
帯状体の塗工方法
【課題】電池またはキャパシタ電極用帯状体の濡れ性を改善することにより、塗布速度を高め、スループットを改善するための方法を与える。
【解決手段】電池またはキャパシタ電極用の金属箔またはプラスチック製帯状体の表裏面に塗液を塗布する方法は、帯状体を連続走行させながら、塗液と相溶性があり、塗液より低粘度でかつ塗液より表面張力が低い液体を表裏面に予め塗布する工程と、液体が完全に乾燥しないうちに、帯状体の表裏面に塗液を塗布する工程と、帯状体を連続走行させながら、完全に乾燥させる工程と、から成り、帯状体の表裏面に塗液が高速かつ均一に塗布されることを特徴とする。
【解決手段】電池またはキャパシタ電極用の金属箔またはプラスチック製帯状体の表裏面に塗液を塗布する方法は、帯状体を連続走行させながら、塗液と相溶性があり、塗液より低粘度でかつ塗液より表面張力が低い液体を表裏面に予め塗布する工程と、液体が完全に乾燥しないうちに、帯状体の表裏面に塗液を塗布する工程と、帯状体を連続走行させながら、完全に乾燥させる工程と、から成り、帯状体の表裏面に塗液が高速かつ均一に塗布されることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属箔またはプレスチック製帯状体の塗工方法に関し、特に、電池またはキャパシタ電極用帯状体へ塗液を塗布するための方法に関する。
【背景技術】
【0002】
近年、環境問題がクローズアップされる中、太陽光発電や風力発電によるクリーンエネルギーの貯蔵システムや、電力の負荷平準化を目的とした分散型電源、またはガソリン車に替わる電気自動車若しくはハイブリッド電気自動車の電源(メイン電源及び補助電源)の開発が盛んに行われている。
【0003】
また、自動車の電装設備の電源としては、これまでの鉛電池が用いられていたが、最近ではパワーウインドウやIT関連機器の搭載などが充実してきたこともあり、これらの用途においてもエネルギー密度、出力密度の高い新しい電源が求められるようになってきている。
【0004】
さらに、瞬間的に大きな電流を必要とするコピー機のドラム加熱、自動販売機、トイレの暖房便座または温水洗浄、自動車のアイドリングストップの発進用電源が必要とされている。
【0005】
こうした駆動電源等を含めた蓄電装置として、リチウムイオン二次電池または電気二重層キャパシタが注目されている。
【0006】
しかしながら、リチウムイオン電池は、エネルギー密度が高いものの出力特性、安全性、及びサイクル寿命に問題がある。一方、電気二重層キャパシタは、ICまたはLSIのメモリーバックアップ用電源として広く利用されている電子部品であり、一回の充電当たりの放電容量は電池に比べ小さいものの、瞬時の充放電特性に優れ、数万サイクル以上の充放電にも耐えるという高い出力特性とメンテナンスフリー性を備えている。このような特性は、リチウム電池またはニッケル水素電池にはない。
【0007】
このように電気二重層キャパシタは利点を有しているが、一般に、エネルギー密度は3〜6Wh/1程度で、リチウムイオン電池に比べ二桁程度も小さいために、電気自動車用途などの高エネルギー密度が要求される駆動電源としては、未だ実用化レベルに到達していないのが実情である。電気自動車用途を考えた場合、実用化には8〜15Wh/1、普及レベルでは20Wh/1のエネルギー密度が必要であると言われている。
【0008】
こうした高エネルギー密度、高出力特性を要する用途に対応する蓄電装置として、近年、ハイブリッドキャパシタと呼ばれる蓄電装置が注目されている。電極には、電極−電解液界面において電荷の移動を伴う(ファラデー反応)非分極性電極と、電荷の移動を伴わない(非ファラデー反応)分極性電極とがある。一般に、電池は、両極に非分極性電極を用いた構成であるが、ハイブリッドキャパシタと呼ばれるものは、一方の極に分極性電極を使用し、他方の極に非分極性電極を使用した構成を有する。電池の高いエネルギー密度と、電気二重層キャパシタの高い出力特性を兼ね備えた蓄電装置として開発が活発化している。
【0009】
高エネルギータイプのキャパシタ関連としては、リチウムイオンを吸蔵、脱離し得る材料に対して予め化学的方法または電気化学的方法でリチウムイオンを吸蔵させたものを負極に用いたキャパシタが、ここに参考文献として組み込む特開平3−233860号及び特開平5−325965号に開示されている。
【特許文献1】特開平3−233860号
【特許文献2】特開平5−325965号
【0010】
また、自動車用電源など大型セルを対象とした場合において、予めリチウムを負極に担持させる方法として、正極集電体及び負極集電体がそれぞれ表裏に貫通する孔を備え、負極活物質がリチウムを可逆的に担持可能であり、負極由来のリチウムが負極または正極と対向して配置されたリチウムと電気化学的接触により担持される有機電解質電池が提案されている(例えば、WO98133227)。ここでは、電極集電体に表裏面を貫通する孔を設けることにより、リチウムイオンが電極集電体に遮断されることなく、電極の表裏面を移動できるため、積層枚数の多いセル構成の蓄電装置において、貫通孔を通じて、リチウム近傍に配置された負極だけでなく、リチウムから離れて配置された負極にもリチウムを電気化学的に担持させることが可能となる。また、貫通孔を通じて、リチウムイオンが自由に各電極間を移動できるため、充放電がスムーズに進行する。
【0011】
これらの技術において重要なのは、例えば、エキスパンドメタル、多孔エッチング箔のような表裏面を貫通する孔を有した集電体上に電極層を形成することである。
【0012】
従来の電極の塗工は、ダイコーター、スライドコーター若しくはロールコーター、コンマコーター、グラビアコーター等を用いて、例えば、アルミニウム箔のような表裏面を貫通した孔を有しない帯状体または孔を有する帯状体に対し、まず一方の面に塗工を施し、その後に、乾燥工程を経て、もう一方の面に同様に塗工を施す方法で実行されている。
【0013】
また、両面塗工の方法が提案されており、例えば、垂直方向に走行する基材の搬送路の両側に一対のダイを配置し、この一対のダイの上方に一対のブレードを設けて、ダイから吐き出された塗液をブレードで掻き落として塗工厚を制御する、ツインブレード法、またはダイより噴出した塗液の圧力により塗工厚みを制御する両面塗工方法が挙げられる(例えば、特公昭55-46223、特開平3-72976)。
【0014】
さらに、両面塗工精度の改善を図った例(特開平8-206567、特開平10-34050、特開平10-216603)があるが、いずれの方法も基材の両側に2台のダイを対峙して、両面塗工を行うものである。
【発明の開示】
【発明が解決しようとする課題】
【0015】
金属箔、またはプラスチックの帯状体に、塗液を連続的に塗布しようとする際、塗液が特に水系塗液では濡れ性が悪く、塗布速度を上げることが困難である。
【0016】
また、帯状体の両側エッジ部が塗液の収縮等により厚塗りとなることから、厚さの均一性が保てないという問題がある。これは、多孔の金属箔またはプラスチックフィルム上に水系塗液を塗布しようとする際に顕著である。
【0017】
これらの問題は、金属箔上に、脱脂しきれない油性成分または酸化被膜があり、さらに濡れ性が悪いため、水系塗液の表面張力が高くなることにより生じる。この問題は、金属箔に表裏貫通する孔が多数開いている場合に、より顕著となる。多孔箔の場合、孔部分では、塗液と箔との間の界面張力が生じないため、より濡れにくくなるからである。多孔基板と液体との濡れ性は、当業者に周知の以下のカッシー式で表される。
【0018】
cosθ1=Φ2cosθ2+Φ3cosθ3
ここで、θ1は2成分系支持体での接触角を、θ2及びθ3はそれぞれの成分での接触角を、Φ2及びΦ3はそれぞれの成分の表面の占める割合を表す。多数の孔のある帯状体の場合、成分2及び3はそれぞれ帯状体及び孔(空気)に相当する。空気の場合の水との接触角は180°である。つまり、−1*表面割合となる。この場合、成分1から成分2(空気)のcos分だけ引かれることになり、式右辺の値は小さくなる。したがって、θ1は大きくなる(濡れにくくなる)結果となる。
【0019】
また、金属箔でなく、プラスチック材料の帯状体がフッ素系材料、表面張力が約40dyn/cm以下の材料、または表裏を貫通する多孔を有する場合にも、この効果が顕著となる。
【0020】
したがって、本発明の目的は、電池またキャパシタ電極用帯状体の濡れ性を改善することにより、塗布速度を高め、スループットを改善することである。
【0021】
また、本発明の他の目的は、帯状体の表裏面上の塗布膜の均一性を向上させることである。
【課題を解決するための手段】
【0022】
上記課題を解決するために、本発明のひとつの態様において、電池またはキャパシタ電極用の金属箔またはプラスチック製帯状体の表裏面に塗液を塗布する方法は、帯状体を連続走行させながら、塗液と相溶性があり、少なくとも塗液より低粘度または塗液より表面張力が低い液体を表裏面に予め塗布する工程と、液体が完全に乾燥しないうちに、帯状体の表裏面に塗液を塗布する工程と、帯状体を連続走行させながら、乾燥させる工程と、から成り、帯状体の表裏面に塗液が高速かつ均一に塗布されることを特徴とする。
【0023】
具体的には、液体は、水、水に対して界面活性剤を0.01wt%〜10wt%添加した液体、水に対して相溶性のある有機溶剤、及び、水に対して相溶性のある有機溶剤を5wt%〜80wt%添加した液体から成るグループから選択される。代表的な有機溶剤としてアルコールがある。
【0024】
好適には、本発明に係る方法は、液体が、水または水に対して界面活性剤を0.01wt%〜10wt%添加した液体である場合には、共重合ポリマーのポリ(スチレン−ブタジエン)等のゴム系バインダー樹脂、カルボキシメチルセルロース系樹脂、アクリル樹脂、ポリアミド樹脂及びポリエチレン樹脂から成るグループから選択される水系樹脂を添加する工程を含むことができる。
【0025】
また、本発明に係る方法は、さらに、液体が水に対して相溶性のある有機溶剤または水に対して相溶性のある有機溶剤を5wt%〜80wt%添加した液体である場合には、ポリ四フッ化エチレン、ポリフッ化ビニリデンから成る含フッ素系樹脂、ポリイミド樹脂、ポリアミド・イミド共重合樹脂から成るグループから選択される非水系樹脂を添加する工程を含むことができる。
【0026】
好適には、プレ塗布すべき液体は、粘度が100cp以下でかつ表面張力が60dyn/cm以下である。
【0027】
具体的には、帯状体は、電池またはキャパシタ電極用帯状体であり、表裏を貫通する多数の孔を有する、
【発明を実施するための最良の形態】
【0028】
以下、本発明の好適実施例について詳細に説明する。本発明はこれらの実施例に限定されるものではない。
【0029】
本発明に係る金属箔またはプラスチック製帯状体の表裏面に塗液を塗布する方法は、帯状体を連続走行させながら、塗液と相溶性があり、少なくとも塗液より低粘度または塗液より表面張力が低い液体を、帯状体の表裏面に予め塗布する工程を含む。
【0030】
プレ塗布する液体の塗布幅は、その期待する効果に応じて適宜設定することができる。例えば、帯状体に所望の塗液が塗布される幅のほぼ全面、または塗布される幅よりやや広くプレ塗布してもよい。または、塗布される幅の一部、例えば、耳部(端部)のみにプレ塗布してもよい。耳部(端部)にプレ塗布する場合には、プレ塗布する液体は、所望の塗液が塗布される最端部よりやや内側及びやや外側に、はみ出るような幅及び位置に塗ることが好ましい。
【0031】
プレ塗布する液体は、帯状体表面に幅方向及び長さ方向に連続的に塗ることが好ましいが、断続的に塗ることも可能である。例えば、帯状体表面に点状に塗るか、または、帯状体に孔がある場合には該孔を充填する程度に液体をプレ塗布することができる。また、この場合、すべての孔に液体を充填しなくとも良く、孔全体の5%以上、好ましくは30%以上、さらに好ましくは50%以上充填されていれば良い。上記したカッシーの式からわかるように、開孔率が減少すればその分だけ濡れ性が良くなる。また、2成分が帯状体及びプレ塗液である場合は、連続的にプレ塗布しなくとも、プレ塗液の表面が占める割合分、プレ塗液と所望する塗液との間に親和性が存在すれば、その接触角は低く(プラス)になることからも予想される。
【0032】
プレ塗布する液体としては、所望する塗液と相溶性(親和性)を有し、所望する塗液よりも低粘度で、かつ所望する塗液より表面張力が低い液体が好ましい。
【0033】
例えば、所望する塗液が水系である場合は、その塗液よりも低粘度でかつ表面張力の低い液体が好ましい。具体的には、水、水に対して界面活性剤を0.01wt%〜10wt%、好ましくは0.1wt%〜3wt%添加した液体、水に対して相溶性のある有機溶剤(例えばアルコール)、または水に対して相溶性のある有機溶剤(代表的にはアルコール)を5wt%〜80wt%添加した液体が好ましい。
【0034】
有機溶剤の代表として使用するアルコールは、メタノール、エタノール、プロパノールなどの一価のアルコール、エチレングリコールなどの二価のアルコール、三価のグリセリンなどの多価アルコールから選択することができる。中でも、炭素数が3以下の低級アルコールは、水との相溶性が良いため特に好ましい。
【0035】
界面活性剤として、アニオン性、カチオン性、両性、非イオン性のいずれも使用することができる。アニオン性界面活性剤として、例えば、アルキルベンゼンスルホン酸ナトリウム塩、ポリオキシエチレンアルキルエーテル硫酸ナトリウム塩、アルキル硫酸ナトリウム塩、ポリカルボン酸型高分子界面活性剤などを挙げられる。カチオン性界面活性剤として、例えば、アルキルトリメチルアンモニウムクロライド、アルキルジメチルベンジルアンモニウムクロライドなどが挙げられる。ノニオン性界面活性剤として、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルアリルエーテルなどが挙げられる。これらは、例示に過ぎず、これ以外の界面活性剤を本発明において使用することも可能である。
【0036】
また、プレ塗液が水を分散剤として使用する場合、添加剤として、例えば、共重合ポリマーのポリ(スチレン−ブタジエン)(以下、SBRという)等のゴム系バインダー樹脂、カルボキシメチルセルロース系樹脂、アクリル樹脂、ポリアミド樹脂、ポリエチレン樹脂などの水系樹脂を少量添加して使用することができる。
【0037】
他に、プレ塗液がアルコールまたはN−メチルピロリドン等の有機溶剤を分散剤または溶剤として使用する場合、添加剤として、例えば、ポリ四フッ化エチレン、ポリフッ化ビニリデン等の含フッ素系樹脂、ポリイミド樹脂、ポリアミド・イミド共重合樹脂などの非水系樹脂を少量添加して使用することができる。
【0038】
添加剤は、上記した水系樹脂または非水系樹脂に限定されるものではなく、塗液と相溶性のある単独または混合有機溶媒液として使用できるものであればよい。
【0039】
プレ塗液の物性として、粘度は、100cp以下、好ましくは50cp以下、さらに好ましくは10cp以下とし、表面張力は60dyn/cm以下、好ましくは50dyn/cm以下、さらに好ましくは15〜40dyn/cmとする。
【0040】
塗布量は、1〜2cc/m2以上であれば良く、乾燥時間を考慮すると、10cc/m2以下が好ましい。塗布量のばらつきについては、長さ方向及び幅方向ともに、30〜50%程度が許容範囲である。
【0041】
本発明に係る方法で使用される金属箔の材料として、一般に電池またはキャパシタなどの用途に提案されている種々のものを用いることができる。例えば、正極用基材として、アルミニウム、ステンレス等を用いることができ、負極用基材としてステンレス、銅、ニッケル等を用いることができる。形状としては、金属を圧延したものまたはそれに熱処理をしたプレーン箔、その表面を化学的または電気的にエッチングしたエッチング箔などがある。また、これらに表裏貫通孔を設けた多孔質基材、例えば、エキスパンドメタル、パンチングメタル、金属網、発泡体、または穴開きエッチング箔などがある。ここで、エキスパンドメタルとは、圧延済みの金属箔に、カッターにより切れ目を入れ、その後それを引伸ばして圧延することにより製造した多孔質基材を言う。
【0042】
貫通孔を有する集電体はエッチングにより以下のように製造することができる。まず、アルミニウム、銅などの無孔金属箔の一方の面に、例えばグラビア印刷手法により多数の孔を有する導電性材料より成る導電層を形成し、次にこの無孔金属箔の他方の面にグラビア印刷手法により無孔または有孔導電層を形成し、全体を三層構造とし、最後に金属箔のみを溶解することができるエッチング液を用いてエッチング処理する。ここで、ポリイミド樹脂、ポリアミド樹脂、これらの混合物などを導電性材料と混合したものを塗液として用いることができる。このような塗液は、孔の形状及び分布を適宜設計することが容易であるため好適である。
【0043】
本発明に係る方法で使用する金属箔の厚さは、5〜100μm、好ましくは10〜50μm、より好ましくは10〜40μm、さらに好ましくは10〜30μmである。金属箔を電極として用いる場合、電極集電体が厚過ぎると、電極全体の厚さが増加し、電極全体に占める活性物質量が低下する結果、蓄電装置の重量当たりまたは体積当たりのエネルギー密度またはパワー密度が低下するため好ましくない。また、電極塗工時の作業性が低下するという欠点を有する。逆に、電極集電体が薄すぎると、電極強度が低下するため、電極塗工時に皺が発生して均一に塗布することできなかったり、集電体が切断されたりして、電極の信頼性が著しく低下するという欠点を有する。
【0044】
正極及び負極の電極集電体の厚さは、同じであってもよいが、両者の材質が異なる場合には、比重の大きい方を薄くすればセル容積当たりの重量を低減することができるので好ましい。電極集電体の厚さは、蓄電装置の特性または製造工程の作業性を考慮して、適宜設定することができる。
【0045】
電極集電体の貫通孔は、電解液中のリチウムイオンが電極集電体に遮断されることなく電極の表裏面を移動するために設けられたものである。したがって、その形状及び数は、その機能を阻害することが無いように選択しなければならない。また、多孔金属箔に塗布した塗液が保持されるように選択する必要がある。電極集電体の開口率は、{1−(集電体重量/集電体真比重)/(集電体の見かけ上の体積)}の比を百分率に換算して得られたものと定義される。本発明で使用される電極集電体の開口率は、1〜79%、好ましくは20〜60%、さらに好ましくは30〜50%である。
【0046】
例えば、リチウムイオンキャパシタにおいて、電極集電体の開口率が高い場合には、貫通孔を通じて電極表裏面間をリチウムイオンが移動し易く、負極にリチウムを担持させるのに要する時間が短くなり、リチウムの担持むらが生じにくい。しかし反面、集電体の強度は低下するため、皺や切断が発生しやすい。また、貫通孔に塗液を保持させることが困難となるため、塗液の脱落、電極の切断等により、歩留まりが低下するという問題が生じる。一方、電極集電体の開口率が低い場合には、貫通孔を通して電極表裏面間を移動するリチウムの移動速度が低下し、負極にリチウムを担持させるのに要する時間が長くなり、スループットの低下及びセル特性のばらつき増大という問題が生じる。しかしその反面、集電体の強度は高くなり、活物質の脱落も起こり難くい。したがって、このような事情を考慮して、電極集電体の開口率及び孔径は、蓄電装置の構造に応じて、上記範囲内で適宜選択するのが望ましい。
【0047】
一方、本発明に係る塗工方法において、プラスチック製帯状体として、例えば、ポリイミド、ナイロン、ポリエステル、ポリプロピレン等を用いることができる。帯状体は多孔質構造を有することができる。これらプラスチック製帯状体の厚さは、5〜100μm、好ましくは10〜50μm、より好ましくは10〜40μm、さらに好ましくは10〜30μmである。開口率は、10〜79%、好ましくは20〜60%、さらに好ましくは30〜50%である。
【0048】
多孔質基材は帯状であり、幅はこれに限定されないが、約100mm〜1000mm、好ましくは約200mmから500mmである。
【0049】
本発明に係るキャパシタ電極用の金属箔またはプラスチック製帯状体の表裏面に塗液を塗布する方法は、プレ塗布用の液体が乾燥しないうちに、帯状体の表裏面に塗液を塗布する工程を含む。該塗液は、微粉末及びバインダー樹脂から成る。微粉末は、これに限定されないが、電池またはキャパシタ用電極の場合、粉末状、粒状、短繊維状等の成形しやすい形状の炭素材料または酸化物等の活物質を含む。正極活物質として、例えば、コークス、ピッチ、樹脂、ヤシ殻、おがくず等の植物を出発原料とし、水蒸気、二酸化炭素または水酸化カリウムなどを用いて賦活した各種活性炭若しくは導電性高分子、ポリアセン系物質、細孔直径が2.0nm〜50nmのメソポアが顕著に発達したメソポアカーボン等の炭素材料、またはLiCoO2、LiNiO2、MnO2等の金属酸化物を用いることができる。負極活物質として、例えば、天然黒鉛、人造黒鉛などのグラファイト、コークス、ピッチ、熱硬化性樹脂、ヤシ殻や樹木などを出発材料とする種々の炭素原料、炭素繊維、ポリアセン系物、錫酸化物、珪素酸化物等を用いることができる。
【0050】
塗液は、上記微粉末をバインダー樹脂と混合することにより製造される。電池またはキャパシタ用電極のバインダー樹脂は、使用される電解液に対して不溶性のものであればよく、水を分散剤または溶剤として用いる水系樹脂、またはアルコールやN−メチルピロリドン等の有機溶剤を分散媒または溶剤として用いる非水系樹脂である。例えば、SBR等のゴム系バインダー樹脂、カルボキシメチルセルロース系樹脂は水系樹脂として使用可能であり、フェノール樹脂、メラミン樹脂は組成により水系樹脂若しくは非水系樹脂として使用可能である。また、アクリル樹脂、ポリアミド樹脂、ポリエチレン樹脂などは、エマルジョン化することにより、水系樹脂として使用可能である。ポリ四フッ化エチレン、ポリフッ化ビニリデン等の含フッ素系樹脂、ポリイミド樹脂、ポリアミド・イミド共重合樹脂は代表的な非水系樹脂として使用可能である。中でも、SBR系樹脂、アクリル系樹脂、有機溶剤系のフッ素系樹脂が好ましい。バインダー樹脂の混合比は、上記微粉末に対して、1wt%〜20wt%、好ましくは2wt%〜10wt%、さらに好ましくは2wt%〜5wt%である。
【0051】
塗液には、上記微粉末及びバインダー樹脂の他に、塗液の導電性を向上させるための導電剤や分散性を向上させるための分散剤などを添加剤として適宜加えることができる。
【0052】
塗液の活物質等の固形分濃度は、これに限定されないが、10wt%〜70wt%、好ましくは12wt%〜60wt%である。凝集物が無く、均一な液状の塗液を用いるのが好ましい。塗液の粘度は、これに限定されないが、20℃で10〜5000[mPa・s]、好ましくは50〜2000[mPa・s]である。
【0053】
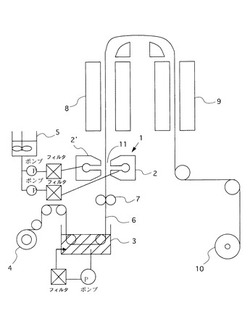
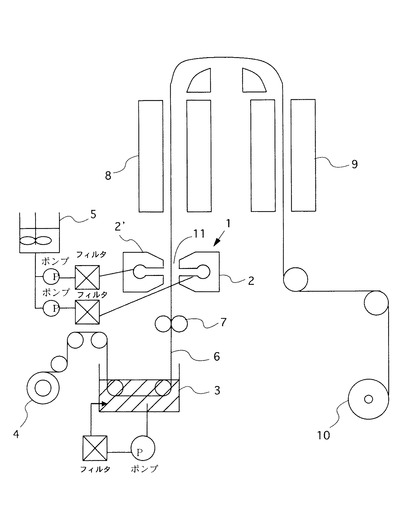
次に、図面を参照しながら、本発明に係る塗工方法について説明する。図1は、本発明に従う塗工方法を実行することができる塗工装置のひとつの例を略示したものである。装置は、塗布ヘッド1と、塗液タンク5と、プレ塗布用液体タンク3と、乾燥ゾーン(8,9)と、帯状体6を連続走行させるための送り出しローラ部4と、巻き取りローラ部10と、から成る。塗布ヘッド1は。スロット間隔11が250μm±10μmの2台の押し出しダイ(2,2’)から成る。2台の押し出しダイ(2,2’)は、対向して配置され、その中心線上を帯状体6が走行するように構成されている。こうすることで、帯状体6の両面に塗液を塗布することができる。送り出しローラ部4から送り出された帯状体6は、まず、上記したプレ塗布用の液体が収容されたタンク3に浸漬される。プレ塗布の方法として、これ以外に、ロールコート法、グラビアコート法、押し出しダイによる塗布、スライドコート法、スプレイコート法、刷毛による塗布などが可能である。プレ塗布された帯状体6は、しごきロール7によりしごかれる。しごきロール7は、好適にはゴム、スポンジなどのクッション性のある2つのロールから成り、帯状体を両側から挟んでしごくことにより、プレ塗布された液体を均一化しかつ帯状体6を湿潤化する機能を有する。プレ塗布された液体が完全に乾燥しないうちに、塗布ヘッド1において、帯状体6の表裏両面同時に、タンク5から供給された上記塗液が塗布される。塗液の塗布方式は、ダイコート法以外にも、カーテンコート法、スライドコート法のような押し出した液体が循環しない塗布方式を使用することができる。塗液の塗布方式は、プレ塗布した液体と塗液とが塗布工程で混合攪拌を起こさないものであればよい。また、両面同時塗布方式以外でも、片面ずつ塗布する方法や片面のみ塗布する方法などを用いることもできる。その場合には、それに合わせてプレ塗布方式を変更すればよい。塗布される層の厚さは、30μm〜300μm、好ましくは40μm〜200μm、さらに好ましくは50μm〜100μmである。塗布工程が終了した帯状体6は、乾燥ゾーン(8,9)に送られて完全に乾燥される。最後に塗工処理が終了した帯状体6は巻取り部10で巻き取られる。
【実施例】
【0054】
以下、本発明に係る塗工方法に従い帯状体に塗液を塗布する実験を行ったので説明する。塗工装置は、特に言及しない限り、図1に記載の装置を使用した。実験条件は以下の通りである。
【0055】
(1)比較例1:
帯状体:厚さ40μm、線径0.2mm、開口率40%、幅500mmのアルミニウム製エキスパンドメタル
プレ塗布:なし
塗液:使用した塗液の組成は以下の通りである。
炭素粉末 95部
カルボキシメチルセルロース 5部
水 適量
固形分濃度 30wt%
粘度 500mPa・s
塗液はウエット塗布量で約133cc/m2とし、乾燥後の膜厚が80μmになるように塗布した。
【0056】
(2)実施例1
帯状体:比較例1と同じアルミ製エキスパンドメタル
プレ塗布:水をタンク内に貯蔵し、帯状体全体を浸漬した
塗液:比較例1と同じものを使用
【0057】
(3)実施例2
帯状体:比較例1と同じアルミ製エキスパンドメタル
プレ塗布:水+アルコールを9:1に混合した溶液をタンク内に貯蔵し、帯状体全体を浸漬した
塗液:比較例1と同じものを使用
【0058】
(4)実施例3
帯状体:比較例1と同じアルミ製エキスパンドメタル
プレ塗布:水+アルコールを1:1に混合した溶液をタンク内に貯蔵し、帯状体全体を浸漬した
塗液:比較例1と同じものを使用
【0059】
(5)実施例4
帯状体:比較例1と同じアルミ製エキスパンドメタル
プレ塗布:水+界面活性剤を混合した溶液をタンク内に貯蔵し、帯状体全体を浸漬した。このときの表面張力は32dyn/cmであった
塗液:比較例1と同じものを使用
【0060】
(6)実施例5
帯状体:厚さ30μm、線径0.25mm、開口率45%、幅500mmの銅製エキスパンドメタル
プレ塗布:水+アルコールを9:1に混合したものを帯状体の耳部のみにプレ塗布した。プレ塗布は、直径φ50mmで幅20mmのスポンジ状ロールにプレ塗液を連続的に滴下してウエット状にし、該ロールで帯状体の耳部20mmのみを塗布することにより行った
塗液:使用した塗液の組成は以下の通りである。
炭素粉末 88部
カーボンブラック 4部
カルボキシメチルセルロース 5部
SBR系バインダー 8部
水 適量
固形分濃度 25wt%
粘度 1600mPa・s
【0061】
(7)実施例6
帯状体:比較例1と同じアルミ製エキスパンドメタル
プレ塗布:水+アルコールを1:1に混合した溶液をエアー圧力2kg/cm2で霧状にするスプレー方式で塗布した。スプレー装置として、スプレーイングシステムスジャパン株式会社製のキリータンク(型番Yb1/8MFJT SUEA001B TEF)を使用した
塗液:使用した塗液の組成は以下の通りである。
炭素粉末 93部
カルボキシメチルセルロース 5部
SBR系バインダー 8部
水 適量
固形分濃度 25wt%
粘度 1600mPa・s
【0062】
上記実験条件のもとで、限界塗布速度及び塗膜の厚さ均一性を比較した。表1は実験結果を示したものである。
【0063】
【表1】

表1より、帯状体にプレ塗布した方が、塗液の塗布速度が速くかつ均一に塗布することができることがわかる。さらに、プレ塗布溶液として、水+アルコールまたは水+界面活性剤を使用することにより、その効果はさらに向上することが分かる。
【0064】
さらに、実験の結果、プレ塗布しない場合には、5分間に一回程度の割合で帯状体の切断が発生したが、プレ塗布した場合には、走行速度3m/minにおいて、10分以上切断は発生しないことが分かった。これは、プレ塗布することにより、帯状体に付着していた異物が洗い落とされ、ノズルとの間に異物が挟まれることが防止されたためであると予想される。よって、本発明に係る方法は信頼性の向上の点においても効果を有することがわかる。
【0065】
本発明は、特定の実施例について説明してきたが、これに限定されるものではない。例えば、プレ塗布用液体及び塗布方法として上記以外のものを適宜選択して使用することが可能である。
【図面の簡単な説明】
【0066】
【図1】図1は、本発明に係る塗工方法に使用する塗工装置の一例を略示したものである。
【技術分野】
【0001】
本発明は、金属箔またはプレスチック製帯状体の塗工方法に関し、特に、電池またはキャパシタ電極用帯状体へ塗液を塗布するための方法に関する。
【背景技術】
【0002】
近年、環境問題がクローズアップされる中、太陽光発電や風力発電によるクリーンエネルギーの貯蔵システムや、電力の負荷平準化を目的とした分散型電源、またはガソリン車に替わる電気自動車若しくはハイブリッド電気自動車の電源(メイン電源及び補助電源)の開発が盛んに行われている。
【0003】
また、自動車の電装設備の電源としては、これまでの鉛電池が用いられていたが、最近ではパワーウインドウやIT関連機器の搭載などが充実してきたこともあり、これらの用途においてもエネルギー密度、出力密度の高い新しい電源が求められるようになってきている。
【0004】
さらに、瞬間的に大きな電流を必要とするコピー機のドラム加熱、自動販売機、トイレの暖房便座または温水洗浄、自動車のアイドリングストップの発進用電源が必要とされている。
【0005】
こうした駆動電源等を含めた蓄電装置として、リチウムイオン二次電池または電気二重層キャパシタが注目されている。
【0006】
しかしながら、リチウムイオン電池は、エネルギー密度が高いものの出力特性、安全性、及びサイクル寿命に問題がある。一方、電気二重層キャパシタは、ICまたはLSIのメモリーバックアップ用電源として広く利用されている電子部品であり、一回の充電当たりの放電容量は電池に比べ小さいものの、瞬時の充放電特性に優れ、数万サイクル以上の充放電にも耐えるという高い出力特性とメンテナンスフリー性を備えている。このような特性は、リチウム電池またはニッケル水素電池にはない。
【0007】
このように電気二重層キャパシタは利点を有しているが、一般に、エネルギー密度は3〜6Wh/1程度で、リチウムイオン電池に比べ二桁程度も小さいために、電気自動車用途などの高エネルギー密度が要求される駆動電源としては、未だ実用化レベルに到達していないのが実情である。電気自動車用途を考えた場合、実用化には8〜15Wh/1、普及レベルでは20Wh/1のエネルギー密度が必要であると言われている。
【0008】
こうした高エネルギー密度、高出力特性を要する用途に対応する蓄電装置として、近年、ハイブリッドキャパシタと呼ばれる蓄電装置が注目されている。電極には、電極−電解液界面において電荷の移動を伴う(ファラデー反応)非分極性電極と、電荷の移動を伴わない(非ファラデー反応)分極性電極とがある。一般に、電池は、両極に非分極性電極を用いた構成であるが、ハイブリッドキャパシタと呼ばれるものは、一方の極に分極性電極を使用し、他方の極に非分極性電極を使用した構成を有する。電池の高いエネルギー密度と、電気二重層キャパシタの高い出力特性を兼ね備えた蓄電装置として開発が活発化している。
【0009】
高エネルギータイプのキャパシタ関連としては、リチウムイオンを吸蔵、脱離し得る材料に対して予め化学的方法または電気化学的方法でリチウムイオンを吸蔵させたものを負極に用いたキャパシタが、ここに参考文献として組み込む特開平3−233860号及び特開平5−325965号に開示されている。
【特許文献1】特開平3−233860号
【特許文献2】特開平5−325965号
【0010】
また、自動車用電源など大型セルを対象とした場合において、予めリチウムを負極に担持させる方法として、正極集電体及び負極集電体がそれぞれ表裏に貫通する孔を備え、負極活物質がリチウムを可逆的に担持可能であり、負極由来のリチウムが負極または正極と対向して配置されたリチウムと電気化学的接触により担持される有機電解質電池が提案されている(例えば、WO98133227)。ここでは、電極集電体に表裏面を貫通する孔を設けることにより、リチウムイオンが電極集電体に遮断されることなく、電極の表裏面を移動できるため、積層枚数の多いセル構成の蓄電装置において、貫通孔を通じて、リチウム近傍に配置された負極だけでなく、リチウムから離れて配置された負極にもリチウムを電気化学的に担持させることが可能となる。また、貫通孔を通じて、リチウムイオンが自由に各電極間を移動できるため、充放電がスムーズに進行する。
【0011】
これらの技術において重要なのは、例えば、エキスパンドメタル、多孔エッチング箔のような表裏面を貫通する孔を有した集電体上に電極層を形成することである。
【0012】
従来の電極の塗工は、ダイコーター、スライドコーター若しくはロールコーター、コンマコーター、グラビアコーター等を用いて、例えば、アルミニウム箔のような表裏面を貫通した孔を有しない帯状体または孔を有する帯状体に対し、まず一方の面に塗工を施し、その後に、乾燥工程を経て、もう一方の面に同様に塗工を施す方法で実行されている。
【0013】
また、両面塗工の方法が提案されており、例えば、垂直方向に走行する基材の搬送路の両側に一対のダイを配置し、この一対のダイの上方に一対のブレードを設けて、ダイから吐き出された塗液をブレードで掻き落として塗工厚を制御する、ツインブレード法、またはダイより噴出した塗液の圧力により塗工厚みを制御する両面塗工方法が挙げられる(例えば、特公昭55-46223、特開平3-72976)。
【0014】
さらに、両面塗工精度の改善を図った例(特開平8-206567、特開平10-34050、特開平10-216603)があるが、いずれの方法も基材の両側に2台のダイを対峙して、両面塗工を行うものである。
【発明の開示】
【発明が解決しようとする課題】
【0015】
金属箔、またはプラスチックの帯状体に、塗液を連続的に塗布しようとする際、塗液が特に水系塗液では濡れ性が悪く、塗布速度を上げることが困難である。
【0016】
また、帯状体の両側エッジ部が塗液の収縮等により厚塗りとなることから、厚さの均一性が保てないという問題がある。これは、多孔の金属箔またはプラスチックフィルム上に水系塗液を塗布しようとする際に顕著である。
【0017】
これらの問題は、金属箔上に、脱脂しきれない油性成分または酸化被膜があり、さらに濡れ性が悪いため、水系塗液の表面張力が高くなることにより生じる。この問題は、金属箔に表裏貫通する孔が多数開いている場合に、より顕著となる。多孔箔の場合、孔部分では、塗液と箔との間の界面張力が生じないため、より濡れにくくなるからである。多孔基板と液体との濡れ性は、当業者に周知の以下のカッシー式で表される。
【0018】
cosθ1=Φ2cosθ2+Φ3cosθ3
ここで、θ1は2成分系支持体での接触角を、θ2及びθ3はそれぞれの成分での接触角を、Φ2及びΦ3はそれぞれの成分の表面の占める割合を表す。多数の孔のある帯状体の場合、成分2及び3はそれぞれ帯状体及び孔(空気)に相当する。空気の場合の水との接触角は180°である。つまり、−1*表面割合となる。この場合、成分1から成分2(空気)のcos分だけ引かれることになり、式右辺の値は小さくなる。したがって、θ1は大きくなる(濡れにくくなる)結果となる。
【0019】
また、金属箔でなく、プラスチック材料の帯状体がフッ素系材料、表面張力が約40dyn/cm以下の材料、または表裏を貫通する多孔を有する場合にも、この効果が顕著となる。
【0020】
したがって、本発明の目的は、電池またキャパシタ電極用帯状体の濡れ性を改善することにより、塗布速度を高め、スループットを改善することである。
【0021】
また、本発明の他の目的は、帯状体の表裏面上の塗布膜の均一性を向上させることである。
【課題を解決するための手段】
【0022】
上記課題を解決するために、本発明のひとつの態様において、電池またはキャパシタ電極用の金属箔またはプラスチック製帯状体の表裏面に塗液を塗布する方法は、帯状体を連続走行させながら、塗液と相溶性があり、少なくとも塗液より低粘度または塗液より表面張力が低い液体を表裏面に予め塗布する工程と、液体が完全に乾燥しないうちに、帯状体の表裏面に塗液を塗布する工程と、帯状体を連続走行させながら、乾燥させる工程と、から成り、帯状体の表裏面に塗液が高速かつ均一に塗布されることを特徴とする。
【0023】
具体的には、液体は、水、水に対して界面活性剤を0.01wt%〜10wt%添加した液体、水に対して相溶性のある有機溶剤、及び、水に対して相溶性のある有機溶剤を5wt%〜80wt%添加した液体から成るグループから選択される。代表的な有機溶剤としてアルコールがある。
【0024】
好適には、本発明に係る方法は、液体が、水または水に対して界面活性剤を0.01wt%〜10wt%添加した液体である場合には、共重合ポリマーのポリ(スチレン−ブタジエン)等のゴム系バインダー樹脂、カルボキシメチルセルロース系樹脂、アクリル樹脂、ポリアミド樹脂及びポリエチレン樹脂から成るグループから選択される水系樹脂を添加する工程を含むことができる。
【0025】
また、本発明に係る方法は、さらに、液体が水に対して相溶性のある有機溶剤または水に対して相溶性のある有機溶剤を5wt%〜80wt%添加した液体である場合には、ポリ四フッ化エチレン、ポリフッ化ビニリデンから成る含フッ素系樹脂、ポリイミド樹脂、ポリアミド・イミド共重合樹脂から成るグループから選択される非水系樹脂を添加する工程を含むことができる。
【0026】
好適には、プレ塗布すべき液体は、粘度が100cp以下でかつ表面張力が60dyn/cm以下である。
【0027】
具体的には、帯状体は、電池またはキャパシタ電極用帯状体であり、表裏を貫通する多数の孔を有する、
【発明を実施するための最良の形態】
【0028】
以下、本発明の好適実施例について詳細に説明する。本発明はこれらの実施例に限定されるものではない。
【0029】
本発明に係る金属箔またはプラスチック製帯状体の表裏面に塗液を塗布する方法は、帯状体を連続走行させながら、塗液と相溶性があり、少なくとも塗液より低粘度または塗液より表面張力が低い液体を、帯状体の表裏面に予め塗布する工程を含む。
【0030】
プレ塗布する液体の塗布幅は、その期待する効果に応じて適宜設定することができる。例えば、帯状体に所望の塗液が塗布される幅のほぼ全面、または塗布される幅よりやや広くプレ塗布してもよい。または、塗布される幅の一部、例えば、耳部(端部)のみにプレ塗布してもよい。耳部(端部)にプレ塗布する場合には、プレ塗布する液体は、所望の塗液が塗布される最端部よりやや内側及びやや外側に、はみ出るような幅及び位置に塗ることが好ましい。
【0031】
プレ塗布する液体は、帯状体表面に幅方向及び長さ方向に連続的に塗ることが好ましいが、断続的に塗ることも可能である。例えば、帯状体表面に点状に塗るか、または、帯状体に孔がある場合には該孔を充填する程度に液体をプレ塗布することができる。また、この場合、すべての孔に液体を充填しなくとも良く、孔全体の5%以上、好ましくは30%以上、さらに好ましくは50%以上充填されていれば良い。上記したカッシーの式からわかるように、開孔率が減少すればその分だけ濡れ性が良くなる。また、2成分が帯状体及びプレ塗液である場合は、連続的にプレ塗布しなくとも、プレ塗液の表面が占める割合分、プレ塗液と所望する塗液との間に親和性が存在すれば、その接触角は低く(プラス)になることからも予想される。
【0032】
プレ塗布する液体としては、所望する塗液と相溶性(親和性)を有し、所望する塗液よりも低粘度で、かつ所望する塗液より表面張力が低い液体が好ましい。
【0033】
例えば、所望する塗液が水系である場合は、その塗液よりも低粘度でかつ表面張力の低い液体が好ましい。具体的には、水、水に対して界面活性剤を0.01wt%〜10wt%、好ましくは0.1wt%〜3wt%添加した液体、水に対して相溶性のある有機溶剤(例えばアルコール)、または水に対して相溶性のある有機溶剤(代表的にはアルコール)を5wt%〜80wt%添加した液体が好ましい。
【0034】
有機溶剤の代表として使用するアルコールは、メタノール、エタノール、プロパノールなどの一価のアルコール、エチレングリコールなどの二価のアルコール、三価のグリセリンなどの多価アルコールから選択することができる。中でも、炭素数が3以下の低級アルコールは、水との相溶性が良いため特に好ましい。
【0035】
界面活性剤として、アニオン性、カチオン性、両性、非イオン性のいずれも使用することができる。アニオン性界面活性剤として、例えば、アルキルベンゼンスルホン酸ナトリウム塩、ポリオキシエチレンアルキルエーテル硫酸ナトリウム塩、アルキル硫酸ナトリウム塩、ポリカルボン酸型高分子界面活性剤などを挙げられる。カチオン性界面活性剤として、例えば、アルキルトリメチルアンモニウムクロライド、アルキルジメチルベンジルアンモニウムクロライドなどが挙げられる。ノニオン性界面活性剤として、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルアリルエーテルなどが挙げられる。これらは、例示に過ぎず、これ以外の界面活性剤を本発明において使用することも可能である。
【0036】
また、プレ塗液が水を分散剤として使用する場合、添加剤として、例えば、共重合ポリマーのポリ(スチレン−ブタジエン)(以下、SBRという)等のゴム系バインダー樹脂、カルボキシメチルセルロース系樹脂、アクリル樹脂、ポリアミド樹脂、ポリエチレン樹脂などの水系樹脂を少量添加して使用することができる。
【0037】
他に、プレ塗液がアルコールまたはN−メチルピロリドン等の有機溶剤を分散剤または溶剤として使用する場合、添加剤として、例えば、ポリ四フッ化エチレン、ポリフッ化ビニリデン等の含フッ素系樹脂、ポリイミド樹脂、ポリアミド・イミド共重合樹脂などの非水系樹脂を少量添加して使用することができる。
【0038】
添加剤は、上記した水系樹脂または非水系樹脂に限定されるものではなく、塗液と相溶性のある単独または混合有機溶媒液として使用できるものであればよい。
【0039】
プレ塗液の物性として、粘度は、100cp以下、好ましくは50cp以下、さらに好ましくは10cp以下とし、表面張力は60dyn/cm以下、好ましくは50dyn/cm以下、さらに好ましくは15〜40dyn/cmとする。
【0040】
塗布量は、1〜2cc/m2以上であれば良く、乾燥時間を考慮すると、10cc/m2以下が好ましい。塗布量のばらつきについては、長さ方向及び幅方向ともに、30〜50%程度が許容範囲である。
【0041】
本発明に係る方法で使用される金属箔の材料として、一般に電池またはキャパシタなどの用途に提案されている種々のものを用いることができる。例えば、正極用基材として、アルミニウム、ステンレス等を用いることができ、負極用基材としてステンレス、銅、ニッケル等を用いることができる。形状としては、金属を圧延したものまたはそれに熱処理をしたプレーン箔、その表面を化学的または電気的にエッチングしたエッチング箔などがある。また、これらに表裏貫通孔を設けた多孔質基材、例えば、エキスパンドメタル、パンチングメタル、金属網、発泡体、または穴開きエッチング箔などがある。ここで、エキスパンドメタルとは、圧延済みの金属箔に、カッターにより切れ目を入れ、その後それを引伸ばして圧延することにより製造した多孔質基材を言う。
【0042】
貫通孔を有する集電体はエッチングにより以下のように製造することができる。まず、アルミニウム、銅などの無孔金属箔の一方の面に、例えばグラビア印刷手法により多数の孔を有する導電性材料より成る導電層を形成し、次にこの無孔金属箔の他方の面にグラビア印刷手法により無孔または有孔導電層を形成し、全体を三層構造とし、最後に金属箔のみを溶解することができるエッチング液を用いてエッチング処理する。ここで、ポリイミド樹脂、ポリアミド樹脂、これらの混合物などを導電性材料と混合したものを塗液として用いることができる。このような塗液は、孔の形状及び分布を適宜設計することが容易であるため好適である。
【0043】
本発明に係る方法で使用する金属箔の厚さは、5〜100μm、好ましくは10〜50μm、より好ましくは10〜40μm、さらに好ましくは10〜30μmである。金属箔を電極として用いる場合、電極集電体が厚過ぎると、電極全体の厚さが増加し、電極全体に占める活性物質量が低下する結果、蓄電装置の重量当たりまたは体積当たりのエネルギー密度またはパワー密度が低下するため好ましくない。また、電極塗工時の作業性が低下するという欠点を有する。逆に、電極集電体が薄すぎると、電極強度が低下するため、電極塗工時に皺が発生して均一に塗布することできなかったり、集電体が切断されたりして、電極の信頼性が著しく低下するという欠点を有する。
【0044】
正極及び負極の電極集電体の厚さは、同じであってもよいが、両者の材質が異なる場合には、比重の大きい方を薄くすればセル容積当たりの重量を低減することができるので好ましい。電極集電体の厚さは、蓄電装置の特性または製造工程の作業性を考慮して、適宜設定することができる。
【0045】
電極集電体の貫通孔は、電解液中のリチウムイオンが電極集電体に遮断されることなく電極の表裏面を移動するために設けられたものである。したがって、その形状及び数は、その機能を阻害することが無いように選択しなければならない。また、多孔金属箔に塗布した塗液が保持されるように選択する必要がある。電極集電体の開口率は、{1−(集電体重量/集電体真比重)/(集電体の見かけ上の体積)}の比を百分率に換算して得られたものと定義される。本発明で使用される電極集電体の開口率は、1〜79%、好ましくは20〜60%、さらに好ましくは30〜50%である。
【0046】
例えば、リチウムイオンキャパシタにおいて、電極集電体の開口率が高い場合には、貫通孔を通じて電極表裏面間をリチウムイオンが移動し易く、負極にリチウムを担持させるのに要する時間が短くなり、リチウムの担持むらが生じにくい。しかし反面、集電体の強度は低下するため、皺や切断が発生しやすい。また、貫通孔に塗液を保持させることが困難となるため、塗液の脱落、電極の切断等により、歩留まりが低下するという問題が生じる。一方、電極集電体の開口率が低い場合には、貫通孔を通して電極表裏面間を移動するリチウムの移動速度が低下し、負極にリチウムを担持させるのに要する時間が長くなり、スループットの低下及びセル特性のばらつき増大という問題が生じる。しかしその反面、集電体の強度は高くなり、活物質の脱落も起こり難くい。したがって、このような事情を考慮して、電極集電体の開口率及び孔径は、蓄電装置の構造に応じて、上記範囲内で適宜選択するのが望ましい。
【0047】
一方、本発明に係る塗工方法において、プラスチック製帯状体として、例えば、ポリイミド、ナイロン、ポリエステル、ポリプロピレン等を用いることができる。帯状体は多孔質構造を有することができる。これらプラスチック製帯状体の厚さは、5〜100μm、好ましくは10〜50μm、より好ましくは10〜40μm、さらに好ましくは10〜30μmである。開口率は、10〜79%、好ましくは20〜60%、さらに好ましくは30〜50%である。
【0048】
多孔質基材は帯状であり、幅はこれに限定されないが、約100mm〜1000mm、好ましくは約200mmから500mmである。
【0049】
本発明に係るキャパシタ電極用の金属箔またはプラスチック製帯状体の表裏面に塗液を塗布する方法は、プレ塗布用の液体が乾燥しないうちに、帯状体の表裏面に塗液を塗布する工程を含む。該塗液は、微粉末及びバインダー樹脂から成る。微粉末は、これに限定されないが、電池またはキャパシタ用電極の場合、粉末状、粒状、短繊維状等の成形しやすい形状の炭素材料または酸化物等の活物質を含む。正極活物質として、例えば、コークス、ピッチ、樹脂、ヤシ殻、おがくず等の植物を出発原料とし、水蒸気、二酸化炭素または水酸化カリウムなどを用いて賦活した各種活性炭若しくは導電性高分子、ポリアセン系物質、細孔直径が2.0nm〜50nmのメソポアが顕著に発達したメソポアカーボン等の炭素材料、またはLiCoO2、LiNiO2、MnO2等の金属酸化物を用いることができる。負極活物質として、例えば、天然黒鉛、人造黒鉛などのグラファイト、コークス、ピッチ、熱硬化性樹脂、ヤシ殻や樹木などを出発材料とする種々の炭素原料、炭素繊維、ポリアセン系物、錫酸化物、珪素酸化物等を用いることができる。
【0050】
塗液は、上記微粉末をバインダー樹脂と混合することにより製造される。電池またはキャパシタ用電極のバインダー樹脂は、使用される電解液に対して不溶性のものであればよく、水を分散剤または溶剤として用いる水系樹脂、またはアルコールやN−メチルピロリドン等の有機溶剤を分散媒または溶剤として用いる非水系樹脂である。例えば、SBR等のゴム系バインダー樹脂、カルボキシメチルセルロース系樹脂は水系樹脂として使用可能であり、フェノール樹脂、メラミン樹脂は組成により水系樹脂若しくは非水系樹脂として使用可能である。また、アクリル樹脂、ポリアミド樹脂、ポリエチレン樹脂などは、エマルジョン化することにより、水系樹脂として使用可能である。ポリ四フッ化エチレン、ポリフッ化ビニリデン等の含フッ素系樹脂、ポリイミド樹脂、ポリアミド・イミド共重合樹脂は代表的な非水系樹脂として使用可能である。中でも、SBR系樹脂、アクリル系樹脂、有機溶剤系のフッ素系樹脂が好ましい。バインダー樹脂の混合比は、上記微粉末に対して、1wt%〜20wt%、好ましくは2wt%〜10wt%、さらに好ましくは2wt%〜5wt%である。
【0051】
塗液には、上記微粉末及びバインダー樹脂の他に、塗液の導電性を向上させるための導電剤や分散性を向上させるための分散剤などを添加剤として適宜加えることができる。
【0052】
塗液の活物質等の固形分濃度は、これに限定されないが、10wt%〜70wt%、好ましくは12wt%〜60wt%である。凝集物が無く、均一な液状の塗液を用いるのが好ましい。塗液の粘度は、これに限定されないが、20℃で10〜5000[mPa・s]、好ましくは50〜2000[mPa・s]である。
【0053】
次に、図面を参照しながら、本発明に係る塗工方法について説明する。図1は、本発明に従う塗工方法を実行することができる塗工装置のひとつの例を略示したものである。装置は、塗布ヘッド1と、塗液タンク5と、プレ塗布用液体タンク3と、乾燥ゾーン(8,9)と、帯状体6を連続走行させるための送り出しローラ部4と、巻き取りローラ部10と、から成る。塗布ヘッド1は。スロット間隔11が250μm±10μmの2台の押し出しダイ(2,2’)から成る。2台の押し出しダイ(2,2’)は、対向して配置され、その中心線上を帯状体6が走行するように構成されている。こうすることで、帯状体6の両面に塗液を塗布することができる。送り出しローラ部4から送り出された帯状体6は、まず、上記したプレ塗布用の液体が収容されたタンク3に浸漬される。プレ塗布の方法として、これ以外に、ロールコート法、グラビアコート法、押し出しダイによる塗布、スライドコート法、スプレイコート法、刷毛による塗布などが可能である。プレ塗布された帯状体6は、しごきロール7によりしごかれる。しごきロール7は、好適にはゴム、スポンジなどのクッション性のある2つのロールから成り、帯状体を両側から挟んでしごくことにより、プレ塗布された液体を均一化しかつ帯状体6を湿潤化する機能を有する。プレ塗布された液体が完全に乾燥しないうちに、塗布ヘッド1において、帯状体6の表裏両面同時に、タンク5から供給された上記塗液が塗布される。塗液の塗布方式は、ダイコート法以外にも、カーテンコート法、スライドコート法のような押し出した液体が循環しない塗布方式を使用することができる。塗液の塗布方式は、プレ塗布した液体と塗液とが塗布工程で混合攪拌を起こさないものであればよい。また、両面同時塗布方式以外でも、片面ずつ塗布する方法や片面のみ塗布する方法などを用いることもできる。その場合には、それに合わせてプレ塗布方式を変更すればよい。塗布される層の厚さは、30μm〜300μm、好ましくは40μm〜200μm、さらに好ましくは50μm〜100μmである。塗布工程が終了した帯状体6は、乾燥ゾーン(8,9)に送られて完全に乾燥される。最後に塗工処理が終了した帯状体6は巻取り部10で巻き取られる。
【実施例】
【0054】
以下、本発明に係る塗工方法に従い帯状体に塗液を塗布する実験を行ったので説明する。塗工装置は、特に言及しない限り、図1に記載の装置を使用した。実験条件は以下の通りである。
【0055】
(1)比較例1:
帯状体:厚さ40μm、線径0.2mm、開口率40%、幅500mmのアルミニウム製エキスパンドメタル
プレ塗布:なし
塗液:使用した塗液の組成は以下の通りである。
炭素粉末 95部
カルボキシメチルセルロース 5部
水 適量
固形分濃度 30wt%
粘度 500mPa・s
塗液はウエット塗布量で約133cc/m2とし、乾燥後の膜厚が80μmになるように塗布した。
【0056】
(2)実施例1
帯状体:比較例1と同じアルミ製エキスパンドメタル
プレ塗布:水をタンク内に貯蔵し、帯状体全体を浸漬した
塗液:比較例1と同じものを使用
【0057】
(3)実施例2
帯状体:比較例1と同じアルミ製エキスパンドメタル
プレ塗布:水+アルコールを9:1に混合した溶液をタンク内に貯蔵し、帯状体全体を浸漬した
塗液:比較例1と同じものを使用
【0058】
(4)実施例3
帯状体:比較例1と同じアルミ製エキスパンドメタル
プレ塗布:水+アルコールを1:1に混合した溶液をタンク内に貯蔵し、帯状体全体を浸漬した
塗液:比較例1と同じものを使用
【0059】
(5)実施例4
帯状体:比較例1と同じアルミ製エキスパンドメタル
プレ塗布:水+界面活性剤を混合した溶液をタンク内に貯蔵し、帯状体全体を浸漬した。このときの表面張力は32dyn/cmであった
塗液:比較例1と同じものを使用
【0060】
(6)実施例5
帯状体:厚さ30μm、線径0.25mm、開口率45%、幅500mmの銅製エキスパンドメタル
プレ塗布:水+アルコールを9:1に混合したものを帯状体の耳部のみにプレ塗布した。プレ塗布は、直径φ50mmで幅20mmのスポンジ状ロールにプレ塗液を連続的に滴下してウエット状にし、該ロールで帯状体の耳部20mmのみを塗布することにより行った
塗液:使用した塗液の組成は以下の通りである。
炭素粉末 88部
カーボンブラック 4部
カルボキシメチルセルロース 5部
SBR系バインダー 8部
水 適量
固形分濃度 25wt%
粘度 1600mPa・s
【0061】
(7)実施例6
帯状体:比較例1と同じアルミ製エキスパンドメタル
プレ塗布:水+アルコールを1:1に混合した溶液をエアー圧力2kg/cm2で霧状にするスプレー方式で塗布した。スプレー装置として、スプレーイングシステムスジャパン株式会社製のキリータンク(型番Yb1/8MFJT SUEA001B TEF)を使用した
塗液:使用した塗液の組成は以下の通りである。
炭素粉末 93部
カルボキシメチルセルロース 5部
SBR系バインダー 8部
水 適量
固形分濃度 25wt%
粘度 1600mPa・s
【0062】
上記実験条件のもとで、限界塗布速度及び塗膜の厚さ均一性を比較した。表1は実験結果を示したものである。
【0063】
【表1】
表1より、帯状体にプレ塗布した方が、塗液の塗布速度が速くかつ均一に塗布することができることがわかる。さらに、プレ塗布溶液として、水+アルコールまたは水+界面活性剤を使用することにより、その効果はさらに向上することが分かる。
【0064】
さらに、実験の結果、プレ塗布しない場合には、5分間に一回程度の割合で帯状体の切断が発生したが、プレ塗布した場合には、走行速度3m/minにおいて、10分以上切断は発生しないことが分かった。これは、プレ塗布することにより、帯状体に付着していた異物が洗い落とされ、ノズルとの間に異物が挟まれることが防止されたためであると予想される。よって、本発明に係る方法は信頼性の向上の点においても効果を有することがわかる。
【0065】
本発明は、特定の実施例について説明してきたが、これに限定されるものではない。例えば、プレ塗布用液体及び塗布方法として上記以外のものを適宜選択して使用することが可能である。
【図面の簡単な説明】
【0066】
【図1】図1は、本発明に係る塗工方法に使用する塗工装置の一例を略示したものである。
【特許請求の範囲】
【請求項1】
金属箔またはプラスチック製帯状体の表裏面に塗液を塗布する方法であって、
前記帯状体を連続走行させながら、前記塗液と相溶性があり、少なくとも前記塗液より低粘度または前記塗液より表面張力が低い液体を前記表裏面に予め塗布する工程と、
前記液体が完全に乾燥しないうちに、前記帯状体の表裏面に前記塗液を塗布する工程と、
前記帯状体を連続走行させながら、乾燥させる工程と、
から成る方法。
【請求項2】
請求項1に記載の方法であって、前記液体は、水、水に対して界面活性剤を0.01wt%〜10wt%添加した液体、水に対して相溶性のある有機溶剤、及び、水に対して相溶性のある有機溶剤を5wt%〜80wt%添加した液体から成るグループから選択される、ところの方法。
【請求項3】
請求項2に記載の方法であって、さらに、前記液体が、水または水に対して界面活性剤を0.01wt%〜10wt%添加した液体である場合には、共重合ポリマーのポリ(スチレン−ブタジエン)等のゴム系バインダー樹脂、カルボキシメチルセルロース系樹脂、アクリル樹脂、ポリアミド樹脂及びポリエチレン樹脂から成るグループから選択される水系樹脂を添加する工程を含む、方法。
【請求項4】
請求項2に記載の方法であって、さらに、前記液体が水に対して相溶性のある有機溶剤または水と相溶性のある有機溶剤を5wt%〜80wt%添加した液体である場合には、ポリ四フッ化エチレン、ポリフッ化ビニリデンから成る含フッ素系樹脂、ポリイミド樹脂、ポリアミド・イミド共重合樹脂から成るグループから選択される非水系樹脂を添加する工程を含む、方法。
【請求項5】
請求項1から4のいずれかに記載の方法であって、前記液体は、粘度が100cp以下でかつ表面張力が60dyn/cm以下である、ところの方法。
【請求項6】
請求項1から5のいずれかに記載の方法であって、前記帯状体は、電池またはキャパシタ電極用帯状体であり、表裏を貫通する多数の孔を有する、ところの方法。
【請求項1】
金属箔またはプラスチック製帯状体の表裏面に塗液を塗布する方法であって、
前記帯状体を連続走行させながら、前記塗液と相溶性があり、少なくとも前記塗液より低粘度または前記塗液より表面張力が低い液体を前記表裏面に予め塗布する工程と、
前記液体が完全に乾燥しないうちに、前記帯状体の表裏面に前記塗液を塗布する工程と、
前記帯状体を連続走行させながら、乾燥させる工程と、
から成る方法。
【請求項2】
請求項1に記載の方法であって、前記液体は、水、水に対して界面活性剤を0.01wt%〜10wt%添加した液体、水に対して相溶性のある有機溶剤、及び、水に対して相溶性のある有機溶剤を5wt%〜80wt%添加した液体から成るグループから選択される、ところの方法。
【請求項3】
請求項2に記載の方法であって、さらに、前記液体が、水または水に対して界面活性剤を0.01wt%〜10wt%添加した液体である場合には、共重合ポリマーのポリ(スチレン−ブタジエン)等のゴム系バインダー樹脂、カルボキシメチルセルロース系樹脂、アクリル樹脂、ポリアミド樹脂及びポリエチレン樹脂から成るグループから選択される水系樹脂を添加する工程を含む、方法。
【請求項4】
請求項2に記載の方法であって、さらに、前記液体が水に対して相溶性のある有機溶剤または水と相溶性のある有機溶剤を5wt%〜80wt%添加した液体である場合には、ポリ四フッ化エチレン、ポリフッ化ビニリデンから成る含フッ素系樹脂、ポリイミド樹脂、ポリアミド・イミド共重合樹脂から成るグループから選択される非水系樹脂を添加する工程を含む、方法。
【請求項5】
請求項1から4のいずれかに記載の方法であって、前記液体は、粘度が100cp以下でかつ表面張力が60dyn/cm以下である、ところの方法。
【請求項6】
請求項1から5のいずれかに記載の方法であって、前記帯状体は、電池またはキャパシタ電極用帯状体であり、表裏を貫通する多数の孔を有する、ところの方法。
【図1】

【公開番号】特開2008−36607(P2008−36607A)
【公開日】平成20年2月21日(2008.2.21)
【国際特許分類】
【出願番号】特願2006−218473(P2006−218473)
【出願日】平成18年8月10日(2006.8.10)
【出願人】(390037165)日本ミクロコーティング株式会社 (79)
【Fターム(参考)】
【公開日】平成20年2月21日(2008.2.21)
【国際特許分類】
【出願日】平成18年8月10日(2006.8.10)
【出願人】(390037165)日本ミクロコーティング株式会社 (79)
【Fターム(参考)】
[ Back to top ]