
帯状材の浮き上がり量測定装置及び帯状材の浮き上がり量測定方法
【課題】搬送ローラに対する帯状材の浮き上がり量を精度良く測定できる帯状材の浮き上がり量測定装置を提供する。
【解決手段】搬送ローラ20によって搬送される電極シートSの搬送ローラ20に対する浮き上がり量Dを測定する電極シートSの浮き上がり量測定装置100であって、導電性を有する電極シートSと導電性を有する搬送ローラ20との間の静電容量Cを測定する静電容量測定器155と、静電容量測定器155により測定した電極シートSと搬送ローラ20との間の静電容量Cに基づいて、電極シートSの搬送ローラ20に対する浮き上がり量を算出する、コントローラ150と、を具備する。
【解決手段】搬送ローラ20によって搬送される電極シートSの搬送ローラ20に対する浮き上がり量Dを測定する電極シートSの浮き上がり量測定装置100であって、導電性を有する電極シートSと導電性を有する搬送ローラ20との間の静電容量Cを測定する静電容量測定器155と、静電容量測定器155により測定した電極シートSと搬送ローラ20との間の静電容量Cに基づいて、電極シートSの搬送ローラ20に対する浮き上がり量を算出する、コントローラ150と、を具備する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、搬送ローラに対する帯状材の浮き上がり量を測定する測定装置及び測定方法の技術に関する。
【背景技術】
【0002】
搬送ローラで搬送される帯状材としては、例えば二次電池の電極シート、あるいは、電極シートを構成する金属箔がこれに該当する。電極シートを搬送する際に、搬送速度を速くした場合には、搬送ローラと電極シートとの間に周囲の空気が巻き込まれることがある。搬送ローラと電極シートとの間に空気が巻き込まれると、搬送ローラに対して電極シートが浮き上がる現象が発生する。搬送ローラに対して電極シートが浮き上がると、電極シートが搬送ローラに対して滑った状態で搬送されることになる。
【0003】
例えば、金属箔に電極材を塗工する際には、スロットダイによって電極材を塗工している。このとき、均一な塗工面を形成するために、スロットダイと金属箔との距離、金属箔の搬送速度等を一定にして塗工している。通常、金属箔の搬送速度は、塗工するスロットダイの反対側に配置される搬送ローラによって制御されている。金属箔が搬送ローラに対して滑った状態で搬送されると、搬送速度が変わるため、均一な塗工面が形成されないことになる。
【0004】
また、電極シートを搬送する際には、搬送ローラによって電極シートの張力を制御する場合がある。このとき、電極シートが搬送ローラに対して滑った状態で搬送されると、電極シートの張力を制御することができないことになる。
【0005】
そこで、搬送ローラに対する帯状材の浮き上がりを防止するため、搬送ローラに対する帯状材の浮き上がり量を測定する試みがなされている。特許文献1には、搬送ローラに対する帯状材の浮き上がり量を測定する測定方法が開示されている。特許文献1に開示される測定方法は、搬送ローラの表面までの距離と帯状材の表面までの距離との差から帯状材の浮き上がり量を測定する測定方法である。
【0006】
しかし、特許文献1に開示される測定方法では、測定した搬送ローラに対する帯状材の浮き上がり量に、帯状材の厚みのバラつきが含まれる場合がある。例えば二次電池の材料としての電極シートは、金属箔に電極ペーストを塗工して構成されているため、電極シートの厚みにバラつきが生じる場合もある。特許文献1に開示される測定方法では、測定した電極シートの浮き上がり量に電極シートの厚みのバラつきが含まれるため、測定精度が低下する。
【0007】
また、搬送ローラに対する電極シートの浮き上がり量を測定するには、搬送ローラ自体に距離センサを設けて、直接的に浮き上がり量を測定するべきである。しかし、実際に、搬送ローラに距離センサを設けることは、搬送ローラ又は搬送装置の構成上、困難である場合が多い。
【0008】
そこで、搬送ローラに対する帯状材の浮き上がり量を測定する測定装置及び測定方法では、測定精度を向上することが課題となっている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2000−275038号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明の解決しようとする課題は、搬送ローラに対する帯状材の浮き上がり量を精度良く測定できる帯状材の浮き上がり量測定装置及び帯状材の浮き上がり量測定方法を提供することである。
【課題を解決するための手段】
【0011】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0012】
即ち、請求項1においては、搬送ローラによって搬送される帯状材の該搬送ローラに対する浮き上がり量を測定する帯状材の浮き上がり量測定装置であって、導電性を有する前記帯状材と導電性を有する前記搬送ローラとの間の静電容量を測定する静電容量測定器と、前記静電容量測定器により測定した前記帯状材と前記搬送ローラとの間の静電容量に基づいて、前記帯状材の前記搬送ローラに対する浮き上がり量を算出する、浮き上がり量算出器と、を具備する、ものである。
【0013】
請求項2においては、請求項1に記載の帯状材の浮き上がり量測定装置であって、前記搬送ローラを、前記帯状材が搬送される方向にて複数の部位に分割し、前記浮き上がり量算出器は、前記分割された部位毎について、前記帯状材の前記搬送ローラに対する浮き上がり量を測定するものである。
【0014】
請求項3においては、搬送ローラによって搬送される帯状材の該搬送ローラに対する浮き上がり量を測定する帯状材の浮き上がり量測定方法であって、前記搬送ローラ及び前記帯状材は、導電性を有し、前記帯状材と前記搬送ローラとの間の静電容量に基づいて、前記帯状材の前記搬送ローラに対する浮き上がり量を測定するものである。
【0015】
請求項4においては、請求項3に記載の帯状材の浮き上がり量測定方法であって、前記搬送ローラを、前記帯状材が搬送される方向にて複数の部位に分割し、前記分割された部位毎について、前記帯状材の前記搬送ローラに対する浮き上がり量を測定するものである。
【発明の効果】
【0016】
本発明の帯状材の浮き上がり量測定装置及び帯状材の浮き上がり量測定方法によれば、搬送ローラに対する帯状材の浮き上がり量を精度良く測定できる。
【図面の簡単な説明】
【0017】
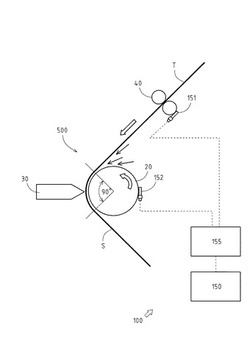
【図1】本発明の第一実施形態に係る浮き上がり量測定装置100の全体的な構成を示した模式図。
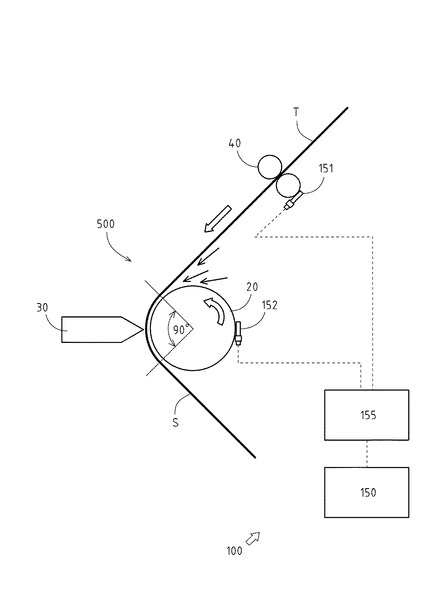
【図2】同じく第二実施形態に係る浮き上がり量測定装置200の全体的な構成を示した模式図。
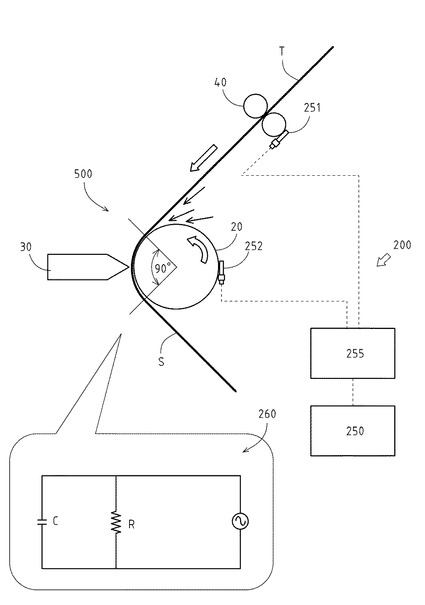
【図3】同じく第三実施形態に係る浮き上がり量測定装置300の全体的な構成を示した模式図。
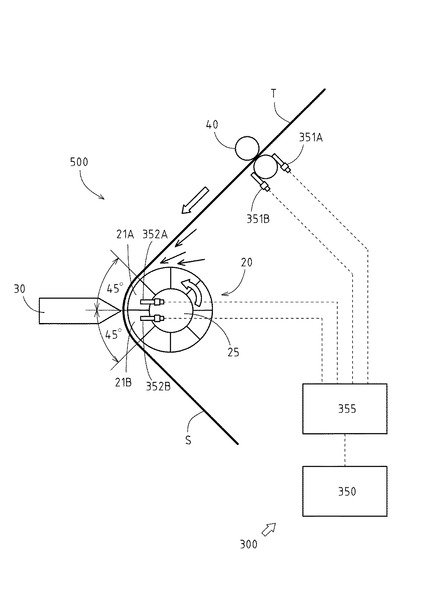
【図4】同じく第四実施形態に係る浮き上がり量測定装置400の全体的な構成を示した模式図。
【発明を実施するための形態】
【0018】
図1を用いて、浮き上がり量測定装置100について説明する。
なお、図1の破線は電気信号線を示している。図1の白抜き矢印は、搬送ローラ20の回転方向、ならびに、電極シートSの搬送方向を示している。
[第一実施形態]
【0019】
浮き上がり量測定装置100は、本発明の浮き上がり量測定装置の第一実施形態である。浮き上がり量測定装置100は、電極シートSの塗工装置500に設けられている。
【0020】
塗工装置500について説明する。
塗工装置500は、搬送される金属箔Tに電極材を塗工して、電極シートSとするものである。塗工装置500は、搬送ローラ20と、スロットダイ30と、を具備している。
【0021】
搬送ローラ20は、電極シートSの表面に当接し、回転することによって電極シートSを搬送するものである。搬送ローラ20は、導電性を有する金属で構成され、円筒形状に形成されている。搬送ローラ20は、軸方向の断面視にて略90°の範囲の部位を電極シートSの表面に当接させて、電極シートSの搬送方向を略90°だけ偏向させている。
【0022】
スロットダイ30は、搬送される金属箔Tに電極材を塗工するものである。スロットダイ30は、金属箔T(電極シートS)を介して、搬送ローラ20に対向して配置されている。
【0023】
浮き上がり量測定装置100について説明する。
浮き上がり量測定装置100は、搬送ローラ20に対する電極シートSの浮き上がり量Dを測定するものである。
【0024】
浮き上がり量測定装置100の構成について説明する。
浮き上がり量測定装置100は、ピンチローラ40と、浮き上がり量算出器としてのコントローラ150と、プローブ151・152と、静電容量測定器155と、を具備している。
【0025】
ピンチローラ40は、搬送される金属箔Tを二つのローラによって挟むものである。ピンチローラ40は、搬送される金属箔Tに常時当接している。ピンチローラ40は、導電性を有する金属で形成されている。
【0026】
コントローラ150は、後述する静電容量Cに基づいて、搬送ローラ20に対する電極シートSの浮き上がり量Dを算出する浮き上がり量算出器としての機能を有している。コントローラ150は、静電容量測定器155と接続されている。
【0027】
プローブ151は静電容量測定器155に接続されるとともに、ピンチローラ40と接触するものであり、静電容量測定器155とピンチローラ40とを電気的に接続している。プローブ152は、静電容量測定器155に接続されるとともに、搬送ローラ20と接触するものであり、静電容量測定器155と搬送ローラ20とを電気的に接続している。
【0028】
静電容量測定器155は、空気の誘電率εに基づいて、所定の空間における静電容量Cを算出するものである。静電容量測定器155は、コントローラ150と、プローブ151・152と、に接続されている。
【0029】
浮き上がり量測定装置100の作用について説明する。
搬送される金属箔Tは、塗工装置500によって、電極材が塗工され、電極シートSとされる。ここで、搬送される金属箔Tと搬送ローラ20との間に空気が入り込み、金属箔Tが搬送ローラ20に対して浮き上がったと仮定する。このとき、金属箔Tが搬送ローラ20に対して浮き上がっている部分をコンデンサとみなすことができる。
【0030】
コントローラ150は、静電容量測定器155によって、プローブ151とプローブ152との間の静電容量Cを測定する。このとき、プローブ151と金属箔Tとは導通し、同時に、プローブ152と搬送ローラ20とは導通している。そのため、プローブ151とプローブ152との間の静電容量Cは、金属箔Tと搬送ローラ20との間の静電容量Cと等価である。
【0031】
コントローラ150は、静電容量Cと、空気の誘電率εと、金属箔Tが搬送ローラ20に対して浮上していない時の金属箔Tと搬送ローラ20との接触面積Aと、から以下の式(1)によって、浮き上がり量Dを算出する。なお、誘電率εと、接触面積Aと、は予めコントローラ150に記憶されているものとする。
【数1】

【0032】
浮き上がり量測定装置100の効果について説明する。
浮き上がり量測定装置100によれば、搬送ローラ20に対する電極シートSの浮き上がり量Dを精度良く測定できる。
[第二実施形態]
【0033】
図2を用いて、浮き上がり量測定装置200について説明する。
なお、図2の破線は電気信号線を示している。図2の白抜き矢印は、搬送ローラ20の回転方向、ならびに、電極シートSの搬送方向を示している。図2の下方には、後述するインピーダンス回路260を示している。
【0034】
浮き上がり量測定装置200は、本発明の浮き上がり量測定装置の第二実施形態である。浮き上がり量測定装置200は、電極シートSの塗工装置500に設けられている。塗工装置500については、第一実施形態と同様であるため説明を省略する。
【0035】
浮き上がり量測定装置200について説明する。
浮き上がり量測定装置200は、搬送ローラ20に対する電極シートSの浮き上がり量Dを測定するものである。
【0036】
浮き上がり量測定装置200の構成について説明する。
浮き上がり量測定装置200は、ピンチローラ40と、浮き上がり量算出器としてのコントローラ250と、プローブ251・252と、インピーダンス測定器255と、を具備している。ピンチローラ40については、第一実施形態と同様であるため、説明を省略する。
【0037】
コントローラ250は、後述するインピーダンスZに基づいて、後述する静電容量Cを算出する機能を有している。また、コントローラ250は、後述する静電容量Cに基づいて、搬送ローラ20に対する電極シートSの浮き上がり量Dを算出する機能を有している。コントローラ250は、インピーダンス測定器255と接続されている。
【0038】
プローブ251はインピーダンス測定器255に接続されるとともに、ピンチローラ40と接触するものであり、インピーダンス測定器255とピンチローラ40とを電気的に接続している。プローブ252はインピーダンス測定器255に接続されるとともに、搬送ローラ20と接触するものであり、インピーダンス測定器255と搬送ローラ20とを電気的に接続している。
【0039】
インピーダンス測定器255は、測定対象となる回路中に交流電圧を印加し、回路中のインピーダンスZを測定するものである。インピーダンス測定器255は、コントローラ250と、プローブ251・252と、に接続されている。
【0040】
浮き上がり量測定装置200の作用について説明する。
搬送される金属箔Tは、塗工装置500によって、電極材が塗工され、電極シートSとされる。このとき、搬送される金属箔Tと搬送ローラ20との間に空気が入り込み、金属箔Tが搬送ローラ20に対して浮き上がったと仮定する。また、搬送ローラ20に対して浮き上がった金属箔Tの一部は、搬送ローラ20に接触しているものとする。
【0041】
このとき、金属箔Tが搬送ローラ20に対して浮き上がっている部分をコンデンサとみなすことができる。また、金属箔Tが搬送ローラ20に接触している部分は抵抗とみなすことができる。つまり、金属箔Tが搬送ローラ20に対して浮き上がり、一部が接触している状態は、コンデンサと抵抗との並列回路と等価である。金属箔Tと、搬送ローラ20と、ピンチローラ40と、プローブ51・52と、からなる回路をインピーダンス回路260とする。
【0042】
コントローラ250は、インピーダンス測定器255によって、インピーダンス回路260に所定の周波数の交流電圧を印加する。このとき、未知数である静電容量Cと抵抗Rと、測定されたインピーダンスZとの関係が算出される。次に、コントローラ250は、インピーダンス測定器255によって、インピーダンス回路260に異なる周波数の交流電圧を印加する。このとき、未知数である静電容量Cと抵抗Rと、測定されたインピーダンスZとの関係がもう一つ算出される。
【0043】
コントローラ250は、静電容量Cと抵抗Rと、測定されたインピーダンスZとの2つの関係から、静電容量Cを算出する。コントローラ250は、上述したように、静電容量と、空気の誘電率εと、金属箔Tが搬送ローラ20に対して浮上していない時の金属箔Tと搬送ローラ20との接触面積Aと、から式(1)によって、浮き上がり量Dを算出する。
【0044】
浮き上がり量測定装置200の効果について説明する。
浮き上がり量測定装置200によれば、電極シートSの一部が搬送ローラ20に接触している場合にも、搬送ローラ20に対する電極シートSの浮き上がり量Dを精度良く測定できる。
[第三実施形態]
【0045】
図3を用いて、浮き上がり量測定装置300について説明する。
なお、図3の破線は電気信号線を示している。図3の白抜き矢印は、搬送ローラ20の回転方向、ならびに、電極シートSの搬送方向を示している。
【0046】
浮き上がり量測定装置300は、本発明の浮き上がり量測定装置の第三実施形態である。浮き上がり量測定装置300は、電極シートSの塗工装置500に設けられている。
【0047】
塗工装置500について説明する。
塗工装置500は、搬送される金属箔Tに電極材を塗工して、電極シートSとするものである。塗工装置500は、搬送ローラ20と、スロットダイ30と、を具備している。スロットダイ30については、第一実施形態と同様であるため、説明を省略する。
【0048】
搬送ローラ20は、電極シートSの表面に当接し、回転することによって電極シートSを搬送するものである。搬送ローラ20は、複数の当接部位21A・21B・・・と、ベース25と、を具備している。各当接部位21は、軸方向の断面視にて略45°の当接部を形成し、導電性を有する金属で構成されている。各当接部位21A・21B・・・は周方向(電極シートSの搬送方向)へ連続して配置され、複数の当接部位21A・21B・・・の外周面により、電極シートSが当接する搬送ローラ20の外周面が構成されている。それぞれの当接部位21は、絶縁体を介して絶縁されている。
【0049】
周方向へ並設される複数の当接部位21A・21B・・・は一体的に回転可能に構成され、ベース25は回転不能に構成されている。つまり、ベース25は、搬送ローラ20の当接部位21・21・・・と同期して回転しない。
【0050】
搬送ローラ20は、軸方向の断面視にて略90°の範囲の部位を電極シートSの表面に当接させて、電極シートSの搬送方向を略90°だけ偏向させている。この電極シートSの表面に当接している部分が、搬送ローラ20のなかで電極シートSを実際に搬送している部分となる。
【0051】
つまり、搬送ローラ20は、電極シートSが搬送される方向である周方向において複数の当接部位21A・21B・・・に分割されており、各当接部位21A・21B・・・は互いに絶縁されている。図3では、複数の当接部位21A・21B・・・のうちの、二つの当接部位21A・21Bが同時に電極シートSの表面に当接している。
【0052】
浮き上がり量測定装置300について説明する。
浮き上がり量測定装置300は、搬送ローラ20に対する電極シートSの浮き上がり量Dを測定するものである。
【0053】
浮き上がり量測定装置300の構成について説明する。
浮き上がり量測定装置300は、ピンチローラ40と、浮き上がり量算出器としてのコントローラ350と、プローブ351・352と、静電容量測定器355と、を具備している。ピンチローラ40及び静電容量測定器355については、第一実施形態と同様であるため、説明を省略する。
【0054】
プローブ351は静電容量測定器355に接続されるとともに、ピンチローラ40と接触するものであり、静電容量測定器155とピンチローラ40とを電気的に接続している。プローブ352は静電容量測定器355に接続されるとともに、搬送ローラ20と接触するものであり、静電容量測定器155と搬送ローラ20とを電気的に接続している。プローブ351・352は、搬送ローラ20と同期して回転しないベース25に設けられており、複数の当接部位21・21・・・のうちの、電極シートSと当接している当接部位21に対して電気的に接続されている。
【0055】
本実施形態では、プローブ352は2箇所に設けられており(プローブ352A・352B)、それぞれのプローブ352A・352Bが、電極シートSと当接する異なる当接部位21・21に接続されている。つまり、浮き上がり量測定装置300は、後述するように、電極シートSの表面に当接している二つの当接部位21・21について、金属箔Tとの間の静電容量Cを測定する。また、プローブ351は二つ設けられており(プローブ351A・351B)、各プローブ351A・351Bは、共にピンチローラ40に接続されている。
【0056】
コントローラ350は、後述する静電容量Cに基づいて、搬送ローラ20に対する電極シートSの浮き上がり量Dを算出する機能を有している。コントローラ350は、静電容量測定器355と接続されている。
【0057】
浮き上がり量測定装置300の作用について説明する。
搬送される金属箔Tは、塗工装置500によって、電極材が塗工され、電極シートSとされる。ここで、搬送される金属箔Tと搬送ローラ20との間に空気が入り込み、金属箔Tが搬送ローラ20に対して浮き上がったと仮定する。このとき、金属箔Tが搬送ローラ20に対して浮き上がっている部分をコンデンサとみなすことができる。
【0058】
コントローラ350は、静電容量測定器355によって、プローブ351Aとプローブ352Aとの間の静電容量Cを測定する。プローブ351Aとプローブ352Aとの間の静電容量Cとは、金属箔Tと搬送ローラ20の当接部位21Aとの間の静電容量Cと等価である。
【0059】
コントローラ350は、静電容量測定器355によって、プローブ351Bとプローブ352Bとの間の静電容量Cを測定する。プローブ351Bとプローブ352Bとの間の静電容量Cとは、金属箔Tと搬送ローラ20の当接部位21Bとの間の静電容量Cと等価である。
【0060】
コントローラ350は、上述したように、それぞれの静電容量Cと、空気の誘電率εと、金属箔Tが搬送ローラ20に対して浮上していない時の接触面積Aと、から式(1)によって、それぞれの当接部位の浮き上がり量Dを算出する。なお、誘電率εと、接触面積Aと、は予めコントローラ150に記憶されているものとする。
【0061】
浮き上がり量測定装置300の効果について説明する。
浮き上がり量測定装置300によれば、搬送ローラ20の部分毎に対する電極シートSの浮き上がり量Dを精度良く測定できる。そのため、搬送ローラ20に対する電極シートSの浮き上がり量Dをより精度良く測定できる。
【0062】
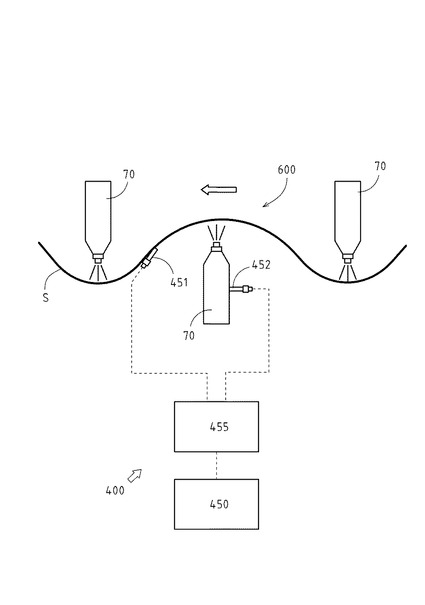
図4を用いて、浮き上がり量測定装置400について説明する。
なお、図4の破線は電気信号線を示している。図4の白抜き矢印は、電極シートSの搬送方向を示している。
【0063】
浮き上がり量測定装置400は、本発明の浮き上がり量測定装置の第四実施形態である。浮き上がり量測定装置400は、電極シートSの搬送装置600に設けられている。
【0064】
搬送装置600について説明する。
搬送装置600は、電極シートSの表面及び裏面からエアノズル70によってエアを噴出し、電極シートSを浮遊させた状態で搬送するものである。エアノズル70は、導電性を有する金属で構成されている。
【0065】
浮き上がり量測定装置400について説明する。
浮き上がり量測定装置400は、エアノズル70に対する電極シートSの浮き上がり量Dを測定するものである。
【0066】
浮き上がり量測定装置400の構成について説明する。
浮き上がり量測定装置400は、浮き上がり量算出器としてのコントローラ450と、プローブ451・452と、静電容量測定器455と、を具備している。静電容量測定器455については、第一実施形態と同様であるため、説明を省略する。
【0067】
コントローラ450は、後述する静電容量Cに基づいて、エアノズル70に対する電極シートSの浮き上がり量Dを算出する機能を有している。コントローラ450は、静電容量測定器455と接続されている。
【0068】
プローブ451は、静電容量測定器455に接続されるとともに、電極シートSと接触するものであり、静電容量測定器455と電極シートSとを電気的に接続している。プローブ452は、静電容量測定器455に接続されるとともに、エアノズル70と接触し、静電容量測定器455エアノズル70とを電気的に接続している。
【0069】
浮き上がり量測定装置400の作用について説明する。
コントローラ450は、静電容量測定器455によって、プローブ451とプローブ452との間の静電容量Cを測定する。このとき、プローブ451と金属箔Tとは導通しており、同時に、プローブ452とエアノズル70とは導通している。そのため、プローブ451とプローブ452との間の静電容量Cとは、金属箔Tとエアノズル70との間の静電容量Cと等価である。
【0070】
コントローラ450は、上述したように、静電容量Cと、空気の誘電率εと、金属箔Tがエアノズル70に対して浮上していない時の接触面積Aと、から式(1)によって、浮き上がり量Dを算出する。なお、誘電率εと、接触面積Aと、は予めコントローラ450に記憶されているものとする。
【0071】
浮き上がり量測定装置400の効果について説明する。
浮き上がり量測定装置400によれば、エアノズル70に対する電極シートSの浮き上がり量Dを精度良く測定できる。
【符号の説明】
【0072】
20 搬送ローラ
40 ピンチローラ
100 浮き上がり量測定装置
150 コントローラ
151 プローブ
152 プローブ
155 静電容量測定器
500 塗工装置
S 電極シート
T 金属箔
【技術分野】
【0001】
本発明は、搬送ローラに対する帯状材の浮き上がり量を測定する測定装置及び測定方法の技術に関する。
【背景技術】
【0002】
搬送ローラで搬送される帯状材としては、例えば二次電池の電極シート、あるいは、電極シートを構成する金属箔がこれに該当する。電極シートを搬送する際に、搬送速度を速くした場合には、搬送ローラと電極シートとの間に周囲の空気が巻き込まれることがある。搬送ローラと電極シートとの間に空気が巻き込まれると、搬送ローラに対して電極シートが浮き上がる現象が発生する。搬送ローラに対して電極シートが浮き上がると、電極シートが搬送ローラに対して滑った状態で搬送されることになる。
【0003】
例えば、金属箔に電極材を塗工する際には、スロットダイによって電極材を塗工している。このとき、均一な塗工面を形成するために、スロットダイと金属箔との距離、金属箔の搬送速度等を一定にして塗工している。通常、金属箔の搬送速度は、塗工するスロットダイの反対側に配置される搬送ローラによって制御されている。金属箔が搬送ローラに対して滑った状態で搬送されると、搬送速度が変わるため、均一な塗工面が形成されないことになる。
【0004】
また、電極シートを搬送する際には、搬送ローラによって電極シートの張力を制御する場合がある。このとき、電極シートが搬送ローラに対して滑った状態で搬送されると、電極シートの張力を制御することができないことになる。
【0005】
そこで、搬送ローラに対する帯状材の浮き上がりを防止するため、搬送ローラに対する帯状材の浮き上がり量を測定する試みがなされている。特許文献1には、搬送ローラに対する帯状材の浮き上がり量を測定する測定方法が開示されている。特許文献1に開示される測定方法は、搬送ローラの表面までの距離と帯状材の表面までの距離との差から帯状材の浮き上がり量を測定する測定方法である。
【0006】
しかし、特許文献1に開示される測定方法では、測定した搬送ローラに対する帯状材の浮き上がり量に、帯状材の厚みのバラつきが含まれる場合がある。例えば二次電池の材料としての電極シートは、金属箔に電極ペーストを塗工して構成されているため、電極シートの厚みにバラつきが生じる場合もある。特許文献1に開示される測定方法では、測定した電極シートの浮き上がり量に電極シートの厚みのバラつきが含まれるため、測定精度が低下する。
【0007】
また、搬送ローラに対する電極シートの浮き上がり量を測定するには、搬送ローラ自体に距離センサを設けて、直接的に浮き上がり量を測定するべきである。しかし、実際に、搬送ローラに距離センサを設けることは、搬送ローラ又は搬送装置の構成上、困難である場合が多い。
【0008】
そこで、搬送ローラに対する帯状材の浮き上がり量を測定する測定装置及び測定方法では、測定精度を向上することが課題となっている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2000−275038号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明の解決しようとする課題は、搬送ローラに対する帯状材の浮き上がり量を精度良く測定できる帯状材の浮き上がり量測定装置及び帯状材の浮き上がり量測定方法を提供することである。
【課題を解決するための手段】
【0011】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0012】
即ち、請求項1においては、搬送ローラによって搬送される帯状材の該搬送ローラに対する浮き上がり量を測定する帯状材の浮き上がり量測定装置であって、導電性を有する前記帯状材と導電性を有する前記搬送ローラとの間の静電容量を測定する静電容量測定器と、前記静電容量測定器により測定した前記帯状材と前記搬送ローラとの間の静電容量に基づいて、前記帯状材の前記搬送ローラに対する浮き上がり量を算出する、浮き上がり量算出器と、を具備する、ものである。
【0013】
請求項2においては、請求項1に記載の帯状材の浮き上がり量測定装置であって、前記搬送ローラを、前記帯状材が搬送される方向にて複数の部位に分割し、前記浮き上がり量算出器は、前記分割された部位毎について、前記帯状材の前記搬送ローラに対する浮き上がり量を測定するものである。
【0014】
請求項3においては、搬送ローラによって搬送される帯状材の該搬送ローラに対する浮き上がり量を測定する帯状材の浮き上がり量測定方法であって、前記搬送ローラ及び前記帯状材は、導電性を有し、前記帯状材と前記搬送ローラとの間の静電容量に基づいて、前記帯状材の前記搬送ローラに対する浮き上がり量を測定するものである。
【0015】
請求項4においては、請求項3に記載の帯状材の浮き上がり量測定方法であって、前記搬送ローラを、前記帯状材が搬送される方向にて複数の部位に分割し、前記分割された部位毎について、前記帯状材の前記搬送ローラに対する浮き上がり量を測定するものである。
【発明の効果】
【0016】
本発明の帯状材の浮き上がり量測定装置及び帯状材の浮き上がり量測定方法によれば、搬送ローラに対する帯状材の浮き上がり量を精度良く測定できる。
【図面の簡単な説明】
【0017】
【図1】本発明の第一実施形態に係る浮き上がり量測定装置100の全体的な構成を示した模式図。
【図2】同じく第二実施形態に係る浮き上がり量測定装置200の全体的な構成を示した模式図。
【図3】同じく第三実施形態に係る浮き上がり量測定装置300の全体的な構成を示した模式図。
【図4】同じく第四実施形態に係る浮き上がり量測定装置400の全体的な構成を示した模式図。
【発明を実施するための形態】
【0018】
図1を用いて、浮き上がり量測定装置100について説明する。
なお、図1の破線は電気信号線を示している。図1の白抜き矢印は、搬送ローラ20の回転方向、ならびに、電極シートSの搬送方向を示している。
[第一実施形態]
【0019】
浮き上がり量測定装置100は、本発明の浮き上がり量測定装置の第一実施形態である。浮き上がり量測定装置100は、電極シートSの塗工装置500に設けられている。
【0020】
塗工装置500について説明する。
塗工装置500は、搬送される金属箔Tに電極材を塗工して、電極シートSとするものである。塗工装置500は、搬送ローラ20と、スロットダイ30と、を具備している。
【0021】
搬送ローラ20は、電極シートSの表面に当接し、回転することによって電極シートSを搬送するものである。搬送ローラ20は、導電性を有する金属で構成され、円筒形状に形成されている。搬送ローラ20は、軸方向の断面視にて略90°の範囲の部位を電極シートSの表面に当接させて、電極シートSの搬送方向を略90°だけ偏向させている。
【0022】
スロットダイ30は、搬送される金属箔Tに電極材を塗工するものである。スロットダイ30は、金属箔T(電極シートS)を介して、搬送ローラ20に対向して配置されている。
【0023】
浮き上がり量測定装置100について説明する。
浮き上がり量測定装置100は、搬送ローラ20に対する電極シートSの浮き上がり量Dを測定するものである。
【0024】
浮き上がり量測定装置100の構成について説明する。
浮き上がり量測定装置100は、ピンチローラ40と、浮き上がり量算出器としてのコントローラ150と、プローブ151・152と、静電容量測定器155と、を具備している。
【0025】
ピンチローラ40は、搬送される金属箔Tを二つのローラによって挟むものである。ピンチローラ40は、搬送される金属箔Tに常時当接している。ピンチローラ40は、導電性を有する金属で形成されている。
【0026】
コントローラ150は、後述する静電容量Cに基づいて、搬送ローラ20に対する電極シートSの浮き上がり量Dを算出する浮き上がり量算出器としての機能を有している。コントローラ150は、静電容量測定器155と接続されている。
【0027】
プローブ151は静電容量測定器155に接続されるとともに、ピンチローラ40と接触するものであり、静電容量測定器155とピンチローラ40とを電気的に接続している。プローブ152は、静電容量測定器155に接続されるとともに、搬送ローラ20と接触するものであり、静電容量測定器155と搬送ローラ20とを電気的に接続している。
【0028】
静電容量測定器155は、空気の誘電率εに基づいて、所定の空間における静電容量Cを算出するものである。静電容量測定器155は、コントローラ150と、プローブ151・152と、に接続されている。
【0029】
浮き上がり量測定装置100の作用について説明する。
搬送される金属箔Tは、塗工装置500によって、電極材が塗工され、電極シートSとされる。ここで、搬送される金属箔Tと搬送ローラ20との間に空気が入り込み、金属箔Tが搬送ローラ20に対して浮き上がったと仮定する。このとき、金属箔Tが搬送ローラ20に対して浮き上がっている部分をコンデンサとみなすことができる。
【0030】
コントローラ150は、静電容量測定器155によって、プローブ151とプローブ152との間の静電容量Cを測定する。このとき、プローブ151と金属箔Tとは導通し、同時に、プローブ152と搬送ローラ20とは導通している。そのため、プローブ151とプローブ152との間の静電容量Cは、金属箔Tと搬送ローラ20との間の静電容量Cと等価である。
【0031】
コントローラ150は、静電容量Cと、空気の誘電率εと、金属箔Tが搬送ローラ20に対して浮上していない時の金属箔Tと搬送ローラ20との接触面積Aと、から以下の式(1)によって、浮き上がり量Dを算出する。なお、誘電率εと、接触面積Aと、は予めコントローラ150に記憶されているものとする。
【数1】
【0032】
浮き上がり量測定装置100の効果について説明する。
浮き上がり量測定装置100によれば、搬送ローラ20に対する電極シートSの浮き上がり量Dを精度良く測定できる。
[第二実施形態]
【0033】
図2を用いて、浮き上がり量測定装置200について説明する。
なお、図2の破線は電気信号線を示している。図2の白抜き矢印は、搬送ローラ20の回転方向、ならびに、電極シートSの搬送方向を示している。図2の下方には、後述するインピーダンス回路260を示している。
【0034】
浮き上がり量測定装置200は、本発明の浮き上がり量測定装置の第二実施形態である。浮き上がり量測定装置200は、電極シートSの塗工装置500に設けられている。塗工装置500については、第一実施形態と同様であるため説明を省略する。
【0035】
浮き上がり量測定装置200について説明する。
浮き上がり量測定装置200は、搬送ローラ20に対する電極シートSの浮き上がり量Dを測定するものである。
【0036】
浮き上がり量測定装置200の構成について説明する。
浮き上がり量測定装置200は、ピンチローラ40と、浮き上がり量算出器としてのコントローラ250と、プローブ251・252と、インピーダンス測定器255と、を具備している。ピンチローラ40については、第一実施形態と同様であるため、説明を省略する。
【0037】
コントローラ250は、後述するインピーダンスZに基づいて、後述する静電容量Cを算出する機能を有している。また、コントローラ250は、後述する静電容量Cに基づいて、搬送ローラ20に対する電極シートSの浮き上がり量Dを算出する機能を有している。コントローラ250は、インピーダンス測定器255と接続されている。
【0038】
プローブ251はインピーダンス測定器255に接続されるとともに、ピンチローラ40と接触するものであり、インピーダンス測定器255とピンチローラ40とを電気的に接続している。プローブ252はインピーダンス測定器255に接続されるとともに、搬送ローラ20と接触するものであり、インピーダンス測定器255と搬送ローラ20とを電気的に接続している。
【0039】
インピーダンス測定器255は、測定対象となる回路中に交流電圧を印加し、回路中のインピーダンスZを測定するものである。インピーダンス測定器255は、コントローラ250と、プローブ251・252と、に接続されている。
【0040】
浮き上がり量測定装置200の作用について説明する。
搬送される金属箔Tは、塗工装置500によって、電極材が塗工され、電極シートSとされる。このとき、搬送される金属箔Tと搬送ローラ20との間に空気が入り込み、金属箔Tが搬送ローラ20に対して浮き上がったと仮定する。また、搬送ローラ20に対して浮き上がった金属箔Tの一部は、搬送ローラ20に接触しているものとする。
【0041】
このとき、金属箔Tが搬送ローラ20に対して浮き上がっている部分をコンデンサとみなすことができる。また、金属箔Tが搬送ローラ20に接触している部分は抵抗とみなすことができる。つまり、金属箔Tが搬送ローラ20に対して浮き上がり、一部が接触している状態は、コンデンサと抵抗との並列回路と等価である。金属箔Tと、搬送ローラ20と、ピンチローラ40と、プローブ51・52と、からなる回路をインピーダンス回路260とする。
【0042】
コントローラ250は、インピーダンス測定器255によって、インピーダンス回路260に所定の周波数の交流電圧を印加する。このとき、未知数である静電容量Cと抵抗Rと、測定されたインピーダンスZとの関係が算出される。次に、コントローラ250は、インピーダンス測定器255によって、インピーダンス回路260に異なる周波数の交流電圧を印加する。このとき、未知数である静電容量Cと抵抗Rと、測定されたインピーダンスZとの関係がもう一つ算出される。
【0043】
コントローラ250は、静電容量Cと抵抗Rと、測定されたインピーダンスZとの2つの関係から、静電容量Cを算出する。コントローラ250は、上述したように、静電容量と、空気の誘電率εと、金属箔Tが搬送ローラ20に対して浮上していない時の金属箔Tと搬送ローラ20との接触面積Aと、から式(1)によって、浮き上がり量Dを算出する。
【0044】
浮き上がり量測定装置200の効果について説明する。
浮き上がり量測定装置200によれば、電極シートSの一部が搬送ローラ20に接触している場合にも、搬送ローラ20に対する電極シートSの浮き上がり量Dを精度良く測定できる。
[第三実施形態]
【0045】
図3を用いて、浮き上がり量測定装置300について説明する。
なお、図3の破線は電気信号線を示している。図3の白抜き矢印は、搬送ローラ20の回転方向、ならびに、電極シートSの搬送方向を示している。
【0046】
浮き上がり量測定装置300は、本発明の浮き上がり量測定装置の第三実施形態である。浮き上がり量測定装置300は、電極シートSの塗工装置500に設けられている。
【0047】
塗工装置500について説明する。
塗工装置500は、搬送される金属箔Tに電極材を塗工して、電極シートSとするものである。塗工装置500は、搬送ローラ20と、スロットダイ30と、を具備している。スロットダイ30については、第一実施形態と同様であるため、説明を省略する。
【0048】
搬送ローラ20は、電極シートSの表面に当接し、回転することによって電極シートSを搬送するものである。搬送ローラ20は、複数の当接部位21A・21B・・・と、ベース25と、を具備している。各当接部位21は、軸方向の断面視にて略45°の当接部を形成し、導電性を有する金属で構成されている。各当接部位21A・21B・・・は周方向(電極シートSの搬送方向)へ連続して配置され、複数の当接部位21A・21B・・・の外周面により、電極シートSが当接する搬送ローラ20の外周面が構成されている。それぞれの当接部位21は、絶縁体を介して絶縁されている。
【0049】
周方向へ並設される複数の当接部位21A・21B・・・は一体的に回転可能に構成され、ベース25は回転不能に構成されている。つまり、ベース25は、搬送ローラ20の当接部位21・21・・・と同期して回転しない。
【0050】
搬送ローラ20は、軸方向の断面視にて略90°の範囲の部位を電極シートSの表面に当接させて、電極シートSの搬送方向を略90°だけ偏向させている。この電極シートSの表面に当接している部分が、搬送ローラ20のなかで電極シートSを実際に搬送している部分となる。
【0051】
つまり、搬送ローラ20は、電極シートSが搬送される方向である周方向において複数の当接部位21A・21B・・・に分割されており、各当接部位21A・21B・・・は互いに絶縁されている。図3では、複数の当接部位21A・21B・・・のうちの、二つの当接部位21A・21Bが同時に電極シートSの表面に当接している。
【0052】
浮き上がり量測定装置300について説明する。
浮き上がり量測定装置300は、搬送ローラ20に対する電極シートSの浮き上がり量Dを測定するものである。
【0053】
浮き上がり量測定装置300の構成について説明する。
浮き上がり量測定装置300は、ピンチローラ40と、浮き上がり量算出器としてのコントローラ350と、プローブ351・352と、静電容量測定器355と、を具備している。ピンチローラ40及び静電容量測定器355については、第一実施形態と同様であるため、説明を省略する。
【0054】
プローブ351は静電容量測定器355に接続されるとともに、ピンチローラ40と接触するものであり、静電容量測定器155とピンチローラ40とを電気的に接続している。プローブ352は静電容量測定器355に接続されるとともに、搬送ローラ20と接触するものであり、静電容量測定器155と搬送ローラ20とを電気的に接続している。プローブ351・352は、搬送ローラ20と同期して回転しないベース25に設けられており、複数の当接部位21・21・・・のうちの、電極シートSと当接している当接部位21に対して電気的に接続されている。
【0055】
本実施形態では、プローブ352は2箇所に設けられており(プローブ352A・352B)、それぞれのプローブ352A・352Bが、電極シートSと当接する異なる当接部位21・21に接続されている。つまり、浮き上がり量測定装置300は、後述するように、電極シートSの表面に当接している二つの当接部位21・21について、金属箔Tとの間の静電容量Cを測定する。また、プローブ351は二つ設けられており(プローブ351A・351B)、各プローブ351A・351Bは、共にピンチローラ40に接続されている。
【0056】
コントローラ350は、後述する静電容量Cに基づいて、搬送ローラ20に対する電極シートSの浮き上がり量Dを算出する機能を有している。コントローラ350は、静電容量測定器355と接続されている。
【0057】
浮き上がり量測定装置300の作用について説明する。
搬送される金属箔Tは、塗工装置500によって、電極材が塗工され、電極シートSとされる。ここで、搬送される金属箔Tと搬送ローラ20との間に空気が入り込み、金属箔Tが搬送ローラ20に対して浮き上がったと仮定する。このとき、金属箔Tが搬送ローラ20に対して浮き上がっている部分をコンデンサとみなすことができる。
【0058】
コントローラ350は、静電容量測定器355によって、プローブ351Aとプローブ352Aとの間の静電容量Cを測定する。プローブ351Aとプローブ352Aとの間の静電容量Cとは、金属箔Tと搬送ローラ20の当接部位21Aとの間の静電容量Cと等価である。
【0059】
コントローラ350は、静電容量測定器355によって、プローブ351Bとプローブ352Bとの間の静電容量Cを測定する。プローブ351Bとプローブ352Bとの間の静電容量Cとは、金属箔Tと搬送ローラ20の当接部位21Bとの間の静電容量Cと等価である。
【0060】
コントローラ350は、上述したように、それぞれの静電容量Cと、空気の誘電率εと、金属箔Tが搬送ローラ20に対して浮上していない時の接触面積Aと、から式(1)によって、それぞれの当接部位の浮き上がり量Dを算出する。なお、誘電率εと、接触面積Aと、は予めコントローラ150に記憶されているものとする。
【0061】
浮き上がり量測定装置300の効果について説明する。
浮き上がり量測定装置300によれば、搬送ローラ20の部分毎に対する電極シートSの浮き上がり量Dを精度良く測定できる。そのため、搬送ローラ20に対する電極シートSの浮き上がり量Dをより精度良く測定できる。
【0062】
図4を用いて、浮き上がり量測定装置400について説明する。
なお、図4の破線は電気信号線を示している。図4の白抜き矢印は、電極シートSの搬送方向を示している。
【0063】
浮き上がり量測定装置400は、本発明の浮き上がり量測定装置の第四実施形態である。浮き上がり量測定装置400は、電極シートSの搬送装置600に設けられている。
【0064】
搬送装置600について説明する。
搬送装置600は、電極シートSの表面及び裏面からエアノズル70によってエアを噴出し、電極シートSを浮遊させた状態で搬送するものである。エアノズル70は、導電性を有する金属で構成されている。
【0065】
浮き上がり量測定装置400について説明する。
浮き上がり量測定装置400は、エアノズル70に対する電極シートSの浮き上がり量Dを測定するものである。
【0066】
浮き上がり量測定装置400の構成について説明する。
浮き上がり量測定装置400は、浮き上がり量算出器としてのコントローラ450と、プローブ451・452と、静電容量測定器455と、を具備している。静電容量測定器455については、第一実施形態と同様であるため、説明を省略する。
【0067】
コントローラ450は、後述する静電容量Cに基づいて、エアノズル70に対する電極シートSの浮き上がり量Dを算出する機能を有している。コントローラ450は、静電容量測定器455と接続されている。
【0068】
プローブ451は、静電容量測定器455に接続されるとともに、電極シートSと接触するものであり、静電容量測定器455と電極シートSとを電気的に接続している。プローブ452は、静電容量測定器455に接続されるとともに、エアノズル70と接触し、静電容量測定器455エアノズル70とを電気的に接続している。
【0069】
浮き上がり量測定装置400の作用について説明する。
コントローラ450は、静電容量測定器455によって、プローブ451とプローブ452との間の静電容量Cを測定する。このとき、プローブ451と金属箔Tとは導通しており、同時に、プローブ452とエアノズル70とは導通している。そのため、プローブ451とプローブ452との間の静電容量Cとは、金属箔Tとエアノズル70との間の静電容量Cと等価である。
【0070】
コントローラ450は、上述したように、静電容量Cと、空気の誘電率εと、金属箔Tがエアノズル70に対して浮上していない時の接触面積Aと、から式(1)によって、浮き上がり量Dを算出する。なお、誘電率εと、接触面積Aと、は予めコントローラ450に記憶されているものとする。
【0071】
浮き上がり量測定装置400の効果について説明する。
浮き上がり量測定装置400によれば、エアノズル70に対する電極シートSの浮き上がり量Dを精度良く測定できる。
【符号の説明】
【0072】
20 搬送ローラ
40 ピンチローラ
100 浮き上がり量測定装置
150 コントローラ
151 プローブ
152 プローブ
155 静電容量測定器
500 塗工装置
S 電極シート
T 金属箔
【特許請求の範囲】
【請求項1】
搬送ローラによって搬送される帯状材の該搬送ローラに対する浮き上がり量を測定する帯状材の浮き上がり量測定装置であって、
導電性を有する前記帯状材と導電性を有する前記搬送ローラとの間の静電容量を測定する静電容量測定器と、
前記静電容量測定器により測定した前記帯状材と前記搬送ローラとの間の静電容量に基づいて、前記帯状材の前記搬送ローラに対する浮き上がり量を算出する、浮き上がり量算出器と、
を具備する、
帯状材の浮き上がり量測定装置。
【請求項2】
請求項1に記載の帯状材の浮き上がり量測定装置であって、
前記搬送ローラを、前記帯状材が搬送される方向にて複数の部位に分割し、
前記浮き上がり量算出器は、前記分割された部位毎について、前記帯状材の前記搬送ローラに対する浮き上がり量を測定する、
帯状材の浮き上がり量測定装置。
【請求項3】
搬送ローラによって搬送される帯状材の該搬送ローラに対する浮き上がり量を測定する帯状材の浮き上がり量測定方法であって、
前記搬送ローラ及び前記帯状材は、導電性を有し、
前記帯状材と前記搬送ローラとの間の静電容量に基づいて、前記帯状材の前記搬送ローラに対する浮き上がり量を測定する、
帯状材の浮き上がり量測定方法。
【請求項4】
請求項3に記載の帯状材の浮き上がり量測定方法であって、
前記搬送ローラを、前記帯状材が搬送される方向にて複数の部位に分割し、
前記分割された部位毎について、前記帯状材の前記搬送ローラに対する浮き上がり量を測定する、
帯状材の浮き上がり量測定方法。
【請求項1】
搬送ローラによって搬送される帯状材の該搬送ローラに対する浮き上がり量を測定する帯状材の浮き上がり量測定装置であって、
導電性を有する前記帯状材と導電性を有する前記搬送ローラとの間の静電容量を測定する静電容量測定器と、
前記静電容量測定器により測定した前記帯状材と前記搬送ローラとの間の静電容量に基づいて、前記帯状材の前記搬送ローラに対する浮き上がり量を算出する、浮き上がり量算出器と、
を具備する、
帯状材の浮き上がり量測定装置。
【請求項2】
請求項1に記載の帯状材の浮き上がり量測定装置であって、
前記搬送ローラを、前記帯状材が搬送される方向にて複数の部位に分割し、
前記浮き上がり量算出器は、前記分割された部位毎について、前記帯状材の前記搬送ローラに対する浮き上がり量を測定する、
帯状材の浮き上がり量測定装置。
【請求項3】
搬送ローラによって搬送される帯状材の該搬送ローラに対する浮き上がり量を測定する帯状材の浮き上がり量測定方法であって、
前記搬送ローラ及び前記帯状材は、導電性を有し、
前記帯状材と前記搬送ローラとの間の静電容量に基づいて、前記帯状材の前記搬送ローラに対する浮き上がり量を測定する、
帯状材の浮き上がり量測定方法。
【請求項4】
請求項3に記載の帯状材の浮き上がり量測定方法であって、
前記搬送ローラを、前記帯状材が搬送される方向にて複数の部位に分割し、
前記分割された部位毎について、前記帯状材の前記搬送ローラに対する浮き上がり量を測定する、
帯状材の浮き上がり量測定方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−112506(P2013−112506A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−262568(P2011−262568)
【出願日】平成23年11月30日(2011.11.30)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月30日(2011.11.30)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]