
帯鋼又は鋼板の製造方法
【課題】
従来、比較的厚さが薄く、幅が狭い帯鋼又は鋼板を製造するためには、通常の熱延鋼板又は冷延鋼板を所定の厚さまで圧延し、スリットして更に圧延するか、予めスリットしてから所定の厚さまで圧延する。スリット工程の省略、スタート材から製品までの歩留まり向上、薄帯鋼板から製品までの歩留まり向上、小規模な設備による製造の可能性、少量で多品種の製品から大量で特定の品種の製造までに利用可能な帯鋼又は鋼板の製造方法を提案する。
【解決手段】
市販されている炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなる鋼線材若しくは鋼線又は棒鋼をスタート材とし、冷間温度域において最終厚さまで平ロールで圧延する方法、又は、先ず孔型ロールで冷間温度域で圧延した後、冷間温度域で平ロールで最終厚さまで圧延するか若しくは先ず孔型ロールで温間温度域で圧延した後、冷間温度域で平ロールで最終厚さまで圧延するか、のいずれかとし、スタート材から中間材及び最終材の所定の段階までに、大ひずみを導入する。
従来、比較的厚さが薄く、幅が狭い帯鋼又は鋼板を製造するためには、通常の熱延鋼板又は冷延鋼板を所定の厚さまで圧延し、スリットして更に圧延するか、予めスリットしてから所定の厚さまで圧延する。スリット工程の省略、スタート材から製品までの歩留まり向上、薄帯鋼板から製品までの歩留まり向上、小規模な設備による製造の可能性、少量で多品種の製品から大量で特定の品種の製造までに利用可能な帯鋼又は鋼板の製造方法を提案する。
【解決手段】
市販されている炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなる鋼線材若しくは鋼線又は棒鋼をスタート材とし、冷間温度域において最終厚さまで平ロールで圧延する方法、又は、先ず孔型ロールで冷間温度域で圧延した後、冷間温度域で平ロールで最終厚さまで圧延するか若しくは先ず孔型ロールで温間温度域で圧延した後、冷間温度域で平ロールで最終厚さまで圧延するか、のいずれかとし、スタート材から中間材及び最終材の所定の段階までに、大ひずみを導入する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は自動車、家電製品及び電気・電子機器等の中の構成精密部品に使用される高強度且つ延性に優れた帯鋼又は鋼板の製造方法に関するものである。
【背景技術】
【0002】
近年、自動車の燃費向上や、家電製品及びICリードフレーム等に見られる電気・電子機器の中でも、精密構成部品を造るのに供される金属材料の狭幅薄板の中に、板幅は20〜30mm程度乃至それ以下で十分であり、板厚が1mm以下、好ましくは0.2mm程度以下がよい「狭幅の薄帯金属板」が求められている。この狭幅の薄帯金属板の用途は種々あるが、例えば時計やカメラ等の超小型モーター、針、軸あるいは歯車や、燃料噴射装置のオリフィスプレート等が挙げられる。この狭幅薄帯金属板を材料としてこのような用途に加工する方法の主なものは、切削加工、せん断加工、レーザー加工、プレス加工等がある。
【0003】
このような材料としての狭幅薄帯金属板が具備すべき特性としては、用途及び加工方法により差があるものの、共通して重要な事項は、適切な強度を有し、且つ延性に優れていることである。一方、狭幅薄帯金属板を製造する観点からも重要な事項は種々あるが、基本的には用途及び加工方法に適した材料を、省資源・省エネルギーの上に、工業的に製造コストをできるだけ上げないように、望ましくは下げることも可能な製造方法で、材料使用者側の要請を満たすことが望まれる。
【0004】
従来、狭幅の薄帯金属板の製造方法は、先ずスタートの素材として金属材料の種類を選定し、比較的安価に量産可能な設備及び製造方法で製造される帯状の金属素材(鋼の場合は帯鋼あるいは平鋼)を比較的多量に入手する。次いで、この帯状の金属素材から薄帯金属板を製造する。その製造に際しては、製品の用途及び製品仕様を考慮してこの薄帯金属板の厚さ及び幅を決定する。このとき、この薄帯金属板から最終製品に至る当該薄帯金属板の歩留まりをできるだけ高くすることができるように配慮することも重要である。また、狭幅にスリットする工程もコストアップとなる。
【発明の開示】
【発明が解決しようとする課題】
【0005】
薄板の鋼の場合は、広幅、狭幅の呼称は、幅500mm程度をその境界とすることが多い。本発明では金属種が鋼の場合であり、一般に帯鋼とはコイル状に巻かれたものをいい、鋼板とは平板状のものをいう。従って、本発明においても、これに従う。
【0006】
板厚が薄くなり0.8mm程度までの厚さの冷延鋼板は、大規模な設備を有する製鉄メーカーで製造される。この場合、板幅は800〜1000mm程度以上であって、その工程は熱間圧延、酸洗、冷間圧延となる。更に、厚さ0.8mm以下で幅が500mm以下、数十mmまでの帯鋼又は鋼板を製造するためには、従来、上記冷延鋼板をさらに2次圧延メーカーにおいて冷間圧延を繰り返す。こうして、0.1mm程度まで極薄板化される。通常の冷延鋼板をスタート材とすると、広幅の薄いものを造る場合はよいが、例えば幅50mm以下の薄い帯鋼又は鋼板を作る場合は、一旦スリットを行なわなければならない等の不利な点がある。
【0007】
圧延を繰り返すと言うことは、加工硬化すると言うことであり、冷間圧延途中、又は、冷間圧延後に焼鈍を行ない、組織を加工硬化組織から再結晶した等軸組織に変化させる必要がある。冷間圧延のプロセスは、多くのひずみを材料中に蓄積できるが、焼鈍によってこのひずみエネルギーは霧散する。冷間圧延+焼鈍の方法は、微細粒鋼を製造できる方法であることが報告されている。但し、冷間加工で微細粒鋼を製造するためには、冷間加工時に大ひずみを導入する必要がある。冷間圧延+焼鈍で、必ずしも、微細粒が生成するわけではない。
【課題を解決するための手段】
【0008】
狭幅で薄い帯鋼又は鋼板を素材として製造される多くの部品は、小型のものが多く、広幅材が必要ではない。幅30mm以下で十分な場合が多い。狭幅材を前提とした場合は、必ずしも、スリットが必要な冷延鋼板が必要ではない。通常の冷延鋼板(通常、板幅は800〜1000mm程度以上)や、これよりも狭幅の熱間圧延による帯鋼や冷間圧延による帯鋼(通常、いずれも板幅は200〜600mm程度)ではなく、それらいずれのものの板幅寸法よりも更に寸法の小さい直径又は小さい対辺面間長さの熱間圧延による鋼線材若しくは冷間圧延鋼線、あるいは熱間又は冷間圧延された棒鋼を、スタート材とすることによって、大幅な工程省略を可能とするものである。冷延鋼板や熱延鋼板の狭幅材に比べて上記の熱間圧延鋼線材等は遙かに低コストである。
【0009】
熱間圧延鋼線材等は、直径が6mmφ以上、又は対辺面間長さが6mm以上あり、その直径又は対辺面間長さから、例えば厚さ0.2mmまで圧延することによって、大ひずみを導入することができる。
また、途中で孔型ロール圧延を加えることによって例えば3mmφまで圧延すれば、この段階で大ひずみの導入が可能である。大ひずみの導入が可能となれば、その後の焼鈍によって粒径を制御でき、その結果、力学的性質の制御も可能となる。本発明者は、前記の熱間圧延鋼線材等をスタート材とすることによって、微細組織を有する高強度で且つ高延性の板厚が薄く、板幅が狭い帯鋼又は鋼板の製造方法を発明した。
以下、本願発明の特徴について述べる。
【0010】
第1発明の帯鋼又は鋼板製造方法は、炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなる鋼線材若しくは鋼線又は棒鋼を圧延して帯鋼又は鋼板を製造する方法であって、常温から250℃以下の範囲内の圧延温度で平ロール圧延を行なって帯鋼又は鋼板を製造するものである。そのとき、以下の(1)式:
ln(d0/t)≧2.3 ・・・・・・(1)
d0:鋼線状若しくは鋼線又は棒鋼の直径又は対辺面間長さ
t:圧延後の帯鋼又は鋼板の厚さ
を満たすことに特徴を有するものである。
【0011】
第2発明の帯鋼又は鋼板製造方法は、炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなる鋼線材若しくは鋼線又は棒鋼を圧延して帯鋼又は鋼板を製造する方法であって、常温から250℃以下の範囲内の圧延温度で孔型ロール圧延を行なって得られた圧延材を、平ロール圧延にて圧延して板状にするものである。そのとき、以下の(1)式:
ln(d0/t)≧2.3 ・・・・・・(1)
d0:鋼線状若しくは鋼線又は棒鋼の直径又は対辺面間長さ
t:圧延後の帯鋼又は鋼板の厚さ
を満たすことに特徴を有するものである。
【0012】
第3発明の帯鋼又は鋼板製造方法は、第2発明に記載の帯鋼又は鋼板の製造方法において、前記鋼線材若しくは鋼線又は棒鋼を圧延材に圧延するに当たり、下記(2)式:
d1≦d0×0.6 ・・・・・・(2)
d0:鋼線状若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d1:圧延材の直径又は対辺面間長さ
を満たすことに特徴を有するものである。
【0013】
第4発明の帯鋼又は鋼板製造方法は、第2又は3に記載の帯鋼又は鋼板の製造方法において、前記鋼線材若しくは鋼線又は棒鋼を常温から250℃以下の範囲内の圧延温度で孔型ロール圧延を行ない、当該孔型ロール圧延の最終パスにおいてオーバル孔型ロール又は偏平ボックス孔型ロールにより断面がオーバル形状又は長方形にして得られた異形断面材を、前記平ロール圧延にて圧延して板状にするものである。そのとき、下記(3)式:
d2≦d00.3 ・・・・・・(3)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d2:異形断面材の短辺長さ
を満たすことに特徴を有するものである。
【0014】
第5発明の帯鋼又は鋼板製造方法は、第4発明に記載の帯鋼又は鋼板の製造方法において、前記異形断面材を更に、常温から250℃以下の範囲内の圧延温度で平ロールによる圧延を1パス又は2パス行なって得られた薄帯状材を、前記平ロール圧延にて圧延して板状にするにものである。そのとき、下記(4)式:
d3≦d0×0.25 ・・・・・・(4)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d3:薄帯状材の厚さ
を満たすことに特徴を有するものである。
【0015】
第6発明の帯鋼又は鋼板製造方法は、第2から5のいずれかに記載の帯鋼又は鋼板の製造方法において、前記常温から250℃以下の範囲内の圧延温度での孔型ロール圧延には、オーバル孔型ロールとこれに次ぐスクエア孔型ロールとの組み合わせによる圧延を1回以上含ませることに特徴を有するものである。
【0016】
第7発明の帯鋼又は鋼板製造方法は、炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなる鋼線材若しくは鋼線又は棒鋼を圧延して帯鋼又は鋼板を製造する方法であって、250℃超えから800℃以下の範囲内の圧延温度で孔型ロール圧延を行なって得られた圧延材を、平ロール圧延にて圧延して板状にするものである。そのとき以下の(1)式:
ln(d0/t)≧2.3 ・・・・・・(1)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
t:圧延後の帯鋼又は鋼板の厚さ
を満たすことに特徴を有するものである。
【0017】
第8発明の帯鋼又は鋼板製造方法は、第7発明に記載の帯鋼および鋼板の製造方法において、前記鋼線材若しくは鋼線又は棒鋼を圧延材に圧延するに当たり、下記(5)式:
d1’≦d0×0.6 ・・・・・・(5)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d1’:圧延材の直径又は対辺面間長さ
を満たすことに特徴を有するものである。
【0018】
第9発明の帯鋼又は鋼板製造方法は、第7又は第8発明に記載の帯鋼および鋼板の製造方法において、前記鋼線材若しくは鋼線又は棒鋼を、250℃超えから800℃以下の範囲内の圧延温度で孔型ロール圧延を行ない、当該孔型ロール圧延の最終パスにおいてオーバル孔型ロール又は偏平ボックス孔型ロールにより断面がオーバル形状又は長方形の異形断面材を、前記平ロール圧延にて圧延して板状にするものであり、そのとき下記(6)式:
d2’≦d0×0.3 ・・・・・・(6)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d2’:異形断面材の短辺長さ
を満たすことに特徴を有するものである。
【0019】
第10発明の帯鋼又は鋼板製造方法は、第9発明に記載の鋼板の製造方法において、前記異形断面材を更に、250℃超えから800℃以下の範囲内の圧延温度で平ロールによる圧延を1パス又は2パス行なって得られた薄帯状材を、前記平ロール圧延にて圧延して板状にするものである。そのとき下記(7)式:
d3’≦d0×0.25 ・・・・・・(7)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d3’:薄帯状材の厚さ
を満たすことに特徴を有するものである。
【0020】
第11発明の帯鋼又は鋼板製造方法は、第7から第10発明のいずれかに記載の帯鋼又は鋼板の製造方法において、前記250℃超えから800℃以下の範囲内の圧延温度での孔型ロール圧延においては、オーバル孔型ロールとこれに次ぐスクエア孔型ロールとの組み合わせによる圧延を1回以上含ませることに特徴を有するものである。
【0021】
第12発明の帯鋼又は鋼板製造方法は、第1から第11発明のいずれかに記載の帯鋼又は鋼板の製造方法において、前記鋼線材若しくは鋼線又は棒鋼から最終的に得られる帯鋼又は鋼板での圧延における塑性加工に伴って導入される、前記帯鋼または鋼板の板幅中心部で且つ板厚中心部における有限要素法を用いた計算による塑性ひずみが、2.3以上となるようにすることに特徴を有するものである。
【0022】
第13発明の帯鋼又は鋼板製造方法は、第1から第12発明のいずれかに記載の帯鋼又は鋼板の製造方法において、平ロールによる圧延中、圧延後、又は圧延中及び圧延後の両方において、前記帯鋼又は鋼板に対して、400℃から700℃の範囲内で焼鈍することに特徴を有するものである。
【発明の効果】
【0023】
板厚が薄く、板幅が狭い帯鋼又は鋼板の製造において、製造工程を省略し、超微細組織・高強度・高延性・高せん断加工性を有する帯鋼又は鋼板を低コストで製造する方法を提供することができる。ここで、帯鋼又は鋼板の結晶組織の微細化及び機械的性質の水準として、平均結晶粒界間隔が、2μm以下、更には0.6μm以下であり、降伏強さが600MPa以上で、且つ、破断強さと引張強さとの比が1.2以上と優れたものである。
【発明を実施するための最良の形態】
【0024】
本発明において製造される帯鋼又は鋼板は、ある程度狭幅であり、厚さが薄いものであるので、以下、薄帯鋼板とも呼ぶことにする。
【0025】
(1)ひずみeの導入量について
炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなるスタート材(これらの直径又は対辺面間長さをいずれもd0で表記する)に対して、常温から250℃以下の範囲内の圧延温度において、平ロール圧延を行なうことにより、板厚をtまで圧延して薄帯鋼板を製造するときに、(1)式:
ln(d0/t)≧2.3 ・・・・・・(1)
を満たすことにより、大ひずみを導入することができる。本願発明においては、薄帯鋼板の用途により、必ずしも、薄帯鋼板を焼鈍して、材料内部の転位密度を低下させなくとも、強度及び延性を確保し得る場合もあるが、一方、強度を一定値以上に保持しつつ、延性を優れた水準に高めることが望ましい場合もある。この場合を考慮すると、上記(1)式を満たすことが必要である。
その際、被圧延材に導入すべきひずみは、圧延温度が、冷間温度領域の場合(本願発明においては、常温から250℃以下)、及び温間温度領域の場合(本願発明においては、250℃超えから800℃以下)のいずれの場合でも有効である。
更に、(1)式を満たす大ひずみが導入される限り、圧延方法が孔型ロール圧延であっても、あるいは平ロール圧延であっても可であり、また、1パス当たりのひずみ導入量については、通常行われている生産工場の圧延設備の能力範囲内であればよい。
【0026】
次に、上記の大ひずみを被圧延材に導入するためには、上記(1)式を満たすことが必要である理由を説明する。
本願発明により製造しようとする薄帯鋼板は、平ロールにより圧延が完了した段階の圧延ままの状態で、実質的な微細組織となるような加工硬化組織を得る必要がある。ここで、加工硬化組織とは、フェライト結晶粒界間隔THを指標とすることとし、TH≦2μmとすることが必要である。望ましくはTH≦0.6μmとすることがよい。
転位密度を十分に高くする観点から、ひずみeを、e≧2.3とする必要がある。
熱間圧延又は熱間鍛造により製造された上記スタート材(これらの直径又は対辺面間長さを、いずれもd0とし、ここでは、「スタート材の厚さ」と呼ぶ)の平均フェライト粒径は、一般に10〜20μmであることが公知である。
このスタート材に対して、上記冷間温度領域及び温間温度領域のいずれにおいても、圧延によりひずみを導入した場合、得られた鋼材の平均フェライト粒界間隔TH(μm)は、初期粒径をD0とし、被圧延材に導入されたひずみをeとすると、幾何学的に、
TH=D0exp(−e) ・・・・・・(A)
となる。
従って、(A)式と、e=ln(d0/t)とから、
TH=D0exp(t/d0) ・・・・・・(B)
但し、t :圧延により得られた上記鋼材の厚さ
d0:スタート材の厚さ
が得られる。
【0027】
本願発明においては、例えば、スタート材のd0の最大値として、d0=20mmとし、平均結晶粒径D0が、D0=20μmの場合で、薄帯鋼板の板厚tの最大値をt=2mmとすると、平均フェライト粒界間隔THは、上記(B)式により、TH=2μmとすることができる。
なお、TH≦0.6μmとすることが望ましいが、上記条件においてこれを実現するためには、上記(A)式により、e≧3.5とすればよい。
【0028】
(2)中間段階までに導入すべきひずみeについて
スタート材(前記d0)から薄帯鋼板(前記t)までにおいて、その圧延過程の中間段階における被圧延材料(本願発明における前記d1、d2又は、d3のいずれか)までに、所定量のひずみを被圧延材に導入することにより、圧延工程の全体を考えた場合に、圧延パス毎にひずみ量の変動が大きい圧延パススケジュールを回避することができる。このようなパススケジュールを設定するためには、下記(2)、(3)若しくは(4)式、又は(2’)、(3’)若しくは(4’)式:
d1≦d0×0.6 ・・・・・・(2)
d2≦d0×0.3 ・・・・・・(3)
d3≦d0×0.25 ・・・・・・(4)
d1’≦d0×0.6 ・・・・・・(5)
d2’≦d0×0.3 ・・・・・・(6)
d3’≦d0×0.25 ・・・・・(7)
の内、少なくともいずれかを満たすことが望ましい。
【0029】
(3)中間段階における被圧延材の断面形状の選択について
<1>中間段階の圧延材の断面形状を円又は四角形状(直径又は対辺面長さd1 又は d1’ )とする場合
この場合は、孔型ロール圧延の最終パスの孔型形状をスクエア又はラウンドにすることができる。また、所望の市販品コイルを購入することも可能である。特に制限する必要はない。
<2>中間段階の断面形状を断面がオーバル形状又は長方形の材料である異形断面材(短辺長さd2 又はd2’ )とする場合
この場合は、次の複数パスの平ロール圧延により、目標とする寸法の薄帯鋼板に圧延する最初のパスへ噛み込ませる工程で、噛む込み不良による材料の捻じれに起因する表面疵の発生を防止するために望ましい。
<3>中間段階の断面形状を薄帯状材(厚さd3又はd3’ )とする場合
上記<2>の後で更に1パス又は2パスの平ロール圧延をするので、被圧延材の断面形状がより一層、最終の薄帯鋼板の寸法・形状に近くなっているので、この後の複数パスの平ロール圧延のパススケジュールを弾力的に運用することができる。従って、圧延工程の運用上、望ましい。
【0030】
(4)孔型ロール圧延にオーバル+スクエアのパススケジュールを含ませることについて
このようなパススケジュールを採用することにより、できるだけ多方向から圧下方向することができる。よって、ひずみの導入をより一層正確に評価し得る有限要素法を用いた計算による塑性ひずみ(ε)の導入に効果的であり、結晶粒の微細化の必要条件を優位にすることができる。
【0031】
(5)孔型ロールへの被圧延材の噛み込み方向について
オーバル孔型ロールによる圧下方向とこれに次ぐスクエア孔型ロール又はラウンド孔型ロールによる圧下方向とは直角とすることにより、塑性ひずみ(ε)の導入に効果的である。
また、オーバル孔型ロールに断面がスクエア形状の材料を噛み込ませる場合は、直前のスクエア孔型ロールによる圧下方向に対して45°の角度となるように噛み込ませることにより、被圧延材の4角形の対辺面がオーバル孔型の湾曲面で圧下されるように圧延を行なうことができる。こうすることにより、1パス当たりの減面率が大きくても、圧延中における材料の倒れや捻転が発生せず、断面形状が良好であり、また表面性状も良好に保持することが可能となる。更に、被圧延材の中心部までひずみを導入するのに有利となり、結晶粒の微細粒化に寄与する。
【0032】
(6)孔型ロール圧延における減面率とロール周速度比との関係について
オーバル孔型ロールとスクエア孔型ロール又はラウンド孔型ロールとの圧延ライン方向のロール軸心間距離(Lで表記)が、各孔型ロールの半径(それぞれD(OV)/2、D(SQ)/2又はD(RD)/2で表記)との間に、下記(8a)又は(8b)式の関係を満たすように、
L≦{(D(OV)/2)+(D(SQ)/2)}×1.5・・・・・(8a)
L≦{(D(OV)/2)+(D(RD)/2)}×1.5・・・・・(8b)
且つ、前記各孔型ロールの外径周速度(それぞれV(OV)、V(SQ)又はV(RD)で表記)が、当該オーバル孔型ロールとスクエア孔型ロール又はラウンド孔型ロールとの二つの孔型ロールによる被圧延材の総減面率(R(OV+SQ)又はR(OV+RD)で表記)との間に、下記(9a)又は(9b)式の関係を満たすように、
V(SQ)/V(OV)=A・R(OV+SQ)+B・・・・・・・・・(9a)
V(RD)/V(OV)=A・R(OV+RD)+B ・・・・・・・・(9b)
但し、 A及びBは定数であって、
0.017≦A≦0.019
0.66≦B≦0.68
圧延することにより、被圧延材に捻転が発生せず、しかも下流側孔型ロールへの被圧延材の噛み込み充満度が適正となり、表面疵発生の防止及び断面形状の制御が良好となる。
【0033】
(7)薄帯鋼板の焼鈍について
スタート材から薄帯鋼板までの圧延過程における大ひずみの導入により、圧延のままの状態で強度として降伏強さが1.0GPa以上と高水準にあることは勿論であるが、絞りRAも20%以上が保持されている。従って、用途によっては、焼鈍無しでも使用することが可能である。しかしながら、一層の強度と延性バランスを必要とする場合には、本願発明の製造方法により得られる薄帯鋼板の焼鈍条件としては、焼鈍温度を400〜700℃の範囲内において、機械的性質を制御することができる。
【0034】
(8)平均フェライト粒界間隔THが2μm以下について
薄帯鋼板の組織において、THの微細化により強度を向上させることができる。これが2μm以下であることが、強度と延性バランスから望ましい。更に望ましくは0.6μm以下であることがよい。更には、薄帯鋼板の板厚方向の方位差角が5度以上の平均フェライト結晶粒間隔THが0.6μm以下であれば、一層望ましい。
【0035】
本発明の範囲内にある実施例について述べる。帯鋼および鋼板を薄帯鋼板と表現する場合がある。
【実施例1】
【0036】
表1示す化学成分組成を有し、線径d0が6.0mmφの市販の熱間圧延鋼線材コイルをスタート材料として用いた。この6.0mmφ熱間圧延鋼線材のC方向断面の平均結晶粒径は10μmであった。
【0037】
【表1】

【0038】
上記6.0mmφの熱間圧延鋼線材のコイルを所定の温度範囲内において、多方向からの多パスによる温間孔型ロール圧延により、2.8mmφの温間孔型圧延による鋼細線材のコイルに調製し、これを更に、パス間で適宜焼鈍処理を施した多パスの平ロール冷間圧延により、板厚0.16mmで板幅20mmの薄帯鋼板のコイルに加工した。以下、上記温間孔型ロール圧延方法及び平ロール冷間圧延方法について述べる。
【0039】
〔温間孔型ロール圧延方法〕
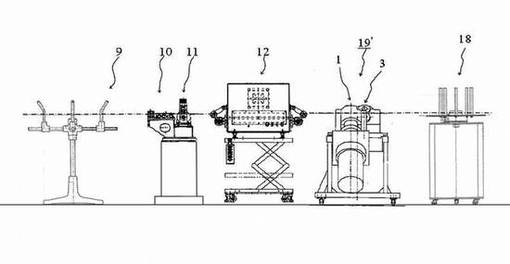
温間孔型ロール圧延装置として、図1に示す側面の概略外観を示す試験用の温間孔型ロール圧延装置を用いた。同図中、符号19’が2機の孔型ロール圧延機が直列に近接して配設された圧延基(以下、本願明細書においては「2機近接圧延基」と称し、この内、圧延ライン上流側の圧延機を「第1圧延機」と称し、下流側の圧延機を「第2圧延機」と称する)であり、符号9が鋼線材のコイル供給装置、符号18が鋼線材のコイル巻取装置である。
【0040】
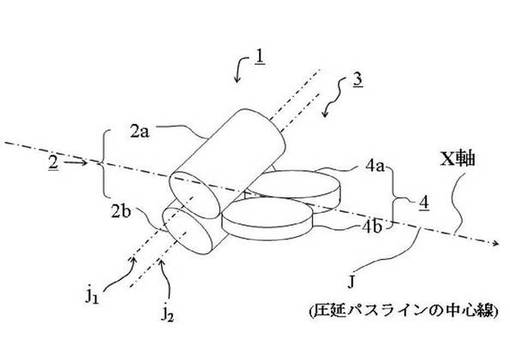
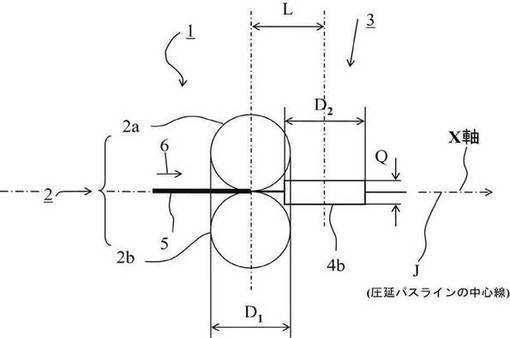
図2は、この2機近接圧延基(19’)を構成する第1圧延機(1)の孔型ロール対(2)と、第2圧延機(3)の孔型ロール対(4)との相対的配設関係を示す概略斜視図であり、図3は、図2の第1圧延機(1)の孔型ロール(2a)及び(2b)のそれぞれの軸心(j1)及び(j2)が鉛直方向に投影された場合に、両軸心が上下で重なるように、2機近接圧延基を仮想的に起こした姿勢の状態で、軸心j1、j2に対して直角面から見た側面図である。
上記温間孔型ロール圧延装置を用い、下記の第1から第3工程の温間孔型ロール圧延を行なった。
【0041】
<1>まず第1工程として、2機近接圧延基の第1圧延機の孔型形状を適切なオーバルとし、第2圧延機の孔型形状を適切なスクエアとして、上記スタート材料の線径が6.0mmφ熱間圧延鋼線材コイルを温間孔型ロール圧延してコイル状の鋼線材とした。第1工程における材料の減面率は46.2%であった。
【0042】
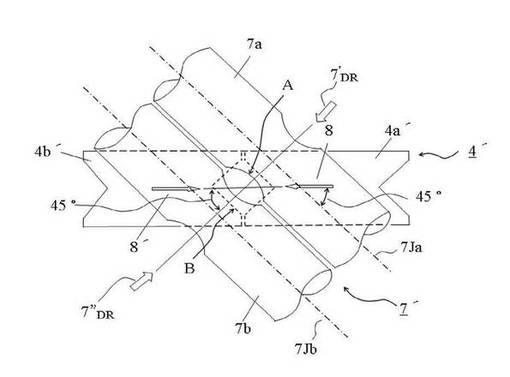
<2>次に、第2工程として、第1工程で得られたコイル状の鋼線材を、第1圧延機の孔型形状を適切なオーバルに、そして第2圧延機の孔型形状を適切なスクエアに組み替えた後、温間孔型ロール圧延をしてコイル状の鋼線材とした。その際、第1圧延機のオーバル孔型ロールに噛み込ませる鋼線材の横断面形状は4角形状となっているが、図4に示すように、第1圧延機のオーバル形状(A)の孔型ロールの湾曲面に対して鋼線材の横断面の4角形状(B)の対辺面が噛み込まれるようにした。こうすることにより、材料内部へ大きな塑性ひずみが均一化されて入るようになるので、フェライト結晶粒の微細化に効果的である。次の第3工程においても同じである。第2工程における材料の減面率は38.0%であった。
【0043】
<3>そして、第3工程として、第2工程で得られたコイル状の鋼線材を、更に、第1圧延機の孔型形状を適切なオーバルに、そして第2圧延機の孔型形状を適切なラウンドに組み替えた後、温間孔型ロール圧延をして線径が2.8mmφのコイル状の温間孔型ロール圧延による鋼細線材に調製した。
この際も、第1圧延機に噛み込ませるときには、第2工程におけると同様、図4に示すように、第1圧延機のオーバル形状(A)の孔型ロールの湾曲面に対して鋼線材の横断面の4角形状(B)の対辺面が噛み込まれるようにした。また、第3工程における材料の減面率は35.1%であった。なお、第1工程から第3工程までの材料の総減面率は78.2%となる。
【0044】
表2に、第1工程から第3工程までにおける温間孔型ロール圧延条件の内、各工程における第1及び第2圧延機のロール孔型の形状・寸法を示す。同表中、B=オーバル孔型の長辺長さ、H=オーバル孔型の短辺の最大長さ(最大短軸長さ)、C=スクエア孔型の対辺間長さ、Z=ラウンド孔型の直径である。なお、孔型ロールの径(D)は全て100mm、孔型ロールの幅(Q)は全て40mmであり、そして第1圧延機と第2圧延機との圧延ライン方向のロール軸心間距離(L)は全て110mmである(D、Q、Lについては図3を参照)。
【0045】
【表2】
【0046】
実施例1におけるこの温間孔型ロール圧延の第1工程から第3工程のいずれにおいても、被圧延材は第1圧延機ではオーバル孔型に噛み込まれる。第1工程の第1圧延機に噛み込まれる材料の直径が本願発明におけるスタート材の鋼細線材の線径d0に相当する。
第1工程では、第1圧延機のオーバル孔型に噛み込まれる材料は、断面が円で、d0=6.0mm、
第2工程では、第1圧延機のオーバル孔型に噛み込まれる材料は、断面が4角形であり、C=3.9mm、
第3工程では、第1圧延機のオーバル孔型に噛み込まれる材料は、断面が4角形であり、C=3.1mm
である。そして、第1から第3各工程のオーバル孔型の最大短軸長さ(H)は順に、2.5mm、2.0mm、2.1mmであるから、両者の比の値は、次の通りとなる。
第1工程では、H/d0=2.5/6.0=0.42、
第2工程では、H/C=2.0/3.9=0.51、
第3工程では、H/C=2.1/3.1=0.68
これらはいずれも0.70以下となっている。このように、上記比の値が0.70以下である孔型ロール圧延を行なうと、相対的に小さな減面率であって、少ないパス数で、大きなひずみが被圧延材に導入され、フェライト結晶粒の微細化に効果的である。
【0047】
また、第1から第3工程のいずれにおいても、第1圧延機と第2圧延機との圧延ライン方向の孔型ロール軸心間距離(L)が近接しており、この孔型ロール軸心間距離(L)が、第1と第2圧延機の孔型ロール半径の和(D1+D2)よりも小さく(いずれの工程でも、L=110mm、D1+D2=100+100=200mmである)、前記(8a)又は(8b)式を満たしているので、各工程における減面率が大きくても、圧延中における材料の倒れや捻転が発生せず、断面形状が良好であり、また表面性状も良好であった。そして、鋼細線材の中心部までフェライト結晶粒の微細粒化に効果的である。
更に、第1から第3の各工程における二つの孔型ロールによる被圧延材の総減面率(R)は、順に46.2%、38.0%、35.1%であり、そして、第1圧延機の孔型ロールの外径周速度(V(1))に対する第2圧延機の孔型ロールの外径周速度(V(2))の比を、
第1工程ではV(2)/V(1)=1.50、
第2工程ではV(2)/V(1)=1.30、
第3工程ではV(2)/V(1)=1.28
とした。
【0048】
よって、上記各総減面率Rと孔型ロールの外径周速度比V(2)/V(1)との関係は、前記(9a)式及び(9b)式に相当する下記の式を満たしているので、被圧延材に捻転が発生せず、しかも各第2圧延機の孔型ロールの孔型に対する被圧延材の充満度が良好であった。
V(2)/V(1)=A・R(2+1)+B
但し、 A及びBは定数であって、
0.017≦A≦0.019
0.66≦B≦0.68
【0049】
以上において、実施例1における温間孔型ロール圧延は、第1工程から第3工程のいずれにおいても、圧延開始から終了まで、被圧延材の温度は460〜540℃の間で行なった。そして圧延終了後、大気放冷した。
以上の温間孔型ロール圧延により得られた線径が2.8mmφの鋼細線材コイルからサンプリングして、引張試験及びフェライトのミクロ組織を観察した。その結果、引張強さが710MPa、絞り75.5%であり、フェライト組織は等軸結晶粒であり、平均結晶粒径は1μmであった。
上記試験条件及び試験結果を、表3及び表4にまとめた。
上記において、スタート材の直径(d0)が、d0=6.0mmであり、孔型ロール圧延で得られた鋼細線状の材料の直径(d1)が、d1=2.8mmであるから、
d1/d0=0.47≦0.6
となり、本発明の要件の内、(5)式を満たしている。
【0050】
【表3】
【0051】
【表4】
【0052】
〔冷間平ロール複数パス圧延方法〕
次に、上記で得られた線径2.8mmφの温間孔型ロール圧延仕上がりのコイル状に巻かれた鋼細線を、冷間平ロール圧延により板厚が0.16mmの薄帯鋼板を調製した。冷間平ロール圧延方法は次の通りである。
上記2.8mmφの温間孔型ロール圧延の鋼細線を、次の(1)から(4)の冷間圧延工程で0.16mm厚×20mm幅にした。
(1)コイル状の2.8mmφの温間圧延鋼線材を冷間クロス圧延により、複数パスを行なうことにより、1.2mm厚×10mm幅のコイルにした。
(2)これを450℃×30分の窒素ガス雰囲気にて軟化加熱処理して炉中空冷し、冷間圧延を複数パス行なうことにより、0.43mm厚のコイルとした。
(3)これを450℃×30分の窒素ガス雰囲気にて軟化加熱処理して炉中空冷し、冷間クロス圧延により、複数パスを行なうことにより、0.215mm厚×20mm幅の薄帯鋼板コイルとした。
(4)次に、コイルサイド部をスリットした後、冷間圧延を複数パスを行なうことにより0.16mm厚の薄帯鋼板のコイルに仕上げた。
【0053】
上記において、温間孔型ロール圧延でのスタート材の直径(d0)が、d0=6.0mmであり、上記(4)の工程で得られた薄帯鋼板の厚さ(t)が、t=0.16mmであるから、
ln(d0/t)=3.6≧2.4
となるので、本発明の要件の内、式(1)を満たしている。
【0054】
得られた0.16mm厚の薄帯鋼板のコイルから引張試験用の供試材を採取し、引張試験片を調製して引張試験をした。絞り及び破断強さは、破断時の幅の減少は無視し、厚さの減少のみを測定して算出した。
表5に、引張試験の結果及び板厚方向の平均フェライト粒界間隔THを示す。
【0055】
【表5】
【0056】
上記試験結果より、実施例1で得られた薄帯鋼板は、引張強さが0.8GPa、降伏強さが0.75GPaで、破断強さが1.7GPaであり、破断強さ/引張強さが2.1と高く、また、絞りが52.8%と優れており、高強度で延性に優れた薄帯鋼板となっていることがわかる。
【実施例2】
【0057】
表6に示す化学成分組成(SUS430系)を有し、線径が6.0mmφの市販の鋼線材のコイルをスタート材料として用いた。この6.0mmφ鋼線材のC方向断面の平均結晶粒径は10μmであった。
【0058】
【表6】
【0059】
上記6.0mmφの鋼線材のコイルを、下記の第1工程から第3工程における合計5パスの冷間における孔型ロール圧延と、第4工程における1パスの冷間における平ロール圧延とにより、厚さ1.1mm×幅6.9mmの薄帯状の材料(コイル)調製した。次いでこれを冷間における複数工程からなる複数パスの平ロール圧延により、板厚0.16mm×幅10.0mmのコイル状の薄帯鋼板とした。
【0060】
<冷間孔型ロール圧延+冷間1パスの平ロール圧延>
使用した装置は、実施例1で使用した温間孔型ロール圧延で使用した装置であるが、圧延温度条件を常温から200℃以下の冷間圧延温度範囲に設定したことが異なっているが、第1及び第2工程で用いた孔型ロールは実施例1で使用したものと実質的に同一のものを用い、第3及び第4工程では、実施例1とは異なるロールを用いたパススケジュールで行なった。但し、第1及び第2工程における被圧延材の減面率(R)と前後ロールの回転周速度(V(OV)、V(SQ))との関係についての設定条件は、下記の前記(9a)式を満たすように設定した。
V(SQ)/V(OV)=A・R(OV+SQ)+B・・・・・・・・・(9a)
但し、 A及びBは定数であって、
0.017≦A≦0.019
0.66≦B≦0.68
第1工程及び第2工程はいずれも、オーバル孔型に次ぐスクエア孔型による2パス圧延であって、第1圧延機と第2圧延機による圧下方向とは直角とした。
第3工程は、第1圧延機のみを用い、オーバル孔型を用いた。第2工程及び第3工程においては、第1圧延機のオーバル孔型に噛み込ませる被圧延材の方向として、被圧延材断面の4角形の対辺面がオーバル孔型の湾曲面で圧下するようにし、且つ当該圧下方向が直前のパスで被圧延材が受けた圧下方向に対して、45°の角度となるように圧延を行なった(図1〜4を参照)。
第4工程でも第1圧延機のみを用い、これを平ロールに組み替えて、1パスの冷間平ロール圧延を行なって、厚さ1.1mm、板幅6.9mmの薄帯状の材料とし、コイル状に巻き取った。
上記第1工程から第4工程の各工程の終了時における被圧延材の断面寸法は、次の通りであった。
第1工程終了後:対辺面間長さが4.0mm×4.0mmの4角形状
第2工程終了後:対辺面間長さが3.5mm×3.1mmの4角形状
第3工程終了後:短辺が2.5mm×長辺が4.7mmのオーバル形状
第4工程終了後:厚さが1.1mm×幅が6.9mmの薄帯状の材料
【0061】
上記において、スタート材の直径(d0)が、d0=6.0mmであり、第4工程で得られた薄帯状の材料の厚さ(d3)が、d3=1.1mmであるから、
d3/d0=0.18≦0.25
となるので、本発明の要件の内、式(4)を満たしている。
【0062】
<冷間での複数パスによる平ロール圧延>
次に、1スタンドの4段圧延機を用い、ロール径が120mmでロール幅が270mmのワークロールにより、1工程1パスの冷間平ロール圧延を7工程で合計7パス行ない、合計7パスの圧延を行なうことにより、上記板厚1.1mm×幅6.9mmのコイル状の薄帯状の材料から、板厚0.16mm×板幅10.0mmの薄帯鋼板のコイルを得た。上記7パスの冷間平ロール圧延による被圧延材の厚さの減少経過は次の通りである(単位は全てmm)。
厚さ1.1mm→0.7→0.4→0.3→0.25→0.2→0.18
→厚さ0.16mmで幅10.0の薄帯鋼板
圧延温度は、スタート材料から薄帯鋼板までの全行程を通じて、200℃未満であった。
【0063】
上記において、冷間における孔型ロール圧延でのスタート材の直径(d0)が、d0=6.0mmであり、冷間での複数パスによる平ロール圧延で得られた薄帯鋼板の厚さ(t)が、t=0.16mmであるから、
ln(d0/t)=3.6≧2.4
となるので、本発明の要件の内、式(1)を満たしている。
【0064】
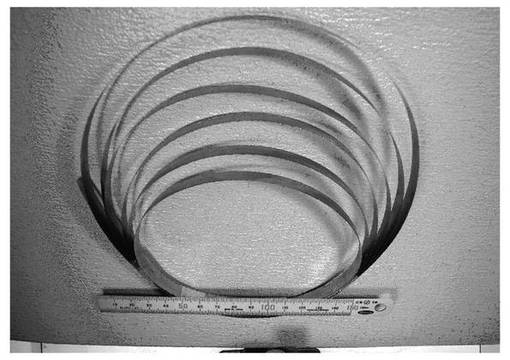
図5に、得られたコイル状の薄帯鋼板の外観写真を示す。コイルの表面性状は良好である。
【0065】
上記の板厚0.16mm×幅10.0仕上がりのコイル材から冷間圧延のまま用の試験材(焼鈍前の試験材)、及び下記の焼鈍用試験材を採取した。
実施例2(下記の4例)
冷間圧延のまま(焼鈍前)
450℃×40分の焼鈍材
550℃×40分の焼鈍材
650℃×40分の焼鈍材
比較例2
750℃×40分の焼鈍材
【0066】
各試験材について、引張試験及びビッカース硬さ試験を行なった。また、SEMによるミクロ組織観察を行なった。なお、ビッカース硬さ試験は、厚さ1.1mmから0.18mmの圧延中間段階の各材料についても行なった。
表7に、上記試験結果を示す
【0067】
【表7】
【0068】
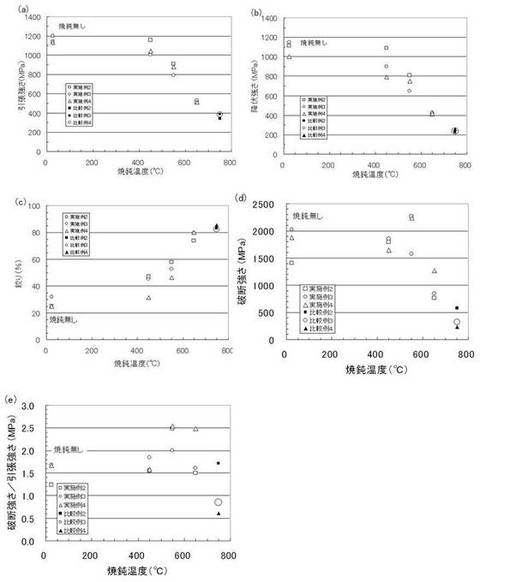
図6(a)〜(e)に、焼鈍温度と各種機械的性質との関係を示す。
冷間圧延のままの0.16mm材に対し、試験片形状が幅5mm×ゲージ長40mmの引張試験片を作製し、引張試験を行なったところ、弾性変形のみで、塑性変形を伴わず、破壊する。引張強さとしては1.2GPaあったものの、延性がなかった。
【0069】
本材料に対し、550℃で40分にした場合、引張強さは0.9GPa(降伏強さは0.8GPa)に低下した。更に、焼鈍温度を650℃で40分とすると、引張強さは0.5GPaまで低下した。さらに、焼鈍温度を750℃とした場合、引張強さは0.35GPaとなってしまう(比較例2)。
焼鈍温度を変えることによって、引張強さTSを0.5〜1.2GPaの範囲で制御できる。
このとき、降伏強さYSは0.4〜1.1GPaとなり、破断強さFSと引張強さTSとの比FS/TSの値は、1.2を超えており、延性にも優れている。
【0070】
実施例2では、450℃、550℃×40分の焼鈍では組織は伸長しており、フェライト粒界間隔THは、TH<1μmである。これに対して650℃×40分の焼鈍の場合、等軸状でそのTHは1.6μmである。比較例2の750℃×40分の焼鈍では組織は等軸状でそのTHは6μmと大きくなっている。
【0071】
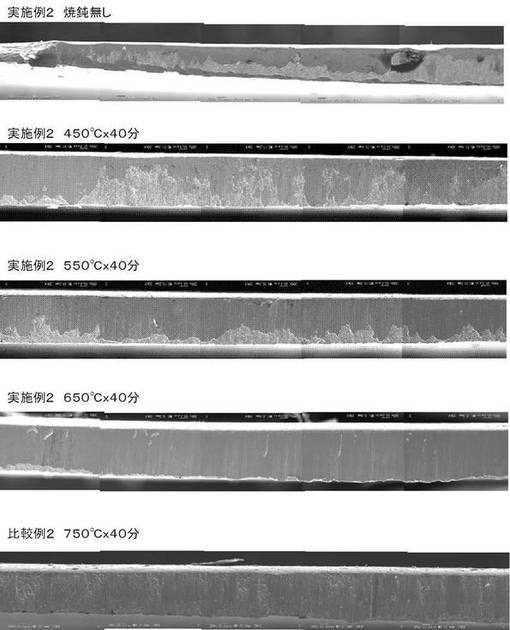
ギロチンせん断試験を、板厚0.16mm仕上がりの薄帯鋼板に対して、
<1>冷間圧延のまま材、<2>450℃×40分、<3>550℃×40分、<4>650℃×40分、及び<5>比較例2である750℃×40分の各焼鈍材について行なった。ギロチンせん断試験条件は、0.16mm厚×10mm幅×約1m長さの試験片を調製してギロチンせん断加工試験を行なった。その際、固定刃と移動刃とのクリアランスはほぼ0で行なった。
図7に、せん断加工面の外観写真を示す。
せん断面の総合評価を良好(○)、やや良好(△)、やや不良(×)に分類する。
<1>焼鈍なし(冷間圧延のまま)材では、せん断面比率が不均等であり、30%程度を主体として25〜70%程度の分布となっている(×)。
<2>450℃×40分焼鈍材では30%程度〜80%程度の分布となっている(×)。
<3>550℃×40分焼鈍材では、70%程度から90%程度の間の比較的安定した分布となっている(△)。
<4>650℃×40分焼鈍材では、せん断面比率は95%以上となっており、良好な結果となっている(○)。
<5>比較例2の750℃×40分焼鈍材においても、せん断面比率は95%以上となっており、良好な結果となっている(○)。
以上の結果より、焼鈍を行なうことが望ましく、450〜700℃が適切な条件であることがわかる。
このように、実施例2の製造方法で得られた本願発明の薄帯鋼板は、フェライト粒界間隔THが微細化され、高強度を有すると同時に、延性にも優れたものであることがわかる。
【実施例3】
【0072】
スタート材料として、実施例2で用いたものと同一のコイルから一部を分割して用いた。即ち、表6に示した化学成分組成(SUS430系)を有し、線径が6.0mmφの市販の熱間圧延鋼線材のコイルをスタート材料として用いた。この6.0mmφ熱間圧延鋼線材のC方向断面の平均結晶粒径は10μmであった。
上記6.0mmφの熱間圧延鋼線材のコイルを用いて、温間における孔型ロール圧延及び平ロールも用いた圧延をした。この実施例3における温間における孔型ロール及び平ロール圧延方法は、圧延温度を400〜600℃の範囲内に設定したこと以外は、全て実施例2と同じである。即ち、使用した孔型ロール圧延装置、第1工程から第3工程までの計5パスの孔型ロール形状、パススケジュール、及び第4工程での1パスの平ロール諸元、並びに、第1工程から第4工程における被圧延材の圧下方向、及び被圧延材の孔型ロールへの噛み込み方向を実施例2と同一とし、更に、第1及び第2工程における孔型ロール圧延による被圧延材の減面率と前後ロールの回転周速度比との関係についての設定条件(前記(9a)式参照)も、実施例2での設定条件に準じて行なった(図1〜4を参照)。
上記第1工程から第4工程の各工程の終了時における被圧延材の断面寸法は、次の通りであった。
第1工程終了後:対辺面間長さが4.1mm×4.0mmの4角形状
第2工程終了後:対辺面間長さが3.4mm×3.3mmの4角形状
第3工程終了後:短辺が2.4mm×長辺が4.5mmのオーバル形状
第4工程終了後:厚さが1.0mm×幅が7.2mmの薄板形状
こうして、厚さ1.0mm×幅7.2mmのコイル状の薄帯状の材料に調製した。
【0073】
上記において、スタート材の直径(d0)が、d0=6.0mmであり、第4工程で得られた薄帯状の材料の厚さ(d3’)が、d3=1.0mmであるから、
d3’/d0=0.17≦0.25
となるので、本発明の要件の内、式(4’)を満たしている。
次いでこれを冷間における複数工程からなる複数パスの冷間平ロール圧延により、板厚0.18mm×幅13.1mmのコイル状の薄帯鋼板とした。この複数パスの平ロール圧延も、実施例2におけると同じ装置を用い、同じ圧延条件で行なった。
【0074】
上記において、温間における孔型ロール圧延でのスタート材の直径(d0)が、d0=6.0mmであり、冷間での複数パスによる平ロール圧延で得られた薄帯鋼板の厚さ(t)が、t=0.18mmであるから、
ln(d0/t)=3.5≧2.3
となるので、本発明の要件の内、式(1)を満たしている。
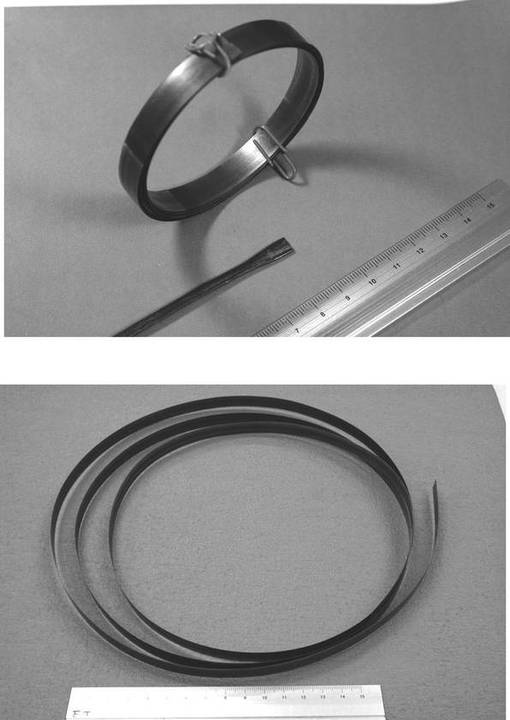
図8に、得られたコイルの外観写真を示す。コイルの表面及びエッジの性状は良好である。
【0075】
上記の板厚0.18mm×板幅13.1mm仕上がりのコイル材の薄帯鋼板からサンプリングして、実施例2におけると同じように焼鈍試験を行ない、焼鈍前の試験材(冷間圧延ままの試験材)及び下記条件の焼鈍をした試験材を調製した。
【0076】
実施例3(下記の4例)
冷間圧延のまま(焼鈍前)
450℃×40分の焼鈍材
550℃×40分の焼鈍材
650℃×40分の焼鈍材
比較例3
750℃×40分の焼鈍材
各試験材について、引張試験及びビッカース硬さ試験を行なった。また、SEMによるミクロ組織観察を行なった。
表8に、上記試験結果を示す。
【0077】
【表8】
【0078】
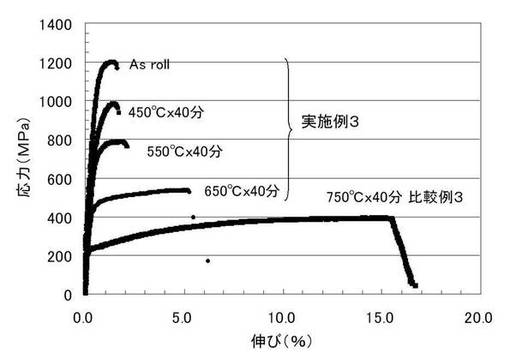
また、前記の図6(a)〜(e)に、焼鈍温度と各種機械的性質との関係を併示し、図9に、応力−伸び曲線を示す。
冷間圧延のままの0.16mm材に対し、実施例2及び比較例2と同じ試験片形状で、引張試験をおこなったところ、引張強さとしては1.2GPaあったものの、全のびは2%以下であった。
本材料に対し、450℃で40分焼鈍を行ったところ、引張強さが1.0GPaに低下した。焼鈍によって、内部の転位密度を低下させたと示唆される。
焼鈍温度を550℃で40分にした場合、引張強さは0.8GPaに低下する。全伸びは2%を超えた。更に、焼鈍温度を650℃で40分とすると、引張強さ0.5GPaまで低下する。さらに、伸びは6.2%と大きくなる。実施例2と同様に、焼鈍温度を変えることによって、引張強さを0.5〜1.2GPaの範囲で制御できる。一方、焼鈍温度を750℃とした場合、全のびは16%まで増加するものの、引張強さは0.4GPaとなってしまう(比較例3)。
このとき、降伏強さYSは0.4GPa〜0.9GPaとなり、破断強さFSと引張強さTSとの比FS/TSの値は、1.2を超えており、延性にも優れている。
【0079】
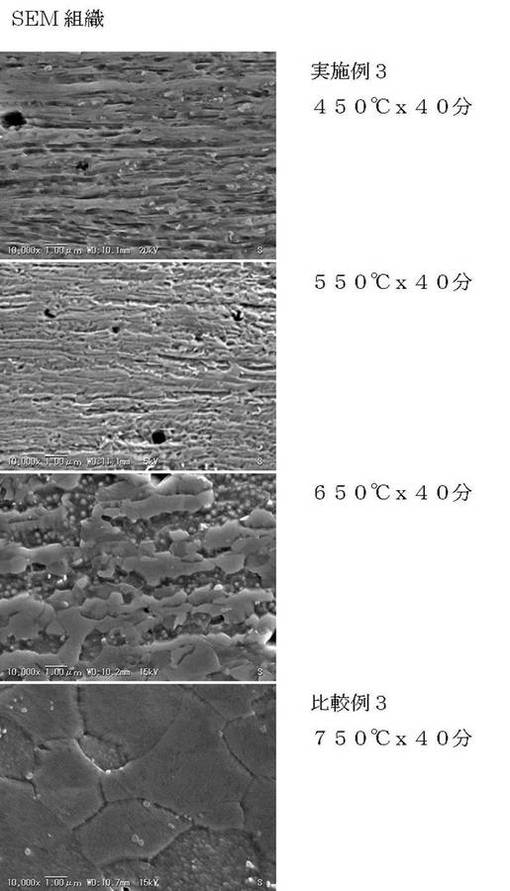
図10に、各材料のSEM観察による金属組織を示す。
450℃、550℃の焼鈍では組織は伸長しており、フェライト粒界間隔THは0.4−0.5μmである。これに対して650℃×40分の焼鈍の場合、等軸状でその粒径は1.5μmである。
【0080】
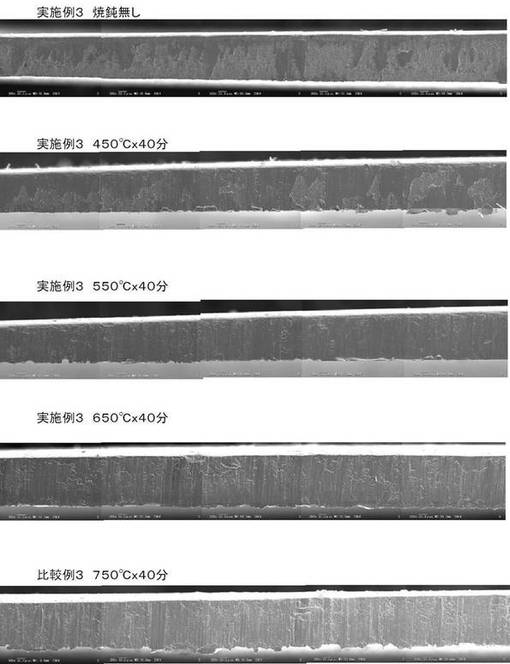
ギロチンせん断加工試験を、各材料につき実施例2と同じ条件で行なった。
図11に、せん断加工面の外観写真を示す。
せん断面の総合評価を良好(○)、やや良好(△)、やや不良(×)に分類すると、
<1>冷間圧延のまま材では、やや不良(×)
<2>450℃×40分の焼鈍材では、やや良好(△)
<3>550℃×40分の焼鈍材では、ほぼ全面がせん断面であり、良好(○)
<4>650℃及び750℃×40分焼鈍材では、ほぼ全面がせん断面であり、良好(○)
<5>比較例4である750℃×40分の焼鈍材では、良好(○)
である。
【0081】
以上の結果を総合すると、冷間において平ロール圧延により得られた薄帯鋼板に対しては焼鈍を行なうことが望ましく、450〜700℃が適切な条件であることがわかる。
このように、実施例3の製造方法で得られた本願発明の薄帯鋼板は、フェライト粒界間隔THが微細化され、高強度を有すると同時に、延性にも優れたものであることがわかる。
【実施例4】
【0082】
表6に示した化学成分組成(SUS430系)を有する実施例2及び3で用いた同じコイルから一部を分割してこれをスタート材料として用いた。これは、線径が6.0mmφの市販の熱間圧延鋼線材のコイルであり、そのC方向断面の平均結晶粒径は10μmである。
試験装置として、実施例2及び実施例3の後半における冷間における平ロール圧延で使用した、1スタンドの4段圧延機装置で、ロール径が120mmでロール幅が270mmのワークロールを用いた。上記6.0mmφのスタート材料に対して、1工程当たり1パスの冷間における平ロール圧延を7工程で合計7パスの平ロール圧延を行ない、板厚0.19mm×幅12.4mmのコイル状の薄帯鋼板鋼板材を得た。
この7パスによる板厚の減少経過は次の通りである(単位は全てmm)。
スタート材6.0mmφ→3.11→1.66→1.18→0.76
→0.50→0.26→厚さ0.19×幅12.4mm
【0083】
上記において、冷間における平ロール圧延でのスタート材の直径(d0)が、d0=6.0mmであり、冷間での7パスによる平ロール圧延で得られた薄帯鋼板の厚さ(t)が、t=0.19mmであるから、
ln(d0/t)=3.6≧2.3
となるので、本発明の要件の内、式(1)を満たしている。
図12に、得られたコイルの外観写真を示す。コイルの表面性状は良好である。
上記の板厚0.19mm×板幅12.4mm仕上がりのコイル材の薄帯鋼板からサンプリングして、実施例2におけると同じように焼鈍試験を行ない、焼鈍前の試験材(冷間圧延ままの試験材)及び下記条件の焼鈍をした試験材を採取した。
実施例4(下記の4例)
冷間圧延のまま(焼鈍前)
450℃×40分の焼鈍材
550℃×40分の焼鈍材
650℃×40分の焼鈍材
比較例4
750℃×40分の焼鈍材
各試験材について、引張試験及びビッカース硬さ試験を行なった。また、SEMによるミクロ組織観察を行なった。なお、ビッカース硬さ試験は、厚さ3.11mmから0.26mmの圧延中間段階の各材料についても行なった。
表9に、上記試験結果を示す。
【0084】
【表9】
【0085】
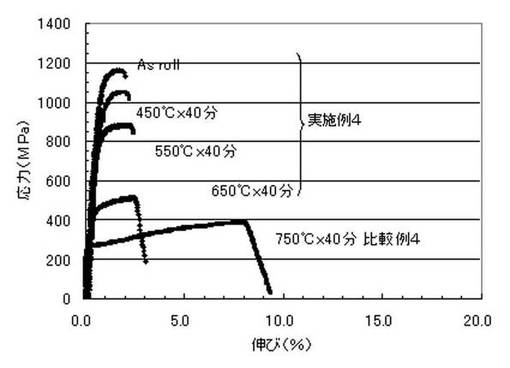
図13に、応力−ひずみ曲線を示し、
表9に、上記試験結果を示す。
また、前記の図6(a)〜(e)に、焼鈍温度と各種機械的性質との関係を併示した。
【0086】
冷間圧延のままの0.19mm材に対し、実施例2、3及び比較例2、3と同じ試験片形状である、幅5mm×ゲージ長50mmの引張試験片を作製し、焼鈍無しで引張試験をおこなったところ、引張強さとしては1.1GPaあったものの、全のびで2%であった。
本材料に対し、450℃で40分焼鈍を行なったところ、引張強さがわずか低下に低下した。焼鈍温度を550℃、40分にした場合、引張強さは0.9GPa(降伏点は0.8GPa)に低下する。全のびは2.4%程度となった。更に、焼鈍温度を650℃、40分とすると、引張強さは0.5GPaまで低下する。さらに、全伸びは3%と大きくなる。焼鈍温度を変えることによって、引張強さを0.5GPa〜1.2GPaの範囲で制御できる。一方、焼鈍温度を750℃とした場合、全のびは9%まで増加するものの、引張強さは0.4GPaとなってしまう(比較例4)。
【0087】
このとき、降伏強さYSは0.4GPa〜1.0GPaとなり、破断強さFSと引張強さTSとの比FS/TSの値は、1.6以上となり、延性にも優れている。
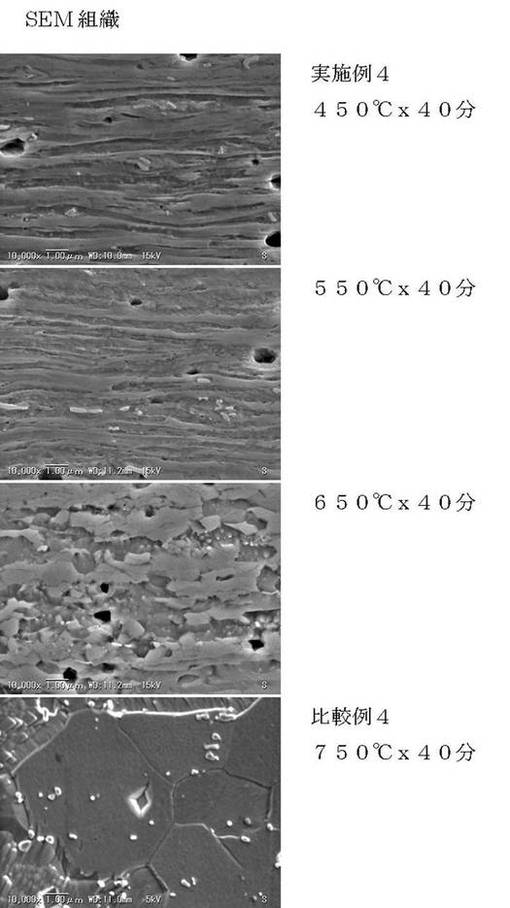
図14に、各材料のSEM観察による金属組織を示す。
450℃、550℃の焼鈍では組織は伸長しており、フェライト粒界間隔THは0.4−0.5μmである。これに対して650℃×40分の焼鈍の場合、等軸状でそのTHは1.2μmである。
【0088】
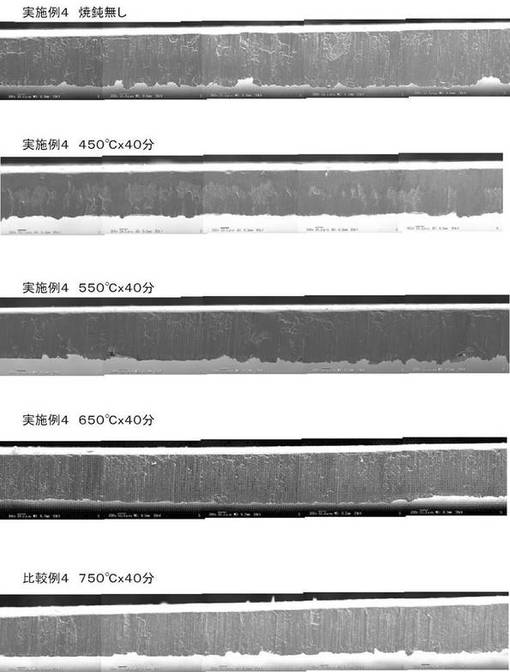
ギロチンせん断加工試験を、各材料につき実施例2及び3と同じ条件で行なった。
図15に、せん断加工面の外観写真を示す。
せん断面の総合評価を良好(○)、やや良好(△)、やや不良(×)に分類すると、
<1>冷間圧延のまま材では、やや不良(×)
<2>450℃×40分の焼鈍材では、やや良好(△)
<3>550℃×40分の焼鈍材では、ほぼ全面がせん断面であり、良好(○)
<4>650℃及び750℃×40分焼鈍材では、良好(○)
<5>比較例4である750℃×40分の焼鈍材においても、せん断面は良好(○)である。
このように、実施例4の製造方法で得られた本願発明の薄帯鋼板は、フェライト粒界間隔THが微細化され、高強度を有すると同時に、延性にも優れたものであることがわかる。
【0089】
以上の結果を総合すると、冷間において平ロール圧延により得られた薄帯鋼板に対しては焼鈍を行なうことが望ましく、焼鈍温度を450〜700℃の範囲内に規定することにより、TS≧0.5GPa、YS≧0.4GPa、RA≧40%、FS≧0.7GPaの全てを確保することができ、しかも延性も備えた薄帯鋼板を得ることができることがわかる。
【産業上の利用可能性】
【0090】
従来開示されていない製造フローにより、製造コストの低減、、スリット工程の省略、スタート材から製品までの歩留まり向上、薄帯鋼板から製品までの歩留まり向上、小規模な設備による製造の可能性、少量で多品種の製品から大量で特定の品種の製造までに利用し得るものである。
【図面の簡単な説明】
【0091】
【図1】実施例及び比較例で用いた温間孔型ロール圧延装置の側面の概略外観図である。
【図2】実施例及び比較例で用いた温間孔型ロール圧延装置の2機近接圧延基を構成する第1圧延機の孔型ロール対と、第2圧延機の孔型ロール対との相対的配設関係を示す概略斜視図である。
【図3】図2の第1圧延機の孔型ロールの軸心が鉛直方向に投影された場合に、両軸心が上下で重なるように仮想的に起こした姿勢の状態で、軸心に対して直角面から見た側面図である。
【図4】第1圧延機のオーバル形状)の孔型ロールの湾曲面に対して被圧延材の横断面が4角形状の対辺面が噛み込まれるようにすることの説明図である。
【図5】実施例2、比較例のコイル外観写真を示す図である。
【図6】実施例2〜4、比較例2〜4の焼鈍温度と各種機械的性質との関係を示す図である。
【図7】実施例2、比較例2のせん断面外観写真を示す図である。
【図8】実施例3、比較例3のコイルの外観写真を示す図である。
【図9】実施例3、比較例3の応力−伸び曲線を示すグラフである。
【図10】実施例3、比較例3のSEM観察による金属組織を示す図である。
【図11】実施例3、比較例3のせん断面外観写真を示す図である。
【図12】実施例4、比較例4のコイルの外観写真を示す図である。
【図13】実施例4、比較例4の応力−ひずみ曲線を示すグラフである。
【図14】実施例4、比較例4のSEM観察による金属組織を示す図である。
【図15】実施例4、比較例4のせん断面外観写真を示す図である。
【符号の説明】
【0092】
1 2機近接圧延基(19’)の中の第1圧延機
2 第1圧延機の孔型ロール対
3 第2圧延機
4 第2圧延機の孔型ロール対
4’スクエア孔型Bを備えた第2圧延機
5 被圧延鋼線材
6 圧延パスライン方向
7a 7b圧延パスライン下手側2機近接圧延基に含まれる第1圧延機の孔型(オーバル孔型)ロール
8,8’ 圧延機4’により被圧延材に対して加える圧下方向
9 鋼線材供給装置
10 ピンチロール
11 ストレートナー
12 加熱装置
18 コイル巻取装置
19’2機近接圧延基
【技術分野】
【0001】
本発明は自動車、家電製品及び電気・電子機器等の中の構成精密部品に使用される高強度且つ延性に優れた帯鋼又は鋼板の製造方法に関するものである。
【背景技術】
【0002】
近年、自動車の燃費向上や、家電製品及びICリードフレーム等に見られる電気・電子機器の中でも、精密構成部品を造るのに供される金属材料の狭幅薄板の中に、板幅は20〜30mm程度乃至それ以下で十分であり、板厚が1mm以下、好ましくは0.2mm程度以下がよい「狭幅の薄帯金属板」が求められている。この狭幅の薄帯金属板の用途は種々あるが、例えば時計やカメラ等の超小型モーター、針、軸あるいは歯車や、燃料噴射装置のオリフィスプレート等が挙げられる。この狭幅薄帯金属板を材料としてこのような用途に加工する方法の主なものは、切削加工、せん断加工、レーザー加工、プレス加工等がある。
【0003】
このような材料としての狭幅薄帯金属板が具備すべき特性としては、用途及び加工方法により差があるものの、共通して重要な事項は、適切な強度を有し、且つ延性に優れていることである。一方、狭幅薄帯金属板を製造する観点からも重要な事項は種々あるが、基本的には用途及び加工方法に適した材料を、省資源・省エネルギーの上に、工業的に製造コストをできるだけ上げないように、望ましくは下げることも可能な製造方法で、材料使用者側の要請を満たすことが望まれる。
【0004】
従来、狭幅の薄帯金属板の製造方法は、先ずスタートの素材として金属材料の種類を選定し、比較的安価に量産可能な設備及び製造方法で製造される帯状の金属素材(鋼の場合は帯鋼あるいは平鋼)を比較的多量に入手する。次いで、この帯状の金属素材から薄帯金属板を製造する。その製造に際しては、製品の用途及び製品仕様を考慮してこの薄帯金属板の厚さ及び幅を決定する。このとき、この薄帯金属板から最終製品に至る当該薄帯金属板の歩留まりをできるだけ高くすることができるように配慮することも重要である。また、狭幅にスリットする工程もコストアップとなる。
【発明の開示】
【発明が解決しようとする課題】
【0005】
薄板の鋼の場合は、広幅、狭幅の呼称は、幅500mm程度をその境界とすることが多い。本発明では金属種が鋼の場合であり、一般に帯鋼とはコイル状に巻かれたものをいい、鋼板とは平板状のものをいう。従って、本発明においても、これに従う。
【0006】
板厚が薄くなり0.8mm程度までの厚さの冷延鋼板は、大規模な設備を有する製鉄メーカーで製造される。この場合、板幅は800〜1000mm程度以上であって、その工程は熱間圧延、酸洗、冷間圧延となる。更に、厚さ0.8mm以下で幅が500mm以下、数十mmまでの帯鋼又は鋼板を製造するためには、従来、上記冷延鋼板をさらに2次圧延メーカーにおいて冷間圧延を繰り返す。こうして、0.1mm程度まで極薄板化される。通常の冷延鋼板をスタート材とすると、広幅の薄いものを造る場合はよいが、例えば幅50mm以下の薄い帯鋼又は鋼板を作る場合は、一旦スリットを行なわなければならない等の不利な点がある。
【0007】
圧延を繰り返すと言うことは、加工硬化すると言うことであり、冷間圧延途中、又は、冷間圧延後に焼鈍を行ない、組織を加工硬化組織から再結晶した等軸組織に変化させる必要がある。冷間圧延のプロセスは、多くのひずみを材料中に蓄積できるが、焼鈍によってこのひずみエネルギーは霧散する。冷間圧延+焼鈍の方法は、微細粒鋼を製造できる方法であることが報告されている。但し、冷間加工で微細粒鋼を製造するためには、冷間加工時に大ひずみを導入する必要がある。冷間圧延+焼鈍で、必ずしも、微細粒が生成するわけではない。
【課題を解決するための手段】
【0008】
狭幅で薄い帯鋼又は鋼板を素材として製造される多くの部品は、小型のものが多く、広幅材が必要ではない。幅30mm以下で十分な場合が多い。狭幅材を前提とした場合は、必ずしも、スリットが必要な冷延鋼板が必要ではない。通常の冷延鋼板(通常、板幅は800〜1000mm程度以上)や、これよりも狭幅の熱間圧延による帯鋼や冷間圧延による帯鋼(通常、いずれも板幅は200〜600mm程度)ではなく、それらいずれのものの板幅寸法よりも更に寸法の小さい直径又は小さい対辺面間長さの熱間圧延による鋼線材若しくは冷間圧延鋼線、あるいは熱間又は冷間圧延された棒鋼を、スタート材とすることによって、大幅な工程省略を可能とするものである。冷延鋼板や熱延鋼板の狭幅材に比べて上記の熱間圧延鋼線材等は遙かに低コストである。
【0009】
熱間圧延鋼線材等は、直径が6mmφ以上、又は対辺面間長さが6mm以上あり、その直径又は対辺面間長さから、例えば厚さ0.2mmまで圧延することによって、大ひずみを導入することができる。
また、途中で孔型ロール圧延を加えることによって例えば3mmφまで圧延すれば、この段階で大ひずみの導入が可能である。大ひずみの導入が可能となれば、その後の焼鈍によって粒径を制御でき、その結果、力学的性質の制御も可能となる。本発明者は、前記の熱間圧延鋼線材等をスタート材とすることによって、微細組織を有する高強度で且つ高延性の板厚が薄く、板幅が狭い帯鋼又は鋼板の製造方法を発明した。
以下、本願発明の特徴について述べる。
【0010】
第1発明の帯鋼又は鋼板製造方法は、炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなる鋼線材若しくは鋼線又は棒鋼を圧延して帯鋼又は鋼板を製造する方法であって、常温から250℃以下の範囲内の圧延温度で平ロール圧延を行なって帯鋼又は鋼板を製造するものである。そのとき、以下の(1)式:
ln(d0/t)≧2.3 ・・・・・・(1)
d0:鋼線状若しくは鋼線又は棒鋼の直径又は対辺面間長さ
t:圧延後の帯鋼又は鋼板の厚さ
を満たすことに特徴を有するものである。
【0011】
第2発明の帯鋼又は鋼板製造方法は、炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなる鋼線材若しくは鋼線又は棒鋼を圧延して帯鋼又は鋼板を製造する方法であって、常温から250℃以下の範囲内の圧延温度で孔型ロール圧延を行なって得られた圧延材を、平ロール圧延にて圧延して板状にするものである。そのとき、以下の(1)式:
ln(d0/t)≧2.3 ・・・・・・(1)
d0:鋼線状若しくは鋼線又は棒鋼の直径又は対辺面間長さ
t:圧延後の帯鋼又は鋼板の厚さ
を満たすことに特徴を有するものである。
【0012】
第3発明の帯鋼又は鋼板製造方法は、第2発明に記載の帯鋼又は鋼板の製造方法において、前記鋼線材若しくは鋼線又は棒鋼を圧延材に圧延するに当たり、下記(2)式:
d1≦d0×0.6 ・・・・・・(2)
d0:鋼線状若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d1:圧延材の直径又は対辺面間長さ
を満たすことに特徴を有するものである。
【0013】
第4発明の帯鋼又は鋼板製造方法は、第2又は3に記載の帯鋼又は鋼板の製造方法において、前記鋼線材若しくは鋼線又は棒鋼を常温から250℃以下の範囲内の圧延温度で孔型ロール圧延を行ない、当該孔型ロール圧延の最終パスにおいてオーバル孔型ロール又は偏平ボックス孔型ロールにより断面がオーバル形状又は長方形にして得られた異形断面材を、前記平ロール圧延にて圧延して板状にするものである。そのとき、下記(3)式:
d2≦d00.3 ・・・・・・(3)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d2:異形断面材の短辺長さ
を満たすことに特徴を有するものである。
【0014】
第5発明の帯鋼又は鋼板製造方法は、第4発明に記載の帯鋼又は鋼板の製造方法において、前記異形断面材を更に、常温から250℃以下の範囲内の圧延温度で平ロールによる圧延を1パス又は2パス行なって得られた薄帯状材を、前記平ロール圧延にて圧延して板状にするにものである。そのとき、下記(4)式:
d3≦d0×0.25 ・・・・・・(4)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d3:薄帯状材の厚さ
を満たすことに特徴を有するものである。
【0015】
第6発明の帯鋼又は鋼板製造方法は、第2から5のいずれかに記載の帯鋼又は鋼板の製造方法において、前記常温から250℃以下の範囲内の圧延温度での孔型ロール圧延には、オーバル孔型ロールとこれに次ぐスクエア孔型ロールとの組み合わせによる圧延を1回以上含ませることに特徴を有するものである。
【0016】
第7発明の帯鋼又は鋼板製造方法は、炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなる鋼線材若しくは鋼線又は棒鋼を圧延して帯鋼又は鋼板を製造する方法であって、250℃超えから800℃以下の範囲内の圧延温度で孔型ロール圧延を行なって得られた圧延材を、平ロール圧延にて圧延して板状にするものである。そのとき以下の(1)式:
ln(d0/t)≧2.3 ・・・・・・(1)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
t:圧延後の帯鋼又は鋼板の厚さ
を満たすことに特徴を有するものである。
【0017】
第8発明の帯鋼又は鋼板製造方法は、第7発明に記載の帯鋼および鋼板の製造方法において、前記鋼線材若しくは鋼線又は棒鋼を圧延材に圧延するに当たり、下記(5)式:
d1’≦d0×0.6 ・・・・・・(5)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d1’:圧延材の直径又は対辺面間長さ
を満たすことに特徴を有するものである。
【0018】
第9発明の帯鋼又は鋼板製造方法は、第7又は第8発明に記載の帯鋼および鋼板の製造方法において、前記鋼線材若しくは鋼線又は棒鋼を、250℃超えから800℃以下の範囲内の圧延温度で孔型ロール圧延を行ない、当該孔型ロール圧延の最終パスにおいてオーバル孔型ロール又は偏平ボックス孔型ロールにより断面がオーバル形状又は長方形の異形断面材を、前記平ロール圧延にて圧延して板状にするものであり、そのとき下記(6)式:
d2’≦d0×0.3 ・・・・・・(6)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d2’:異形断面材の短辺長さ
を満たすことに特徴を有するものである。
【0019】
第10発明の帯鋼又は鋼板製造方法は、第9発明に記載の鋼板の製造方法において、前記異形断面材を更に、250℃超えから800℃以下の範囲内の圧延温度で平ロールによる圧延を1パス又は2パス行なって得られた薄帯状材を、前記平ロール圧延にて圧延して板状にするものである。そのとき下記(7)式:
d3’≦d0×0.25 ・・・・・・(7)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d3’:薄帯状材の厚さ
を満たすことに特徴を有するものである。
【0020】
第11発明の帯鋼又は鋼板製造方法は、第7から第10発明のいずれかに記載の帯鋼又は鋼板の製造方法において、前記250℃超えから800℃以下の範囲内の圧延温度での孔型ロール圧延においては、オーバル孔型ロールとこれに次ぐスクエア孔型ロールとの組み合わせによる圧延を1回以上含ませることに特徴を有するものである。
【0021】
第12発明の帯鋼又は鋼板製造方法は、第1から第11発明のいずれかに記載の帯鋼又は鋼板の製造方法において、前記鋼線材若しくは鋼線又は棒鋼から最終的に得られる帯鋼又は鋼板での圧延における塑性加工に伴って導入される、前記帯鋼または鋼板の板幅中心部で且つ板厚中心部における有限要素法を用いた計算による塑性ひずみが、2.3以上となるようにすることに特徴を有するものである。
【0022】
第13発明の帯鋼又は鋼板製造方法は、第1から第12発明のいずれかに記載の帯鋼又は鋼板の製造方法において、平ロールによる圧延中、圧延後、又は圧延中及び圧延後の両方において、前記帯鋼又は鋼板に対して、400℃から700℃の範囲内で焼鈍することに特徴を有するものである。
【発明の効果】
【0023】
板厚が薄く、板幅が狭い帯鋼又は鋼板の製造において、製造工程を省略し、超微細組織・高強度・高延性・高せん断加工性を有する帯鋼又は鋼板を低コストで製造する方法を提供することができる。ここで、帯鋼又は鋼板の結晶組織の微細化及び機械的性質の水準として、平均結晶粒界間隔が、2μm以下、更には0.6μm以下であり、降伏強さが600MPa以上で、且つ、破断強さと引張強さとの比が1.2以上と優れたものである。
【発明を実施するための最良の形態】
【0024】
本発明において製造される帯鋼又は鋼板は、ある程度狭幅であり、厚さが薄いものであるので、以下、薄帯鋼板とも呼ぶことにする。
【0025】
(1)ひずみeの導入量について
炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなるスタート材(これらの直径又は対辺面間長さをいずれもd0で表記する)に対して、常温から250℃以下の範囲内の圧延温度において、平ロール圧延を行なうことにより、板厚をtまで圧延して薄帯鋼板を製造するときに、(1)式:
ln(d0/t)≧2.3 ・・・・・・(1)
を満たすことにより、大ひずみを導入することができる。本願発明においては、薄帯鋼板の用途により、必ずしも、薄帯鋼板を焼鈍して、材料内部の転位密度を低下させなくとも、強度及び延性を確保し得る場合もあるが、一方、強度を一定値以上に保持しつつ、延性を優れた水準に高めることが望ましい場合もある。この場合を考慮すると、上記(1)式を満たすことが必要である。
その際、被圧延材に導入すべきひずみは、圧延温度が、冷間温度領域の場合(本願発明においては、常温から250℃以下)、及び温間温度領域の場合(本願発明においては、250℃超えから800℃以下)のいずれの場合でも有効である。
更に、(1)式を満たす大ひずみが導入される限り、圧延方法が孔型ロール圧延であっても、あるいは平ロール圧延であっても可であり、また、1パス当たりのひずみ導入量については、通常行われている生産工場の圧延設備の能力範囲内であればよい。
【0026】
次に、上記の大ひずみを被圧延材に導入するためには、上記(1)式を満たすことが必要である理由を説明する。
本願発明により製造しようとする薄帯鋼板は、平ロールにより圧延が完了した段階の圧延ままの状態で、実質的な微細組織となるような加工硬化組織を得る必要がある。ここで、加工硬化組織とは、フェライト結晶粒界間隔THを指標とすることとし、TH≦2μmとすることが必要である。望ましくはTH≦0.6μmとすることがよい。
転位密度を十分に高くする観点から、ひずみeを、e≧2.3とする必要がある。
熱間圧延又は熱間鍛造により製造された上記スタート材(これらの直径又は対辺面間長さを、いずれもd0とし、ここでは、「スタート材の厚さ」と呼ぶ)の平均フェライト粒径は、一般に10〜20μmであることが公知である。
このスタート材に対して、上記冷間温度領域及び温間温度領域のいずれにおいても、圧延によりひずみを導入した場合、得られた鋼材の平均フェライト粒界間隔TH(μm)は、初期粒径をD0とし、被圧延材に導入されたひずみをeとすると、幾何学的に、
TH=D0exp(−e) ・・・・・・(A)
となる。
従って、(A)式と、e=ln(d0/t)とから、
TH=D0exp(t/d0) ・・・・・・(B)
但し、t :圧延により得られた上記鋼材の厚さ
d0:スタート材の厚さ
が得られる。
【0027】
本願発明においては、例えば、スタート材のd0の最大値として、d0=20mmとし、平均結晶粒径D0が、D0=20μmの場合で、薄帯鋼板の板厚tの最大値をt=2mmとすると、平均フェライト粒界間隔THは、上記(B)式により、TH=2μmとすることができる。
なお、TH≦0.6μmとすることが望ましいが、上記条件においてこれを実現するためには、上記(A)式により、e≧3.5とすればよい。
【0028】
(2)中間段階までに導入すべきひずみeについて
スタート材(前記d0)から薄帯鋼板(前記t)までにおいて、その圧延過程の中間段階における被圧延材料(本願発明における前記d1、d2又は、d3のいずれか)までに、所定量のひずみを被圧延材に導入することにより、圧延工程の全体を考えた場合に、圧延パス毎にひずみ量の変動が大きい圧延パススケジュールを回避することができる。このようなパススケジュールを設定するためには、下記(2)、(3)若しくは(4)式、又は(2’)、(3’)若しくは(4’)式:
d1≦d0×0.6 ・・・・・・(2)
d2≦d0×0.3 ・・・・・・(3)
d3≦d0×0.25 ・・・・・・(4)
d1’≦d0×0.6 ・・・・・・(5)
d2’≦d0×0.3 ・・・・・・(6)
d3’≦d0×0.25 ・・・・・(7)
の内、少なくともいずれかを満たすことが望ましい。
【0029】
(3)中間段階における被圧延材の断面形状の選択について
<1>中間段階の圧延材の断面形状を円又は四角形状(直径又は対辺面長さd1 又は d1’ )とする場合
この場合は、孔型ロール圧延の最終パスの孔型形状をスクエア又はラウンドにすることができる。また、所望の市販品コイルを購入することも可能である。特に制限する必要はない。
<2>中間段階の断面形状を断面がオーバル形状又は長方形の材料である異形断面材(短辺長さd2 又はd2’ )とする場合
この場合は、次の複数パスの平ロール圧延により、目標とする寸法の薄帯鋼板に圧延する最初のパスへ噛み込ませる工程で、噛む込み不良による材料の捻じれに起因する表面疵の発生を防止するために望ましい。
<3>中間段階の断面形状を薄帯状材(厚さd3又はd3’ )とする場合
上記<2>の後で更に1パス又は2パスの平ロール圧延をするので、被圧延材の断面形状がより一層、最終の薄帯鋼板の寸法・形状に近くなっているので、この後の複数パスの平ロール圧延のパススケジュールを弾力的に運用することができる。従って、圧延工程の運用上、望ましい。
【0030】
(4)孔型ロール圧延にオーバル+スクエアのパススケジュールを含ませることについて
このようなパススケジュールを採用することにより、できるだけ多方向から圧下方向することができる。よって、ひずみの導入をより一層正確に評価し得る有限要素法を用いた計算による塑性ひずみ(ε)の導入に効果的であり、結晶粒の微細化の必要条件を優位にすることができる。
【0031】
(5)孔型ロールへの被圧延材の噛み込み方向について
オーバル孔型ロールによる圧下方向とこれに次ぐスクエア孔型ロール又はラウンド孔型ロールによる圧下方向とは直角とすることにより、塑性ひずみ(ε)の導入に効果的である。
また、オーバル孔型ロールに断面がスクエア形状の材料を噛み込ませる場合は、直前のスクエア孔型ロールによる圧下方向に対して45°の角度となるように噛み込ませることにより、被圧延材の4角形の対辺面がオーバル孔型の湾曲面で圧下されるように圧延を行なうことができる。こうすることにより、1パス当たりの減面率が大きくても、圧延中における材料の倒れや捻転が発生せず、断面形状が良好であり、また表面性状も良好に保持することが可能となる。更に、被圧延材の中心部までひずみを導入するのに有利となり、結晶粒の微細粒化に寄与する。
【0032】
(6)孔型ロール圧延における減面率とロール周速度比との関係について
オーバル孔型ロールとスクエア孔型ロール又はラウンド孔型ロールとの圧延ライン方向のロール軸心間距離(Lで表記)が、各孔型ロールの半径(それぞれD(OV)/2、D(SQ)/2又はD(RD)/2で表記)との間に、下記(8a)又は(8b)式の関係を満たすように、
L≦{(D(OV)/2)+(D(SQ)/2)}×1.5・・・・・(8a)
L≦{(D(OV)/2)+(D(RD)/2)}×1.5・・・・・(8b)
且つ、前記各孔型ロールの外径周速度(それぞれV(OV)、V(SQ)又はV(RD)で表記)が、当該オーバル孔型ロールとスクエア孔型ロール又はラウンド孔型ロールとの二つの孔型ロールによる被圧延材の総減面率(R(OV+SQ)又はR(OV+RD)で表記)との間に、下記(9a)又は(9b)式の関係を満たすように、
V(SQ)/V(OV)=A・R(OV+SQ)+B・・・・・・・・・(9a)
V(RD)/V(OV)=A・R(OV+RD)+B ・・・・・・・・(9b)
但し、 A及びBは定数であって、
0.017≦A≦0.019
0.66≦B≦0.68
圧延することにより、被圧延材に捻転が発生せず、しかも下流側孔型ロールへの被圧延材の噛み込み充満度が適正となり、表面疵発生の防止及び断面形状の制御が良好となる。
【0033】
(7)薄帯鋼板の焼鈍について
スタート材から薄帯鋼板までの圧延過程における大ひずみの導入により、圧延のままの状態で強度として降伏強さが1.0GPa以上と高水準にあることは勿論であるが、絞りRAも20%以上が保持されている。従って、用途によっては、焼鈍無しでも使用することが可能である。しかしながら、一層の強度と延性バランスを必要とする場合には、本願発明の製造方法により得られる薄帯鋼板の焼鈍条件としては、焼鈍温度を400〜700℃の範囲内において、機械的性質を制御することができる。
【0034】
(8)平均フェライト粒界間隔THが2μm以下について
薄帯鋼板の組織において、THの微細化により強度を向上させることができる。これが2μm以下であることが、強度と延性バランスから望ましい。更に望ましくは0.6μm以下であることがよい。更には、薄帯鋼板の板厚方向の方位差角が5度以上の平均フェライト結晶粒間隔THが0.6μm以下であれば、一層望ましい。
【0035】
本発明の範囲内にある実施例について述べる。帯鋼および鋼板を薄帯鋼板と表現する場合がある。
【実施例1】
【0036】
表1示す化学成分組成を有し、線径d0が6.0mmφの市販の熱間圧延鋼線材コイルをスタート材料として用いた。この6.0mmφ熱間圧延鋼線材のC方向断面の平均結晶粒径は10μmであった。
【0037】
【表1】
【0038】
上記6.0mmφの熱間圧延鋼線材のコイルを所定の温度範囲内において、多方向からの多パスによる温間孔型ロール圧延により、2.8mmφの温間孔型圧延による鋼細線材のコイルに調製し、これを更に、パス間で適宜焼鈍処理を施した多パスの平ロール冷間圧延により、板厚0.16mmで板幅20mmの薄帯鋼板のコイルに加工した。以下、上記温間孔型ロール圧延方法及び平ロール冷間圧延方法について述べる。
【0039】
〔温間孔型ロール圧延方法〕
温間孔型ロール圧延装置として、図1に示す側面の概略外観を示す試験用の温間孔型ロール圧延装置を用いた。同図中、符号19’が2機の孔型ロール圧延機が直列に近接して配設された圧延基(以下、本願明細書においては「2機近接圧延基」と称し、この内、圧延ライン上流側の圧延機を「第1圧延機」と称し、下流側の圧延機を「第2圧延機」と称する)であり、符号9が鋼線材のコイル供給装置、符号18が鋼線材のコイル巻取装置である。
【0040】
図2は、この2機近接圧延基(19’)を構成する第1圧延機(1)の孔型ロール対(2)と、第2圧延機(3)の孔型ロール対(4)との相対的配設関係を示す概略斜視図であり、図3は、図2の第1圧延機(1)の孔型ロール(2a)及び(2b)のそれぞれの軸心(j1)及び(j2)が鉛直方向に投影された場合に、両軸心が上下で重なるように、2機近接圧延基を仮想的に起こした姿勢の状態で、軸心j1、j2に対して直角面から見た側面図である。
上記温間孔型ロール圧延装置を用い、下記の第1から第3工程の温間孔型ロール圧延を行なった。
【0041】
<1>まず第1工程として、2機近接圧延基の第1圧延機の孔型形状を適切なオーバルとし、第2圧延機の孔型形状を適切なスクエアとして、上記スタート材料の線径が6.0mmφ熱間圧延鋼線材コイルを温間孔型ロール圧延してコイル状の鋼線材とした。第1工程における材料の減面率は46.2%であった。
【0042】
<2>次に、第2工程として、第1工程で得られたコイル状の鋼線材を、第1圧延機の孔型形状を適切なオーバルに、そして第2圧延機の孔型形状を適切なスクエアに組み替えた後、温間孔型ロール圧延をしてコイル状の鋼線材とした。その際、第1圧延機のオーバル孔型ロールに噛み込ませる鋼線材の横断面形状は4角形状となっているが、図4に示すように、第1圧延機のオーバル形状(A)の孔型ロールの湾曲面に対して鋼線材の横断面の4角形状(B)の対辺面が噛み込まれるようにした。こうすることにより、材料内部へ大きな塑性ひずみが均一化されて入るようになるので、フェライト結晶粒の微細化に効果的である。次の第3工程においても同じである。第2工程における材料の減面率は38.0%であった。
【0043】
<3>そして、第3工程として、第2工程で得られたコイル状の鋼線材を、更に、第1圧延機の孔型形状を適切なオーバルに、そして第2圧延機の孔型形状を適切なラウンドに組み替えた後、温間孔型ロール圧延をして線径が2.8mmφのコイル状の温間孔型ロール圧延による鋼細線材に調製した。
この際も、第1圧延機に噛み込ませるときには、第2工程におけると同様、図4に示すように、第1圧延機のオーバル形状(A)の孔型ロールの湾曲面に対して鋼線材の横断面の4角形状(B)の対辺面が噛み込まれるようにした。また、第3工程における材料の減面率は35.1%であった。なお、第1工程から第3工程までの材料の総減面率は78.2%となる。
【0044】
表2に、第1工程から第3工程までにおける温間孔型ロール圧延条件の内、各工程における第1及び第2圧延機のロール孔型の形状・寸法を示す。同表中、B=オーバル孔型の長辺長さ、H=オーバル孔型の短辺の最大長さ(最大短軸長さ)、C=スクエア孔型の対辺間長さ、Z=ラウンド孔型の直径である。なお、孔型ロールの径(D)は全て100mm、孔型ロールの幅(Q)は全て40mmであり、そして第1圧延機と第2圧延機との圧延ライン方向のロール軸心間距離(L)は全て110mmである(D、Q、Lについては図3を参照)。
【0045】
【表2】
【0046】
実施例1におけるこの温間孔型ロール圧延の第1工程から第3工程のいずれにおいても、被圧延材は第1圧延機ではオーバル孔型に噛み込まれる。第1工程の第1圧延機に噛み込まれる材料の直径が本願発明におけるスタート材の鋼細線材の線径d0に相当する。
第1工程では、第1圧延機のオーバル孔型に噛み込まれる材料は、断面が円で、d0=6.0mm、
第2工程では、第1圧延機のオーバル孔型に噛み込まれる材料は、断面が4角形であり、C=3.9mm、
第3工程では、第1圧延機のオーバル孔型に噛み込まれる材料は、断面が4角形であり、C=3.1mm
である。そして、第1から第3各工程のオーバル孔型の最大短軸長さ(H)は順に、2.5mm、2.0mm、2.1mmであるから、両者の比の値は、次の通りとなる。
第1工程では、H/d0=2.5/6.0=0.42、
第2工程では、H/C=2.0/3.9=0.51、
第3工程では、H/C=2.1/3.1=0.68
これらはいずれも0.70以下となっている。このように、上記比の値が0.70以下である孔型ロール圧延を行なうと、相対的に小さな減面率であって、少ないパス数で、大きなひずみが被圧延材に導入され、フェライト結晶粒の微細化に効果的である。
【0047】
また、第1から第3工程のいずれにおいても、第1圧延機と第2圧延機との圧延ライン方向の孔型ロール軸心間距離(L)が近接しており、この孔型ロール軸心間距離(L)が、第1と第2圧延機の孔型ロール半径の和(D1+D2)よりも小さく(いずれの工程でも、L=110mm、D1+D2=100+100=200mmである)、前記(8a)又は(8b)式を満たしているので、各工程における減面率が大きくても、圧延中における材料の倒れや捻転が発生せず、断面形状が良好であり、また表面性状も良好であった。そして、鋼細線材の中心部までフェライト結晶粒の微細粒化に効果的である。
更に、第1から第3の各工程における二つの孔型ロールによる被圧延材の総減面率(R)は、順に46.2%、38.0%、35.1%であり、そして、第1圧延機の孔型ロールの外径周速度(V(1))に対する第2圧延機の孔型ロールの外径周速度(V(2))の比を、
第1工程ではV(2)/V(1)=1.50、
第2工程ではV(2)/V(1)=1.30、
第3工程ではV(2)/V(1)=1.28
とした。
【0048】
よって、上記各総減面率Rと孔型ロールの外径周速度比V(2)/V(1)との関係は、前記(9a)式及び(9b)式に相当する下記の式を満たしているので、被圧延材に捻転が発生せず、しかも各第2圧延機の孔型ロールの孔型に対する被圧延材の充満度が良好であった。
V(2)/V(1)=A・R(2+1)+B
但し、 A及びBは定数であって、
0.017≦A≦0.019
0.66≦B≦0.68
【0049】
以上において、実施例1における温間孔型ロール圧延は、第1工程から第3工程のいずれにおいても、圧延開始から終了まで、被圧延材の温度は460〜540℃の間で行なった。そして圧延終了後、大気放冷した。
以上の温間孔型ロール圧延により得られた線径が2.8mmφの鋼細線材コイルからサンプリングして、引張試験及びフェライトのミクロ組織を観察した。その結果、引張強さが710MPa、絞り75.5%であり、フェライト組織は等軸結晶粒であり、平均結晶粒径は1μmであった。
上記試験条件及び試験結果を、表3及び表4にまとめた。
上記において、スタート材の直径(d0)が、d0=6.0mmであり、孔型ロール圧延で得られた鋼細線状の材料の直径(d1)が、d1=2.8mmであるから、
d1/d0=0.47≦0.6
となり、本発明の要件の内、(5)式を満たしている。
【0050】
【表3】
【0051】
【表4】
【0052】
〔冷間平ロール複数パス圧延方法〕
次に、上記で得られた線径2.8mmφの温間孔型ロール圧延仕上がりのコイル状に巻かれた鋼細線を、冷間平ロール圧延により板厚が0.16mmの薄帯鋼板を調製した。冷間平ロール圧延方法は次の通りである。
上記2.8mmφの温間孔型ロール圧延の鋼細線を、次の(1)から(4)の冷間圧延工程で0.16mm厚×20mm幅にした。
(1)コイル状の2.8mmφの温間圧延鋼線材を冷間クロス圧延により、複数パスを行なうことにより、1.2mm厚×10mm幅のコイルにした。
(2)これを450℃×30分の窒素ガス雰囲気にて軟化加熱処理して炉中空冷し、冷間圧延を複数パス行なうことにより、0.43mm厚のコイルとした。
(3)これを450℃×30分の窒素ガス雰囲気にて軟化加熱処理して炉中空冷し、冷間クロス圧延により、複数パスを行なうことにより、0.215mm厚×20mm幅の薄帯鋼板コイルとした。
(4)次に、コイルサイド部をスリットした後、冷間圧延を複数パスを行なうことにより0.16mm厚の薄帯鋼板のコイルに仕上げた。
【0053】
上記において、温間孔型ロール圧延でのスタート材の直径(d0)が、d0=6.0mmであり、上記(4)の工程で得られた薄帯鋼板の厚さ(t)が、t=0.16mmであるから、
ln(d0/t)=3.6≧2.4
となるので、本発明の要件の内、式(1)を満たしている。
【0054】
得られた0.16mm厚の薄帯鋼板のコイルから引張試験用の供試材を採取し、引張試験片を調製して引張試験をした。絞り及び破断強さは、破断時の幅の減少は無視し、厚さの減少のみを測定して算出した。
表5に、引張試験の結果及び板厚方向の平均フェライト粒界間隔THを示す。
【0055】
【表5】
【0056】
上記試験結果より、実施例1で得られた薄帯鋼板は、引張強さが0.8GPa、降伏強さが0.75GPaで、破断強さが1.7GPaであり、破断強さ/引張強さが2.1と高く、また、絞りが52.8%と優れており、高強度で延性に優れた薄帯鋼板となっていることがわかる。
【実施例2】
【0057】
表6に示す化学成分組成(SUS430系)を有し、線径が6.0mmφの市販の鋼線材のコイルをスタート材料として用いた。この6.0mmφ鋼線材のC方向断面の平均結晶粒径は10μmであった。
【0058】
【表6】
【0059】
上記6.0mmφの鋼線材のコイルを、下記の第1工程から第3工程における合計5パスの冷間における孔型ロール圧延と、第4工程における1パスの冷間における平ロール圧延とにより、厚さ1.1mm×幅6.9mmの薄帯状の材料(コイル)調製した。次いでこれを冷間における複数工程からなる複数パスの平ロール圧延により、板厚0.16mm×幅10.0mmのコイル状の薄帯鋼板とした。
【0060】
<冷間孔型ロール圧延+冷間1パスの平ロール圧延>
使用した装置は、実施例1で使用した温間孔型ロール圧延で使用した装置であるが、圧延温度条件を常温から200℃以下の冷間圧延温度範囲に設定したことが異なっているが、第1及び第2工程で用いた孔型ロールは実施例1で使用したものと実質的に同一のものを用い、第3及び第4工程では、実施例1とは異なるロールを用いたパススケジュールで行なった。但し、第1及び第2工程における被圧延材の減面率(R)と前後ロールの回転周速度(V(OV)、V(SQ))との関係についての設定条件は、下記の前記(9a)式を満たすように設定した。
V(SQ)/V(OV)=A・R(OV+SQ)+B・・・・・・・・・(9a)
但し、 A及びBは定数であって、
0.017≦A≦0.019
0.66≦B≦0.68
第1工程及び第2工程はいずれも、オーバル孔型に次ぐスクエア孔型による2パス圧延であって、第1圧延機と第2圧延機による圧下方向とは直角とした。
第3工程は、第1圧延機のみを用い、オーバル孔型を用いた。第2工程及び第3工程においては、第1圧延機のオーバル孔型に噛み込ませる被圧延材の方向として、被圧延材断面の4角形の対辺面がオーバル孔型の湾曲面で圧下するようにし、且つ当該圧下方向が直前のパスで被圧延材が受けた圧下方向に対して、45°の角度となるように圧延を行なった(図1〜4を参照)。
第4工程でも第1圧延機のみを用い、これを平ロールに組み替えて、1パスの冷間平ロール圧延を行なって、厚さ1.1mm、板幅6.9mmの薄帯状の材料とし、コイル状に巻き取った。
上記第1工程から第4工程の各工程の終了時における被圧延材の断面寸法は、次の通りであった。
第1工程終了後:対辺面間長さが4.0mm×4.0mmの4角形状
第2工程終了後:対辺面間長さが3.5mm×3.1mmの4角形状
第3工程終了後:短辺が2.5mm×長辺が4.7mmのオーバル形状
第4工程終了後:厚さが1.1mm×幅が6.9mmの薄帯状の材料
【0061】
上記において、スタート材の直径(d0)が、d0=6.0mmであり、第4工程で得られた薄帯状の材料の厚さ(d3)が、d3=1.1mmであるから、
d3/d0=0.18≦0.25
となるので、本発明の要件の内、式(4)を満たしている。
【0062】
<冷間での複数パスによる平ロール圧延>
次に、1スタンドの4段圧延機を用い、ロール径が120mmでロール幅が270mmのワークロールにより、1工程1パスの冷間平ロール圧延を7工程で合計7パス行ない、合計7パスの圧延を行なうことにより、上記板厚1.1mm×幅6.9mmのコイル状の薄帯状の材料から、板厚0.16mm×板幅10.0mmの薄帯鋼板のコイルを得た。上記7パスの冷間平ロール圧延による被圧延材の厚さの減少経過は次の通りである(単位は全てmm)。
厚さ1.1mm→0.7→0.4→0.3→0.25→0.2→0.18
→厚さ0.16mmで幅10.0の薄帯鋼板
圧延温度は、スタート材料から薄帯鋼板までの全行程を通じて、200℃未満であった。
【0063】
上記において、冷間における孔型ロール圧延でのスタート材の直径(d0)が、d0=6.0mmであり、冷間での複数パスによる平ロール圧延で得られた薄帯鋼板の厚さ(t)が、t=0.16mmであるから、
ln(d0/t)=3.6≧2.4
となるので、本発明の要件の内、式(1)を満たしている。
【0064】
図5に、得られたコイル状の薄帯鋼板の外観写真を示す。コイルの表面性状は良好である。
【0065】
上記の板厚0.16mm×幅10.0仕上がりのコイル材から冷間圧延のまま用の試験材(焼鈍前の試験材)、及び下記の焼鈍用試験材を採取した。
実施例2(下記の4例)
冷間圧延のまま(焼鈍前)
450℃×40分の焼鈍材
550℃×40分の焼鈍材
650℃×40分の焼鈍材
比較例2
750℃×40分の焼鈍材
【0066】
各試験材について、引張試験及びビッカース硬さ試験を行なった。また、SEMによるミクロ組織観察を行なった。なお、ビッカース硬さ試験は、厚さ1.1mmから0.18mmの圧延中間段階の各材料についても行なった。
表7に、上記試験結果を示す
【0067】
【表7】
【0068】
図6(a)〜(e)に、焼鈍温度と各種機械的性質との関係を示す。
冷間圧延のままの0.16mm材に対し、試験片形状が幅5mm×ゲージ長40mmの引張試験片を作製し、引張試験を行なったところ、弾性変形のみで、塑性変形を伴わず、破壊する。引張強さとしては1.2GPaあったものの、延性がなかった。
【0069】
本材料に対し、550℃で40分にした場合、引張強さは0.9GPa(降伏強さは0.8GPa)に低下した。更に、焼鈍温度を650℃で40分とすると、引張強さは0.5GPaまで低下した。さらに、焼鈍温度を750℃とした場合、引張強さは0.35GPaとなってしまう(比較例2)。
焼鈍温度を変えることによって、引張強さTSを0.5〜1.2GPaの範囲で制御できる。
このとき、降伏強さYSは0.4〜1.1GPaとなり、破断強さFSと引張強さTSとの比FS/TSの値は、1.2を超えており、延性にも優れている。
【0070】
実施例2では、450℃、550℃×40分の焼鈍では組織は伸長しており、フェライト粒界間隔THは、TH<1μmである。これに対して650℃×40分の焼鈍の場合、等軸状でそのTHは1.6μmである。比較例2の750℃×40分の焼鈍では組織は等軸状でそのTHは6μmと大きくなっている。
【0071】
ギロチンせん断試験を、板厚0.16mm仕上がりの薄帯鋼板に対して、
<1>冷間圧延のまま材、<2>450℃×40分、<3>550℃×40分、<4>650℃×40分、及び<5>比較例2である750℃×40分の各焼鈍材について行なった。ギロチンせん断試験条件は、0.16mm厚×10mm幅×約1m長さの試験片を調製してギロチンせん断加工試験を行なった。その際、固定刃と移動刃とのクリアランスはほぼ0で行なった。
図7に、せん断加工面の外観写真を示す。
せん断面の総合評価を良好(○)、やや良好(△)、やや不良(×)に分類する。
<1>焼鈍なし(冷間圧延のまま)材では、せん断面比率が不均等であり、30%程度を主体として25〜70%程度の分布となっている(×)。
<2>450℃×40分焼鈍材では30%程度〜80%程度の分布となっている(×)。
<3>550℃×40分焼鈍材では、70%程度から90%程度の間の比較的安定した分布となっている(△)。
<4>650℃×40分焼鈍材では、せん断面比率は95%以上となっており、良好な結果となっている(○)。
<5>比較例2の750℃×40分焼鈍材においても、せん断面比率は95%以上となっており、良好な結果となっている(○)。
以上の結果より、焼鈍を行なうことが望ましく、450〜700℃が適切な条件であることがわかる。
このように、実施例2の製造方法で得られた本願発明の薄帯鋼板は、フェライト粒界間隔THが微細化され、高強度を有すると同時に、延性にも優れたものであることがわかる。
【実施例3】
【0072】
スタート材料として、実施例2で用いたものと同一のコイルから一部を分割して用いた。即ち、表6に示した化学成分組成(SUS430系)を有し、線径が6.0mmφの市販の熱間圧延鋼線材のコイルをスタート材料として用いた。この6.0mmφ熱間圧延鋼線材のC方向断面の平均結晶粒径は10μmであった。
上記6.0mmφの熱間圧延鋼線材のコイルを用いて、温間における孔型ロール圧延及び平ロールも用いた圧延をした。この実施例3における温間における孔型ロール及び平ロール圧延方法は、圧延温度を400〜600℃の範囲内に設定したこと以外は、全て実施例2と同じである。即ち、使用した孔型ロール圧延装置、第1工程から第3工程までの計5パスの孔型ロール形状、パススケジュール、及び第4工程での1パスの平ロール諸元、並びに、第1工程から第4工程における被圧延材の圧下方向、及び被圧延材の孔型ロールへの噛み込み方向を実施例2と同一とし、更に、第1及び第2工程における孔型ロール圧延による被圧延材の減面率と前後ロールの回転周速度比との関係についての設定条件(前記(9a)式参照)も、実施例2での設定条件に準じて行なった(図1〜4を参照)。
上記第1工程から第4工程の各工程の終了時における被圧延材の断面寸法は、次の通りであった。
第1工程終了後:対辺面間長さが4.1mm×4.0mmの4角形状
第2工程終了後:対辺面間長さが3.4mm×3.3mmの4角形状
第3工程終了後:短辺が2.4mm×長辺が4.5mmのオーバル形状
第4工程終了後:厚さが1.0mm×幅が7.2mmの薄板形状
こうして、厚さ1.0mm×幅7.2mmのコイル状の薄帯状の材料に調製した。
【0073】
上記において、スタート材の直径(d0)が、d0=6.0mmであり、第4工程で得られた薄帯状の材料の厚さ(d3’)が、d3=1.0mmであるから、
d3’/d0=0.17≦0.25
となるので、本発明の要件の内、式(4’)を満たしている。
次いでこれを冷間における複数工程からなる複数パスの冷間平ロール圧延により、板厚0.18mm×幅13.1mmのコイル状の薄帯鋼板とした。この複数パスの平ロール圧延も、実施例2におけると同じ装置を用い、同じ圧延条件で行なった。
【0074】
上記において、温間における孔型ロール圧延でのスタート材の直径(d0)が、d0=6.0mmであり、冷間での複数パスによる平ロール圧延で得られた薄帯鋼板の厚さ(t)が、t=0.18mmであるから、
ln(d0/t)=3.5≧2.3
となるので、本発明の要件の内、式(1)を満たしている。
図8に、得られたコイルの外観写真を示す。コイルの表面及びエッジの性状は良好である。
【0075】
上記の板厚0.18mm×板幅13.1mm仕上がりのコイル材の薄帯鋼板からサンプリングして、実施例2におけると同じように焼鈍試験を行ない、焼鈍前の試験材(冷間圧延ままの試験材)及び下記条件の焼鈍をした試験材を調製した。
【0076】
実施例3(下記の4例)
冷間圧延のまま(焼鈍前)
450℃×40分の焼鈍材
550℃×40分の焼鈍材
650℃×40分の焼鈍材
比較例3
750℃×40分の焼鈍材
各試験材について、引張試験及びビッカース硬さ試験を行なった。また、SEMによるミクロ組織観察を行なった。
表8に、上記試験結果を示す。
【0077】
【表8】
【0078】
また、前記の図6(a)〜(e)に、焼鈍温度と各種機械的性質との関係を併示し、図9に、応力−伸び曲線を示す。
冷間圧延のままの0.16mm材に対し、実施例2及び比較例2と同じ試験片形状で、引張試験をおこなったところ、引張強さとしては1.2GPaあったものの、全のびは2%以下であった。
本材料に対し、450℃で40分焼鈍を行ったところ、引張強さが1.0GPaに低下した。焼鈍によって、内部の転位密度を低下させたと示唆される。
焼鈍温度を550℃で40分にした場合、引張強さは0.8GPaに低下する。全伸びは2%を超えた。更に、焼鈍温度を650℃で40分とすると、引張強さ0.5GPaまで低下する。さらに、伸びは6.2%と大きくなる。実施例2と同様に、焼鈍温度を変えることによって、引張強さを0.5〜1.2GPaの範囲で制御できる。一方、焼鈍温度を750℃とした場合、全のびは16%まで増加するものの、引張強さは0.4GPaとなってしまう(比較例3)。
このとき、降伏強さYSは0.4GPa〜0.9GPaとなり、破断強さFSと引張強さTSとの比FS/TSの値は、1.2を超えており、延性にも優れている。
【0079】
図10に、各材料のSEM観察による金属組織を示す。
450℃、550℃の焼鈍では組織は伸長しており、フェライト粒界間隔THは0.4−0.5μmである。これに対して650℃×40分の焼鈍の場合、等軸状でその粒径は1.5μmである。
【0080】
ギロチンせん断加工試験を、各材料につき実施例2と同じ条件で行なった。
図11に、せん断加工面の外観写真を示す。
せん断面の総合評価を良好(○)、やや良好(△)、やや不良(×)に分類すると、
<1>冷間圧延のまま材では、やや不良(×)
<2>450℃×40分の焼鈍材では、やや良好(△)
<3>550℃×40分の焼鈍材では、ほぼ全面がせん断面であり、良好(○)
<4>650℃及び750℃×40分焼鈍材では、ほぼ全面がせん断面であり、良好(○)
<5>比較例4である750℃×40分の焼鈍材では、良好(○)
である。
【0081】
以上の結果を総合すると、冷間において平ロール圧延により得られた薄帯鋼板に対しては焼鈍を行なうことが望ましく、450〜700℃が適切な条件であることがわかる。
このように、実施例3の製造方法で得られた本願発明の薄帯鋼板は、フェライト粒界間隔THが微細化され、高強度を有すると同時に、延性にも優れたものであることがわかる。
【実施例4】
【0082】
表6に示した化学成分組成(SUS430系)を有する実施例2及び3で用いた同じコイルから一部を分割してこれをスタート材料として用いた。これは、線径が6.0mmφの市販の熱間圧延鋼線材のコイルであり、そのC方向断面の平均結晶粒径は10μmである。
試験装置として、実施例2及び実施例3の後半における冷間における平ロール圧延で使用した、1スタンドの4段圧延機装置で、ロール径が120mmでロール幅が270mmのワークロールを用いた。上記6.0mmφのスタート材料に対して、1工程当たり1パスの冷間における平ロール圧延を7工程で合計7パスの平ロール圧延を行ない、板厚0.19mm×幅12.4mmのコイル状の薄帯鋼板鋼板材を得た。
この7パスによる板厚の減少経過は次の通りである(単位は全てmm)。
スタート材6.0mmφ→3.11→1.66→1.18→0.76
→0.50→0.26→厚さ0.19×幅12.4mm
【0083】
上記において、冷間における平ロール圧延でのスタート材の直径(d0)が、d0=6.0mmであり、冷間での7パスによる平ロール圧延で得られた薄帯鋼板の厚さ(t)が、t=0.19mmであるから、
ln(d0/t)=3.6≧2.3
となるので、本発明の要件の内、式(1)を満たしている。
図12に、得られたコイルの外観写真を示す。コイルの表面性状は良好である。
上記の板厚0.19mm×板幅12.4mm仕上がりのコイル材の薄帯鋼板からサンプリングして、実施例2におけると同じように焼鈍試験を行ない、焼鈍前の試験材(冷間圧延ままの試験材)及び下記条件の焼鈍をした試験材を採取した。
実施例4(下記の4例)
冷間圧延のまま(焼鈍前)
450℃×40分の焼鈍材
550℃×40分の焼鈍材
650℃×40分の焼鈍材
比較例4
750℃×40分の焼鈍材
各試験材について、引張試験及びビッカース硬さ試験を行なった。また、SEMによるミクロ組織観察を行なった。なお、ビッカース硬さ試験は、厚さ3.11mmから0.26mmの圧延中間段階の各材料についても行なった。
表9に、上記試験結果を示す。
【0084】
【表9】
【0085】
図13に、応力−ひずみ曲線を示し、
表9に、上記試験結果を示す。
また、前記の図6(a)〜(e)に、焼鈍温度と各種機械的性質との関係を併示した。
【0086】
冷間圧延のままの0.19mm材に対し、実施例2、3及び比較例2、3と同じ試験片形状である、幅5mm×ゲージ長50mmの引張試験片を作製し、焼鈍無しで引張試験をおこなったところ、引張強さとしては1.1GPaあったものの、全のびで2%であった。
本材料に対し、450℃で40分焼鈍を行なったところ、引張強さがわずか低下に低下した。焼鈍温度を550℃、40分にした場合、引張強さは0.9GPa(降伏点は0.8GPa)に低下する。全のびは2.4%程度となった。更に、焼鈍温度を650℃、40分とすると、引張強さは0.5GPaまで低下する。さらに、全伸びは3%と大きくなる。焼鈍温度を変えることによって、引張強さを0.5GPa〜1.2GPaの範囲で制御できる。一方、焼鈍温度を750℃とした場合、全のびは9%まで増加するものの、引張強さは0.4GPaとなってしまう(比較例4)。
【0087】
このとき、降伏強さYSは0.4GPa〜1.0GPaとなり、破断強さFSと引張強さTSとの比FS/TSの値は、1.6以上となり、延性にも優れている。
図14に、各材料のSEM観察による金属組織を示す。
450℃、550℃の焼鈍では組織は伸長しており、フェライト粒界間隔THは0.4−0.5μmである。これに対して650℃×40分の焼鈍の場合、等軸状でそのTHは1.2μmである。
【0088】
ギロチンせん断加工試験を、各材料につき実施例2及び3と同じ条件で行なった。
図15に、せん断加工面の外観写真を示す。
せん断面の総合評価を良好(○)、やや良好(△)、やや不良(×)に分類すると、
<1>冷間圧延のまま材では、やや不良(×)
<2>450℃×40分の焼鈍材では、やや良好(△)
<3>550℃×40分の焼鈍材では、ほぼ全面がせん断面であり、良好(○)
<4>650℃及び750℃×40分焼鈍材では、良好(○)
<5>比較例4である750℃×40分の焼鈍材においても、せん断面は良好(○)である。
このように、実施例4の製造方法で得られた本願発明の薄帯鋼板は、フェライト粒界間隔THが微細化され、高強度を有すると同時に、延性にも優れたものであることがわかる。
【0089】
以上の結果を総合すると、冷間において平ロール圧延により得られた薄帯鋼板に対しては焼鈍を行なうことが望ましく、焼鈍温度を450〜700℃の範囲内に規定することにより、TS≧0.5GPa、YS≧0.4GPa、RA≧40%、FS≧0.7GPaの全てを確保することができ、しかも延性も備えた薄帯鋼板を得ることができることがわかる。
【産業上の利用可能性】
【0090】
従来開示されていない製造フローにより、製造コストの低減、、スリット工程の省略、スタート材から製品までの歩留まり向上、薄帯鋼板から製品までの歩留まり向上、小規模な設備による製造の可能性、少量で多品種の製品から大量で特定の品種の製造までに利用し得るものである。
【図面の簡単な説明】
【0091】
【図1】実施例及び比較例で用いた温間孔型ロール圧延装置の側面の概略外観図である。
【図2】実施例及び比較例で用いた温間孔型ロール圧延装置の2機近接圧延基を構成する第1圧延機の孔型ロール対と、第2圧延機の孔型ロール対との相対的配設関係を示す概略斜視図である。
【図3】図2の第1圧延機の孔型ロールの軸心が鉛直方向に投影された場合に、両軸心が上下で重なるように仮想的に起こした姿勢の状態で、軸心に対して直角面から見た側面図である。
【図4】第1圧延機のオーバル形状)の孔型ロールの湾曲面に対して被圧延材の横断面が4角形状の対辺面が噛み込まれるようにすることの説明図である。
【図5】実施例2、比較例のコイル外観写真を示す図である。
【図6】実施例2〜4、比較例2〜4の焼鈍温度と各種機械的性質との関係を示す図である。
【図7】実施例2、比較例2のせん断面外観写真を示す図である。
【図8】実施例3、比較例3のコイルの外観写真を示す図である。
【図9】実施例3、比較例3の応力−伸び曲線を示すグラフである。
【図10】実施例3、比較例3のSEM観察による金属組織を示す図である。
【図11】実施例3、比較例3のせん断面外観写真を示す図である。
【図12】実施例4、比較例4のコイルの外観写真を示す図である。
【図13】実施例4、比較例4の応力−ひずみ曲線を示すグラフである。
【図14】実施例4、比較例4のSEM観察による金属組織を示す図である。
【図15】実施例4、比較例4のせん断面外観写真を示す図である。
【符号の説明】
【0092】
1 2機近接圧延基(19’)の中の第1圧延機
2 第1圧延機の孔型ロール対
3 第2圧延機
4 第2圧延機の孔型ロール対
4’スクエア孔型Bを備えた第2圧延機
5 被圧延鋼線材
6 圧延パスライン方向
7a 7b圧延パスライン下手側2機近接圧延基に含まれる第1圧延機の孔型(オーバル孔型)ロール
8,8’ 圧延機4’により被圧延材に対して加える圧下方向
9 鋼線材供給装置
10 ピンチロール
11 ストレートナー
12 加熱装置
18 コイル巻取装置
19’2機近接圧延基
【特許請求の範囲】
【請求項1】
炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなる鋼線材若しくは鋼線又は棒鋼を圧延して帯鋼又は鋼板を製造する方法であって、常温から250℃以下の範囲内の圧延温度で平ロール圧延を行なって帯鋼又は鋼板を製造するに当たり、以下の(1)式を満たすことを特徴とする帯鋼又は鋼板の製造方法。
ln(d0/t)≧2.3 ・・・・・・(1)
d0:鋼線状若しくは鋼線又は棒鋼の直径又は対辺面間長さ
t:圧延後の帯鋼又は鋼板の厚さ
【請求項2】
炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなる鋼線材若しくは鋼線又は棒鋼を圧延して帯鋼又は鋼板を製造する方法であって、常温から250℃以下の範囲内の圧延温度で孔型ロール圧延を行なって得られた圧延材を、平ロール圧延にて圧延して板状にするに当たり、以下の(1)式を満たすことを特徴とする帯鋼又は鋼板の製造方法。
ln(d0/t)≧2.3 ・・・・・・(1)
d0:鋼線状若しくは鋼線又は棒鋼の直径又は対辺面間長さ
t:圧延後の帯鋼又は鋼板の厚さ
【請求項3】
請求項2に記載の帯鋼又は鋼板の製造方法において、前記鋼線材若しくは鋼線又は棒鋼を圧延材に圧延するに当たり、下記(2)式を満たすことを特徴とする帯鋼又は鋼板の製造方法。
d1≦/d0×0.6 ・・・・・・(2)
d0:鋼線状若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d1:圧延材の直径又は対辺面間長さ
【請求項4】
請求項2又は3に記載の帯鋼又は鋼板の製造方法において、前記鋼線材若しくは鋼線又は棒鋼を常温から250℃以下の範囲内の圧延温度で孔型ロール圧延を行ない、当該孔型ロール圧延の最終パスにおいてオーバル孔型ロール又は偏平ボックス孔型ロールにより断面がオーバル形状又は長方形にして得られた異形断面材を、前記平ロール圧延にて圧延して板状にするに当たり、下記(3)式を満たすことを特徴とする帯鋼又は鋼板の製造方法。
d2≦d0×0.3 ・・・・・・(3)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d2:異形断面材の短辺長さ
【請求項5】
請求項4に記載の帯鋼又は鋼板の製造方法において、前記異形断面材を更に、常温から250℃以下の範囲内の圧延温度で平ロールによる圧延を1パス又は2パス行なって得られた薄帯状材を、前記平ロール圧延にて圧延して板状にするに当たり、下記(4)式を満たすことを特徴とする帯鋼又は鋼板の製造方法。
d3≦d0×0.25 ・・・・・・(4)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d3:薄帯状材の厚さ
【請求項6】
前記常温から250℃以下の範囲内の圧延温度での孔型ロール圧延には、オーバル孔型ロールとこれに次ぐスクエア孔型ロールとの組み合わせによる圧延を1回以上含ませることを特徴とする、請求項2から5のいずれかに記載の帯鋼又は鋼板の製造方法。
【請求項7】
炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなる鋼線材若しくは鋼線又は棒鋼を圧延して帯鋼又は鋼板を製造する方法であって、250℃超えから800℃以下の範囲内の圧延温度で孔型ロール圧延を行なって得られた圧延材を、平ロール圧延にて圧延して板状にするに当たり、以下の(1)式を満たすことを特徴とする帯鋼又は鋼板の製造方法。
ln(d0/t)≧2.3 ・・・・・・(1)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
t:圧延後の帯鋼又は鋼板の厚さ
【請求項8】
請求項7に記載の帯鋼および鋼板の製造方法において、前記鋼線材若しくは鋼線又は棒鋼を圧延材に圧延するに当たり、下記(5)式を満たすことを特徴とする帯鋼又は鋼板の製造方法。
d1’≦d0×0.6 ・・・・・・(5)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d1’:圧延材の直径又は対辺面間長さ
【請求項9】
請求項7又は8に記載の帯鋼および鋼板の製造方法において、前記鋼線材若しくは鋼線又は棒鋼を、250℃超えから800℃以下の範囲内の圧延温度で孔型ロール圧延を行ない、当該孔型ロール圧延の最終パスにおいてオーバル孔型ロール又は偏平ボックス孔型ロールにより断面がオーバル形状又は長方形の異形断面材を、前記平ロール圧延にて圧延して板状にするにあたり、下記(6)式を満たすことを特徴とする帯鋼又は鋼板の製造方法。
d2’≦d0×0.3 ・・・・・・(6)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d2’:異形断面材の短辺長さ
【請求項10】
請求項9に記載の鋼板の製造方法において、前記異形断面材を更に、250℃超えから800℃以下の範囲内の圧延温度で平ロールによる圧延を1パス又は2パス行なって得られた薄帯状材を、前記平ロール圧延にて圧延して板状にするに当たり、下記(7)式を満たすことを特徴とする帯鋼又は鋼板の製造方法。
d3’≦d0×0.25 ・・・・・・(7)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d3’:薄帯状材の厚さ
【請求項11】
前記250℃超えから800℃以下の範囲内の圧延温度での孔型ロール圧延においては、オーバル孔型ロールとこれに次ぐスクエア孔型ロールとの組み合わせによる圧延を1回以上含ませることを特徴とする、請求項7から10のいずれかに記載の帯鋼又は鋼板の製造方法。
【請求項12】
請求項1から11の何れかに記載の帯鋼または鋼板の製造方法において、前記鋼線材若しくは鋼線又は棒鋼から最終的に得られる帯鋼又は鋼板での圧延における塑性加工に伴って導入される、前記帯鋼または鋼板の板幅中心部で且つ板厚中心部における有限要素法を用いた計算による塑性ひずみが、2.3以上であることを特徴とする帯鋼又は鋼板の製造方法。
【請求項13】
請求項1から12のいずれかに記載の製造方法において、平ロールによる圧延中、圧延後、又は圧延中及び圧延後の両方において、前記帯鋼又は鋼板に対して、400℃から700℃の範囲内で焼鈍することを特徴とする帯鋼又は鋼板の製造方法。
【請求項1】
炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなる鋼線材若しくは鋼線又は棒鋼を圧延して帯鋼又は鋼板を製造する方法であって、常温から250℃以下の範囲内の圧延温度で平ロール圧延を行なって帯鋼又は鋼板を製造するに当たり、以下の(1)式を満たすことを特徴とする帯鋼又は鋼板の製造方法。
ln(d0/t)≧2.3 ・・・・・・(1)
d0:鋼線状若しくは鋼線又は棒鋼の直径又は対辺面間長さ
t:圧延後の帯鋼又は鋼板の厚さ
【請求項2】
炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなる鋼線材若しくは鋼線又は棒鋼を圧延して帯鋼又は鋼板を製造する方法であって、常温から250℃以下の範囲内の圧延温度で孔型ロール圧延を行なって得られた圧延材を、平ロール圧延にて圧延して板状にするに当たり、以下の(1)式を満たすことを特徴とする帯鋼又は鋼板の製造方法。
ln(d0/t)≧2.3 ・・・・・・(1)
d0:鋼線状若しくは鋼線又は棒鋼の直径又は対辺面間長さ
t:圧延後の帯鋼又は鋼板の厚さ
【請求項3】
請求項2に記載の帯鋼又は鋼板の製造方法において、前記鋼線材若しくは鋼線又は棒鋼を圧延材に圧延するに当たり、下記(2)式を満たすことを特徴とする帯鋼又は鋼板の製造方法。
d1≦/d0×0.6 ・・・・・・(2)
d0:鋼線状若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d1:圧延材の直径又は対辺面間長さ
【請求項4】
請求項2又は3に記載の帯鋼又は鋼板の製造方法において、前記鋼線材若しくは鋼線又は棒鋼を常温から250℃以下の範囲内の圧延温度で孔型ロール圧延を行ない、当該孔型ロール圧延の最終パスにおいてオーバル孔型ロール又は偏平ボックス孔型ロールにより断面がオーバル形状又は長方形にして得られた異形断面材を、前記平ロール圧延にて圧延して板状にするに当たり、下記(3)式を満たすことを特徴とする帯鋼又は鋼板の製造方法。
d2≦d0×0.3 ・・・・・・(3)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d2:異形断面材の短辺長さ
【請求項5】
請求項4に記載の帯鋼又は鋼板の製造方法において、前記異形断面材を更に、常温から250℃以下の範囲内の圧延温度で平ロールによる圧延を1パス又は2パス行なって得られた薄帯状材を、前記平ロール圧延にて圧延して板状にするに当たり、下記(4)式を満たすことを特徴とする帯鋼又は鋼板の製造方法。
d3≦d0×0.25 ・・・・・・(4)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d3:薄帯状材の厚さ
【請求項6】
前記常温から250℃以下の範囲内の圧延温度での孔型ロール圧延には、オーバル孔型ロールとこれに次ぐスクエア孔型ロールとの組み合わせによる圧延を1回以上含ませることを特徴とする、請求項2から5のいずれかに記載の帯鋼又は鋼板の製造方法。
【請求項7】
炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなる鋼線材若しくは鋼線又は棒鋼を圧延して帯鋼又は鋼板を製造する方法であって、250℃超えから800℃以下の範囲内の圧延温度で孔型ロール圧延を行なって得られた圧延材を、平ロール圧延にて圧延して板状にするに当たり、以下の(1)式を満たすことを特徴とする帯鋼又は鋼板の製造方法。
ln(d0/t)≧2.3 ・・・・・・(1)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
t:圧延後の帯鋼又は鋼板の厚さ
【請求項8】
請求項7に記載の帯鋼および鋼板の製造方法において、前記鋼線材若しくは鋼線又は棒鋼を圧延材に圧延するに当たり、下記(5)式を満たすことを特徴とする帯鋼又は鋼板の製造方法。
d1’≦d0×0.6 ・・・・・・(5)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d1’:圧延材の直径又は対辺面間長さ
【請求項9】
請求項7又は8に記載の帯鋼および鋼板の製造方法において、前記鋼線材若しくは鋼線又は棒鋼を、250℃超えから800℃以下の範囲内の圧延温度で孔型ロール圧延を行ない、当該孔型ロール圧延の最終パスにおいてオーバル孔型ロール又は偏平ボックス孔型ロールにより断面がオーバル形状又は長方形の異形断面材を、前記平ロール圧延にて圧延して板状にするにあたり、下記(6)式を満たすことを特徴とする帯鋼又は鋼板の製造方法。
d2’≦d0×0.3 ・・・・・・(6)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d2’:異形断面材の短辺長さ
【請求項10】
請求項9に記載の鋼板の製造方法において、前記異形断面材を更に、250℃超えから800℃以下の範囲内の圧延温度で平ロールによる圧延を1パス又は2パス行なって得られた薄帯状材を、前記平ロール圧延にて圧延して板状にするに当たり、下記(7)式を満たすことを特徴とする帯鋼又は鋼板の製造方法。
d3’≦d0×0.25 ・・・・・・(7)
d0:鋼線材若しくは鋼線又は棒鋼の直径又は対辺面間長さ
d3’:薄帯状材の厚さ
【請求項11】
前記250℃超えから800℃以下の範囲内の圧延温度での孔型ロール圧延においては、オーバル孔型ロールとこれに次ぐスクエア孔型ロールとの組み合わせによる圧延を1回以上含ませることを特徴とする、請求項7から10のいずれかに記載の帯鋼又は鋼板の製造方法。
【請求項12】
請求項1から11の何れかに記載の帯鋼または鋼板の製造方法において、前記鋼線材若しくは鋼線又は棒鋼から最終的に得られる帯鋼又は鋼板での圧延における塑性加工に伴って導入される、前記帯鋼または鋼板の板幅中心部で且つ板厚中心部における有限要素法を用いた計算による塑性ひずみが、2.3以上であることを特徴とする帯鋼又は鋼板の製造方法。
【請求項13】
請求項1から12のいずれかに記載の製造方法において、平ロールによる圧延中、圧延後、又は圧延中及び圧延後の両方において、前記帯鋼又は鋼板に対して、400℃から700℃の範囲内で焼鈍することを特徴とする帯鋼又は鋼板の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】

【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2013−52444(P2013−52444A)
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2012−262877(P2012−262877)
【出願日】平成24年11月30日(2012.11.30)
【分割の表示】特願2008−66265(P2008−66265)の分割
【原出願日】平成20年3月14日(2008.3.14)
【出願人】(301023238)独立行政法人物質・材料研究機構 (1,333)
【Fターム(参考)】
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成24年11月30日(2012.11.30)
【分割の表示】特願2008−66265(P2008−66265)の分割
【原出願日】平成20年3月14日(2008.3.14)
【出願人】(301023238)独立行政法人物質・材料研究機構 (1,333)
【Fターム(参考)】
[ Back to top ]