
布製品の連続インクジェット仕上げ処理のための組成物
コンティニュアスインクジェット技術によって布地の基材に付着を行うための仕上げ処理組成物が提案される。この組成物は、媒体に機能的仕上げ処理剤の分散液あるいは乳液を含み、吐出された組成物は500μS/cmより大きな導電性を有する。この仕上げ処理組成物の分散液あるいは乳液中の粒子のサイズは約5ミクロン未満である。これらの粒子を確実に充分に細かくすることにより、効果的で信頼性の高い液滴付着をノズルの詰まりなしに行なうことができる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、布地を仕上げ処理することに関し、特に、コンティニュアスインクジェット(CIJ)技術を使用したデジタル式液滴付着による布地の仕上げ処理に関する。本発明は、さらに、この目的に特に適合した仕上げ処理組成物およびこのような仕上げ処理を実行する方法に関する。
【背景技術】
【0002】
布地の作製は、伝統的にいくつかの異なったプロセスで行われる。伝統的な布地作製は大まかに5つの作製段階、すなわち、材料繊維を作製すること、この材料繊維を紡績すること、布(例えば織布あるいは編布、房状材料あるいはフェルトおよび不織材料)を製造すること、この布の品質を向上させること、および最終製品を作製するかあるいは製造することに区別することができる。布地の品質向上は、使用者によって望まれる外観と物理的特性とを布地に付与するという目的を有する作業の総合的結果である。布地の品質向上は、とりわけ、準備、脱色、漂白、着色(染色(dyeing)および/または捺染)および布製品の仕上げ処理を備えている。
【0003】
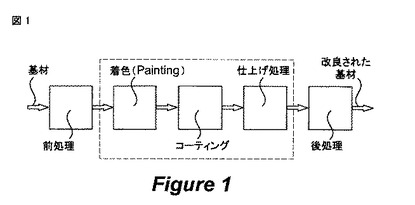
布地の品質を向上させるための従来のプロセスは、いくつかの部分プロセスあるいは品質向上ステップ、すなわち、布製品(基材と称されることもある)の前処理、この基材の染色、この基材のコーティング、この基材の仕上げ処理およびこの基材の後処理から構成されている(図1を参照)。
【0004】
布地をプリントするための公知の技術はいわゆるテンプレート技術である。文字および記号のような所望のパターンを前記基材へ適用することのできる切り出し薄板あるいは素子、すなわちテンプレートへインクが適用される。布地をプリントするための別の公知の技術は、いわゆる平台プリント技術であり、プリントされた画像は、プリント区域を形成しないプリント型の部品がある一平面に存在している。これに関する1つの例はいわゆるオフセットプリントであり、ここではプリントプロセスが間接的に行われる。プリントの間、プリント区域は、シリンダーの周りに張られたゴム地の上へまず移り、次いで、そこから、プリントするための物質へ移る。さらに別の技術はスクリーンプリントであり、ここでは、塗布するための物質は、プリントテンプレートにおける開口を通して、プリントのための布地に塗布される。
【0005】
すでに図1に表示されたように、前記基材の染色は別の品質向上ステップである。染色とは、色付き化学物質を全平面に、次いで1つの色で均一に塗布することである。染色は目下、布製品を染浴の中に浸すことによって行われており、これによって、布地は、前記基材の両側面に見ることのできる色付き物質で飽和される。
【0006】
仕上げ処理の1つの形態はコーティングである。布地のコーティングには、前記基材を保護するかあるいは前記基材の耐久性を増大させるような特定の機能特性を布地に付与するための、布地への薄い層の適用が含まれている。溶媒あるいは水に基づくコーティングを適用するための通常の技術は、いわゆる「ナイフオーバーローラ」型スクリーンコーター、「浸漬」型スクリーンコーターおよび「リバースローラ」型スクリーンコーターである。水中のポリマー物質の溶液、懸濁液あるいは分散液は通常、布へ塗布され、また、過剰なコーティングはその後、ドクターナイフで掻き落とされる。このような手順を有効にするために、コーティング用調合物は粘度がきわめて高いペースト状の形態になければならない。多くの調合物については、これらの調合物を前記機能性に悪影響を及ぼすことなくこのような粘度状態にすることは可能でない。このことは、増粘剤が前記機能的化学物質と不相溶性であるという事実によるためであろう。
【0007】
布地の仕上げ処理のために時には採用されるさらに別の手順は、フーラーディングのような浸漬技術あるいは浴技術の使用である。布地は適用される機能的組成物が含有されている水溶液の中に充分浸漬される。その後の乾燥、固着および濃縮の繰り返しが、この作業を遂行するために必要である。これによって、資源、とりわけ水およびエネルギーのかなり使用される。一般に、このような技術のために使用される溶液、懸濁液あるいは分散液は、低い濃度の所望の機能的組成物を有する。
【0008】
図1に示された品質向上ステップのそれぞれはいくつかの作業からなっている。前記基材の性質および所望の最終結果に左右されるが、異なる種類の化学物質についてさまざまな処理が必要である。
【0009】
プリント、染色および仕上げ処理の品質向上の工程について、しばしば同じ順序で行なわれる4つの反復工程を一般に区別することができる。これらの処理は、専門的分野において単位作業(unit operation)と称され、含浸(すなわち、化学物質の適用あるいは導入)、反応/固着(すなわち、化学物質の前記基材への結合)、洗浄(すなわち、過剰な化学物質および補助化学物質の除去)、および乾燥を含んでいる。
【発明の開示】
【発明が解決しようとする課題】
【0010】
通常の品質向上法の1つの短所は、品質向上の工程(染色、コーティングおよび仕上げ処理)ごとに単位作業の何回かのサイクルを実行して所望の結果を達成しなければならないということである。コーティングのためには3回以上のサイクルの単位作業がしばしば必要であり、このことは、比較的高い環境への影響、長い処理時間および比較的高い製造コストを必然的に伴う。染色のために、4回以上にもなるサイクルの単位作業が必要である。伝統的な染色プロセスには、例えば、増粘剤のような過剰な化学物質をすすぎ落とすために数回のすすぎ(ウォッシングおよびソーピング)の最終操作が必要である。すすぎの結果、水が多く使用される。これらのすすぎプロセスに続くのは乾燥プロセスであり、この乾燥プロセスは、搾り出しローラおよび/または真空システムを使用する機械的乾燥ステップと、その後に行われる、例えば布張り枠を使用する熱乾燥ステップとからなっているのが普通である。
【0011】
この時点では、別の装置において異なった布地の品質向上ステップを遂行することもまた普通である。このことは例えば、染色がこの目的に特に適したいくつかの染浴において実行され、プリントおよびコーティングが別のプリント装置およびコーティング装置において遂行され、また、仕上げ処理がさらに別の装置によって遂行されるということを意味している。異なる操作が別々の装置で個別に遂行されるため、布地の処理には、通常は異なる部屋区域に広がる比較的大きい区域が必要である。
【0012】
いくつかの刊行物では、グラフィック・イメージを作るためにインクジェットプリント技術を使用して布製品をプリントすることができることが示唆されてきた。グラフィック(紙)プリント分野からのインク調合物は、このような調合物が噴射付着のためにすでに適合しているので、この目的のために広く使用されてきた。具体的には、顔料微粒子の寸法と比較的低い固形分とによって、このようなインクはインクジェット装置に最も適している。しかしながら、このような調合物は、すべての布地、具体的にはかなりの吸収性が生じる布地への適用のために完全に適しているというものではない。過去において、布製品は、インク液滴が標準的なグラフィックプリント技術を使用して適用されるコーティングで前処理されていた。あるプロセスは、白い衣料シートの上にプリントするために従来のプリント装置が使用される米国特許第4,702,742号から知られている。さらに別のプロセスは、インクおよび固着用溶液の両方が従来のインクジェットヘッドを使用して布地へ塗布されるドイツ特許出願DE19930866号に示唆されている。しかしながら、これらの公知の方法は、グラフィック・イメージを作ることだけに関するものであり、また、使用されるこれらの調合物は、仕上げ処理のためのコーティングとして不適切なものである。
【0013】
布地の基材を品質向上させる目的のためにインクジェット型ノズルを使用することが、ともに2004年9月22日に出願された未刊行のPCT出願であるPCT/EP2004/010732号およびPCT/EP2004/010731号にもまた、示唆されてきた。提案されたこれらの方法は、布地へ1つ以上の化学物質を適用するためのいくつかのノズルと、さらに、これらのノズルに沿って上記布地を搬送するためのコンベアとを備えている装置を使用するものである。これらのノズルは、上記布製品の搬送方向を横断して延びているいくつかの連続配置状の列に並べられている。この布製品は、第1機能的層を受けることのできる第1ノズル列に沿って案内される。この布製品は次いで、さらに別の機能的層を受けるための第2ノズル列あるいは第3ノズル列に沿って案内される。このようなプロセスはデジタル式液滴付着と称されることがある。
【0014】
先に提案された方法によれば、化学物質を高濃度の形態で、かつ、正確な使用量で適用する選択肢が提供される。これによって、所望の品質向上結果を単一サイクルの単位作業だけで達成することができる。この化学物質を連続して位置した複数のノズル列の使用によるただ1回のプロセスの実行で塗布することによって、プロセスの実行当たりの効率が顕著に増大する。使用量の精度および可能であるノズル制御のために、きわめて均一な層を塗布することもできる。この化学物質を塗布することができる比較的高い濃度によって、さらに、たいていの場合に暫定的な乾燥がほとんど不要になる。上記の提案された装置のノズルは、これらのノズルに沿って案内される布地に対して静止しているのが好ましい。これによって、比較的高い処理速度ときわめて正確なパターン形成とが可能になる。デジタル式液滴付着のさらに別の利点は、これがオンデマンド送給の可能性をもたらすことである。より少ない一連の異なる布製品は、悪い環境影響と生産性影響とを有しうる複雑な切替え操作によることなく、単一の品質向上装置で処理することができる。
【0015】
また、東レ工業株式会社(Toray Industries)の未審査日本特許出願である特開昭61−152874号では、布地シートを機能的組成物で点の形態に含浸させることが示唆された。抗生物質、吸湿剤、撥水剤、帯電防止剤、紫外線吸収剤、赤外線吸収剤、蛍光増白剤、膨潤剤、溶剤、鹸化剤、脆化剤、無機顆粒剤、金属顆粒剤、磁性材料、難燃剤、抵抗材料、酸化剤、還元剤、香料などが含まれるさまざまな機能的組成物が示唆されている。この文献には、伝統的なフォトグラビアロール・スクリーン・プリント法では、あまりに大きすぎることもある点のパターンが作製され、吹き付け技術では、付着した製品の点の大きさおよび品質を調整することが困難であることが示されている。この文献では布地を機能的組成物で点の形態に含浸させることが提案されており、点の平均直径が30乃至500ミクロンであり、また、点の占有区域比が3乃至95%である。この文献ではインクジェットプリント技術の使用が示唆されているが、この文献では、とりわけ伝統的なコーティング組成物の高い粘度のために、従来のインクジェット装置が適していない、ことが認識されている。この文献は主として、特定可能な液滴構造を維持することと液滴が連続して流れるのを防止することとに関するものである。さらにまた、この文献によれば、溶液の使用に関する例がもたらされるが、分散あるいは懸濁というインクジェット付着の問題に対処することができない。
【0016】
グラフィック・イメージを提供するためのさまざまな型のインクジェットプリンタが広く知られている。このようなプリンタは、オフィスあるいは家庭で使用されるようなデスクトップ型インクジェットプリンタであってもよく、また、染料を包含している水性インクの小さい液滴(20pL未満)を用いて特定の種類の紙基材(プリント用紙)の上にプリントするために広く使用されている。一般に、工業的なインクジェットプリンタは、グラフィック・イメージあるいは日付/バッチのコードを製品の上にプリントするためにもまた存在しており、これらのプリンタは典型的には、染料・顔料を包含している溶剤性インクを用いて無孔性基材の上にプリントする。しかしながら、このような調合物は、とりわけ耐変色性がないために、大部分の布地に適用するには適していない。インクジェット技術を用いて布地の上にプリントするためには、布製品はこれまで、インク液滴が適用されるコーティングで前処理されてきた。品質を向上させる目的のためには、現在用いられている大部分のコーティング組成物および仕上げ処理組成物は、インクジェット技術を使用する付着については適していない。大きい液滴を作る工業的なインクジェットプリンタおよびノズルは、一般に溶剤性着色インクで使用するために設計されている。さらにまた、吐出することのできる液滴容積は、きわめて少ない50pLの程度であり、布地の仕上げ処理のためにはほとんど不充分であって、この場合には布の中へのかなりの浸透が必要である。典型的な仕上げ処理用調合物は、大部分が水性であり、また、一般に、ノズルの目詰まりを引き起こすおそれのある粒子径を有する。気泡発生、跳ね飛びおよび外皮形成に関するさらに別の問題に直面した。100KHzまで連続的に作動する多数のノズルで稼働するときには、信頼性および故障なし作業が最も重要である。特開昭61−152874号では、従来のインクジェット装置は仕上げ処理組成物を適用するためには適していないということを指摘しているものの、これをどのようにして改善するかについての教示を提供していない。
【0017】
ある好ましい形態のデジタル式液滴付着では、多重偏向(multi-level deflection)を伴うコンティニュアスインクジェット(以下、CIJという)技術が使用される。このコンティニュアス法では、ポンプによってあるいはタンクの圧力によって、一定の薬剤流がノズルのきわめて小さい1つ以上の出口へ送られる。1つ以上の薬剤の噴流はこれらの出口を通して射出される。励振機構の影響を受けて、このような噴流は同一サイズの液滴からなる一定流へ分裂する。最もよく使用される励振器は圧電結晶であるが、他の形態の励振あるいはキャビテーションを使用することができる。生成された液滴からなる一定流から、特定の液滴だけが、布地の基材への塗布されるために選定される。この目的のために、これらの液滴は帯電されるかあるいは放電される。CIJにおいては、布地に液滴を分布させるための2つの変形例、すなわち、バイナリCIJと多重偏向CIJとがある。バイナリCIJ法によれば、液滴は帯電しているかあるいは帯電していない。帯電した液滴は、これらが印字ヘッドで電界を通過するように偏向される。具体的なバイナリCIJプリンタの構成に左右されるが、帯電した液滴は前記基材へ導かれ、一方、帯電していない滴りは印字ヘッドのガターに集められて再循環されるか、あるいは逆の処理を受ける。多重偏向法として知られたいっそう好ましい方法によれば、液滴は、これらが一定の電界を通過する前にこれらへ可変な大きさで帯電させることで、あるいは逆に、液滴が可変な電界を通過する前にこれらへ一定に帯電させることで、前記基材へ塗布される。液滴における電荷/電界の相互作用の程度を変更する可能性は、これらが受ける偏向の度合い(従って、基材におけるこれらの位置)を変化させることができることを意味し、それゆえ「多重偏向(multi-deflection)」である。帯電していない液滴は、印字ヘッドのガターによって回収されて再循環される。
【0018】
本発明は、特に、以下のような動作、すなわち、前記調合物を前記ノズルへほとんど連続流で送給することと、前記ノズルで前記連続流を分裂させ、それぞれの液滴を形成する一方で、同時に、必要に応じて、前記液滴を帯電させるために電界を印加することと、第2の電場を印加し前記液滴をこれらが前記布製品の適切な位置に付着されるように偏向させるようにすることとにより、全てのこのようなCIJ装置に適用されることを目的としている。
【0019】
CIJを使用することにより、1噴射かつ1秒当たり、64,000乃至125,000個の滴個を生成することが可能になる。この多数の液滴および衣類の幅全体にわたる相互に隣接したヘッドによって、比較的高い生産性とプリント結果の比較的高い品質とが得られる。すなわち、高い付着速度を考慮すると、毎分約20メートルという布地の基材の生産速度を実現することができる。ノズルに関連するタンクの小さい容積を考慮すると、きわめて短い時間内(2分未満)に製品の変化もまた実現することができる。
【0020】
先に提案されたデジタル式仕上げ処理手順の利点にもかかわらず、現在使用されているたいていのコーティング剤および品質向上用組成物は、コンティニュアスインクジェット技術を使用する付着には適していないということがわかった。このコンティニュアス型の標準的なインクジェットノズルは一般に、溶媒性(solvent-based)インクとともに使用するために適合している。さらにまた、高品質のグラフィックをプリントするためにCIJを使用すると、吐出することのできる液滴の容積は、きわめて少ない50pLの程度であり、この場合には布地の中へのかなりの浸透が必要である布地の仕上げ処理のためにはほとんど不充分である。典型的なコーティング調合物は、大部分が水性であり、また、一般に、ノズルの目詰まりを引き起こすおそれのある粒子径を有する。気泡発生、跳ね飛びおよび外皮形成(encrustation)に関するさらに別の問題が生じてきた。100KHzまで連続的に作動する多数のノズルで作動する場合、信頼性および故障の無い動作が最も重要である。
【課題を解決するための手段】
【0021】
本発明によれば、コンティニュアスインクジェット技術によって布地の基材に付着を行うための布地仕上げ処理組成物であって、媒体に機能的仕上げ処理剤の分散液あるいは乳液を具備し、吐出される組成物は500μS/cmより大きい伝導率を有し、この仕上げ処理組成物の前記分散液あるいは乳液内の粒子のサイズが5ミクロン未満である布地仕上げ処理組成物が提供される。
【0022】
確実にこれらの粒子を充分に細かくすることにより、効果的で信頼性の高い液滴付着を詰まりなしに進めることができる。この状況で、粒子という用語は、分散液の中に存在している固体粒子、および例えば乳液に存在している液相あるいはゲル状相に存在している固体粒子を含むことを意図している。5ミクロンが粒子のサイズについてのおおよその限度であることに留意すべきである。最大粒子サイズが、2ミクロン未満であることは好ましく、バイナリコンティニュアスインクジェットについては0.5ミクロン未満であることさえ必要でありうる。この値はまた、前記組成物における固形分の百分率が10%を超えて増大するにつれて減少し、前記ノズル径が50ミクロンを超えて増大するにつれて増加するであろう。この観点では前記調合物は一定の品質のものであることが最も重要であるということがわかった。従って、所定の直径よりも小さい粒子サイズについて述べることは、D99直径あるいはこれよりも良好なものに言及することを意図している。前記調合物はまた、凝集あるいは沈降を受けるべきではない。このことは、この組成物が長期の使用の間に、あるいはこのインクジェット装置が通常の使用の間にアイドル中に、所定値よりも大きい粒子が形成されないことを意味するということを意図している。多くの組成物は長期保存の間に例えば沈殿物を形成することがあるが、このことは適切な混合調整によって克服することができるということとが理解されている。
【0023】
本発明の状況では、「仕上げ処理」という用語は、インクおよび染料を使用する従来のインクジェットプリントの場合と同様に、布地の基材に色付きデザインを提供したり、あるいは外観を変化させたりするだけではなく、布地の基材の機能性を変化させるために補助薬品を使用する処理を意味するものであると理解される。これらの仕上げ処理技術は、最終製品の特性を改善しかつ/または最終製品へ特性を付加することを意味している。この背景では、この用語は、コーティングおよび含浸の両方を包含するものと、また、基材の機能性を向上させる他の物理的処理も含むものと理解される。以下では、染色と仕上げ処理とは区別される。必要であれば、仕上げ処理を、吸着特性が400乃至700nmであるというだけの理由で前記基材へ適用される粒子の付着を伴う処理を排除するものであると理解することができる。
【0024】
本明細書では、「仕上げ処理組成物」という用語は、水溶液、水溶性分散液、有機溶液、有機分散液、硬化型液体混合物(curable liquid mixture)、および活性成分を含む溶融化合物を包含している。本発明の重要な利点によれば、組成物は基材と反応しないものであってもよい。このように、組成物は、そうでない場合よりもより多様な布地へ適用することができる。
【0025】
さらにまた、「布地」という用語は、織布、編布および不織布を含むすべての形態の布製品を含むことを目的としている。この用語は、カーペット、紙および段ボールのような2次元剛性を有する繊維製品を除くことを目的としている。これらの繊維製品は、時には布地として言及されるが、これらは実質的に一定の2次元形態を維持するようにして、内部で連結されている。これらが第3の次元において柔軟であってもよいが、これらは一般には、本当の布地において本来備わっているように、繊維層の平面内で自由に伸びたり歪んだりしない。好ましいのは、布地の基材は、長さが100メートルを超え、1メートルを超える幅を備えたロールなどに供給されることである。好ましい布地には、木綿および/または他の処理ずみセルロース系繊維、さらに、ポリエステル、ポリアミド、ポリアクリルニトリル、アセテートおよびトリアセテートあるいはこれらの混合物が含まれている。
【0026】
本発明のさらに別の態様によれば、前記組成物は、吐出される組成物に500μS/cmより大きい必要な伝導率を得るために充分な量で導電剤を有している。前記液滴に電荷を付与することができるように、前記仕上げ処理組成物は充分に導電性でなければならない。前記媒体が水である水溶液については、電気導電剤は、と出される組成物に0.5重量%まで存在するのが好ましい導電性塩類であってもよい。例としてあげられる塩類には、硝酸リチウム、チオシアン酸カリウム、ポリチオフェン、およびジメチルアミン塩酸塩が含まれる。一般に、塩化物のような複数の特定の塩類は、これらが他の塩類よりも腐食性であるので、特に好ましくないものである。この導電性塩類を、必要な水準の導電率を付与する一方でこれらの腐食を助長する効果を最小限にするように選択することができる。チオシアン酸カリウムは、所望の導電率を達成するために要求されることが比較的少ないために、吐出目的のためには特に有用であるということがわかった。
【0027】
最も普通の仕上げ処理剤を使用する好ましい実施形態によれば、前記媒体は、好ましくは前記吐出される組成物中に50乃至90重量%で存在する蒸留水、脱塩水および/または脱イオン水である。
【0028】
本発明によれば、好ましくは前記吐出される組成物中に約20重量%で存在する補助溶剤を提供することもできる。適切な補助溶剤には、メタノール、エタノールおよびアセトンが含まれる。この補助溶剤は導電剤についての溶解性を与えるために必要なことがある。すなわち、少量のエタノールが使用され、このエタノールが使用されなければ不溶性の導電剤を溶解させる。さらに別の利点によれば、この補助溶剤は、前記仕上げ処理剤の溶解性および/またはこの仕上げ処理剤の前記導電剤との親和性を改善するために使用することもできる。これらの物質の間における非親和性は調合物の一般的な問題である。
【0029】
本発明のある重要な態様によれば、かなり大量の残留固形分をこの組成物によって付着させることができる。この仕上げ処理組成物は、吐出される組成物に、全てで残留固形分を、5重量%より多く、好ましくは10重量%より多く、最も好ましくは13重量%より多く含んでもよい。これによって、乾燥において著しく少ないエネルギーが使用され、作動速度をより大きくすることができる。
【0030】
本発明のさらに別の態様によれば、この仕上げ処理組成物は、前記吐出される組成物に好ましくは5重量%まで存在する保湿剤をさらに有していてもよい。この保湿剤は通常、噴射が作動しないときにノズルの殻化を防止するために使用される低揮発性、高沸点の液体である。適切な保湿剤には、多価アルコール、グリコール、グリセロール、メトキシプロパノール、n−メチルピロリドン(NMP)が含まれる。特定の調合物については5%より多い保湿剤が使用されているようであるが、実際には、同じ物質が粘度調整剤としても存在していることがある。
【0031】
前記仕上げ処理組成物は、前記吐出される組成物に好ましくは20重量%まで存在する粘度調整剤を含んでもよい。この粘度調整剤は、液滴形成・分裂の過程を調整するので、信頼性および品質を向上させるために重要な成分である。この物質は、また、活性機能的仕上げ処理構成成分としても作用し、また、いくつかのエンドユーザー特性をもたらす。一般に、溶液中の高分子量ポリマーは、これらの弾性がジェットの分裂を実現することを困難にするため、避けるべきである。適切な粘度調整剤には、ポリビニルピロリドン(PVP)、ポリエチレンオキサイド、ポリエチレングリコール、ポリプロピレングリコール、アクリリックス(acrylics)、スチレンアクリリックス(styrene acrylics)、ポリエチレンイミン(PEI)およびポリアクリル酸(PAA)が含まれる。好ましいのは、前記ノズルの通常の作動温度で測定される、4センチポイズまでの粘度が望ましい(バイナリ付着についてはより低い)ことである。
【0032】
この仕上げ処理組成物は、前記吐出される組成物に好ましくは0.5重量%まで存在する界面活性剤をさらにまた含んでもよい。界面活性剤は、発泡を減少させるために有用であり、また、表面張力を低下させ、前記ノズルと前記布地との濡れを改善することができる。例として挙げられる界面活性剤には、ポリシロキサンおよびエアー・プロダクツ社(Air Products)から入手可能なサーフィノール(Surfynol)DF75(登録商標)のような消泡剤、および、エアー・プロダクツ社(Air Products)から入手可能なサーフィノール(Surfynol)104E(登録商標)およびダイノール(Dynol)604(登録商標)のような湿潤剤が含まれる。この組成物の表面張力は25乃至50dynes/cmであるのが好ましい。この表面張力が高すぎるときには、この組成物は、印字ヘッドの内側を適切に濡らすことがなく、また、確実な付着を妨げるエアーポケットを残すであろう。この流体の表面張力が低すぎるときには、印字ヘッドノズルにメニスカスが適切に形成されることがなく、また、この流体の分裂は信頼性がないであろう。
【0033】
さらに、この仕上げ処理組成物は、前記吐出される組成物に好ましくは0.5重量%まで存在する殺生物剤も含んでもよい。殺生物剤はこの組成物中で細菌が成長するのを防止するために使用される。これは、この組成物の他の構成成分が細菌を殺すために充分な濃度があるときには、必要でないであろう。例としてあげられる殺生物剤には、ゼネカ・スペシャルティーズ(Zeneca Specialties)から入手可能な1,2−ベンジソチアゾリン−3−オンおよびプロクセル(Proxel)GXL(登録商標)が含まれる。
【0034】
この仕上げ処理組成物は、前記吐出される組成物に好ましくは1重量%まで存在するpH調整剤をさらに有していてもよい。このpH調整剤は、組成物の固形分が安定に分散されるpH、通常はこれはpH>7である、を維持するために使用され、たいていはアルカリ性である。pH調整剤はまた、前記組成物/活性剤と布地自体との間における相互作用の化学性に影響を及ぼすためにも使用される。アンモニア、モルホリン、ジエタノールアミン、トリエタノールアミンおよび酢酸が適切なpH調整剤である。一般に、印字ヘッドでの腐食を減少させるためには、比較的中性の溶液を使用することがインクジェットの観点から望ましい。
【0035】
この仕上げ処理組成物は、前記吐出される組成物に好ましくは0.2重量%まで存在する腐食抑制剤をさらに含んでもよい。この腐食抑制剤は、流体中に(通常は活性構成成分に由来する不純物として)存在する望ましくないイオンがプリンタの腐食を引き起こすのを防止するために使用される。
【0036】
本発明のさらに別の態様によれば、この仕上げ処理剤は、劣化することなくせん断に対して耐性を有することができるために選択することができる。特に、この仕上げ処理剤は、少なくとも106/sまでのせん断に対して安定であるべきである。コンティニュアスインクジェットプリントは高せん断技術であるため、高せん断に対して安定ではない物質は、印字ヘッドノズル内で分解して同ノズル(あるいはCIJシステムについては戻りガター)を詰まらせるおそれがあり、また、基材についての望ましい用途あるいはエンドユーザー特性を提供しえなくなる。CIJについては、ノズルの中で受けるせん断力は、他のインクジェット技術によるせん断力よりも大きく、また、流体は、再循環され、ノズルを何度も通過しうる。この理由のため、せん断に対する安定性は、この技術についてはきわめて重要である。本発明は、CIJのための仕上げ処理組成物を目的とするが、それにもかかわらず、この組成物は、超微細バルブジェット装置のような、圧力、せん断力およびノズル径の類似した条件が検討される、他の吐出付着技術のためにも適しているであろうと考えられる。
【0037】
この仕上げ処理剤は、布地の基材に機能的特性を付与することができるどんな適切な薬剤であってもよい。具体的には、これは、帯電防止剤、抗菌剤、抗ウイルス剤、抗真菌剤、薬用剤、毛玉防止剤、しわ防止剤、難燃剤、撥水剤、紫外線保護剤、防臭剤、耐摩耗剤、滑り止め剤、滑り促進剤、定着促進剤、耐汚染剤、耐油剤、接着剤、硬化剤、柔軟剤、伸縮性促進剤、顔料結合剤、導電剤、半導電剤、感光剤、光起電剤、および発光剤からなるグループから選択することができる。
【0038】
薬品すなわち薬用剤あるいは生物活性剤と使用するために、担体を使用することができる。薬剤は低い温度、例えば40℃未満の温度で吐出させることができる。適切な担体には、シクロデキストリン、フラーレン、アザクラウンエーテル、さらにはポリ乳酸(PLA)が含まれる。これらの担体は、布繊維および薬剤の両方への付着に向いているのが理想的である。これらの担体の検討は、オーテックス・リサーチ・ジャーナル(Autex Research Journal)の第2巻、第4号のBretelerらによる論文、表題「医療用途での布地緩慢解放システム」(Textile Slow Release System with Medical Applications)において見出され、この論文の内容は、全体が参照として本明細書に組み入れられる。極微粒子で使用するために特に適している代替の担体はゾルゲル系である。
【0039】
本発明は、また、布地の基材を実質的に連続的に供給することと、複数のコンティニュアスインクジェットノズルからなる配列を設けることと、これらのノズルへ前記全ての請求項のいずれか1に記載の仕上げ処理組成物を供給することと、前記ノズルから前記組成物を連続して複数の液滴で選択的に分配して前記基材に所定の分布の液滴を付着させることとを有する布地を仕上げ処理する方法に関する。
【0040】
本方法の一態様によれば、前記液滴は、前記ノズルから15m/sより大きい速度で分配されることができる。前記液滴を、64KHzより大きい周波数で形成することができる。これらの大きな速度および周波数により、毎分約20メートルにのぼる基材の速度を実現することができる。しかしながら、さらに重要なことは、この組成物の特性が正確に最適化されることである。
【0041】
好ましいのは、前記ノズルは、多重偏向型であり、電荷又は電場を変化させて、複数の液滴を前記電荷で帯電させ、前記電場を使用してこれらの液滴を前記基材に導くことにより、これら液滴が付着される。
【0042】
本発明のさらに重要な態様は、形成される前記液滴のサイズを所定のノズル径に対してポンプ圧力あるいは励振周波数を変化させることにより変化させることができるということである。これらのパラメータを適切に電子制御することにより、液滴のサイズを制御することができる。このような制御は、例えば設定あるいは較正の間に断続的に変化されることができるが、一滴ずつでも変化されることができ、付着された組成物をさらに制御することを可能となる。
【0043】
また好ましいのは、前記基材に、30g/m2より大きい、より好ましくは約50g/m2の湿潤性組成物が付着されることである。
【0044】
本発明はさらに、上で規定されたような仕上げ処理組成物を有する仕上げ処理が設けられ、又は本発明の前記方法によって仕上げられた布製品に関する。
【発明を実施するための最良の形態】
【0045】
本発明のさらに別の利点、特徴および細部は、本発明の好ましい実施形態についての以下の記載に基づいて明らかになる。参照は添付図面の説明に関して行われる。
【0046】
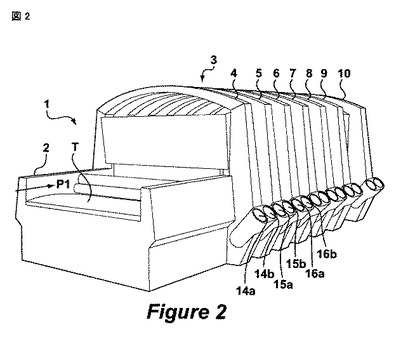
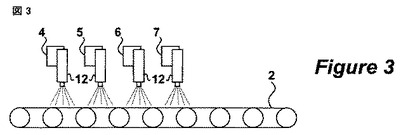
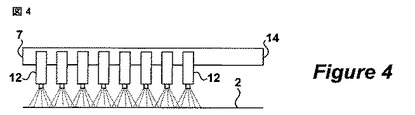
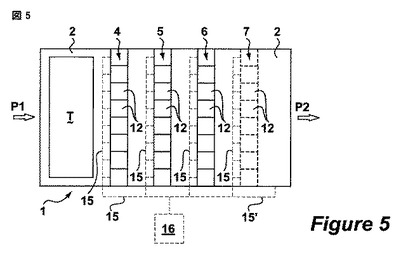
以下は、ほんの一例として、図面を参照して与えられた、本発明の複数の実施形態の説明である。図2乃至図5は、本発明を実施するための布地品質向上機1を示している。この品質向上機1は実質的に、未刊行のPCT出願であるPCT/EP2004/010732号およびPCT/EP2004/010731号に示唆されたようなものである。布地品質向上機1は、電動モータ(図示略)を使用して駆動される無限軌道のコンベアベルト2から組み立てられている。コンベアベルト2には、いくつかの作業を受けるハウジング3に沿って矢印P1の方向に搬送するために布製品Tを取り付けることができる。最後に、布地は矢印P2の方向に取り外されて排出される。ハウジング3の中には多数のノズル12が配置されている。これらのノズルは連続に置かれた平行なビーム14に配置されている。第1の列4、第2の列5、および第3の列6などが、このように形成されている。これらの列の数は、変えることができ(図5では破線で表されている)、また、とりわけ所望数の操作についての他の因子によって左右される。1列当たりのノズルの数もまた、変えることができ、また、とりわけこの布地へ適用されるデザインの所望の解像度によって左右される。特に好ましい実施形態では、前記ビームの有効幅は約1mであり、また、これらのビームには、各々が50乃至100μmの約8個のノズルを有している固定して配置された約29個のインクジェットヘッドが設けられている。ノズル12の各々は、インク、染料あるいは仕上げ処理組成物の液滴からなる流れを発生させることができる。
【0047】
本発明によるCIJ法では、ポンプあるいは他の圧力供給源によって、これらのノズルの1つ以上のきわめて小さい穴を通るインクの一定流が吐出される(carry)。1つ以上のインクからなるジェット、すなわちインクジェットがこれらの穴を介して排出される。励振機構の影響を受けて、このようなインクジェットは同一のサイズの液滴からなる一定流に分裂する。最もよく使用される励振器は圧電結晶である。同じサイズの液滴からなる一定流から、布地の基材に塗布されなければならない液滴だけが選別される。この目的のために、これらの液滴は帯電されるかあるいは放電される。CIJ技術によって布地に液滴を分布させるための2つの変形例がある。一方の方法によれば、帯電した液滴は、印加された電場によって偏向され、前記基材に位置するようになり、また、帯電していない液滴は回収されて再循環される(あるいは逆の処理を受ける)。この方法はまた、バイナリ偏向法とも呼ばれている。多重偏向法としても知られる好ましい方法によれば、帯電した液滴は布地へ導かれるのが普通であり、また、帯電していない液滴は再循環されることができる。この場合、これらの液滴は、複数のレベルの間で変えられる電場を受け、異なる液滴が前記基材に位置する最終位置を調節することができるようにする。代わりに、印加された電荷を変化させてもよく、電界は一定に保たれる
バイナリCIJでは、これらのノズルは、ウェブの幅を横断して固定した配列で配置されており、各々がウェブ幅にわたる1つの特定箇所でだけプリントすることができる。このことは、ノズル間隔がウェブの横断方向解像度(cross web resolution)を決定することと、多くのノズルで充分に高いウェブの横断方向解像度が達成されることが必要であることとを意味している。これに対して、多重偏向CIJでは、1本のノズルが、様々なレベルへ前記液滴を偏向させることにより、ウェブ幅を横断する複数の特定箇所に対応することができる。このことは、ウェブの横断方向の解像度を十分に柔軟に変化させることができ、所望の解像度で幅全体をプリントするためにより少ないノズルしか必要ないことを意味している。ノズルが少なければより信頼度が大きく、プリントシステム全体のコストが低下するため、ノズルの数を最小限にすることはきわめて望ましい。
【0048】
図5において、個々の(different)ノズル12が、ネットワーク15によって、例えばマイクロコントローラあるいはコンピュータを備えた中央制御ユニット16へ(電気的にあるいは無線で)接続されていることが破線で示されている。コンベアベルト2の駆動装置もまた、ネットワーク15’を介して、前記制御ユニットへ接続されている。この場合、この制御ユニットは、要求に応じて、前記駆動装置と個々のノズルとを作動させることができる。
【0049】
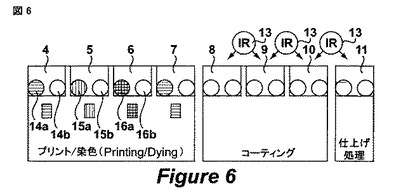
塗布される仕上げ処理組成物あるいは染料が収容されている2重タンクもノズル4乃至11からなる列ごとに配置されている。複数のノズルからなる第1の列4には、タンク14a、14bが設けられ、第2の列5にはタンク15a、15bが設けられ、第3の列6には、タンク16a、16bが設けられ、同様に続く。適切な物質は、列の2つのタンクのうち少なくとも一方に収容されている。
【0050】
個々のタンクは適当な物質で充填され、異なる列に配置されたノズル12は前記布製品が適切な処理を受けるように向付けられている。図6に示された状況では、第1の列4のタンク14aには、シアン色インクが収容され、第2の列5のタンク15aには、マゼンタ色インクが収容され、第3の列6のタンク16aには、黄色インクが収容され、第4の列7のタンク17aには、黒色インクが収容されている。この布製品には、列4乃至7で、50ミクロンのCIJノズルを使用した染色/プリント処理でパターンが設けられる。次の3つの列8乃至10のタンクには、本発明による1つ以上の仕上げ処理組成物が収容され、処理された布地を70ミクロンのCIJノズルが使用される3つの通路でコーティングすることができる。第8の列11のタンクにはさらに別の仕上げ処理組成物が収容され、プリントされかつコーティングされた布地を仕上げ処理することができる。この場合には、これらのノズルは、30ミクロンの開口を有するドット・オン・デマンドのサーマルインクジェット型である。この実施形態では、布製品Tは、コーティングおよび/または仕上げ処理に影響を及ぼすために、光源13からくる赤外線で第5列乃至第8列の位置で処理されることが好ましい。
【0051】
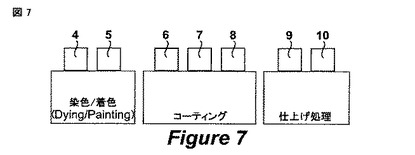
図7は、この布地が別の処理シーケンスを受ける別の状況を示されている。布製品Tは、まず、この布地を複数のノズルからなる第1の列4と第2の列5とに沿って案内することにより、染色される。これらの列4、5は、70ミクロンの複数のノズルを有し、この布地に比較的滑らかな色つきコーティングを施す。第3の列6乃至第5の列8では、染色された布地は、続いて、上述のようにコーティングされ、その後に、第6の列9と第7の列10とで、最終の仕上げ処理工程が実行される。
【0052】
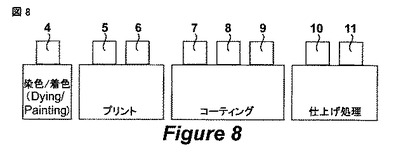
図8に示された実施形態では、この布製品は、まず、複数のノズルからなる第1の列4に沿って案内される。この列4の複数のノズルは、約70ミクロンであり、この布地に幅全体にわたって滑らかな全背景色を与える。この布製品は、続いて、前記コンベアベルトにより、第2の列5と第3の列6とに沿って案内され、処理された面にパターンがプリントされる。このプリント工程では、30乃至50ミクロンの微細ノズルを使用して、列5および列6で良好な解像度(definition)を達成することができる。この布地は、続いて、第4の列7乃至第6の列9に沿って案内され、染色されプリントされた布地は、3つの通路でコーティングされる。その後に、第7の列10と第8の列11とで、最終の仕上げ処理工程が実施される。
【0053】
たとえ布地の搬送がなく中断しなければならない場合にも、連続的に搬送される布製品を異なった方法で処理することは可能である。例えば、ノズル12のコンピュータ制御により、連続的に供給される布製品に各々の場合に異なるデザインを与えることは可能である。タンクを適切に選択することによって、布地へ異なる物質を塗布することも可能である。第1のタンク14a、15a、16aは、例えば第1のタイプの布地についての各々の場合に使用され、一方、第2タンク14b、15b、16bは別のタイプの布地について使用される。
【0054】
例1
表Iによる調合物「マン(Man)15b」が、62ミクロンのノズルを使用するリンクス(Linx)6000 CIJプリンタで試験された。難燃剤フラメンチン(Flammentin)KRE(登録商標)は10重量%で存在しているが、これは40%の水溶液であるということに留意すべきである。したがって、機能性薬剤の全濃度は、4重量%である。
【0055】
この調合物は、表2による物理的性質を有することがわかった。
【表1】
【表2】
【0056】
調合物Man15bは、5V乃至200Vの範囲の異なる変調電圧で吐出された。液滴形成と画質とが分析され、30V乃至80Vの変調電圧の広い範囲内で優れた結果が達成されることがわかった。液滴直径は、約115ミクロンであり、液滴容積は800pLであった。印字されたドットの直径は270ミクロンであった。
【0057】
この調合物は次いで、40Vの変調電圧(圧力217)で信頼性が試験された。90分後に、吐出は終えられ、前記ヘッドと基材とが検査された。このプリントされた布地には全く失敗が検出されなかった。この印字ヘッドは、調合物の目に見える堆積がなく、清浄であった。
【0058】
例2
帯電防止仕上げ処理剤「アビスタット(Avistat)3P」を提供するための別の調合物が表3に従って作成された。
【0059】
この調合物は表4による物理的性質を有することがわかった。
【表3】
【表4】
【0060】
上記の実施例は、エネルギー消費の削減に加えて、実質的にどの程度の化学物質しか必要とされないのかを示している。現在の製造技術では、1平方メートル当たり約150グラムの湿潤性物質(化学物質)が塗布される。デジタル式プリントでは、この布地により正確な分散され少吸収がより少ないことにより、塗布される化学物質の量は、1平方メートル当たり50グラム未満の湿潤性物質まで減少させることができる。これによって、この化学物質を約66%節約することが可能である。この節約は、主要化学物質にだけでなく、主要化学物質の作用、固定および/または反応性を促進するために、デジタル式プロセスにおいて基材が前処理される塩類のような添加剤にも関わる。これらの添加剤でも66%の節約が行われることが期待される。最後に、廃水の発生およびこの廃水の汚染影響を90%より大きく削減することができる。
【0061】
上述の例はそれぞれ、難燃性および帯電防止コーティングに関わるが、同様のプロセスパラメータを従来の布地コーティングのために使用することができる。
【0062】
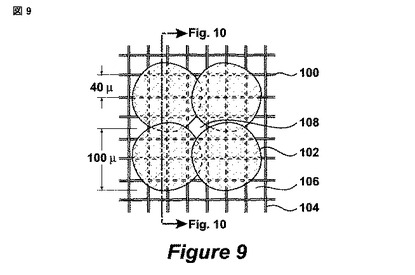
図9は、撥水性コーティング物質の4つの画素102が付着された織布100の一部の概略図を示している。この布地100は、繊維104どうしの間のメッシュ状開口106を備えたメッシュ状に配置された繊維104を備える。繊維間隔はおよそ40ミクロンであり、また、これらの画素102は、各々、およそ100ミクロンの直径を有する。図9からわかるように、それぞれの画素102は少なくとも4つの開口106全体を有効に被覆している。加えて、これらの画素102は、隣接する画素102の間に細孔108が形成されている点で、完全に閉じられたコーティングを形成しないことがわかった。
【0063】
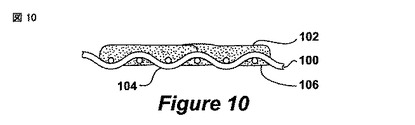
図10は、図9の布地100の10−10線に沿う断面図である。画素102はほぼ隣接する繊維104の間の開口106にわたってこの布地の面に配置されていることがわかった。このコーティング物質の粘性のために、各画素102はその形状を部分的に維持し、画素102は重なり合った領域においてともに流れる(flow together)が、個々の画素は依然として識別可能である。さらに、画素102を形成するこのコーティング物質はコーティング面で繊維104を部分的に覆って、繊維104との良好な結合を形成することがわかった。このコーティング物質の粘度は、この物質の適正な含浸度が保証されるように選定される。
【0064】
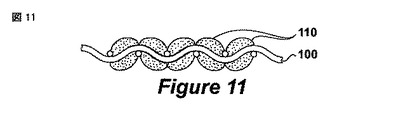
図11は、コーティング物質のより小さい液滴110が塗布された布地100に沿った、図10に類似した図を示している。これらの液滴110は、前記メッシュ状開口106と同様のサイズであり、この開口の中へ入り込むとともにこの開口を通り抜けることさえある。この結果に生じる効果は、図10の場合よりも不均一である。これは、表面仕上げ処理を施すためよりもむしろ、仕上げ処理組成物をこの物質の中へ導入するために使用することができる。
【0065】
上記のいくつかの例は本発明の好ましいいくつかの実施形態を示しているが、添付の特許請求の範囲によって規定されるように、本発明の精神および範囲に入る他のさまざまな構成も考えることができるということに留意すべきである。
【図面の簡単な説明】
【0066】
【図1】基材を品質向上させるための従来のプロセスの概略的なブロック図を示す図である。
【図2】本発明の一実施形態で用いることができる布地品質向上機の斜視図である。
【図3】図2の布地品質向上機の概略的な側面図である。
【図4】図2の布地品質向上機の概略的な正面図である。
【図5】図2の布地品質向上機の概略的な断面図である。
【図6】品質向上のための様々な処理工程を実行するための好ましいシーケンスの概略図である。
【図7】品質向上用の工程を実行するための代わりの好ましいシーケンスの概略図である。
【図8】品質向上用の工程を実行するための別の好ましいシーケンスの概略図である。
【図9】本発明によってコーティングされた織布の一部の概略図である。
【図10】図9の布地の10−10線に沿う断面図である。
【図11】比較的小さい液滴が使用されたコーティングずみ布地における図10に類似した図である。
【技術分野】
【0001】
本発明は、布地を仕上げ処理することに関し、特に、コンティニュアスインクジェット(CIJ)技術を使用したデジタル式液滴付着による布地の仕上げ処理に関する。本発明は、さらに、この目的に特に適合した仕上げ処理組成物およびこのような仕上げ処理を実行する方法に関する。
【背景技術】
【0002】
布地の作製は、伝統的にいくつかの異なったプロセスで行われる。伝統的な布地作製は大まかに5つの作製段階、すなわち、材料繊維を作製すること、この材料繊維を紡績すること、布(例えば織布あるいは編布、房状材料あるいはフェルトおよび不織材料)を製造すること、この布の品質を向上させること、および最終製品を作製するかあるいは製造することに区別することができる。布地の品質向上は、使用者によって望まれる外観と物理的特性とを布地に付与するという目的を有する作業の総合的結果である。布地の品質向上は、とりわけ、準備、脱色、漂白、着色(染色(dyeing)および/または捺染)および布製品の仕上げ処理を備えている。
【0003】
布地の品質を向上させるための従来のプロセスは、いくつかの部分プロセスあるいは品質向上ステップ、すなわち、布製品(基材と称されることもある)の前処理、この基材の染色、この基材のコーティング、この基材の仕上げ処理およびこの基材の後処理から構成されている(図1を参照)。
【0004】
布地をプリントするための公知の技術はいわゆるテンプレート技術である。文字および記号のような所望のパターンを前記基材へ適用することのできる切り出し薄板あるいは素子、すなわちテンプレートへインクが適用される。布地をプリントするための別の公知の技術は、いわゆる平台プリント技術であり、プリントされた画像は、プリント区域を形成しないプリント型の部品がある一平面に存在している。これに関する1つの例はいわゆるオフセットプリントであり、ここではプリントプロセスが間接的に行われる。プリントの間、プリント区域は、シリンダーの周りに張られたゴム地の上へまず移り、次いで、そこから、プリントするための物質へ移る。さらに別の技術はスクリーンプリントであり、ここでは、塗布するための物質は、プリントテンプレートにおける開口を通して、プリントのための布地に塗布される。
【0005】
すでに図1に表示されたように、前記基材の染色は別の品質向上ステップである。染色とは、色付き化学物質を全平面に、次いで1つの色で均一に塗布することである。染色は目下、布製品を染浴の中に浸すことによって行われており、これによって、布地は、前記基材の両側面に見ることのできる色付き物質で飽和される。
【0006】
仕上げ処理の1つの形態はコーティングである。布地のコーティングには、前記基材を保護するかあるいは前記基材の耐久性を増大させるような特定の機能特性を布地に付与するための、布地への薄い層の適用が含まれている。溶媒あるいは水に基づくコーティングを適用するための通常の技術は、いわゆる「ナイフオーバーローラ」型スクリーンコーター、「浸漬」型スクリーンコーターおよび「リバースローラ」型スクリーンコーターである。水中のポリマー物質の溶液、懸濁液あるいは分散液は通常、布へ塗布され、また、過剰なコーティングはその後、ドクターナイフで掻き落とされる。このような手順を有効にするために、コーティング用調合物は粘度がきわめて高いペースト状の形態になければならない。多くの調合物については、これらの調合物を前記機能性に悪影響を及ぼすことなくこのような粘度状態にすることは可能でない。このことは、増粘剤が前記機能的化学物質と不相溶性であるという事実によるためであろう。
【0007】
布地の仕上げ処理のために時には採用されるさらに別の手順は、フーラーディングのような浸漬技術あるいは浴技術の使用である。布地は適用される機能的組成物が含有されている水溶液の中に充分浸漬される。その後の乾燥、固着および濃縮の繰り返しが、この作業を遂行するために必要である。これによって、資源、とりわけ水およびエネルギーのかなり使用される。一般に、このような技術のために使用される溶液、懸濁液あるいは分散液は、低い濃度の所望の機能的組成物を有する。
【0008】
図1に示された品質向上ステップのそれぞれはいくつかの作業からなっている。前記基材の性質および所望の最終結果に左右されるが、異なる種類の化学物質についてさまざまな処理が必要である。
【0009】
プリント、染色および仕上げ処理の品質向上の工程について、しばしば同じ順序で行なわれる4つの反復工程を一般に区別することができる。これらの処理は、専門的分野において単位作業(unit operation)と称され、含浸(すなわち、化学物質の適用あるいは導入)、反応/固着(すなわち、化学物質の前記基材への結合)、洗浄(すなわち、過剰な化学物質および補助化学物質の除去)、および乾燥を含んでいる。
【発明の開示】
【発明が解決しようとする課題】
【0010】
通常の品質向上法の1つの短所は、品質向上の工程(染色、コーティングおよび仕上げ処理)ごとに単位作業の何回かのサイクルを実行して所望の結果を達成しなければならないということである。コーティングのためには3回以上のサイクルの単位作業がしばしば必要であり、このことは、比較的高い環境への影響、長い処理時間および比較的高い製造コストを必然的に伴う。染色のために、4回以上にもなるサイクルの単位作業が必要である。伝統的な染色プロセスには、例えば、増粘剤のような過剰な化学物質をすすぎ落とすために数回のすすぎ(ウォッシングおよびソーピング)の最終操作が必要である。すすぎの結果、水が多く使用される。これらのすすぎプロセスに続くのは乾燥プロセスであり、この乾燥プロセスは、搾り出しローラおよび/または真空システムを使用する機械的乾燥ステップと、その後に行われる、例えば布張り枠を使用する熱乾燥ステップとからなっているのが普通である。
【0011】
この時点では、別の装置において異なった布地の品質向上ステップを遂行することもまた普通である。このことは例えば、染色がこの目的に特に適したいくつかの染浴において実行され、プリントおよびコーティングが別のプリント装置およびコーティング装置において遂行され、また、仕上げ処理がさらに別の装置によって遂行されるということを意味している。異なる操作が別々の装置で個別に遂行されるため、布地の処理には、通常は異なる部屋区域に広がる比較的大きい区域が必要である。
【0012】
いくつかの刊行物では、グラフィック・イメージを作るためにインクジェットプリント技術を使用して布製品をプリントすることができることが示唆されてきた。グラフィック(紙)プリント分野からのインク調合物は、このような調合物が噴射付着のためにすでに適合しているので、この目的のために広く使用されてきた。具体的には、顔料微粒子の寸法と比較的低い固形分とによって、このようなインクはインクジェット装置に最も適している。しかしながら、このような調合物は、すべての布地、具体的にはかなりの吸収性が生じる布地への適用のために完全に適しているというものではない。過去において、布製品は、インク液滴が標準的なグラフィックプリント技術を使用して適用されるコーティングで前処理されていた。あるプロセスは、白い衣料シートの上にプリントするために従来のプリント装置が使用される米国特許第4,702,742号から知られている。さらに別のプロセスは、インクおよび固着用溶液の両方が従来のインクジェットヘッドを使用して布地へ塗布されるドイツ特許出願DE19930866号に示唆されている。しかしながら、これらの公知の方法は、グラフィック・イメージを作ることだけに関するものであり、また、使用されるこれらの調合物は、仕上げ処理のためのコーティングとして不適切なものである。
【0013】
布地の基材を品質向上させる目的のためにインクジェット型ノズルを使用することが、ともに2004年9月22日に出願された未刊行のPCT出願であるPCT/EP2004/010732号およびPCT/EP2004/010731号にもまた、示唆されてきた。提案されたこれらの方法は、布地へ1つ以上の化学物質を適用するためのいくつかのノズルと、さらに、これらのノズルに沿って上記布地を搬送するためのコンベアとを備えている装置を使用するものである。これらのノズルは、上記布製品の搬送方向を横断して延びているいくつかの連続配置状の列に並べられている。この布製品は、第1機能的層を受けることのできる第1ノズル列に沿って案内される。この布製品は次いで、さらに別の機能的層を受けるための第2ノズル列あるいは第3ノズル列に沿って案内される。このようなプロセスはデジタル式液滴付着と称されることがある。
【0014】
先に提案された方法によれば、化学物質を高濃度の形態で、かつ、正確な使用量で適用する選択肢が提供される。これによって、所望の品質向上結果を単一サイクルの単位作業だけで達成することができる。この化学物質を連続して位置した複数のノズル列の使用によるただ1回のプロセスの実行で塗布することによって、プロセスの実行当たりの効率が顕著に増大する。使用量の精度および可能であるノズル制御のために、きわめて均一な層を塗布することもできる。この化学物質を塗布することができる比較的高い濃度によって、さらに、たいていの場合に暫定的な乾燥がほとんど不要になる。上記の提案された装置のノズルは、これらのノズルに沿って案内される布地に対して静止しているのが好ましい。これによって、比較的高い処理速度ときわめて正確なパターン形成とが可能になる。デジタル式液滴付着のさらに別の利点は、これがオンデマンド送給の可能性をもたらすことである。より少ない一連の異なる布製品は、悪い環境影響と生産性影響とを有しうる複雑な切替え操作によることなく、単一の品質向上装置で処理することができる。
【0015】
また、東レ工業株式会社(Toray Industries)の未審査日本特許出願である特開昭61−152874号では、布地シートを機能的組成物で点の形態に含浸させることが示唆された。抗生物質、吸湿剤、撥水剤、帯電防止剤、紫外線吸収剤、赤外線吸収剤、蛍光増白剤、膨潤剤、溶剤、鹸化剤、脆化剤、無機顆粒剤、金属顆粒剤、磁性材料、難燃剤、抵抗材料、酸化剤、還元剤、香料などが含まれるさまざまな機能的組成物が示唆されている。この文献には、伝統的なフォトグラビアロール・スクリーン・プリント法では、あまりに大きすぎることもある点のパターンが作製され、吹き付け技術では、付着した製品の点の大きさおよび品質を調整することが困難であることが示されている。この文献では布地を機能的組成物で点の形態に含浸させることが提案されており、点の平均直径が30乃至500ミクロンであり、また、点の占有区域比が3乃至95%である。この文献ではインクジェットプリント技術の使用が示唆されているが、この文献では、とりわけ伝統的なコーティング組成物の高い粘度のために、従来のインクジェット装置が適していない、ことが認識されている。この文献は主として、特定可能な液滴構造を維持することと液滴が連続して流れるのを防止することとに関するものである。さらにまた、この文献によれば、溶液の使用に関する例がもたらされるが、分散あるいは懸濁というインクジェット付着の問題に対処することができない。
【0016】
グラフィック・イメージを提供するためのさまざまな型のインクジェットプリンタが広く知られている。このようなプリンタは、オフィスあるいは家庭で使用されるようなデスクトップ型インクジェットプリンタであってもよく、また、染料を包含している水性インクの小さい液滴(20pL未満)を用いて特定の種類の紙基材(プリント用紙)の上にプリントするために広く使用されている。一般に、工業的なインクジェットプリンタは、グラフィック・イメージあるいは日付/バッチのコードを製品の上にプリントするためにもまた存在しており、これらのプリンタは典型的には、染料・顔料を包含している溶剤性インクを用いて無孔性基材の上にプリントする。しかしながら、このような調合物は、とりわけ耐変色性がないために、大部分の布地に適用するには適していない。インクジェット技術を用いて布地の上にプリントするためには、布製品はこれまで、インク液滴が適用されるコーティングで前処理されてきた。品質を向上させる目的のためには、現在用いられている大部分のコーティング組成物および仕上げ処理組成物は、インクジェット技術を使用する付着については適していない。大きい液滴を作る工業的なインクジェットプリンタおよびノズルは、一般に溶剤性着色インクで使用するために設計されている。さらにまた、吐出することのできる液滴容積は、きわめて少ない50pLの程度であり、布地の仕上げ処理のためにはほとんど不充分であって、この場合には布の中へのかなりの浸透が必要である。典型的な仕上げ処理用調合物は、大部分が水性であり、また、一般に、ノズルの目詰まりを引き起こすおそれのある粒子径を有する。気泡発生、跳ね飛びおよび外皮形成に関するさらに別の問題に直面した。100KHzまで連続的に作動する多数のノズルで稼働するときには、信頼性および故障なし作業が最も重要である。特開昭61−152874号では、従来のインクジェット装置は仕上げ処理組成物を適用するためには適していないということを指摘しているものの、これをどのようにして改善するかについての教示を提供していない。
【0017】
ある好ましい形態のデジタル式液滴付着では、多重偏向(multi-level deflection)を伴うコンティニュアスインクジェット(以下、CIJという)技術が使用される。このコンティニュアス法では、ポンプによってあるいはタンクの圧力によって、一定の薬剤流がノズルのきわめて小さい1つ以上の出口へ送られる。1つ以上の薬剤の噴流はこれらの出口を通して射出される。励振機構の影響を受けて、このような噴流は同一サイズの液滴からなる一定流へ分裂する。最もよく使用される励振器は圧電結晶であるが、他の形態の励振あるいはキャビテーションを使用することができる。生成された液滴からなる一定流から、特定の液滴だけが、布地の基材への塗布されるために選定される。この目的のために、これらの液滴は帯電されるかあるいは放電される。CIJにおいては、布地に液滴を分布させるための2つの変形例、すなわち、バイナリCIJと多重偏向CIJとがある。バイナリCIJ法によれば、液滴は帯電しているかあるいは帯電していない。帯電した液滴は、これらが印字ヘッドで電界を通過するように偏向される。具体的なバイナリCIJプリンタの構成に左右されるが、帯電した液滴は前記基材へ導かれ、一方、帯電していない滴りは印字ヘッドのガターに集められて再循環されるか、あるいは逆の処理を受ける。多重偏向法として知られたいっそう好ましい方法によれば、液滴は、これらが一定の電界を通過する前にこれらへ可変な大きさで帯電させることで、あるいは逆に、液滴が可変な電界を通過する前にこれらへ一定に帯電させることで、前記基材へ塗布される。液滴における電荷/電界の相互作用の程度を変更する可能性は、これらが受ける偏向の度合い(従って、基材におけるこれらの位置)を変化させることができることを意味し、それゆえ「多重偏向(multi-deflection)」である。帯電していない液滴は、印字ヘッドのガターによって回収されて再循環される。
【0018】
本発明は、特に、以下のような動作、すなわち、前記調合物を前記ノズルへほとんど連続流で送給することと、前記ノズルで前記連続流を分裂させ、それぞれの液滴を形成する一方で、同時に、必要に応じて、前記液滴を帯電させるために電界を印加することと、第2の電場を印加し前記液滴をこれらが前記布製品の適切な位置に付着されるように偏向させるようにすることとにより、全てのこのようなCIJ装置に適用されることを目的としている。
【0019】
CIJを使用することにより、1噴射かつ1秒当たり、64,000乃至125,000個の滴個を生成することが可能になる。この多数の液滴および衣類の幅全体にわたる相互に隣接したヘッドによって、比較的高い生産性とプリント結果の比較的高い品質とが得られる。すなわち、高い付着速度を考慮すると、毎分約20メートルという布地の基材の生産速度を実現することができる。ノズルに関連するタンクの小さい容積を考慮すると、きわめて短い時間内(2分未満)に製品の変化もまた実現することができる。
【0020】
先に提案されたデジタル式仕上げ処理手順の利点にもかかわらず、現在使用されているたいていのコーティング剤および品質向上用組成物は、コンティニュアスインクジェット技術を使用する付着には適していないということがわかった。このコンティニュアス型の標準的なインクジェットノズルは一般に、溶媒性(solvent-based)インクとともに使用するために適合している。さらにまた、高品質のグラフィックをプリントするためにCIJを使用すると、吐出することのできる液滴の容積は、きわめて少ない50pLの程度であり、この場合には布地の中へのかなりの浸透が必要である布地の仕上げ処理のためにはほとんど不充分である。典型的なコーティング調合物は、大部分が水性であり、また、一般に、ノズルの目詰まりを引き起こすおそれのある粒子径を有する。気泡発生、跳ね飛びおよび外皮形成(encrustation)に関するさらに別の問題が生じてきた。100KHzまで連続的に作動する多数のノズルで作動する場合、信頼性および故障の無い動作が最も重要である。
【課題を解決するための手段】
【0021】
本発明によれば、コンティニュアスインクジェット技術によって布地の基材に付着を行うための布地仕上げ処理組成物であって、媒体に機能的仕上げ処理剤の分散液あるいは乳液を具備し、吐出される組成物は500μS/cmより大きい伝導率を有し、この仕上げ処理組成物の前記分散液あるいは乳液内の粒子のサイズが5ミクロン未満である布地仕上げ処理組成物が提供される。
【0022】
確実にこれらの粒子を充分に細かくすることにより、効果的で信頼性の高い液滴付着を詰まりなしに進めることができる。この状況で、粒子という用語は、分散液の中に存在している固体粒子、および例えば乳液に存在している液相あるいはゲル状相に存在している固体粒子を含むことを意図している。5ミクロンが粒子のサイズについてのおおよその限度であることに留意すべきである。最大粒子サイズが、2ミクロン未満であることは好ましく、バイナリコンティニュアスインクジェットについては0.5ミクロン未満であることさえ必要でありうる。この値はまた、前記組成物における固形分の百分率が10%を超えて増大するにつれて減少し、前記ノズル径が50ミクロンを超えて増大するにつれて増加するであろう。この観点では前記調合物は一定の品質のものであることが最も重要であるということがわかった。従って、所定の直径よりも小さい粒子サイズについて述べることは、D99直径あるいはこれよりも良好なものに言及することを意図している。前記調合物はまた、凝集あるいは沈降を受けるべきではない。このことは、この組成物が長期の使用の間に、あるいはこのインクジェット装置が通常の使用の間にアイドル中に、所定値よりも大きい粒子が形成されないことを意味するということを意図している。多くの組成物は長期保存の間に例えば沈殿物を形成することがあるが、このことは適切な混合調整によって克服することができるということとが理解されている。
【0023】
本発明の状況では、「仕上げ処理」という用語は、インクおよび染料を使用する従来のインクジェットプリントの場合と同様に、布地の基材に色付きデザインを提供したり、あるいは外観を変化させたりするだけではなく、布地の基材の機能性を変化させるために補助薬品を使用する処理を意味するものであると理解される。これらの仕上げ処理技術は、最終製品の特性を改善しかつ/または最終製品へ特性を付加することを意味している。この背景では、この用語は、コーティングおよび含浸の両方を包含するものと、また、基材の機能性を向上させる他の物理的処理も含むものと理解される。以下では、染色と仕上げ処理とは区別される。必要であれば、仕上げ処理を、吸着特性が400乃至700nmであるというだけの理由で前記基材へ適用される粒子の付着を伴う処理を排除するものであると理解することができる。
【0024】
本明細書では、「仕上げ処理組成物」という用語は、水溶液、水溶性分散液、有機溶液、有機分散液、硬化型液体混合物(curable liquid mixture)、および活性成分を含む溶融化合物を包含している。本発明の重要な利点によれば、組成物は基材と反応しないものであってもよい。このように、組成物は、そうでない場合よりもより多様な布地へ適用することができる。
【0025】
さらにまた、「布地」という用語は、織布、編布および不織布を含むすべての形態の布製品を含むことを目的としている。この用語は、カーペット、紙および段ボールのような2次元剛性を有する繊維製品を除くことを目的としている。これらの繊維製品は、時には布地として言及されるが、これらは実質的に一定の2次元形態を維持するようにして、内部で連結されている。これらが第3の次元において柔軟であってもよいが、これらは一般には、本当の布地において本来備わっているように、繊維層の平面内で自由に伸びたり歪んだりしない。好ましいのは、布地の基材は、長さが100メートルを超え、1メートルを超える幅を備えたロールなどに供給されることである。好ましい布地には、木綿および/または他の処理ずみセルロース系繊維、さらに、ポリエステル、ポリアミド、ポリアクリルニトリル、アセテートおよびトリアセテートあるいはこれらの混合物が含まれている。
【0026】
本発明のさらに別の態様によれば、前記組成物は、吐出される組成物に500μS/cmより大きい必要な伝導率を得るために充分な量で導電剤を有している。前記液滴に電荷を付与することができるように、前記仕上げ処理組成物は充分に導電性でなければならない。前記媒体が水である水溶液については、電気導電剤は、と出される組成物に0.5重量%まで存在するのが好ましい導電性塩類であってもよい。例としてあげられる塩類には、硝酸リチウム、チオシアン酸カリウム、ポリチオフェン、およびジメチルアミン塩酸塩が含まれる。一般に、塩化物のような複数の特定の塩類は、これらが他の塩類よりも腐食性であるので、特に好ましくないものである。この導電性塩類を、必要な水準の導電率を付与する一方でこれらの腐食を助長する効果を最小限にするように選択することができる。チオシアン酸カリウムは、所望の導電率を達成するために要求されることが比較的少ないために、吐出目的のためには特に有用であるということがわかった。
【0027】
最も普通の仕上げ処理剤を使用する好ましい実施形態によれば、前記媒体は、好ましくは前記吐出される組成物中に50乃至90重量%で存在する蒸留水、脱塩水および/または脱イオン水である。
【0028】
本発明によれば、好ましくは前記吐出される組成物中に約20重量%で存在する補助溶剤を提供することもできる。適切な補助溶剤には、メタノール、エタノールおよびアセトンが含まれる。この補助溶剤は導電剤についての溶解性を与えるために必要なことがある。すなわち、少量のエタノールが使用され、このエタノールが使用されなければ不溶性の導電剤を溶解させる。さらに別の利点によれば、この補助溶剤は、前記仕上げ処理剤の溶解性および/またはこの仕上げ処理剤の前記導電剤との親和性を改善するために使用することもできる。これらの物質の間における非親和性は調合物の一般的な問題である。
【0029】
本発明のある重要な態様によれば、かなり大量の残留固形分をこの組成物によって付着させることができる。この仕上げ処理組成物は、吐出される組成物に、全てで残留固形分を、5重量%より多く、好ましくは10重量%より多く、最も好ましくは13重量%より多く含んでもよい。これによって、乾燥において著しく少ないエネルギーが使用され、作動速度をより大きくすることができる。
【0030】
本発明のさらに別の態様によれば、この仕上げ処理組成物は、前記吐出される組成物に好ましくは5重量%まで存在する保湿剤をさらに有していてもよい。この保湿剤は通常、噴射が作動しないときにノズルの殻化を防止するために使用される低揮発性、高沸点の液体である。適切な保湿剤には、多価アルコール、グリコール、グリセロール、メトキシプロパノール、n−メチルピロリドン(NMP)が含まれる。特定の調合物については5%より多い保湿剤が使用されているようであるが、実際には、同じ物質が粘度調整剤としても存在していることがある。
【0031】
前記仕上げ処理組成物は、前記吐出される組成物に好ましくは20重量%まで存在する粘度調整剤を含んでもよい。この粘度調整剤は、液滴形成・分裂の過程を調整するので、信頼性および品質を向上させるために重要な成分である。この物質は、また、活性機能的仕上げ処理構成成分としても作用し、また、いくつかのエンドユーザー特性をもたらす。一般に、溶液中の高分子量ポリマーは、これらの弾性がジェットの分裂を実現することを困難にするため、避けるべきである。適切な粘度調整剤には、ポリビニルピロリドン(PVP)、ポリエチレンオキサイド、ポリエチレングリコール、ポリプロピレングリコール、アクリリックス(acrylics)、スチレンアクリリックス(styrene acrylics)、ポリエチレンイミン(PEI)およびポリアクリル酸(PAA)が含まれる。好ましいのは、前記ノズルの通常の作動温度で測定される、4センチポイズまでの粘度が望ましい(バイナリ付着についてはより低い)ことである。
【0032】
この仕上げ処理組成物は、前記吐出される組成物に好ましくは0.5重量%まで存在する界面活性剤をさらにまた含んでもよい。界面活性剤は、発泡を減少させるために有用であり、また、表面張力を低下させ、前記ノズルと前記布地との濡れを改善することができる。例として挙げられる界面活性剤には、ポリシロキサンおよびエアー・プロダクツ社(Air Products)から入手可能なサーフィノール(Surfynol)DF75(登録商標)のような消泡剤、および、エアー・プロダクツ社(Air Products)から入手可能なサーフィノール(Surfynol)104E(登録商標)およびダイノール(Dynol)604(登録商標)のような湿潤剤が含まれる。この組成物の表面張力は25乃至50dynes/cmであるのが好ましい。この表面張力が高すぎるときには、この組成物は、印字ヘッドの内側を適切に濡らすことがなく、また、確実な付着を妨げるエアーポケットを残すであろう。この流体の表面張力が低すぎるときには、印字ヘッドノズルにメニスカスが適切に形成されることがなく、また、この流体の分裂は信頼性がないであろう。
【0033】
さらに、この仕上げ処理組成物は、前記吐出される組成物に好ましくは0.5重量%まで存在する殺生物剤も含んでもよい。殺生物剤はこの組成物中で細菌が成長するのを防止するために使用される。これは、この組成物の他の構成成分が細菌を殺すために充分な濃度があるときには、必要でないであろう。例としてあげられる殺生物剤には、ゼネカ・スペシャルティーズ(Zeneca Specialties)から入手可能な1,2−ベンジソチアゾリン−3−オンおよびプロクセル(Proxel)GXL(登録商標)が含まれる。
【0034】
この仕上げ処理組成物は、前記吐出される組成物に好ましくは1重量%まで存在するpH調整剤をさらに有していてもよい。このpH調整剤は、組成物の固形分が安定に分散されるpH、通常はこれはpH>7である、を維持するために使用され、たいていはアルカリ性である。pH調整剤はまた、前記組成物/活性剤と布地自体との間における相互作用の化学性に影響を及ぼすためにも使用される。アンモニア、モルホリン、ジエタノールアミン、トリエタノールアミンおよび酢酸が適切なpH調整剤である。一般に、印字ヘッドでの腐食を減少させるためには、比較的中性の溶液を使用することがインクジェットの観点から望ましい。
【0035】
この仕上げ処理組成物は、前記吐出される組成物に好ましくは0.2重量%まで存在する腐食抑制剤をさらに含んでもよい。この腐食抑制剤は、流体中に(通常は活性構成成分に由来する不純物として)存在する望ましくないイオンがプリンタの腐食を引き起こすのを防止するために使用される。
【0036】
本発明のさらに別の態様によれば、この仕上げ処理剤は、劣化することなくせん断に対して耐性を有することができるために選択することができる。特に、この仕上げ処理剤は、少なくとも106/sまでのせん断に対して安定であるべきである。コンティニュアスインクジェットプリントは高せん断技術であるため、高せん断に対して安定ではない物質は、印字ヘッドノズル内で分解して同ノズル(あるいはCIJシステムについては戻りガター)を詰まらせるおそれがあり、また、基材についての望ましい用途あるいはエンドユーザー特性を提供しえなくなる。CIJについては、ノズルの中で受けるせん断力は、他のインクジェット技術によるせん断力よりも大きく、また、流体は、再循環され、ノズルを何度も通過しうる。この理由のため、せん断に対する安定性は、この技術についてはきわめて重要である。本発明は、CIJのための仕上げ処理組成物を目的とするが、それにもかかわらず、この組成物は、超微細バルブジェット装置のような、圧力、せん断力およびノズル径の類似した条件が検討される、他の吐出付着技術のためにも適しているであろうと考えられる。
【0037】
この仕上げ処理剤は、布地の基材に機能的特性を付与することができるどんな適切な薬剤であってもよい。具体的には、これは、帯電防止剤、抗菌剤、抗ウイルス剤、抗真菌剤、薬用剤、毛玉防止剤、しわ防止剤、難燃剤、撥水剤、紫外線保護剤、防臭剤、耐摩耗剤、滑り止め剤、滑り促進剤、定着促進剤、耐汚染剤、耐油剤、接着剤、硬化剤、柔軟剤、伸縮性促進剤、顔料結合剤、導電剤、半導電剤、感光剤、光起電剤、および発光剤からなるグループから選択することができる。
【0038】
薬品すなわち薬用剤あるいは生物活性剤と使用するために、担体を使用することができる。薬剤は低い温度、例えば40℃未満の温度で吐出させることができる。適切な担体には、シクロデキストリン、フラーレン、アザクラウンエーテル、さらにはポリ乳酸(PLA)が含まれる。これらの担体は、布繊維および薬剤の両方への付着に向いているのが理想的である。これらの担体の検討は、オーテックス・リサーチ・ジャーナル(Autex Research Journal)の第2巻、第4号のBretelerらによる論文、表題「医療用途での布地緩慢解放システム」(Textile Slow Release System with Medical Applications)において見出され、この論文の内容は、全体が参照として本明細書に組み入れられる。極微粒子で使用するために特に適している代替の担体はゾルゲル系である。
【0039】
本発明は、また、布地の基材を実質的に連続的に供給することと、複数のコンティニュアスインクジェットノズルからなる配列を設けることと、これらのノズルへ前記全ての請求項のいずれか1に記載の仕上げ処理組成物を供給することと、前記ノズルから前記組成物を連続して複数の液滴で選択的に分配して前記基材に所定の分布の液滴を付着させることとを有する布地を仕上げ処理する方法に関する。
【0040】
本方法の一態様によれば、前記液滴は、前記ノズルから15m/sより大きい速度で分配されることができる。前記液滴を、64KHzより大きい周波数で形成することができる。これらの大きな速度および周波数により、毎分約20メートルにのぼる基材の速度を実現することができる。しかしながら、さらに重要なことは、この組成物の特性が正確に最適化されることである。
【0041】
好ましいのは、前記ノズルは、多重偏向型であり、電荷又は電場を変化させて、複数の液滴を前記電荷で帯電させ、前記電場を使用してこれらの液滴を前記基材に導くことにより、これら液滴が付着される。
【0042】
本発明のさらに重要な態様は、形成される前記液滴のサイズを所定のノズル径に対してポンプ圧力あるいは励振周波数を変化させることにより変化させることができるということである。これらのパラメータを適切に電子制御することにより、液滴のサイズを制御することができる。このような制御は、例えば設定あるいは較正の間に断続的に変化されることができるが、一滴ずつでも変化されることができ、付着された組成物をさらに制御することを可能となる。
【0043】
また好ましいのは、前記基材に、30g/m2より大きい、より好ましくは約50g/m2の湿潤性組成物が付着されることである。
【0044】
本発明はさらに、上で規定されたような仕上げ処理組成物を有する仕上げ処理が設けられ、又は本発明の前記方法によって仕上げられた布製品に関する。
【発明を実施するための最良の形態】
【0045】
本発明のさらに別の利点、特徴および細部は、本発明の好ましい実施形態についての以下の記載に基づいて明らかになる。参照は添付図面の説明に関して行われる。
【0046】
以下は、ほんの一例として、図面を参照して与えられた、本発明の複数の実施形態の説明である。図2乃至図5は、本発明を実施するための布地品質向上機1を示している。この品質向上機1は実質的に、未刊行のPCT出願であるPCT/EP2004/010732号およびPCT/EP2004/010731号に示唆されたようなものである。布地品質向上機1は、電動モータ(図示略)を使用して駆動される無限軌道のコンベアベルト2から組み立てられている。コンベアベルト2には、いくつかの作業を受けるハウジング3に沿って矢印P1の方向に搬送するために布製品Tを取り付けることができる。最後に、布地は矢印P2の方向に取り外されて排出される。ハウジング3の中には多数のノズル12が配置されている。これらのノズルは連続に置かれた平行なビーム14に配置されている。第1の列4、第2の列5、および第3の列6などが、このように形成されている。これらの列の数は、変えることができ(図5では破線で表されている)、また、とりわけ所望数の操作についての他の因子によって左右される。1列当たりのノズルの数もまた、変えることができ、また、とりわけこの布地へ適用されるデザインの所望の解像度によって左右される。特に好ましい実施形態では、前記ビームの有効幅は約1mであり、また、これらのビームには、各々が50乃至100μmの約8個のノズルを有している固定して配置された約29個のインクジェットヘッドが設けられている。ノズル12の各々は、インク、染料あるいは仕上げ処理組成物の液滴からなる流れを発生させることができる。
【0047】
本発明によるCIJ法では、ポンプあるいは他の圧力供給源によって、これらのノズルの1つ以上のきわめて小さい穴を通るインクの一定流が吐出される(carry)。1つ以上のインクからなるジェット、すなわちインクジェットがこれらの穴を介して排出される。励振機構の影響を受けて、このようなインクジェットは同一のサイズの液滴からなる一定流に分裂する。最もよく使用される励振器は圧電結晶である。同じサイズの液滴からなる一定流から、布地の基材に塗布されなければならない液滴だけが選別される。この目的のために、これらの液滴は帯電されるかあるいは放電される。CIJ技術によって布地に液滴を分布させるための2つの変形例がある。一方の方法によれば、帯電した液滴は、印加された電場によって偏向され、前記基材に位置するようになり、また、帯電していない液滴は回収されて再循環される(あるいは逆の処理を受ける)。この方法はまた、バイナリ偏向法とも呼ばれている。多重偏向法としても知られる好ましい方法によれば、帯電した液滴は布地へ導かれるのが普通であり、また、帯電していない液滴は再循環されることができる。この場合、これらの液滴は、複数のレベルの間で変えられる電場を受け、異なる液滴が前記基材に位置する最終位置を調節することができるようにする。代わりに、印加された電荷を変化させてもよく、電界は一定に保たれる
バイナリCIJでは、これらのノズルは、ウェブの幅を横断して固定した配列で配置されており、各々がウェブ幅にわたる1つの特定箇所でだけプリントすることができる。このことは、ノズル間隔がウェブの横断方向解像度(cross web resolution)を決定することと、多くのノズルで充分に高いウェブの横断方向解像度が達成されることが必要であることとを意味している。これに対して、多重偏向CIJでは、1本のノズルが、様々なレベルへ前記液滴を偏向させることにより、ウェブ幅を横断する複数の特定箇所に対応することができる。このことは、ウェブの横断方向の解像度を十分に柔軟に変化させることができ、所望の解像度で幅全体をプリントするためにより少ないノズルしか必要ないことを意味している。ノズルが少なければより信頼度が大きく、プリントシステム全体のコストが低下するため、ノズルの数を最小限にすることはきわめて望ましい。
【0048】
図5において、個々の(different)ノズル12が、ネットワーク15によって、例えばマイクロコントローラあるいはコンピュータを備えた中央制御ユニット16へ(電気的にあるいは無線で)接続されていることが破線で示されている。コンベアベルト2の駆動装置もまた、ネットワーク15’を介して、前記制御ユニットへ接続されている。この場合、この制御ユニットは、要求に応じて、前記駆動装置と個々のノズルとを作動させることができる。
【0049】
塗布される仕上げ処理組成物あるいは染料が収容されている2重タンクもノズル4乃至11からなる列ごとに配置されている。複数のノズルからなる第1の列4には、タンク14a、14bが設けられ、第2の列5にはタンク15a、15bが設けられ、第3の列6には、タンク16a、16bが設けられ、同様に続く。適切な物質は、列の2つのタンクのうち少なくとも一方に収容されている。
【0050】
個々のタンクは適当な物質で充填され、異なる列に配置されたノズル12は前記布製品が適切な処理を受けるように向付けられている。図6に示された状況では、第1の列4のタンク14aには、シアン色インクが収容され、第2の列5のタンク15aには、マゼンタ色インクが収容され、第3の列6のタンク16aには、黄色インクが収容され、第4の列7のタンク17aには、黒色インクが収容されている。この布製品には、列4乃至7で、50ミクロンのCIJノズルを使用した染色/プリント処理でパターンが設けられる。次の3つの列8乃至10のタンクには、本発明による1つ以上の仕上げ処理組成物が収容され、処理された布地を70ミクロンのCIJノズルが使用される3つの通路でコーティングすることができる。第8の列11のタンクにはさらに別の仕上げ処理組成物が収容され、プリントされかつコーティングされた布地を仕上げ処理することができる。この場合には、これらのノズルは、30ミクロンの開口を有するドット・オン・デマンドのサーマルインクジェット型である。この実施形態では、布製品Tは、コーティングおよび/または仕上げ処理に影響を及ぼすために、光源13からくる赤外線で第5列乃至第8列の位置で処理されることが好ましい。
【0051】
図7は、この布地が別の処理シーケンスを受ける別の状況を示されている。布製品Tは、まず、この布地を複数のノズルからなる第1の列4と第2の列5とに沿って案内することにより、染色される。これらの列4、5は、70ミクロンの複数のノズルを有し、この布地に比較的滑らかな色つきコーティングを施す。第3の列6乃至第5の列8では、染色された布地は、続いて、上述のようにコーティングされ、その後に、第6の列9と第7の列10とで、最終の仕上げ処理工程が実行される。
【0052】
図8に示された実施形態では、この布製品は、まず、複数のノズルからなる第1の列4に沿って案内される。この列4の複数のノズルは、約70ミクロンであり、この布地に幅全体にわたって滑らかな全背景色を与える。この布製品は、続いて、前記コンベアベルトにより、第2の列5と第3の列6とに沿って案内され、処理された面にパターンがプリントされる。このプリント工程では、30乃至50ミクロンの微細ノズルを使用して、列5および列6で良好な解像度(definition)を達成することができる。この布地は、続いて、第4の列7乃至第6の列9に沿って案内され、染色されプリントされた布地は、3つの通路でコーティングされる。その後に、第7の列10と第8の列11とで、最終の仕上げ処理工程が実施される。
【0053】
たとえ布地の搬送がなく中断しなければならない場合にも、連続的に搬送される布製品を異なった方法で処理することは可能である。例えば、ノズル12のコンピュータ制御により、連続的に供給される布製品に各々の場合に異なるデザインを与えることは可能である。タンクを適切に選択することによって、布地へ異なる物質を塗布することも可能である。第1のタンク14a、15a、16aは、例えば第1のタイプの布地についての各々の場合に使用され、一方、第2タンク14b、15b、16bは別のタイプの布地について使用される。
【0054】
例1
表Iによる調合物「マン(Man)15b」が、62ミクロンのノズルを使用するリンクス(Linx)6000 CIJプリンタで試験された。難燃剤フラメンチン(Flammentin)KRE(登録商標)は10重量%で存在しているが、これは40%の水溶液であるということに留意すべきである。したがって、機能性薬剤の全濃度は、4重量%である。
【0055】
この調合物は、表2による物理的性質を有することがわかった。
【表1】
【表2】
【0056】
調合物Man15bは、5V乃至200Vの範囲の異なる変調電圧で吐出された。液滴形成と画質とが分析され、30V乃至80Vの変調電圧の広い範囲内で優れた結果が達成されることがわかった。液滴直径は、約115ミクロンであり、液滴容積は800pLであった。印字されたドットの直径は270ミクロンであった。
【0057】
この調合物は次いで、40Vの変調電圧(圧力217)で信頼性が試験された。90分後に、吐出は終えられ、前記ヘッドと基材とが検査された。このプリントされた布地には全く失敗が検出されなかった。この印字ヘッドは、調合物の目に見える堆積がなく、清浄であった。
【0058】
例2
帯電防止仕上げ処理剤「アビスタット(Avistat)3P」を提供するための別の調合物が表3に従って作成された。
【0059】
この調合物は表4による物理的性質を有することがわかった。
【表3】
【表4】
【0060】
上記の実施例は、エネルギー消費の削減に加えて、実質的にどの程度の化学物質しか必要とされないのかを示している。現在の製造技術では、1平方メートル当たり約150グラムの湿潤性物質(化学物質)が塗布される。デジタル式プリントでは、この布地により正確な分散され少吸収がより少ないことにより、塗布される化学物質の量は、1平方メートル当たり50グラム未満の湿潤性物質まで減少させることができる。これによって、この化学物質を約66%節約することが可能である。この節約は、主要化学物質にだけでなく、主要化学物質の作用、固定および/または反応性を促進するために、デジタル式プロセスにおいて基材が前処理される塩類のような添加剤にも関わる。これらの添加剤でも66%の節約が行われることが期待される。最後に、廃水の発生およびこの廃水の汚染影響を90%より大きく削減することができる。
【0061】
上述の例はそれぞれ、難燃性および帯電防止コーティングに関わるが、同様のプロセスパラメータを従来の布地コーティングのために使用することができる。
【0062】
図9は、撥水性コーティング物質の4つの画素102が付着された織布100の一部の概略図を示している。この布地100は、繊維104どうしの間のメッシュ状開口106を備えたメッシュ状に配置された繊維104を備える。繊維間隔はおよそ40ミクロンであり、また、これらの画素102は、各々、およそ100ミクロンの直径を有する。図9からわかるように、それぞれの画素102は少なくとも4つの開口106全体を有効に被覆している。加えて、これらの画素102は、隣接する画素102の間に細孔108が形成されている点で、完全に閉じられたコーティングを形成しないことがわかった。
【0063】
図10は、図9の布地100の10−10線に沿う断面図である。画素102はほぼ隣接する繊維104の間の開口106にわたってこの布地の面に配置されていることがわかった。このコーティング物質の粘性のために、各画素102はその形状を部分的に維持し、画素102は重なり合った領域においてともに流れる(flow together)が、個々の画素は依然として識別可能である。さらに、画素102を形成するこのコーティング物質はコーティング面で繊維104を部分的に覆って、繊維104との良好な結合を形成することがわかった。このコーティング物質の粘度は、この物質の適正な含浸度が保証されるように選定される。
【0064】
図11は、コーティング物質のより小さい液滴110が塗布された布地100に沿った、図10に類似した図を示している。これらの液滴110は、前記メッシュ状開口106と同様のサイズであり、この開口の中へ入り込むとともにこの開口を通り抜けることさえある。この結果に生じる効果は、図10の場合よりも不均一である。これは、表面仕上げ処理を施すためよりもむしろ、仕上げ処理組成物をこの物質の中へ導入するために使用することができる。
【0065】
上記のいくつかの例は本発明の好ましいいくつかの実施形態を示しているが、添付の特許請求の範囲によって規定されるように、本発明の精神および範囲に入る他のさまざまな構成も考えることができるということに留意すべきである。
【図面の簡単な説明】
【0066】
【図1】基材を品質向上させるための従来のプロセスの概略的なブロック図を示す図である。
【図2】本発明の一実施形態で用いることができる布地品質向上機の斜視図である。
【図3】図2の布地品質向上機の概略的な側面図である。
【図4】図2の布地品質向上機の概略的な正面図である。
【図5】図2の布地品質向上機の概略的な断面図である。
【図6】品質向上のための様々な処理工程を実行するための好ましいシーケンスの概略図である。
【図7】品質向上用の工程を実行するための代わりの好ましいシーケンスの概略図である。
【図8】品質向上用の工程を実行するための別の好ましいシーケンスの概略図である。
【図9】本発明によってコーティングされた織布の一部の概略図である。
【図10】図9の布地の10−10線に沿う断面図である。
【図11】比較的小さい液滴が使用されたコーティングずみ布地における図10に類似した図である。
【特許請求の範囲】
【請求項1】
コンティニュアスインクジェット技術によって布地の基材に付着を行うための布地仕上げ処理組成物であって、媒体に機能的仕上げ処理剤の分散液あるいは乳液を具備し、吐出される組成物は500μS/cmより大きい伝導率を有し、この仕上げ処理組成物の前記分散液あるいは乳液内の粒子のサイズが5ミクロン未満である布地仕上げ処理組成物。
【請求項2】
前記仕上げ処理剤の分散液あるいは乳液内の粒子のサイズが、2ミクロン未満、好ましくは0.5ミクロン未満である請求項1に記載の仕上げ処理組成物。
【請求項3】
前記吐出される組成物における残留固形分の総量は、5重量%より大きく、好ましくは10重量%より大きく、最も好ましくは13重量%より大きい前記全ての請求項のいずれか1に記載の仕上げ処理組成物。
【請求項4】
前記媒体は、前記吐出される組成物において好ましくは50乃至90重量%で存在する水である前記全ての請求項のいずれか1に記載の仕上げ処理組成物。
【請求項5】
前記吐出される組成物に0.5重量%まで存在する導電性塩類、好ましくはチオシアン酸カリウムを有する前記全ての請求項のいずれか1に記載の仕上げ処理組成物。
【請求項6】
前記吐出される組成物に好ましくは20重量%で存在する補助溶剤をさらに具備する前記全ての請求項のいずれか1項に記載の仕上げ処理組成物。
【請求項7】
前記吐出される組成物に好ましくは5重量%まで存在する保湿剤をさらに具備する前記全ての請求項のいずれか1に記載の仕上げ処理組成物。
【請求項8】
前記吐出される組成物に好ましくは10重量%まで存在する粘度調整剤をさらに具備する前記全ての請求項のいずれか1に記載の仕上げ処理組成物。
【請求項9】
前記吐出される組成物に好ましくは0.5重量%まで存在する界面活性剤をさらに具備する前記全ての請求項のいずれか1項に記載の仕上げ処理組成物。
【請求項10】
前記吐出される組成物に好ましくは0.5重量%まで存在する殺生物剤をさらに具備する前記全ての請求項のいずれか1に記載の仕上げ処理組成物。
【請求項11】
前記吐出される組成物に好ましくは1重量%まで存在するpH調整剤をさらに具備する前記全ての請求項のいずれか1に記載の仕上げ処理組成物。
【請求項12】
前記吐出される組成物に好ましくは0.2重量%まで存在する腐食抑制剤をさらに具備する前記全ての請求項のいずれか1に記載の仕上げ処理組成物。
【請求項13】
前記仕上げ処理剤は、少なくとも106/sまでのせん断に対して安定である前記全ての請求項のいずれか1に記載の仕上げ処理組成物。
【請求項14】
前記仕上げ処理剤は、帯電防止剤、抗菌剤、抗ウイルス剤、抗真菌剤、薬用剤、しわ防止剤、難燃剤、撥水剤、紫外線保護剤、防臭剤、耐摩耗剤、耐汚染剤、接着剤、硬化剤、柔軟剤、伸縮性促進剤、顔料結合剤、導電剤、半導電剤、感光剤、光起電剤、および発光剤からなるグループから選択される前記全ての請求項のいずれか1に記載の仕上げ処理組成物。
【請求項15】
布地の基材を実質的に連続的に供給することと、
複数のコンティニュアスインクジェットノズルからなる配列を設けることと、
これらのノズルへ前記全ての請求項のいずれか1に記載の仕上げ処理組成物を供給することと、
前記ノズルから前記組成物を連続して複数の液滴で選択的に分配して前記基材に所定の分布の液滴を付着させることとを具備する布地を仕上げ処理する方法。
【請求項16】
前記液滴は、前記ノズルから15m/sより大きい速度で分配される請求項15に記載の方法。
【請求項17】
前記液滴は、64KHzより大きな周波数で形成される請求項15又は16に記載の方法。
【請求項18】
前記ノズルは、多重偏向型であり、電荷又は電場を変化させて、複数の液滴を前記電荷で帯電させ、前記電場を使用してこれらの液滴を前記基材に導くことにより、これら液滴が付着される請求項15乃至17のいずれか1に記載の方法。
【請求項19】
前記液滴のサイズを選択的に変化させることをさらに具備する請求項15乃至18のいずれか1に記載の方法。
【請求項20】
30乃至80g/m2の、好ましくは約50g/m2の湿潤性組成物が前記基材に付着される請求項15乃至19のいずれかに記載の方法。
【請求項21】
請求項1乃至14のいずれか1に記載の仕上げ処理組成物を含む仕上げ処理が施され、又は請求項15乃至20に記載の方法により仕上げ処理された布製品。
【請求項1】
コンティニュアスインクジェット技術によって布地の基材に付着を行うための布地仕上げ処理組成物であって、媒体に機能的仕上げ処理剤の分散液あるいは乳液を具備し、吐出される組成物は500μS/cmより大きい伝導率を有し、この仕上げ処理組成物の前記分散液あるいは乳液内の粒子のサイズが5ミクロン未満である布地仕上げ処理組成物。
【請求項2】
前記仕上げ処理剤の分散液あるいは乳液内の粒子のサイズが、2ミクロン未満、好ましくは0.5ミクロン未満である請求項1に記載の仕上げ処理組成物。
【請求項3】
前記吐出される組成物における残留固形分の総量は、5重量%より大きく、好ましくは10重量%より大きく、最も好ましくは13重量%より大きい前記全ての請求項のいずれか1に記載の仕上げ処理組成物。
【請求項4】
前記媒体は、前記吐出される組成物において好ましくは50乃至90重量%で存在する水である前記全ての請求項のいずれか1に記載の仕上げ処理組成物。
【請求項5】
前記吐出される組成物に0.5重量%まで存在する導電性塩類、好ましくはチオシアン酸カリウムを有する前記全ての請求項のいずれか1に記載の仕上げ処理組成物。
【請求項6】
前記吐出される組成物に好ましくは20重量%で存在する補助溶剤をさらに具備する前記全ての請求項のいずれか1項に記載の仕上げ処理組成物。
【請求項7】
前記吐出される組成物に好ましくは5重量%まで存在する保湿剤をさらに具備する前記全ての請求項のいずれか1に記載の仕上げ処理組成物。
【請求項8】
前記吐出される組成物に好ましくは10重量%まで存在する粘度調整剤をさらに具備する前記全ての請求項のいずれか1に記載の仕上げ処理組成物。
【請求項9】
前記吐出される組成物に好ましくは0.5重量%まで存在する界面活性剤をさらに具備する前記全ての請求項のいずれか1項に記載の仕上げ処理組成物。
【請求項10】
前記吐出される組成物に好ましくは0.5重量%まで存在する殺生物剤をさらに具備する前記全ての請求項のいずれか1に記載の仕上げ処理組成物。
【請求項11】
前記吐出される組成物に好ましくは1重量%まで存在するpH調整剤をさらに具備する前記全ての請求項のいずれか1に記載の仕上げ処理組成物。
【請求項12】
前記吐出される組成物に好ましくは0.2重量%まで存在する腐食抑制剤をさらに具備する前記全ての請求項のいずれか1に記載の仕上げ処理組成物。
【請求項13】
前記仕上げ処理剤は、少なくとも106/sまでのせん断に対して安定である前記全ての請求項のいずれか1に記載の仕上げ処理組成物。
【請求項14】
前記仕上げ処理剤は、帯電防止剤、抗菌剤、抗ウイルス剤、抗真菌剤、薬用剤、しわ防止剤、難燃剤、撥水剤、紫外線保護剤、防臭剤、耐摩耗剤、耐汚染剤、接着剤、硬化剤、柔軟剤、伸縮性促進剤、顔料結合剤、導電剤、半導電剤、感光剤、光起電剤、および発光剤からなるグループから選択される前記全ての請求項のいずれか1に記載の仕上げ処理組成物。
【請求項15】
布地の基材を実質的に連続的に供給することと、
複数のコンティニュアスインクジェットノズルからなる配列を設けることと、
これらのノズルへ前記全ての請求項のいずれか1に記載の仕上げ処理組成物を供給することと、
前記ノズルから前記組成物を連続して複数の液滴で選択的に分配して前記基材に所定の分布の液滴を付着させることとを具備する布地を仕上げ処理する方法。
【請求項16】
前記液滴は、前記ノズルから15m/sより大きい速度で分配される請求項15に記載の方法。
【請求項17】
前記液滴は、64KHzより大きな周波数で形成される請求項15又は16に記載の方法。
【請求項18】
前記ノズルは、多重偏向型であり、電荷又は電場を変化させて、複数の液滴を前記電荷で帯電させ、前記電場を使用してこれらの液滴を前記基材に導くことにより、これら液滴が付着される請求項15乃至17のいずれか1に記載の方法。
【請求項19】
前記液滴のサイズを選択的に変化させることをさらに具備する請求項15乃至18のいずれか1に記載の方法。
【請求項20】
30乃至80g/m2の、好ましくは約50g/m2の湿潤性組成物が前記基材に付着される請求項15乃至19のいずれかに記載の方法。
【請求項21】
請求項1乃至14のいずれか1に記載の仕上げ処理組成物を含む仕上げ処理が施され、又は請求項15乃至20に記載の方法により仕上げ処理された布製品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公表番号】特表2008−534793(P2008−534793A)
【公表日】平成20年8月28日(2008.8.28)
【国際特許分類】
【出願番号】特願2008−502414(P2008−502414)
【出願日】平成18年3月22日(2006.3.22)
【国際出願番号】PCT/EP2006/060967
【国際公開番号】WO2006/100275
【国際公開日】平成18年9月28日(2006.9.28)
【出願人】(506094529)テン・ケイト・アドバンスト・テクスタイルス・ビー.ブイ. (7)
【Fターム(参考)】
【公表日】平成20年8月28日(2008.8.28)
【国際特許分類】
【出願日】平成18年3月22日(2006.3.22)
【国際出願番号】PCT/EP2006/060967
【国際公開番号】WO2006/100275
【国際公開日】平成18年9月28日(2006.9.28)
【出願人】(506094529)テン・ケイト・アドバンスト・テクスタイルス・ビー.ブイ. (7)
【Fターム(参考)】
[ Back to top ]