
布線装置及びこれを用いたマルチワイヤ配線板の製造方法
【課題】細線化したワイヤを高速で布線可能とし、高密度化とともに高歩留まり化を実現可能な布線装置及びこれを用いたマルチワイヤ配線板の製造方法を提供することを目的とする。
【解決手段】ワイヤを接着材付き基材上に布線するスタイラスと、このスタイラスへワイヤを供給するフィーダと、このフィーダと前記スタイラスの間に配置され、前記フィーダからスタイラスの先端までワイヤを案内するワイヤガイドとを有する布線装置において、前記ワイヤガイドが、フィーダからのワイヤを導入する導入部と、導入したワイヤを収容する収容部と、収容したワイヤの出口となる送出部と、を有する筒状に形成されており、前記収容部の少なくとも一部の内径が前記導入部及び前記送出部の内径よりも大きく形成され、前記送出部がワイヤ引き出し方向よりも上方に拡大される開口を有する布線装置及びこれをもちいたマルチワイヤ配線板の製造方法。
【解決手段】ワイヤを接着材付き基材上に布線するスタイラスと、このスタイラスへワイヤを供給するフィーダと、このフィーダと前記スタイラスの間に配置され、前記フィーダからスタイラスの先端までワイヤを案内するワイヤガイドとを有する布線装置において、前記ワイヤガイドが、フィーダからのワイヤを導入する導入部と、導入したワイヤを収容する収容部と、収容したワイヤの出口となる送出部と、を有する筒状に形成されており、前記収容部の少なくとも一部の内径が前記導入部及び前記送出部の内径よりも大きく形成され、前記送出部がワイヤ引き出し方向よりも上方に拡大される開口を有する布線装置及びこれをもちいたマルチワイヤ配線板の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、マルチワイヤ配線板の製造に用いる布線装置及びこれを用いたマルチワイヤ配線板の製造方法に関する。
【背景技術】
【0002】
通常、マルチワイヤ配線板は、接着材付き基材上に、芯線の周囲に絶縁被覆を有する導線(以下、「ワイヤ」といい、絶縁被覆の中の導線を「芯線」という。)をはわせると同時に、接着してゆき、配線を形成すること(以下、「布線」という。また、ワイヤを布線することによって形成される導線を「配線」という。)によって製造される。配線は絶縁被覆されているため、複数の配線を交差させて布線することが可能であり、銅箔等をエッチングして配線を形成する一般の配線板に比べて、1層当りの配線収容度が高いという特徴を有している。
【0003】
マルチワイヤ配線板では、高密度化が進むにつれて、複数の配線を交差させる箇所(以下、「多重配線箇所」という。)において交差する配線の本数が増加する傾向があり、三重配線、四重配線といった多重配線の形成が必要になっている。このような多重配線箇所では、既設配線が多重に積み重ねられて凸部を形成しており、新たに布線される配線は、この既設配線によって形成された凸部を乗り越えて形成される。つまり、多重配線箇所では、平面視の配線の長さに対して、実際の配線の長さが、凸部を乗り越える分、長く必要とされる。一方で、スタイラスの送り速度(以下、「布線速度」という。)は一定であり、布線を行うスタイラスにワイヤを供給するフィーダのワイヤを送る速度も一定であるため、多重配線箇所では、ワイヤの供給速度が追い付かず、必要なワイヤの長さに対して供給されるワイヤの長さが足りなくなり、極端な場合、ワイヤ切れを生じる場合がある。
【0004】
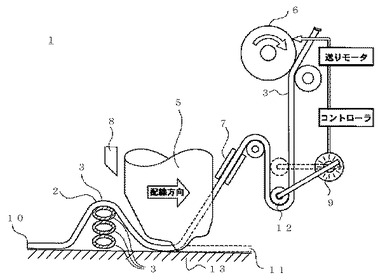
このようなワイヤ切れを抑制する方法としては、図3に示されるように、ワイヤ3をスタイラス5に供給するフィーダ6と、供給されたワイヤ3を接着材付き基材13上に布線するスタイラス5との間に、弛みを持たせるダンサローラ12とワイヤ3の弛み量を検出するエンコーダ9とフィーダ6の回転数を制御するコントローラとを備え、ワイヤ3の弛み量を維持するようにしたものが考えられている(特許文献1)。
【0005】
また、多重配線箇所による凸部でのスタイラスの高さの変位を検出することにより、多重配線箇所でのワイヤ送り出し量を増加させる方法が考えられている(特許文献2)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−352149号公報
【特許文献2】特開2002−344112号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、近年では、さらなる高密度のため、ワイヤの芯線は従来の直径0.08mmから直径0.065mmまで細線化が求められ、またリードタイムを維持するために、布線速度は従来の21.2mm/sから42.4mm/sへと倍速にすることが求められている。
【0008】
このようにワイヤの芯線を細線化すると、従来のワイヤと比較して芯線の強度が減少する。また、布線速度の高速化によって、布線の際にワイヤにかかる引っ張り力が強くなっている。このため、引用文献1のようにダンサローラにより弛みを維持したり、引用文献2のようにフィーダによりワイヤ供給速度を早くする方法では、特にワイヤが三重、四重に交差する多重配線箇所では、必要なワイヤの長さが瞬間的に増加するため、十分には対応できない場合があった。つまり、ワイヤにかかる引っ張り力が急激に大きくなって、極端な場合は、布線中の断線危険性が高くなる可能性があった。ワイヤにかかる引っ張り力が急激に大きくなる問題に対しては、ワイヤガイド内にワイヤを常に弛ませておく方法も考えられる。しかし、ワイヤを弛ませておくと、ワイヤガイド内からワイヤが引き出される際に、ワイヤがばたつくことによって、ワイヤガイドの送出部(出口)でワイヤの絶縁被覆が削れ、この削れた絶縁被覆がワイヤガイドの送出部に溜まる傾向がある。この場合は、ワイヤガイドの送出部が詰まり、ワイヤが動き難くなる結果、断線危険性が生じる問題がある。
【0009】
本発明は、上記問題点に鑑みてなされたものであり、細線化したワイヤを高速で布線する際のワイヤ切れを抑制可能とすることにより、高密度化とともに高歩留まり化を実現可能な布線装置及びこれを用いたマルチワイヤ配線板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、以下に関する。
1. ワイヤを接着材付き基材上に布線するスタイラスと、このスタイラスへワイヤを供給するフィーダと、このフィーダと前記スタイラスの間に配置され、前記フィーダからスタイラスの先端までワイヤを案内するワイヤガイドとを有する布線装置において、前記ワイヤガイドが、フィーダからのワイヤを導入する導入部と、導入したワイヤを収容する収容部と、収容したワイヤの出口となる送出部と、を有する筒状に形成されており、前記収容部の少なくとも一部の内径が前記導入部及び前記送出部の内径よりも大きく形成され、前記送出部がワイヤ引き出し方向と反対方向に拡大される開口を有する布線装置。
2. 項1において、ワイヤガイドからスタイラスへのワイヤ引き出し方向が、前記ワイヤガイドの送出部からの延長方向よりも、下方に向かう布線装置。
3. 項1または2において、ワイヤガイドの導入部が、フィーダ側に向かってテーパ形状に拡大した開口を有する布線装置。
4. 項1から3の何れかの布線装置を用いて布線を行う工程を有するマルチワイヤ配線板の製造方法。
【発明の効果】
【0011】
本発明によれば、細線化したワイヤを高速で布線する際のワイヤ切れを抑制可能とすることにより、高密度化とともに高歩留まり化を実現可能な布線装置及びこれを用いたマルチワイヤ配線板の製造方法を提供することができる。
【図面の簡単な説明】
【0012】
【図1】本発明の布線装置の概略を表す。
【図2】本発明の布線装置に用いるワイヤガイドを表す。
【図3】従来の布線装置の概略を表す。
【発明を実施するための形態】
【0013】
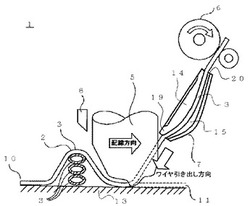
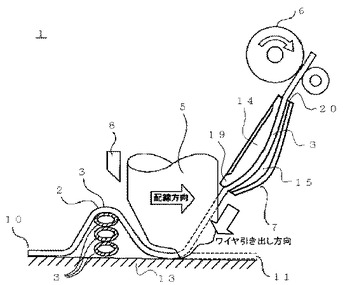
本発明の布線装置の実施形態としては、図1に示すように、ワイヤ3を接着材付き基材13上に布線するスタイラス5と、このスタイラス5へワイヤ3を供給するフィーダ6と、このフィーダ6とスタイラス5との間に配置され、フィーダ6からスタイラス5の先端までワイヤ3を案内するワイヤガイド7とを有する布線装置1において、ワイヤガイド7が、フィーダ6からのワイヤ3を導入する導入部16と、導入したワイヤ3を収容する収容部17と、収容したワイヤ3の出口となる送出部18と、を有する筒状に形成されており、収容部17の少なくとも一部の内径が導入部16及び送出部18の内径よりも大きく形成され、送出部18がワイヤ引き出し方向とは反対方向(図1の具体例では、ワイヤ引き出し方向よりも上方)に拡大される開口19を有するものである。
つまり、まず、ワイヤガイド7が、フィーダ6からのワイヤ3を通過させるワイヤ通路14を有し、ワイヤ通路14にワイヤ3を弛ませた状態で収容可能な裕度部分15を有する。フィーダ6からスタイラス5へ供給されるワイヤ3は、常に若干の余裕を持って供給されるので、このように、ワイヤガイド7のワイヤ通路14に裕度部分15を設けることにより、この裕度部分15にワイヤ3を弛んだ状態で収容することができる。このため、芯線の直径が0.065mmと従来(直径0.080mm)よりも細いワイヤを用い、布線速度が42.4mm/sと従来(21.2mm/s)の倍の速度で布線する場合であっても、三重配線、四重配線といった多重配線箇所での凸部において、ワイヤ3が断線するのを抑制することができる。つまり、三重配線、四重配線といった多重配線箇所での凸部を布線する場合は、凸部を乗り越える際に必要となるワイヤ3の供給速度が瞬間的に増加するため、フィーダ6によるワイヤ3の供給速度では、ワイヤ3の供給が追い付かなくなり易い。しかしながら、裕度部分15に収容されたワイヤ3が弛みを有した状態であるため、瞬間的にワイヤ3の供給速度の増加が生じてワイヤ3が急速に引っ張られても、この弛み分の長さのワイヤ3が素早く引き出されるため、ワイヤ3にかかる引っ張り力が瞬間的に大きくなるのを抑制することができる。したがって、急激なワイヤ3の供給速度の増加が生じる場合でも、ワイヤ3への引っ張り力を緩衝することができるので、ワイヤ切れの発生を抑制することができる。
次に、ワイヤガイド7は、送出部18がワイヤ引き出し方向とは異なる方向(図1の具体例では、ワイヤ引き出し方向よりも上方)に拡大される開口19を有する。上記のように、ワイヤガイド7に裕度部分15を持たせると、ワイヤガイド7内からワイヤ3が引き出される際に、ワイヤ3がばたつくことによって、ワイヤガイド7の導入部16及び送出部18でワイヤ3の絶縁被覆が削れ、この削れた絶縁被覆がワイヤガイド7内に堆積する傾向がある。そこで、送出部18の開口19の径を拡大することによりワイヤ3の絶縁被覆の削れかすの堆積を抑制することができ、断線の防止となると共に長期間使用することができるようになる。ワイヤ3は、ワイヤガイド7の送出部18の下方に位置するスタイラス5の先端へ向かって供給されるので、ワイヤ引き出し方向は、下方に向かっている。このため、送出部18に設ける開口19は、下方に向かうワイヤ引き出し方向とは異なる方向、特には反対方向の上方に向かって拡大されると、ワイヤ3がばたついても、ワイヤの絶縁被覆が送出部18の開口に当り難くなり、また、径が拡大されているので、ワイヤの絶縁被覆が削れて開口19が詰まるのを抑制できる。ここで、反対方向とは、逆方向とは異なる意味であり、下方に対して、上方であることを示す。
【0014】
本発明のワイヤとは、芯線とその周囲に絶縁被覆を有する導線をいい、芯線とは、ワイヤの絶縁被覆の中の導線をいう。布線とは、接着材付きの絶縁基板上に、ワイヤをはわせると同時に、接着してゆき、配線を形成することをいい、配線とは、ワイヤを布線することによって形成される導線をいう。多重配線箇所とは、複数の配線を交差させる箇所をいう。
【0015】
本発明に用いるスタイラスとは、ワイヤに荷重をかけつつ超音波振動を加え、ワイヤを接着材付き基材上に接着する部材をいう。フィーダは、このスタイラスへワイヤを供給する部材をいい、スタイラスによる布線速度に応じて、実際に布線されるワイヤの長さよりも、多重配線箇所以外の布線に対しては、常に若干の余裕をもってワイヤを送り出す機能を有している。また、ワイヤがそれ以上送り出せない状態(つまり、布線を停止した場合等に、送り出したワイヤがスタイラスやワイヤガイド等で詰まった状態)になった場合は、送り出しを停止し、かつワイヤを固定する機能を有している。なお、布線速度とは、スタイラスの送り速度をいう。
【0016】
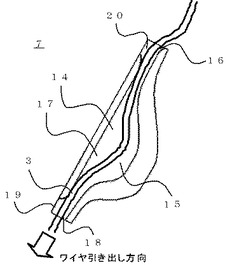
本発明に用いるワイヤガイドとは、フィーダから布線が行われるスタイラスの先端までワイヤを案内する部材をいう。図2に示すように、ワイヤガイド7は、内部にフィーダ6からのワイヤ3を通過させるワイヤ通路14を有しており、ワイヤ通路14にはワイヤ3を弛ませた状態で収容可能な裕度部分15が設けられる。この裕度部分15にワイヤ3を弛んだ状態で収容することにより、裕度部分15においては、ワイヤ3は引っ張りの荷重がかからない状態で収容される。このため、三重配線、四重配線といった多重配線箇所2での凸部において、必要なワイヤ3の供給速度が瞬間的に速くなり、フィーダ6によるワイヤ3の供給速度が追い付かなくなっても、裕度部分15に弛んだ状態で収容されていたワイヤ3が延びることによって、必要な長さのワイヤ3が即座に供給される。したがって、ワイヤ3にかかる引っ張り力が瞬間的に大きくなるのを抑制することができるので、ワイヤ切れの発生を抑制することができる。ワイヤガイド7はワイヤ3を導入また送出するための導入部16と送出部18を有し、導入部16はフィーダ側に向かってテーパ形状に拡大した開口20を有し、前記送出部18はワイヤ引き出し方向と反対方向に拡大される開口19を有する。このため、導入部16と送出部18においてワイヤ3の絶縁被覆が削れても詰まりを発生させることなく、詰まりによるワイヤ3の引張り力の増加を抑制することができる。なお、ワイヤガイド7は、超鋼合金やセラミックス等の磨耗し難い材料を加工することにより作製するのが望ましい。
【0017】
ワイヤガイド内のワイヤ通路は、裕度部分でワイヤの弛み方向に膨らんだ形状であるのが望ましい。ワイヤの弛み方向とは、フィーダからスタイラスにワイヤを過剰な長さ供給した場合に弛みが発生する方向をいう。例えば、図1のように、ワイヤ3の送り出し方向が斜め下方向である場合は、ワイヤ3の下側をいう。このように、ワイヤ通路14の形状を裕度部分15でワイヤ3の弛み方向に膨らんだ形状とすることにより、ワイヤ3に引っ張り力がかからないフリーな状態で、ワイヤ3を収納することができるので、多重配線箇所2に布線する際に、瞬間的に必要な供給速度の増加が生じても、ワイヤ3を素早く引き出し易くなる。
【0018】
ワイヤガイド内のワイヤ通路は、角部を有しないのが望ましい。ここで、角部を有しないとは、図2に示すように、ワイヤガイド7内のワイヤ通路14の全体が、滑らかな曲線で構成されていることをいう。これにより、ワイヤ3を引き出す際にも、ワイヤ3がワイヤ通路14に引っ掛かるのを抑制できるので、多重配線箇所2に布線する際に、瞬間的に必要な布線速度の増加が生じても、ワイヤ3を素早く引き出し易くなる。さらに、ワイヤ通路14がワイヤ3を被覆する絶縁被覆を削ることによるワイヤ3のダメージや異物の発生を抑制することができる。
【0019】
図2に示すように、ワイヤガイド7内のワイヤ通路14が、フィーダ6からのワイヤ3を導入する導入部16と、導入したワイヤ3を収容する収容部17と、収容したワイヤ3の出口となる送出部18と、を有する筒状に形成されており、収容部17の少なくとも一部の内径が送出部18の内径よりも大きく形成される。これにより、収容部17の容積を確保することができ、ある程度余裕をもった長さのワイヤ3を収容することができるので、瞬間的に必要な供給速度の増加が生じても対応できる。また、前記導入部16はフィーダ6側に向かってテーパ形状に拡大した開口20を有し、前記送出部18はワイヤ引き出し方向と反対方向に拡大される開口19を有する。これにより、導入部16と送出部18においてワイヤ3の絶縁被覆が削れても詰まりを発生させることなく、詰まりによるワイヤ3の引張り力の増加を抑制することができる。またワイヤ3にかかる引張り力と異なる方向に開口することにより、供給位置を安定化することができるので、布線精度を確保することができる。
【実施例】
【0020】
以下、本発明の好適な実施例について説明するが、本発明は以下の実施例に限定されるものではない。
【0021】
図1は、本発明の布線装置を用いてマルチワイヤ配線板を製造する様子を示す。ワイヤは、芯線の直径が0.065mmのものを用いた。ワイヤガイドは、図2に示すように、フィーダ6からのワイヤ3を通過させるワイヤ通路14を有し、ワイヤ通路14にワイヤ3を弛ませた状態で収容可能な裕度部分15を有するものである。また、ワイヤガイド7内のワイヤ通路14が、フィーダ6からのワイヤ3を導入する導入部16と、導入したワイヤ3を収容する収容部17と、収容したワイヤ3の出口となる送出部18と、を有する筒状に形成されており、前記導入部はフィーダ6側に開口しており、送出部18はスタイラス5側に開口している。ワイヤガイド内のワイヤ通路14は、角部を有しておらず、収容部17の少なくとも一部の内径が送出部18の内径よりも大きく形成される。また、送出部18がワイヤ引き出し方向よりも上方に拡大される開口19を有し、導入部16がフィーダ6側に向かってテーパ形状に拡大した開口20を有する。
【0022】
図1のように、すでに三重に交差して接着されているワイヤ3を乗り越えて、ワイヤ3を布線した。布線は、42.4mm/sの布線速度で行った。ワイヤ3はフィーダ6からワイヤガイド7によって案内され、スタイラス5によってその布線方向が制御される。具体的には、接着材付き基材13上の位置を特定するXY座標上の位置データに基づき、X軸移動テーブル(図示しない。)とY軸移動機構(図示しない。)を制御して、新たな配線を布線するための始点10に布線装置1のスタイラス5の位置を合わせる。その位置から配線を布線していく方向を、たとえば、配線レイアウトデータなどから割り出し、スタイラス5の向きを設定する。その後、スタイラス5でワイヤ3を押圧して、ワイヤ3の絶縁被覆のうち、接着材付き基材13と接触する側の面を固定していく。このとき、スタイラス5に超音波振動を加えると、接着材付き基材13上の接着材(図示しない。)が振動によって加熱され、活性化されて接着力が高まる。必要な長さのワイヤ3をフィーダ6によって供給しつつ、所定の方向に向けてワイヤ3をスタイラス5で接着材付き基材13上に押圧、接着してゆく。終点11に達したなら、カッタ8によってワイヤ3を切断する。
【0023】
以上のようにして、ワイヤは、芯線の直径が0.065mmのものを用い、布線は、42.4mm/sの布線速度で、すでに三重に交差して接着されているワイヤ3を乗り越えて、ワイヤ3を布線したが、ワイヤ断線の発生はなかった。
【符号の説明】
【0024】
1…布線装置
2…多重配線箇所
3…ワイヤ
4…ヘッド
5…スタイラス
6…フィーダ
7…ワイヤガイド
8…カッタ
9…エンコーダ
10…始点
11…終点
12…ダンサローラ
13…接着材付き基材
14…ワイヤ通路
15…裕度部分
16…導入部
17…収容部
18…送出部
19…(送出部の)開口
20…(導入部の)開口
【技術分野】
【0001】
本発明は、マルチワイヤ配線板の製造に用いる布線装置及びこれを用いたマルチワイヤ配線板の製造方法に関する。
【背景技術】
【0002】
通常、マルチワイヤ配線板は、接着材付き基材上に、芯線の周囲に絶縁被覆を有する導線(以下、「ワイヤ」といい、絶縁被覆の中の導線を「芯線」という。)をはわせると同時に、接着してゆき、配線を形成すること(以下、「布線」という。また、ワイヤを布線することによって形成される導線を「配線」という。)によって製造される。配線は絶縁被覆されているため、複数の配線を交差させて布線することが可能であり、銅箔等をエッチングして配線を形成する一般の配線板に比べて、1層当りの配線収容度が高いという特徴を有している。
【0003】
マルチワイヤ配線板では、高密度化が進むにつれて、複数の配線を交差させる箇所(以下、「多重配線箇所」という。)において交差する配線の本数が増加する傾向があり、三重配線、四重配線といった多重配線の形成が必要になっている。このような多重配線箇所では、既設配線が多重に積み重ねられて凸部を形成しており、新たに布線される配線は、この既設配線によって形成された凸部を乗り越えて形成される。つまり、多重配線箇所では、平面視の配線の長さに対して、実際の配線の長さが、凸部を乗り越える分、長く必要とされる。一方で、スタイラスの送り速度(以下、「布線速度」という。)は一定であり、布線を行うスタイラスにワイヤを供給するフィーダのワイヤを送る速度も一定であるため、多重配線箇所では、ワイヤの供給速度が追い付かず、必要なワイヤの長さに対して供給されるワイヤの長さが足りなくなり、極端な場合、ワイヤ切れを生じる場合がある。
【0004】
このようなワイヤ切れを抑制する方法としては、図3に示されるように、ワイヤ3をスタイラス5に供給するフィーダ6と、供給されたワイヤ3を接着材付き基材13上に布線するスタイラス5との間に、弛みを持たせるダンサローラ12とワイヤ3の弛み量を検出するエンコーダ9とフィーダ6の回転数を制御するコントローラとを備え、ワイヤ3の弛み量を維持するようにしたものが考えられている(特許文献1)。
【0005】
また、多重配線箇所による凸部でのスタイラスの高さの変位を検出することにより、多重配線箇所でのワイヤ送り出し量を増加させる方法が考えられている(特許文献2)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−352149号公報
【特許文献2】特開2002−344112号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、近年では、さらなる高密度のため、ワイヤの芯線は従来の直径0.08mmから直径0.065mmまで細線化が求められ、またリードタイムを維持するために、布線速度は従来の21.2mm/sから42.4mm/sへと倍速にすることが求められている。
【0008】
このようにワイヤの芯線を細線化すると、従来のワイヤと比較して芯線の強度が減少する。また、布線速度の高速化によって、布線の際にワイヤにかかる引っ張り力が強くなっている。このため、引用文献1のようにダンサローラにより弛みを維持したり、引用文献2のようにフィーダによりワイヤ供給速度を早くする方法では、特にワイヤが三重、四重に交差する多重配線箇所では、必要なワイヤの長さが瞬間的に増加するため、十分には対応できない場合があった。つまり、ワイヤにかかる引っ張り力が急激に大きくなって、極端な場合は、布線中の断線危険性が高くなる可能性があった。ワイヤにかかる引っ張り力が急激に大きくなる問題に対しては、ワイヤガイド内にワイヤを常に弛ませておく方法も考えられる。しかし、ワイヤを弛ませておくと、ワイヤガイド内からワイヤが引き出される際に、ワイヤがばたつくことによって、ワイヤガイドの送出部(出口)でワイヤの絶縁被覆が削れ、この削れた絶縁被覆がワイヤガイドの送出部に溜まる傾向がある。この場合は、ワイヤガイドの送出部が詰まり、ワイヤが動き難くなる結果、断線危険性が生じる問題がある。
【0009】
本発明は、上記問題点に鑑みてなされたものであり、細線化したワイヤを高速で布線する際のワイヤ切れを抑制可能とすることにより、高密度化とともに高歩留まり化を実現可能な布線装置及びこれを用いたマルチワイヤ配線板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、以下に関する。
1. ワイヤを接着材付き基材上に布線するスタイラスと、このスタイラスへワイヤを供給するフィーダと、このフィーダと前記スタイラスの間に配置され、前記フィーダからスタイラスの先端までワイヤを案内するワイヤガイドとを有する布線装置において、前記ワイヤガイドが、フィーダからのワイヤを導入する導入部と、導入したワイヤを収容する収容部と、収容したワイヤの出口となる送出部と、を有する筒状に形成されており、前記収容部の少なくとも一部の内径が前記導入部及び前記送出部の内径よりも大きく形成され、前記送出部がワイヤ引き出し方向と反対方向に拡大される開口を有する布線装置。
2. 項1において、ワイヤガイドからスタイラスへのワイヤ引き出し方向が、前記ワイヤガイドの送出部からの延長方向よりも、下方に向かう布線装置。
3. 項1または2において、ワイヤガイドの導入部が、フィーダ側に向かってテーパ形状に拡大した開口を有する布線装置。
4. 項1から3の何れかの布線装置を用いて布線を行う工程を有するマルチワイヤ配線板の製造方法。
【発明の効果】
【0011】
本発明によれば、細線化したワイヤを高速で布線する際のワイヤ切れを抑制可能とすることにより、高密度化とともに高歩留まり化を実現可能な布線装置及びこれを用いたマルチワイヤ配線板の製造方法を提供することができる。
【図面の簡単な説明】
【0012】
【図1】本発明の布線装置の概略を表す。
【図2】本発明の布線装置に用いるワイヤガイドを表す。
【図3】従来の布線装置の概略を表す。
【発明を実施するための形態】
【0013】
本発明の布線装置の実施形態としては、図1に示すように、ワイヤ3を接着材付き基材13上に布線するスタイラス5と、このスタイラス5へワイヤ3を供給するフィーダ6と、このフィーダ6とスタイラス5との間に配置され、フィーダ6からスタイラス5の先端までワイヤ3を案内するワイヤガイド7とを有する布線装置1において、ワイヤガイド7が、フィーダ6からのワイヤ3を導入する導入部16と、導入したワイヤ3を収容する収容部17と、収容したワイヤ3の出口となる送出部18と、を有する筒状に形成されており、収容部17の少なくとも一部の内径が導入部16及び送出部18の内径よりも大きく形成され、送出部18がワイヤ引き出し方向とは反対方向(図1の具体例では、ワイヤ引き出し方向よりも上方)に拡大される開口19を有するものである。
つまり、まず、ワイヤガイド7が、フィーダ6からのワイヤ3を通過させるワイヤ通路14を有し、ワイヤ通路14にワイヤ3を弛ませた状態で収容可能な裕度部分15を有する。フィーダ6からスタイラス5へ供給されるワイヤ3は、常に若干の余裕を持って供給されるので、このように、ワイヤガイド7のワイヤ通路14に裕度部分15を設けることにより、この裕度部分15にワイヤ3を弛んだ状態で収容することができる。このため、芯線の直径が0.065mmと従来(直径0.080mm)よりも細いワイヤを用い、布線速度が42.4mm/sと従来(21.2mm/s)の倍の速度で布線する場合であっても、三重配線、四重配線といった多重配線箇所での凸部において、ワイヤ3が断線するのを抑制することができる。つまり、三重配線、四重配線といった多重配線箇所での凸部を布線する場合は、凸部を乗り越える際に必要となるワイヤ3の供給速度が瞬間的に増加するため、フィーダ6によるワイヤ3の供給速度では、ワイヤ3の供給が追い付かなくなり易い。しかしながら、裕度部分15に収容されたワイヤ3が弛みを有した状態であるため、瞬間的にワイヤ3の供給速度の増加が生じてワイヤ3が急速に引っ張られても、この弛み分の長さのワイヤ3が素早く引き出されるため、ワイヤ3にかかる引っ張り力が瞬間的に大きくなるのを抑制することができる。したがって、急激なワイヤ3の供給速度の増加が生じる場合でも、ワイヤ3への引っ張り力を緩衝することができるので、ワイヤ切れの発生を抑制することができる。
次に、ワイヤガイド7は、送出部18がワイヤ引き出し方向とは異なる方向(図1の具体例では、ワイヤ引き出し方向よりも上方)に拡大される開口19を有する。上記のように、ワイヤガイド7に裕度部分15を持たせると、ワイヤガイド7内からワイヤ3が引き出される際に、ワイヤ3がばたつくことによって、ワイヤガイド7の導入部16及び送出部18でワイヤ3の絶縁被覆が削れ、この削れた絶縁被覆がワイヤガイド7内に堆積する傾向がある。そこで、送出部18の開口19の径を拡大することによりワイヤ3の絶縁被覆の削れかすの堆積を抑制することができ、断線の防止となると共に長期間使用することができるようになる。ワイヤ3は、ワイヤガイド7の送出部18の下方に位置するスタイラス5の先端へ向かって供給されるので、ワイヤ引き出し方向は、下方に向かっている。このため、送出部18に設ける開口19は、下方に向かうワイヤ引き出し方向とは異なる方向、特には反対方向の上方に向かって拡大されると、ワイヤ3がばたついても、ワイヤの絶縁被覆が送出部18の開口に当り難くなり、また、径が拡大されているので、ワイヤの絶縁被覆が削れて開口19が詰まるのを抑制できる。ここで、反対方向とは、逆方向とは異なる意味であり、下方に対して、上方であることを示す。
【0014】
本発明のワイヤとは、芯線とその周囲に絶縁被覆を有する導線をいい、芯線とは、ワイヤの絶縁被覆の中の導線をいう。布線とは、接着材付きの絶縁基板上に、ワイヤをはわせると同時に、接着してゆき、配線を形成することをいい、配線とは、ワイヤを布線することによって形成される導線をいう。多重配線箇所とは、複数の配線を交差させる箇所をいう。
【0015】
本発明に用いるスタイラスとは、ワイヤに荷重をかけつつ超音波振動を加え、ワイヤを接着材付き基材上に接着する部材をいう。フィーダは、このスタイラスへワイヤを供給する部材をいい、スタイラスによる布線速度に応じて、実際に布線されるワイヤの長さよりも、多重配線箇所以外の布線に対しては、常に若干の余裕をもってワイヤを送り出す機能を有している。また、ワイヤがそれ以上送り出せない状態(つまり、布線を停止した場合等に、送り出したワイヤがスタイラスやワイヤガイド等で詰まった状態)になった場合は、送り出しを停止し、かつワイヤを固定する機能を有している。なお、布線速度とは、スタイラスの送り速度をいう。
【0016】
本発明に用いるワイヤガイドとは、フィーダから布線が行われるスタイラスの先端までワイヤを案内する部材をいう。図2に示すように、ワイヤガイド7は、内部にフィーダ6からのワイヤ3を通過させるワイヤ通路14を有しており、ワイヤ通路14にはワイヤ3を弛ませた状態で収容可能な裕度部分15が設けられる。この裕度部分15にワイヤ3を弛んだ状態で収容することにより、裕度部分15においては、ワイヤ3は引っ張りの荷重がかからない状態で収容される。このため、三重配線、四重配線といった多重配線箇所2での凸部において、必要なワイヤ3の供給速度が瞬間的に速くなり、フィーダ6によるワイヤ3の供給速度が追い付かなくなっても、裕度部分15に弛んだ状態で収容されていたワイヤ3が延びることによって、必要な長さのワイヤ3が即座に供給される。したがって、ワイヤ3にかかる引っ張り力が瞬間的に大きくなるのを抑制することができるので、ワイヤ切れの発生を抑制することができる。ワイヤガイド7はワイヤ3を導入また送出するための導入部16と送出部18を有し、導入部16はフィーダ側に向かってテーパ形状に拡大した開口20を有し、前記送出部18はワイヤ引き出し方向と反対方向に拡大される開口19を有する。このため、導入部16と送出部18においてワイヤ3の絶縁被覆が削れても詰まりを発生させることなく、詰まりによるワイヤ3の引張り力の増加を抑制することができる。なお、ワイヤガイド7は、超鋼合金やセラミックス等の磨耗し難い材料を加工することにより作製するのが望ましい。
【0017】
ワイヤガイド内のワイヤ通路は、裕度部分でワイヤの弛み方向に膨らんだ形状であるのが望ましい。ワイヤの弛み方向とは、フィーダからスタイラスにワイヤを過剰な長さ供給した場合に弛みが発生する方向をいう。例えば、図1のように、ワイヤ3の送り出し方向が斜め下方向である場合は、ワイヤ3の下側をいう。このように、ワイヤ通路14の形状を裕度部分15でワイヤ3の弛み方向に膨らんだ形状とすることにより、ワイヤ3に引っ張り力がかからないフリーな状態で、ワイヤ3を収納することができるので、多重配線箇所2に布線する際に、瞬間的に必要な供給速度の増加が生じても、ワイヤ3を素早く引き出し易くなる。
【0018】
ワイヤガイド内のワイヤ通路は、角部を有しないのが望ましい。ここで、角部を有しないとは、図2に示すように、ワイヤガイド7内のワイヤ通路14の全体が、滑らかな曲線で構成されていることをいう。これにより、ワイヤ3を引き出す際にも、ワイヤ3がワイヤ通路14に引っ掛かるのを抑制できるので、多重配線箇所2に布線する際に、瞬間的に必要な布線速度の増加が生じても、ワイヤ3を素早く引き出し易くなる。さらに、ワイヤ通路14がワイヤ3を被覆する絶縁被覆を削ることによるワイヤ3のダメージや異物の発生を抑制することができる。
【0019】
図2に示すように、ワイヤガイド7内のワイヤ通路14が、フィーダ6からのワイヤ3を導入する導入部16と、導入したワイヤ3を収容する収容部17と、収容したワイヤ3の出口となる送出部18と、を有する筒状に形成されており、収容部17の少なくとも一部の内径が送出部18の内径よりも大きく形成される。これにより、収容部17の容積を確保することができ、ある程度余裕をもった長さのワイヤ3を収容することができるので、瞬間的に必要な供給速度の増加が生じても対応できる。また、前記導入部16はフィーダ6側に向かってテーパ形状に拡大した開口20を有し、前記送出部18はワイヤ引き出し方向と反対方向に拡大される開口19を有する。これにより、導入部16と送出部18においてワイヤ3の絶縁被覆が削れても詰まりを発生させることなく、詰まりによるワイヤ3の引張り力の増加を抑制することができる。またワイヤ3にかかる引張り力と異なる方向に開口することにより、供給位置を安定化することができるので、布線精度を確保することができる。
【実施例】
【0020】
以下、本発明の好適な実施例について説明するが、本発明は以下の実施例に限定されるものではない。
【0021】
図1は、本発明の布線装置を用いてマルチワイヤ配線板を製造する様子を示す。ワイヤは、芯線の直径が0.065mmのものを用いた。ワイヤガイドは、図2に示すように、フィーダ6からのワイヤ3を通過させるワイヤ通路14を有し、ワイヤ通路14にワイヤ3を弛ませた状態で収容可能な裕度部分15を有するものである。また、ワイヤガイド7内のワイヤ通路14が、フィーダ6からのワイヤ3を導入する導入部16と、導入したワイヤ3を収容する収容部17と、収容したワイヤ3の出口となる送出部18と、を有する筒状に形成されており、前記導入部はフィーダ6側に開口しており、送出部18はスタイラス5側に開口している。ワイヤガイド内のワイヤ通路14は、角部を有しておらず、収容部17の少なくとも一部の内径が送出部18の内径よりも大きく形成される。また、送出部18がワイヤ引き出し方向よりも上方に拡大される開口19を有し、導入部16がフィーダ6側に向かってテーパ形状に拡大した開口20を有する。
【0022】
図1のように、すでに三重に交差して接着されているワイヤ3を乗り越えて、ワイヤ3を布線した。布線は、42.4mm/sの布線速度で行った。ワイヤ3はフィーダ6からワイヤガイド7によって案内され、スタイラス5によってその布線方向が制御される。具体的には、接着材付き基材13上の位置を特定するXY座標上の位置データに基づき、X軸移動テーブル(図示しない。)とY軸移動機構(図示しない。)を制御して、新たな配線を布線するための始点10に布線装置1のスタイラス5の位置を合わせる。その位置から配線を布線していく方向を、たとえば、配線レイアウトデータなどから割り出し、スタイラス5の向きを設定する。その後、スタイラス5でワイヤ3を押圧して、ワイヤ3の絶縁被覆のうち、接着材付き基材13と接触する側の面を固定していく。このとき、スタイラス5に超音波振動を加えると、接着材付き基材13上の接着材(図示しない。)が振動によって加熱され、活性化されて接着力が高まる。必要な長さのワイヤ3をフィーダ6によって供給しつつ、所定の方向に向けてワイヤ3をスタイラス5で接着材付き基材13上に押圧、接着してゆく。終点11に達したなら、カッタ8によってワイヤ3を切断する。
【0023】
以上のようにして、ワイヤは、芯線の直径が0.065mmのものを用い、布線は、42.4mm/sの布線速度で、すでに三重に交差して接着されているワイヤ3を乗り越えて、ワイヤ3を布線したが、ワイヤ断線の発生はなかった。
【符号の説明】
【0024】
1…布線装置
2…多重配線箇所
3…ワイヤ
4…ヘッド
5…スタイラス
6…フィーダ
7…ワイヤガイド
8…カッタ
9…エンコーダ
10…始点
11…終点
12…ダンサローラ
13…接着材付き基材
14…ワイヤ通路
15…裕度部分
16…導入部
17…収容部
18…送出部
19…(送出部の)開口
20…(導入部の)開口
【特許請求の範囲】
【請求項1】
ワイヤを接着材付き基材上に布線するスタイラスと、このスタイラスへワイヤを供給するフィーダと、このフィーダと前記スタイラスの間に配置され、前記フィーダからスタイラスの先端までワイヤを案内するワイヤガイドとを有する布線装置において、前記ワイヤガイドが、フィーダからのワイヤを導入する導入部と、導入したワイヤを収容する収容部と、収容したワイヤの出口となる送出部と、を有する筒状に形成されており、前記収容部の少なくとも一部の内径が前記導入部及び前記送出部の内径よりも大きく形成され、前記送出部がワイヤ引き出し方向と反対方向に拡大される開口を有する布線装置。
【請求項2】
請求項1において、ワイヤガイドからスタイラスへのワイヤ引き出し方向が、前記ワイヤガイドの送出部からの延長方向よりも、下方に向かう布線装置。
【請求項3】
請求項1または2において、ワイヤガイドの導入部が、フィーダ側に向かってテーパ形状に拡大した開口を有する布線装置。
【請求項4】
請求項1から3の何れかの布線装置を用いて布線を行う工程を有するマルチワイヤ配線板の製造方法。
【請求項1】
ワイヤを接着材付き基材上に布線するスタイラスと、このスタイラスへワイヤを供給するフィーダと、このフィーダと前記スタイラスの間に配置され、前記フィーダからスタイラスの先端までワイヤを案内するワイヤガイドとを有する布線装置において、前記ワイヤガイドが、フィーダからのワイヤを導入する導入部と、導入したワイヤを収容する収容部と、収容したワイヤの出口となる送出部と、を有する筒状に形成されており、前記収容部の少なくとも一部の内径が前記導入部及び前記送出部の内径よりも大きく形成され、前記送出部がワイヤ引き出し方向と反対方向に拡大される開口を有する布線装置。
【請求項2】
請求項1において、ワイヤガイドからスタイラスへのワイヤ引き出し方向が、前記ワイヤガイドの送出部からの延長方向よりも、下方に向かう布線装置。
【請求項3】
請求項1または2において、ワイヤガイドの導入部が、フィーダ側に向かってテーパ形状に拡大した開口を有する布線装置。
【請求項4】
請求項1から3の何れかの布線装置を用いて布線を行う工程を有するマルチワイヤ配線板の製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−74260(P2013−74260A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−214437(P2011−214437)
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000004455)日立化成株式会社 (4,649)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000004455)日立化成株式会社 (4,649)
【Fターム(参考)】
[ Back to top ]