
希土類永久磁石及び希土類永久磁石の製造方法
【課題】磁石特性の低下を防止することが可能となった希土類永久磁石及び希土類永久磁石の製造方法を提供する。
【解決手段】磁石原料を磁石粉末に粉砕し、粉砕された磁石粉末と脂肪酸メチルエステル或いは一定の条件を満たすモノマーの重合体又は共重合体或いはそれらの混合物からなるバインダーとを混合することにより混合物を生成する。そして、生成した混合物をシート状に成形し、グリーンシートを作製する。その後、作製されたグリーンシートを非酸化性雰囲気下でバインダー分解温度に一定時間保持することによりバインダーを解重合反応等によりモノマーに分解し飛散させて除去し、バインダーを除去したグリーンシートを焼成温度に温度を上昇して焼結を行うことによって永久磁石1を製造するように構成する。
【解決手段】磁石原料を磁石粉末に粉砕し、粉砕された磁石粉末と脂肪酸メチルエステル或いは一定の条件を満たすモノマーの重合体又は共重合体或いはそれらの混合物からなるバインダーとを混合することにより混合物を生成する。そして、生成した混合物をシート状に成形し、グリーンシートを作製する。その後、作製されたグリーンシートを非酸化性雰囲気下でバインダー分解温度に一定時間保持することによりバインダーを解重合反応等によりモノマーに分解し飛散させて除去し、バインダーを除去したグリーンシートを焼成温度に温度を上昇して焼結を行うことによって永久磁石1を製造するように構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、希土類永久磁石及び希土類永久磁石の製造方法に関する。
【背景技術】
【0002】
近年、ハイブリッドカーやハードディスクドライブ等に使用される永久磁石モータでは、小型軽量化、高出力化、高効率化が要求されている。そこで、上記永久磁石モータの小型軽量化、高出力化、高効率化を実現するに当たって、モータに埋設される永久磁石について、薄膜化と更なる磁気特性の向上が求められている。
【0003】
ここで、永久磁石モータに用いられる永久磁石の製造方法としては、従来より粉末焼結法が一般的に用いられる。ここで、粉末焼結法は、先ず原材料をジェットミル(乾式粉砕)等により粉砕した磁石粉末を製造する。その後、その磁石粉末を型に入れて、外部から磁場を印加しながら所望の形状にプレス成形する。そして、所望形状に成形された固形状の磁石粉末を所定温度(例えばNd−Fe−B系磁石では1100℃)で焼結することにより製造する。
【0004】
しかしながら、上記した粉末焼結法により永久磁石を製造することとすると、以下の問題点があった。即ち、粉末焼結法では磁場配向させる為にプレス成形した磁石粉末に一定の空隙率を確保する必要がある。そして、一定の空隙率を有する磁石粉末を焼結すると、焼結の際に生じる収縮を均一に行わせることが難しく、焼結後に反りや凹みなどの変形が生じる。また、磁石粉末のプレス時に圧力むらが生じることから、焼結後の磁石の疎密ができて磁石表面に歪みが発生する。従って、従来では予め磁石表面に歪みができることを想定し、所望する形状より大きめのサイズで磁石粉末を圧縮成形する必要があった。そして、焼結後にダイヤモンド切削研磨作業を行い、所望の形状へと修正する加工を行っていた。その結果、製造工程が増加するとともに、製造される永久磁石の品質が低下する虞もあった。
【0005】
また、特に薄膜磁石を上述したように大きめのサイズのバルク体から切り出すことにより製造することとすると、著しい材料歩留まりの低下が生じていた。また、加工工数が大きく増加する問題も生じていた。
【0006】
そこで、上記問題を解決する手段として、磁石粉末とバインダーとを混練することによってグリーンシートを作製し、作製されたグリーンシートを焼結することにより永久磁石を製造する技術が提案されている(例えば、特開平1−150303号公報)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平1−150303号公報(第3頁、第4頁)
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、上記特許文献1のように磁石粉末をグリーンシート化して焼結することとすると、焼結時の磁石内にバインダーに含まれる炭素原子や酸素原子を含む含有物が残留することとなる。そして、Nd磁石ではNdと炭素との反応性が非常に高いため、焼結工程において高温まで炭素含有物が残ると、カーバイドを形成する。その結果、形成されたカーバイドによって焼結後の磁石の主相と粒界相との間に空隙が生じ、磁石全体を緻密に焼結できずに磁気性能が著しく低下する問題があった。また、空隙が生じなかった場合でも、形成されたカーバイドによって焼結後の磁石の主相内にαFeが析出し、磁石特性を大きく低下させる問題があった。
【0009】
同様に、Nd磁石ではNdと酸素との反応性が非常に高いため、酸素含有物が存在すると、焼結工程においてNdと酸素が結合し金属酸化物を形成することとなる。その結果、磁気特性が低下する問題があった。また、Ndが酸素と結合することによって化学量論組成(例えばNd2Fe14B)に基づく含有量よりもNdが不足し、焼結後の磁石の主相内にαFeが析出し、磁石特性を大きく低下させる問題があった。
【0010】
本発明は前記従来における問題点を解消するためになされたものであり、磁石粉末をグリーンシート化して焼結した場合において、磁石中に含まれる炭素量や酸素量を予め低減させることができ、その結果、磁石特性の低下を防止することが可能となった希土類永久磁石及び希土類永久磁石の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
前記目的を達成するため本願の請求項1に係る希土類永久磁石は、磁石原料を磁石粉末に粉砕する工程と、前記粉砕された磁石粉末と一定の条件を満たすバインダーとが混合された混合物を生成する工程と、前記混合物をシート状に成形し、グリーンシートを作製する工程と、前記グリーンシートを非酸化性雰囲気下でバインダー分解温度に一定時間保持することにより前記バインダーを飛散させて除去する工程と、前記バインダーを除去した前記グリーンシートを焼成温度に温度を上昇して焼結する工程と、により製造されることを特徴とする。
【0012】
また、請求項2に係る希土類永久磁石は、請求項1に記載の希土類永久磁石であって、前記バインダーを飛散させて除去する工程では、前記グリーンシートを水素雰囲気下又は水素と不活性ガスの混合ガス雰囲気下において200℃〜900℃で一定時間保持することを特徴とする。
【0013】
また、請求項3に係る希土類永久磁石の製造方法は、磁石原料を磁石粉末に粉砕する工程と、前記粉砕された磁石粉末と一定の条件を満たすバインダーとが混合された混合物を生成する工程と、前記混合物をシート状に成形し、グリーンシートを作製する工程と、前記グリーンシートを非酸化性雰囲気下でバインダー分解温度に一定時間保持することにより前記バインダーを飛散させて除去する工程と、前記バインダーを除去した前記グリーンシートを焼成温度に温度を上昇して焼結する工程と、を有することを特徴とする。
【0014】
更に、請求項4に係る希土類永久磁石の製造方法は、請求項3に記載の希土類永久磁石の製造方法であって、前記バインダーを飛散させて除去する工程では、前記グリーンシートを水素雰囲気下又は水素と不活性ガスの混合ガス雰囲気下において200℃〜900℃で一定時間保持することを特徴とする。
【発明の効果】
【0015】
前記構成を有する請求項1に記載の希土類永久磁石によれば、磁石粉末とバインダーとを混合してシート状に成形したグリーンシートを焼結した磁石により永久磁石を構成するので、焼結による収縮が均一となることにより焼結後の反りや凹みなどの変形が生じず、また、プレス時の圧力むらが無くなることから、従来行っていた焼結後の修正加工をする必要がなく、製造工程を簡略化することができる。それにより、高い寸法精度で永久磁石を成形可能となる。また、永久磁石を薄膜化した場合であっても、材料歩留まりを低下させることなく、加工工数が増加することも防止できる。また、バインダーとして脂肪酸メチルエステル或いは一定の条件を満たすモノマーの重合体又は共重合体を用いることにより、磁石内に含有する酸素量や炭素量を低減させることができる。更に、バインダーが添加された磁石粉末を、焼結前に非酸化性雰囲気下で一定時間保持することにより、磁石内に含有する炭素量を予め低減させることができる。その結果、焼結後の磁石の主相内にαFeが析出することを抑え、磁石全体を緻密に焼結することが可能となり、保磁力が低下することを防止できる。
【0016】
また、請求項2に記載の希土類永久磁石によれば、バインダーが混練されたグリーンシートを水素雰囲気下又は水素と不活性ガスの混合ガス雰囲気下で仮焼することにより、磁石内に含有する炭素量をより確実に低減させることができる。
【0017】
また、請求項3に記載の希土類永久磁石の製造方法によれば、磁石粉末とバインダーとを混合してシート状に成形したグリーンシートを焼結することにより永久磁石を製造するので、製造される永久磁石は、焼結による収縮が均一となることにより焼結後の反りや凹みなどの変形が生じず、また、プレス時の圧力むらが無くなることから、従来行っていた焼結後の修正加工をする必要がなく、製造工程を簡略化することができる。それにより、高い寸法精度で永久磁石を成形可能となる。また、永久磁石を薄膜化した場合であっても、材料歩留まりを低下させることなく、加工工数が増加することも防止できる。また、バインダーとして脂肪酸メチルエステル或いは一定の条件を満たすモノマーの重合体又は共重合体を用いることにより、磁石内に含有する酸素量や炭素量を低減させることができる。更に、バインダーが添加された磁石粉末を、焼結前に非酸化性雰囲気下で一定時間保持することにより、磁石内に含有する炭素量を予め低減させることができる。その結果、焼結後の磁石の主相内にαFeが析出することを抑え、磁石全体を緻密に焼結することが可能となり、保磁力が低下することを防止できる。
【0018】
更に、請求項4に記載の希土類永久磁石の製造方法によれば、バインダーが混練されたグリーンシートを水素雰囲気下又は水素と不活性ガスの混合ガス雰囲気下で仮焼することにより、磁石内に含有する炭素量をより確実に低減させることができる。
【図面の簡単な説明】
【0019】
【図1】本発明に係る永久磁石を示した全体図である。
【図2】本発明に係る永久磁石の製造工程を示した説明図である。
【図3】実施例と比較例の各磁石についての各種測定結果を示した図である。
【発明を実施するための形態】
【0020】
以下、本発明に係る希土類永久磁石及び希土類永久磁石の製造方法について具体化した一実施形態について以下に図面を参照しつつ詳細に説明する。
【0021】
[永久磁石の構成]
先ず、本発明に係る永久磁石1の構成について説明する。図1は本発明に係る永久磁石1を示した全体図である。尚、図1に示す永久磁石1は扇型形状を備えるが、永久磁石1の形状は打ち抜き形状によって変化する。
本発明に係る永久磁石1はNd−Fe−B系磁石である。尚、各成分の含有量はNd:27〜40wt%、B:1〜2wt%、Fe(電解鉄):60〜70wt%とする。また、磁気特性向上の為、Dy、Tb、Co、Cu、Al、Si、Ga、Nb、V、Pr、Mo、Zr、Ta、Ti、W、Ag、Bi、Zn、Mg等の他元素を少量含んでも良い。図1は本実施形態に係る永久磁石1を示した全体図である。
【0022】
ここで、永久磁石1は例えば0.05mm〜10mm(例えば1mm)の厚さを備えた薄膜状の永久磁石である。そして、後述のように磁石粉末とバインダーとが混合された混合物(スラリーやコンパウンド)からシート状に成形された成形体(グリーンシート)を焼結することによって作製される。
【0023】
また、本発明では磁石粉末に混合されるバインダーは、樹脂や脂肪酸メチルエステルやそれらの混合物等が用いられる。
更に、バインダーに樹脂を用いる場合には、構造中に酸素原子を含み、且つ解重合性のあるポリマーを用いるのが好ましい。具体的には以下の一般式(5)又は一般式(6)に示されるモノマーの内、少なくとも一般式(6)に示されるモノマーを含む1種又は2種以上の重合体又は共重合体からなるポリマー、或いは該ポリマーの2種以上の混合物が該当する。
【化5】

(但し、R1及びR2は、水素原子、低級アルキル基、フェニル基又はビニル基を表す)
【化6】
(但し、R3はメチル基であり、R4は低級アルキル基を表す)
【0024】
上記条件に該当するポリマーとしては、例えばブチルメタクリレートの重合体であるポリブチルメタクリレート(PBMA)、メチルメタクリレートの重合体であるポリメチルメタクリレート(PMMA)等がある。また、バインダーに用いる樹脂としては、炭化水素からなるモノマーの重合体又は共重合体(例えば、ポリイソブチレン等)を少量含む構成としても良い。更に、上記一般式(5)や一般式(6)に該当しないモノマー(例えば、アクリレート)が一部共重合していても良い。その場合であっても、本願発明の目的と達成することが可能である。
尚、ホットメルト成形によりグリーンシートを成形する場合には、成形されたグリーンシートを加熱して軟化した状態で磁場配向を行う為に、熱可塑性樹脂を用いるのが望ましい。
【0025】
また、上記ポリマーの内、例えばポリブチルメタクリレートは以下の一般式(7)に示される。
【化7】
(但し、nは1以上の自然数を表す)
【0026】
一方、バインダーに脂肪酸メチルエステルを用いる場合には、室温で固体、室温以上で液体であるステアリン酸メチルやドコサン酸メチル等を用いるのが好ましい。そして、ホットメルト成形によりグリーンシートを成形する場合には、グリーンシートを磁場配向する際にグリーンシートを脂肪酸メチルエステルの融点以上で加熱して軟化した状態で磁場配向を行う。
【0027】
グリーンシートを作製する際に磁石粉末に混練されるバインダーとして上記条件を満たすバインダーを用いることによって、磁石内に含有する炭素量及び酸素量を低減させることが可能となる。具体的には、焼結後に磁石に残存する炭素量を1000ppm以下、より好ましくは500ppm以下とする。また、焼結後に磁石に残存する酸素量を20000ppm以下、より好ましくは10000ppm以下とする。
【0028】
また、バインダーの添加量は、磁石粉末とバインダーとの混合物をシート状に成形する際にシートの厚み精度を向上させる為に、磁石粒子間の空隙を適切に充填する量とする。例えば、バインダー添加後の混合物中における磁石粉末とバインダーの合計量に対するバインダーの比率が、1wt%〜40wt%、より好ましくは2wt%〜30wt%、更に好ましくは3wt%〜20wt%とする。
【0029】
[永久磁石の製造方法]
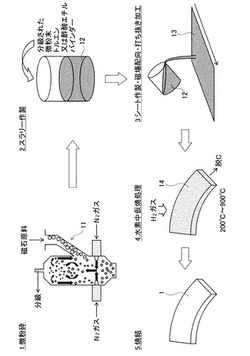
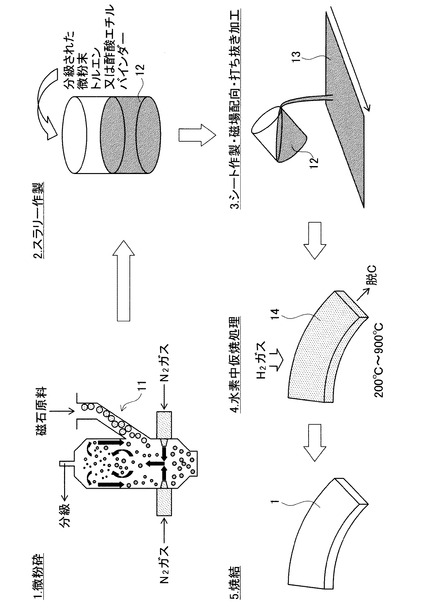
次に、本発明に係る永久磁石1の製造方法について図2を用いて説明する。図2は本実施形態に係る永久磁石1の製造工程を示した説明図である。
【0030】
先ず、所定分率のNd−Fe−B(例えばNd:32.7wt%、Fe(電解鉄):65.96wt%、B:1.34wt%)からなる、インゴットを製造する。その後、インゴットをスタンプミルやクラッシャー等によって200μm程度の大きさに粗粉砕する。若しくは、インゴットを溶解し、ストリップキャスト法でフレークを作製し、水素解砕法で粗粉化する。
【0031】
次いで、粗粉砕した磁石粉末を、(a)酸素含有量が実質的に0%の窒素ガス、Arガス、Heガスなど不活性ガスからなる雰囲気中、又は(b)酸素含有量が0.0001〜0.5%の窒素ガス、Arガス、Heガスなど不活性ガスからなる雰囲気中で、ジェットミル11により微粉砕し、所定サイズ以下(例えば1.0μm〜5.0μm)の平均粒径を有する微粉末とする。尚、酸素濃度が実質的に0%とは、酸素濃度が完全に0%である場合に限定されず、微粉の表面にごく僅かに酸化被膜を形成する程度の量の酸素を含有しても良いことを意味する。尚、磁石原料の粉砕方法としては湿式粉砕を用いても良い。例えばビーズミルによる湿式粉砕では、粗粉砕した磁石粉末に対してトルエンを溶媒として用い、所定サイズ以下(例えば0.1μm〜5.0μm)の平均粒径まで微粉砕を行う。その後、湿式粉砕後の有機溶媒に含まれる磁石粉末を真空乾燥などで乾燥させ、乾燥した磁石粉末を取り出す。また、有機溶媒から磁石粉末を取り出すことなくバインダーを有機溶媒中に更に添加して混練し、後述のスラリー12を得る構成としても良い。
【0032】
上記湿式粉砕を用いることによって、乾式粉砕と比べて磁石原料をより微小な粒径まで粉砕することが可能となる。但し、湿式粉砕を行うこととすれば、後に真空乾燥等を行うことによって有機溶媒を揮発させたとしても有機溶媒等の有機化合物が磁石内に残留する問題がある。しかしながら、後述の仮焼処理を行うことによって、バインダーとともに残留した有機化合物を熱分解し、磁石内から炭素を除去することが可能となる。
【0033】
一方で、ジェットミル11等で微粉砕された微粉末に添加するバインダー溶液を作製する。ここで、バインダーとしては、上述したように樹脂や脂肪酸メチルエステルやそれらの混合物等が用いられる。そして、バインダーを溶媒に希釈させることによりバインダー溶液を作製する。希釈に用いる溶媒としては、特に制限はなく、イソプロピルアルコール、エタノール、メタノールなどのアルコール類、ペンタン、ヘキサンなどの低級炭化水素類、ベンゼン、トルエン、キシレンなどの芳香族類、酢酸エチルなどのエステル類、ケトン類、それらの混合物等が使用できるが、メタクリレート樹脂等を適切に溶融させる目的から酢酸エチルを用いることとする。
【0034】
続いて、ジェットミル11等にて分級された微粉末に対して上記バインダー溶液を添加する。それによって、磁石原料の微粉末とバインダーと有機溶媒とが混合されたスラリー12を生成する。ここで、バインダー溶液の添加量は、添加後のスラリー中における磁石粉末とバインダーの合計量に対するバインダーの比率が、1wt%〜40wt%、より好ましくは2wt%〜30wt%、更に好ましくは3wt%〜20wt%となる量とするのが好ましい。例えば、100gの磁石粉末に対して20wt%のバインダー溶液を100g添加することによりスラリー12を生成する。尚、バインダー溶液の添加は、窒素ガス、Arガス、Heガスなど不活性ガスからなる雰囲気で行う。
【0035】
続いて、生成したスラリー12からグリーンシート13を形成する。グリーンシート13の形成する方法としては、例えば、生成したスラリー12を適宜な方式で必要に応じセパレータ等の支持基材上に塗工して乾燥させる方法などにより行うことができる。尚、塗工方式は、ドクターブレード方式やダイ方式等の層厚制御性に優れる方式が好ましい。また、消泡剤を併用するなどして展開層中に気泡が残らないよう充分に脱泡処理することが好ましい。尚、詳細な塗工条件は以下の通りである。
・塗工方式:ドクターブレード又はダイ方式
・ギャップ:1mm
・支持基材:シリコーン処理ポリエステルフィルム
・乾燥条件:90℃×10分の後、130℃×30分
【0036】
尚、グリーンシート13の設定厚みは、0.05mm〜10mmの範囲で設定することが望ましい。厚みを0.05mmより薄くすると、多層積層しなければならないので生産性が低下することとなる。一方で、厚みを10mmより厚くすると、乾燥時の発泡を抑制する為に乾燥速度を低下する必要があり、生産性が著しく低下する。
【0037】
また、磁石粉末とバインダーとを混合する際には、混合物をスラリー12とするのではなく、有機溶媒を加えずに磁石粉末とバインダーからなる粉末状の混合物(以下、コンパウンドという)としても良い。そして、コンパウンドを加熱することによりコンパウンドを溶融し、流体状にしてからセパレータ等の支持基材上に塗工するホットメルト塗工を行っても良い。ホットメルト塗工により塗工されたコンパウンドを、放熱して凝固させることにより、支持基材上に長尺シート状のグリーンシート13を形成することが可能となる。尚、コンパウンドを加熱溶融する際の温度は、用いるバインダーの種類や量によって異なるが50〜300℃とする。但し、用いるバインダーの融点よりも高い温度とする必要がある。尚、磁石粉末とバインダーとの混合は、例えば有機溶媒に磁石粉末とバインダーとをそれぞれ投入し、攪拌機で攪拌することにより行う。そして、攪拌後に磁石粉末とバインダーとを含む有機溶媒を加熱して有機溶媒を気化させることにより、コンパウンドを抽出する。また、特に磁石粉末を湿式法で粉砕した場合においては、粉砕に用いた有機溶媒から磁石粉末を取り出すことなくバインダーを有機溶媒中に添加して混練し、その後に有機溶媒を揮発させてコンパウンドを得る構成としても良い。
【0038】
また、支持基材に塗工したグリーンシート13には、乾燥前に搬送方向に対して交差する方向にパルス磁場をかける。印加する磁場の強さは5000[Oe]〜150000[Oe]、好ましくは、10000[Oe]〜120000[Oe]とする。尚、磁場を配向させる方向は、グリーンシート13から成形される永久磁石1に求められる磁場方向を考慮して決定する必要があるが、面内方向とすることが好ましい。尚、ホットメルト成形によりグリーンシートを成形した場合には、グリーンシートをバインダーのガラス転移点又は融点以上に加熱して軟化した状態で磁場配向を行う。また、成形されたグリーンシートが凝固する前に磁場配向を行うようにしても良い。
【0039】
次に、グリーンシート13を所望の製品形状(例えば、図1に示す扇形形状)に打ち抜きし、成形体14を成形する。
【0040】
その後、成形された成形体14を非酸化性雰囲気(特に本発明では水素雰囲気又は水素と不活性ガスの混合ガス雰囲気)においてバインダー分解温度で数時間(例えば5時間)保持することにより水素中仮焼処理を行う。水素雰囲気下で行う場合には、例えば仮焼中の水素の供給量は5L/minとする。水素中仮焼処理を行うことによって、バインダーを解重合反応等によりモノマーに分解し飛散させて除去することが可能となる。即ち、成形体14中の炭素量を低減させる所謂脱カーボンが行われることとなる。また、水素中仮焼処理は、成形体14中の炭素量が1000ppm以下、より好ましくは500ppm以下とする条件で行うこととする。それによって、その後の焼結処理で永久磁石1全体を緻密に焼結させることが可能となり、残留磁束密度や保磁力を低下させることが無い。
【0041】
尚、バインダー分解温度は、バインダー分解生成物および分解残渣の分析結果に基づき決定する。具体的にはバインダーの分解生成物を補集し、モノマー以外の分解生成物が生成せず、かつ残渣の分析においても残留するバインダー成分の副反応による生成物が検出されない温度範囲が選ばれる。バインダーの種類により異なるが200℃〜900℃、より好ましくは400℃〜600℃(例えば600℃)とする。
また、特に磁石原料を有機溶媒中で湿式粉砕により粉砕した場合には、有機溶媒を構成する有機化合物の熱分解温度且つバインダー分解温度で仮焼処理を行う。それによって、残留した有機溶媒についても除去することが可能となる。有機化合物の熱分解温度については、用いる有機溶媒の種類によって決定されるが、上記バインダー分解温度であれば基本的に有機化合物の熱分解についても行うことが可能となる。
【0042】
続いて、水素中仮焼処理によって仮焼された成形体14を焼結する焼結処理を行う。焼結処理では、所定の昇温速度で800℃〜1200℃程度まで昇温し、2時間程度保持する。この間は真空焼成となるが真空度としては10−4Torr以下とすることが好ましい。その後冷却し、再び600℃〜1000℃で2時間熱処理を行う。そして、焼結の結果、永久磁石1が製造される。
【0043】
また、真空焼結の代わりに加圧焼結を用いても良い。加圧焼結としては、例えば、ホットプレス焼結、熱間静水圧加圧(HIP)焼結、超高圧合成焼結、ガス加圧焼結、放電プラズマ(SPS)焼結等がある。加圧焼結により焼結することによって、焼結温度を下げて、焼結時の粒成長を抑制することが可能となる。それにより、磁気性能を更に向上させることが可能となる。
【実施例】
【0044】
以下に、本発明の実施例について比較例1〜3と比較しつつ説明する。
(実施例1)
実施例1はNd−Fe−B系磁石であり、合金組成はwt%でNd/Fe/B=32.7/65.96/1.34とする。また、バインダーとしてはポリブチルメタクリレートを用い、溶媒としては酢酸エチルを用い、100gの磁石粉末に対して20wt%のバインダー溶液を100g添加することにより、添加後のスラリー中における磁石粉末とバインダーの合計量に対するバインダーの比率が16.7wt%となるスラリーを生成した。その後、スラリーをダイ方式により基材に塗工してグリーンシートを成形し、更に、所望の製品形状に打ち抜きした。また、仮焼処理は水素雰囲気において600℃で5時間保持することにより行った。そして、仮焼中の水素の供給量は5L/minとする。尚、他の工程は上述した[永久磁石の製造方法]と同様の工程とする。
【0045】
(実施例2)
混合するバインダーをポリメチルメタクリレートとした。他の条件は実施例1と同様である。
【0046】
(実施例3)
混合するバインダーを脂肪酸メチルエステルであるドコサン酸メチル(ベヘン酸メチル)とした。他の条件は実施例1と同様である。
【0047】
(比較例1)
混合するバインダーをポリブチルアクリレートとした。他の条件は実施例1と同様である。
【0048】
(比較例2)
混合するバインダーをポリビニルアルコールとした。他の条件は実施例1と同様である。
【0049】
(比較例3)
混合するバインダーをポリビニルブチラールとした。他の条件は実施例1と同様である。
【0050】
(比較例4)
混合するバインダーをポリエチレングリコールとした。他の条件は実施例1と同様である。
【0051】
(比較例5)
混合するバインダーをポリビニルアセテートとした。他の条件は実施例1と同様である。
【0052】
(実施例1〜3と比較例1〜5との比較)
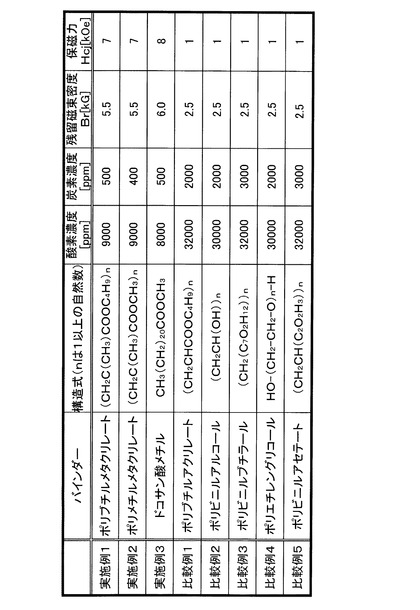
上記実施例1〜3及び比較例1〜5の各磁石内に残存する酸素濃度[ppm]及び炭素濃度[ppm]を測定した。また、実施例1〜3及び比較例1〜5の各磁石について残留磁束密度[kG]と保磁力[kOe]を測定した。図3に測定結果の一覧を示す。
【0053】
図3に示すように、バインダーとしてポリブチルメタクリレートやポリメチルメタクリレートやドコサン酸メチルを用いた場合には、バインダーとして上述した一般式(5)や一般式(6)や脂肪酸メチルエステルに該当しないモノマーのポリマーであるポリブチルアクリレート、ポリビニルアルコール、ポリビニルブチラール、ポリエチレングリコール又はポリビニルアセテートを用いた場合と比較して、磁石内に含有する炭素量や酸素量を低減させることができることが分かる。具体的には、実施例1〜3の磁石では、焼結後に磁石に残存する炭素量を1000ppm以下、より具体的には500ppm以下とすることが可能となる。また、焼結後に磁石に残存する酸素量を20000ppm以下、より具体的には10000ppm以下とすることが可能となる。その結果、実施例1〜3の磁石では、焼結工程でNdと酸素が結合しNd酸化物を形成することなく、また、αFeの析出を防止することができる。また、焼結後の磁石の主相と粒界相との間に空隙を生じさせることなく、また、磁石全体を緻密に焼結することが可能となり、保磁力が低下することを防止できる。従って、図3に示すように、残留磁束密度や保磁力についてもバインダーとしてポリブチルメタクリレート等を用いた方が高い値を示している。
【0054】
以上説明したように、本実施形態に係る永久磁石1及び永久磁石1の製造方法では、磁石原料を磁石粉末に粉砕し、粉砕された磁石粉末と、脂肪酸メチルエステル或いは上述した一般式(5)又は一般式(6)に示されるモノマー(但し、R1及びR2は水素原子、低級アルキル基、フェニル基又はビニル基を表し、R3はメチル基であり、R4は低級アルキル基を表す)の内、少なくとも一般式(6)に示されるモノマーを含む1種又は2種以上の重合体又は共重合体からなるポリマー、或いは該ポリマーの2種以上の混合物、或いは脂肪酸メチルエステルとポリマーの混合物からなるバインダーと、を混合することにより混合物(スラリーやコンパウンド等)を生成する。そして、生成した混合物をシート状に成形し、グリーンシートを作製する。その後、作製されたグリーンシートを非酸化性雰囲気下でバインダー分解温度に一定時間保持することによりバインダーを解重合反応等によりモノマーに分解し飛散させて除去し、バインダーを除去したグリーンシートを焼成温度に温度を上昇して焼結を行うことによって永久磁石1を製造する。その結果、焼結による収縮が均一となることにより焼結後の反りや凹みなどの変形が生じず、また、プレス時の圧力むらが無くなることから、従来行っていた焼結後の修正加工をする必要がなく、製造工程を簡略化することができる。それにより、高い寸法精度で永久磁石を成形可能となる。また、永久磁石を薄膜化した場合であっても、材料歩留まりを低下させることなく、加工工数が増加することも防止できる。また、バインダーとして脂肪酸メチルエステル或いは一定条件を満たすモノマーの重合体又は共重合体からなるバインダーを用いることにより、磁石内に含有する酸素量や炭素量を低減させることができる。更に、バインダーが添加された磁石粉末を、焼結前に非酸化性雰囲気下で一定時間保持する仮焼処理を行うことによりバインダーを飛散させて除去するので、磁石内に含有する炭素量を予め低減させることができる。その結果、焼結後の磁石の主相内にαFeが析出することを抑え、磁石全体を緻密に焼結することが可能となり、保磁力が低下することを防止できる。
また、仮焼処理では、バインダーが混練されたグリーンシートを水素雰囲気下又は水素と不活性ガスの混合ガス雰囲気下で200℃〜900℃、より好ましくは400℃〜600℃に一定時間保持するので、磁石内に含有する炭素量をより確実に低減させることができる。
【0055】
尚、本発明は前記実施例に限定されるものではなく、本発明の要旨を逸脱しない範囲内で種々の改良、変形が可能であることは勿論である。
例えば、磁石粉末の粉砕条件、混練条件、仮焼条件、焼結条件などは上記実施例に記載した条件に限られるものではない。例えば、上記実施例ではジェットミルを用いた乾式粉砕により磁石原料を粉砕しているが、ビーズミルによる湿式粉砕により粉砕することとしても良い。また、上記実施例では、スロットダイ方式によりグリーンシートを形成しているが、他の方式(例えばカレンダーロール方式、コンマ塗工方式、押出成型、射出成型、金型成型、ドクターブレード方式等)を用いてグリーンシートを形成しても良い。但し、スラリーや流体状のコンパウンドを基材上に高精度に成形することが可能な方式を用いることが望ましい。
【0056】
また、仮焼処理は省略しても良い。その場合であっても焼結中にバインダーが熱分解し、一定の脱炭効果を期待することができる。また、仮焼処理は水素以外の雰囲気で行っても良い。
【0057】
また、上記実施例では、バインダーとして一定条件を満たす樹脂や脂肪酸メチルエステルを用いることとしているが、他の材料を用いても良い。
【0058】
また、本発明ではNd−Fe−B系磁石を例に挙げて説明したが、他の磁石(例えばコバルト磁石、アルニコ磁石、フェライト磁石等)を用いても良い。また、磁石の合金組成は本発明ではNd成分を量論組成より多くしているが、量論組成としても良い。
【符号の説明】
【0059】
1 永久磁石
11 ジェットミル
12 スラリー
13 グリーンシート
14 成形体
【技術分野】
【0001】
本発明は、希土類永久磁石及び希土類永久磁石の製造方法に関する。
【背景技術】
【0002】
近年、ハイブリッドカーやハードディスクドライブ等に使用される永久磁石モータでは、小型軽量化、高出力化、高効率化が要求されている。そこで、上記永久磁石モータの小型軽量化、高出力化、高効率化を実現するに当たって、モータに埋設される永久磁石について、薄膜化と更なる磁気特性の向上が求められている。
【0003】
ここで、永久磁石モータに用いられる永久磁石の製造方法としては、従来より粉末焼結法が一般的に用いられる。ここで、粉末焼結法は、先ず原材料をジェットミル(乾式粉砕)等により粉砕した磁石粉末を製造する。その後、その磁石粉末を型に入れて、外部から磁場を印加しながら所望の形状にプレス成形する。そして、所望形状に成形された固形状の磁石粉末を所定温度(例えばNd−Fe−B系磁石では1100℃)で焼結することにより製造する。
【0004】
しかしながら、上記した粉末焼結法により永久磁石を製造することとすると、以下の問題点があった。即ち、粉末焼結法では磁場配向させる為にプレス成形した磁石粉末に一定の空隙率を確保する必要がある。そして、一定の空隙率を有する磁石粉末を焼結すると、焼結の際に生じる収縮を均一に行わせることが難しく、焼結後に反りや凹みなどの変形が生じる。また、磁石粉末のプレス時に圧力むらが生じることから、焼結後の磁石の疎密ができて磁石表面に歪みが発生する。従って、従来では予め磁石表面に歪みができることを想定し、所望する形状より大きめのサイズで磁石粉末を圧縮成形する必要があった。そして、焼結後にダイヤモンド切削研磨作業を行い、所望の形状へと修正する加工を行っていた。その結果、製造工程が増加するとともに、製造される永久磁石の品質が低下する虞もあった。
【0005】
また、特に薄膜磁石を上述したように大きめのサイズのバルク体から切り出すことにより製造することとすると、著しい材料歩留まりの低下が生じていた。また、加工工数が大きく増加する問題も生じていた。
【0006】
そこで、上記問題を解決する手段として、磁石粉末とバインダーとを混練することによってグリーンシートを作製し、作製されたグリーンシートを焼結することにより永久磁石を製造する技術が提案されている(例えば、特開平1−150303号公報)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平1−150303号公報(第3頁、第4頁)
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、上記特許文献1のように磁石粉末をグリーンシート化して焼結することとすると、焼結時の磁石内にバインダーに含まれる炭素原子や酸素原子を含む含有物が残留することとなる。そして、Nd磁石ではNdと炭素との反応性が非常に高いため、焼結工程において高温まで炭素含有物が残ると、カーバイドを形成する。その結果、形成されたカーバイドによって焼結後の磁石の主相と粒界相との間に空隙が生じ、磁石全体を緻密に焼結できずに磁気性能が著しく低下する問題があった。また、空隙が生じなかった場合でも、形成されたカーバイドによって焼結後の磁石の主相内にαFeが析出し、磁石特性を大きく低下させる問題があった。
【0009】
同様に、Nd磁石ではNdと酸素との反応性が非常に高いため、酸素含有物が存在すると、焼結工程においてNdと酸素が結合し金属酸化物を形成することとなる。その結果、磁気特性が低下する問題があった。また、Ndが酸素と結合することによって化学量論組成(例えばNd2Fe14B)に基づく含有量よりもNdが不足し、焼結後の磁石の主相内にαFeが析出し、磁石特性を大きく低下させる問題があった。
【0010】
本発明は前記従来における問題点を解消するためになされたものであり、磁石粉末をグリーンシート化して焼結した場合において、磁石中に含まれる炭素量や酸素量を予め低減させることができ、その結果、磁石特性の低下を防止することが可能となった希土類永久磁石及び希土類永久磁石の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
前記目的を達成するため本願の請求項1に係る希土類永久磁石は、磁石原料を磁石粉末に粉砕する工程と、前記粉砕された磁石粉末と一定の条件を満たすバインダーとが混合された混合物を生成する工程と、前記混合物をシート状に成形し、グリーンシートを作製する工程と、前記グリーンシートを非酸化性雰囲気下でバインダー分解温度に一定時間保持することにより前記バインダーを飛散させて除去する工程と、前記バインダーを除去した前記グリーンシートを焼成温度に温度を上昇して焼結する工程と、により製造されることを特徴とする。
【0012】
また、請求項2に係る希土類永久磁石は、請求項1に記載の希土類永久磁石であって、前記バインダーを飛散させて除去する工程では、前記グリーンシートを水素雰囲気下又は水素と不活性ガスの混合ガス雰囲気下において200℃〜900℃で一定時間保持することを特徴とする。
【0013】
また、請求項3に係る希土類永久磁石の製造方法は、磁石原料を磁石粉末に粉砕する工程と、前記粉砕された磁石粉末と一定の条件を満たすバインダーとが混合された混合物を生成する工程と、前記混合物をシート状に成形し、グリーンシートを作製する工程と、前記グリーンシートを非酸化性雰囲気下でバインダー分解温度に一定時間保持することにより前記バインダーを飛散させて除去する工程と、前記バインダーを除去した前記グリーンシートを焼成温度に温度を上昇して焼結する工程と、を有することを特徴とする。
【0014】
更に、請求項4に係る希土類永久磁石の製造方法は、請求項3に記載の希土類永久磁石の製造方法であって、前記バインダーを飛散させて除去する工程では、前記グリーンシートを水素雰囲気下又は水素と不活性ガスの混合ガス雰囲気下において200℃〜900℃で一定時間保持することを特徴とする。
【発明の効果】
【0015】
前記構成を有する請求項1に記載の希土類永久磁石によれば、磁石粉末とバインダーとを混合してシート状に成形したグリーンシートを焼結した磁石により永久磁石を構成するので、焼結による収縮が均一となることにより焼結後の反りや凹みなどの変形が生じず、また、プレス時の圧力むらが無くなることから、従来行っていた焼結後の修正加工をする必要がなく、製造工程を簡略化することができる。それにより、高い寸法精度で永久磁石を成形可能となる。また、永久磁石を薄膜化した場合であっても、材料歩留まりを低下させることなく、加工工数が増加することも防止できる。また、バインダーとして脂肪酸メチルエステル或いは一定の条件を満たすモノマーの重合体又は共重合体を用いることにより、磁石内に含有する酸素量や炭素量を低減させることができる。更に、バインダーが添加された磁石粉末を、焼結前に非酸化性雰囲気下で一定時間保持することにより、磁石内に含有する炭素量を予め低減させることができる。その結果、焼結後の磁石の主相内にαFeが析出することを抑え、磁石全体を緻密に焼結することが可能となり、保磁力が低下することを防止できる。
【0016】
また、請求項2に記載の希土類永久磁石によれば、バインダーが混練されたグリーンシートを水素雰囲気下又は水素と不活性ガスの混合ガス雰囲気下で仮焼することにより、磁石内に含有する炭素量をより確実に低減させることができる。
【0017】
また、請求項3に記載の希土類永久磁石の製造方法によれば、磁石粉末とバインダーとを混合してシート状に成形したグリーンシートを焼結することにより永久磁石を製造するので、製造される永久磁石は、焼結による収縮が均一となることにより焼結後の反りや凹みなどの変形が生じず、また、プレス時の圧力むらが無くなることから、従来行っていた焼結後の修正加工をする必要がなく、製造工程を簡略化することができる。それにより、高い寸法精度で永久磁石を成形可能となる。また、永久磁石を薄膜化した場合であっても、材料歩留まりを低下させることなく、加工工数が増加することも防止できる。また、バインダーとして脂肪酸メチルエステル或いは一定の条件を満たすモノマーの重合体又は共重合体を用いることにより、磁石内に含有する酸素量や炭素量を低減させることができる。更に、バインダーが添加された磁石粉末を、焼結前に非酸化性雰囲気下で一定時間保持することにより、磁石内に含有する炭素量を予め低減させることができる。その結果、焼結後の磁石の主相内にαFeが析出することを抑え、磁石全体を緻密に焼結することが可能となり、保磁力が低下することを防止できる。
【0018】
更に、請求項4に記載の希土類永久磁石の製造方法によれば、バインダーが混練されたグリーンシートを水素雰囲気下又は水素と不活性ガスの混合ガス雰囲気下で仮焼することにより、磁石内に含有する炭素量をより確実に低減させることができる。
【図面の簡単な説明】
【0019】
【図1】本発明に係る永久磁石を示した全体図である。
【図2】本発明に係る永久磁石の製造工程を示した説明図である。
【図3】実施例と比較例の各磁石についての各種測定結果を示した図である。
【発明を実施するための形態】
【0020】
以下、本発明に係る希土類永久磁石及び希土類永久磁石の製造方法について具体化した一実施形態について以下に図面を参照しつつ詳細に説明する。
【0021】
[永久磁石の構成]
先ず、本発明に係る永久磁石1の構成について説明する。図1は本発明に係る永久磁石1を示した全体図である。尚、図1に示す永久磁石1は扇型形状を備えるが、永久磁石1の形状は打ち抜き形状によって変化する。
本発明に係る永久磁石1はNd−Fe−B系磁石である。尚、各成分の含有量はNd:27〜40wt%、B:1〜2wt%、Fe(電解鉄):60〜70wt%とする。また、磁気特性向上の為、Dy、Tb、Co、Cu、Al、Si、Ga、Nb、V、Pr、Mo、Zr、Ta、Ti、W、Ag、Bi、Zn、Mg等の他元素を少量含んでも良い。図1は本実施形態に係る永久磁石1を示した全体図である。
【0022】
ここで、永久磁石1は例えば0.05mm〜10mm(例えば1mm)の厚さを備えた薄膜状の永久磁石である。そして、後述のように磁石粉末とバインダーとが混合された混合物(スラリーやコンパウンド)からシート状に成形された成形体(グリーンシート)を焼結することによって作製される。
【0023】
また、本発明では磁石粉末に混合されるバインダーは、樹脂や脂肪酸メチルエステルやそれらの混合物等が用いられる。
更に、バインダーに樹脂を用いる場合には、構造中に酸素原子を含み、且つ解重合性のあるポリマーを用いるのが好ましい。具体的には以下の一般式(5)又は一般式(6)に示されるモノマーの内、少なくとも一般式(6)に示されるモノマーを含む1種又は2種以上の重合体又は共重合体からなるポリマー、或いは該ポリマーの2種以上の混合物が該当する。
【化5】
(但し、R1及びR2は、水素原子、低級アルキル基、フェニル基又はビニル基を表す)
【化6】
(但し、R3はメチル基であり、R4は低級アルキル基を表す)
【0024】
上記条件に該当するポリマーとしては、例えばブチルメタクリレートの重合体であるポリブチルメタクリレート(PBMA)、メチルメタクリレートの重合体であるポリメチルメタクリレート(PMMA)等がある。また、バインダーに用いる樹脂としては、炭化水素からなるモノマーの重合体又は共重合体(例えば、ポリイソブチレン等)を少量含む構成としても良い。更に、上記一般式(5)や一般式(6)に該当しないモノマー(例えば、アクリレート)が一部共重合していても良い。その場合であっても、本願発明の目的と達成することが可能である。
尚、ホットメルト成形によりグリーンシートを成形する場合には、成形されたグリーンシートを加熱して軟化した状態で磁場配向を行う為に、熱可塑性樹脂を用いるのが望ましい。
【0025】
また、上記ポリマーの内、例えばポリブチルメタクリレートは以下の一般式(7)に示される。
【化7】
(但し、nは1以上の自然数を表す)
【0026】
一方、バインダーに脂肪酸メチルエステルを用いる場合には、室温で固体、室温以上で液体であるステアリン酸メチルやドコサン酸メチル等を用いるのが好ましい。そして、ホットメルト成形によりグリーンシートを成形する場合には、グリーンシートを磁場配向する際にグリーンシートを脂肪酸メチルエステルの融点以上で加熱して軟化した状態で磁場配向を行う。
【0027】
グリーンシートを作製する際に磁石粉末に混練されるバインダーとして上記条件を満たすバインダーを用いることによって、磁石内に含有する炭素量及び酸素量を低減させることが可能となる。具体的には、焼結後に磁石に残存する炭素量を1000ppm以下、より好ましくは500ppm以下とする。また、焼結後に磁石に残存する酸素量を20000ppm以下、より好ましくは10000ppm以下とする。
【0028】
また、バインダーの添加量は、磁石粉末とバインダーとの混合物をシート状に成形する際にシートの厚み精度を向上させる為に、磁石粒子間の空隙を適切に充填する量とする。例えば、バインダー添加後の混合物中における磁石粉末とバインダーの合計量に対するバインダーの比率が、1wt%〜40wt%、より好ましくは2wt%〜30wt%、更に好ましくは3wt%〜20wt%とする。
【0029】
[永久磁石の製造方法]
次に、本発明に係る永久磁石1の製造方法について図2を用いて説明する。図2は本実施形態に係る永久磁石1の製造工程を示した説明図である。
【0030】
先ず、所定分率のNd−Fe−B(例えばNd:32.7wt%、Fe(電解鉄):65.96wt%、B:1.34wt%)からなる、インゴットを製造する。その後、インゴットをスタンプミルやクラッシャー等によって200μm程度の大きさに粗粉砕する。若しくは、インゴットを溶解し、ストリップキャスト法でフレークを作製し、水素解砕法で粗粉化する。
【0031】
次いで、粗粉砕した磁石粉末を、(a)酸素含有量が実質的に0%の窒素ガス、Arガス、Heガスなど不活性ガスからなる雰囲気中、又は(b)酸素含有量が0.0001〜0.5%の窒素ガス、Arガス、Heガスなど不活性ガスからなる雰囲気中で、ジェットミル11により微粉砕し、所定サイズ以下(例えば1.0μm〜5.0μm)の平均粒径を有する微粉末とする。尚、酸素濃度が実質的に0%とは、酸素濃度が完全に0%である場合に限定されず、微粉の表面にごく僅かに酸化被膜を形成する程度の量の酸素を含有しても良いことを意味する。尚、磁石原料の粉砕方法としては湿式粉砕を用いても良い。例えばビーズミルによる湿式粉砕では、粗粉砕した磁石粉末に対してトルエンを溶媒として用い、所定サイズ以下(例えば0.1μm〜5.0μm)の平均粒径まで微粉砕を行う。その後、湿式粉砕後の有機溶媒に含まれる磁石粉末を真空乾燥などで乾燥させ、乾燥した磁石粉末を取り出す。また、有機溶媒から磁石粉末を取り出すことなくバインダーを有機溶媒中に更に添加して混練し、後述のスラリー12を得る構成としても良い。
【0032】
上記湿式粉砕を用いることによって、乾式粉砕と比べて磁石原料をより微小な粒径まで粉砕することが可能となる。但し、湿式粉砕を行うこととすれば、後に真空乾燥等を行うことによって有機溶媒を揮発させたとしても有機溶媒等の有機化合物が磁石内に残留する問題がある。しかしながら、後述の仮焼処理を行うことによって、バインダーとともに残留した有機化合物を熱分解し、磁石内から炭素を除去することが可能となる。
【0033】
一方で、ジェットミル11等で微粉砕された微粉末に添加するバインダー溶液を作製する。ここで、バインダーとしては、上述したように樹脂や脂肪酸メチルエステルやそれらの混合物等が用いられる。そして、バインダーを溶媒に希釈させることによりバインダー溶液を作製する。希釈に用いる溶媒としては、特に制限はなく、イソプロピルアルコール、エタノール、メタノールなどのアルコール類、ペンタン、ヘキサンなどの低級炭化水素類、ベンゼン、トルエン、キシレンなどの芳香族類、酢酸エチルなどのエステル類、ケトン類、それらの混合物等が使用できるが、メタクリレート樹脂等を適切に溶融させる目的から酢酸エチルを用いることとする。
【0034】
続いて、ジェットミル11等にて分級された微粉末に対して上記バインダー溶液を添加する。それによって、磁石原料の微粉末とバインダーと有機溶媒とが混合されたスラリー12を生成する。ここで、バインダー溶液の添加量は、添加後のスラリー中における磁石粉末とバインダーの合計量に対するバインダーの比率が、1wt%〜40wt%、より好ましくは2wt%〜30wt%、更に好ましくは3wt%〜20wt%となる量とするのが好ましい。例えば、100gの磁石粉末に対して20wt%のバインダー溶液を100g添加することによりスラリー12を生成する。尚、バインダー溶液の添加は、窒素ガス、Arガス、Heガスなど不活性ガスからなる雰囲気で行う。
【0035】
続いて、生成したスラリー12からグリーンシート13を形成する。グリーンシート13の形成する方法としては、例えば、生成したスラリー12を適宜な方式で必要に応じセパレータ等の支持基材上に塗工して乾燥させる方法などにより行うことができる。尚、塗工方式は、ドクターブレード方式やダイ方式等の層厚制御性に優れる方式が好ましい。また、消泡剤を併用するなどして展開層中に気泡が残らないよう充分に脱泡処理することが好ましい。尚、詳細な塗工条件は以下の通りである。
・塗工方式:ドクターブレード又はダイ方式
・ギャップ:1mm
・支持基材:シリコーン処理ポリエステルフィルム
・乾燥条件:90℃×10分の後、130℃×30分
【0036】
尚、グリーンシート13の設定厚みは、0.05mm〜10mmの範囲で設定することが望ましい。厚みを0.05mmより薄くすると、多層積層しなければならないので生産性が低下することとなる。一方で、厚みを10mmより厚くすると、乾燥時の発泡を抑制する為に乾燥速度を低下する必要があり、生産性が著しく低下する。
【0037】
また、磁石粉末とバインダーとを混合する際には、混合物をスラリー12とするのではなく、有機溶媒を加えずに磁石粉末とバインダーからなる粉末状の混合物(以下、コンパウンドという)としても良い。そして、コンパウンドを加熱することによりコンパウンドを溶融し、流体状にしてからセパレータ等の支持基材上に塗工するホットメルト塗工を行っても良い。ホットメルト塗工により塗工されたコンパウンドを、放熱して凝固させることにより、支持基材上に長尺シート状のグリーンシート13を形成することが可能となる。尚、コンパウンドを加熱溶融する際の温度は、用いるバインダーの種類や量によって異なるが50〜300℃とする。但し、用いるバインダーの融点よりも高い温度とする必要がある。尚、磁石粉末とバインダーとの混合は、例えば有機溶媒に磁石粉末とバインダーとをそれぞれ投入し、攪拌機で攪拌することにより行う。そして、攪拌後に磁石粉末とバインダーとを含む有機溶媒を加熱して有機溶媒を気化させることにより、コンパウンドを抽出する。また、特に磁石粉末を湿式法で粉砕した場合においては、粉砕に用いた有機溶媒から磁石粉末を取り出すことなくバインダーを有機溶媒中に添加して混練し、その後に有機溶媒を揮発させてコンパウンドを得る構成としても良い。
【0038】
また、支持基材に塗工したグリーンシート13には、乾燥前に搬送方向に対して交差する方向にパルス磁場をかける。印加する磁場の強さは5000[Oe]〜150000[Oe]、好ましくは、10000[Oe]〜120000[Oe]とする。尚、磁場を配向させる方向は、グリーンシート13から成形される永久磁石1に求められる磁場方向を考慮して決定する必要があるが、面内方向とすることが好ましい。尚、ホットメルト成形によりグリーンシートを成形した場合には、グリーンシートをバインダーのガラス転移点又は融点以上に加熱して軟化した状態で磁場配向を行う。また、成形されたグリーンシートが凝固する前に磁場配向を行うようにしても良い。
【0039】
次に、グリーンシート13を所望の製品形状(例えば、図1に示す扇形形状)に打ち抜きし、成形体14を成形する。
【0040】
その後、成形された成形体14を非酸化性雰囲気(特に本発明では水素雰囲気又は水素と不活性ガスの混合ガス雰囲気)においてバインダー分解温度で数時間(例えば5時間)保持することにより水素中仮焼処理を行う。水素雰囲気下で行う場合には、例えば仮焼中の水素の供給量は5L/minとする。水素中仮焼処理を行うことによって、バインダーを解重合反応等によりモノマーに分解し飛散させて除去することが可能となる。即ち、成形体14中の炭素量を低減させる所謂脱カーボンが行われることとなる。また、水素中仮焼処理は、成形体14中の炭素量が1000ppm以下、より好ましくは500ppm以下とする条件で行うこととする。それによって、その後の焼結処理で永久磁石1全体を緻密に焼結させることが可能となり、残留磁束密度や保磁力を低下させることが無い。
【0041】
尚、バインダー分解温度は、バインダー分解生成物および分解残渣の分析結果に基づき決定する。具体的にはバインダーの分解生成物を補集し、モノマー以外の分解生成物が生成せず、かつ残渣の分析においても残留するバインダー成分の副反応による生成物が検出されない温度範囲が選ばれる。バインダーの種類により異なるが200℃〜900℃、より好ましくは400℃〜600℃(例えば600℃)とする。
また、特に磁石原料を有機溶媒中で湿式粉砕により粉砕した場合には、有機溶媒を構成する有機化合物の熱分解温度且つバインダー分解温度で仮焼処理を行う。それによって、残留した有機溶媒についても除去することが可能となる。有機化合物の熱分解温度については、用いる有機溶媒の種類によって決定されるが、上記バインダー分解温度であれば基本的に有機化合物の熱分解についても行うことが可能となる。
【0042】
続いて、水素中仮焼処理によって仮焼された成形体14を焼結する焼結処理を行う。焼結処理では、所定の昇温速度で800℃〜1200℃程度まで昇温し、2時間程度保持する。この間は真空焼成となるが真空度としては10−4Torr以下とすることが好ましい。その後冷却し、再び600℃〜1000℃で2時間熱処理を行う。そして、焼結の結果、永久磁石1が製造される。
【0043】
また、真空焼結の代わりに加圧焼結を用いても良い。加圧焼結としては、例えば、ホットプレス焼結、熱間静水圧加圧(HIP)焼結、超高圧合成焼結、ガス加圧焼結、放電プラズマ(SPS)焼結等がある。加圧焼結により焼結することによって、焼結温度を下げて、焼結時の粒成長を抑制することが可能となる。それにより、磁気性能を更に向上させることが可能となる。
【実施例】
【0044】
以下に、本発明の実施例について比較例1〜3と比較しつつ説明する。
(実施例1)
実施例1はNd−Fe−B系磁石であり、合金組成はwt%でNd/Fe/B=32.7/65.96/1.34とする。また、バインダーとしてはポリブチルメタクリレートを用い、溶媒としては酢酸エチルを用い、100gの磁石粉末に対して20wt%のバインダー溶液を100g添加することにより、添加後のスラリー中における磁石粉末とバインダーの合計量に対するバインダーの比率が16.7wt%となるスラリーを生成した。その後、スラリーをダイ方式により基材に塗工してグリーンシートを成形し、更に、所望の製品形状に打ち抜きした。また、仮焼処理は水素雰囲気において600℃で5時間保持することにより行った。そして、仮焼中の水素の供給量は5L/minとする。尚、他の工程は上述した[永久磁石の製造方法]と同様の工程とする。
【0045】
(実施例2)
混合するバインダーをポリメチルメタクリレートとした。他の条件は実施例1と同様である。
【0046】
(実施例3)
混合するバインダーを脂肪酸メチルエステルであるドコサン酸メチル(ベヘン酸メチル)とした。他の条件は実施例1と同様である。
【0047】
(比較例1)
混合するバインダーをポリブチルアクリレートとした。他の条件は実施例1と同様である。
【0048】
(比較例2)
混合するバインダーをポリビニルアルコールとした。他の条件は実施例1と同様である。
【0049】
(比較例3)
混合するバインダーをポリビニルブチラールとした。他の条件は実施例1と同様である。
【0050】
(比較例4)
混合するバインダーをポリエチレングリコールとした。他の条件は実施例1と同様である。
【0051】
(比較例5)
混合するバインダーをポリビニルアセテートとした。他の条件は実施例1と同様である。
【0052】
(実施例1〜3と比較例1〜5との比較)
上記実施例1〜3及び比較例1〜5の各磁石内に残存する酸素濃度[ppm]及び炭素濃度[ppm]を測定した。また、実施例1〜3及び比較例1〜5の各磁石について残留磁束密度[kG]と保磁力[kOe]を測定した。図3に測定結果の一覧を示す。
【0053】
図3に示すように、バインダーとしてポリブチルメタクリレートやポリメチルメタクリレートやドコサン酸メチルを用いた場合には、バインダーとして上述した一般式(5)や一般式(6)や脂肪酸メチルエステルに該当しないモノマーのポリマーであるポリブチルアクリレート、ポリビニルアルコール、ポリビニルブチラール、ポリエチレングリコール又はポリビニルアセテートを用いた場合と比較して、磁石内に含有する炭素量や酸素量を低減させることができることが分かる。具体的には、実施例1〜3の磁石では、焼結後に磁石に残存する炭素量を1000ppm以下、より具体的には500ppm以下とすることが可能となる。また、焼結後に磁石に残存する酸素量を20000ppm以下、より具体的には10000ppm以下とすることが可能となる。その結果、実施例1〜3の磁石では、焼結工程でNdと酸素が結合しNd酸化物を形成することなく、また、αFeの析出を防止することができる。また、焼結後の磁石の主相と粒界相との間に空隙を生じさせることなく、また、磁石全体を緻密に焼結することが可能となり、保磁力が低下することを防止できる。従って、図3に示すように、残留磁束密度や保磁力についてもバインダーとしてポリブチルメタクリレート等を用いた方が高い値を示している。
【0054】
以上説明したように、本実施形態に係る永久磁石1及び永久磁石1の製造方法では、磁石原料を磁石粉末に粉砕し、粉砕された磁石粉末と、脂肪酸メチルエステル或いは上述した一般式(5)又は一般式(6)に示されるモノマー(但し、R1及びR2は水素原子、低級アルキル基、フェニル基又はビニル基を表し、R3はメチル基であり、R4は低級アルキル基を表す)の内、少なくとも一般式(6)に示されるモノマーを含む1種又は2種以上の重合体又は共重合体からなるポリマー、或いは該ポリマーの2種以上の混合物、或いは脂肪酸メチルエステルとポリマーの混合物からなるバインダーと、を混合することにより混合物(スラリーやコンパウンド等)を生成する。そして、生成した混合物をシート状に成形し、グリーンシートを作製する。その後、作製されたグリーンシートを非酸化性雰囲気下でバインダー分解温度に一定時間保持することによりバインダーを解重合反応等によりモノマーに分解し飛散させて除去し、バインダーを除去したグリーンシートを焼成温度に温度を上昇して焼結を行うことによって永久磁石1を製造する。その結果、焼結による収縮が均一となることにより焼結後の反りや凹みなどの変形が生じず、また、プレス時の圧力むらが無くなることから、従来行っていた焼結後の修正加工をする必要がなく、製造工程を簡略化することができる。それにより、高い寸法精度で永久磁石を成形可能となる。また、永久磁石を薄膜化した場合であっても、材料歩留まりを低下させることなく、加工工数が増加することも防止できる。また、バインダーとして脂肪酸メチルエステル或いは一定条件を満たすモノマーの重合体又は共重合体からなるバインダーを用いることにより、磁石内に含有する酸素量や炭素量を低減させることができる。更に、バインダーが添加された磁石粉末を、焼結前に非酸化性雰囲気下で一定時間保持する仮焼処理を行うことによりバインダーを飛散させて除去するので、磁石内に含有する炭素量を予め低減させることができる。その結果、焼結後の磁石の主相内にαFeが析出することを抑え、磁石全体を緻密に焼結することが可能となり、保磁力が低下することを防止できる。
また、仮焼処理では、バインダーが混練されたグリーンシートを水素雰囲気下又は水素と不活性ガスの混合ガス雰囲気下で200℃〜900℃、より好ましくは400℃〜600℃に一定時間保持するので、磁石内に含有する炭素量をより確実に低減させることができる。
【0055】
尚、本発明は前記実施例に限定されるものではなく、本発明の要旨を逸脱しない範囲内で種々の改良、変形が可能であることは勿論である。
例えば、磁石粉末の粉砕条件、混練条件、仮焼条件、焼結条件などは上記実施例に記載した条件に限られるものではない。例えば、上記実施例ではジェットミルを用いた乾式粉砕により磁石原料を粉砕しているが、ビーズミルによる湿式粉砕により粉砕することとしても良い。また、上記実施例では、スロットダイ方式によりグリーンシートを形成しているが、他の方式(例えばカレンダーロール方式、コンマ塗工方式、押出成型、射出成型、金型成型、ドクターブレード方式等)を用いてグリーンシートを形成しても良い。但し、スラリーや流体状のコンパウンドを基材上に高精度に成形することが可能な方式を用いることが望ましい。
【0056】
また、仮焼処理は省略しても良い。その場合であっても焼結中にバインダーが熱分解し、一定の脱炭効果を期待することができる。また、仮焼処理は水素以外の雰囲気で行っても良い。
【0057】
また、上記実施例では、バインダーとして一定条件を満たす樹脂や脂肪酸メチルエステルを用いることとしているが、他の材料を用いても良い。
【0058】
また、本発明ではNd−Fe−B系磁石を例に挙げて説明したが、他の磁石(例えばコバルト磁石、アルニコ磁石、フェライト磁石等)を用いても良い。また、磁石の合金組成は本発明ではNd成分を量論組成より多くしているが、量論組成としても良い。
【符号の説明】
【0059】
1 永久磁石
11 ジェットミル
12 スラリー
13 グリーンシート
14 成形体
【特許請求の範囲】
【請求項1】
磁石原料を磁石粉末に粉砕する工程と、
前記粉砕された磁石粉末と、脂肪酸メチルエステルからなるバインダー或いは下記一般式(1)又は一般式(2)
【化1】
(但し、R1及びR2は、水素原子、低級アルキル基、フェニル基又はビニル基を表す)
【化2】
(但し、R3はメチル基であり、R4は低級アルキル基を表す)
に示されるモノマーの内、少なくとも一般式(2)に示されるモノマーを含む1種又は2種以上の重合体又は共重合体、或いは該重合体又は該共重合体の2種以上の混合物からなるバインダー或いは前記脂肪酸メチルエステルと前記重合体又は共重合体の混合物からなるバインダーの内のいずれかのバインダーと、が混合された混合物を生成する工程と、
前記混合物をシート状に成形し、グリーンシートを作製する工程と、
前記グリーンシートを非酸化性雰囲気下でバインダー分解温度に一定時間保持することにより前記バインダーを飛散させて除去する工程と、
前記バインダーを除去した前記グリーンシートを焼成温度に温度を上昇して焼結する工程と、により製造されることを特徴とする希土類永久磁石。
【請求項2】
前記バインダーを飛散させて除去する工程では、前記グリーンシートを水素雰囲気下又は水素と不活性ガスの混合ガス雰囲気下において200℃〜900℃で一定時間保持することを特徴とする請求項1に記載の希土類永久磁石。
【請求項3】
磁石原料を磁石粉末に粉砕する工程と、
前記粉砕された磁石粉末と、脂肪酸メチルエステルからなるバインダー或いは下記一般式(3)又は一般式(4)
【化3】
(但し、R1及びR2は、水素原子、低級アルキル基、フェニル基又はビニル基を表す)
【化4】
(但し、R3はメチル基であり、R4は低級アルキル基を表す)
に示されるモノマーの内、少なくとも一般式(4)に示されるモノマーを含む1種又は2種以上の重合体又は共重合体、或いは該重合体又は該共重合体の2種以上の混合物からなるバインダー或いは前記脂肪酸メチルエステルと前記重合体又は共重合体の混合物からなるバインダーの内のいずれかのバインダーと、が混合された混合物を生成する工程と、
前記混合物をシート状に成形し、グリーンシートを作製する工程と、
前記グリーンシートを非酸化性雰囲気下でバインダー分解温度に一定時間保持することにより前記バインダーを飛散させて除去する工程と、
前記バインダーを除去した前記グリーンシートを焼成温度に温度を上昇して焼結する工程と、を有することを特徴とする希土類永久磁石の製造方法。
【請求項4】
前記バインダーを飛散させて除去する工程では、前記グリーンシートを水素雰囲気下又は水素と不活性ガスの混合ガス雰囲気下において200℃〜900℃で一定時間保持することを特徴とする請求項3に記載の希土類永久磁石の製造方法。
【請求項1】
磁石原料を磁石粉末に粉砕する工程と、
前記粉砕された磁石粉末と、脂肪酸メチルエステルからなるバインダー或いは下記一般式(1)又は一般式(2)
【化1】
(但し、R1及びR2は、水素原子、低級アルキル基、フェニル基又はビニル基を表す)
【化2】
(但し、R3はメチル基であり、R4は低級アルキル基を表す)
に示されるモノマーの内、少なくとも一般式(2)に示されるモノマーを含む1種又は2種以上の重合体又は共重合体、或いは該重合体又は該共重合体の2種以上の混合物からなるバインダー或いは前記脂肪酸メチルエステルと前記重合体又は共重合体の混合物からなるバインダーの内のいずれかのバインダーと、が混合された混合物を生成する工程と、
前記混合物をシート状に成形し、グリーンシートを作製する工程と、
前記グリーンシートを非酸化性雰囲気下でバインダー分解温度に一定時間保持することにより前記バインダーを飛散させて除去する工程と、
前記バインダーを除去した前記グリーンシートを焼成温度に温度を上昇して焼結する工程と、により製造されることを特徴とする希土類永久磁石。
【請求項2】
前記バインダーを飛散させて除去する工程では、前記グリーンシートを水素雰囲気下又は水素と不活性ガスの混合ガス雰囲気下において200℃〜900℃で一定時間保持することを特徴とする請求項1に記載の希土類永久磁石。
【請求項3】
磁石原料を磁石粉末に粉砕する工程と、
前記粉砕された磁石粉末と、脂肪酸メチルエステルからなるバインダー或いは下記一般式(3)又は一般式(4)
【化3】
(但し、R1及びR2は、水素原子、低級アルキル基、フェニル基又はビニル基を表す)
【化4】
(但し、R3はメチル基であり、R4は低級アルキル基を表す)
に示されるモノマーの内、少なくとも一般式(4)に示されるモノマーを含む1種又は2種以上の重合体又は共重合体、或いは該重合体又は該共重合体の2種以上の混合物からなるバインダー或いは前記脂肪酸メチルエステルと前記重合体又は共重合体の混合物からなるバインダーの内のいずれかのバインダーと、が混合された混合物を生成する工程と、
前記混合物をシート状に成形し、グリーンシートを作製する工程と、
前記グリーンシートを非酸化性雰囲気下でバインダー分解温度に一定時間保持することにより前記バインダーを飛散させて除去する工程と、
前記バインダーを除去した前記グリーンシートを焼成温度に温度を上昇して焼結する工程と、を有することを特徴とする希土類永久磁石の製造方法。
【請求項4】
前記バインダーを飛散させて除去する工程では、前記グリーンシートを水素雰囲気下又は水素と不活性ガスの混合ガス雰囲気下において200℃〜900℃で一定時間保持することを特徴とする請求項3に記載の希土類永久磁石の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−30739(P2013−30739A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2012−58075(P2012−58075)
【出願日】平成24年3月15日(2012.3.15)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成24年3月15日(2012.3.15)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]