
布製品に局部的な仕上げ処理を施す方法
局部的な仕上げ処理箇所を有する布製品を作製する方法が記載されている。本方法は、布地の基材を実質的に連続的に供給することと、複数のデジタル型ノズルからなる配列を設けることと、これらのノズルへ仕上げ処理組成物を供給することと、前記基材の選択された領域に複数の液滴からなる第1の所定パターンを付着させるように、前記ノズルから前記仕上げ処理組成物を一連の液滴で選択的に付着させ、前記選択された領域に機能的特性を与えることとを有する。このようにすると、最終的に必要な仕上げ処理組成物を必要とする領域だけが最終的に必要な仕上げ処理組成物を確実に受けることが可能になる。この結果、貴重な化学物質および処理時間を減少させることができる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、布製品の品質を向上させるための処理に関するものである。特に、本発明は、布製品の選択された領域に適用された局部的な仕上げ処理箇所を有する布製品を作製するためのデジタル式手順と、これによって得られる布製品とに関する。
【背景技術】
【0002】
布地の作製は、伝統的に複数の異なった過程で行われる。このような作製は大まかに5つの段階、すなわち、材料繊維を作製すること、この材料繊維を紡績すること、布(例えば織布あるいは編布、房状材料あるいはフェルトおよび不織材料)を製造すること、この布の品質を向上させること、および最終製品を作製するかあるいは製造することに区別することができる。布の品質向上には、準備、脱色、漂白、染色(浸染および/または捺染)および仕上げ処理のような、複数の作業が含まれている。これらの作業は一般に、使用者によって望まれる外観と物理的および機能的な特性とを布地に付与するという目的を有する。
【0003】
浸染の間にわたり、布地の基材には通常、単一の純色が施される。浸染は、今日、布製品を染浴の中に浸すことによって行われ、この結果、布地は適切な色付き化学物質で飽和される。浸染および捺染の両方の間にわたり、主な目標はこの物質の色を変化させることである。従って、このことは、400乃至700nmの吸収性能を有する不変色のインクあるいは顔料の使用に特徴がある審美的効果である。
【0004】
仕上げ処理の主な目標は、布地の物理的および/または機械的な特性を変更するために補助化学物質を使用することである。これらの仕上げ処理技術は、最終製品の性質を改善しかつ/または最終製品へ性質を加えることを意味している。以下では、染色と仕上げ処理とは区別される。必要であれば、仕上げ処理は、吸収性能が400乃至700nmの間にあるというだけの理由で基材へ適用される粒子の付着を伴う処理を排除するということを理解されたい。
【0005】
布地のコーティングは、仕上げ処理の比較的重要な技術の1つであり、また、結果として生じる製品へさまざまな特定の特性を付与するために使用されることができる。これは、基材を不燃性あるいは防炎性、撥水性、撥油性、しわなし性、防縮性、防腐性、非滑り性、折り曲げ保持性、帯電防止性などにするために使用することができる。布地のコーティングには、布地の基材の表面へ例えば適切な化学物質の薄い層を適用することが伴う。このコーティングは布地の基材あるいは下にある他の層を保護するために役立つことがある。これを、また、基部あるいはすぐ下の層のための「下塗り部(primer)」として使用することもでき、または所望の特別な効果を達成するために使用することもできる。
【0006】
溶媒あるいは水に基づくコーティングを適用するための通常の技術は、いわゆる「ナイフオーバーローラ」型スクリーンコーター、「浸漬」型スクリーンコーターおよび「リバースローラ」型スクリーンコーターである。水中におけるポリマー物質の溶液、懸濁液あるいは分散液は通常、布へ塗布され、続いて、過剰なコーティングはその後、ドクターナイフで掻き落とされる。
【0007】
布地の仕上げ処理のために採用されることのあるさらに別の手順は、フーラーディング(foularding)のような浸漬技術あるいは浴技術の使用することである。布地は適用される機能的組成物が含有されている水溶液の中に充分浸漬される。その後の乾燥、固着および圧縮(condensation)の反復するサイクルが、この作業を遂行するために必要である。これによって、資源、とりわけ水およびエネルギーのかなり用いられる。一般に、このような技術のために使用される溶液、懸濁液あるいは分散液は、低い濃度の所望の機能的組成物を有する。
【発明の開示】
【発明が解決しようとする課題】
【0008】
従来の品質向上のための手順には、含浸(すなわち、化学物質の塗布あるいは導入)、反応/固着(すなわち、化学物質の基材への結合)、洗浄(すなわち、過剰な化学物質および補助化学物質の除去)および乾燥から選択される複数の一連の作業を実行することが必要とされる。これらの一連の作業の各々は、例えば洗浄およびすすぎの反復サイクルのように何回か繰り返されることが必要であり、これによって、比較的高い環境影響、長い処理時間および比較的高い製造コストを必然的に伴う。
【0009】
染色および仕上げ処理のような従来の品質向上技術の顕著な特性は、これらが布の全表面にわたって行われるということである。このことは、フルフォント処理と称されることがよくある。特定の処理については、ある領域へ特定の特性をもたらすために布地のこれらの領域だけに仕上げ処理を行うという要望があり得る。仕上げ処理のために使用される処理法および化学物質が高価であるという場合もまた、よくある。このような場合において、とりわけ、布地のある特定の領域が不要であるかあるいは処理の必要のないものであるときには、布地の全領域にわたる処理の遂行は非能率的かつ/または浪費的なものであろう。
【0010】
浸染および仕上げ処理についての公知の方法が米国特許第4546624号に開示されている。この公知の手順によれば、布製品が含浸槽の中に連続過程の間、浸漬される。仕上げ処理組成物交換ユニットが、ウェブを通して循環する含浸用組成物の吸引あるいは圧縮によって布地材料の上にすでに存在している水分を部分的にあるいは完全に置換することで、ウェブの幅にわたって均等に組成物が布地へ連続的に適用される。
【0011】
布地を仕上げ処理するためのデジタル式技術の使用が、ともに2004年9月22日に出願された未刊行のPCT出願であるPCT/EP2004/010732号およびPCT/EP2004/010731号に示唆されており、これらの内容はその全体が参照として本明細書に組み入れられる。
【0012】
東レ工業株式会社(Toray Industries)の未審査日本特許出願である特開昭61−152874号では、布地シートを機能的組成物で点の形態に含浸させることが示唆された。抗生物質、吸湿剤、撥水剤、帯電防止剤、紫外線吸収剤、赤外線吸収剤、蛍光増白剤、膨潤剤、溶剤、鹸化剤、脆化剤、無機顆粒剤、金属顆粒剤、磁性材料、難燃剤、抵抗材料、酸化剤、還元剤、香料などが含まれるさまざまな機能的組成物が示唆されている。この文献には、伝統的なフォトグラビアロール・スクリーン・プリント法では、あまりに大きすぎることもある点のパターンが作製され、吹き付け技術では、付着した製品の点の大きさおよび品質を調整することが困難であることが示されている。この文献では布地を機能的組成物で点の形態に含浸させることが提案されており、点の平均直径が30乃至500ミクロンであり、また、点の占有領域比が3乃至95%である。この文献ではインクジェットプリント技術の使用が示唆されているが、この文献では、とりわけ伝統的なコーティング組成物の高い粘度のために、従来のインクジェット装置が適していない、ことが認識されている。この文献は主として、特定可能な液滴構造を維持することと液滴が連続して流れるのを防止することとに関するものである。さらにまた、この文献によれば、溶液の使用に関する例がもたらされるが、分散あるいは懸濁というインクジェット付着の問題に対処することができない。
【0013】
グラフィックイメージを提供するためのさまざまな型のインクジェットプリンタが広く知られている。このようなプリンタは、オフィスあるいは家庭で使用されるようなデスクトップ型インクジェットプリンタであってもよく、また、染料を包含している水性インクの小さい液滴(20pL未満)を用いて特定の種類の紙基材(プリント用紙)の上にプリントするために広く使用されている。一般に、工業的なインクジェットプリンタは、グラフィックイメージあるいは日付/バッチのコードを製品の上にプリントするためにもまた存在しており、これらのプリンタは典型的には、染料・顔料を包含している溶剤性インクを用いて無孔性基材の上にプリントする。しかしながら、このような調合物は、とりわけ耐変色性がないために、大部分の布地に適用するには適していない。インクジェット技術を用いて布地の上にプリントするためには、布製品はこれまで、インク液滴が適用されるコーティングで前処理されてきた。品質を向上させる目的のためには、現在用いられている大部分のコーティング組成物および仕上げ処理組成物は、インクジェット技術を使用する付着については適していない。大きい液滴を作る工業的なインクジェットプリンタおよびノズルは、一般に溶剤性着色インクで使用するために設計されている。さらにまた、噴射することのできる液滴容積は、きわめて少ない50pLの程度であり、布地の仕上げ処理のためにはほとんど不充分であって、この場合には布の中へのかなりの浸透が必要である。典型的な仕上げ処理用調合物は、大部分が水性であり、また、一般に、ノズルの目詰まりを引き起こすおそれのある粒子径を有する。気泡発生、跳ね飛びおよび外皮形成に関するさらに別の問題に直面した。100KHzまで連続的に作動する多数のノズルで稼働するときには、信頼性および故障なし作業が最も重要である。特開昭61−152874号では、従来のインクジェット装置は仕上げ処理組成物を適用するためには適していないということを指摘しているものの、これをどのようにして改善するかについての教示を提供していない。
【課題を解決するための手段】
【0014】
本発明によれば、布地の基材を実質的に連続的に供給することと、複数のデジタル型ノズルからなる配列を設けることと、これらのノズルへ仕上げ処理組成物を供給することと、前記基材の選択された領域に複数の液滴からなる第1の所定パターンを付着させるように、前記ノズルから前記仕上げ処理組成物を一連の液滴で選択的に付着させ、前記選択された領域に機能的特性を与えることとを具備する局部的な仕上げ処理箇所を有する布製品を作製する方法が提供される。このようにすると、最終的に必要な仕上げ処理組成物を受けることを必要とする領域だけが最終的に必要な仕上げ処理組成物を確実に受けることが可能になる。これによって、貴重な化学物質および処理時間を減少させることができる。
【0015】
この文脈では、「仕上げ処理」という用語は、インクおよび染料を使用する従来のインクジェットプリントと同様に、布地の基材に色付きデザインを与えたり、あるいは外観を変化させたりするだけではなく、むしろ布地の基材の機能性を変化させる処理を意味するものであると理解される。この文脈では、この用語は、コーティングおよび含浸の両方を包含し、また、布地の基材の機能性を向上させる他の物理的処理も含むと理解されたい。
【0016】
本明細書では、「仕上げ処理組成物」という用語は、水溶液、水溶性分散液、有機溶液、有機分散液、硬化型液体混合物(curable liquid mixture)、および活性成分を含む溶融化合物を包含している。本発明の重要な利点によれば、調合物は基材と反応しないものであってもよい。このように、調合物は、そうでない場合よりもより多様な布地へ適用することができる。
【0017】
「デジタル型ノズル」という用語は、デジタル信号に応じて規定された液滴を薬剤の供給部から放出するとともに、規定されかつ調整することのできる位置でこの液滴を付着させるための装置に言及することを目的としている。この用語には、連続流(コンティニュアス)の原理およびドロップ・オン・デマンドの原理の両方で作動するインクジェット印字ヘッドが含まれる。この用語はまた、ピエゾ型およびサーマル型のインクジェットヘッドの両方を含むとともに、デジタル型液滴付着を行うことのできるバルブジェットのような他の同等な装置を含む。デジタル型ノズルは一般に、グラフィックプリントの分野の当業者に広く知られている。本発明のノズルは10乃至150ミクロンの、好ましくは約70乃至90ミクロンの射出口直径を有すると考えられる。
【0018】
さらにまた、「布地」という用語は、織布、編布および不織布を含むすべての形態の布製品を含むことを目的としている。この用語は、カーペット、紙および段ボールのような2次元剛性を有する繊維製品を除くことを目的としている。これらの繊維製品は、時には布地として言及されるが、これらは実質的に一定の2次元形態を維持するようにして、内部で連結されている。これらが第3の次元において柔軟であってもよいが、これらは一般には、本当の布地において本来備わっているように、繊維層の平面内で自由に伸びたり歪んだりしない。好ましいのは、布地の基材は、長さが100メートルを超え、1メートルを超える幅を備えたロールなどに供給されることである。好ましい布地には、木綿および/または他の処理ずみセルロース系繊維、さらに、ポリエステル、ポリアミド、ポリアクリルニトリル、アセテートおよびトリアセテートあるいはこれらの混合物が含まれている。
【0019】
本発明の一態様によれば、前記複数の液滴からなる第1の所定パターンは、個々の液滴からなる行列を有してもよい。個々の液滴は、何らかの適当な行列に、例えば個々の液滴が離れているかあるいは(部分的に)重なっている正方形の行列に配置されてもよい。複数の特定の用途では、不連続コーティングが、隣り合った液滴の間に小さい隙間を設けて液滴を付着させることによって達成される。このような分布を、例えば、通気性を与えるための不浸透性コーティングと関連させて使用することができ、この結果、前記隙間は水蒸気を通過させることができるように充分に大きいが、水滴が通過させるためには充分に小さい。例えば薬剤あるいは薬物の個々の付着物を提供するためには、基材の面に広く離間させて個々の液滴を提供することが必要であり、この結果、この間隔によって薬剤の投与特性が決定される。
【0020】
前記基材に薬用剤、薬物あるいは生物学的な活性剤を付着させるのに特に有用な方法は、担体の使用による。適切な担体には、シクロデキストリン、フラーレン、アザクラウンエーテル、さらにはポリ乳酸(PLA)が含まれている。これらの担体は、布繊維および薬剤の両方への付着に向いているのが理想的である。これらの担体の検討は、オーテックス・リサーチ・ジャーナル(Autex Research Journal)の第2巻、第4号のBretelerらによる論文、表題「医療用途での布地緩慢解放システム」(Textile Slow Release System with Medical Applications)において見出され、この論文の内容は、全体が参照として本明細書に組み入れられる。
【0021】
複数の特定の状況では、前記選択された領域は、実質的に前記基材の全面を有してもよい。このことは、複数の液滴からなる行列についての、例えば防水コーティングについてのあるいは薬剤の分散についてあてはまる。他の状況では、複数の液滴からなる第1のパターンを限定された領域あるいは複数の個々の領域にわたって設けることが望ましい可能性がある。このように、関連する機能的特性を有する局所的領域が作成される一方で、前記基材の残りは、別の特性を有している。このような機能的特性の一例は、衣類商品の脇の下部分として最終的に調製される、前記基材の領域だけに施すことができる、衣類のための脱臭仕上げ処理であってもよい。銀を利用する公知の脱臭仕上げ処理は、特にコストがかかり、現在のフルフォント仕上げ処理技術に使用するには大抵適していない。
【0022】
本発明の代替の態様によれば、前記複数の液滴からなる第1の所定パターンは、線を形成するように相互接続された一連の液滴を有していてもよい。この線は、例えば電気的あるいは半導電性回路の素子として機能し、この結果、布地の基材の機能性が、向上されてもよい。このような向上した機能性には、エネルギー変換、光起電、画像化、照明、検出、帯電防止、演算および記憶が含まれるが、これらに限定されない。
【0023】
本発明の一態様によれば、前記仕上げ処理組成物は、金属物質を含んでいてもよい。この背景では、金属物質という用語は、元素金属および合金、特に、例えば金属塩のような金属化合物から区別されるような、電気を流すことができる物質が含まれることを理解されたい。金属物質は、比較的高価な場合が多く、特に機能特性が向上されているものは高価であり、従って本発明で使用するには特に有利である。
【0024】
本発明のさらに別の態様によると、前記方法は、仕上げ処理装置を設けることと、前記基材に連続過程で仕上げ処理作業を実行することとをさらに有していてもよい。この文脈では、仕上げ処理装置という用語は、仕上げ処理機能を実行することもできる複数のノズルからなる第1の配列と区別するためだけに使用される。従って、この仕上げ処理装置は、前記第1の配列に類似しているかあるいは区別されるさらに別のノズルあるいは複数のノズルからなる配列であってもよい。これはまた、例えばレーザー切断装置のような切断装置、マーキング装置、硬化装置、乾燥装置、あるいは、布地の基材のインラインの連続処理を形成するための、複数のノズルからなる第1の配列を組込むことに適している類似した他の装置を備えていてもよい。さらにまた、仕上げ処理作業という用語は、複数の液滴からなる第1の所定パターンを付着させることに続く作業だけに限定することを目的としていない。従って、この仕上げ処理装置は、複数の液滴からなる第1の所定パターンを付着させるのに先立って前記仕上げ処理作業を実行することができる。
【0025】
連続過程における操作によって、基材が2段階あるいは多段階の過程で処理される、特に簡単な作業方法が達成される。このような連続過程は、輸送あるいは保管を介在的させるための必要なしに、1つの機械の内部で行うことができる。このことは、過程の異なる工程の間の関係、例えば複数の液滴からなる第1の所定パターンの付着と仕上げ処理作業の実行との間の関係、の精度について、特別な利点を有する。
【0026】
本発明の一実施形態によれば、前記仕上げ処理装置は、前記基材にさらに別の一連の液滴を付着させるための複数のノズルからなる配列をさらに有している。この複数の液滴からなる第2の所定パターンは、前記第1のパターンに類似、すなわち例えば第1パターンに重なっていてもよい。代わりに、前記第2のパターンは、例えば第1パターンの先に処理されなかった領域を満たし、または前記第1のパターンの選択された領域を接続する、第1パターンを補完するものであってもよい。
【0027】
特に有利な一実施形態では、前記第1の所定パターンと第2の所定パターンとは、重なり合った関係に付着され、前記基材の面にレリーフを作製する。この文脈では、「レリーフ」という用語は、仕上げ処理された基材表面の厚さあるいは高さの変化を意味することを目的としている。このようにして、仕上げ処理すなわちコーティングを、この仕上げ処理が最も必要である領域に比較的大きな厚さあるいはより完全な被覆を与えるために、適用するかあるいは行うことができる。例えば他の領域の単一層には、残りの領域に仕上げ処理を施す必要がないのに対して、ある程度の仕上げ処理を施してもよい。コーティングのこのような変形を、例えばパターンの膝および肘の部分へ耐摩耗性を付与するために使用することができる。
【0028】
このような一実施形態のさらに別の発展では、前記複数のデジタル型ノズルからなる配列は、布地の供給方向に対してほぼ垂直に整列され、多重偏向型の1列の静止ノズルを有し、前記方法は、前記布地の供給方向に対してほぼ垂直な平面に前記ノズルからの液滴を選択的に偏向させることをさらに有する。このようにして、布製品に複雑な機能性を確立することができる。
【0029】
さらに別の実施形態によれば、前記仕上げ処理装置は、カッターを有し、また、前記仕上げ処理作業は、切断作業を有する。このカッターは前記基材を切断するために使用することができ、特に、後の調製のための所定パターンに従って基材を切断するかあるいは部分的に切断するために使用することができる。この代わりに、カッターは、基材を切り込むかあるいは施されたコーティングすなわち仕上げ処理箇所を切り込むために使用することができる。このようにして、レリーフは、物質を除去するかあるいは部分的に除去することによって基材の表面に作製することができる。このカッターは、他の高エネルギーの電磁切断装置あるいは電磁削磨装置を含んでいるレーザーカッターであってもよい。代わりに、このカッターは、高エネルギーの液体あるいは粒子のようなジェットカッターであってもよい。このカッターはまた、例えば基材あるいは仕上げ処理箇所を溶かす腐食性生成物を供給する化学カッターであってもよい。この文脈では、「化学カッター」という用語は、エッチング過程および同等の過程を有するとも理解される。
【0030】
様々な形式のデジタル型ノズルを使用することができるが、好ましいのは、このデジタル型ノズルが連続インクジェット(CIJ)型のものであり、また、仕上げ処理組成物がCIJ付着によって付着されることである。連続法では、ポンプによって、一定流の薬剤がノズルのきわめて小さい1つ以上の吐出口へ送られる。1つ以上のジェット状の薬剤が、これらの吐出口を通して吐出される。励振機構の影響を受けて、このようなジェットは同一サイズの複数の液滴からなる一定の流れへ分裂する。最もよく使用される励振器は圧電結晶であるが、他の形態の励振あるいはキャビテーションを使用することもできる。生成された複数の液滴からなる一定流から、特定の液滴だけが、布地の基材への塗布のために選定される。この目的のために、これらの液滴は帯電されるかあるいは放電される。CIJにおいては、布地に液滴を分布させるための2つの変形例、すなわち、バイナリCIJと多重偏向(multi-deflection)CIJとがある。バイナリCIJ法によれば、液滴は帯電されるか、帯電されない。帯電された液滴は、印字ヘッドで電界を通過するため偏向される。具体的なバイナリCIJプリンタの構成に左右されるが、帯電された液滴は上記基材へ導かれ、一方、帯電されない液滴は印字ヘッドのガター内に回収されて再循環されるか、あるいは逆の処理を受ける。多重偏向法として知られたより好ましい方法によれば、液滴は、一定の電界を通過する前に可変に帯電させることにより、あるいは逆に、これら液滴が可変な電界を通過する前に一定に帯電させることにより、上記基材へ塗布される。液滴の電荷/電界の相互作用の程度を変化させることが可能なことは、これら液滴が受ける偏向の度合い(従って、基材におけるこれらの位置)を変更することができることを意味し、それゆえ「多重偏向(multi-deflection)」である。帯電していない滴りは、印字ヘッドのガターにより回収されて再循環される。より具体的には、本方法は、
調合物をほぼ連続流で前記複数のノズルへ送給することと、
ノズル中の連続流を分裂させ、それぞれの液滴を形成する一方、同時に前記液滴を帯電するために必要とされるような電界を印加することと、
第2の電界を印加し、前記液滴を偏向させてこれら液滴が布製品の適切な箇所で付着されるようにすることとを有する。
【0031】
従来、グラフィックプリントの目的のために、50ミクロンまでの吐出口外径を有するノズルが使用されてきた。一般的な傾向は、プリント解像度および画質を改善するためにノズル寸法がますます小さくなってきている。機能的仕上げ処理組成物を付着させるという目的のために、70ミクロンを超える直径を備えたノズル吐出口を使用することができる。この方式では、比較的大きい粒径および比較的大きい固形分割合を有する仕上げ処理組成物を付着させることができる。より大きいノズルの使用することも、これらのノズルから作られた比較的大きい液滴により、生産性が高くなる、すなわち、各ノズルからの比較的流速(毎秒の流体の容積)が高くなるので、好ましい。
【0032】
さらにまた、CIJの場合には、形成された液滴のサイズを、所定のノズルのサイズに対して、ポンプ圧力あるいは励振周波数を変化させることによって変化させることができる。これらのパラメータの適切な電子制御によって、液滴のサイズを制御することができる。このような制御は、例えば設定あるいは較正の間に断続的に変化させることができるが、液滴ごとに変化させ、液滴パターンのさらに別の制御を可能とすることもできる。コンティニュアスインクジェット法を用いることによって、1ジェット1秒当たり、64,000乃至125,000個の液滴を生成することが可能になる。この多数の液滴および衣類の幅全体にわたる多数の相互に隣接したヘッドによって、比較的高い生産性が得られる。すなわち、高いスプレー速度を考慮すると、この技術を使用して、原則として毎分約20メートルという生産速度をさらに実現することができ、また、ノズルに関連するタンクの小さい容積を考慮すると、きわめて短い時間内に仕上げ処理様式を実現することができる。しかしながら、使用される仕上げ処理組成物が液滴を帯電させることを可能とする伝導率を有し、これら液滴を電界により偏向することができることは、コンティニュアスインクジェット法の必要条件である。従って、CIJについては、仕上げ処理組成物が500μS/cmより大きい伝導率を有することが好ましい。
【0033】
ノズルは布地の基材の幅にわたる静止した配列で設けられているのが好ましい。このようにすると、ノズルが動く基材を横断することが要求されるシステムに比べて、布地の搬送ために実質的により高い速度を達成することができる。
【0034】
特に好ましい実施形態では、前記複数のデジタル型ノズルからなる配列は、布地の供給方向に対してほぼ垂直に整列され、多重偏向型の1列の静止ノズルを有する。布地の幅全体にわたる1列の静止したノズルを設けることで、走査型ヘッドを使用するときよりも大きい速度を達成することができる。特に、各ノズルを、布地の供給方向に対してほぼ垂直である液滴の多重偏向を生じさせるように向き付けることができる。このようにして、1つのノズルによって、5mm程度の基材幅にわたる仕上げ処理を施すことができる。
【0035】
好ましい実施形態によれば、個々のノズルを例えばコンピュータによって形成された中央制御装置で向き付けることができる。このコンピュータは、最適な印字ヘッド作動条件を確立し液滴形成の質を確かめさらに適正な液滴形成の位置決めをするために使用することのできる液滴と位置との視覚化システムを採用することが好ましいであろう。搬送面の適切な制御はまた、液滴付着の制御との相互作用で提供することもできる。
【0036】
本発明はまた、上述の方法に従って、複数の液滴からなる第1の所定パターンで、基材の選択された領域に付着され、前記選択された領域で機能的特性を達成する、選択的に付着された仕上げ処理組成物を有する前記基材を具備する品質の向上した布地に関する。
【0037】
さらにまた、本発明は、上述の方法によって品質の向上した布地を作製するための装置に関するものでもある。特に、布地の基材の連続的供給物が仕上げ処理組成物の供給される、複数のデジタル型ノズルからなる配列を通過して搬送される装置であって、前記基材の選択された領域に複数の液滴からなる第1の所定パターンを付着させて前記選択された領域に機能的特性を付与するために、上記仕上げ処理組成物を上記ノズルからの一連の液滴で選択的に付着させる装置に関するものである。この装置は、複数のノズルからなる配列を通過させて前記布地の基材を移動させるための搬送面をさらに具備し、前記基材は、前記搬送面と移動するために前記搬送面によって保持されるのが好ましい。
【0038】
さらに別の利点は、本発明のいくつかの例示的な実施形態を描写している以下の図面の記載を参照することで明らかになる。
【発明を実施するための最良の形態】
【0039】
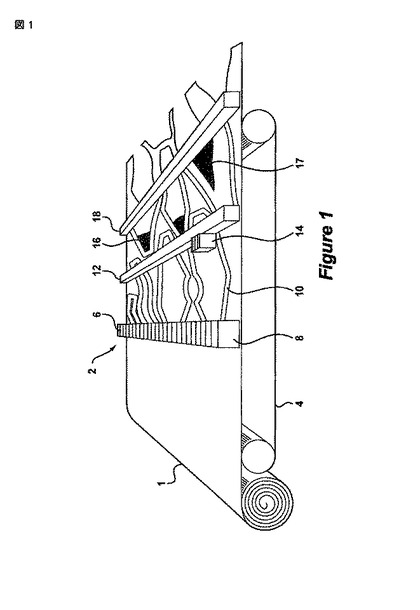
以下に、本発明の複数の実施形態の説明が、ほんの一例として、図面を参照して与えられている。図1は、布地の基材へデジタル型コーティングを施すための可能な構成の第1例を斜視図で模式的に示している。図1によれば、本発明に従って、品質向上用装置2へ送給される連続ロール状の布地の基材1が示されている。布地の基材1は、男性のシャツに適した色および重さの標準的な木綿織布である。装置2はPCT/EP2004/010732号のPCT出願に示された型のものであってもよい。
【0040】
基材1はコンベア4によって、連続流多層偏向型(continuous flow multilevel deflection type)の29個のインクジェットヘッド8の列が配置されている第1のビーム6まで移送される。各インクジェットヘッドは、複数の(この場合は8つの)個々のノズル(図示略)を備える。
【0041】
第1のビーム6は、粘着性の仕上げ処理組成物の供給を受けるとともに、この組成物の液滴を布地の基材1へ付着させて第1のパターン10を形成する。この例では、このパターン10はシャツを調製するために必要な要素の輪郭を表している。
【0042】
第1のビーム6が配置された後に、インクジェットヘッド14の列が備わっている第2のビーム12も配置されている。第2のビーム12のインクジェットヘッド14は、ドロップ・オン・デマンド型のものであり、ビーム12に沿った横方向移動のために搭載されている。インクジェットヘッド14には、布地を防臭仕上げあるいは抗菌仕上げするための銀を主成分とする仕上げ処理組成物が供給される。この組成物は、仕上げ処理された衣服の脇の下領域に対応する領域に高密度のコーティング16を形成するともに背中中央領域および内側肘領域に低密度のコーティング17を形成するために、液滴の第2パターンとして基材1の特定領域の上に付着される。
【0043】
第1及び第2のビーム6、12を通過させて搬送するために、基材1はコンベア4へ部分的に貼り付けられ、布地のずれが防止されるとともに第1及び第2のパターンの正確な位置合わせが保証される。このことを、例えば従来の接着技術あるいは真空技術により達成することができる。前記コンベアの端部において、基材1は、第3のビーム18で解放される。第3のビーム18は、必要とされるパターン、この場合には第1のパターン10に対応するパターンを裁断する、従来のレーザーカッターを備えている。単一の仕上げ処理装置に前記コーティング作業と裁断作業とを組み合わせることにより、このパターンに関する裁断の精度が保証される。
【0044】
第1のパターン10に従って裁断された要素は、これらの縁部に沿って粘着性コーティングを有する。基材1の個々の要素はその後、例えばロボット装置によって互いに組付けられて、仕上げ処理された製品が形成される。継ぎ目は、必要があれば、縫い合わされるかあるいは追加的な強化が行われる。接着剤について言及されてきたが、デジタル型液滴の付着によって適用することのできる他のあらゆる組成物もまた適しているであろうということは明らかである。
【0045】
繊維調整剤を塗布するために別のノズル列を設けることができ、これによって、繊維特性は、例えば伸縮性を増大させるために、引き伸ばしたり縮ませたりするために、あるいはいっそう堅くするために、局部的に変化を受ける。このようにして、調製過程で接合するために整えられる際に、布地の形状を変化させることさえできる。
【0046】
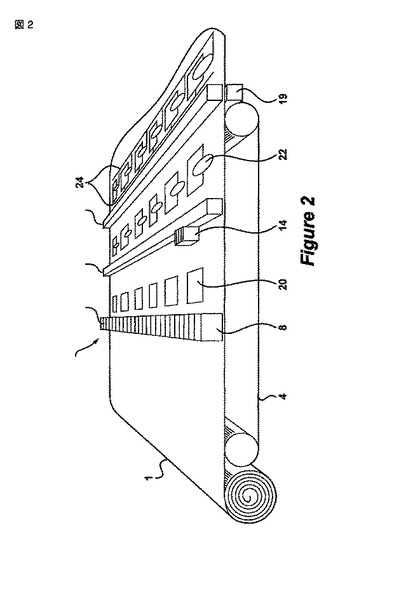
図2によれば、本発明の第2の例示的な実施形態が示されており、ここで、同一の要素は同一の参照符号で表示されている。この第2実施形態を布地の表面に電子回路を作製するために使用することができる。図2によれば、第1のビーム6は前記基材に第1のパターンの半導電性ポリマー要素20を付着させるために使用される。明確にするために、これらの要素は拡大された縮尺で示されており、これらは実際には、例えば単一の液滴に基づいたマイクロメートルのスケールであることが理解される。第2のビーム12は、第1の要素20を部分的に覆う第2のパターンの半導電性ポリマー要素22を付着させる。次いで、基材1は第3のビーム18を通過する。第3のビーム18には導電性接続部24があり、機能的電子装置26のアレイが形成されている。この実施形態では、布地の反対側表面に付加的な第4のビーム19が設けられていて、両方の表面から前記接続部が適用される。第1及び第2の要素20、22はこの目的のために布地を貫通することができる。
【0047】
上記のことは電子装置をどのように付着させるかについての簡略化された例であるが、当業者は、切除、エッチングなどによって層を(部分的に)除去する必要があるときを含む、複数のスタックを形成するための層の連続する付着によって、複雑な装置を組み立てることができる。
【0048】
いくつかの組成物だけが具体的に開示されたが、仕上げ処理組成物は、布地の基材へ機能的性質を付与することのできる適切な任意の薬剤を含むものであってもよい。特に、これを、帯電防止剤、抗菌剤、抗ウイルス剤、抗真菌剤、薬用剤、毛玉防止剤、しわ防止剤、難燃剤、撥水剤、紫外線保護剤、防臭剤、耐摩耗剤、滑り止め剤、滑り促進剤、定着促進剤、耐汚染剤、耐油剤、接着剤、硬化剤、柔軟剤、伸縮性促進剤、顔料結合剤、導電剤、半導電剤、感光剤、光起電剤、および発光剤からなるグループから選択することができる。
【0049】
薬品または薬用剤あるいは生物活性剤と共に使用するために、担体を使用することができ、また、薬剤を低い温度、例えば40℃未満の温度で噴射させることができる。適切な担体には、シクロデキストリン、フラーレン、アザクラウンエーテル、さらにはポリ乳酸(PLA)が含まれている。これらの担体は、布繊維および薬剤の両方への付着に向いているのが理想的である。これらの担体の検討は、オーテックス・リサーチ・ジャーナル(Autex Research Journal)の第2巻、第4号のBretelerらによる論文、表題「医療用途での布地緩慢解放システム」(Textile Slow Release System with Medical Applications)において見出される。
【0050】
このような組成物を現在のインクジェット技術を用いて付着させるためには、これらの組成物は以下の表Iに規定されたような用途に適合するように配合することができる。
【表1】
【0051】
特定の特性についての一般的情報
伝導率:これは、液滴の帯電を可能にすることで続いて電界を使用して印刷のために偏向することができるように、CIJ技術において必要とされる。他のすべてのインクジェット技術について、導電率は、インクに接触した金属構成部材の腐食を助長するため、望ましくない。
【0052】
塩類含有量:これは伝導率に関する上記コメントに関連する。塩化物のような複数の特定の塩類は、これらが他の塩類よりも腐食性であるので、特に好ましくない。CIJの構成で使用される塩類は、望ましい水準の伝導率を付与する一方でこれらの腐食助長効果を最小限にするように選択されるべきである。さらにまた、TIJの構成では、多価の金属塩(Mg2+およびCa2+のようなもの)を、これらがコゲーション(kogation)(印字ヘッドのヒーター部材の硬化)を助長して、印字ヘッドを早期に故障させるため、避けるべきである。
【0053】
粘度:ほとんどの計量分配技術に比べて、インクジェット法には低い粘度の流体が必要とされる。印字ヘッドは、流体の粘度を減少させてインクジェットプリントすることができるようにするために、しばしば加熱される(このことによって、周囲温度の変化の印刷の信頼性に対する効果も減少する)。インクジェットを付着させるためにはニュートン流体が好ましいが、せん断減粘性流体(shear thickening fluid)も注意して使用することができる。せん断増粘性流体(shear thickening fluid)は避けるべきである。インクジェットプリントの過程にとって、弾性のような、流体流れ特性の他の様相も重要であり、適正な粘度を備えているように見える流体を確実に吐出させることを妨げうるため、ある流体について望ましい粘度を達成することにより、インクジェットプリントがうまくいくことは保証されない。
【0054】
表面張力:一般に、印字ヘッドの内部で流体の濡れを制御する。表面張力が高すぎるならば、流体は、印字ヘッドの内側を適当に濡らさず、また、確実なプリントを妨げるエアーポケットを残すであろう。流体の表面張力が低すぎるときには、印字ヘッドノズルの中にメニスカスが適切に形成されず、また、DoDの場合には、流体は、印字ヘッドのフェースプレートへ自発的に流れ(フェースプレート濡れ(face plate wetting)として知られている)、このことも確実な吐出を妨げるであろう。CIJの場合には、液滴の分裂は、信頼性がないであろう。
【0055】
粒子径:インクジェットノズルはきわめて小さい(典型的には20乃至75ミクロンのオーダ)ので、プリントすることのできる流体の最大粒子径は、インクジェットノズルの詰まりを防止するために制限される。許容することのできる最大粒子径は、複数の粒子が同時にノズルを通って流れようすると同時に、互いにぶつかり合うことで詰まりを引き起こすときに密集効果(crowding effect)が生じるノズルのサイズよりも実質的に小さい。このような理由から、許容することのできる最大粒子径もまた、使用される粒子の密度(concentration)にある程度関係している。
【0056】
pH:通常、流体の活性な構成成分の溶解度(あるいは分散安定度)を制御するために用いられる。印字ヘッドが作動することのできるpHの範囲は、印字ヘッドが構成されている素材の腐食性によって制限される。ピエゾDODについては、セラミック製印字ヘッドを利用することができ、これはpHの全範囲にわたって流体を確実に吐出させることができる。
【0057】
固形分%:流体の固形分含有量は、上述したように、粒子径だけではなく、粘度(および弾性)によって制限される。しかしながら、流体の固形分含有量が高すぎると、インクジェットの液滴を吐出(あるいは分裂)させるために使用される圧力パルスを過剰減衰させることもあり、また、確実な印刷を妨げる。
【0058】
せん断に対する安定性:インクジェットプリントは高せん断技術であるため、高せん断に対して安定ではない物質は、印字ヘッドノズル内で分解して同ノズル(あるいはCIJシステムについては戻りガター)を詰まらせるおそれがあり、また、基材についての望ましい用途あるいはエンドユーザー特性を提供しえなくなる。CIJについては、ノズルの中で受けるせん断力は、他のインクジェット技術によるせん断力よりも大きく、また、流体は、再循環され、ノズルを何度も通過しうる。従って、せん断に対する安定性は、この技術についてはきわめて重要である。
【0059】
これらの特性を達成するために、仕上げ処理組成物は、以下の表IIに規定されたような構成成分を含むのが好ましい。
【0060】
大抵の場合には、活性剤の布地との相互作用のための最良の化学的な基礎がもたらされるため、溶媒あるいは媒体は、脱イオン化され、脱塩された水であるのが好ましい。望ましい特性が適しているかあるいは、適当していることが必要とされるときには、エタノールあるいは乳酸塩のような非水溶性溶媒を利用する、代わりの仕上げ処理組成物を採用することもできる。このことは、第2層が水性成分に位置されるべきとき、下側層との親和性が望ましくないとき、迅速な乾燥が必要なとき、あるいは活性剤が水と反応するときに、あてはまり得る。具体的には、乳酸塩は、セルロース系布地をきわめて良好に通り抜けると信じられている。
【0061】
活性成分の溶解性および導電剤との親和性を改良するためには、補助溶媒(co-solvent)が大抵必要であろう(これらの物質との間の非親和性は、共通の調合物の問題点であるため)。一般的に、これらの補助溶媒は、活性成分の担体として作用した後に基材の表面から蒸発することのできる低沸点液体である。エタノール、メタノールおよび2−プロパノールからなる群から選択された補助溶媒を使用することが好ましい。
【表2】
【0062】
保湿剤は通常、吐出動作していないときに、ノズルの硬化を防止するために使用される低揮発性、高沸点の液体である。保湿剤が、多価アルコール、グリコール、とりわけポリエチレングリコール(PEG)、グリセロール、n−メチルピロリドン(NMP)からなるグループから選択されることは好ましい。複数の組成物で、5%を超える保湿剤が使用されるようであるが、実際には、同じ物質が粘度調整剤として存在していることもある。
【0063】
粘度調整剤は、液滴形成・分裂の過程を調整するため、インクジェットプリントの信頼性と品質とのために重要な要素であり、この物質はしばしば「活性成分」でもあり、エンドユーザー特性のいくつかをもたらす。一般に、溶液中の高分子量ポリマーは、これらの弾性がジェットの分裂を達成することを困難にするため、避けられるべきである。好ましい粘度調整剤には、ポリビニルピロリドン(PVP)、ポリエチレンオキサイド、ポリエチレングリコール(PEG)、ポリプロピレングリコール、アクリリックス(acrylics)、スチレンアクリリックス(styrene acrylics)、ポリエチレンイミン(PEI)、ポリアクリル酸(PAA)が含まれる。K−30重量級(K-30 weight grade)のPVPが、細菌に敏感ではなく非イオン性のために特に有用であることがわかった。
【0064】
伝導率は、CIJで、液滴を帯電させ、従って偏向させることができるように必要とされ、また、導電剤は、インク中にもともと存在する導電率が不十分なときに使用される。導電剤は、調合物の他の構成成分との親和性があって、しかも腐食を助長することのないものを選択しなければならない。このような配慮に適している公知の導電剤には、硝酸リチウムと、チオシアン酸カリウムと、ジメチルアミン塩酸塩と、チオフェン基物質、例えば3,4−エチレンジオキシチオフェン(EDT)を含んでいるポリチオフェンあるいはチオフェンコポリマーと、ポリエチレンチオフェンとが含まれる。チオシアン酸カリウムは、望ましい導電率を達成するために要求されることが比較的少ないために、吐出のためには特に有用であるということがわかった。
【0065】
界面活性剤は、一般に、調合物の発泡を減少させるとともに溶解ガスを解放するためか、液滴の表面張力を低下させて濡れを改善するためかのいずれかのために含まれている。本発明の難燃仕上げ処理調合物のために好ましい界面活性剤には、サーフィノール(Surfynol)DF75(商標)、サーフィノール104E(商標)、ダイノール(Dynol)604(商標)(以上のものはすべてエアー・プロダクツ社(Air Products)から入手可能)、およびゾニール(Zonyl)FSA(商標)(デュ・ポン社(Du Pont)から入手可能)が含まれる。BYK022(商標)(ビーワイケー・ケミー社(BYK Chemie)から入手可能)およびレスプミット(Respumit)S(商標)(ベイヤー社(Bayer)から入手可能)は、ともにシリコーン基消泡剤であって、吐出目的のためにはきわめて効果的であることが判明した。
【0066】
湿潤剤は、デジタル型ノズルの内部の毛細管での流体の表面濡れを改良するために利用される。好ましい湿潤剤には、アセチリニックジオールが含まれる。界面活性剤および補助溶媒は湿潤剤としても機能する。
【0067】
殺生物剤は調合物の中で細菌が成長するのを阻止するために使用され、これは、調合物の他の構成成分(IPAのような)が細菌を殺すために充分な濃度があるときには、必要でないことが多い。
【0068】
pH調整剤は、調合物の固形分が溶解することのできる(あるいは安定的に分散される)pH、典型的にはこれはpH>7であるpHに維持するために使用され、大抵はアルカリ性である。pH調整剤はまた、前記組成物/活性剤と布地自体との間における相互作用の化学性に影響を及ぼすためにも使用される。pH調整剤には、アンモニア、モルホリン、ジエタノールアミン、トリエタノールアミンおよび酢酸が適している。一般に、印字ヘッドにおける腐食を減少させるためには、比較的中性の溶液を使用することがインクジェットの観点から望ましい。
【0069】
腐食抑制剤は、流体の中に(通常は活性成分に由来する不純物として)存在している望ましくないイオンがプリンタの腐食を引き起こすのを防止するために使用される。
【0070】
特定の環境では、特に高い耐久性仕上げ処理が望まれるときには、紫外線硬化樹脂もまた好ましい。このような樹脂は、例えば先に付着した液滴のカプセル化のために適しているであろう。
【0071】
例
活性の難燃構成成分を含有する表IIIによる調合物が調製された。この難燃剤フラメンチン(Flammentin)KRE(商標)は70重量%で存在しているが、これは40%の水溶液の中であるということに留意すべきである。したがって、機能性薬剤の全濃度は、28重量%である。
【0072】
この調合物は表IVによる物理的性質を有することがわかった。
【0073】
ドミノ・ジェットアレイ(Domino JetArray)(商標)インクジェットプリンタを使用して、調合物マン(Man)41fが280gsmの木綿BDの上に付着された。1300pLの液滴容積を54dpiのクロスウェブ解像度と369dpiのダウンウェブ解像度とでプリントすると、11.2gsmの(この布の重量に対して)重さの所望の活性機能的コーティングが達成された。
【表3】
【表4】
【0074】
機能的物質の濃度の増加によって、所望水準の難燃性をより少数の液滴から付着することができ、この結果、このシステムのライン速度が増加し、また、使用される水の量と、それゆえ乾燥所要電力とが顕著に低減する。この調合物をある製品において続いて使用される基材の領域だけに付着させることによって、調合物の使用量の実質的な削減を達成することができる。
【0075】
上記の実施例は本発明の好ましい実施形態を例示しているが、添付の特許請求の範囲によって規定されたように、本発明の精神および範囲に入る他のさまざま構成も考えられることに留意すべきである。
【図面の簡単な説明】
【0076】
【図1】本発明によるデジタル型コーティングの手順の第1の例をインライン調整手順で示す図である。
【図2】電気回路を作製するための本発明によるデジタル型コーティングの手順の第2の例を示す図である。
【技術分野】
【0001】
本発明は、布製品の品質を向上させるための処理に関するものである。特に、本発明は、布製品の選択された領域に適用された局部的な仕上げ処理箇所を有する布製品を作製するためのデジタル式手順と、これによって得られる布製品とに関する。
【背景技術】
【0002】
布地の作製は、伝統的に複数の異なった過程で行われる。このような作製は大まかに5つの段階、すなわち、材料繊維を作製すること、この材料繊維を紡績すること、布(例えば織布あるいは編布、房状材料あるいはフェルトおよび不織材料)を製造すること、この布の品質を向上させること、および最終製品を作製するかあるいは製造することに区別することができる。布の品質向上には、準備、脱色、漂白、染色(浸染および/または捺染)および仕上げ処理のような、複数の作業が含まれている。これらの作業は一般に、使用者によって望まれる外観と物理的および機能的な特性とを布地に付与するという目的を有する。
【0003】
浸染の間にわたり、布地の基材には通常、単一の純色が施される。浸染は、今日、布製品を染浴の中に浸すことによって行われ、この結果、布地は適切な色付き化学物質で飽和される。浸染および捺染の両方の間にわたり、主な目標はこの物質の色を変化させることである。従って、このことは、400乃至700nmの吸収性能を有する不変色のインクあるいは顔料の使用に特徴がある審美的効果である。
【0004】
仕上げ処理の主な目標は、布地の物理的および/または機械的な特性を変更するために補助化学物質を使用することである。これらの仕上げ処理技術は、最終製品の性質を改善しかつ/または最終製品へ性質を加えることを意味している。以下では、染色と仕上げ処理とは区別される。必要であれば、仕上げ処理は、吸収性能が400乃至700nmの間にあるというだけの理由で基材へ適用される粒子の付着を伴う処理を排除するということを理解されたい。
【0005】
布地のコーティングは、仕上げ処理の比較的重要な技術の1つであり、また、結果として生じる製品へさまざまな特定の特性を付与するために使用されることができる。これは、基材を不燃性あるいは防炎性、撥水性、撥油性、しわなし性、防縮性、防腐性、非滑り性、折り曲げ保持性、帯電防止性などにするために使用することができる。布地のコーティングには、布地の基材の表面へ例えば適切な化学物質の薄い層を適用することが伴う。このコーティングは布地の基材あるいは下にある他の層を保護するために役立つことがある。これを、また、基部あるいはすぐ下の層のための「下塗り部(primer)」として使用することもでき、または所望の特別な効果を達成するために使用することもできる。
【0006】
溶媒あるいは水に基づくコーティングを適用するための通常の技術は、いわゆる「ナイフオーバーローラ」型スクリーンコーター、「浸漬」型スクリーンコーターおよび「リバースローラ」型スクリーンコーターである。水中におけるポリマー物質の溶液、懸濁液あるいは分散液は通常、布へ塗布され、続いて、過剰なコーティングはその後、ドクターナイフで掻き落とされる。
【0007】
布地の仕上げ処理のために採用されることのあるさらに別の手順は、フーラーディング(foularding)のような浸漬技術あるいは浴技術の使用することである。布地は適用される機能的組成物が含有されている水溶液の中に充分浸漬される。その後の乾燥、固着および圧縮(condensation)の反復するサイクルが、この作業を遂行するために必要である。これによって、資源、とりわけ水およびエネルギーのかなり用いられる。一般に、このような技術のために使用される溶液、懸濁液あるいは分散液は、低い濃度の所望の機能的組成物を有する。
【発明の開示】
【発明が解決しようとする課題】
【0008】
従来の品質向上のための手順には、含浸(すなわち、化学物質の塗布あるいは導入)、反応/固着(すなわち、化学物質の基材への結合)、洗浄(すなわち、過剰な化学物質および補助化学物質の除去)および乾燥から選択される複数の一連の作業を実行することが必要とされる。これらの一連の作業の各々は、例えば洗浄およびすすぎの反復サイクルのように何回か繰り返されることが必要であり、これによって、比較的高い環境影響、長い処理時間および比較的高い製造コストを必然的に伴う。
【0009】
染色および仕上げ処理のような従来の品質向上技術の顕著な特性は、これらが布の全表面にわたって行われるということである。このことは、フルフォント処理と称されることがよくある。特定の処理については、ある領域へ特定の特性をもたらすために布地のこれらの領域だけに仕上げ処理を行うという要望があり得る。仕上げ処理のために使用される処理法および化学物質が高価であるという場合もまた、よくある。このような場合において、とりわけ、布地のある特定の領域が不要であるかあるいは処理の必要のないものであるときには、布地の全領域にわたる処理の遂行は非能率的かつ/または浪費的なものであろう。
【0010】
浸染および仕上げ処理についての公知の方法が米国特許第4546624号に開示されている。この公知の手順によれば、布製品が含浸槽の中に連続過程の間、浸漬される。仕上げ処理組成物交換ユニットが、ウェブを通して循環する含浸用組成物の吸引あるいは圧縮によって布地材料の上にすでに存在している水分を部分的にあるいは完全に置換することで、ウェブの幅にわたって均等に組成物が布地へ連続的に適用される。
【0011】
布地を仕上げ処理するためのデジタル式技術の使用が、ともに2004年9月22日に出願された未刊行のPCT出願であるPCT/EP2004/010732号およびPCT/EP2004/010731号に示唆されており、これらの内容はその全体が参照として本明細書に組み入れられる。
【0012】
東レ工業株式会社(Toray Industries)の未審査日本特許出願である特開昭61−152874号では、布地シートを機能的組成物で点の形態に含浸させることが示唆された。抗生物質、吸湿剤、撥水剤、帯電防止剤、紫外線吸収剤、赤外線吸収剤、蛍光増白剤、膨潤剤、溶剤、鹸化剤、脆化剤、無機顆粒剤、金属顆粒剤、磁性材料、難燃剤、抵抗材料、酸化剤、還元剤、香料などが含まれるさまざまな機能的組成物が示唆されている。この文献には、伝統的なフォトグラビアロール・スクリーン・プリント法では、あまりに大きすぎることもある点のパターンが作製され、吹き付け技術では、付着した製品の点の大きさおよび品質を調整することが困難であることが示されている。この文献では布地を機能的組成物で点の形態に含浸させることが提案されており、点の平均直径が30乃至500ミクロンであり、また、点の占有領域比が3乃至95%である。この文献ではインクジェットプリント技術の使用が示唆されているが、この文献では、とりわけ伝統的なコーティング組成物の高い粘度のために、従来のインクジェット装置が適していない、ことが認識されている。この文献は主として、特定可能な液滴構造を維持することと液滴が連続して流れるのを防止することとに関するものである。さらにまた、この文献によれば、溶液の使用に関する例がもたらされるが、分散あるいは懸濁というインクジェット付着の問題に対処することができない。
【0013】
グラフィックイメージを提供するためのさまざまな型のインクジェットプリンタが広く知られている。このようなプリンタは、オフィスあるいは家庭で使用されるようなデスクトップ型インクジェットプリンタであってもよく、また、染料を包含している水性インクの小さい液滴(20pL未満)を用いて特定の種類の紙基材(プリント用紙)の上にプリントするために広く使用されている。一般に、工業的なインクジェットプリンタは、グラフィックイメージあるいは日付/バッチのコードを製品の上にプリントするためにもまた存在しており、これらのプリンタは典型的には、染料・顔料を包含している溶剤性インクを用いて無孔性基材の上にプリントする。しかしながら、このような調合物は、とりわけ耐変色性がないために、大部分の布地に適用するには適していない。インクジェット技術を用いて布地の上にプリントするためには、布製品はこれまで、インク液滴が適用されるコーティングで前処理されてきた。品質を向上させる目的のためには、現在用いられている大部分のコーティング組成物および仕上げ処理組成物は、インクジェット技術を使用する付着については適していない。大きい液滴を作る工業的なインクジェットプリンタおよびノズルは、一般に溶剤性着色インクで使用するために設計されている。さらにまた、噴射することのできる液滴容積は、きわめて少ない50pLの程度であり、布地の仕上げ処理のためにはほとんど不充分であって、この場合には布の中へのかなりの浸透が必要である。典型的な仕上げ処理用調合物は、大部分が水性であり、また、一般に、ノズルの目詰まりを引き起こすおそれのある粒子径を有する。気泡発生、跳ね飛びおよび外皮形成に関するさらに別の問題に直面した。100KHzまで連続的に作動する多数のノズルで稼働するときには、信頼性および故障なし作業が最も重要である。特開昭61−152874号では、従来のインクジェット装置は仕上げ処理組成物を適用するためには適していないということを指摘しているものの、これをどのようにして改善するかについての教示を提供していない。
【課題を解決するための手段】
【0014】
本発明によれば、布地の基材を実質的に連続的に供給することと、複数のデジタル型ノズルからなる配列を設けることと、これらのノズルへ仕上げ処理組成物を供給することと、前記基材の選択された領域に複数の液滴からなる第1の所定パターンを付着させるように、前記ノズルから前記仕上げ処理組成物を一連の液滴で選択的に付着させ、前記選択された領域に機能的特性を与えることとを具備する局部的な仕上げ処理箇所を有する布製品を作製する方法が提供される。このようにすると、最終的に必要な仕上げ処理組成物を受けることを必要とする領域だけが最終的に必要な仕上げ処理組成物を確実に受けることが可能になる。これによって、貴重な化学物質および処理時間を減少させることができる。
【0015】
この文脈では、「仕上げ処理」という用語は、インクおよび染料を使用する従来のインクジェットプリントと同様に、布地の基材に色付きデザインを与えたり、あるいは外観を変化させたりするだけではなく、むしろ布地の基材の機能性を変化させる処理を意味するものであると理解される。この文脈では、この用語は、コーティングおよび含浸の両方を包含し、また、布地の基材の機能性を向上させる他の物理的処理も含むと理解されたい。
【0016】
本明細書では、「仕上げ処理組成物」という用語は、水溶液、水溶性分散液、有機溶液、有機分散液、硬化型液体混合物(curable liquid mixture)、および活性成分を含む溶融化合物を包含している。本発明の重要な利点によれば、調合物は基材と反応しないものであってもよい。このように、調合物は、そうでない場合よりもより多様な布地へ適用することができる。
【0017】
「デジタル型ノズル」という用語は、デジタル信号に応じて規定された液滴を薬剤の供給部から放出するとともに、規定されかつ調整することのできる位置でこの液滴を付着させるための装置に言及することを目的としている。この用語には、連続流(コンティニュアス)の原理およびドロップ・オン・デマンドの原理の両方で作動するインクジェット印字ヘッドが含まれる。この用語はまた、ピエゾ型およびサーマル型のインクジェットヘッドの両方を含むとともに、デジタル型液滴付着を行うことのできるバルブジェットのような他の同等な装置を含む。デジタル型ノズルは一般に、グラフィックプリントの分野の当業者に広く知られている。本発明のノズルは10乃至150ミクロンの、好ましくは約70乃至90ミクロンの射出口直径を有すると考えられる。
【0018】
さらにまた、「布地」という用語は、織布、編布および不織布を含むすべての形態の布製品を含むことを目的としている。この用語は、カーペット、紙および段ボールのような2次元剛性を有する繊維製品を除くことを目的としている。これらの繊維製品は、時には布地として言及されるが、これらは実質的に一定の2次元形態を維持するようにして、内部で連結されている。これらが第3の次元において柔軟であってもよいが、これらは一般には、本当の布地において本来備わっているように、繊維層の平面内で自由に伸びたり歪んだりしない。好ましいのは、布地の基材は、長さが100メートルを超え、1メートルを超える幅を備えたロールなどに供給されることである。好ましい布地には、木綿および/または他の処理ずみセルロース系繊維、さらに、ポリエステル、ポリアミド、ポリアクリルニトリル、アセテートおよびトリアセテートあるいはこれらの混合物が含まれている。
【0019】
本発明の一態様によれば、前記複数の液滴からなる第1の所定パターンは、個々の液滴からなる行列を有してもよい。個々の液滴は、何らかの適当な行列に、例えば個々の液滴が離れているかあるいは(部分的に)重なっている正方形の行列に配置されてもよい。複数の特定の用途では、不連続コーティングが、隣り合った液滴の間に小さい隙間を設けて液滴を付着させることによって達成される。このような分布を、例えば、通気性を与えるための不浸透性コーティングと関連させて使用することができ、この結果、前記隙間は水蒸気を通過させることができるように充分に大きいが、水滴が通過させるためには充分に小さい。例えば薬剤あるいは薬物の個々の付着物を提供するためには、基材の面に広く離間させて個々の液滴を提供することが必要であり、この結果、この間隔によって薬剤の投与特性が決定される。
【0020】
前記基材に薬用剤、薬物あるいは生物学的な活性剤を付着させるのに特に有用な方法は、担体の使用による。適切な担体には、シクロデキストリン、フラーレン、アザクラウンエーテル、さらにはポリ乳酸(PLA)が含まれている。これらの担体は、布繊維および薬剤の両方への付着に向いているのが理想的である。これらの担体の検討は、オーテックス・リサーチ・ジャーナル(Autex Research Journal)の第2巻、第4号のBretelerらによる論文、表題「医療用途での布地緩慢解放システム」(Textile Slow Release System with Medical Applications)において見出され、この論文の内容は、全体が参照として本明細書に組み入れられる。
【0021】
複数の特定の状況では、前記選択された領域は、実質的に前記基材の全面を有してもよい。このことは、複数の液滴からなる行列についての、例えば防水コーティングについてのあるいは薬剤の分散についてあてはまる。他の状況では、複数の液滴からなる第1のパターンを限定された領域あるいは複数の個々の領域にわたって設けることが望ましい可能性がある。このように、関連する機能的特性を有する局所的領域が作成される一方で、前記基材の残りは、別の特性を有している。このような機能的特性の一例は、衣類商品の脇の下部分として最終的に調製される、前記基材の領域だけに施すことができる、衣類のための脱臭仕上げ処理であってもよい。銀を利用する公知の脱臭仕上げ処理は、特にコストがかかり、現在のフルフォント仕上げ処理技術に使用するには大抵適していない。
【0022】
本発明の代替の態様によれば、前記複数の液滴からなる第1の所定パターンは、線を形成するように相互接続された一連の液滴を有していてもよい。この線は、例えば電気的あるいは半導電性回路の素子として機能し、この結果、布地の基材の機能性が、向上されてもよい。このような向上した機能性には、エネルギー変換、光起電、画像化、照明、検出、帯電防止、演算および記憶が含まれるが、これらに限定されない。
【0023】
本発明の一態様によれば、前記仕上げ処理組成物は、金属物質を含んでいてもよい。この背景では、金属物質という用語は、元素金属および合金、特に、例えば金属塩のような金属化合物から区別されるような、電気を流すことができる物質が含まれることを理解されたい。金属物質は、比較的高価な場合が多く、特に機能特性が向上されているものは高価であり、従って本発明で使用するには特に有利である。
【0024】
本発明のさらに別の態様によると、前記方法は、仕上げ処理装置を設けることと、前記基材に連続過程で仕上げ処理作業を実行することとをさらに有していてもよい。この文脈では、仕上げ処理装置という用語は、仕上げ処理機能を実行することもできる複数のノズルからなる第1の配列と区別するためだけに使用される。従って、この仕上げ処理装置は、前記第1の配列に類似しているかあるいは区別されるさらに別のノズルあるいは複数のノズルからなる配列であってもよい。これはまた、例えばレーザー切断装置のような切断装置、マーキング装置、硬化装置、乾燥装置、あるいは、布地の基材のインラインの連続処理を形成するための、複数のノズルからなる第1の配列を組込むことに適している類似した他の装置を備えていてもよい。さらにまた、仕上げ処理作業という用語は、複数の液滴からなる第1の所定パターンを付着させることに続く作業だけに限定することを目的としていない。従って、この仕上げ処理装置は、複数の液滴からなる第1の所定パターンを付着させるのに先立って前記仕上げ処理作業を実行することができる。
【0025】
連続過程における操作によって、基材が2段階あるいは多段階の過程で処理される、特に簡単な作業方法が達成される。このような連続過程は、輸送あるいは保管を介在的させるための必要なしに、1つの機械の内部で行うことができる。このことは、過程の異なる工程の間の関係、例えば複数の液滴からなる第1の所定パターンの付着と仕上げ処理作業の実行との間の関係、の精度について、特別な利点を有する。
【0026】
本発明の一実施形態によれば、前記仕上げ処理装置は、前記基材にさらに別の一連の液滴を付着させるための複数のノズルからなる配列をさらに有している。この複数の液滴からなる第2の所定パターンは、前記第1のパターンに類似、すなわち例えば第1パターンに重なっていてもよい。代わりに、前記第2のパターンは、例えば第1パターンの先に処理されなかった領域を満たし、または前記第1のパターンの選択された領域を接続する、第1パターンを補完するものであってもよい。
【0027】
特に有利な一実施形態では、前記第1の所定パターンと第2の所定パターンとは、重なり合った関係に付着され、前記基材の面にレリーフを作製する。この文脈では、「レリーフ」という用語は、仕上げ処理された基材表面の厚さあるいは高さの変化を意味することを目的としている。このようにして、仕上げ処理すなわちコーティングを、この仕上げ処理が最も必要である領域に比較的大きな厚さあるいはより完全な被覆を与えるために、適用するかあるいは行うことができる。例えば他の領域の単一層には、残りの領域に仕上げ処理を施す必要がないのに対して、ある程度の仕上げ処理を施してもよい。コーティングのこのような変形を、例えばパターンの膝および肘の部分へ耐摩耗性を付与するために使用することができる。
【0028】
このような一実施形態のさらに別の発展では、前記複数のデジタル型ノズルからなる配列は、布地の供給方向に対してほぼ垂直に整列され、多重偏向型の1列の静止ノズルを有し、前記方法は、前記布地の供給方向に対してほぼ垂直な平面に前記ノズルからの液滴を選択的に偏向させることをさらに有する。このようにして、布製品に複雑な機能性を確立することができる。
【0029】
さらに別の実施形態によれば、前記仕上げ処理装置は、カッターを有し、また、前記仕上げ処理作業は、切断作業を有する。このカッターは前記基材を切断するために使用することができ、特に、後の調製のための所定パターンに従って基材を切断するかあるいは部分的に切断するために使用することができる。この代わりに、カッターは、基材を切り込むかあるいは施されたコーティングすなわち仕上げ処理箇所を切り込むために使用することができる。このようにして、レリーフは、物質を除去するかあるいは部分的に除去することによって基材の表面に作製することができる。このカッターは、他の高エネルギーの電磁切断装置あるいは電磁削磨装置を含んでいるレーザーカッターであってもよい。代わりに、このカッターは、高エネルギーの液体あるいは粒子のようなジェットカッターであってもよい。このカッターはまた、例えば基材あるいは仕上げ処理箇所を溶かす腐食性生成物を供給する化学カッターであってもよい。この文脈では、「化学カッター」という用語は、エッチング過程および同等の過程を有するとも理解される。
【0030】
様々な形式のデジタル型ノズルを使用することができるが、好ましいのは、このデジタル型ノズルが連続インクジェット(CIJ)型のものであり、また、仕上げ処理組成物がCIJ付着によって付着されることである。連続法では、ポンプによって、一定流の薬剤がノズルのきわめて小さい1つ以上の吐出口へ送られる。1つ以上のジェット状の薬剤が、これらの吐出口を通して吐出される。励振機構の影響を受けて、このようなジェットは同一サイズの複数の液滴からなる一定の流れへ分裂する。最もよく使用される励振器は圧電結晶であるが、他の形態の励振あるいはキャビテーションを使用することもできる。生成された複数の液滴からなる一定流から、特定の液滴だけが、布地の基材への塗布のために選定される。この目的のために、これらの液滴は帯電されるかあるいは放電される。CIJにおいては、布地に液滴を分布させるための2つの変形例、すなわち、バイナリCIJと多重偏向(multi-deflection)CIJとがある。バイナリCIJ法によれば、液滴は帯電されるか、帯電されない。帯電された液滴は、印字ヘッドで電界を通過するため偏向される。具体的なバイナリCIJプリンタの構成に左右されるが、帯電された液滴は上記基材へ導かれ、一方、帯電されない液滴は印字ヘッドのガター内に回収されて再循環されるか、あるいは逆の処理を受ける。多重偏向法として知られたより好ましい方法によれば、液滴は、一定の電界を通過する前に可変に帯電させることにより、あるいは逆に、これら液滴が可変な電界を通過する前に一定に帯電させることにより、上記基材へ塗布される。液滴の電荷/電界の相互作用の程度を変化させることが可能なことは、これら液滴が受ける偏向の度合い(従って、基材におけるこれらの位置)を変更することができることを意味し、それゆえ「多重偏向(multi-deflection)」である。帯電していない滴りは、印字ヘッドのガターにより回収されて再循環される。より具体的には、本方法は、
調合物をほぼ連続流で前記複数のノズルへ送給することと、
ノズル中の連続流を分裂させ、それぞれの液滴を形成する一方、同時に前記液滴を帯電するために必要とされるような電界を印加することと、
第2の電界を印加し、前記液滴を偏向させてこれら液滴が布製品の適切な箇所で付着されるようにすることとを有する。
【0031】
従来、グラフィックプリントの目的のために、50ミクロンまでの吐出口外径を有するノズルが使用されてきた。一般的な傾向は、プリント解像度および画質を改善するためにノズル寸法がますます小さくなってきている。機能的仕上げ処理組成物を付着させるという目的のために、70ミクロンを超える直径を備えたノズル吐出口を使用することができる。この方式では、比較的大きい粒径および比較的大きい固形分割合を有する仕上げ処理組成物を付着させることができる。より大きいノズルの使用することも、これらのノズルから作られた比較的大きい液滴により、生産性が高くなる、すなわち、各ノズルからの比較的流速(毎秒の流体の容積)が高くなるので、好ましい。
【0032】
さらにまた、CIJの場合には、形成された液滴のサイズを、所定のノズルのサイズに対して、ポンプ圧力あるいは励振周波数を変化させることによって変化させることができる。これらのパラメータの適切な電子制御によって、液滴のサイズを制御することができる。このような制御は、例えば設定あるいは較正の間に断続的に変化させることができるが、液滴ごとに変化させ、液滴パターンのさらに別の制御を可能とすることもできる。コンティニュアスインクジェット法を用いることによって、1ジェット1秒当たり、64,000乃至125,000個の液滴を生成することが可能になる。この多数の液滴および衣類の幅全体にわたる多数の相互に隣接したヘッドによって、比較的高い生産性が得られる。すなわち、高いスプレー速度を考慮すると、この技術を使用して、原則として毎分約20メートルという生産速度をさらに実現することができ、また、ノズルに関連するタンクの小さい容積を考慮すると、きわめて短い時間内に仕上げ処理様式を実現することができる。しかしながら、使用される仕上げ処理組成物が液滴を帯電させることを可能とする伝導率を有し、これら液滴を電界により偏向することができることは、コンティニュアスインクジェット法の必要条件である。従って、CIJについては、仕上げ処理組成物が500μS/cmより大きい伝導率を有することが好ましい。
【0033】
ノズルは布地の基材の幅にわたる静止した配列で設けられているのが好ましい。このようにすると、ノズルが動く基材を横断することが要求されるシステムに比べて、布地の搬送ために実質的により高い速度を達成することができる。
【0034】
特に好ましい実施形態では、前記複数のデジタル型ノズルからなる配列は、布地の供給方向に対してほぼ垂直に整列され、多重偏向型の1列の静止ノズルを有する。布地の幅全体にわたる1列の静止したノズルを設けることで、走査型ヘッドを使用するときよりも大きい速度を達成することができる。特に、各ノズルを、布地の供給方向に対してほぼ垂直である液滴の多重偏向を生じさせるように向き付けることができる。このようにして、1つのノズルによって、5mm程度の基材幅にわたる仕上げ処理を施すことができる。
【0035】
好ましい実施形態によれば、個々のノズルを例えばコンピュータによって形成された中央制御装置で向き付けることができる。このコンピュータは、最適な印字ヘッド作動条件を確立し液滴形成の質を確かめさらに適正な液滴形成の位置決めをするために使用することのできる液滴と位置との視覚化システムを採用することが好ましいであろう。搬送面の適切な制御はまた、液滴付着の制御との相互作用で提供することもできる。
【0036】
本発明はまた、上述の方法に従って、複数の液滴からなる第1の所定パターンで、基材の選択された領域に付着され、前記選択された領域で機能的特性を達成する、選択的に付着された仕上げ処理組成物を有する前記基材を具備する品質の向上した布地に関する。
【0037】
さらにまた、本発明は、上述の方法によって品質の向上した布地を作製するための装置に関するものでもある。特に、布地の基材の連続的供給物が仕上げ処理組成物の供給される、複数のデジタル型ノズルからなる配列を通過して搬送される装置であって、前記基材の選択された領域に複数の液滴からなる第1の所定パターンを付着させて前記選択された領域に機能的特性を付与するために、上記仕上げ処理組成物を上記ノズルからの一連の液滴で選択的に付着させる装置に関するものである。この装置は、複数のノズルからなる配列を通過させて前記布地の基材を移動させるための搬送面をさらに具備し、前記基材は、前記搬送面と移動するために前記搬送面によって保持されるのが好ましい。
【0038】
さらに別の利点は、本発明のいくつかの例示的な実施形態を描写している以下の図面の記載を参照することで明らかになる。
【発明を実施するための最良の形態】
【0039】
以下に、本発明の複数の実施形態の説明が、ほんの一例として、図面を参照して与えられている。図1は、布地の基材へデジタル型コーティングを施すための可能な構成の第1例を斜視図で模式的に示している。図1によれば、本発明に従って、品質向上用装置2へ送給される連続ロール状の布地の基材1が示されている。布地の基材1は、男性のシャツに適した色および重さの標準的な木綿織布である。装置2はPCT/EP2004/010732号のPCT出願に示された型のものであってもよい。
【0040】
基材1はコンベア4によって、連続流多層偏向型(continuous flow multilevel deflection type)の29個のインクジェットヘッド8の列が配置されている第1のビーム6まで移送される。各インクジェットヘッドは、複数の(この場合は8つの)個々のノズル(図示略)を備える。
【0041】
第1のビーム6は、粘着性の仕上げ処理組成物の供給を受けるとともに、この組成物の液滴を布地の基材1へ付着させて第1のパターン10を形成する。この例では、このパターン10はシャツを調製するために必要な要素の輪郭を表している。
【0042】
第1のビーム6が配置された後に、インクジェットヘッド14の列が備わっている第2のビーム12も配置されている。第2のビーム12のインクジェットヘッド14は、ドロップ・オン・デマンド型のものであり、ビーム12に沿った横方向移動のために搭載されている。インクジェットヘッド14には、布地を防臭仕上げあるいは抗菌仕上げするための銀を主成分とする仕上げ処理組成物が供給される。この組成物は、仕上げ処理された衣服の脇の下領域に対応する領域に高密度のコーティング16を形成するともに背中中央領域および内側肘領域に低密度のコーティング17を形成するために、液滴の第2パターンとして基材1の特定領域の上に付着される。
【0043】
第1及び第2のビーム6、12を通過させて搬送するために、基材1はコンベア4へ部分的に貼り付けられ、布地のずれが防止されるとともに第1及び第2のパターンの正確な位置合わせが保証される。このことを、例えば従来の接着技術あるいは真空技術により達成することができる。前記コンベアの端部において、基材1は、第3のビーム18で解放される。第3のビーム18は、必要とされるパターン、この場合には第1のパターン10に対応するパターンを裁断する、従来のレーザーカッターを備えている。単一の仕上げ処理装置に前記コーティング作業と裁断作業とを組み合わせることにより、このパターンに関する裁断の精度が保証される。
【0044】
第1のパターン10に従って裁断された要素は、これらの縁部に沿って粘着性コーティングを有する。基材1の個々の要素はその後、例えばロボット装置によって互いに組付けられて、仕上げ処理された製品が形成される。継ぎ目は、必要があれば、縫い合わされるかあるいは追加的な強化が行われる。接着剤について言及されてきたが、デジタル型液滴の付着によって適用することのできる他のあらゆる組成物もまた適しているであろうということは明らかである。
【0045】
繊維調整剤を塗布するために別のノズル列を設けることができ、これによって、繊維特性は、例えば伸縮性を増大させるために、引き伸ばしたり縮ませたりするために、あるいはいっそう堅くするために、局部的に変化を受ける。このようにして、調製過程で接合するために整えられる際に、布地の形状を変化させることさえできる。
【0046】
図2によれば、本発明の第2の例示的な実施形態が示されており、ここで、同一の要素は同一の参照符号で表示されている。この第2実施形態を布地の表面に電子回路を作製するために使用することができる。図2によれば、第1のビーム6は前記基材に第1のパターンの半導電性ポリマー要素20を付着させるために使用される。明確にするために、これらの要素は拡大された縮尺で示されており、これらは実際には、例えば単一の液滴に基づいたマイクロメートルのスケールであることが理解される。第2のビーム12は、第1の要素20を部分的に覆う第2のパターンの半導電性ポリマー要素22を付着させる。次いで、基材1は第3のビーム18を通過する。第3のビーム18には導電性接続部24があり、機能的電子装置26のアレイが形成されている。この実施形態では、布地の反対側表面に付加的な第4のビーム19が設けられていて、両方の表面から前記接続部が適用される。第1及び第2の要素20、22はこの目的のために布地を貫通することができる。
【0047】
上記のことは電子装置をどのように付着させるかについての簡略化された例であるが、当業者は、切除、エッチングなどによって層を(部分的に)除去する必要があるときを含む、複数のスタックを形成するための層の連続する付着によって、複雑な装置を組み立てることができる。
【0048】
いくつかの組成物だけが具体的に開示されたが、仕上げ処理組成物は、布地の基材へ機能的性質を付与することのできる適切な任意の薬剤を含むものであってもよい。特に、これを、帯電防止剤、抗菌剤、抗ウイルス剤、抗真菌剤、薬用剤、毛玉防止剤、しわ防止剤、難燃剤、撥水剤、紫外線保護剤、防臭剤、耐摩耗剤、滑り止め剤、滑り促進剤、定着促進剤、耐汚染剤、耐油剤、接着剤、硬化剤、柔軟剤、伸縮性促進剤、顔料結合剤、導電剤、半導電剤、感光剤、光起電剤、および発光剤からなるグループから選択することができる。
【0049】
薬品または薬用剤あるいは生物活性剤と共に使用するために、担体を使用することができ、また、薬剤を低い温度、例えば40℃未満の温度で噴射させることができる。適切な担体には、シクロデキストリン、フラーレン、アザクラウンエーテル、さらにはポリ乳酸(PLA)が含まれている。これらの担体は、布繊維および薬剤の両方への付着に向いているのが理想的である。これらの担体の検討は、オーテックス・リサーチ・ジャーナル(Autex Research Journal)の第2巻、第4号のBretelerらによる論文、表題「医療用途での布地緩慢解放システム」(Textile Slow Release System with Medical Applications)において見出される。
【0050】
このような組成物を現在のインクジェット技術を用いて付着させるためには、これらの組成物は以下の表Iに規定されたような用途に適合するように配合することができる。
【表1】
【0051】
特定の特性についての一般的情報
伝導率:これは、液滴の帯電を可能にすることで続いて電界を使用して印刷のために偏向することができるように、CIJ技術において必要とされる。他のすべてのインクジェット技術について、導電率は、インクに接触した金属構成部材の腐食を助長するため、望ましくない。
【0052】
塩類含有量:これは伝導率に関する上記コメントに関連する。塩化物のような複数の特定の塩類は、これらが他の塩類よりも腐食性であるので、特に好ましくない。CIJの構成で使用される塩類は、望ましい水準の伝導率を付与する一方でこれらの腐食助長効果を最小限にするように選択されるべきである。さらにまた、TIJの構成では、多価の金属塩(Mg2+およびCa2+のようなもの)を、これらがコゲーション(kogation)(印字ヘッドのヒーター部材の硬化)を助長して、印字ヘッドを早期に故障させるため、避けるべきである。
【0053】
粘度:ほとんどの計量分配技術に比べて、インクジェット法には低い粘度の流体が必要とされる。印字ヘッドは、流体の粘度を減少させてインクジェットプリントすることができるようにするために、しばしば加熱される(このことによって、周囲温度の変化の印刷の信頼性に対する効果も減少する)。インクジェットを付着させるためにはニュートン流体が好ましいが、せん断減粘性流体(shear thickening fluid)も注意して使用することができる。せん断増粘性流体(shear thickening fluid)は避けるべきである。インクジェットプリントの過程にとって、弾性のような、流体流れ特性の他の様相も重要であり、適正な粘度を備えているように見える流体を確実に吐出させることを妨げうるため、ある流体について望ましい粘度を達成することにより、インクジェットプリントがうまくいくことは保証されない。
【0054】
表面張力:一般に、印字ヘッドの内部で流体の濡れを制御する。表面張力が高すぎるならば、流体は、印字ヘッドの内側を適当に濡らさず、また、確実なプリントを妨げるエアーポケットを残すであろう。流体の表面張力が低すぎるときには、印字ヘッドノズルの中にメニスカスが適切に形成されず、また、DoDの場合には、流体は、印字ヘッドのフェースプレートへ自発的に流れ(フェースプレート濡れ(face plate wetting)として知られている)、このことも確実な吐出を妨げるであろう。CIJの場合には、液滴の分裂は、信頼性がないであろう。
【0055】
粒子径:インクジェットノズルはきわめて小さい(典型的には20乃至75ミクロンのオーダ)ので、プリントすることのできる流体の最大粒子径は、インクジェットノズルの詰まりを防止するために制限される。許容することのできる最大粒子径は、複数の粒子が同時にノズルを通って流れようすると同時に、互いにぶつかり合うことで詰まりを引き起こすときに密集効果(crowding effect)が生じるノズルのサイズよりも実質的に小さい。このような理由から、許容することのできる最大粒子径もまた、使用される粒子の密度(concentration)にある程度関係している。
【0056】
pH:通常、流体の活性な構成成分の溶解度(あるいは分散安定度)を制御するために用いられる。印字ヘッドが作動することのできるpHの範囲は、印字ヘッドが構成されている素材の腐食性によって制限される。ピエゾDODについては、セラミック製印字ヘッドを利用することができ、これはpHの全範囲にわたって流体を確実に吐出させることができる。
【0057】
固形分%:流体の固形分含有量は、上述したように、粒子径だけではなく、粘度(および弾性)によって制限される。しかしながら、流体の固形分含有量が高すぎると、インクジェットの液滴を吐出(あるいは分裂)させるために使用される圧力パルスを過剰減衰させることもあり、また、確実な印刷を妨げる。
【0058】
せん断に対する安定性:インクジェットプリントは高せん断技術であるため、高せん断に対して安定ではない物質は、印字ヘッドノズル内で分解して同ノズル(あるいはCIJシステムについては戻りガター)を詰まらせるおそれがあり、また、基材についての望ましい用途あるいはエンドユーザー特性を提供しえなくなる。CIJについては、ノズルの中で受けるせん断力は、他のインクジェット技術によるせん断力よりも大きく、また、流体は、再循環され、ノズルを何度も通過しうる。従って、せん断に対する安定性は、この技術についてはきわめて重要である。
【0059】
これらの特性を達成するために、仕上げ処理組成物は、以下の表IIに規定されたような構成成分を含むのが好ましい。
【0060】
大抵の場合には、活性剤の布地との相互作用のための最良の化学的な基礎がもたらされるため、溶媒あるいは媒体は、脱イオン化され、脱塩された水であるのが好ましい。望ましい特性が適しているかあるいは、適当していることが必要とされるときには、エタノールあるいは乳酸塩のような非水溶性溶媒を利用する、代わりの仕上げ処理組成物を採用することもできる。このことは、第2層が水性成分に位置されるべきとき、下側層との親和性が望ましくないとき、迅速な乾燥が必要なとき、あるいは活性剤が水と反応するときに、あてはまり得る。具体的には、乳酸塩は、セルロース系布地をきわめて良好に通り抜けると信じられている。
【0061】
活性成分の溶解性および導電剤との親和性を改良するためには、補助溶媒(co-solvent)が大抵必要であろう(これらの物質との間の非親和性は、共通の調合物の問題点であるため)。一般的に、これらの補助溶媒は、活性成分の担体として作用した後に基材の表面から蒸発することのできる低沸点液体である。エタノール、メタノールおよび2−プロパノールからなる群から選択された補助溶媒を使用することが好ましい。
【表2】
【0062】
保湿剤は通常、吐出動作していないときに、ノズルの硬化を防止するために使用される低揮発性、高沸点の液体である。保湿剤が、多価アルコール、グリコール、とりわけポリエチレングリコール(PEG)、グリセロール、n−メチルピロリドン(NMP)からなるグループから選択されることは好ましい。複数の組成物で、5%を超える保湿剤が使用されるようであるが、実際には、同じ物質が粘度調整剤として存在していることもある。
【0063】
粘度調整剤は、液滴形成・分裂の過程を調整するため、インクジェットプリントの信頼性と品質とのために重要な要素であり、この物質はしばしば「活性成分」でもあり、エンドユーザー特性のいくつかをもたらす。一般に、溶液中の高分子量ポリマーは、これらの弾性がジェットの分裂を達成することを困難にするため、避けられるべきである。好ましい粘度調整剤には、ポリビニルピロリドン(PVP)、ポリエチレンオキサイド、ポリエチレングリコール(PEG)、ポリプロピレングリコール、アクリリックス(acrylics)、スチレンアクリリックス(styrene acrylics)、ポリエチレンイミン(PEI)、ポリアクリル酸(PAA)が含まれる。K−30重量級(K-30 weight grade)のPVPが、細菌に敏感ではなく非イオン性のために特に有用であることがわかった。
【0064】
伝導率は、CIJで、液滴を帯電させ、従って偏向させることができるように必要とされ、また、導電剤は、インク中にもともと存在する導電率が不十分なときに使用される。導電剤は、調合物の他の構成成分との親和性があって、しかも腐食を助長することのないものを選択しなければならない。このような配慮に適している公知の導電剤には、硝酸リチウムと、チオシアン酸カリウムと、ジメチルアミン塩酸塩と、チオフェン基物質、例えば3,4−エチレンジオキシチオフェン(EDT)を含んでいるポリチオフェンあるいはチオフェンコポリマーと、ポリエチレンチオフェンとが含まれる。チオシアン酸カリウムは、望ましい導電率を達成するために要求されることが比較的少ないために、吐出のためには特に有用であるということがわかった。
【0065】
界面活性剤は、一般に、調合物の発泡を減少させるとともに溶解ガスを解放するためか、液滴の表面張力を低下させて濡れを改善するためかのいずれかのために含まれている。本発明の難燃仕上げ処理調合物のために好ましい界面活性剤には、サーフィノール(Surfynol)DF75(商標)、サーフィノール104E(商標)、ダイノール(Dynol)604(商標)(以上のものはすべてエアー・プロダクツ社(Air Products)から入手可能)、およびゾニール(Zonyl)FSA(商標)(デュ・ポン社(Du Pont)から入手可能)が含まれる。BYK022(商標)(ビーワイケー・ケミー社(BYK Chemie)から入手可能)およびレスプミット(Respumit)S(商標)(ベイヤー社(Bayer)から入手可能)は、ともにシリコーン基消泡剤であって、吐出目的のためにはきわめて効果的であることが判明した。
【0066】
湿潤剤は、デジタル型ノズルの内部の毛細管での流体の表面濡れを改良するために利用される。好ましい湿潤剤には、アセチリニックジオールが含まれる。界面活性剤および補助溶媒は湿潤剤としても機能する。
【0067】
殺生物剤は調合物の中で細菌が成長するのを阻止するために使用され、これは、調合物の他の構成成分(IPAのような)が細菌を殺すために充分な濃度があるときには、必要でないことが多い。
【0068】
pH調整剤は、調合物の固形分が溶解することのできる(あるいは安定的に分散される)pH、典型的にはこれはpH>7であるpHに維持するために使用され、大抵はアルカリ性である。pH調整剤はまた、前記組成物/活性剤と布地自体との間における相互作用の化学性に影響を及ぼすためにも使用される。pH調整剤には、アンモニア、モルホリン、ジエタノールアミン、トリエタノールアミンおよび酢酸が適している。一般に、印字ヘッドにおける腐食を減少させるためには、比較的中性の溶液を使用することがインクジェットの観点から望ましい。
【0069】
腐食抑制剤は、流体の中に(通常は活性成分に由来する不純物として)存在している望ましくないイオンがプリンタの腐食を引き起こすのを防止するために使用される。
【0070】
特定の環境では、特に高い耐久性仕上げ処理が望まれるときには、紫外線硬化樹脂もまた好ましい。このような樹脂は、例えば先に付着した液滴のカプセル化のために適しているであろう。
【0071】
例
活性の難燃構成成分を含有する表IIIによる調合物が調製された。この難燃剤フラメンチン(Flammentin)KRE(商標)は70重量%で存在しているが、これは40%の水溶液の中であるということに留意すべきである。したがって、機能性薬剤の全濃度は、28重量%である。
【0072】
この調合物は表IVによる物理的性質を有することがわかった。
【0073】
ドミノ・ジェットアレイ(Domino JetArray)(商標)インクジェットプリンタを使用して、調合物マン(Man)41fが280gsmの木綿BDの上に付着された。1300pLの液滴容積を54dpiのクロスウェブ解像度と369dpiのダウンウェブ解像度とでプリントすると、11.2gsmの(この布の重量に対して)重さの所望の活性機能的コーティングが達成された。
【表3】
【表4】
【0074】
機能的物質の濃度の増加によって、所望水準の難燃性をより少数の液滴から付着することができ、この結果、このシステムのライン速度が増加し、また、使用される水の量と、それゆえ乾燥所要電力とが顕著に低減する。この調合物をある製品において続いて使用される基材の領域だけに付着させることによって、調合物の使用量の実質的な削減を達成することができる。
【0075】
上記の実施例は本発明の好ましい実施形態を例示しているが、添付の特許請求の範囲によって規定されたように、本発明の精神および範囲に入る他のさまざま構成も考えられることに留意すべきである。
【図面の簡単な説明】
【0076】
【図1】本発明によるデジタル型コーティングの手順の第1の例をインライン調整手順で示す図である。
【図2】電気回路を作製するための本発明によるデジタル型コーティングの手順の第2の例を示す図である。
【特許請求の範囲】
【請求項1】
布地の基材を実質的に連続的に供給することと、
複数のデジタル型ノズルからなる配列を設けることと、
これらのノズルへ仕上げ処理組成物を供給することと、
前記基材の選択された領域に複数の液滴からなる第1の所定パターンを付着させるように、前記ノズルから前記仕上げ処理組成物を一連の液滴で選択的に付着させ、前記選択された領域に機能的特性を与えることとを具備する局部的な仕上げ処理箇所を有する布製品を作製する方法。
【請求項2】
前記複数の液滴からなる第1の所定パターンは、個々の液滴からなる行列を有する請求項1に記載の方法。
【請求項3】
前記選択された領域は、実質的に前記基材の全面を有する請求項2に記載の方法。
【請求項4】
前記選択された領域は、複数の個々の領域を有する請求項1又は2に記載の方法。
【請求項5】
前記複数の液滴からなる第1の所定パターンは、線を形成するように相互接続された一連の液滴を有する請求項1に記載の方法。
【請求項6】
前記仕上げ処理組成物は、金属物質を含む前記全ての請求項のいずれか1に記載の方法。
【請求項7】
前記仕上げ処理組成物は、帯電防止剤、抗菌剤、抗ウイルス剤、抗真菌剤、薬用剤、しわ防止剤、難燃剤、撥水剤、紫外線保護剤、防臭剤、耐摩耗剤、耐汚染剤、接着剤、硬化剤、柔軟剤、伸縮性促進剤、顔料結合剤、導電剤、半導電剤、感光剤、光起電剤、および発光剤からなるグループから選択される前記全ての請求項のいずれか1に記載の方法。
【請求項8】
仕上げ処理装置を設けることと、前記基材に連続過程で仕上げ処理作業を実行することとをさらに具備する前記全ての請求項のいずれか1に記載の方法。
【請求項9】
前記仕上げ処理装置は、前記基材にさらに別の一連の液滴を付着させるための複数のノズルからなる配列をさらに有する請求項8に記載の方法。
【請求項10】
前記さらに別の一連の液滴は、第2の所定パターンで付着される請求項9に記載の方法。
【請求項11】
前記第1の所定パターンと第2の所定パターンとは、重なり合った関係に付着され、前記基材の面にレリーフを作製する請求項10に記載の方法。
【請求項12】
前記仕上げ処理装置は、カッターを有し、また、前記仕上げ処理作業は、切断作業を有する請求項8乃至11のいずれか1に記載の方法。
【請求項13】
前記カッターは、レーザーカッター、ジェットカッター、化学カッターおよび熱カッターからなるグループから選択される請求項12に記載の方法。
【請求項14】
前記デジタル型ノズルは、コンティニュアスインクジェット型のものであり、また、前記仕上げ処理組成物は、連続流噴射付着によって付着される前記全ての請求項のいずれか1に記載の方法。
【請求項15】
前記デジタル型ノズルは、多重偏向型であり、また、前記液滴は、前記液滴を荷電させ、変化する電界を用いて前記基材に導くことにより、前記第1の所定パターンで付着される請求項14に記載の方法。
【請求項16】
前記複数のデジタル型ノズルからなる配列は、布地の供給方向に対してほぼ垂直に整列され、多重偏向型の1列の静止ノズルを有し、前記方法は、前記布地の供給方向に対してほぼ垂直な平面に前記ノズルからの液滴を選択的に偏向させることをさらに具備する請求項14又は15に記載の方法。
【請求項17】
複数のデジタル型ノズルからなる複数の配列が、布地の供給方向に連続して配置されて設けられ、前記方法は、各ノズル配列に異なった仕上げ処理組成物を供給することと、前記個々の列を選択的に駆動させ、前記基材に仕上げ処理組成物からなる一連の層を付着させて、多層状の機能的仕上げ処理を形成することとをさらに具備する前記全ての請求項のいずれか1に記載の方法。
【請求項18】
前記全ての請求項のいずれか1に従って、複数の液滴からなる第1の所定パターンで、基材の選択された領域に付着され、前記選択された領域で機能的特性を達成する、選択的に付着された仕上げ処理組成物を有する前記基材を具備する品質の向上した布地。
【請求項19】
請求項1乃至17のいずれか1の方法に従って、品質の向上した布地を作製するための装置。
【請求項20】
複数のノズルからなる配列を通過させて前記布地の基材を移動させるための搬送面をさらに具備し、前記基材は、前記搬送面と移動するために前記搬送面によって保持される請求項19に記載の装置。
【請求項1】
布地の基材を実質的に連続的に供給することと、
複数のデジタル型ノズルからなる配列を設けることと、
これらのノズルへ仕上げ処理組成物を供給することと、
前記基材の選択された領域に複数の液滴からなる第1の所定パターンを付着させるように、前記ノズルから前記仕上げ処理組成物を一連の液滴で選択的に付着させ、前記選択された領域に機能的特性を与えることとを具備する局部的な仕上げ処理箇所を有する布製品を作製する方法。
【請求項2】
前記複数の液滴からなる第1の所定パターンは、個々の液滴からなる行列を有する請求項1に記載の方法。
【請求項3】
前記選択された領域は、実質的に前記基材の全面を有する請求項2に記載の方法。
【請求項4】
前記選択された領域は、複数の個々の領域を有する請求項1又は2に記載の方法。
【請求項5】
前記複数の液滴からなる第1の所定パターンは、線を形成するように相互接続された一連の液滴を有する請求項1に記載の方法。
【請求項6】
前記仕上げ処理組成物は、金属物質を含む前記全ての請求項のいずれか1に記載の方法。
【請求項7】
前記仕上げ処理組成物は、帯電防止剤、抗菌剤、抗ウイルス剤、抗真菌剤、薬用剤、しわ防止剤、難燃剤、撥水剤、紫外線保護剤、防臭剤、耐摩耗剤、耐汚染剤、接着剤、硬化剤、柔軟剤、伸縮性促進剤、顔料結合剤、導電剤、半導電剤、感光剤、光起電剤、および発光剤からなるグループから選択される前記全ての請求項のいずれか1に記載の方法。
【請求項8】
仕上げ処理装置を設けることと、前記基材に連続過程で仕上げ処理作業を実行することとをさらに具備する前記全ての請求項のいずれか1に記載の方法。
【請求項9】
前記仕上げ処理装置は、前記基材にさらに別の一連の液滴を付着させるための複数のノズルからなる配列をさらに有する請求項8に記載の方法。
【請求項10】
前記さらに別の一連の液滴は、第2の所定パターンで付着される請求項9に記載の方法。
【請求項11】
前記第1の所定パターンと第2の所定パターンとは、重なり合った関係に付着され、前記基材の面にレリーフを作製する請求項10に記載の方法。
【請求項12】
前記仕上げ処理装置は、カッターを有し、また、前記仕上げ処理作業は、切断作業を有する請求項8乃至11のいずれか1に記載の方法。
【請求項13】
前記カッターは、レーザーカッター、ジェットカッター、化学カッターおよび熱カッターからなるグループから選択される請求項12に記載の方法。
【請求項14】
前記デジタル型ノズルは、コンティニュアスインクジェット型のものであり、また、前記仕上げ処理組成物は、連続流噴射付着によって付着される前記全ての請求項のいずれか1に記載の方法。
【請求項15】
前記デジタル型ノズルは、多重偏向型であり、また、前記液滴は、前記液滴を荷電させ、変化する電界を用いて前記基材に導くことにより、前記第1の所定パターンで付着される請求項14に記載の方法。
【請求項16】
前記複数のデジタル型ノズルからなる配列は、布地の供給方向に対してほぼ垂直に整列され、多重偏向型の1列の静止ノズルを有し、前記方法は、前記布地の供給方向に対してほぼ垂直な平面に前記ノズルからの液滴を選択的に偏向させることをさらに具備する請求項14又は15に記載の方法。
【請求項17】
複数のデジタル型ノズルからなる複数の配列が、布地の供給方向に連続して配置されて設けられ、前記方法は、各ノズル配列に異なった仕上げ処理組成物を供給することと、前記個々の列を選択的に駆動させ、前記基材に仕上げ処理組成物からなる一連の層を付着させて、多層状の機能的仕上げ処理を形成することとをさらに具備する前記全ての請求項のいずれか1に記載の方法。
【請求項18】
前記全ての請求項のいずれか1に従って、複数の液滴からなる第1の所定パターンで、基材の選択された領域に付着され、前記選択された領域で機能的特性を達成する、選択的に付着された仕上げ処理組成物を有する前記基材を具備する品質の向上した布地。
【請求項19】
請求項1乃至17のいずれか1の方法に従って、品質の向上した布地を作製するための装置。
【請求項20】
複数のノズルからなる配列を通過させて前記布地の基材を移動させるための搬送面をさらに具備し、前記基材は、前記搬送面と移動するために前記搬送面によって保持される請求項19に記載の装置。
【図1】

【図2】
【図2】
【公表番号】特表2008−534791(P2008−534791A)
【公表日】平成20年8月28日(2008.8.28)
【国際特許分類】
【出願番号】特願2008−502411(P2008−502411)
【出願日】平成18年3月22日(2006.3.22)
【国際出願番号】PCT/EP2006/060963
【国際公開番号】WO2006/100272
【国際公開日】平成18年9月28日(2006.9.28)
【出願人】(506094529)テン・ケイト・アドバンスト・テクスタイルス・ビー.ブイ. (7)
【Fターム(参考)】
【公表日】平成20年8月28日(2008.8.28)
【国際特許分類】
【出願日】平成18年3月22日(2006.3.22)
【国際出願番号】PCT/EP2006/060963
【国際公開番号】WO2006/100272
【国際公開日】平成18年9月28日(2006.9.28)
【出願人】(506094529)テン・ケイト・アドバンスト・テクスタイルス・ビー.ブイ. (7)
【Fターム(参考)】
[ Back to top ]