし、より分厚い層に必要なより高い真空の問題を回避し、さらに、連続する2つのカード間のエアレイド不織布の形成に使用するのに適した方法および装置を示すことである。
【課題を解決するための手段】
【0008】
本発明の第1の観点によれば、この目的は、第1の不織布が移送ワイヤによって従来の方法で2つの形成ワイヤまたは運搬ワイヤの間で形成および移送されること、第2のエアレイド不織布が少なくとも1つの形成ヘッドを使用して移送ワイヤ上の上部進行路の上側に形成されること、およびこの不織布が、後続の運搬ワイヤの上に第1の不織布と共に載せられるために、下に向かって且つ移送ワイヤの下部進行路の下側に沿って、導かれることを特徴とする方法によって達成される。
【0009】
本発明の第2の観点によれば、上記の目的は、真空(吸引)ボックスの上方の第1のフォーマ・ワイヤの上に繊維が堆積することにより、第1の不織布が第1の乾式形成ユニット内で形成されること、移送ワイヤの上部進行路と下部進行路の間に真空(吸引力)が形成されることにより、繊維層が第1のフォーマ・ワイヤから移送ワイヤ上の下部進行路の下側へ移送されること、エアレイド形成された第2の不織布が移送ワイヤの上部進行路の上側に少なくとも1つのフォーマ・ヘッドを使用して形成されること、前記第1の不織布が移送ワイヤに吸引され、それによって第2の不織布を通した吸引作用によって下部進行路に吸引されること、およびカーディングされた不織布であることが好ましい第3の不織布を、予め形成された2つの不織布の上に形成するために、2つの不織布が、任意選択の別のフォーマ・ワイヤである後続の運搬ワイヤに移送されることを特徴とする方法によって達成される。
【0010】
本発明による装置は、第1の不織布を形成するために使用される第1のフォーマ・ワイヤの後段に配置された移送ワイヤを有していること、少なくとも1つのフォーマ・ヘッドが移送ワイヤの上部進行路の上側に配置されていること、および真空(吸引)ボックスが移送ワイヤの上部進行路と下部進行路の間に提供されていることを特徴とする。
【0011】
所望の厚さの第1の不織布が、エアレイド不織布またはカーディングされた不織布のいずれかとして、あるいはそれらの組み合わせとして形成される場合、それは通常、フォーマ・ワイヤの下およびフォーマ・ワイヤの上(すなわちフォーマ・ワイヤ上に配置された不織布の上)に設けられた2つの圧縮ローラの間のニップ(間隙)を通過させることによって一体化される。一体化された不織布は次に、通常の方法で移送ワイヤの下方に引き渡される(移送ワイヤの上部進行路と下部進行路の間には真空(吸引力)が存在する)。不織布はしかし、下部進行路の下側に吸引され、そして後続の運搬ワイヤの上に載せられる。後続の運搬ワイヤはさらに別のフォーマ・ワイヤとすることができ、その場合、1または複数の追加の不織布を形成するためのカードもしくはフォーマ・ヘッドが配置される。
【0012】
移送ワイヤの上部進行路の上側をフォーマ・ワイヤとして使用することにより、不織布を移送ワイヤの上方の形成ヘッドから分配してもよい。この不織布は、移送ワイヤと共に下方へ導かれ、第1の不織布の上に配置される。次に、接合された不織布は移送ワイヤの下部進行路の下側に吸引されるので、それらはまとめて後続の運搬ワイヤへ移送される。第1の形成ワイヤと後続の運搬ワイヤの間の移送ワイヤの下部進行路の箇所にエンボッサを提供してもよく、それによって不織布は後続の運搬ワイヤの上に載せられる前にこれらのエンボス・ローラの間のニップを通して導かれる。
【0013】
後続の運搬ワイヤは、上で言及したように、第3の不織布がその上に形成される形成ワイヤであってもよい。必要な数の不織布が形成されると、表面を噴霧するために、形成された布材を任意選択で処理ステーションを通して運搬することができ、あるいは繊維と混ぜ合わされた結合繊維を固定するためのオーブンを通して運搬してもよい。結合繊維には、例えばポリエステル繊維もしくは高デニール/高Dtex繊維を使用することができ、場合によってはより低Dtexの結合繊維と組み合わせて使用することも可能である。これらの繊維は、例えば第2の不織布に提供することができ、一方、第1の不織布は、例えばセルローズ・パルプ、スーパアブソーバおよび結合繊維の一部を組み合わせたものを含有することができる。これらの組み合わせは、形成される布材の意図する用途によって様々である。
【0014】
形成された布材はまた、ハイドロエンタングルメントによって強化することができる。したがって、カーディングによって第1の不織布が形成され、エアレイイングによって第2の不織布が形成され、また、同じくカーディングによって第3の不織布が形成されるため、とりわけ拭き取りに適した製品を製造することができる。次いで製品にハイドロエンタングルメントを施すことができる。そのような製品によって、表面層から中央層中への長い繊維の引出しによる良好な結合が達成される。
【0015】
また不織布を個々に形成することにより、より大量の結合繊維を境界層に分配することができるため、後続の結合繊維を活性化させるための加熱で、個々の不織布間のより良好な結合を達成することができる。
【0016】
第1の不織布が、好ましくは第2の不織布の密度より大きい密度で製造されている製品を製造することにより、吸収層の上に取込層を備えた製品を製造することができる。この製品は、生理用ナプキンおよび/またはナプキンにとりわけ適している。
【0017】
密度の大きいエアレイド不織布と密度の小さい他の不織布を組み合わせるために上記の方法もしくは装置を使用する時には、例えば圧縮ローラなどのローラを通して不織布を運搬することができ、それによってより密度の小さい頂部層を破壊することなく布材に完全性(あるいは一体性)を付与することができる。
【0018】
使用される複数のローラのうちの1つがエンボス・ローラである場合、密度の小さい頂部層を破壊することなく、形成された布材の下側にパターンを付与すること、および/またはさらなる完全性(一体性)を付与することができる。
【0019】
本発明による方法および装置を使用することによって高生産速度を達成することができるため、多層布材を形成すること、延いては分厚い布材を形成することが可能である。
【0020】
第1および第3の層を形成するためにカードを使用することができ、また第2のエアレイド不織布を形成するために、移送ワイヤの上方に配置されたフォーマ・ヘッドを使用することができる。これは構造的に単純な方法で実施することができる。なぜなら、カードは通常、形成ワイヤの上にかなりの高さを有し、一方で移送ワイヤは形成ワイヤの上に適度の高さしか必要としないからである。したがって連続する2つのカードの間の移送ワイヤの上方に位置する自由空間の利用が可能になり、移送ワイヤの上部進行路の上側に第2の不織布を形成するための1または複数の形成ヘッドを配置することができる。
【0021】
特定の実施例の製品を製造することにより、本発明は、第1の不織布が第2の不織布の密度より大きい密度で製造され、好ましくは第1の不織布の密度が0.1g/m3と0.5g/m3の間であり、第2の不織布の密度が0.01g/m3と0.10g/m3の間であることを特徴とする。
【0022】
他の実施例によれば、本発明による方法は、第2の不織布と接する不織布の表面層に熱可塑性結合繊維の薄層が配置され、この薄層が、好ましくは2g/m2と10g/m2の間の基本重量を有していることを特徴とする。
【0023】
場合によっては、第1および第2の不織布は穴あきローラ(パーフォレーテッド・ローラ)によって移送ワイヤに結合してもよい。それによってより制御された第2の層の貼着を達成することが可能になる。したがって穴あきローラまたはシリンダは、移送ワイヤ上の下向き正面進行路と下部進行路との間のコーナに配置された逆転ローラとすることができる。真空(吸引)が存在する穴あきローラを使用することによって第2の不織布を移送ワイヤに吸引することができるので、第2の不織布の方向を下向きの運動から移送ワイヤの下側へ向かう水平運動へ変更する際の貼着をより確実に制御することが可能になる。
【0024】
以下、本発明について、添付の略図を参照してより詳細に説明する。
【0025】
すべての図面を通して、同一もしくは対応する構成要素は、同じ参照番号で示されている。図面の個々の単一部品については、特に説明されていない。
【0026】
図には、装置の最も重要な部品のみが示されている。機能的にするために、装置には、例えばコントロール、モータ、支持フレームなどの複数の構成要素が必要であるが、当業者は、本発明による装置の様々な実施例の説明に鑑みて、同じく本発明の構成部品であるそのような追加のマシン・コンポーネントを選択することが可能である。
【実施例】
【0027】
図1は、少なくとも2つの不織布2、3によって形成された布材1を乾式形成するための装置を示したものである。この装置は、多数の逆転ローラ6の周りを回る移送ワイヤ5を含む移送ユニット4を含む。移送ワイヤ5は、図1では、移送ワイヤ5は、上部進行路7、下部進行路8、下向き方向の進行路9および上向き方向の進行路10を有し、矢印11で示す方向に回転する。
【0028】
移送ワイヤ5のエンクロージャ内には真空(あるいは吸引力)が提供さる。したがって上部進行路7に向けて吸引を作用させるサクション・ボックス12が設けられている。サクション・ボックス12の上方の、後に第2の不織布と呼ばれることになる不織布3を形成するための上部進行路7の上側には、繊維14を担持している形成ヘッド13が提供されている。
【0029】
以下、不織布2を第1の不織布2と呼ぶ。第1の不織布2は、移送ワイヤの上流側に位置している形成ワイヤ15の上に形成される。形成ワイヤ15は、逆転ホイール16(図には1つしか示されていない)の周りを回る。第1の不織布2は、形成ワイヤの上部進行路17で形成される。図1に示す実施例では、不織布2は、2つの形成ヘッド18、19によって形成される。形成ヘッド18、19は、全く同じものであってもよく、あるいは異なるものであってもよい。それらを使用して、全く同じもしくは異なる繊維および/または繊維混合物20および21を、第1の不織布2を形成するための形成ワイヤ15の上部進行路17の上にそれぞれ移動させることができる。形成ワイヤ内には、第1の不織布2を形成ワイヤ15に保持する真空を形成するためのサクション・ボックス22が形成ヘッドの各々に提供されている。形成ワイヤ15は、矢印23で示す方向に運搬される。
【0030】
形成ワイヤ15の運搬方向から見た形成ヘッド18、19の下流側には、不織布の上方に配置されたローラ25および形成ワイヤ15の下方に配置されたローラ26を備えたコンパクタ24が提供されている。このコンパクタ24によって第1の不織布2が圧縮される。圧縮後、第1の不織布2は、移送ワイヤ5を使用して従来の方法で形成ワイヤ15から、後続する運搬ワイヤ27へ移送される。
【0031】
第1の不織布2は、第2の不織布が上部進行路7の上側28に形成され、下向きに導かれている進行路9を通って下に向かって移動し、下部進行路の下側29に吸引されているため、形成ヘッド13のエアレイイングによって形成されたこの第2の不織布3に吸引される。この第2の不織布が吸引されると、移送ワイヤ5内に下部進行路8の長さ全体にわたって存在する真空吸引力によって第1の不織布2が移送ワイヤの下部進行路8の下側に吸引される。
【0032】
不織布2、3の組み合わせによって形成された布材1は、移送ワイヤ5の下部進行路8の上方に配置されたローラ31と下部進行路8の下側に配置されたローラ32とを含むエンボッサ30を通して運搬される。エンボッサ30を通過した布材は、運搬ワイヤ27の上に載せられる。運搬ワイヤは、逆転ホイール33(図1には1つしか示されていない)中を上昇している。運搬ワイヤ27は、矢印34の方向に移動し、それによって運搬ワイヤ27の上部進行路35の上に配置された布材1が、図に示す実施例ではオーブンとして示される他の処理ユニット36へ運搬される。
【0033】
図1に示す装置の第1の実施例は、例えばポリエステル繊維、複合繊維などの結合繊維もしくは他の結合繊維を含有することができる繊維と共に使用することができる。したがってオーブン36を通過させることによって布材1の固着が提供される。
【0034】
図2は、本発明による装置の第2の実施例を示したものである。この実施例では、移送ユニット4を使用して第2の不織布3が形成され、上流側に位置している形成ワイヤ15の上で形成された第1の不織布2を移送している。図2に示す実施例では、運搬ワイヤ27は、第1および第2の不織布2、3を使用して形成された布材を他の処理ユニット37へ移動させる。図2に示す実施例では、この処理ユニットは、ノズル39を使用して布材1に噴霧されるラテックス38を塗布するようになされている。ラテックスが塗布されると、布材は、例えばオーブンである別の処理ユニットへ向かって矢印40の方向に移動する。
【0035】
図3も同じく移送ユニット4を含み、第2の不織布3を形成するための形成ヘッド13が移送ユニット4の上方に配置されている。この第3の実施例の場合も、第1の不織布2は、移送ユニット4に対して上流側に位置している形成ワイヤ15の上で形成される。
【0036】
本発明による装置のこの第3の実施例では、布材は、運搬ワイヤ27の上側を処理ユニット41に向かって運搬される。処理ユニット41は、布材を固定するハイドロエンタングルメント・ユニットである。このハイドロエンタングルメント・ユニットは、それ自体公知の原理を使用して構成されており、運搬ワイヤ27の上部進行路35の上方に配置された、下向きのウォータ・ジェット43を提供するための一列のウォータ・ジェット・ノズル42を具現化している。運搬ワイヤの上部進行路37の下方には、それぞれ上向きのウォータ・ジェット45を形成する別のウォータ・ジェット・ノズル44が提供されている。ハイドロエンタングルメント・ユニット41は略図で示されており、実際のハイドロエンタングルメント・ユニットとは異なっているが、それ自体公知のハイドロエンタングルメントによって布材1の固定が達成されるようになされている。
【0037】
処理ユニット41を通過した布材は、場合によっては後続する処理のために、さらに別の処理ユニットに向けて矢印46の方向に運搬される。
【0038】
図4に示す第4の実施例では、移送ユニット4を使用して、形成ヘッド13の繊維から第2の不織布3が形成される。
【0039】
この実施例では、形成ワイヤ15の上方に、第1の不織布2’を形成するためのカード47が提供される。第1の不織布2’および第2の不織布3は、布材1’を形成するために移送ユニット4の下部進行路8に接触して運搬ワイヤ27の上部進行路35へ移送される。輸送ワイヤ27の上部進行路35の上方に第2のカード48が提供され、第1、第2および第3の不織布2’、3、49からなる布材1”を形成するために、第1および第2の不織布2’、3の上に第3の不織布49を載置する。このようにして形成された布材1”は、次に、矢印50の方向に運搬され、後続する処理が施される。
【0040】
図4に示す第4の実施例の場合、運搬ワイヤ27は、形成ワイヤをも構成していると言える。
【0041】
以上、様々な実施例について説明してきたが、以上の説明は、可能な実施例を単に例証したものに過ぎず、本発明を制限するものとして解釈してはならない。したがって上で例証した実施例を組み合わせることが可能である。したがって本発明によれば、連続する複数の移送ワイヤを使用することによって変形例を実施することができ、また第1の形成ワイヤの上方に1つの形成ヘッドを提供すること、あるいは3つ以上の形成ヘッドを提供することも可能である。
【0042】
本発明による装置により、同一あるいは異なる性質のものを使用して、またタイプの異なる繊維および/または繊維混合物を使用して、異なる不織布2、2’、3および49を製造することが可能になろう。したがって完成した製品の特性をアレンジするために、異なる形成ヘッド/カードで異なる特性を繊維に付与することも可能である。また繊維混合物にスーパアブソーバを添加し、形成される製品の吸収能力を強化することも可能である。
【図面の簡単な説明】
【0043】
【図1】本発明による装置の第1の実施例の部分側面図である。
【図2】本発明による装置の第2の実施例の部分側面図である。
【図3】本発明による装置の第3の実施例の部分側面図である。
【図4】本発明による装置の第4の実施例の部分側面図である。
【特許請求の範囲】
【請求項1】
布材を乾式に形成するための方法であって、
第1の不織布が、2つの形成ワイヤまたは運搬ワイヤの間で、移送ワイヤによって従来の方法で形成および移送されること、
エアレイドによる第2の不織布が、少なくとも1つの形成ヘッドを使用して、前記移送ワイヤの上部進行路の上側に形成されること、および
前記不織布が下向き且つ前記移送ワイヤの下部進行路の下側に沿って導かれて、後続する運搬ワイヤ上に前記第1の不織布と共に載せられること
を特徴とする布材の乾式形成方法。
【請求項2】
布材を乾式に形成するための方法であって、
繊維が真空ボックスの上方で第1のフォーマ・ワイヤの上に付着することにより、第1の不織布が第1の乾式形成ユニット内で形成されること、
移送ワイヤの上部進行路と下部進行路の間に真空が形成されることにより、繊維層が前記第1のフォーマ・ワイヤから前記移送ワイヤの前記下部進行路の下側へ移送されること、
エアレイドによる第2の不織布が、前記移送ワイヤの前記上部進行路の上側に、少なくとも1つのフォーマ・ヘッドを使用して形成されること、
前記第1の不織布が前記移送ワイヤに吸引され、それによって前記第2の不織布を通した吸引作用によって前記下部進行路に吸引されること、および
好適にはカード不織布である第3の不織布を、予め形成された前記2つの不織布の上に形成するために、前記2つの不織布が、任意選択の別のフォーマ・ワイヤである後続の運搬ワイヤに移送されること
を特徴とする布材の乾式形成方法。
【請求項3】
前記2つの不織布が、前記移送ワイヤの下側に位置している間であって前記後続の運搬ワイヤへの移送中に、ローラとローラの間を通過することにより、前記2つの不織布が一体化されることを特徴とする請求項1または請求項2に記載の方法。
【請求項4】
前記第1の不織布、および場合によっては第3の不織布が、カーディングによって製造されることを特徴とする請求項1から請求項3までのいずれか1項に記載の方法。
【請求項5】
ウェブ形成された前記複数の不織布が、ハイドロエンタングルメントによって一体化されることを特徴とする請求項4に記載の方法。
【請求項6】
前記第1の不織布が前記第2の不織布の密度より大きい密度で製造され、好適には前記第1の不織布の密度が0.1g/m3から0.5g/m3までの間であり、前記第2の不織布の密度が0.01g/m3から0.10g/m3までの間であることを特徴とする請求項1から請求項3までのいずれか1項に記載の方法。
【請求項7】
熱可塑性結合繊維の薄層が、第2の不織布に接する不織布の頂部層に配置され、好適には前記薄層が2g/m2から10g/m2までの間の基本重量を有していることを特徴とする請求項1から請求項6までのいずれか1項に記載の方法。
【請求項8】
少なくとも2つの不織布から形成された布材を乾式に形成するための装置であって、
第1の不織布を形成するために使用される第1のフォーマ・ワイヤの後段に配置された移送ワイヤを含むこと、
少なくとも1つのフォーマ・ヘッドが前記移送ワイヤの上部進行路の上側に配置されること、および
真空ボックスが前記移送ワイヤの前記上部進行路と下部進行路の間に提供されること
を特徴とする布材の乾式形成装置。
【請求項9】
前記第1の不織布を形成するためのカードが前記移送ワイヤの両側に提供され、前記移送ワイヤの上に形成された不織布の両側に第3の不織布が提供されることを特徴とする請求項8に記載の装置。
【請求項10】
前記第1のフォーマ・ワイヤの上方にフォーマ・ヘッドが提供されたことを特徴とする請求項8に記載の装置。
【請求項1】
布材を乾式に形成するための方法であって、
第1の不織布が、2つの形成ワイヤまたは運搬ワイヤの間で、移送ワイヤによって従来の方法で形成および移送されること、
エアレイドによる第2の不織布が、少なくとも1つの形成ヘッドを使用して、前記移送ワイヤの上部進行路の上側に形成されること、および
前記不織布が下向き且つ前記移送ワイヤの下部進行路の下側に沿って導かれて、後続する運搬ワイヤ上に前記第1の不織布と共に載せられること
を特徴とする布材の乾式形成方法。
【請求項2】
布材を乾式に形成するための方法であって、
繊維が真空ボックスの上方で第1のフォーマ・ワイヤの上に付着することにより、第1の不織布が第1の乾式形成ユニット内で形成されること、
移送ワイヤの上部進行路と下部進行路の間に真空が形成されることにより、繊維層が前記第1のフォーマ・ワイヤから前記移送ワイヤの前記下部進行路の下側へ移送されること、
エアレイドによる第2の不織布が、前記移送ワイヤの前記上部進行路の上側に、少なくとも1つのフォーマ・ヘッドを使用して形成されること、
前記第1の不織布が前記移送ワイヤに吸引され、それによって前記第2の不織布を通した吸引作用によって前記下部進行路に吸引されること、および
好適にはカード不織布である第3の不織布を、予め形成された前記2つの不織布の上に形成するために、前記2つの不織布が、任意選択の別のフォーマ・ワイヤである後続の運搬ワイヤに移送されること
を特徴とする布材の乾式形成方法。
【請求項3】
前記2つの不織布が、前記移送ワイヤの下側に位置している間であって前記後続の運搬ワイヤへの移送中に、ローラとローラの間を通過することにより、前記2つの不織布が一体化されることを特徴とする請求項1または請求項2に記載の方法。
【請求項4】
前記第1の不織布、および場合によっては第3の不織布が、カーディングによって製造されることを特徴とする請求項1から請求項3までのいずれか1項に記載の方法。
【請求項5】
ウェブ形成された前記複数の不織布が、ハイドロエンタングルメントによって一体化されることを特徴とする請求項4に記載の方法。
【請求項6】
前記第1の不織布が前記第2の不織布の密度より大きい密度で製造され、好適には前記第1の不織布の密度が0.1g/m3から0.5g/m3までの間であり、前記第2の不織布の密度が0.01g/m3から0.10g/m3までの間であることを特徴とする請求項1から請求項3までのいずれか1項に記載の方法。
【請求項7】
熱可塑性結合繊維の薄層が、第2の不織布に接する不織布の頂部層に配置され、好適には前記薄層が2g/m2から10g/m2までの間の基本重量を有していることを特徴とする請求項1から請求項6までのいずれか1項に記載の方法。
【請求項8】
少なくとも2つの不織布から形成された布材を乾式に形成するための装置であって、
第1の不織布を形成するために使用される第1のフォーマ・ワイヤの後段に配置された移送ワイヤを含むこと、
少なくとも1つのフォーマ・ヘッドが前記移送ワイヤの上部進行路の上側に配置されること、および
真空ボックスが前記移送ワイヤの前記上部進行路と下部進行路の間に提供されること
を特徴とする布材の乾式形成装置。
【請求項9】
前記第1の不織布を形成するためのカードが前記移送ワイヤの両側に提供され、前記移送ワイヤの上に形成された不織布の両側に第3の不織布が提供されることを特徴とする請求項8に記載の装置。
【請求項10】
前記第1のフォーマ・ワイヤの上方にフォーマ・ヘッドが提供されたことを特徴とする請求項8に記載の装置。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公表番号】特表2006−525435(P2006−525435A)
【公表日】平成18年11月9日(2006.11.9)
【国際特許分類】
【出願番号】特願2006−504367(P2006−504367)
【出願日】平成16年4月28日(2004.4.28)
【国際出願番号】PCT/DK2004/000289
【国際公開番号】WO2004/097097
【国際公開日】平成16年11月11日(2004.11.11)
【出願人】(504064331)ダン − ウエブ ホールディング アクティーゼルスカブ (1)
【Fターム(参考)】
【公表日】平成18年11月9日(2006.11.9)
【国際特許分類】
【出願日】平成16年4月28日(2004.4.28)
【国際出願番号】PCT/DK2004/000289
【国際公開番号】WO2004/097097
【国際公開日】平成16年11月11日(2004.11.11)
【出願人】(504064331)ダン − ウエブ ホールディング アクティーゼルスカブ (1)
【Fターム(参考)】
[ Back to top ]