
布製品に難燃仕上げ処理を施す方法
一定の幅を有する布地の基材の連続的な供給を行うことと、布製品の幅に沿って複数のデジタル型ノズルの配列を設けることと、これらのノズルに難燃剤調合物を供給することと、これらのノズルから、難燃剤調合物を一連の液滴で選択的に分配して、基材上に所定の液滴パターンを付着させることとを備える、難燃仕上げ処理を施した布製品を作製する方法。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、布製品の品質を向上させるための処理に関するものである。特に、本発明は、難燃性布製品を作製するためのデジタル式手順と、これによって得られる難燃性布製品とに関するものである。
【背景技術】
【0002】
布地の作製は、伝統的に複数の異なった過程で行われる。このような作製は大まかに5つの段階、すなわち、材料繊維を作製すること、この材料繊維を紡績すること、布(例えば織布あるいは編布、房状材料あるいはフェルトおよび不織材料)を製造すること、この布の品質を向上させること、および最終製品を作製するかあるいは製造することに区別することができる。布の品質向上には、準備、脱色、漂白、染色(浸染および/または捺染)および仕上げ処理のような、複数の作業が含まれている。これらの作業は一般に、使用者によって望まれる外観と物理的および機能的な特性とを布地に付与するという目的を有する。
【0003】
浸染の間にわたり、布地の基材には通常、単一の純色が施される。浸染は、今日、布製品を染浴の中に浸すことによって行われ、この結果、布地は適切な色付き化学物質で飽和される。浸染および捺染の両方の間にわたり、主な目標はこの物質の色を変化させることである。従って、このことは、400乃至700nmの吸収性能を有する不変色のインクあるいは顔料の使用に特徴がある審美的効果である。
【0004】
仕上げ処理の主な目標は、布地の物理的および/または機械的な特性を変更するために補助化学物質を使用することである。これらの仕上げ処理技術は、最終製品の性質を改善しかつ/または最終製品へ性質を加えることを意味している。以下では、染色と仕上げ処理とは区別される。必要であれば、仕上げ処理は、吸収性能が400乃至700nmの間にあるというだけの理由で基材へ適用される粒子の付着を伴う処理を排除するということを理解されたい。
【0005】
布地のコーティングは、仕上げ処理の比較的重要な技術の1つであり、また、結果として生じる製品へさまざまな特定の特性を付与するために使用されることができる。これは、基材を不燃性あるいは防炎性、撥水性、撥油性、しわなし性、防縮性、防腐性、非滑り性、折り曲げ保持性、帯電防止性などにするために使用することができる。布地のコーティングには、布地の基材の表面へ例えば適切な化学物質の薄い層を適用することが伴う。このコーティングは布地の基材あるいは下にある他の層を保護するために役立つことがある。これを、また、基部あるいはすぐ下の層のための「下塗り部(primer)」として使用することもでき、または所望の特別な効果を達成するために使用することもできる。
【0006】
溶媒あるいは水に基づくコーティングを適用するための通常の技術は、いわゆる「ナイフオーバーローラ」型スクリーンコーター、「浸漬」型スクリーンコーターおよび「リバースローラ」型スクリーンコーターである。水中におけるポリマー物質の溶液、懸濁液あるいは分散液は通常、布へ塗布され、続いて、過剰なコーティングはその後、掻き落とされる。このような手順が効果的になるためには、前記コーティング調合物が、非常に粘性の高いペースト状でなければならない。多くの機能性において、これらの機能性に悪影響を及ぼさずに前記調合物をこのような粘性状態にすることは不可能である。これは、増粘剤が、前記機能性化学物質に非相溶性であることに起因する可能性がある。
【0007】
布地の仕上げ処理のために採用されることのあるさらに別の手順は、フーラーディング(foularding)のような浸漬技術あるいは浴技術の使用することである。布地は適用される機能的組成物が含有されている水溶液の中に充分浸漬される。その後の乾燥、固着および圧縮(condensation)の反復するサイクルが、この作業を遂行するために必要である。これによって、資源、とりわけ水およびエネルギーのかなり用いられる。一般に、このような技術のために使用される溶液、懸濁液あるいは分散液は、低い濃度の所望の機能的組成物を有する。
【0008】
東レ工業株式会社(Toray Industries)の未審査日本特許出願である特開昭61−152874号では、布地シートを機能的組成物で点の形態に含浸させることが示唆された。抗生物質、吸湿剤、撥水剤、帯電防止剤、紫外線吸収剤、赤外線吸収剤、蛍光増白剤、膨潤剤、溶剤、鹸化剤、脆化剤、無機顆粒剤、金属顆粒剤、磁性材料、難燃剤、抵抗材料、酸化剤、還元剤、香料などが含まれるさまざまな機能的組成物が示唆されている。この文献には、伝統的なフォトグラビアロール・スクリーン・プリント法では、あまりに大きすぎることもある点のパターンが作製され、一方、吹き付け技術では、付着した製品の点の大きさや品質を調整することが困難であることが示されている。この文献では、布地を機能的組成物に点の形態で含浸させることが提案されており、ここで、点の平均直径は30乃至500ミクロンであり、また、点が占める区域の比率は3乃至95%である。この文献では、インクジェットプリント技術の使用が示唆されているが、同文献では、また、特に伝統的なコーティング組成物の高い粘度のために、従来のインクジェット装置は不適切であると認識されている。この文献は、主として、識別可能な液滴構造を維持すること、および、液滴が連続してともに流れるのを防止することに関するものである。さらにまた、この文献によると、溶液の使用に関する例が設けられているが、分散液あるいは懸濁液におけるインクジェット付着の問題には対処できていない。
【0009】
グラフィックイメージを提供するためのさまざまな型のインクジェットプリンタが広く知られている。このようなプリンタは、オフィスあるいは家庭で使用されるようなデスクトップ型インクジェットプリンタであってもよく、また、染料を包含している水性インクの小さい液滴(20pL未満)を用いて特定の種類の紙基材(プリント用紙)の上にプリントするために広く使用されている。一般に、工業的なインクジェットプリンタは、グラフィックイメージあるいは日付/バッチのコードを製品の上にプリントするためにもまた存在しており、これらのプリンタは典型的には、染料・顔料を包含している溶剤性インクを用いて無孔性基材の上にプリントする。しかしながら、このような調合物は、とりわけ耐変色性がないために、大部分の布地に適用するには適していない。インクジェット技術を用いて布地の上にプリントするためには、布製品はこれまで、インク液滴が適用されるコーティングで前処理されてきた。品質を向上させる目的のためには、現在用いられている大部分のコーティング組成物および仕上げ処理組成物は、インクジェット技術を使用する付着については適していない。大きい液滴を作る工業的なインクジェットプリンタおよびノズルは、一般に溶剤性着色インクで使用するために設計されている。さらにまた、噴射することのできる液滴容積は、きわめて少ない50pLの程度であり、布地の仕上げ処理のためにはほとんど不充分であって、この場合には布の中へのかなりの浸透が必要である。典型的な仕上げ処理用調合物は、大部分が水性であり、また、一般に、ノズルの目詰まりを引き起こすおそれのある粒子径を有する。気泡発生、跳ね飛びおよび外皮形成に関するさらに別の問題に直面した。100KHzまで連続的に作動する多数のノズルで稼働するときには、信頼性および故障なし作業が最も重要である。特開昭61−152874号では、従来のインクジェット装置は仕上げ処理組成物を適用するためには適していないということを指摘しているものの、これをどのようにして改善するかについての教示を提供していない。
【0010】
いくつかの仕上げ処理技術は、その効果を達成するために、実質的に連続的でかつ完全な被覆を必要としている。完全な被覆を必要とする1つの機能性は、難燃性である。ここで、着心地の良さや風合いのような布地の他の品質に有害であり得る、布地の基材上への難燃剤調合物の過剰な付着は避けながら、布製品が完全に保護されるよう確実に行うことが大切である。多くの商業的な布製品には、局所的な火事の際に、布地材料を介してこのような災害が拡散することを防止するために、防炎性および難燃性を有しているように法的に要求されている。しかしながら、通常このような製品の作製に用いられる繊維の多くは、そのもの自体では煙りまたは火炎を抑制しない。繊維性物質の選択は、たびたび、強い熱に対するこれらの繊維の反応についての配慮に先立って、繊維の柔らかさ、耐久性または柔軟性を基準にして行われる。例えば、ポリ乳酸(PLA)繊維は、これらを含む布地に柔らかくて柔軟な表面を提供することが知られているが、発火しやすいものとされている。逆に、特定の繊維、特にナイロン繊維は、火炎または燃焼をそんなに容易に維持させないものと知られている。しかしながら、これらの繊維は溶融されることがあり、このことは、布地の支持層としてよく含まれるポリ塩化ビニルのような、布地に含まれたある補助物質が発火するようにさせる。
【0011】
繊維の通常的な使用期間の間における繊維の性能を改良するための必要性により、布地の仕上げ処理中に繊維に適用される、いくつの種類の耐久性難燃剤が開発されている。通常、これらには、布地の機能性を損することなく、繊維に結合したり、繊維をコーティングするように意図された化学的調合物が含まれる。代替としては、前記難燃剤は、布地の中で熱源または火炎源に最も露出されやすい層全体に分布される、2種の膨張性粒子のうちの1つを含むこともできる。このような露出時に、前記粒子の第1の類型は、溶け込んで融解され、炭化されて、布地の内部層を保護する不活性コーティング層を形成する。代替として、膨張性粒子は、加熱時に膨脹した後、この粒子から布地へ逃げ出て、難燃性を発現する不活性ガスをカプセル化するように考案されてもよい。
【0012】
上述したように、液状難燃剤を適用するために用いられる従来の技術は、典型的に、布製品を関連化合物に含浸させるか、あるいは飽和させることを備える。米国特許出願第2002/115750号(Ghassan)には、布地繊維が、リン酸モノアンモニウム、リン酸ジアンモニウム、および金属水酸化物の等モル水溶液で飽和される過程が記載されている。この飽和された製品は、引き続き、乾燥されて、改質した接着剤との混合が行われ、マットに形成された後、高圧にて処理される。この飽和技術の使用は、必ず製品全体に適用しなければならないため、制限的である。例えば、前記化合物は、製品の最外郭表面を選択的に飽和させることはできない。従って、製品の全体または一部に他の機能的物性を付与することは、布地の難燃性部を補うために、布地に追加の物質または層を付加しなければならない必要があり得る。また、上述した過程は、いくつかの本質的に異なる工程を備えるため、工程が連続的に行われないようになっている。さらに、接着剤が容易に、または一様に適用されないこともある製品を想定しやすいので、前記過程の普遍性に対する疑問を感じざるを得ない。
【0013】
国際公開公報第2004/053223号(ダウ・グローバル・テクノロジー社(Dow Global Technologies Inc.))には、含浸の代替として、水性ポリウレタン剤型を泡沫化することと、この泡沫を布地の基材に適用することと、この泡沫を乾燥し、高密度発泡体に製造することとを備える代替例について記載されている。前記乾燥工程は、ポリウレタンの曝気(または空胞化)の性質および程度を変化させるはずであるが、これが繊維内において一様に起こることができるとは想像し難い。このように、仕上げ処理された製品において、難燃性に変動を生成させることもあり得る。
【0014】
国際公開公報第2003/044266号には、製品の上部表面内に膨張性粒子をコーティングするか、噴射するか、あるいは振りかける方法において、前記粒子が過剰の熱に露出されるとき、化炭層を形成することにより作用する方法について記載されている。この効果の作用は、連続的な化炭層の提供に依存する。理論的に、これは、前記膨張性粒子の精密な位置設定により、あるいは、前記物質を前記粒子で飽和させることにより達成される。この先行技術文献の方法は飽和方法論を活用しており、必ず、採用される化学物質の量が、布地の構造的物性、特に布地の重量および柔軟性に影響を与えるという仮定を伴う。使用される吹き付け手順は、本質的に多少不正確であるため、適用される化学物質の量を低減すると、コーティングされない基材の好ましくない領域が発生するようになる。
【発明の開示】
【発明が解決しようとする課題】
【0015】
従って、当分野では、難燃剤または防炎剤調合物が、高い精度で被覆されながら、製品内に特定の浸透深みで布地に含まれ得るようにする、布製品の仕上げ処理方法に対する要求がある。また当分野では、布地が熱源または火炎に露出されるときに連続的な化炭層の形成を可能とするが、過剰量の調合物を使用したり、飽和方法論を使用する必要のない、膨張性粒子の高精度の位置設定方法に対する要求がある。さらに、インクジェット付着技術を用いて正確かつ成功的に適用することができ、乾燥時には、布地に引化性残留物を残さない調合物に対する要求がある。
【課題を解決するための手段】
【0016】
本発明によると、一定の幅を有する布地の基材の連続的な供給を行うことと、前記幅に沿って複数のデジタル型ノズルからなる配列を設けることと、前記ノズルに難燃剤調合物を供給することと、前記難燃剤調合物を、前記ノズルから所定の液滴パターンで選択的に分配して、有効な引火性残留物なく、前記製品の実質的に完全な被覆を行うこととを有する難燃仕上げ処理を有する布製品を作製する方法が提供される。
【0017】
「布地」という用語は、本明細書において、一般的な任意の基材に対して、あるいはより具体的に、中でも布製旗やテント布などの、ペインティング、コーティング、および/または仕上げ処理(および捺染)の作業を行うことができる任意の布に対して使用される。この用語は、紙および段ボールを含むことを意図しない。このような繊維製品は、時には布地として言及されるが、これらが実質的に一定の2次元形態を維持するようにして、内部で連結されている。これらが第3の次元において可撓性があっても、これらは一般には、真の布地において内在的であるように、繊維層の平面の内部で伸びたり曲がったりする自由のないものである。好ましいのは、布地の基材は、長さが100メートルより大きく、また、1メートルより大きい幅を有するロールなどに供給されることである。木綿および処理ずみセルロース系繊維が好ましい。
【0018】
本明細書では、「調合物」という用語は、水溶液、水溶性分散液、有機溶液、有機分散液、硬化型液体混合物、および活性構成成分を含む溶融化合物を包含している。本発明の重要な利点によれば、調合物は基材と反応しないものであってもよい。このように、調合物は、そうでない場合よりも多様な布地へ適用することができる。
【0019】
「難燃剤」という用語は、本明細書において、布地物質を介した火炎の拡散の阻害または防止を意味する用語として使用される。また、この用語は、熱源に露出されるとき、布地内における煙の形成の抑制を含むよう意図されている。同様に、不燃布は、発火源の除去後に、過剰の火炎、残余炎または煤煙なく、それ自体で消火するものとして扱いされる。この不燃布は、例えば、ISO15025:2000(E)およびNEN−EN532試験の基準を満たす物質を含むよう意図されている。
【0020】
「デジタル型ノズル」という用語は、デジタル信号に応じて規定された液滴を薬剤の供給部から放出するとともに、規定されかつ調整することのできる位置でこの液滴を付着させるための装置に言及することを目的としている。この用語には、連続流(コンティニュアス)の原理およびドロップ・オン・デマンドの原理の両方で作動するインクジェット印字ヘッドが含まれる。この用語はまた、ピエゾ型およびサーマル型のインクジェットヘッドの両方を含むとともに、デジタル型液滴付着を行うことのできるバルブジェットのような他の同等な装置を含む。デジタル型ノズルは一般に、グラフィックプリントの分野の当業者に広く知られている。本発明のノズルは10乃至200ミクロンの、好ましくは50乃至150ミクロンの、最も好ましくは約100ミクロンの射出口径を有すると考えられる。
【0021】
仕上げ処理調合物の選択的な分配の長所は、要求時点においての伝達可能性を提供し、大事なのは、非常に精度の高い投与量およびノズルの制御が可能となるため、きわめて均一な仕上げ処理調合物の層を適用することが可能となることである。デジタル型ノズルは、わずか+/−10ミクロンの定置誤差内に、基材上に非常に正確に液滴を位置させることができる。このような定置の正確性により、最小量の仕上げ処理調合物が適用されるときであっても、被覆されない領域を有する基材を作製する可能性が実質的に除去される。それにもかかわらず、パターン化された表面を形成する能力は、所望の場合に、製品が発揮するようになる性能によって、布地の異なる部分に異なるレベルの難燃性が付与されるという点で非常に有利である。
【0022】
デジタル型ノズルからの調合物の噴射は、布地内への調合物の浸透を制御するように、付加的に正確に制御されてもよい。好ましい実施形態によると、この調合物は、基材の片面のみの上に、また前記調合物が基材の厚さの1/2に達する最大深さで前記基材に浸透するように分配される。これは、布地の基材の片面だけを処理することにより、もう1つの面には、基材の本来物性および/または機能性をより一層うまく維持することを可能にする。
【0023】
本発明の重要な一態様によると、布地の基材を複数のノズルからなる配列を越えて移動させるための搬送面が設けられ、前記基材は、この搬送面によって前記ノズルとの移動のために保持される。布地が伸び、あるいは変形する能力のため、このような搬送面の使用により、前記基材が平らに保持され、工程中に関係のある移動が起こらないように保障することもできる。機械誤差およびステージ誤差が定置誤差に寄与する恐れがあるため、扁平な基材は、隔離距離を減少させ、軌道誤差の影響を減らすことができる。前記搬送面は、コンベヤベルトの形態であってもよく、ここに基材が、例えば剥離性接着剤により、あるいは真空により一時的に固定される。代わりに、前記搬送面は、布が固定されることになる形状保持担体層、例えば、支持フィルムであってもよい。このような配置内で、前記布地の基材は、仕上げ処理調合物の液滴が正方形マトリックスまたは他の制御された形態で付着され得る、平坦な画素化されたスクリーンと類似のものと見なすことができる。
【0024】
前記装置のノズルは、好ましくは固定された位置を有し、布地がノズルに沿って案内される。このような方式により、ノズルが動く基材を横切るように求められる吹き付けシステムに比べ、布地の搬送が実質的により速い速度で達成可能となる。より好ましくは、前記ノズルの配列がノズルの平行な列として設けられ、このような配置は、布地の基材が前記列の下方に位置するか、移動することによって、効果的な被覆が可能となるようにする。調合物の分配が、それぞれの列によって、あるいは各列のそれぞれのノズルによって行われる必要はない。同様に、それぞれの列および/または構成ノズルは、異なる時間に調合物を分配するように使用されてもよい。
【0025】
デジタル型ノズルからの物質の分配、特に連続流の条件下においてのこのような分配は、高せん断技術であり、せん断に安定的でない物質は、ノズルまたは印字ヘッド内で分解され、これを閉塞させる恐れがある。従って、これは、特に担体の粘度の観点から、調合物を制限する。せん断濃化流体は、避けなければならない。本発明によると、調合物がブルックフィールド(Brookfield)粘度計で測定したところ、25センチポイズ未満の粘度を有することが好ましいが、通常10℃乃至60℃である動作温度において、3センチポイズより大きいことが好ましい。
【0026】
粘度の物性に関しては、液滴の表面張力がノズル内部の流体の濡れを制御する。表面張力が高すぎると、調合物は、ノズルの内部表面を適切に濡らすことができず、液滴の信頼性のある放出を妨げるエアーポケットを残すようになる。表面張力が低すぎると、ノズル孔においてメニスカスが適切に形成されず、調合物がノズル孔から自発的に流れるようになる。従って、前記ノズルから分配された液滴は、20乃至50dyne/cm、より好ましくは25乃至40dyne/cmの範囲の表面張力を有することが好ましい。
【0027】
溶液および分散液については、これらの固形分含有量が、デジタル型ノズルから液滴を噴射すること、その後に効果的な付着を達成するために分裂させることの両方に必要な圧力を部分的に決定する。前記固形分は、液滴を噴射することに用いられる圧力パルスを緩衝する作用をする。しかしながら、逆に、高い固形分含有量は、調合物から活性構成成分を放出させることに必要な乾燥または他の後処理の量を制限するはずであるため、高い固形分含有量を有することも有利である。従って、前記調合物は、2%より多く、より好ましくは5%より多く、最も好ましくは15%より多くの残留固形分含有量を有するように提供されることが好ましい。
【0028】
調合物の固形分含有量の物性に関連しているのは、このような固形分の粒子の大きさ、すなわち、任意結晶構造、ポリマーミセルまたはナノ粒子の寸法である。インクジェットノズルは非常に小さいため、調合物中に混入することができ、ノズル孔の細孔を通過することができる最大粒子の寸法が存在する。この最大粒子の寸法は、過密効果(crowding effect)のためにノズル径よりも実質的にもっと小さい。従って、本発明では、調合物のいずれの粒子も5ミクロン未満、より好ましくは2ミクロン未満、最も好ましくは0.5ミクロン未満の粒子径を有することが好ましい。このような観点から、最も意味のあることは、調合物が一貫した品質を有することである。従って、与えられた直径よりもっと小さな粒子の寸法に対して述べられる時、D99直径またはそれ以上のものを意味するように意図される。調合物はまた、容易に凝集あるいは沈降しないことが必要である。これは、組成物が、長期間の使用中に、または正常的な使用の中でインクジェット装置が作動を休んでいる場合に、与えられた数値よりももっと大きい粒子を形成しないことを意味するよう意図されている。多くの組成物が、例えば長期間の保管中に沈降物を形成し得るが、これは、適切な混合処理によって克服可能であることを理解しなければならない。
【0029】
本出願の方法は、要求されたときに調合物の各液滴を提供することにより行うことができると予想されるが、印字ヘッドは、コンティニュアスインクジェットタイプであって、機能性調合物が、連続的インクジェット流の付着によって付着されることが好ましい。上記の連続流方法では、ポンプまたは他の圧力供給源が薬剤の定流を、1つ以上の非常に小さいノズル出口に移送する。励振機構の影響下で、このような噴射物は、同一の大きさの液滴の一定流へ分裂される。1つ以上の薬剤の吐出物は、このような出口を介して射出される。最もよく使用される励振器は圧電結晶であるが、他の形態の励振あるいはキャビテーションを使用することもできる。生成された複数の液滴からなる一定流から、特定の液滴だけが、布地の基材への塗布のために選定される。この目的のために、これらの液滴は帯電されるかあるいは放電される。CIJにおいては、布地に液滴を分布させるための2つの変形例、すなわち、バイナリCIJと多重偏向(multi-deflection)CIJとがある。バイナリCIJ法によれば、液滴は帯電されるか、帯電されない。帯電された液滴は、印字ヘッドで電界を通過するため偏向される。具体的なバイナリCIJプリンタの構成に左右されるが、帯電された液滴は上記基材へ導かれ、一方、帯電されない液滴は印字ヘッドのガター内に回収されて再循環されるか、あるいは逆の処理を受ける。多重偏向法として知られたより好ましい方法によれば、液滴は、一定の電界を通過する前に可変に帯電させることにより、あるいは逆に、これら液滴が可変な電界を通過する前に一定に帯電させることにより、上記基材へ塗布される。液滴の電荷/電界の相互作用の程度を変化させることが可能なことは、これら液滴が受ける偏向の度合い(従って、基材におけるこれらの位置)を変更することができることを意味し、それゆえ「多重偏向(multi-deflection)」である。帯電していない滴りは、印字ヘッドのガターにより回収されて再循環される。より具体的には、本方法は、
調合物をほぼ連続流で前記複数のノズルへ送給することと、
ノズル中の連続流を分裂させ、それぞれの液滴を形成する一方、同時に前記液滴を帯電するために必要とされるような電界を印加することと、
第2の電界を印加し、前記液滴を偏向させてこれら液滴が布製品の適切な箇所で付着されるようにすることとを有する。
【0030】
本方法を用いると、偏向および異なる液滴が基材に付着されるようになる最終位置を細かく調整することができる。
【0031】
コンティニュアスインクジェット法を用いることによって、1ジェット1秒当たり、64,000乃至125,000個の液滴を生成することが可能になる。この多数の液滴および衣類の幅全体にわたる多数の相互に隣接したヘッドによって、比較的高い生産性が得られる。すなわち、高いスプレー速度を考慮すると、この技術を使用して、原則として毎分約20メートルという生産速度をさらに実現することができ、また、ノズルに関連するタンクの小さい容積を考慮すると、きわめて短い時間内に仕上げ処理様式を実現することができる。しかしながら、使用される仕上げ処理組成物が液滴を帯電させることを可能とする伝導率を有し、これら液滴を電界により偏向することができることは、コンティニュアスインクジェット法の必要条件である。従って、難燃剤調合物は、500μS/cmより大きい導電率を有することが好ましい。
【0032】
通常、難燃剤調合物は、水性担体中の溶液または分散液として提供される。本実施形態では、調合物のpHが、流体中の構成成分の溶解度または分散安定性に影響を及ぼすことになる。pHの範囲は、腐食に対するデジタル型ノズルの耐性によって制限されてもよいが、本明細書においては、調合物が、4乃至10、より好ましくは5乃至7.5の範囲のpHを有することが好ましい。
【0033】
選択された難燃剤調合物の決定された物性に基づいて、液滴は、基材表面にぶつかって、恐らく浸透するときに、所定の直径、好ましくは120乃至500ミクロンの画素を形成する。
【0034】
好ましい実施形態によると、個々のノズルは、例えばコンピュータによって提供される中央制御から指示を受ける。このコンピュータは、好ましくは、最適な印字ヘッド作動条件を確立し、液滴の形成の品質を確認することに用いられる、液滴および位置の可視化システムを採用することができる。
【0035】
本発明によると、i)好ましくは、膨張性粒子、遊離ハロゲン(halogen free)有機塩類、有機リン化合物類、リン酸アンモニウム、2リン酸アンモニウムおよびポリウレタン樹脂からなるグループより選択される1乃至30重量%の難燃剤と;ii)50乃至95重量%の水と;および、場合によって、iii)補助溶媒(co-solvent)、保湿剤、消泡剤、粘度調節剤、導電剤、界面活性剤、殺生物剤、pH調整剤、腐食防止剤、および湿潤剤からなるグループから選択される少なくとも1つの構成成分を有するデジタル型液滴付着によって布地の基材へ塗布するための難燃剤調合物がさらに提供される。本文脈において、1乃至30重量%という難燃剤の数値は、活性構成成分が既に水または他の付加的構成成分と組み合わされた調合物として商業的に供給される場合でも、活性構成成分の量を指すよう意図されている。
【0036】
本発明のさらに他の実施形態によると、難燃剤調合物のデジタル型付着によって実質的に連続的な難燃仕上げ処理が施される布地の基材が提供される。
【0037】
前記難燃仕上げ処理は、前記基材に直接適用されてもよい。しかしながら、本発明によって仕上げ処理される布製品は、前処理を行うことが好ましい。当業者であれば、仕上げ処理の前に布地に加えられ得る前処理工程は数えきれないほど多く、採択されるべき適切な工程は、布地内の繊維の種類および織物構造に依存することが理解できるだろう。しかしながら、本発明では、布製品の前処理に、布地の漂白、蛍光増白(optically whitening)、ペインティング、捺染およびコーティングからなる群より選択される少なくとも1つの加工工程が含まれることが好ましい。前処理が必要な場合には、そこに使用される化学薬剤が第1の配列のノズルの前に配置された第2の、あるいは追加的なノズルの配列によって基材に塗布されることがさらに好ましい。布地の前処理は、機能的な前処理と工程前処理に分かれてもよい。機能的な前処理は、布地に付加的な機能性を付与する工程である。工程の前処理は、難燃剤のデジタル型付着の工程段階を効果的に行うために、付加的に必要であるか要望されてもよい工程である。本発明の重要な一態様によると、通常的に仕上げ処理された布地に前処理を行うことに使用される工程以外に、そしてその前には、いずれの付加的な工程前処理を必要としないようになる。
【0038】
同時に、難燃仕上げ処理が適用された後、仕上げ処理された基材には後処理が加えられてもよい。好ましくは、この後処理には、少なくとも基材の乾燥工程が含まれる。追加的な後処理工程は、当業者にとっては自明であり、例えば、UV放射線または熱処理を利用した硬化が挙げられる。難燃仕上げ処理の上に、より磨耗され難く、向上した耐久性の仕上げ処理を施すために、第2の、あるいは追加的なノズルの列を用いて1つ以上の追加的層が上塗り処理されてもよいと考えられる。
【0039】
前記基材への塗布のための仕上げ処理調合物は、好ましくは、膨張性粒子、遊離ハロゲン有機塩類、有機リン化合物、リン酸アンモニウムおよび2リン酸アンモニウムからなるグループより選択される難燃剤を含む。最も好ましくは、この難燃剤は、遊離ハロゲン有機塩類を含む。立証済みの優れた吐出性を持つ、好ましい一例の有機りん−窒素化合物は、トール(THOR)社から入手可能なフラメンチン(Flammentin)KRE(登録商標)である。
【0040】
上述した調合物は、好ましくは水溶液中に担持される。デジタル型付着による効果的な適用を達成するためには、前記薬剤または担体が、下記表に示されたように調製されることが好ましく、読者は、下記表において一部の化合物は選択的であるという点に留意しなければならない。調合物が液滴の粘度および導電率をほとんど決定することから、採用される正確な調合物は、採用される液滴付着の方式によって異なるものとなる。例えば、ドロップ・オン・デマンド方式による液滴の付着は、コンティニュアスインクジェット方式に比べ、前記調合物に遥かに低いせん断が加えられるようになる。
【0041】
表1は、それぞれの規定された液滴適用技術における水性溶液または水性分散液中での用途のための調合物の好ましい構成成分の範囲を示している。
【0042】
活性構成成分の水中溶液または水溶性分散液は、好ましくは、化合物中の無機イオンの影響を制限するために脱イオン水を媒体とする。
【0043】
補助溶媒は、活性構成成分の溶解度および活性構成成分の導電剤との相容性(これらの物質間の非相容性は、調合剤でよくある問題である)を改善するために、必要な場合もある。通常、補助溶媒は、活性構成成分の担体として作用した後、基材の表面から蒸発することができる低沸点液体である。エタノール、メタノールおよび2−プロパノールからなる群より選択される補助溶媒を使用することが好ましい。
【表1】
【0044】
保湿剤は、通常、吐出物が活性でない場合に、ノズルのクラスト化を防止するために使用される、低揮発性でかつ高沸点の液体である。好ましくは、この保湿剤は、多価アルコール、グリコール、特に、ポリエチレングリコール(PEG)、グリセロール、n−メチルピロリドン(NMP)からなるグループより選択される。特定の調合物においては、5%を超える保湿剤が使用されているように見えることがあるが、実際には、同一物質が粘度調整剤としても存在している場合である。
【0045】
粘度調節剤または複合結合剤は、液滴形成および分裂の過程を制御するため、インクジェットプリントの信頼性および品質においてきわめて重要な組成物である。好ましい粘度調節剤には、ポリビニルピロリドン(PVP)、ポリエチレンオキシド、ポリエチレングリコール(PEG)、ポリプロピレングリコール、アクリル類(acrylics)、スチレンアクリル類(styrene acrylics)、ポリエチレンイミン(PEI)、ポリアクリル酸(PAA)が含まれる。K−30重量級PVPが、低い細菌感受性および非イオン性性質のため、特に有用であることが明らかになった。
【0046】
導電率は、CIJにおいて、液滴を帯電させ、従って偏向させるために必要であり、導電剤は、インク中の元々の導電率が不十分であるときに使用される。導電剤は、調合物の他の構成成分との相溶性を有し、しかも腐食を助長しないものを選択しなければならない。このような観点から適切な公知の導電剤には、硝酸リチウム、チオシアン酸カリウム、ジメチルアミン塩酸塩、チオフェン系物質、例えば、3,4−エチレンジオキシチオフェン(EDT)およびポリエチレンチオフェンを含むポリチオフェンまたはチオフェン共重合体が含まれる。チオシアン酸カリウムが、目的の導電率を達成するために必要とされる量が比較的少ないため、吐出目的のために特に有用であることが分かった。
【0047】
界面活性剤は、通常、調合物の発泡を減少させるとともに溶解ガスを解放したり、あるいは液滴の表面張力を低下させたりすることで濡れを向上するために含まれる。本発明の難燃仕上げ処理調合物において好ましい界面活性剤には、サーフィノール(Surfynol)DF75(登録商標)、サーフィノール104E(登録商標)、ダイノール(Dynol)604(登録商標)(以上、すべてエアー・プロダクツ社(Air Products)から入手可能)、およびゾニール(Zonyl)FSA(登録商標)(デュ・ポン社(Du Pont)から入手可能)が含まれる。BYK022(登録商標)(ビーワイケー・ケミー社(BYK Chemie)から入手可能)およびレスプミット(Respumit)S(登録商標)(ベイヤー社(Bayer)から入手可能)は、ともにシリコーン系消泡剤であり、吐出目的のためにきわめて効果的であるものと判明された。
【0048】
脱ガス剤は、溶解した酸素を除去するシクロヘキサノンオキシムのような酸素補集剤、またはガスが流体から解放され、再吸収されないように促進する作用をするサーフィノール(Surfynol)DF75(登録商標)(エアー・プロダクツ社(Air Products)から入手可能)のようなガス解放剤であってもよい。これらは、好ましくは、吐出(特に高噴射周波数での吐出)中により容易にガスを吸収し、かつ解放するような高表面張力流体において使用される。
【0049】
pH調整剤は、調合物の固形分を溶解することができる(あるいは安定的に分散される)pHに維持するために使用されるが、典型的には、これがpH>7であるため、大抵の場合にアルカリ性である。好ましいpH調整剤は、アンモニア、モルホリン、ジエタノールアミン、トリエタノールアミンおよび酢酸を含む。
【0050】
腐食抑制剤は、流体中に存在している望ましくないイオン(通常、活性構成成分に由来する不純物としてのイオン)がプリンタの腐食を引き起こすのを防止するために使用される。本明細書における好ましい腐食防止剤は、トリルトリアゾール(tolytriazole)またはエチレンジアミンテトラ酢酸(EDTA)を備える。
【0051】
湿潤剤は、デジタル型ノズルの内部キャピラリ上の流体の表面湿潤を改善するために用いられる。好ましい湿潤剤には、アセチリン性ジオールが挙げられる。界面活性剤および補助溶媒もまた、湿潤剤として作用してもよい。
【0052】
上記言及した薬剤の他にも、難燃剤調合物は、場合によって分散剤および/または浸透剤を含んでもよい。
【0053】
本発明の好ましい実施形態によると、前記仕上げ処理調合物には、殺生物剤がさらに含まれる。多くの水溶性分散液および乳液は、黄色ブドウ状球菌(Staphylococcus Aureus)、腸チフス菌(Salmonella typhosa)、肺炎桿菌(Klebsiella pneumoniae)、枯草菌(Bacillus subtilis)、大腸菌(Escherichia coli)、プロテウス・ブルガリス(Proteus vulgaris)、緑膿菌(Pseudomonasaeruginosa)、リゾプス・ストロニパー(Rhizopus stolonifer)、アスペルギルス・ペニシロイデ(Aspergillus penicilloides)、黒色アスペルギルス(Aspergillus niger)、アルテマリア・ラジシナ(Altemaria radicina)、および毛瘡白癬菌(Trichophyton mentagrophytes)のようなバクテリアと真菌の増殖により、保管および使用中に大きく損傷される恐れがある。殺生物剤を含むことで、このような生物体による劣化を防止したり、減少させることができる。本明細書において使用された、殺生物剤という用語は、昆虫またはその幼虫を防除したり、あるいは殺菌剤、殺真菌剤または殺ウイルス剤として作用するように意図された化学物質を指す。制御して、さらに効果的に殺生物剤を分布させることで、これは、布地の仕上げ処理工程の前、途中および後において、微生物の影響を限定するような作用をする。
【0054】
このような生物体に対して選択的であるいずれの殺生物剤でも、本発明において含有するために適していると予想されるが、用いられる殺生物剤が、イソチアゾリノン類、アルデヒド類、ジアシルヒドラジン、トリアジン類、第4アンモニウム化合物類、ヒドロキシメチルウレイド誘導体、エーテルアミン類、エーテルニトリル類、ヒダントイン類、アルキルメタトルアミド類、アルキフタレート類、クロロニコチニル化合物類、n−メチルカルバメート類、有機塩素化合物類、有機リン化合物類、フェロモン類、ピラゾル類、ピレスロイド類、ハロゲン化フェノール類、アゾール類、ベンジニジアゾール類、カルボキサミド類、ジカルボキサミド類、ジチオカルバメート類および置換ベンゼン類からなる群より選択されることが好ましい。より好ましくは、前記殺生物剤は、N−N−ジエチルメタトルアミド(DEET)、3−ブロモ−1−クロロ−5,5−ジメチル−2,4−イミダゾリンジオン(BCDMH)、5−クロロ−2−メチルイソチアゾール−3−オン(CMI)、2−メチル−2,3−ジヒドロイソチアゾール−3−オン(MI)、1,2−ベンズイソチアゾリン−3−オン、1,3−ジクロロ−5,5−ジメチルヒダントイン(DCDMH)、1,3−ジブロモ−5,5−ジメチルヒダントイン(DBDMH)、2,2−ジブロモ−2−ニトロエタノール(DBNE)、テトラデシルジメチルアンモニウムブロミド、テトラデシルジメチルベンジルアンモニウムブロミドからなる群より選択される。殺生物剤の選択および使用は、規制的要件を受ける。この目的においては、1,2−ベンズイソチアゾリン−3−オンが特に適切であることが分かった。
【発明を実施するための最良の形態】
【0055】
本発明のさらに別の利点、特徴および細部は、本発明の好ましい実施形態についての以下の記載に基づいて明らかになる。参照は添付図面の説明に関して行われる。
【0056】
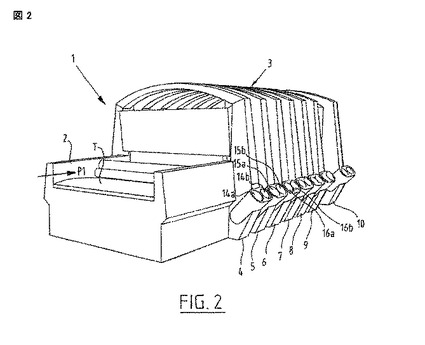
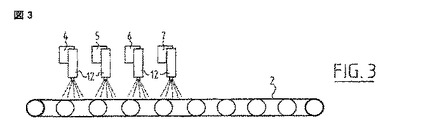
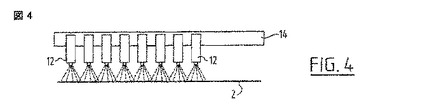
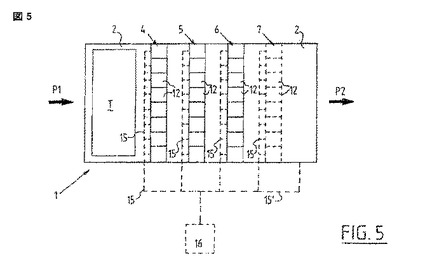
以下は、ほんの一例として、図面を参照して与えられた、本発明のある実施形態の説明である。図2乃至図6を参照すると、本発明の好ましい実施形態による布地仕上げ処理装置1を示されている。布地仕上げ処理装置1は、電気モータ(図示省略)を用いて駆動されるエンドレスコンベヤベルト2から形成されている。コンベヤベルト2には、布製品Tを配置することができ、この布製品Tは、前記布地が、複数の作業を受けることができるハウジング3に沿って、矢印P1の方向へ搬送されることができる。最終的に、布地は、後処理のために矢印P2(図4に示されているように)の方向に排出される。多くのノズル12がハウジング3内に配列されている。これらのノズルは、連続的に配列された複数の平行ビーム4、5、6、7に配列されている。第1の列4、第2の列5、第3の列6などがこのように形成されている。列の数を変えることができ(図5に点線で表される)、多くの要因の中でも目的の作業の回数に依存する。1列当たりのノズルの個数もまた変えることができ、とりわけ、布地に適用される任意のデザインの所望の解像度に依存する。特に好ましい一実施形態では、前記ビームの実効的な幅は約1mであり、このビームには、固定されて配置された約29個のスプレイヘッドが設けられ、それらは、各ヘッド当たり直径50μmのノズルを約8個有している。ノズル12の各々は、仕上げ処理調合物の液滴のジェットを、少なくとも1つ発生させることができる。
【0057】
好ましいコンティニュアスインクジェット法では、ポンプが、インクの定流を1つ以上の非常に小さいノズルを通じて移送する。1つ以上のインク吐出物であるインクジェットは、これらの孔を通じて射出される。励振機構の影響下で、このようなインクジェットは同一の大きさの液滴からなる定流へ分裂される。最もよく使用される励振装置は圧電型結晶である。生成された液滴の定流からは、特定の液滴だけが布地の基材への塗布のために選択される。このような目的のために、液滴は、帯電されるか、あるいは放電される。帯電されていない液滴は偏向されず、回収器すなわちガターによって回収される。帯電された液滴は、電場を介して基材の方へ導かれ、この結果、異なる液滴が基材に付着する最終位置を調整することができるように電荷または電場が変化される。図2では、液滴が、基材の移動方向に偏向されるものと示されているが、この偏向は、横断方向にも生じることができることを理解しなければならない。
【0058】
図5には、異なるノズル12がネットワーク15により、例えば、マイクロ制御器またはコンピュータを備える中央制御ユニット16に(電気的にまたは無線で)接続されていることが点線で示されている。コンベヤベルト2の駆動部もまた、ネットワーク15を介して前記制御ユニットに接続されている。前記制御ユニットは、この場合、必要によって前記駆動部および個別のノズルを作動させる。
【0059】
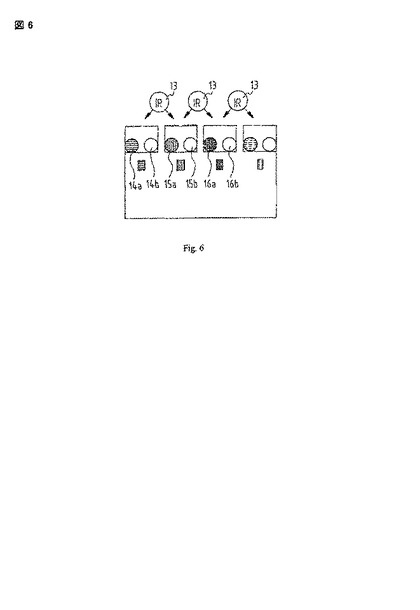
適用される仕上げ処理調合物物質が格納されている二重タンクも、ノズルの列4乃至7ごとに配列されている。ノズルの第1の列4にはタンク14a、14bが、第2の列5にはタンク15a、15bが、第3の列6にはタンク16a、16bなどのように設けられている。適切な調合物が、列の前記2つのタンクのうち少なくとも一方の中に設けられている。各タンクに接続され、異なる列に配置されているノズル12は、布製品が仕上げ処理調合物を用いた適正な処理を受けられるように向けられている。この実施形態では、布製品Tは、前記仕上げ処理のコーティングに影響を与えるために、光源13からの赤外線により処理されることが好ましい。
【0060】
連続的に搬送される異なる複数の布製品を異なる方式で処理することが可能であり、場合によっては、布地の搬送が中断されることも無く可能である。例えば、異なる仕上げ処理調合物が、正しいタンクの選択によって布地に塗布されるようにすることが可能である。これらの第1のタンク(14a、15a、16a)は、例えば、各々の場合に、第1類型の布地に使用される一方、第2のタンク(14b、15b、16b)は、第2類型の布地に使用される。
【0061】
例1
表2による調合物「マン(Man)15b」を、62ミクロンのノズルを用いて、リンクス(Linx)6000 CIJプリンタで試験を行った。難燃剤であるフラメンチンKRE(登録商標)は10重量%で存在しているが、これは40%の水溶液中に存在しているものであることに留意しなければならない。従って、機能性薬剤の全濃度は4重量%であった。
【表2】
【0062】
前記調合物は、表3による機能的物性を有することが分かった。
【表3】
【0063】
前記Man15b調合物を、5V乃至200Vの範囲の異なる変調電圧で吐出した。液滴形成および画像の品質を分析したところ、30V乃至80Vの広い範囲の変調電圧内で優れた結果が達成されたことが分かった。滴径は約115ミクロンであり、液滴の体積は800pLであった。プリントされたドットの直径は270ミクロンであった。
【0064】
その後、前記調合物で、40Vの変調電圧(圧力217)で信頼性試験を行った。90分後に噴射を終了し、ヘッドおよび基材の検査を行った。プリントされた布地では、エラーは検出されなかった。印字ヘッドは、肉眼で確認できる調合物の蓄積はなく、清浄であった。
【0065】
例2
次いで、表2の調合物について、表4による活性難燃剤構成成分の濃度を格段に増加させるために再検討を行った。難燃剤であるフラメンチンKRE(登録商標)は70重量%で存在しているが、これは40%の水溶液中に存在しているものであることに留意しなければならない。従って、機能性薬剤の全濃度は28重量%であった。
【表4】
【0066】
前記調合物は、表5による機能的物性を有することが分かった。
【表5】
【0067】
ドミノ・ジェットアレイ(Domino JetArray)(登録商標)インクジェットプリンタを用いて、前記調合物が280gsmの木綿BD上に付着された。1300pLの液滴体積を54dpiのクロスウェブ解像度と369dpiのダウンウェブ解像度とでプリントすると、11.2gsmの(この布の重量に対して)重さの所望の活性機能的コーティングが達成された。機能的物質の濃度が増加したことにより、所望のレベルの難燃性がより少ない数の液滴によっても付着でき、これは、システムのライン速度を増加させ、使用される水の量、従って乾燥電力のための要件を顕著に減少させる。
【0068】
前記難燃剤調合物を、さらに、150g/m2の木綿上に138dpi(ダウンウェブ)×129dpi(クロスウェブ)のプリント解像度で、62μmノズルを有するリンクス(Linx)6000 CIJプリンタを用いて、必要とされる活性難燃剤被覆量を蓄積するために、多重プリントパスを利用してプリントを行った。平均ドット直径は、270ミクロンであった。
【0069】
前記使用することのできる機能的構成成分の最大量は、減少された水が少ない濃度で存在している場合に調合物中のすべての物質の溶解度/相溶性を含め、個々のドットとして存在するよりは織物全体に一様に拡散されるようにする機能性が所望のレベルについての要件によって限定される。
【0070】
難燃剤機能性は、「表面効果」機能性というより、「バルク効果」機能性である。すなわち、織物の重量が増加するほど(あるいは減少するほど)、所望の活性機能的物質の被覆がそれぞれ増加する(あるいは減少する)。従って、表4の調合物Man41fは、低重量織物に対しては理想的ではない。その理由としては、所望の機能性被覆量(g/m2)を達成するために減少した解像度でプリントを行うことにより、一様なコーティングよりは個別的な点が形成されるはずであり、逆に、基材の連続的被覆を作製するのに充分高い解像度で前記調合物をプリントすることは、必要な分よりも遥かに多くの活性機能的物質を適用しなければならないため、浪費的であるからである。
【0071】
活性難燃剤の最適濃度を求めるため、下記の式が用いられる。
CFR=CVRGreq/(1/√2.Dd)2.Dv
ここで、CFRは、g/L単位の活性難燃剤の最適濃度であり、
CVRGreqは、gsm単位の活性難燃剤の必要被覆量であり、
Ddは、m単位のプリントされたドットの直径であり、
Dvは、L単位の液滴の体積である。
【0072】
本発明は、上述した実施形態に限定されるものではない。本発明が追求する権利は、むしろ、以下の特許請求の範囲で規定され、この特許請求の範囲では多くの変更例が想定される。
【図面の簡単な説明】
【0073】
【図1】基材の品質を向上させる過程の概略ブロック図である。
【図2】本発明の第1の好ましい実施形態による布地仕上げ処理装置の斜視図である。
【図3】図2の布地仕上げ処理装置の概略側面図である。
【図4】図2の布地仕上げ処理装置の概略前面図である。
【図5】図2の布地仕上げ処理装置の概略平面図である。
【図6】IRヒータがあることを示す図2の布地仕上げ処理装置の概略側面図である。
【技術分野】
【0001】
本発明は、布製品の品質を向上させるための処理に関するものである。特に、本発明は、難燃性布製品を作製するためのデジタル式手順と、これによって得られる難燃性布製品とに関するものである。
【背景技術】
【0002】
布地の作製は、伝統的に複数の異なった過程で行われる。このような作製は大まかに5つの段階、すなわち、材料繊維を作製すること、この材料繊維を紡績すること、布(例えば織布あるいは編布、房状材料あるいはフェルトおよび不織材料)を製造すること、この布の品質を向上させること、および最終製品を作製するかあるいは製造することに区別することができる。布の品質向上には、準備、脱色、漂白、染色(浸染および/または捺染)および仕上げ処理のような、複数の作業が含まれている。これらの作業は一般に、使用者によって望まれる外観と物理的および機能的な特性とを布地に付与するという目的を有する。
【0003】
浸染の間にわたり、布地の基材には通常、単一の純色が施される。浸染は、今日、布製品を染浴の中に浸すことによって行われ、この結果、布地は適切な色付き化学物質で飽和される。浸染および捺染の両方の間にわたり、主な目標はこの物質の色を変化させることである。従って、このことは、400乃至700nmの吸収性能を有する不変色のインクあるいは顔料の使用に特徴がある審美的効果である。
【0004】
仕上げ処理の主な目標は、布地の物理的および/または機械的な特性を変更するために補助化学物質を使用することである。これらの仕上げ処理技術は、最終製品の性質を改善しかつ/または最終製品へ性質を加えることを意味している。以下では、染色と仕上げ処理とは区別される。必要であれば、仕上げ処理は、吸収性能が400乃至700nmの間にあるというだけの理由で基材へ適用される粒子の付着を伴う処理を排除するということを理解されたい。
【0005】
布地のコーティングは、仕上げ処理の比較的重要な技術の1つであり、また、結果として生じる製品へさまざまな特定の特性を付与するために使用されることができる。これは、基材を不燃性あるいは防炎性、撥水性、撥油性、しわなし性、防縮性、防腐性、非滑り性、折り曲げ保持性、帯電防止性などにするために使用することができる。布地のコーティングには、布地の基材の表面へ例えば適切な化学物質の薄い層を適用することが伴う。このコーティングは布地の基材あるいは下にある他の層を保護するために役立つことがある。これを、また、基部あるいはすぐ下の層のための「下塗り部(primer)」として使用することもでき、または所望の特別な効果を達成するために使用することもできる。
【0006】
溶媒あるいは水に基づくコーティングを適用するための通常の技術は、いわゆる「ナイフオーバーローラ」型スクリーンコーター、「浸漬」型スクリーンコーターおよび「リバースローラ」型スクリーンコーターである。水中におけるポリマー物質の溶液、懸濁液あるいは分散液は通常、布へ塗布され、続いて、過剰なコーティングはその後、掻き落とされる。このような手順が効果的になるためには、前記コーティング調合物が、非常に粘性の高いペースト状でなければならない。多くの機能性において、これらの機能性に悪影響を及ぼさずに前記調合物をこのような粘性状態にすることは不可能である。これは、増粘剤が、前記機能性化学物質に非相溶性であることに起因する可能性がある。
【0007】
布地の仕上げ処理のために採用されることのあるさらに別の手順は、フーラーディング(foularding)のような浸漬技術あるいは浴技術の使用することである。布地は適用される機能的組成物が含有されている水溶液の中に充分浸漬される。その後の乾燥、固着および圧縮(condensation)の反復するサイクルが、この作業を遂行するために必要である。これによって、資源、とりわけ水およびエネルギーのかなり用いられる。一般に、このような技術のために使用される溶液、懸濁液あるいは分散液は、低い濃度の所望の機能的組成物を有する。
【0008】
東レ工業株式会社(Toray Industries)の未審査日本特許出願である特開昭61−152874号では、布地シートを機能的組成物で点の形態に含浸させることが示唆された。抗生物質、吸湿剤、撥水剤、帯電防止剤、紫外線吸収剤、赤外線吸収剤、蛍光増白剤、膨潤剤、溶剤、鹸化剤、脆化剤、無機顆粒剤、金属顆粒剤、磁性材料、難燃剤、抵抗材料、酸化剤、還元剤、香料などが含まれるさまざまな機能的組成物が示唆されている。この文献には、伝統的なフォトグラビアロール・スクリーン・プリント法では、あまりに大きすぎることもある点のパターンが作製され、一方、吹き付け技術では、付着した製品の点の大きさや品質を調整することが困難であることが示されている。この文献では、布地を機能的組成物に点の形態で含浸させることが提案されており、ここで、点の平均直径は30乃至500ミクロンであり、また、点が占める区域の比率は3乃至95%である。この文献では、インクジェットプリント技術の使用が示唆されているが、同文献では、また、特に伝統的なコーティング組成物の高い粘度のために、従来のインクジェット装置は不適切であると認識されている。この文献は、主として、識別可能な液滴構造を維持すること、および、液滴が連続してともに流れるのを防止することに関するものである。さらにまた、この文献によると、溶液の使用に関する例が設けられているが、分散液あるいは懸濁液におけるインクジェット付着の問題には対処できていない。
【0009】
グラフィックイメージを提供するためのさまざまな型のインクジェットプリンタが広く知られている。このようなプリンタは、オフィスあるいは家庭で使用されるようなデスクトップ型インクジェットプリンタであってもよく、また、染料を包含している水性インクの小さい液滴(20pL未満)を用いて特定の種類の紙基材(プリント用紙)の上にプリントするために広く使用されている。一般に、工業的なインクジェットプリンタは、グラフィックイメージあるいは日付/バッチのコードを製品の上にプリントするためにもまた存在しており、これらのプリンタは典型的には、染料・顔料を包含している溶剤性インクを用いて無孔性基材の上にプリントする。しかしながら、このような調合物は、とりわけ耐変色性がないために、大部分の布地に適用するには適していない。インクジェット技術を用いて布地の上にプリントするためには、布製品はこれまで、インク液滴が適用されるコーティングで前処理されてきた。品質を向上させる目的のためには、現在用いられている大部分のコーティング組成物および仕上げ処理組成物は、インクジェット技術を使用する付着については適していない。大きい液滴を作る工業的なインクジェットプリンタおよびノズルは、一般に溶剤性着色インクで使用するために設計されている。さらにまた、噴射することのできる液滴容積は、きわめて少ない50pLの程度であり、布地の仕上げ処理のためにはほとんど不充分であって、この場合には布の中へのかなりの浸透が必要である。典型的な仕上げ処理用調合物は、大部分が水性であり、また、一般に、ノズルの目詰まりを引き起こすおそれのある粒子径を有する。気泡発生、跳ね飛びおよび外皮形成に関するさらに別の問題に直面した。100KHzまで連続的に作動する多数のノズルで稼働するときには、信頼性および故障なし作業が最も重要である。特開昭61−152874号では、従来のインクジェット装置は仕上げ処理組成物を適用するためには適していないということを指摘しているものの、これをどのようにして改善するかについての教示を提供していない。
【0010】
いくつかの仕上げ処理技術は、その効果を達成するために、実質的に連続的でかつ完全な被覆を必要としている。完全な被覆を必要とする1つの機能性は、難燃性である。ここで、着心地の良さや風合いのような布地の他の品質に有害であり得る、布地の基材上への難燃剤調合物の過剰な付着は避けながら、布製品が完全に保護されるよう確実に行うことが大切である。多くの商業的な布製品には、局所的な火事の際に、布地材料を介してこのような災害が拡散することを防止するために、防炎性および難燃性を有しているように法的に要求されている。しかしながら、通常このような製品の作製に用いられる繊維の多くは、そのもの自体では煙りまたは火炎を抑制しない。繊維性物質の選択は、たびたび、強い熱に対するこれらの繊維の反応についての配慮に先立って、繊維の柔らかさ、耐久性または柔軟性を基準にして行われる。例えば、ポリ乳酸(PLA)繊維は、これらを含む布地に柔らかくて柔軟な表面を提供することが知られているが、発火しやすいものとされている。逆に、特定の繊維、特にナイロン繊維は、火炎または燃焼をそんなに容易に維持させないものと知られている。しかしながら、これらの繊維は溶融されることがあり、このことは、布地の支持層としてよく含まれるポリ塩化ビニルのような、布地に含まれたある補助物質が発火するようにさせる。
【0011】
繊維の通常的な使用期間の間における繊維の性能を改良するための必要性により、布地の仕上げ処理中に繊維に適用される、いくつの種類の耐久性難燃剤が開発されている。通常、これらには、布地の機能性を損することなく、繊維に結合したり、繊維をコーティングするように意図された化学的調合物が含まれる。代替としては、前記難燃剤は、布地の中で熱源または火炎源に最も露出されやすい層全体に分布される、2種の膨張性粒子のうちの1つを含むこともできる。このような露出時に、前記粒子の第1の類型は、溶け込んで融解され、炭化されて、布地の内部層を保護する不活性コーティング層を形成する。代替として、膨張性粒子は、加熱時に膨脹した後、この粒子から布地へ逃げ出て、難燃性を発現する不活性ガスをカプセル化するように考案されてもよい。
【0012】
上述したように、液状難燃剤を適用するために用いられる従来の技術は、典型的に、布製品を関連化合物に含浸させるか、あるいは飽和させることを備える。米国特許出願第2002/115750号(Ghassan)には、布地繊維が、リン酸モノアンモニウム、リン酸ジアンモニウム、および金属水酸化物の等モル水溶液で飽和される過程が記載されている。この飽和された製品は、引き続き、乾燥されて、改質した接着剤との混合が行われ、マットに形成された後、高圧にて処理される。この飽和技術の使用は、必ず製品全体に適用しなければならないため、制限的である。例えば、前記化合物は、製品の最外郭表面を選択的に飽和させることはできない。従って、製品の全体または一部に他の機能的物性を付与することは、布地の難燃性部を補うために、布地に追加の物質または層を付加しなければならない必要があり得る。また、上述した過程は、いくつかの本質的に異なる工程を備えるため、工程が連続的に行われないようになっている。さらに、接着剤が容易に、または一様に適用されないこともある製品を想定しやすいので、前記過程の普遍性に対する疑問を感じざるを得ない。
【0013】
国際公開公報第2004/053223号(ダウ・グローバル・テクノロジー社(Dow Global Technologies Inc.))には、含浸の代替として、水性ポリウレタン剤型を泡沫化することと、この泡沫を布地の基材に適用することと、この泡沫を乾燥し、高密度発泡体に製造することとを備える代替例について記載されている。前記乾燥工程は、ポリウレタンの曝気(または空胞化)の性質および程度を変化させるはずであるが、これが繊維内において一様に起こることができるとは想像し難い。このように、仕上げ処理された製品において、難燃性に変動を生成させることもあり得る。
【0014】
国際公開公報第2003/044266号には、製品の上部表面内に膨張性粒子をコーティングするか、噴射するか、あるいは振りかける方法において、前記粒子が過剰の熱に露出されるとき、化炭層を形成することにより作用する方法について記載されている。この効果の作用は、連続的な化炭層の提供に依存する。理論的に、これは、前記膨張性粒子の精密な位置設定により、あるいは、前記物質を前記粒子で飽和させることにより達成される。この先行技術文献の方法は飽和方法論を活用しており、必ず、採用される化学物質の量が、布地の構造的物性、特に布地の重量および柔軟性に影響を与えるという仮定を伴う。使用される吹き付け手順は、本質的に多少不正確であるため、適用される化学物質の量を低減すると、コーティングされない基材の好ましくない領域が発生するようになる。
【発明の開示】
【発明が解決しようとする課題】
【0015】
従って、当分野では、難燃剤または防炎剤調合物が、高い精度で被覆されながら、製品内に特定の浸透深みで布地に含まれ得るようにする、布製品の仕上げ処理方法に対する要求がある。また当分野では、布地が熱源または火炎に露出されるときに連続的な化炭層の形成を可能とするが、過剰量の調合物を使用したり、飽和方法論を使用する必要のない、膨張性粒子の高精度の位置設定方法に対する要求がある。さらに、インクジェット付着技術を用いて正確かつ成功的に適用することができ、乾燥時には、布地に引化性残留物を残さない調合物に対する要求がある。
【課題を解決するための手段】
【0016】
本発明によると、一定の幅を有する布地の基材の連続的な供給を行うことと、前記幅に沿って複数のデジタル型ノズルからなる配列を設けることと、前記ノズルに難燃剤調合物を供給することと、前記難燃剤調合物を、前記ノズルから所定の液滴パターンで選択的に分配して、有効な引火性残留物なく、前記製品の実質的に完全な被覆を行うこととを有する難燃仕上げ処理を有する布製品を作製する方法が提供される。
【0017】
「布地」という用語は、本明細書において、一般的な任意の基材に対して、あるいはより具体的に、中でも布製旗やテント布などの、ペインティング、コーティング、および/または仕上げ処理(および捺染)の作業を行うことができる任意の布に対して使用される。この用語は、紙および段ボールを含むことを意図しない。このような繊維製品は、時には布地として言及されるが、これらが実質的に一定の2次元形態を維持するようにして、内部で連結されている。これらが第3の次元において可撓性があっても、これらは一般には、真の布地において内在的であるように、繊維層の平面の内部で伸びたり曲がったりする自由のないものである。好ましいのは、布地の基材は、長さが100メートルより大きく、また、1メートルより大きい幅を有するロールなどに供給されることである。木綿および処理ずみセルロース系繊維が好ましい。
【0018】
本明細書では、「調合物」という用語は、水溶液、水溶性分散液、有機溶液、有機分散液、硬化型液体混合物、および活性構成成分を含む溶融化合物を包含している。本発明の重要な利点によれば、調合物は基材と反応しないものであってもよい。このように、調合物は、そうでない場合よりも多様な布地へ適用することができる。
【0019】
「難燃剤」という用語は、本明細書において、布地物質を介した火炎の拡散の阻害または防止を意味する用語として使用される。また、この用語は、熱源に露出されるとき、布地内における煙の形成の抑制を含むよう意図されている。同様に、不燃布は、発火源の除去後に、過剰の火炎、残余炎または煤煙なく、それ自体で消火するものとして扱いされる。この不燃布は、例えば、ISO15025:2000(E)およびNEN−EN532試験の基準を満たす物質を含むよう意図されている。
【0020】
「デジタル型ノズル」という用語は、デジタル信号に応じて規定された液滴を薬剤の供給部から放出するとともに、規定されかつ調整することのできる位置でこの液滴を付着させるための装置に言及することを目的としている。この用語には、連続流(コンティニュアス)の原理およびドロップ・オン・デマンドの原理の両方で作動するインクジェット印字ヘッドが含まれる。この用語はまた、ピエゾ型およびサーマル型のインクジェットヘッドの両方を含むとともに、デジタル型液滴付着を行うことのできるバルブジェットのような他の同等な装置を含む。デジタル型ノズルは一般に、グラフィックプリントの分野の当業者に広く知られている。本発明のノズルは10乃至200ミクロンの、好ましくは50乃至150ミクロンの、最も好ましくは約100ミクロンの射出口径を有すると考えられる。
【0021】
仕上げ処理調合物の選択的な分配の長所は、要求時点においての伝達可能性を提供し、大事なのは、非常に精度の高い投与量およびノズルの制御が可能となるため、きわめて均一な仕上げ処理調合物の層を適用することが可能となることである。デジタル型ノズルは、わずか+/−10ミクロンの定置誤差内に、基材上に非常に正確に液滴を位置させることができる。このような定置の正確性により、最小量の仕上げ処理調合物が適用されるときであっても、被覆されない領域を有する基材を作製する可能性が実質的に除去される。それにもかかわらず、パターン化された表面を形成する能力は、所望の場合に、製品が発揮するようになる性能によって、布地の異なる部分に異なるレベルの難燃性が付与されるという点で非常に有利である。
【0022】
デジタル型ノズルからの調合物の噴射は、布地内への調合物の浸透を制御するように、付加的に正確に制御されてもよい。好ましい実施形態によると、この調合物は、基材の片面のみの上に、また前記調合物が基材の厚さの1/2に達する最大深さで前記基材に浸透するように分配される。これは、布地の基材の片面だけを処理することにより、もう1つの面には、基材の本来物性および/または機能性をより一層うまく維持することを可能にする。
【0023】
本発明の重要な一態様によると、布地の基材を複数のノズルからなる配列を越えて移動させるための搬送面が設けられ、前記基材は、この搬送面によって前記ノズルとの移動のために保持される。布地が伸び、あるいは変形する能力のため、このような搬送面の使用により、前記基材が平らに保持され、工程中に関係のある移動が起こらないように保障することもできる。機械誤差およびステージ誤差が定置誤差に寄与する恐れがあるため、扁平な基材は、隔離距離を減少させ、軌道誤差の影響を減らすことができる。前記搬送面は、コンベヤベルトの形態であってもよく、ここに基材が、例えば剥離性接着剤により、あるいは真空により一時的に固定される。代わりに、前記搬送面は、布が固定されることになる形状保持担体層、例えば、支持フィルムであってもよい。このような配置内で、前記布地の基材は、仕上げ処理調合物の液滴が正方形マトリックスまたは他の制御された形態で付着され得る、平坦な画素化されたスクリーンと類似のものと見なすことができる。
【0024】
前記装置のノズルは、好ましくは固定された位置を有し、布地がノズルに沿って案内される。このような方式により、ノズルが動く基材を横切るように求められる吹き付けシステムに比べ、布地の搬送が実質的により速い速度で達成可能となる。より好ましくは、前記ノズルの配列がノズルの平行な列として設けられ、このような配置は、布地の基材が前記列の下方に位置するか、移動することによって、効果的な被覆が可能となるようにする。調合物の分配が、それぞれの列によって、あるいは各列のそれぞれのノズルによって行われる必要はない。同様に、それぞれの列および/または構成ノズルは、異なる時間に調合物を分配するように使用されてもよい。
【0025】
デジタル型ノズルからの物質の分配、特に連続流の条件下においてのこのような分配は、高せん断技術であり、せん断に安定的でない物質は、ノズルまたは印字ヘッド内で分解され、これを閉塞させる恐れがある。従って、これは、特に担体の粘度の観点から、調合物を制限する。せん断濃化流体は、避けなければならない。本発明によると、調合物がブルックフィールド(Brookfield)粘度計で測定したところ、25センチポイズ未満の粘度を有することが好ましいが、通常10℃乃至60℃である動作温度において、3センチポイズより大きいことが好ましい。
【0026】
粘度の物性に関しては、液滴の表面張力がノズル内部の流体の濡れを制御する。表面張力が高すぎると、調合物は、ノズルの内部表面を適切に濡らすことができず、液滴の信頼性のある放出を妨げるエアーポケットを残すようになる。表面張力が低すぎると、ノズル孔においてメニスカスが適切に形成されず、調合物がノズル孔から自発的に流れるようになる。従って、前記ノズルから分配された液滴は、20乃至50dyne/cm、より好ましくは25乃至40dyne/cmの範囲の表面張力を有することが好ましい。
【0027】
溶液および分散液については、これらの固形分含有量が、デジタル型ノズルから液滴を噴射すること、その後に効果的な付着を達成するために分裂させることの両方に必要な圧力を部分的に決定する。前記固形分は、液滴を噴射することに用いられる圧力パルスを緩衝する作用をする。しかしながら、逆に、高い固形分含有量は、調合物から活性構成成分を放出させることに必要な乾燥または他の後処理の量を制限するはずであるため、高い固形分含有量を有することも有利である。従って、前記調合物は、2%より多く、より好ましくは5%より多く、最も好ましくは15%より多くの残留固形分含有量を有するように提供されることが好ましい。
【0028】
調合物の固形分含有量の物性に関連しているのは、このような固形分の粒子の大きさ、すなわち、任意結晶構造、ポリマーミセルまたはナノ粒子の寸法である。インクジェットノズルは非常に小さいため、調合物中に混入することができ、ノズル孔の細孔を通過することができる最大粒子の寸法が存在する。この最大粒子の寸法は、過密効果(crowding effect)のためにノズル径よりも実質的にもっと小さい。従って、本発明では、調合物のいずれの粒子も5ミクロン未満、より好ましくは2ミクロン未満、最も好ましくは0.5ミクロン未満の粒子径を有することが好ましい。このような観点から、最も意味のあることは、調合物が一貫した品質を有することである。従って、与えられた直径よりもっと小さな粒子の寸法に対して述べられる時、D99直径またはそれ以上のものを意味するように意図される。調合物はまた、容易に凝集あるいは沈降しないことが必要である。これは、組成物が、長期間の使用中に、または正常的な使用の中でインクジェット装置が作動を休んでいる場合に、与えられた数値よりももっと大きい粒子を形成しないことを意味するよう意図されている。多くの組成物が、例えば長期間の保管中に沈降物を形成し得るが、これは、適切な混合処理によって克服可能であることを理解しなければならない。
【0029】
本出願の方法は、要求されたときに調合物の各液滴を提供することにより行うことができると予想されるが、印字ヘッドは、コンティニュアスインクジェットタイプであって、機能性調合物が、連続的インクジェット流の付着によって付着されることが好ましい。上記の連続流方法では、ポンプまたは他の圧力供給源が薬剤の定流を、1つ以上の非常に小さいノズル出口に移送する。励振機構の影響下で、このような噴射物は、同一の大きさの液滴の一定流へ分裂される。1つ以上の薬剤の吐出物は、このような出口を介して射出される。最もよく使用される励振器は圧電結晶であるが、他の形態の励振あるいはキャビテーションを使用することもできる。生成された複数の液滴からなる一定流から、特定の液滴だけが、布地の基材への塗布のために選定される。この目的のために、これらの液滴は帯電されるかあるいは放電される。CIJにおいては、布地に液滴を分布させるための2つの変形例、すなわち、バイナリCIJと多重偏向(multi-deflection)CIJとがある。バイナリCIJ法によれば、液滴は帯電されるか、帯電されない。帯電された液滴は、印字ヘッドで電界を通過するため偏向される。具体的なバイナリCIJプリンタの構成に左右されるが、帯電された液滴は上記基材へ導かれ、一方、帯電されない液滴は印字ヘッドのガター内に回収されて再循環されるか、あるいは逆の処理を受ける。多重偏向法として知られたより好ましい方法によれば、液滴は、一定の電界を通過する前に可変に帯電させることにより、あるいは逆に、これら液滴が可変な電界を通過する前に一定に帯電させることにより、上記基材へ塗布される。液滴の電荷/電界の相互作用の程度を変化させることが可能なことは、これら液滴が受ける偏向の度合い(従って、基材におけるこれらの位置)を変更することができることを意味し、それゆえ「多重偏向(multi-deflection)」である。帯電していない滴りは、印字ヘッドのガターにより回収されて再循環される。より具体的には、本方法は、
調合物をほぼ連続流で前記複数のノズルへ送給することと、
ノズル中の連続流を分裂させ、それぞれの液滴を形成する一方、同時に前記液滴を帯電するために必要とされるような電界を印加することと、
第2の電界を印加し、前記液滴を偏向させてこれら液滴が布製品の適切な箇所で付着されるようにすることとを有する。
【0030】
本方法を用いると、偏向および異なる液滴が基材に付着されるようになる最終位置を細かく調整することができる。
【0031】
コンティニュアスインクジェット法を用いることによって、1ジェット1秒当たり、64,000乃至125,000個の液滴を生成することが可能になる。この多数の液滴および衣類の幅全体にわたる多数の相互に隣接したヘッドによって、比較的高い生産性が得られる。すなわち、高いスプレー速度を考慮すると、この技術を使用して、原則として毎分約20メートルという生産速度をさらに実現することができ、また、ノズルに関連するタンクの小さい容積を考慮すると、きわめて短い時間内に仕上げ処理様式を実現することができる。しかしながら、使用される仕上げ処理組成物が液滴を帯電させることを可能とする伝導率を有し、これら液滴を電界により偏向することができることは、コンティニュアスインクジェット法の必要条件である。従って、難燃剤調合物は、500μS/cmより大きい導電率を有することが好ましい。
【0032】
通常、難燃剤調合物は、水性担体中の溶液または分散液として提供される。本実施形態では、調合物のpHが、流体中の構成成分の溶解度または分散安定性に影響を及ぼすことになる。pHの範囲は、腐食に対するデジタル型ノズルの耐性によって制限されてもよいが、本明細書においては、調合物が、4乃至10、より好ましくは5乃至7.5の範囲のpHを有することが好ましい。
【0033】
選択された難燃剤調合物の決定された物性に基づいて、液滴は、基材表面にぶつかって、恐らく浸透するときに、所定の直径、好ましくは120乃至500ミクロンの画素を形成する。
【0034】
好ましい実施形態によると、個々のノズルは、例えばコンピュータによって提供される中央制御から指示を受ける。このコンピュータは、好ましくは、最適な印字ヘッド作動条件を確立し、液滴の形成の品質を確認することに用いられる、液滴および位置の可視化システムを採用することができる。
【0035】
本発明によると、i)好ましくは、膨張性粒子、遊離ハロゲン(halogen free)有機塩類、有機リン化合物類、リン酸アンモニウム、2リン酸アンモニウムおよびポリウレタン樹脂からなるグループより選択される1乃至30重量%の難燃剤と;ii)50乃至95重量%の水と;および、場合によって、iii)補助溶媒(co-solvent)、保湿剤、消泡剤、粘度調節剤、導電剤、界面活性剤、殺生物剤、pH調整剤、腐食防止剤、および湿潤剤からなるグループから選択される少なくとも1つの構成成分を有するデジタル型液滴付着によって布地の基材へ塗布するための難燃剤調合物がさらに提供される。本文脈において、1乃至30重量%という難燃剤の数値は、活性構成成分が既に水または他の付加的構成成分と組み合わされた調合物として商業的に供給される場合でも、活性構成成分の量を指すよう意図されている。
【0036】
本発明のさらに他の実施形態によると、難燃剤調合物のデジタル型付着によって実質的に連続的な難燃仕上げ処理が施される布地の基材が提供される。
【0037】
前記難燃仕上げ処理は、前記基材に直接適用されてもよい。しかしながら、本発明によって仕上げ処理される布製品は、前処理を行うことが好ましい。当業者であれば、仕上げ処理の前に布地に加えられ得る前処理工程は数えきれないほど多く、採択されるべき適切な工程は、布地内の繊維の種類および織物構造に依存することが理解できるだろう。しかしながら、本発明では、布製品の前処理に、布地の漂白、蛍光増白(optically whitening)、ペインティング、捺染およびコーティングからなる群より選択される少なくとも1つの加工工程が含まれることが好ましい。前処理が必要な場合には、そこに使用される化学薬剤が第1の配列のノズルの前に配置された第2の、あるいは追加的なノズルの配列によって基材に塗布されることがさらに好ましい。布地の前処理は、機能的な前処理と工程前処理に分かれてもよい。機能的な前処理は、布地に付加的な機能性を付与する工程である。工程の前処理は、難燃剤のデジタル型付着の工程段階を効果的に行うために、付加的に必要であるか要望されてもよい工程である。本発明の重要な一態様によると、通常的に仕上げ処理された布地に前処理を行うことに使用される工程以外に、そしてその前には、いずれの付加的な工程前処理を必要としないようになる。
【0038】
同時に、難燃仕上げ処理が適用された後、仕上げ処理された基材には後処理が加えられてもよい。好ましくは、この後処理には、少なくとも基材の乾燥工程が含まれる。追加的な後処理工程は、当業者にとっては自明であり、例えば、UV放射線または熱処理を利用した硬化が挙げられる。難燃仕上げ処理の上に、より磨耗され難く、向上した耐久性の仕上げ処理を施すために、第2の、あるいは追加的なノズルの列を用いて1つ以上の追加的層が上塗り処理されてもよいと考えられる。
【0039】
前記基材への塗布のための仕上げ処理調合物は、好ましくは、膨張性粒子、遊離ハロゲン有機塩類、有機リン化合物、リン酸アンモニウムおよび2リン酸アンモニウムからなるグループより選択される難燃剤を含む。最も好ましくは、この難燃剤は、遊離ハロゲン有機塩類を含む。立証済みの優れた吐出性を持つ、好ましい一例の有機りん−窒素化合物は、トール(THOR)社から入手可能なフラメンチン(Flammentin)KRE(登録商標)である。
【0040】
上述した調合物は、好ましくは水溶液中に担持される。デジタル型付着による効果的な適用を達成するためには、前記薬剤または担体が、下記表に示されたように調製されることが好ましく、読者は、下記表において一部の化合物は選択的であるという点に留意しなければならない。調合物が液滴の粘度および導電率をほとんど決定することから、採用される正確な調合物は、採用される液滴付着の方式によって異なるものとなる。例えば、ドロップ・オン・デマンド方式による液滴の付着は、コンティニュアスインクジェット方式に比べ、前記調合物に遥かに低いせん断が加えられるようになる。
【0041】
表1は、それぞれの規定された液滴適用技術における水性溶液または水性分散液中での用途のための調合物の好ましい構成成分の範囲を示している。
【0042】
活性構成成分の水中溶液または水溶性分散液は、好ましくは、化合物中の無機イオンの影響を制限するために脱イオン水を媒体とする。
【0043】
補助溶媒は、活性構成成分の溶解度および活性構成成分の導電剤との相容性(これらの物質間の非相容性は、調合剤でよくある問題である)を改善するために、必要な場合もある。通常、補助溶媒は、活性構成成分の担体として作用した後、基材の表面から蒸発することができる低沸点液体である。エタノール、メタノールおよび2−プロパノールからなる群より選択される補助溶媒を使用することが好ましい。
【表1】
【0044】
保湿剤は、通常、吐出物が活性でない場合に、ノズルのクラスト化を防止するために使用される、低揮発性でかつ高沸点の液体である。好ましくは、この保湿剤は、多価アルコール、グリコール、特に、ポリエチレングリコール(PEG)、グリセロール、n−メチルピロリドン(NMP)からなるグループより選択される。特定の調合物においては、5%を超える保湿剤が使用されているように見えることがあるが、実際には、同一物質が粘度調整剤としても存在している場合である。
【0045】
粘度調節剤または複合結合剤は、液滴形成および分裂の過程を制御するため、インクジェットプリントの信頼性および品質においてきわめて重要な組成物である。好ましい粘度調節剤には、ポリビニルピロリドン(PVP)、ポリエチレンオキシド、ポリエチレングリコール(PEG)、ポリプロピレングリコール、アクリル類(acrylics)、スチレンアクリル類(styrene acrylics)、ポリエチレンイミン(PEI)、ポリアクリル酸(PAA)が含まれる。K−30重量級PVPが、低い細菌感受性および非イオン性性質のため、特に有用であることが明らかになった。
【0046】
導電率は、CIJにおいて、液滴を帯電させ、従って偏向させるために必要であり、導電剤は、インク中の元々の導電率が不十分であるときに使用される。導電剤は、調合物の他の構成成分との相溶性を有し、しかも腐食を助長しないものを選択しなければならない。このような観点から適切な公知の導電剤には、硝酸リチウム、チオシアン酸カリウム、ジメチルアミン塩酸塩、チオフェン系物質、例えば、3,4−エチレンジオキシチオフェン(EDT)およびポリエチレンチオフェンを含むポリチオフェンまたはチオフェン共重合体が含まれる。チオシアン酸カリウムが、目的の導電率を達成するために必要とされる量が比較的少ないため、吐出目的のために特に有用であることが分かった。
【0047】
界面活性剤は、通常、調合物の発泡を減少させるとともに溶解ガスを解放したり、あるいは液滴の表面張力を低下させたりすることで濡れを向上するために含まれる。本発明の難燃仕上げ処理調合物において好ましい界面活性剤には、サーフィノール(Surfynol)DF75(登録商標)、サーフィノール104E(登録商標)、ダイノール(Dynol)604(登録商標)(以上、すべてエアー・プロダクツ社(Air Products)から入手可能)、およびゾニール(Zonyl)FSA(登録商標)(デュ・ポン社(Du Pont)から入手可能)が含まれる。BYK022(登録商標)(ビーワイケー・ケミー社(BYK Chemie)から入手可能)およびレスプミット(Respumit)S(登録商標)(ベイヤー社(Bayer)から入手可能)は、ともにシリコーン系消泡剤であり、吐出目的のためにきわめて効果的であるものと判明された。
【0048】
脱ガス剤は、溶解した酸素を除去するシクロヘキサノンオキシムのような酸素補集剤、またはガスが流体から解放され、再吸収されないように促進する作用をするサーフィノール(Surfynol)DF75(登録商標)(エアー・プロダクツ社(Air Products)から入手可能)のようなガス解放剤であってもよい。これらは、好ましくは、吐出(特に高噴射周波数での吐出)中により容易にガスを吸収し、かつ解放するような高表面張力流体において使用される。
【0049】
pH調整剤は、調合物の固形分を溶解することができる(あるいは安定的に分散される)pHに維持するために使用されるが、典型的には、これがpH>7であるため、大抵の場合にアルカリ性である。好ましいpH調整剤は、アンモニア、モルホリン、ジエタノールアミン、トリエタノールアミンおよび酢酸を含む。
【0050】
腐食抑制剤は、流体中に存在している望ましくないイオン(通常、活性構成成分に由来する不純物としてのイオン)がプリンタの腐食を引き起こすのを防止するために使用される。本明細書における好ましい腐食防止剤は、トリルトリアゾール(tolytriazole)またはエチレンジアミンテトラ酢酸(EDTA)を備える。
【0051】
湿潤剤は、デジタル型ノズルの内部キャピラリ上の流体の表面湿潤を改善するために用いられる。好ましい湿潤剤には、アセチリン性ジオールが挙げられる。界面活性剤および補助溶媒もまた、湿潤剤として作用してもよい。
【0052】
上記言及した薬剤の他にも、難燃剤調合物は、場合によって分散剤および/または浸透剤を含んでもよい。
【0053】
本発明の好ましい実施形態によると、前記仕上げ処理調合物には、殺生物剤がさらに含まれる。多くの水溶性分散液および乳液は、黄色ブドウ状球菌(Staphylococcus Aureus)、腸チフス菌(Salmonella typhosa)、肺炎桿菌(Klebsiella pneumoniae)、枯草菌(Bacillus subtilis)、大腸菌(Escherichia coli)、プロテウス・ブルガリス(Proteus vulgaris)、緑膿菌(Pseudomonasaeruginosa)、リゾプス・ストロニパー(Rhizopus stolonifer)、アスペルギルス・ペニシロイデ(Aspergillus penicilloides)、黒色アスペルギルス(Aspergillus niger)、アルテマリア・ラジシナ(Altemaria radicina)、および毛瘡白癬菌(Trichophyton mentagrophytes)のようなバクテリアと真菌の増殖により、保管および使用中に大きく損傷される恐れがある。殺生物剤を含むことで、このような生物体による劣化を防止したり、減少させることができる。本明細書において使用された、殺生物剤という用語は、昆虫またはその幼虫を防除したり、あるいは殺菌剤、殺真菌剤または殺ウイルス剤として作用するように意図された化学物質を指す。制御して、さらに効果的に殺生物剤を分布させることで、これは、布地の仕上げ処理工程の前、途中および後において、微生物の影響を限定するような作用をする。
【0054】
このような生物体に対して選択的であるいずれの殺生物剤でも、本発明において含有するために適していると予想されるが、用いられる殺生物剤が、イソチアゾリノン類、アルデヒド類、ジアシルヒドラジン、トリアジン類、第4アンモニウム化合物類、ヒドロキシメチルウレイド誘導体、エーテルアミン類、エーテルニトリル類、ヒダントイン類、アルキルメタトルアミド類、アルキフタレート類、クロロニコチニル化合物類、n−メチルカルバメート類、有機塩素化合物類、有機リン化合物類、フェロモン類、ピラゾル類、ピレスロイド類、ハロゲン化フェノール類、アゾール類、ベンジニジアゾール類、カルボキサミド類、ジカルボキサミド類、ジチオカルバメート類および置換ベンゼン類からなる群より選択されることが好ましい。より好ましくは、前記殺生物剤は、N−N−ジエチルメタトルアミド(DEET)、3−ブロモ−1−クロロ−5,5−ジメチル−2,4−イミダゾリンジオン(BCDMH)、5−クロロ−2−メチルイソチアゾール−3−オン(CMI)、2−メチル−2,3−ジヒドロイソチアゾール−3−オン(MI)、1,2−ベンズイソチアゾリン−3−オン、1,3−ジクロロ−5,5−ジメチルヒダントイン(DCDMH)、1,3−ジブロモ−5,5−ジメチルヒダントイン(DBDMH)、2,2−ジブロモ−2−ニトロエタノール(DBNE)、テトラデシルジメチルアンモニウムブロミド、テトラデシルジメチルベンジルアンモニウムブロミドからなる群より選択される。殺生物剤の選択および使用は、規制的要件を受ける。この目的においては、1,2−ベンズイソチアゾリン−3−オンが特に適切であることが分かった。
【発明を実施するための最良の形態】
【0055】
本発明のさらに別の利点、特徴および細部は、本発明の好ましい実施形態についての以下の記載に基づいて明らかになる。参照は添付図面の説明に関して行われる。
【0056】
以下は、ほんの一例として、図面を参照して与えられた、本発明のある実施形態の説明である。図2乃至図6を参照すると、本発明の好ましい実施形態による布地仕上げ処理装置1を示されている。布地仕上げ処理装置1は、電気モータ(図示省略)を用いて駆動されるエンドレスコンベヤベルト2から形成されている。コンベヤベルト2には、布製品Tを配置することができ、この布製品Tは、前記布地が、複数の作業を受けることができるハウジング3に沿って、矢印P1の方向へ搬送されることができる。最終的に、布地は、後処理のために矢印P2(図4に示されているように)の方向に排出される。多くのノズル12がハウジング3内に配列されている。これらのノズルは、連続的に配列された複数の平行ビーム4、5、6、7に配列されている。第1の列4、第2の列5、第3の列6などがこのように形成されている。列の数を変えることができ(図5に点線で表される)、多くの要因の中でも目的の作業の回数に依存する。1列当たりのノズルの個数もまた変えることができ、とりわけ、布地に適用される任意のデザインの所望の解像度に依存する。特に好ましい一実施形態では、前記ビームの実効的な幅は約1mであり、このビームには、固定されて配置された約29個のスプレイヘッドが設けられ、それらは、各ヘッド当たり直径50μmのノズルを約8個有している。ノズル12の各々は、仕上げ処理調合物の液滴のジェットを、少なくとも1つ発生させることができる。
【0057】
好ましいコンティニュアスインクジェット法では、ポンプが、インクの定流を1つ以上の非常に小さいノズルを通じて移送する。1つ以上のインク吐出物であるインクジェットは、これらの孔を通じて射出される。励振機構の影響下で、このようなインクジェットは同一の大きさの液滴からなる定流へ分裂される。最もよく使用される励振装置は圧電型結晶である。生成された液滴の定流からは、特定の液滴だけが布地の基材への塗布のために選択される。このような目的のために、液滴は、帯電されるか、あるいは放電される。帯電されていない液滴は偏向されず、回収器すなわちガターによって回収される。帯電された液滴は、電場を介して基材の方へ導かれ、この結果、異なる液滴が基材に付着する最終位置を調整することができるように電荷または電場が変化される。図2では、液滴が、基材の移動方向に偏向されるものと示されているが、この偏向は、横断方向にも生じることができることを理解しなければならない。
【0058】
図5には、異なるノズル12がネットワーク15により、例えば、マイクロ制御器またはコンピュータを備える中央制御ユニット16に(電気的にまたは無線で)接続されていることが点線で示されている。コンベヤベルト2の駆動部もまた、ネットワーク15を介して前記制御ユニットに接続されている。前記制御ユニットは、この場合、必要によって前記駆動部および個別のノズルを作動させる。
【0059】
適用される仕上げ処理調合物物質が格納されている二重タンクも、ノズルの列4乃至7ごとに配列されている。ノズルの第1の列4にはタンク14a、14bが、第2の列5にはタンク15a、15bが、第3の列6にはタンク16a、16bなどのように設けられている。適切な調合物が、列の前記2つのタンクのうち少なくとも一方の中に設けられている。各タンクに接続され、異なる列に配置されているノズル12は、布製品が仕上げ処理調合物を用いた適正な処理を受けられるように向けられている。この実施形態では、布製品Tは、前記仕上げ処理のコーティングに影響を与えるために、光源13からの赤外線により処理されることが好ましい。
【0060】
連続的に搬送される異なる複数の布製品を異なる方式で処理することが可能であり、場合によっては、布地の搬送が中断されることも無く可能である。例えば、異なる仕上げ処理調合物が、正しいタンクの選択によって布地に塗布されるようにすることが可能である。これらの第1のタンク(14a、15a、16a)は、例えば、各々の場合に、第1類型の布地に使用される一方、第2のタンク(14b、15b、16b)は、第2類型の布地に使用される。
【0061】
例1
表2による調合物「マン(Man)15b」を、62ミクロンのノズルを用いて、リンクス(Linx)6000 CIJプリンタで試験を行った。難燃剤であるフラメンチンKRE(登録商標)は10重量%で存在しているが、これは40%の水溶液中に存在しているものであることに留意しなければならない。従って、機能性薬剤の全濃度は4重量%であった。
【表2】
【0062】
前記調合物は、表3による機能的物性を有することが分かった。
【表3】
【0063】
前記Man15b調合物を、5V乃至200Vの範囲の異なる変調電圧で吐出した。液滴形成および画像の品質を分析したところ、30V乃至80Vの広い範囲の変調電圧内で優れた結果が達成されたことが分かった。滴径は約115ミクロンであり、液滴の体積は800pLであった。プリントされたドットの直径は270ミクロンであった。
【0064】
その後、前記調合物で、40Vの変調電圧(圧力217)で信頼性試験を行った。90分後に噴射を終了し、ヘッドおよび基材の検査を行った。プリントされた布地では、エラーは検出されなかった。印字ヘッドは、肉眼で確認できる調合物の蓄積はなく、清浄であった。
【0065】
例2
次いで、表2の調合物について、表4による活性難燃剤構成成分の濃度を格段に増加させるために再検討を行った。難燃剤であるフラメンチンKRE(登録商標)は70重量%で存在しているが、これは40%の水溶液中に存在しているものであることに留意しなければならない。従って、機能性薬剤の全濃度は28重量%であった。
【表4】
【0066】
前記調合物は、表5による機能的物性を有することが分かった。
【表5】
【0067】
ドミノ・ジェットアレイ(Domino JetArray)(登録商標)インクジェットプリンタを用いて、前記調合物が280gsmの木綿BD上に付着された。1300pLの液滴体積を54dpiのクロスウェブ解像度と369dpiのダウンウェブ解像度とでプリントすると、11.2gsmの(この布の重量に対して)重さの所望の活性機能的コーティングが達成された。機能的物質の濃度が増加したことにより、所望のレベルの難燃性がより少ない数の液滴によっても付着でき、これは、システムのライン速度を増加させ、使用される水の量、従って乾燥電力のための要件を顕著に減少させる。
【0068】
前記難燃剤調合物を、さらに、150g/m2の木綿上に138dpi(ダウンウェブ)×129dpi(クロスウェブ)のプリント解像度で、62μmノズルを有するリンクス(Linx)6000 CIJプリンタを用いて、必要とされる活性難燃剤被覆量を蓄積するために、多重プリントパスを利用してプリントを行った。平均ドット直径は、270ミクロンであった。
【0069】
前記使用することのできる機能的構成成分の最大量は、減少された水が少ない濃度で存在している場合に調合物中のすべての物質の溶解度/相溶性を含め、個々のドットとして存在するよりは織物全体に一様に拡散されるようにする機能性が所望のレベルについての要件によって限定される。
【0070】
難燃剤機能性は、「表面効果」機能性というより、「バルク効果」機能性である。すなわち、織物の重量が増加するほど(あるいは減少するほど)、所望の活性機能的物質の被覆がそれぞれ増加する(あるいは減少する)。従って、表4の調合物Man41fは、低重量織物に対しては理想的ではない。その理由としては、所望の機能性被覆量(g/m2)を達成するために減少した解像度でプリントを行うことにより、一様なコーティングよりは個別的な点が形成されるはずであり、逆に、基材の連続的被覆を作製するのに充分高い解像度で前記調合物をプリントすることは、必要な分よりも遥かに多くの活性機能的物質を適用しなければならないため、浪費的であるからである。
【0071】
活性難燃剤の最適濃度を求めるため、下記の式が用いられる。
CFR=CVRGreq/(1/√2.Dd)2.Dv
ここで、CFRは、g/L単位の活性難燃剤の最適濃度であり、
CVRGreqは、gsm単位の活性難燃剤の必要被覆量であり、
Ddは、m単位のプリントされたドットの直径であり、
Dvは、L単位の液滴の体積である。
【0072】
本発明は、上述した実施形態に限定されるものではない。本発明が追求する権利は、むしろ、以下の特許請求の範囲で規定され、この特許請求の範囲では多くの変更例が想定される。
【図面の簡単な説明】
【0073】
【図1】基材の品質を向上させる過程の概略ブロック図である。
【図2】本発明の第1の好ましい実施形態による布地仕上げ処理装置の斜視図である。
【図3】図2の布地仕上げ処理装置の概略側面図である。
【図4】図2の布地仕上げ処理装置の概略前面図である。
【図5】図2の布地仕上げ処理装置の概略平面図である。
【図6】IRヒータがあることを示す図2の布地仕上げ処理装置の概略側面図である。
【特許請求の範囲】
【請求項1】
一定の幅を有する布地の基材の連続的な供給を行うことと、
前記幅に沿って複数のデジタル型ノズルからなる配列を設けることと、
前記ノズルに難燃剤調合物を供給することと、
前記難燃剤調合物を、前記ノズルから所定の液滴パターンで選択的に分配して、有効な引火性残留物なく、前記製品の実質的に完全な被覆を行うこととを具備する 難燃仕上げ処理を有する布製品を作製する方法。
【請求項2】
前記複数のデジタル型ノズルからなる配列は、固定型であり、前記布地の基材は、前記配列を越えて案内されるように提供される請求項1に記載の方法。
【請求項3】
前記布地の基材は、エンドレスコンベヤベルト上に提供される請求項1又は2に記載の方法。
【請求項4】
前記複数のノズルからなる配列は、複数の平行な列を有する請求項1乃至3のいずれか1に記載の方法。
【請求項5】
前記調合物は、水溶液または水中分散液として供給される請求項1乃至4のいずれか1に記載の方法。
【請求項6】
前記調合物の分配は、コンティニュアスインクジェット型の装置によって行われ、
前記調合物をほぼ連続流で前記ノズルへ送給することと、
前記連続流をノズル内で分裂させ、それぞれの液滴を形成する一方、同時に、必要に応じて電場を印加して、前記液滴を帯電させることと、
第2の電場を印加して、前記液滴が前記布製品の適した位置に付着するように前記液滴を偏向させることとを具備する請求項5に記載の方法。
【請求項7】
前記調合物は、前記布地の基材の片面のみに分配される請求項1乃至6のいずれか1項に記載の方法。
【請求項8】
前記調合物は、前記基材の厚さの1/2に達する最大深さで前記布地の基材に浸透するように分配される請求項7に記載の方法。
【請求項9】
前記液滴は、10℃乃至60℃の範囲の温度で付着される請求項1乃至8のいずれか1に記載の方法。
【請求項10】
前記難燃剤調合物のうちの難燃剤物質の濃度が、
CFRは、g/L単位の活性難燃剤の最適濃度であり、
CVRGreqは、gsm単位の活性難燃剤の必要被覆量であり、
Ddは、m単位のプリントされた点の直径であり、
Dvは、L単位の液滴の体積であるとして、
CFR=CVRGreq/(1/√2.Dd)2.Dv
により求められる請求項1乃至8のいずれか1項に記載の方法。
【請求項11】
i)膨張性粒子、遊離ハロゲン有機塩類、有機リン化合物類、リン酸アンモニウム、および2リン酸アンモニウムからなるグループより好ましく選択される1乃至30重量%の難燃剤と、
ii)50乃至95重量%の水と、および、場合によって
iii)補助溶媒、保湿剤、粘度調節剤、導電剤、界面活性剤、殺生物剤、pH調整剤、腐食防止剤、および湿潤剤からなるグループから選択される少なくとも1つの構成成分とを具備し、
分配された液滴は、20乃至50dyne/cm、好ましくは25乃至40dyne/cmの範囲の表面張力を有し、乾燥されて非引火性残留物を残すデジタル型液滴付着によって布地の基材へ塗布するための難燃剤調合物。
【請求項12】
pHが4乃至10、より好ましくは5乃至7.5の範囲である請求項10に記載の調合物。
【請求項13】
粘度が、ブルックフィールド粘度計で測定して、25センチポイズ未満、より好ましくは15センチポイズ未満であり、最も好ましくは3センチポイズより大きい請求項10乃至12のいずれか1に記載の調合物。
【請求項14】
2%より大きく、より好ましくは5%より大きく、最も好ましくは15%より大きい残留固形分含有量を具備する請求項10乃至13のいずれか1に記載の調合物。
【請求項15】
前記調合物の導電率は、500μS/cmより大きい請求項10乃至14のいずれか1に記載の調合物。
【請求項16】
前記調合物のうちのいずれの粒子も、5μm未満、より好ましくは2μm未満、最も好ましくは0.5μm未満の直径を有する請求項10乃至15のいずれか1に記載の調合物。
【請求項17】
難燃剤調合物のデジタル型付着によって、実質的に連続的な難燃仕上げ処理が施された布地の基材。
【請求項18】
前記実質的に連続的な仕上げ処理は、前記基材の異なる部分に異なるレベルの難燃性を付与する請求項17に記載の布地の基材。
【請求項1】
一定の幅を有する布地の基材の連続的な供給を行うことと、
前記幅に沿って複数のデジタル型ノズルからなる配列を設けることと、
前記ノズルに難燃剤調合物を供給することと、
前記難燃剤調合物を、前記ノズルから所定の液滴パターンで選択的に分配して、有効な引火性残留物なく、前記製品の実質的に完全な被覆を行うこととを具備する 難燃仕上げ処理を有する布製品を作製する方法。
【請求項2】
前記複数のデジタル型ノズルからなる配列は、固定型であり、前記布地の基材は、前記配列を越えて案内されるように提供される請求項1に記載の方法。
【請求項3】
前記布地の基材は、エンドレスコンベヤベルト上に提供される請求項1又は2に記載の方法。
【請求項4】
前記複数のノズルからなる配列は、複数の平行な列を有する請求項1乃至3のいずれか1に記載の方法。
【請求項5】
前記調合物は、水溶液または水中分散液として供給される請求項1乃至4のいずれか1に記載の方法。
【請求項6】
前記調合物の分配は、コンティニュアスインクジェット型の装置によって行われ、
前記調合物をほぼ連続流で前記ノズルへ送給することと、
前記連続流をノズル内で分裂させ、それぞれの液滴を形成する一方、同時に、必要に応じて電場を印加して、前記液滴を帯電させることと、
第2の電場を印加して、前記液滴が前記布製品の適した位置に付着するように前記液滴を偏向させることとを具備する請求項5に記載の方法。
【請求項7】
前記調合物は、前記布地の基材の片面のみに分配される請求項1乃至6のいずれか1項に記載の方法。
【請求項8】
前記調合物は、前記基材の厚さの1/2に達する最大深さで前記布地の基材に浸透するように分配される請求項7に記載の方法。
【請求項9】
前記液滴は、10℃乃至60℃の範囲の温度で付着される請求項1乃至8のいずれか1に記載の方法。
【請求項10】
前記難燃剤調合物のうちの難燃剤物質の濃度が、
CFRは、g/L単位の活性難燃剤の最適濃度であり、
CVRGreqは、gsm単位の活性難燃剤の必要被覆量であり、
Ddは、m単位のプリントされた点の直径であり、
Dvは、L単位の液滴の体積であるとして、
CFR=CVRGreq/(1/√2.Dd)2.Dv
により求められる請求項1乃至8のいずれか1項に記載の方法。
【請求項11】
i)膨張性粒子、遊離ハロゲン有機塩類、有機リン化合物類、リン酸アンモニウム、および2リン酸アンモニウムからなるグループより好ましく選択される1乃至30重量%の難燃剤と、
ii)50乃至95重量%の水と、および、場合によって
iii)補助溶媒、保湿剤、粘度調節剤、導電剤、界面活性剤、殺生物剤、pH調整剤、腐食防止剤、および湿潤剤からなるグループから選択される少なくとも1つの構成成分とを具備し、
分配された液滴は、20乃至50dyne/cm、好ましくは25乃至40dyne/cmの範囲の表面張力を有し、乾燥されて非引火性残留物を残すデジタル型液滴付着によって布地の基材へ塗布するための難燃剤調合物。
【請求項12】
pHが4乃至10、より好ましくは5乃至7.5の範囲である請求項10に記載の調合物。
【請求項13】
粘度が、ブルックフィールド粘度計で測定して、25センチポイズ未満、より好ましくは15センチポイズ未満であり、最も好ましくは3センチポイズより大きい請求項10乃至12のいずれか1に記載の調合物。
【請求項14】
2%より大きく、より好ましくは5%より大きく、最も好ましくは15%より大きい残留固形分含有量を具備する請求項10乃至13のいずれか1に記載の調合物。
【請求項15】
前記調合物の導電率は、500μS/cmより大きい請求項10乃至14のいずれか1に記載の調合物。
【請求項16】
前記調合物のうちのいずれの粒子も、5μm未満、より好ましくは2μm未満、最も好ましくは0.5μm未満の直径を有する請求項10乃至15のいずれか1に記載の調合物。
【請求項17】
難燃剤調合物のデジタル型付着によって、実質的に連続的な難燃仕上げ処理が施された布地の基材。
【請求項18】
前記実質的に連続的な仕上げ処理は、前記基材の異なる部分に異なるレベルの難燃性を付与する請求項17に記載の布地の基材。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2008−537984(P2008−537984A)
【公表日】平成20年10月2日(2008.10.2)
【国際特許分類】
【出願番号】特願2008−502416(P2008−502416)
【出願日】平成18年3月22日(2006.3.22)
【国際出願番号】PCT/EP2006/060972
【国際公開番号】WO2006/100280
【国際公開日】平成18年9月28日(2006.9.28)
【出願人】(506094529)テン・ケイト・アドバンスト・テクスタイルス・ビー.ブイ. (7)
【Fターム(参考)】
【公表日】平成20年10月2日(2008.10.2)
【国際特許分類】
【出願日】平成18年3月22日(2006.3.22)
【国際出願番号】PCT/EP2006/060972
【国際公開番号】WO2006/100280
【国際公開日】平成18年9月28日(2006.9.28)
【出願人】(506094529)テン・ケイト・アドバンスト・テクスタイルス・ビー.ブイ. (7)
【Fターム(参考)】
[ Back to top ]