
帯状物塗布方法およびこの方法による塗布済帯状物
【課題】 帯状物への塗液の塗布に際し、帯状物と塗液の濡れ性を改善することにより、塗布速度や塗布膜の均一性を向上させる。
【解決手段】 金属製またはプラスチック製帯状物5の表裏面の一方の面または両面に塗液を塗布ヘッド1により塗布する帯状物塗布方法であって、塗液の表面張力を低下させるための添加物を塗液タンク2の塗液に予め加え、塗液の表面張力を調整した後に塗布することを特徴とする。
【解決手段】 金属製またはプラスチック製帯状物5の表裏面の一方の面または両面に塗液を塗布ヘッド1により塗布する帯状物塗布方法であって、塗液の表面張力を低下させるための添加物を塗液タンク2の塗液に予め加え、塗液の表面張力を調整した後に塗布することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属又はプラスチックの帯状物に塗液を塗布する方法またはこの方法による塗布済帯状物に関し、特に、アルミニウム、銅、ステンレス、ニッケル等の無孔金属箔やエキスパンドメタル、エッチング箔、パンチング箔などの裏表貫通孔を備えた多孔質金属箔、ポリエステルフィルム、ポリイミドフィルムなどの無孔あるいは表裏貫通孔を備えたプラスチックフィルムあるいはそれらのプラスチックフィルムに金属層を蒸着またはメッキしたフィルムに塗布する方法また塗布済帯状物に関するものである。
【背景技術】
【0002】
近年、環境問題がクローズアップされる中、太陽光発電や風力発電によるクリーンエネルギーの貯蔵システムや、電力の負荷平準化を目的とした分散型電源、あるいはガソリン車にかわる電気自動車用あるいはハイブリッド電気自動車用の電源(メイン電源と補助電源)の開発が盛んに行われている。
【0003】
また、自動車の電装設備の電源としては、これまで鉛電池が用いられていたが、最近ではパワーウインドーやIT関連機器の搭載などが充実してきたこともあり、これらの用途にこたえるためにもエネルギー密度、出力密度の高い新しい電源が求められるようになってきている。
【0004】
そして更には瞬間的に大きな電流を必要とする、コピー機のドラム加熱用、自動販売機用、トイレの暖房便座用や温水洗浄用、自動車のアイドリングストップの発進用等の電源が必要とされてきている。
【0005】
こうした駆動電源等を含めた蓄電装置としては、リチウムイオン二次電池や電気二重層キャパシタが注目されている。しかしながら、リチウムイオン電池はエネルギー密度は高いものの出力特性、安全性やサイクル寿命に問題を残している。一方、電気二重層キャパシタは、ICやLSIのメモリーバックアップ用電源として広く利用されている電子部品であり、一充電当たりの放電容量は電池に比べて小さいものの、瞬時の充放電特性に優れ、数万サイクル以上の充放電にも耐えるという、リチウムイオン電池やニッケル水素電池にはない高い出力特性とメンテナンスフリー性を備えている。
【0006】
電気二重層キャパシタはこうした利点を有してはいるが、一般的な電気二重層キャパシタのエネルギー密度は3〜6Wh/L程度で、リチウムイオン電池に比べて二桁程度小さいため、電気自動車用途などの高エネルギー密度が要求される駆動電源としては、未だ実用化レベルに到達していないのが現状である。電気自動車への用途を考えた場合、実用化には8〜15Wh/L、普及させるには20Wh/L以上のエネルギー密度が必要であるといわれている。
【0007】
こうした高エネルギー密度、高出力密度を要する用途に対応する蓄電装置としては、近年、ハイブリッドキャパシタと呼ばれる蓄電装置が注目されている。
【0008】
ところで蓄電装置の電極には、電極−電解液界面において電荷の移動を伴う(ファラデー反応)非分極性電極と、電荷の移動を伴わない(非ファラデー反応)分極性電極がある。一般に電池は両極に非分極性電極を用いた構成であるが、上記ハイブリッドキャパシタと呼ばれるものは、片極に分極性電極を、もう片極に非分極性電極を用いた構成であり、電池の高いエネルギー密度と電気二重層キャパシタの高い出力特性を兼ね備えた蓄電装置として開発が活発化している。
【0009】
高エネルギータイプのキャパシタ関連としては、リチウムイオンを吸蔵、脱離しうる材料に、予め化学的方法または電気化学的方法でリチウムイオンを吸蔵させた材料を負極に用いるキャパシタが提案されている(例えば、特許文献1、2)。
【0010】
また、自動車用電源など大型セルを対象とした場合においては、予めリチウムを負極に担持させる方法としては、正極集電体および負極集電体がそれぞれ表裏を貫通する孔を備え、負極活物質がリチウムを可逆的に担持可能であり、負極由来のリチウムが負極あるいは正極と対向して配置されたリチウムと電気化学的接触により担持される有機電解質キャパシタが提案されている(例えば、特許文献3、4)。
【0011】
上記特許文献3、4に記載の発明においては、電極集電体に表裏面を貫通する孔を設けることにより、リチウムイオンが電極集電体に遮断されることなく電極の表裏間を移動できるため、積層枚数の多いセル構成の蓄電装置においても、当該貫通孔を通じて、リチウム近傍に配置された負極だけでなくリチウムから離れて配置された負極にもリチウムを電気化学的に担持させることが可能となる。また、当該貫通孔を通じてリチウムイオンが自由に各極間を移動できるため、充放電がスムーズに進行する。
【0012】
これらの発明において重要となるのは、例えばエキスパンドメタル、多孔エッチング箔のような表裏面を貫通する孔を有した集電体上に電極層を形成することである。
【0013】
従来の電極の塗工方法は、ダイコーター、スライドコーターやロールコーター、コンマコーター、グラビアコーター等を用いて、例えばアルミニウム箔のように表裏面を貫通した孔を有しない帯状物に対し、片面に塗工した後、乾燥工程を経て、もう片面に同様に塗工を施している。
【0014】
また、両面塗工の方法も提案されており、例えば、垂直方向に走行する基材の搬送路の両側に一対のダイを配し、この一対のダイの上方に一対のブレードを設けて、ダイから吐出された塗料をブレードで掻き落として塗工厚を制御するツインブレード法やダイより塗料を噴出し、圧力により塗工厚みを制御する両面塗工方法などが上げられる(例えば、特許文献5、6)。
【0015】
また両面塗工精度の改善を図った例がいくつかあるが、いずれの方法も基材の両側に2台のダイを対峙して両面塗工を行っているものである(例えば、特許文献7、8、9)。
【特許文献1】特開平3−233860号公報
【特許文献2】特開平5−325965号公報
【特許文献3】国際公開公報WO/2003/003395
【特許文献4】国際公開公報WO/2004/097867
【特許文献5】特公昭55−46223号公報
【特許文献6】特開平3−72976号公報
【特許文献7】特開平8−206567号公報
【特許文献8】特開平10−34050号公報
【特許文献9】特開平10−216603号公報
【発明の開示】
【発明が解決しようとする課題】
【0016】
上述のような金属あるいはプラスチックの帯状物への塗液の連続的な塗布の際に、塗液、特に水系塗液では濡れ性が悪く塗布速度が上げられないという問題がある。更に、塗布の両端のエッジが塗液の収縮等により厚塗りになるという問題も生ずる。
【0017】
このことは多孔の金属箔上あるいはプラスチックフィルム上に水系塗料を塗布しようとする際により顕著に生じる。これは金属あるいはプラスチックの帯状物上に脱脂しきれない油性成分や酸化皮膜があったり、金属やプラスチックの帯状物と塗液との濡れ性が良くない上に水系塗料では、その表面張力が高いために生じるものと推測される。
【0018】
この傾向は、金属あるいはプラスチックの帯状物に表裏貫通する孔が多数あいている場合により顕著になる。これは多孔箔の場合、孔の部分では塗布液と帯状物との間の界面張力が生じないため、より濡れにくくなるためである。
【0019】
多孔基板と液体との濡れ性は、以下のカッシー式で現されることが知られている。
【0020】
COSθ1=Φ2COSθ2+Φ3COSθ3
ここで、θ1は2成分系支持体での接触角を、θ2およびθ3はそれぞれの成分の接触角を、Φ2およびΦ3はそれぞれの成分2、3の表面の占める割合を表す。
【0021】
多数の孔のある帯状物では、Φ2、Φ3は、帯状物そのものと孔(空気)の占める割合である。上記式で示されることからすると、孔(空気)の割合が増えるほど、帯状物は塗液で塗れにくくなるものである。
【0022】
更に金属箔に比べプラスチックの帯状物、特にフッ素系材料の帯状物のように表面張力が低い帯状物、更にはプラスチックの帯状物に表裏を貫通する多孔がある場合には、塗れ性が著しく悪くなる。
【0023】
従って本発明の目的は、帯状物と塗液の濡れ性を改善することにより、塗布速度や塗布膜の均一性を向上させることである。
【課題を解決するための手段】
【0024】
本発明は、表面張力を低下させる添加物を塗液に加えることによって、前記課題の解決を図ったものである。
【0025】
すなわち、前記目的を達成するために本発明が提案するものは、金属製またはプラスチック製帯状物の表裏面の一方の面または両面に塗液を塗布する帯状物塗布方法であって、塗液の表面張力を低下させるための添加物を前記塗液に予め加え、前記塗液の表面張力を調整した後に塗布する帯状物塗布方法である。
【0026】
前記塗液の表面張力は、20N/m以上55N/m以下に調整することが好ましい。
【0027】
表面張力を55N/m以下にすることによって塗布速度を効果的に上げることができるからであり、一方表面張力を低下させすぎると塗布層での相分離が起こったり、塗布面の凹凸、外観不良が生じるので20N/m以上にする必要がある。
【0028】
なお表面張力を低下させる添加物の添加量が少ないと表面張力の低下の効果は小さく、添加量を多くすると表面張力の低下の効果が大きくなるので、添加量の調整によって最適な表面張力の低下を引き起こすようにする。
【0029】
前記帯状物は、厚さが5〜100μmであり、表裏面を貫通する貫通孔を有する開口率20〜70%の多孔物である、金属箔、プラスチックフィルムまたはプラスチックフィルムに金属層を蒸着若しくはメッキしたものとすることができる。
【0030】
そして、前記添加物が、アニオン性界面活性剤、カチオン性界面活性剤、ノニオン性界面活性剤またはアルコール類のいずれかに含まれる物の1種類または2種類以上のものを含んだものとすることができる。
【0031】
さらに前記アニオン性界面活性剤がアルキルベンゼンスルホン酸ナトリウム塩であり、前記カチオン性界面活性剤がアルキルトリメチルアンモニウムクロライドであり、前記ノニオン性界面活性剤がポリオキシエチレンアルキルエーテルであり、前記アルコール類が一価のイソプロパノールまたは2価のエチレングリコールであることが好ましい。
【0032】
そして前記塗液が、カーボン微粒子と樹脂系バインダーとを含む溶剤系塗液または水系塗液であることが好ましい。
【0033】
また前記帯状物の両面に同時に塗液を塗布することができる。これにより生産性の向上を図ることができる。
【0034】
さらにまた本発明が提案するのは、上記した帯状物塗布方法により塗布された塗布済帯状物の提供である。
【0035】
そして前記塗布済帯状物が、キャパシタ用または電池用の電極とすることができる。
【発明の効果】
【0036】
本発明によれば、金属またはプラスチックの帯状物に塗布する塗液の表面張力を低下させるので、濡れ性が良好となり、塗布速度が向上し、また塗布された塗液の両側エッジ部の盛り上がりなどの厚さ不均一を改善することができる。
【0037】
そしてこのような向上、改善により、帯状物への塗液の塗布により生産される塗布電極の生産性と品質の向上を図ることが可能になる。
【発明を実施するための最良の形態】
【0038】
以下に、本発明の実施における最良の形態としての実施例について説明する。なお本発明はこれらの実施例に限定されるものではない。
【実施例】
【0039】
本発明に係る金属製またはプラスチック製帯状物の表裏面の一方の面または両面に塗液を塗布する帯状物塗布方法は、塗液の表面張力を低下させるための添加物を前記塗液に予め加え、前記塗液の表面張力を調整した後に塗布するものである。
【0040】
本実施例においては、表裏貫通孔を備えた帯状物として一般に電池やキャパシタなどの用途で提案されている種々の材質を用いることができ、正極用基材にはアルミニウム、ステンレス等、負荷用基材にはステンレス、銅、ニッケル等をそれぞれ好適に用いることができる。また、形状としては例えばエキスパンドメタル、パンチングメタル、金属網、発泡体、あるいはエッチングにより貫通孔を付与した多孔質箔等を挙げることができる。なお上記エキスパンドメタルは、圧延済みの金属箔にカッターにより切れ目を入れ、その後引き伸ばし圧延すことにより多孔質箔にしたものである。
【0041】
また、貫通孔を備えた金属箔のエッチングによる製造は、例えば下記のように実施することが出来る。即ち、アルミニウム、銅などの無孔金属箔の片面に、例えばグラビア印刷等の手法により多数の孔を有する導電性材料よりなる孔あき導電層を形成し、この無孔金属箔のもう一方の面には、無孔或いは孔開きの導電層を同様にグラビア印刷等の手法により形成してなる三層構造と紙、金属箔のみを溶解するエッチング液を用いてエッチングを施すことにより、無孔金属箔に、孔あき導電層に対応する多数の貫通孔を形成することが出来る。この場合、導電性材料よりなる孔あき導電層に用いる材料としては、ポリイミド樹脂、ポリアミド樹脂、それらを併用したものなどに導電材を混合し、導電性を付与した塗料を用いると、孔の形状、分布などを適宜設計できるので、好適である。
【0042】
本実施例に用いる帯状物の厚みは、通常、5〜100μm程度であるが、好ましくは、10〜50μm、更に好ましくは、10〜40μm、最も好ましくは10〜30μmである。
【0043】
すなわち、帯状物が厚過ぎると塗布製品全体が厚くなり過ぎ、例えば、塗布製品を電極として用いる場合には、電極全体に占める活物質量の割合が低下し、蓄電装置の重量当たりあるいは体積当たりのエネルギー密度やパワー密度が低下して好ましくないからである。さらにまた、塗工時の作業性が低下することも欠点となるからである。
【0044】
また、反対に帯状物が薄すぎると、塗工時に帯状物が切れたり、しわが発生したりして均一で信頼性の高い塗布製品の作成が困難になるからである。
【0045】
帯状物の貫通孔の形態、数等は、例えば塗布製品を電極として用いる場合には、電解液中の電解質イオンが帯状物に遮断されることなく電極の表裏間を移動できること、さらに
多孔質帯状物に塗布した塗料を保持しやすいことなどを考慮し、適宜設定することができる。
【0046】
本発明において両面塗工される塗布製品の厚みは、特に限定されるものではないが、通常30〜300μm、好ましくは40〜200μm、より好ましくは50〜100μmである。
【0047】
また、多孔質帯状物の巾は特に限定されないが通常、約100〜1000mm、好ましくは約200〜500mmである。帯状物の開口率も特に限定されないが10〜70%、好適には20〜60%である。また貫通孔の形状も限定されない。
【0048】
本発明に用いる塗液の成分は特に限定するものではないが、電極用塗液の場合には、活物質とバインダー樹脂を含み、通常その他に分散剤や導電剤等を含んでいる。
【0049】
活物質は特に限定されないが、キャパシタまたは電池用電極の場合、粉末状、粒状、短繊維状等の成形しやすい形状にある炭素材料や酸化物等の活物質が含まれる。
【0050】
上記活物質のうち、正極活物質としては、例えばコークス、ピッチ、樹脂やヤシ殻、おがくずなどの植物などを出発原料とし、水蒸気、二酸化炭素や水酸化カリウムなどを用いて賦活した各種活性炭、あるいは電界賦活により得られた炭素材料や導電性高分子、ポリアセン系物質、細孔直径2.0〜50nmのメソポアが顕著に発達したメソポアカーボン等の炭素材料や、LiCoO2、LiNiO2、やMnO2等の金属酸化物を用いることができる。
【0051】
また負極活物質としては、例えば天然黒鉛、人造黒鉛などのグラファイト、コークス、ピッチ、熱硬化性樹脂、ヤシ殻や樹木などを出発原料とする種々の炭素原料、電解賦活によりえられた炭素材料、炭素繊維、ポリアセン系物、錫酸化物、珪素酸化物等を用いることができる。
【0052】
塗料は、上記活物質をバインダー樹脂と混合して作製される。電池またはキャパシタ用電極のバインダー樹脂としては、用いる電解液に不溶のものであればよく、水を分散媒もしくは溶剤として用いる水系樹脂、あるいは、アルコールやN−メチルピロリドン等の有機溶剤を分散媒もしくは溶剤として用いる非水系樹脂を用いることができる。例えば、共重合ポリマーのポリ(スチレン―ブタジエン)(以下、SBRと省略する)等のゴム系バインダー樹脂、カルボキシメチルセルロース系樹脂は水系樹脂であり、フェノール樹脂やメラミン樹脂は組成により水系樹脂としても非水系樹脂としても用いることができる。
【0053】
また、アクリル樹脂、ポリアミド樹脂、ポリエチレン樹脂などは、エマルジョン化することにより、水系樹脂として用いることができる。一方、ポリ四フッ化エチレン、ポリフッ化ビニリデン等の含フッ素系樹脂、ポリイミド樹脂、ポリアミド・イミド共重合樹脂は非水系樹脂の代表的な樹脂である。これらの中でも水系のSBR系樹脂、アクリル系樹脂、有機溶剤系のフッ素系樹脂が好ましい。
【0054】
バインダー樹脂の混合比は、上記活物質に対して重量基準で1〜20%、好ましくは2〜10%、最も好ましくは2〜5%である。
【0055】
上記塗液の表面張力を低下させる添加物としては、例えば、アルキルベンゼンスルホン酸ナトリウム塩、ポリオキシエチレンアルキルエーテル硫酸ナトリウム塩、アルキル硫酸ナトリウム塩、及びポリカルボン酸型高分子界面活性剤の少なくとも一つであるアニオン性界面活性剤と、アルキルトリメチルアンモニウムクロライド、アルキルジメチルベンジルアンモニウムクロライドの少なくとも一つであるカチオン性界面活性剤と、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルアリルエーテルなどのノニオン性界面活性剤などがあげられる。
【0056】
さらに上記塗液の表面張力を低下させる添加物としては、メタノール、エタノール、及びプロパノールなどの一価のアルコール、二価のエチレングリコール、三価のグリセリンも用いることができる。
【0057】
これらの界面活性剤またはアルコール類の中でも、アニオン性界面活性剤のアルキルベンゼンスルホン酸ナトリウム塩、カチオン性界面活性剤のアルキルトリメチルアンモニウムクロライドであり、ノニオン性界面活性剤のポリオキシエチレンアルキルエーテル、一価アルコールのイソプロパノール、2価アルコールのエチレングリコールの中より選ばれる1種または2種以上の添加物を好適に用いることができる。
【0058】
これらの界面活性剤またはアルコール類などの添加量は、塗液全体に対して重量基準で0.1〜20%、好ましくは0.2〜10、更に好ましくは0.5〜3%である。添加物の量が少な過ぎると、表面張力を下げる効果が小さくて、塗布速度をあげることができない。また、塗布の両側エッジ部の盛り上がりを下げる効果も少なくなる。添加量が多過ぎる場合には、塗液の表面張力は低下するが、塗布層での相分離が起こたり、塗布面の凹凸、外観不良などが生じて好ましくない。
【0059】
塗液の固形分濃度については特に限定するものではないが、通常10〜70%、好ましくは20〜60%程度であり、凝集物が無く、均一な液状を有する塗液が好適に用いられる。
【0060】
塗液の粘度についても特に限定するものではないが、20℃で通常10〜5000[mPa・s]、好ましくは50〜2000[mPa・s]程度に調整することが好ましい。
【0061】
塗液の表面張力については、上記した表面張力を下げる添加物を加えて、20℃で通常、20〜55[mN/m]以下、好ましくは、20〜40[mN/m]程度に調整した塗液を好適に用いることが出来る。
【0062】
塗液の表面張力を下げると帯状物との濡れ性が向上し、帯状物に対する塗液の接触角が70度以下、好ましくは60度以下、さらに好ましくは55度以下になり、好適に塗布することができる。
【0063】
次に、添付図面を参照して、本発明に係る帯状物塗布方法について説明する。
【0064】
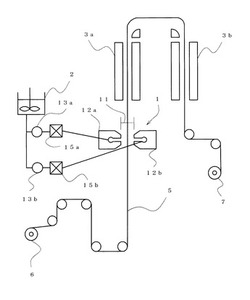
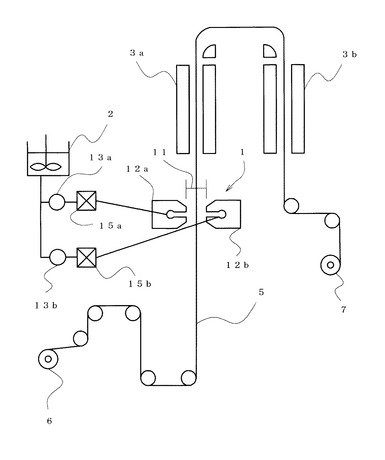
図1は、本発明に係る帯状物塗布方法を実行することができる塗布装置の模式的概略図の一例である。
【0065】
塗布装置は、塗布ヘッド1と、塗液タンク2と、乾燥ゾーン(3a、3b)と、帯状体5を連続走行させるための送り出しローラ部6と、巻き取りローラ部7と、を備えてなるものである。
【0066】
塗布ヘッド1は、スロット間隔11が250±10μmの2台の押し出しダイ(12a、12b)からなるものである。2台の押し出しダイ(12a、12b)は、対向して配置され、その中心線上を帯状体5が走行するように構成されている。このような配置構成をとることで、帯状体5の両面に塗液を塗布することができるようになっている。
【0067】
送り出しローラ部6から送り出された帯状体5は、走行途中に配置されたローラを経て、塗布ヘッド1に送られる。塗布ヘッド1では、帯状体5の表裏両面同時に、塗液タンク2から送られた塗液が塗布される。なお塗液は、ポンプ(13a、13b)により流路途中に配置されたフィルター(15a、15b)を経て塗布ヘッド1に送られている。
【0068】
塗液には上記したように、例えば電極用塗液の場合には、活物質とバインダー樹脂を含み、通常その他に分散剤や導電剤等を含んでいるものであり、この塗液中に塗液の表面張力を低下させる添加物(添加剤)である界面活性剤またはアルコール類などが加えられているものである。
【0069】
なお塗液の塗布方式は、ダイコート法以外にも、カーテンコート法、スライドコート法のような押し出した液体が循環しない塗布方式を採用することができる。また両面同時塗布方式以外でも、片面ずつ塗布する方法や片面のみ塗布する方法を採用することもできる。
【0070】
塗液が塗布された帯状体5は、乾燥ゾーン(3a、3b)に送られて完全に乾燥されてから、巻き取りローラ部7により巻き取られることで終了する。
【0071】
以下、本発明に係る帯状物塗布方法による帯状物に塗液を塗布する実験の結果を説明する。各実験において使用した塗布装置は、上記説明した図1に記載のものを使用した。
(実験1)
帯状物としては、厚さ40μm、線径0.2mm、開口率40%、基材幅300mmのアルミエキスパンドメタルを用いた。
(1)比較例1
先ず添加物を入れない塗液(比較例用)として、下記の配合の塗液を準備した。
【0072】
炭素粉末 95重量部
カルボキシメチルセルロース 5重量部
水 230重量部
固形分濃度 30.3%
粘度 500 mPa・s
(2)実施例1−1〜1−5
次に本発明の実施例用として、表に示す表面張力低下用の添加物を加えた下記の配合の塗液を準備した。
【0073】
炭素粉末 95重量部
カルボキシメチルセルロース 5重量部
水 229重量部
表面張力低下用添加物 1重量部
固形分濃度 30.3%
(添加物濃度 0.3重量%)
これらの塗液を用いて乾燥膜厚80μmになるように塗布した(ウエット塗布量として約133cc/m2)結果を表1に示す。
【0074】
【表1】

(別紙)
本塗布実験により、本発明の表面張力を下げる添加物を加えることにより、塗液の表面張力は表1に示すように34[mN/m]以上〜55[mN/m]以下となり、帯状物と塗液の接触角を低下させ塗布スピードを大幅に向上することができた。
【0075】
また、比較例1では塗布の両側エッジ部(耳部)が正常部(内側)に比べ60%以上厚塗りになって盛り上がっていたが、実施例1−1〜1−5のいずれも0〜30%であり盛り上がりは顕著に低下した。
【0076】
(実験2)
実施例1の塗液の組成を基にして、添加物としてイソプロパノールを用い、その濃度をかえて塗布実験を行った(実施例2−1〜2−5)。また比較例2として、添加物なしの結果を示す。
【0077】
帯状物としては、厚さ25μm、線径0.2mm、開口率50%、基材幅300mmの銅エキスパンドメタルを用いた。
【0078】
イソプロパノール添加 (表2参照)
炭素粉末 95重量部
カルボキシメチルセルロース 5重量部
水 195〜229.5重量部
イソプロパノール 0.5〜35重量部
固形分濃度 30.3%
【0079】
【表2】
(別紙)
本塗布実験2により、本発明の表面張力を下げる添加物の量が増加するとともに表面張力は低下し、限界塗布速度を大きくできた(実施例2−1〜2−5)。
【0080】
また、実施例2−5では、限界塗布速度は大きくできたが、塗布面で相分離の傾向が現れおり、添加物量が過剰と判断される。また、比較例2では、塗工の両側エッジ部で盛り上がりが発生したが、実施例2−1から2−5ではエッジ部の盛り上がりはほとんど認められなかった。
【0081】
(実験3)
実験2で使用した添加物イソプロパノールのかわりに、添加物としてアルキルベンゼンスルホン酸ナトリウム塩を用い、その濃度をかえて塗布実験を行った。添加物以外は実験2と同様にした。基材は実験2と同じ銅エキスパンドメタルを用いた。比較例として、添加物なしの結果を示す(実験2の比較例2と同じ)。
【0082】
炭素粉末 95重量部
カルボキシメチルセルロース 5重量部
水 221.75〜229.5重量部
アルキルベンゼンスルホン酸ナトリウム塩
0.5〜8.25重量部
固形分濃度 30.3%
【0083】
【表3】
(別紙)
本塗布実験3による実施例3−1〜3−6では、本発明の表面張力を下げる添加物の量が増加するとともに表面張力は低下し、限界塗布速度を大きくできた。また、塗布の両側エッジ部の盛り上がりもほとんど認められなかった。なお実施例3−1〜3−6の表面張力の範囲は、20[mN/m]以上〜55[mN/m]以下の範囲であった。
(実験4)
図1に示す両面塗工装置で、2台のダイの間隙を180μmで対向させて、下記の塗布実験をおこなった。帯状物としては、厚さ50μm、開孔径φ0.8mm、開孔率35%、基材幅450mmの導電性樹脂フィルムを用いた。
【0084】
比較例用塗液としては、下記の配合の塗液を準備した(比較例3)。
【0085】
炭素粉末 93重量部
カルボキシメチルセルロース 3重量部
SBR系バインダー(固形分) 4重量部
水 225〜229重量部
固形分濃度 30.3%
粘度 650 mPa・s
また、実施例用の塗液としては、添加物としてアルキルベンゼンスルホン酸ナトリウム塩を添加した下記配合の塗液を使用した(実施例4−1〜4−5)。
【0086】
炭素粉末 93重量部
カルボキシメチルセルロース 3重量部
SBR系バインダー(固形分) 4重量部
水 225〜229重量部
アルキルベンゼンスルホン酸ナトリウム塩 1〜5重量部
固形分濃度 30.3%
上記塗液を用い、乾燥膜厚100μmになるように塗布した(ウエット塗布量として約166cc/m2)。
【0087】
【表4】
(別紙)
実験4の結果である表4に示すとおり、アルキルベンゼンスルホン酸ナトリウム塩を加えることにより、塗液の表面張力を低下させ、限界塗布速度を大きくすることができた。また、実施例4−1から4−5では、塗布の両側エッジ部の盛り上がりは殆ど認められなかった。一方、比較例3では、エッジ部で最大約70%の盛り上がりが認められた。
【0088】
なお実施例4−1から4−5では、表面張力の範囲が、34[mN/m]以上〜55[mN/m]以下の範囲であった。
【0089】
このように上記した実験1〜4の結果から明らかなように、表面張力を低下させる添加物を塗液に加えた本発明によれば、金属またはプラスチックの帯状物に塗布する塗液の表面張力を低下させるので、濡れ性が良好となり、塗布速度が向上し、また塗布された塗液の両側エッジ部の盛り上がりなどの厚さ不均一を改善させることができる。
【0090】
そしてこのような向上、改善により、帯状物への塗液の塗布により生産される塗布電極の生産性と品質の向上を図ることが可能になる。
【図面の簡単な説明】
【0091】
【図1】本発明に係る帯状物塗布方法を実行することができる塗布装置の模式的概略図。
【符号の説明】
【0092】
1 塗布ヘッド
2 塗液タンク
5 帯状体
【技術分野】
【0001】
本発明は、金属又はプラスチックの帯状物に塗液を塗布する方法またはこの方法による塗布済帯状物に関し、特に、アルミニウム、銅、ステンレス、ニッケル等の無孔金属箔やエキスパンドメタル、エッチング箔、パンチング箔などの裏表貫通孔を備えた多孔質金属箔、ポリエステルフィルム、ポリイミドフィルムなどの無孔あるいは表裏貫通孔を備えたプラスチックフィルムあるいはそれらのプラスチックフィルムに金属層を蒸着またはメッキしたフィルムに塗布する方法また塗布済帯状物に関するものである。
【背景技術】
【0002】
近年、環境問題がクローズアップされる中、太陽光発電や風力発電によるクリーンエネルギーの貯蔵システムや、電力の負荷平準化を目的とした分散型電源、あるいはガソリン車にかわる電気自動車用あるいはハイブリッド電気自動車用の電源(メイン電源と補助電源)の開発が盛んに行われている。
【0003】
また、自動車の電装設備の電源としては、これまで鉛電池が用いられていたが、最近ではパワーウインドーやIT関連機器の搭載などが充実してきたこともあり、これらの用途にこたえるためにもエネルギー密度、出力密度の高い新しい電源が求められるようになってきている。
【0004】
そして更には瞬間的に大きな電流を必要とする、コピー機のドラム加熱用、自動販売機用、トイレの暖房便座用や温水洗浄用、自動車のアイドリングストップの発進用等の電源が必要とされてきている。
【0005】
こうした駆動電源等を含めた蓄電装置としては、リチウムイオン二次電池や電気二重層キャパシタが注目されている。しかしながら、リチウムイオン電池はエネルギー密度は高いものの出力特性、安全性やサイクル寿命に問題を残している。一方、電気二重層キャパシタは、ICやLSIのメモリーバックアップ用電源として広く利用されている電子部品であり、一充電当たりの放電容量は電池に比べて小さいものの、瞬時の充放電特性に優れ、数万サイクル以上の充放電にも耐えるという、リチウムイオン電池やニッケル水素電池にはない高い出力特性とメンテナンスフリー性を備えている。
【0006】
電気二重層キャパシタはこうした利点を有してはいるが、一般的な電気二重層キャパシタのエネルギー密度は3〜6Wh/L程度で、リチウムイオン電池に比べて二桁程度小さいため、電気自動車用途などの高エネルギー密度が要求される駆動電源としては、未だ実用化レベルに到達していないのが現状である。電気自動車への用途を考えた場合、実用化には8〜15Wh/L、普及させるには20Wh/L以上のエネルギー密度が必要であるといわれている。
【0007】
こうした高エネルギー密度、高出力密度を要する用途に対応する蓄電装置としては、近年、ハイブリッドキャパシタと呼ばれる蓄電装置が注目されている。
【0008】
ところで蓄電装置の電極には、電極−電解液界面において電荷の移動を伴う(ファラデー反応)非分極性電極と、電荷の移動を伴わない(非ファラデー反応)分極性電極がある。一般に電池は両極に非分極性電極を用いた構成であるが、上記ハイブリッドキャパシタと呼ばれるものは、片極に分極性電極を、もう片極に非分極性電極を用いた構成であり、電池の高いエネルギー密度と電気二重層キャパシタの高い出力特性を兼ね備えた蓄電装置として開発が活発化している。
【0009】
高エネルギータイプのキャパシタ関連としては、リチウムイオンを吸蔵、脱離しうる材料に、予め化学的方法または電気化学的方法でリチウムイオンを吸蔵させた材料を負極に用いるキャパシタが提案されている(例えば、特許文献1、2)。
【0010】
また、自動車用電源など大型セルを対象とした場合においては、予めリチウムを負極に担持させる方法としては、正極集電体および負極集電体がそれぞれ表裏を貫通する孔を備え、負極活物質がリチウムを可逆的に担持可能であり、負極由来のリチウムが負極あるいは正極と対向して配置されたリチウムと電気化学的接触により担持される有機電解質キャパシタが提案されている(例えば、特許文献3、4)。
【0011】
上記特許文献3、4に記載の発明においては、電極集電体に表裏面を貫通する孔を設けることにより、リチウムイオンが電極集電体に遮断されることなく電極の表裏間を移動できるため、積層枚数の多いセル構成の蓄電装置においても、当該貫通孔を通じて、リチウム近傍に配置された負極だけでなくリチウムから離れて配置された負極にもリチウムを電気化学的に担持させることが可能となる。また、当該貫通孔を通じてリチウムイオンが自由に各極間を移動できるため、充放電がスムーズに進行する。
【0012】
これらの発明において重要となるのは、例えばエキスパンドメタル、多孔エッチング箔のような表裏面を貫通する孔を有した集電体上に電極層を形成することである。
【0013】
従来の電極の塗工方法は、ダイコーター、スライドコーターやロールコーター、コンマコーター、グラビアコーター等を用いて、例えばアルミニウム箔のように表裏面を貫通した孔を有しない帯状物に対し、片面に塗工した後、乾燥工程を経て、もう片面に同様に塗工を施している。
【0014】
また、両面塗工の方法も提案されており、例えば、垂直方向に走行する基材の搬送路の両側に一対のダイを配し、この一対のダイの上方に一対のブレードを設けて、ダイから吐出された塗料をブレードで掻き落として塗工厚を制御するツインブレード法やダイより塗料を噴出し、圧力により塗工厚みを制御する両面塗工方法などが上げられる(例えば、特許文献5、6)。
【0015】
また両面塗工精度の改善を図った例がいくつかあるが、いずれの方法も基材の両側に2台のダイを対峙して両面塗工を行っているものである(例えば、特許文献7、8、9)。
【特許文献1】特開平3−233860号公報
【特許文献2】特開平5−325965号公報
【特許文献3】国際公開公報WO/2003/003395
【特許文献4】国際公開公報WO/2004/097867
【特許文献5】特公昭55−46223号公報
【特許文献6】特開平3−72976号公報
【特許文献7】特開平8−206567号公報
【特許文献8】特開平10−34050号公報
【特許文献9】特開平10−216603号公報
【発明の開示】
【発明が解決しようとする課題】
【0016】
上述のような金属あるいはプラスチックの帯状物への塗液の連続的な塗布の際に、塗液、特に水系塗液では濡れ性が悪く塗布速度が上げられないという問題がある。更に、塗布の両端のエッジが塗液の収縮等により厚塗りになるという問題も生ずる。
【0017】
このことは多孔の金属箔上あるいはプラスチックフィルム上に水系塗料を塗布しようとする際により顕著に生じる。これは金属あるいはプラスチックの帯状物上に脱脂しきれない油性成分や酸化皮膜があったり、金属やプラスチックの帯状物と塗液との濡れ性が良くない上に水系塗料では、その表面張力が高いために生じるものと推測される。
【0018】
この傾向は、金属あるいはプラスチックの帯状物に表裏貫通する孔が多数あいている場合により顕著になる。これは多孔箔の場合、孔の部分では塗布液と帯状物との間の界面張力が生じないため、より濡れにくくなるためである。
【0019】
多孔基板と液体との濡れ性は、以下のカッシー式で現されることが知られている。
【0020】
COSθ1=Φ2COSθ2+Φ3COSθ3
ここで、θ1は2成分系支持体での接触角を、θ2およびθ3はそれぞれの成分の接触角を、Φ2およびΦ3はそれぞれの成分2、3の表面の占める割合を表す。
【0021】
多数の孔のある帯状物では、Φ2、Φ3は、帯状物そのものと孔(空気)の占める割合である。上記式で示されることからすると、孔(空気)の割合が増えるほど、帯状物は塗液で塗れにくくなるものである。
【0022】
更に金属箔に比べプラスチックの帯状物、特にフッ素系材料の帯状物のように表面張力が低い帯状物、更にはプラスチックの帯状物に表裏を貫通する多孔がある場合には、塗れ性が著しく悪くなる。
【0023】
従って本発明の目的は、帯状物と塗液の濡れ性を改善することにより、塗布速度や塗布膜の均一性を向上させることである。
【課題を解決するための手段】
【0024】
本発明は、表面張力を低下させる添加物を塗液に加えることによって、前記課題の解決を図ったものである。
【0025】
すなわち、前記目的を達成するために本発明が提案するものは、金属製またはプラスチック製帯状物の表裏面の一方の面または両面に塗液を塗布する帯状物塗布方法であって、塗液の表面張力を低下させるための添加物を前記塗液に予め加え、前記塗液の表面張力を調整した後に塗布する帯状物塗布方法である。
【0026】
前記塗液の表面張力は、20N/m以上55N/m以下に調整することが好ましい。
【0027】
表面張力を55N/m以下にすることによって塗布速度を効果的に上げることができるからであり、一方表面張力を低下させすぎると塗布層での相分離が起こったり、塗布面の凹凸、外観不良が生じるので20N/m以上にする必要がある。
【0028】
なお表面張力を低下させる添加物の添加量が少ないと表面張力の低下の効果は小さく、添加量を多くすると表面張力の低下の効果が大きくなるので、添加量の調整によって最適な表面張力の低下を引き起こすようにする。
【0029】
前記帯状物は、厚さが5〜100μmであり、表裏面を貫通する貫通孔を有する開口率20〜70%の多孔物である、金属箔、プラスチックフィルムまたはプラスチックフィルムに金属層を蒸着若しくはメッキしたものとすることができる。
【0030】
そして、前記添加物が、アニオン性界面活性剤、カチオン性界面活性剤、ノニオン性界面活性剤またはアルコール類のいずれかに含まれる物の1種類または2種類以上のものを含んだものとすることができる。
【0031】
さらに前記アニオン性界面活性剤がアルキルベンゼンスルホン酸ナトリウム塩であり、前記カチオン性界面活性剤がアルキルトリメチルアンモニウムクロライドであり、前記ノニオン性界面活性剤がポリオキシエチレンアルキルエーテルであり、前記アルコール類が一価のイソプロパノールまたは2価のエチレングリコールであることが好ましい。
【0032】
そして前記塗液が、カーボン微粒子と樹脂系バインダーとを含む溶剤系塗液または水系塗液であることが好ましい。
【0033】
また前記帯状物の両面に同時に塗液を塗布することができる。これにより生産性の向上を図ることができる。
【0034】
さらにまた本発明が提案するのは、上記した帯状物塗布方法により塗布された塗布済帯状物の提供である。
【0035】
そして前記塗布済帯状物が、キャパシタ用または電池用の電極とすることができる。
【発明の効果】
【0036】
本発明によれば、金属またはプラスチックの帯状物に塗布する塗液の表面張力を低下させるので、濡れ性が良好となり、塗布速度が向上し、また塗布された塗液の両側エッジ部の盛り上がりなどの厚さ不均一を改善することができる。
【0037】
そしてこのような向上、改善により、帯状物への塗液の塗布により生産される塗布電極の生産性と品質の向上を図ることが可能になる。
【発明を実施するための最良の形態】
【0038】
以下に、本発明の実施における最良の形態としての実施例について説明する。なお本発明はこれらの実施例に限定されるものではない。
【実施例】
【0039】
本発明に係る金属製またはプラスチック製帯状物の表裏面の一方の面または両面に塗液を塗布する帯状物塗布方法は、塗液の表面張力を低下させるための添加物を前記塗液に予め加え、前記塗液の表面張力を調整した後に塗布するものである。
【0040】
本実施例においては、表裏貫通孔を備えた帯状物として一般に電池やキャパシタなどの用途で提案されている種々の材質を用いることができ、正極用基材にはアルミニウム、ステンレス等、負荷用基材にはステンレス、銅、ニッケル等をそれぞれ好適に用いることができる。また、形状としては例えばエキスパンドメタル、パンチングメタル、金属網、発泡体、あるいはエッチングにより貫通孔を付与した多孔質箔等を挙げることができる。なお上記エキスパンドメタルは、圧延済みの金属箔にカッターにより切れ目を入れ、その後引き伸ばし圧延すことにより多孔質箔にしたものである。
【0041】
また、貫通孔を備えた金属箔のエッチングによる製造は、例えば下記のように実施することが出来る。即ち、アルミニウム、銅などの無孔金属箔の片面に、例えばグラビア印刷等の手法により多数の孔を有する導電性材料よりなる孔あき導電層を形成し、この無孔金属箔のもう一方の面には、無孔或いは孔開きの導電層を同様にグラビア印刷等の手法により形成してなる三層構造と紙、金属箔のみを溶解するエッチング液を用いてエッチングを施すことにより、無孔金属箔に、孔あき導電層に対応する多数の貫通孔を形成することが出来る。この場合、導電性材料よりなる孔あき導電層に用いる材料としては、ポリイミド樹脂、ポリアミド樹脂、それらを併用したものなどに導電材を混合し、導電性を付与した塗料を用いると、孔の形状、分布などを適宜設計できるので、好適である。
【0042】
本実施例に用いる帯状物の厚みは、通常、5〜100μm程度であるが、好ましくは、10〜50μm、更に好ましくは、10〜40μm、最も好ましくは10〜30μmである。
【0043】
すなわち、帯状物が厚過ぎると塗布製品全体が厚くなり過ぎ、例えば、塗布製品を電極として用いる場合には、電極全体に占める活物質量の割合が低下し、蓄電装置の重量当たりあるいは体積当たりのエネルギー密度やパワー密度が低下して好ましくないからである。さらにまた、塗工時の作業性が低下することも欠点となるからである。
【0044】
また、反対に帯状物が薄すぎると、塗工時に帯状物が切れたり、しわが発生したりして均一で信頼性の高い塗布製品の作成が困難になるからである。
【0045】
帯状物の貫通孔の形態、数等は、例えば塗布製品を電極として用いる場合には、電解液中の電解質イオンが帯状物に遮断されることなく電極の表裏間を移動できること、さらに
多孔質帯状物に塗布した塗料を保持しやすいことなどを考慮し、適宜設定することができる。
【0046】
本発明において両面塗工される塗布製品の厚みは、特に限定されるものではないが、通常30〜300μm、好ましくは40〜200μm、より好ましくは50〜100μmである。
【0047】
また、多孔質帯状物の巾は特に限定されないが通常、約100〜1000mm、好ましくは約200〜500mmである。帯状物の開口率も特に限定されないが10〜70%、好適には20〜60%である。また貫通孔の形状も限定されない。
【0048】
本発明に用いる塗液の成分は特に限定するものではないが、電極用塗液の場合には、活物質とバインダー樹脂を含み、通常その他に分散剤や導電剤等を含んでいる。
【0049】
活物質は特に限定されないが、キャパシタまたは電池用電極の場合、粉末状、粒状、短繊維状等の成形しやすい形状にある炭素材料や酸化物等の活物質が含まれる。
【0050】
上記活物質のうち、正極活物質としては、例えばコークス、ピッチ、樹脂やヤシ殻、おがくずなどの植物などを出発原料とし、水蒸気、二酸化炭素や水酸化カリウムなどを用いて賦活した各種活性炭、あるいは電界賦活により得られた炭素材料や導電性高分子、ポリアセン系物質、細孔直径2.0〜50nmのメソポアが顕著に発達したメソポアカーボン等の炭素材料や、LiCoO2、LiNiO2、やMnO2等の金属酸化物を用いることができる。
【0051】
また負極活物質としては、例えば天然黒鉛、人造黒鉛などのグラファイト、コークス、ピッチ、熱硬化性樹脂、ヤシ殻や樹木などを出発原料とする種々の炭素原料、電解賦活によりえられた炭素材料、炭素繊維、ポリアセン系物、錫酸化物、珪素酸化物等を用いることができる。
【0052】
塗料は、上記活物質をバインダー樹脂と混合して作製される。電池またはキャパシタ用電極のバインダー樹脂としては、用いる電解液に不溶のものであればよく、水を分散媒もしくは溶剤として用いる水系樹脂、あるいは、アルコールやN−メチルピロリドン等の有機溶剤を分散媒もしくは溶剤として用いる非水系樹脂を用いることができる。例えば、共重合ポリマーのポリ(スチレン―ブタジエン)(以下、SBRと省略する)等のゴム系バインダー樹脂、カルボキシメチルセルロース系樹脂は水系樹脂であり、フェノール樹脂やメラミン樹脂は組成により水系樹脂としても非水系樹脂としても用いることができる。
【0053】
また、アクリル樹脂、ポリアミド樹脂、ポリエチレン樹脂などは、エマルジョン化することにより、水系樹脂として用いることができる。一方、ポリ四フッ化エチレン、ポリフッ化ビニリデン等の含フッ素系樹脂、ポリイミド樹脂、ポリアミド・イミド共重合樹脂は非水系樹脂の代表的な樹脂である。これらの中でも水系のSBR系樹脂、アクリル系樹脂、有機溶剤系のフッ素系樹脂が好ましい。
【0054】
バインダー樹脂の混合比は、上記活物質に対して重量基準で1〜20%、好ましくは2〜10%、最も好ましくは2〜5%である。
【0055】
上記塗液の表面張力を低下させる添加物としては、例えば、アルキルベンゼンスルホン酸ナトリウム塩、ポリオキシエチレンアルキルエーテル硫酸ナトリウム塩、アルキル硫酸ナトリウム塩、及びポリカルボン酸型高分子界面活性剤の少なくとも一つであるアニオン性界面活性剤と、アルキルトリメチルアンモニウムクロライド、アルキルジメチルベンジルアンモニウムクロライドの少なくとも一つであるカチオン性界面活性剤と、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルアリルエーテルなどのノニオン性界面活性剤などがあげられる。
【0056】
さらに上記塗液の表面張力を低下させる添加物としては、メタノール、エタノール、及びプロパノールなどの一価のアルコール、二価のエチレングリコール、三価のグリセリンも用いることができる。
【0057】
これらの界面活性剤またはアルコール類の中でも、アニオン性界面活性剤のアルキルベンゼンスルホン酸ナトリウム塩、カチオン性界面活性剤のアルキルトリメチルアンモニウムクロライドであり、ノニオン性界面活性剤のポリオキシエチレンアルキルエーテル、一価アルコールのイソプロパノール、2価アルコールのエチレングリコールの中より選ばれる1種または2種以上の添加物を好適に用いることができる。
【0058】
これらの界面活性剤またはアルコール類などの添加量は、塗液全体に対して重量基準で0.1〜20%、好ましくは0.2〜10、更に好ましくは0.5〜3%である。添加物の量が少な過ぎると、表面張力を下げる効果が小さくて、塗布速度をあげることができない。また、塗布の両側エッジ部の盛り上がりを下げる効果も少なくなる。添加量が多過ぎる場合には、塗液の表面張力は低下するが、塗布層での相分離が起こたり、塗布面の凹凸、外観不良などが生じて好ましくない。
【0059】
塗液の固形分濃度については特に限定するものではないが、通常10〜70%、好ましくは20〜60%程度であり、凝集物が無く、均一な液状を有する塗液が好適に用いられる。
【0060】
塗液の粘度についても特に限定するものではないが、20℃で通常10〜5000[mPa・s]、好ましくは50〜2000[mPa・s]程度に調整することが好ましい。
【0061】
塗液の表面張力については、上記した表面張力を下げる添加物を加えて、20℃で通常、20〜55[mN/m]以下、好ましくは、20〜40[mN/m]程度に調整した塗液を好適に用いることが出来る。
【0062】
塗液の表面張力を下げると帯状物との濡れ性が向上し、帯状物に対する塗液の接触角が70度以下、好ましくは60度以下、さらに好ましくは55度以下になり、好適に塗布することができる。
【0063】
次に、添付図面を参照して、本発明に係る帯状物塗布方法について説明する。
【0064】
図1は、本発明に係る帯状物塗布方法を実行することができる塗布装置の模式的概略図の一例である。
【0065】
塗布装置は、塗布ヘッド1と、塗液タンク2と、乾燥ゾーン(3a、3b)と、帯状体5を連続走行させるための送り出しローラ部6と、巻き取りローラ部7と、を備えてなるものである。
【0066】
塗布ヘッド1は、スロット間隔11が250±10μmの2台の押し出しダイ(12a、12b)からなるものである。2台の押し出しダイ(12a、12b)は、対向して配置され、その中心線上を帯状体5が走行するように構成されている。このような配置構成をとることで、帯状体5の両面に塗液を塗布することができるようになっている。
【0067】
送り出しローラ部6から送り出された帯状体5は、走行途中に配置されたローラを経て、塗布ヘッド1に送られる。塗布ヘッド1では、帯状体5の表裏両面同時に、塗液タンク2から送られた塗液が塗布される。なお塗液は、ポンプ(13a、13b)により流路途中に配置されたフィルター(15a、15b)を経て塗布ヘッド1に送られている。
【0068】
塗液には上記したように、例えば電極用塗液の場合には、活物質とバインダー樹脂を含み、通常その他に分散剤や導電剤等を含んでいるものであり、この塗液中に塗液の表面張力を低下させる添加物(添加剤)である界面活性剤またはアルコール類などが加えられているものである。
【0069】
なお塗液の塗布方式は、ダイコート法以外にも、カーテンコート法、スライドコート法のような押し出した液体が循環しない塗布方式を採用することができる。また両面同時塗布方式以外でも、片面ずつ塗布する方法や片面のみ塗布する方法を採用することもできる。
【0070】
塗液が塗布された帯状体5は、乾燥ゾーン(3a、3b)に送られて完全に乾燥されてから、巻き取りローラ部7により巻き取られることで終了する。
【0071】
以下、本発明に係る帯状物塗布方法による帯状物に塗液を塗布する実験の結果を説明する。各実験において使用した塗布装置は、上記説明した図1に記載のものを使用した。
(実験1)
帯状物としては、厚さ40μm、線径0.2mm、開口率40%、基材幅300mmのアルミエキスパンドメタルを用いた。
(1)比較例1
先ず添加物を入れない塗液(比較例用)として、下記の配合の塗液を準備した。
【0072】
炭素粉末 95重量部
カルボキシメチルセルロース 5重量部
水 230重量部
固形分濃度 30.3%
粘度 500 mPa・s
(2)実施例1−1〜1−5
次に本発明の実施例用として、表に示す表面張力低下用の添加物を加えた下記の配合の塗液を準備した。
【0073】
炭素粉末 95重量部
カルボキシメチルセルロース 5重量部
水 229重量部
表面張力低下用添加物 1重量部
固形分濃度 30.3%
(添加物濃度 0.3重量%)
これらの塗液を用いて乾燥膜厚80μmになるように塗布した(ウエット塗布量として約133cc/m2)結果を表1に示す。
【0074】
【表1】
(別紙)
本塗布実験により、本発明の表面張力を下げる添加物を加えることにより、塗液の表面張力は表1に示すように34[mN/m]以上〜55[mN/m]以下となり、帯状物と塗液の接触角を低下させ塗布スピードを大幅に向上することができた。
【0075】
また、比較例1では塗布の両側エッジ部(耳部)が正常部(内側)に比べ60%以上厚塗りになって盛り上がっていたが、実施例1−1〜1−5のいずれも0〜30%であり盛り上がりは顕著に低下した。
【0076】
(実験2)
実施例1の塗液の組成を基にして、添加物としてイソプロパノールを用い、その濃度をかえて塗布実験を行った(実施例2−1〜2−5)。また比較例2として、添加物なしの結果を示す。
【0077】
帯状物としては、厚さ25μm、線径0.2mm、開口率50%、基材幅300mmの銅エキスパンドメタルを用いた。
【0078】
イソプロパノール添加 (表2参照)
炭素粉末 95重量部
カルボキシメチルセルロース 5重量部
水 195〜229.5重量部
イソプロパノール 0.5〜35重量部
固形分濃度 30.3%
【0079】
【表2】
(別紙)
本塗布実験2により、本発明の表面張力を下げる添加物の量が増加するとともに表面張力は低下し、限界塗布速度を大きくできた(実施例2−1〜2−5)。
【0080】
また、実施例2−5では、限界塗布速度は大きくできたが、塗布面で相分離の傾向が現れおり、添加物量が過剰と判断される。また、比較例2では、塗工の両側エッジ部で盛り上がりが発生したが、実施例2−1から2−5ではエッジ部の盛り上がりはほとんど認められなかった。
【0081】
(実験3)
実験2で使用した添加物イソプロパノールのかわりに、添加物としてアルキルベンゼンスルホン酸ナトリウム塩を用い、その濃度をかえて塗布実験を行った。添加物以外は実験2と同様にした。基材は実験2と同じ銅エキスパンドメタルを用いた。比較例として、添加物なしの結果を示す(実験2の比較例2と同じ)。
【0082】
炭素粉末 95重量部
カルボキシメチルセルロース 5重量部
水 221.75〜229.5重量部
アルキルベンゼンスルホン酸ナトリウム塩
0.5〜8.25重量部
固形分濃度 30.3%
【0083】
【表3】
(別紙)
本塗布実験3による実施例3−1〜3−6では、本発明の表面張力を下げる添加物の量が増加するとともに表面張力は低下し、限界塗布速度を大きくできた。また、塗布の両側エッジ部の盛り上がりもほとんど認められなかった。なお実施例3−1〜3−6の表面張力の範囲は、20[mN/m]以上〜55[mN/m]以下の範囲であった。
(実験4)
図1に示す両面塗工装置で、2台のダイの間隙を180μmで対向させて、下記の塗布実験をおこなった。帯状物としては、厚さ50μm、開孔径φ0.8mm、開孔率35%、基材幅450mmの導電性樹脂フィルムを用いた。
【0084】
比較例用塗液としては、下記の配合の塗液を準備した(比較例3)。
【0085】
炭素粉末 93重量部
カルボキシメチルセルロース 3重量部
SBR系バインダー(固形分) 4重量部
水 225〜229重量部
固形分濃度 30.3%
粘度 650 mPa・s
また、実施例用の塗液としては、添加物としてアルキルベンゼンスルホン酸ナトリウム塩を添加した下記配合の塗液を使用した(実施例4−1〜4−5)。
【0086】
炭素粉末 93重量部
カルボキシメチルセルロース 3重量部
SBR系バインダー(固形分) 4重量部
水 225〜229重量部
アルキルベンゼンスルホン酸ナトリウム塩 1〜5重量部
固形分濃度 30.3%
上記塗液を用い、乾燥膜厚100μmになるように塗布した(ウエット塗布量として約166cc/m2)。
【0087】
【表4】
(別紙)
実験4の結果である表4に示すとおり、アルキルベンゼンスルホン酸ナトリウム塩を加えることにより、塗液の表面張力を低下させ、限界塗布速度を大きくすることができた。また、実施例4−1から4−5では、塗布の両側エッジ部の盛り上がりは殆ど認められなかった。一方、比較例3では、エッジ部で最大約70%の盛り上がりが認められた。
【0088】
なお実施例4−1から4−5では、表面張力の範囲が、34[mN/m]以上〜55[mN/m]以下の範囲であった。
【0089】
このように上記した実験1〜4の結果から明らかなように、表面張力を低下させる添加物を塗液に加えた本発明によれば、金属またはプラスチックの帯状物に塗布する塗液の表面張力を低下させるので、濡れ性が良好となり、塗布速度が向上し、また塗布された塗液の両側エッジ部の盛り上がりなどの厚さ不均一を改善させることができる。
【0090】
そしてこのような向上、改善により、帯状物への塗液の塗布により生産される塗布電極の生産性と品質の向上を図ることが可能になる。
【図面の簡単な説明】
【0091】
【図1】本発明に係る帯状物塗布方法を実行することができる塗布装置の模式的概略図。
【符号の説明】
【0092】
1 塗布ヘッド
2 塗液タンク
5 帯状体
【特許請求の範囲】
【請求項1】
金属製またはプラスチック製帯状物の表裏面の一方の面または両面に塗液を塗布する帯状物塗布方法であって、
塗液の表面張力を低下させるための添加物を前記塗液に予め加え、前記塗液の表面張力を調整した後に塗布する帯状物塗布方法。
【請求項2】
前記塗液の表面張力を20N/m以上55N/m以下に調整したことを特徴とする請求項1に記載の帯状物塗布方法。
【請求項3】
前記帯状物は、厚さが5〜100μmであり、表裏面を貫通する貫通孔を有する開口率20〜70%の多孔物である、金属箔、プラスチックフィルムまたはプラスチックフィルムに金属層を蒸着若しくはメッキしたものであることを特徴とする請求項1または2に記載の帯状物塗布方法。
【請求項4】
前記添加物が、アニオン性界面活性剤、カチオン性界面活性剤、ノニオン性界面活性剤またはアルコール類のいずれかに含まれる物の1種類または2種類以上のものを含んでなることを特徴とする請求項1ないし3のいずれか一項に記載の帯状物塗布方法。
【請求項5】
前記アニオン性界面活性剤がアルキルベンゼンスルホン酸ナトリウム塩であり、前記カチオン性界面活性剤がアルキルトリメチルアンモニウムクロライドであり、前記ノニオン性界面活性剤がポリオキシエチレンアルキルエーテルであり、前記アルコール類が一価のイソプロパノールまたは2価のエチレングリコールであることを特徴とする請求項4に記載の帯状物塗布方法。
【請求項6】
前記塗液が、カーボン微粒子と樹脂系バインダーとを含む溶剤系塗液または水系塗液であることを特徴とする請求項1ないし5のいずれか一項に記載の帯状物塗布方法。
【請求項7】
前記帯状物の両面に同時に塗液を塗布することを特徴とする請求項1ないし6のいずれか一項に記載の帯状物塗布方法。
【請求項8】
請求項1ないし7のいずれか一項に記載の帯状物塗布方法により塗布された塗布済帯状物。
【請求項9】
前記塗布済帯状物が、キャパシタ用または電池用の電極であることを特徴とする請求項8に記載の塗布済帯状物。
【請求項1】
金属製またはプラスチック製帯状物の表裏面の一方の面または両面に塗液を塗布する帯状物塗布方法であって、
塗液の表面張力を低下させるための添加物を前記塗液に予め加え、前記塗液の表面張力を調整した後に塗布する帯状物塗布方法。
【請求項2】
前記塗液の表面張力を20N/m以上55N/m以下に調整したことを特徴とする請求項1に記載の帯状物塗布方法。
【請求項3】
前記帯状物は、厚さが5〜100μmであり、表裏面を貫通する貫通孔を有する開口率20〜70%の多孔物である、金属箔、プラスチックフィルムまたはプラスチックフィルムに金属層を蒸着若しくはメッキしたものであることを特徴とする請求項1または2に記載の帯状物塗布方法。
【請求項4】
前記添加物が、アニオン性界面活性剤、カチオン性界面活性剤、ノニオン性界面活性剤またはアルコール類のいずれかに含まれる物の1種類または2種類以上のものを含んでなることを特徴とする請求項1ないし3のいずれか一項に記載の帯状物塗布方法。
【請求項5】
前記アニオン性界面活性剤がアルキルベンゼンスルホン酸ナトリウム塩であり、前記カチオン性界面活性剤がアルキルトリメチルアンモニウムクロライドであり、前記ノニオン性界面活性剤がポリオキシエチレンアルキルエーテルであり、前記アルコール類が一価のイソプロパノールまたは2価のエチレングリコールであることを特徴とする請求項4に記載の帯状物塗布方法。
【請求項6】
前記塗液が、カーボン微粒子と樹脂系バインダーとを含む溶剤系塗液または水系塗液であることを特徴とする請求項1ないし5のいずれか一項に記載の帯状物塗布方法。
【請求項7】
前記帯状物の両面に同時に塗液を塗布することを特徴とする請求項1ないし6のいずれか一項に記載の帯状物塗布方法。
【請求項8】
請求項1ないし7のいずれか一項に記載の帯状物塗布方法により塗布された塗布済帯状物。
【請求項9】
前記塗布済帯状物が、キャパシタ用または電池用の電極であることを特徴とする請求項8に記載の塗布済帯状物。
【図1】

【公開番号】特開2008−307441(P2008−307441A)
【公開日】平成20年12月25日(2008.12.25)
【国際特許分類】
【出願番号】特願2007−155806(P2007−155806)
【出願日】平成19年6月13日(2007.6.13)
【出願人】(307037543)JMエナジー株式会社 (57)
【Fターム(参考)】
【公開日】平成20年12月25日(2008.12.25)
【国際特許分類】
【出願日】平成19年6月13日(2007.6.13)
【出願人】(307037543)JMエナジー株式会社 (57)
【Fターム(参考)】
[ Back to top ]