
帯電部材および電子写真画像形成装置
【課題】高い電荷注入効率を示す帯電部材の提供。
【解決手段】帯電部材は、導電性の基体と、一方の端が該基体に結合されている導電性の繊維とを有し、該繊維は、絡み合っている複数のカーボンナノチューブを含み、かつ、先端部において、該カーボンナノチューブが露出している。前記カーボンナノチューブが、長さが5μm以下、アスペクト比が400以下である帯電部材。前記繊維が、基材として樹脂を含む帯電部材。繊維は、その根本側においては、絡み合っているカーボンナノチューブと基材としての樹脂を含む芯と、該芯を被覆している、樹脂を含む鞘と、からなる芯鞘構造を有し、その先端部においては、該鞘を有しておらず、該芯に含まれている該カーボンナノチューブが表面に露出している帯電部材。
【解決手段】帯電部材は、導電性の基体と、一方の端が該基体に結合されている導電性の繊維とを有し、該繊維は、絡み合っている複数のカーボンナノチューブを含み、かつ、先端部において、該カーボンナノチューブが露出している。前記カーボンナノチューブが、長さが5μm以下、アスペクト比が400以下である帯電部材。前記繊維が、基材として樹脂を含む帯電部材。繊維は、その根本側においては、絡み合っているカーボンナノチューブと基材としての樹脂を含む芯と、該芯を被覆している、樹脂を含む鞘と、からなる芯鞘構造を有し、その先端部においては、該鞘を有しておらず、該芯に含まれている該カーボンナノチューブが表面に露出している帯電部材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、帯電部材および電子写真画像形成装置に関する。
【背景技術】
【0002】
接触帯電の帯電機構(帯電メカニズム、帯電原理)には、(1)放電帯電機構と(2)直接注入帯電機構の2種類の帯電機構が混在しており、どちらが支配的であるかにより各々の特徴が現れる。
【0003】
直接注入帯電機構は、接触帯電部材から被帯電体へ電荷が直接注入されることで、被帯電体表面を帯電するものである。接触帯電部材としての帯電ブラシを使用した帯電装置は、機構的に簡易であり、コスト的にも帯電ローラを使用したローラ帯電方式より有利なため実用化されつつある。
【0004】
しかしながら、接触注入帯電を行う帯電方法では、注入効率などの点で未だ十分な特性が得難い。
【0005】
帯電ブラシによる帯電では、感光体表面に帯電ブラシのブラシ毛を均一に接触させる必要がある。そのため、ブラシ毛を構成する繊維としては、例えばナイロン−6、ナイロン−66、ナイロン−12、ポリエチレンテレフタレート、ポリエチレン、やポリプロピレンなどの基材樹脂中にカーボン等の導電性フィラーを分散させた導電性繊維が使用されている。
【0006】
前記導電性繊維は、基材樹脂と導電性フィラーとを所望の割合で含む樹脂コンパウンドペレットを、例えばエクストルーダー中で混練、溶融し、次いで、溶融物を紡糸口金より押し出し、冷却、延伸を行うことにより製造される。
【0007】
ところが、上記の方法で製造される導電性繊維の表面のほとんどは電気的に絶縁性の基材樹脂で構成されている。そのため、このような導電性繊維から構成されたブラシ毛を有する帯電ブラシを用いて感光体を帯電させようとした場合、該帯電ブラシから感光体への電荷の注入は、導電性繊維の表面に露出した導電性フィラーが感光体に直接接触したときにのみ行われる。そのため、帯電効率が悪いという課題があった。
【0008】
そこで、特許文献1には、被帯電体表面を帯電する帯電部材において、導電性樹脂成形物を機会研磨および/または裁断することにより、カーボンナノチューブの長手方向の一部を導電性樹脂成形物外に突出させて、電荷注入の速度を向上させることが記載されている。
【0009】
また、特許文献2には、画像形成装置用帯電部材において、基材樹脂中に分散された導電性フィラーとしてのカーボンナンナノチューブを繊維の長さ方向にほぼ揃った導電性繊維を使用することにより、導電性繊維の電気抵抗値のばらつきが小さくなることが記載されている。
【0010】
また、特許文献3には、ポリエステル樹脂中にカーボンナノファイバーを分散させた導電性繊維において、導電性繊維表面のスキン層を除去するために、アルカリ水溶液中に浸漬して、繊維表面の樹脂部分を溶解するエッチング処理により、導電性繊維表面の接触抵抗を低減することが記載されている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特許第4089122号公報
【特許文献2】特開2007−34196号公報
【特許文献3】特開2008−138304号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
しかしながら、画像形成装置に望まれる高速化や高画質化の注入帯電条件では、後述する理由により、感光体表面に十分な帯電電圧を与えることが期待できない。
【0013】
上記特許文献1に記載されている帯電部材は、カーボンナノチューブの全部または一部が帯電部材表面から突出しているため、感光体に対して注入帯電が行われる際、感光体に直接接触しているカーボンナノチューブの先端部からしか電荷注入が行われない。そのため、高効率な電荷注入が期待できない。
【0014】
上記特許文献2に記載されている導電性繊維は、基材樹脂中に分散されたカーボンナノチューブの向きが、基材樹脂の内部において糸の長さ方向にほぼ揃っている。そのため、感光体に対して注入帯電が行われる際、導電性繊維表面に存在する電気的に高抵抗のスキン層が感光体に接触することになる。そのため、導電性繊維側面からの電荷注入はほとんど行われず、高効率な電荷注入が期待できない。
【0015】
特許文献3に記載されている導電性繊維は、化学エッチング処理により繊維表面のスキン層が除去される。しかし、導電性フィラーであるカーボンナノファイバーが溶融紡糸によりポリエステル樹脂の内部において糸の長さ方向に揃うため、感光体に対して注入帯電が行われる際、導電性繊維側面で表面に存在するカーボンナノファイバー部分しか感光体表面に電荷注入が行われず、高効率な電荷注入が期待できない。さらに、化学エッチング処理については、基材樹脂は実質ポリエステルのみが可能であり、その他の樹脂について適用は困難である。
【0016】
そこで、本発明は、高い電荷注入効率を示す帯電部材を提供することにある。また、本発明の他の目的は、高品位な電子写真画像を形成し得る電子写真画像形成装置を提供に向けたものである。
【課題を解決するための手段】
【0017】
本発明によれば、導電性の基体と、一方の端が該基体に結合されている導電性の繊維とを有し、該繊維は、絡み合っている複数のカーボンナノチューブを含み、かつ、先端部において、該カーボンナノチューブが露出している帯電部材が提供される。
【0018】
また、本発明によれば、上記の帯電部材と、該帯電部材の先端とが接触するように配置されている電子写真感光体とを有している電子写真画像形成装置が提供される。
【発明の効果】
【0019】
本発明に係る帯電ブラシは、絡み合っているカーボンナノチューブを含み、かつ、当該カーボンナノチューブが繊維の先端部で露出している。そのため、感光体の表面と帯電部材の繊維先端部との接触抵抗が低減され、また、高効率な電荷注入が可能となる。
【図面の簡単な説明】
【0020】
【図1】本発明に係る帯電部材の概略図である。
【図2】帯電ブラシの抵抗測定方法の説明図である。
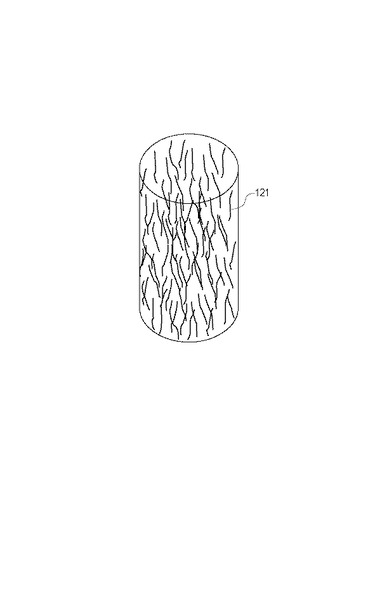
【図3】実施例1に係る導電性繊維先端部近傍の表面および断面に存在するカーボンナノチューブの分散状態の模式図である。
【図4】比較例1に係る導電性繊維の芯におけるカーボンナノチューブの分散状態の模式図である。
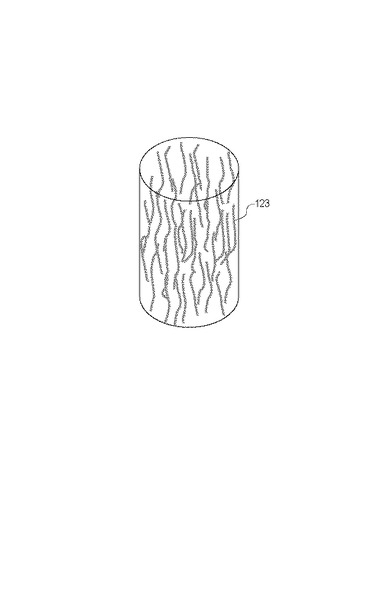
【図5】比較例2に係る導電性繊維の芯中のカーボンナノチューブの分散状態の模式図である。
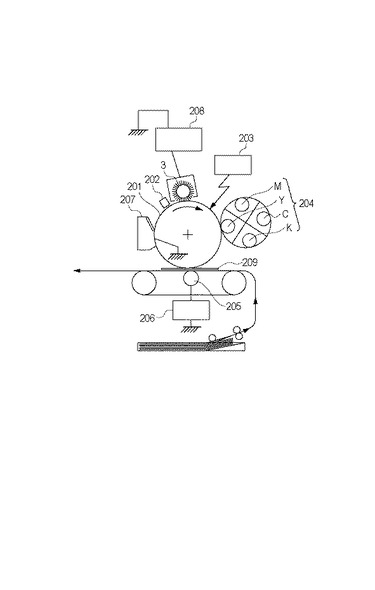
【図6】本発明に係る電子写真画像形成装置の概略図である。
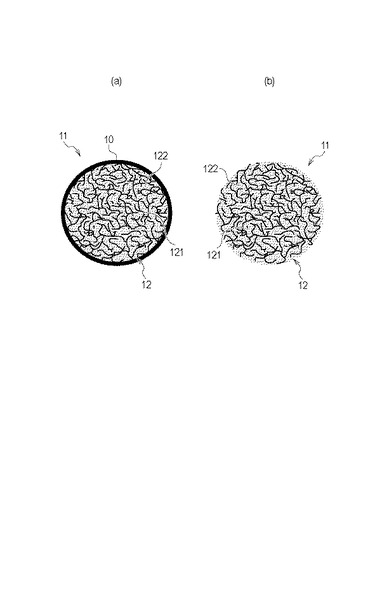
【図7】本発明に係る導電性繊維の径方向の断面図である。(a)酸素プラズマ処理の施されていない部分の径方向の断面図。(b)酸素プラズマ処理が施された部分の径方向の断面図。
【図8】本発明に係る帯電ブラシに用いるリボン状パイル織物の概略断面図である。
【図9】本発明に係る走査型プローブ顕微鏡の概略図である。
【発明を実施するための形態】
【0021】
以下に、本発明の帯電部材を実施するための最良の形態について説明するが、本発明はこれに限定されるものではない。
【0022】
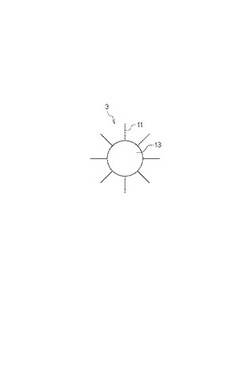
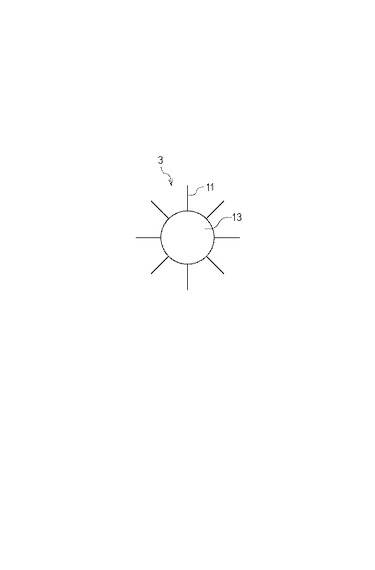
図1は本発明に係る帯電部材の一実施形態を示す帯電ブラシ3の断面を模式的に示している。帯電ブラシ3は、基体13の表面に導電性接着層12によって導電性繊維11が結合させられている。図7は、1本の導電性繊維11の径方向の断面図であり、図7(a)は基体に近い側の断面を示し、図7(b)は被帯電体である電子写真感光体と接触する先端部分の断面を示す。
【0023】
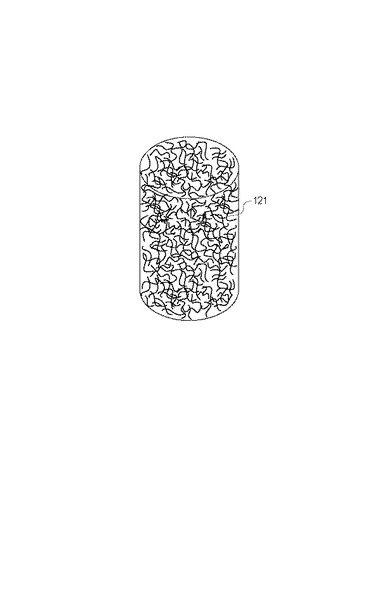
図7(a)において、12は、カーボンナノチューブ121及び基材としての樹脂122を含み、かつ、カーボンナノチューブ121が絡み合ってなる構成を有する芯である。そして、芯12は、熱可塑性樹脂を含む鞘10によって被覆されている。一方、図7(b)に示したように、導電性繊維の先端部分においては、鞘10の部分が存在せず、芯12を構成しているカーボンナノチューブが露出している。
【0024】
ここで、芯12は、複数本のカーボンナノチューブが絡み合ってなる構成を有する。その結果、導電性繊維の先端においては、電子写真感光体との接触によって導電パスを形成可能な放電点が多数存在しているものと考えられる。
【0025】
芯を構成しているカーボンナノチューブとしては、長さLが5μm以下、直径Dに対する長さLの比であるアスペクト比L/Dが400以下が好適である。カーボンナノチューブの長さLが5μm以下、およびアスペクト比L/Dが400以下とすることによって、溶融紡糸法によって導電性繊維を形成した際にも、カーボンナノチューブが繊維の紡糸方向に配向することが抑制され、カーボンナノチューブが絡み合った芯を容易に得ることができる。
【0026】
本発明に係るカーボンナノチューブとしては、例えば、単一のグラフェンからなる円筒状のチューブである単層カーボンナノチューブ、および、2つ以上の径の異なるグラフェンからなる円筒状のチューブが重なった多層カーボンナノチューブを挙げられる。
【0027】
導電性繊維の基材を構成する樹脂としては、例えばナイロン−6、ナイロン−66、ナイロン−12、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリフェニレンサルファイドやポリエーテルエーテルケトンが挙げられる。また、2種以上の樹脂からなる混合樹脂であってもよい。
【0028】
本発明に係る導電性繊維は、上記基材樹脂に、好ましくは、長さLが5μm以下、アスペクト比L/Dが400以下のカーボンナノチューブを所望量分散させた樹脂コンパウンドペレットを、溶融紡糸法を用いることにより製造される。
【0029】
樹脂コンパウンドペレットは、例えば二軸エクストルーダー等を用いて、基材樹脂ペレットとカーボンナノチューブを直接混練・溶融によりペレット化することで製造することができる。基材樹脂中へのカーボンナノチューブを均一に分散された樹脂コンパウンドペレットを製造するには、基材樹脂ペレットを凍結粉砕し、所望の粒度分布の基材樹脂微粉末とカーボンナノチューブを直接混練・溶融によりペレット化することで製造することが好ましい。
【0030】
溶融状態で口金から押し出された導電性繊維は、冷却され、処理剤を付着せしめた後、好ましくは、100〜10000m/min、特には300m/min〜2000m/minの巻き取り速度で巻き取られる。
【0031】
ここで、口金ノズルから押し出される繊維は、1本のモノフィラメントよりも、複数の繊維の束からなるマルチフィラメントが好ましく、その繊維一束の本数は、20〜200本が好ましい。また、付着せしめた処理剤は、含水系あるいは非含水系の処理剤が適用される。
【0032】
本発明に係る導電性繊維は、その根本側では、複数のカーボンナノチューブが絡み合っている芯と、該芯を被覆している熱可塑性樹脂を含む鞘とからなる芯鞘構造を有している。 一方、被帯電体である電子写真感光体と接触する先端部においては、鞘を有さず、芯に含まれている該カーボンナノチューブが表面に露出している。
【0033】
被帯電体と接触する導電性繊維の先端部において、絡み合っている複数のカーボンナノチューブを露出させるためには、芯を被覆している鞘を酸素プラズマ処理によって除去する方法が好適に用いられる。
【0034】
酸素プラズマ処理は、真空容器内に酸素ガスを導入して減圧状態に保持し、真空容器と真空容器内に設置した多孔金属円筒電極の間に酸素プラズマを誘起し、前記多孔金属円筒電極内に設置した帯電ブラシの表面を処理するものである。前記多孔金属円筒電極内に帯電ブラシを設置することにより、プラズマ中のイオンや電子を可能な限り除去することで、酸素原子ラジカルにより、帯電ブラシを構成する導電性繊維先端部表面のスキン層を除去することが可能となる。プラズマ生成条件は、装置構成及び処理物の大きさにより、好適に選択されるが、高周波電力としては、30W〜300Wが、また酸素ガス流量は30sccm〜150sccmが好ましい。
【0035】
酸素プラズマ処理時間については、2分以上10分以下が好ましい。酸素プラズマ処理時間を上記の範囲内とすることで、芯を被覆している鞘を十分に除去することができる。
【0036】
ところで、注入帯電では、電位の収束性を確保するため、電子写真感光体が帯電ブラシと接触しているニップを通過する時間が、帯電ブラシ部材外周表面の導電性繊維の電気抵抗と感光体の静電容量からなる時定数の約5倍以上になることが望ましい。例えば、OPCと比べて誘電率の高いアモルファスシリコン感光体は、200mm/sec以上の周速で使用されることがある。この場合、すなわち、時定数が2msec以下になる場合は、感光体と帯電ブラシの先端部との接触部分、つまり、侵入量は、数100μm以上有することが好ましく、また、電子写真感光体に接触しているニップの感光体回転方向の幅がある程度あることが好ましい。
【0037】
そのため、一般的な感光体の半径と帯電部材の半径の合計から、電子写真感光体と帯電部材の回転中心距離を差し引いた値として定義されるブラシ毛の侵入量は400μm以上が好ましい。このため、3次元的に絡み合っている複数のカーボンナノチューブを含んでいる芯と、該芯を被覆している熱可塑性樹脂を含む鞘とからなる芯鞘構造を有する導電性繊維の先端部において、芯を露出させる範囲は、導電性繊維の先端部から根本に向かって、少なくとも400μm以上とすることが好ましい。
【0038】
本発明で用いられる導電性繊維1本当たりの電気抵抗値は、感光体の一部への電流集中による感光体の破壊を防止するために、1x103Ω以上が好ましい。また、時定数が2mmsec以下になる注入帯電条件でも帯電電位を安定させるためには、必要に応じて、導電性繊維1本当たりの抵抗値を1x1010Ω以下にすることが好ましい。
【0039】
以上から、帯電ブラシの導電性繊維1本当たりの抵抗値は、1x103Ω以上、1x1010Ω以下が好ましい選択範囲である。
【0040】
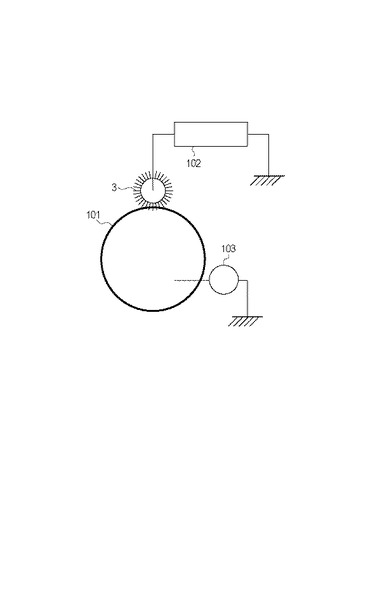
本発明で用いられる導電性繊維1本当たりの電気抵抗値の測定法を図2に示す。直径80mmのアルミニウム円筒101に対して、ブラシ部材102を、回転軸が平行になるように配置し、ブラシ部材を回転させながら高圧電源103で電圧を印加して、電流計104で読み取った電流値からブラシ部材の抵抗値を算出する。ブラシ部の導電性繊維の侵入量は500μm、回転速度は100rpm、印加電圧は100Vで測定を行った。
【0041】
ブラシ部材とアルミニウム円筒とが接触している領域は、ブラシ部材の回転方向に約9mm、回転軸方向には300mmであり、導電性繊維の密度が850本/mm2の場合、測定したブラシ部材の抵抗値は約2.3×106本の導電性繊維からなっている。よって、ブラシ状態での導電性繊維1本当たりの抵抗値は、測定したブラシ部材抵抗値×2.3×106により得られる。
【0042】
本発明に係る帯電部材の基体としては、金属、合金などの導電性材料が好ましく用いられるが、絶縁体や半導体に導電性金属をコートした基体であってもよい。具体的には、ステンレス鋼(SUS)、AlやAl合金、FeやFe合金、CuやCu合金、NiやNi合金等であり得る。あるいは、前記金属や合金の表面に導電性ゴム層を設けたものであってもよい。
【0043】
本発明に係る帯電部材の製造方法としては、以下の2つの方法が挙げられる。
【0044】
1)溶融紡糸法により製造された導電性繊維の複数本集めた束が織り込まれた帯状の基布を、導電性の芯金軸に螺旋状に巻回することによる製造される織りブラシである。
【0045】
2)溶融紡糸法により製造された導電性繊維を、長さ0.5mm〜3mm前後にカットし、その後静電気を利用して飛翔させ、あらかじめ導電性接着層が塗布された基体に植え付ける、いわゆる静電植毛法で製造される静電植毛ブラシである。
【0046】
織りブラシの製造法は以下の通りである。溶融紡糸法により製造された導電性繊維を例えば毛ばさみ織りで織布して起立することで、長さ0.5mm〜5mmの導電性繊維を有する基布を得る。次に、前記基体表面に導電性接着剤を例えばスプレー法で、20μm〜100μmの厚さでコートする。その後、前記基布の導電性繊維の起立していない面を、前記導電性接着剤を塗布した面に、螺旋状に巻回して張り合わせ、その後60〜100℃の乾燥機で数時間乾燥することで、織りブラシを得た。
【0047】
静電植毛ブラシの製造法は以下の通りである。溶融紡糸法により製造された導電性繊維を長さ0.5mm〜3mm前後にカットし、カットパイルを得る。次に、前記基体表面に導電性接着剤を例えばスプレー法で、20μm〜100μmの厚さでコートする。次に、導電性接着層が塗布された基体を軸線まわりに回転させながら、その下方に電極版を配置する。次に、電極板上に前記カットパイルを載置し、電極板と基体とを高電圧電源に接続することで、カットパイルが飛翔して基体上の導電性接着層に植毛される。
【0048】
基体である金属芯表面に形成する導電性接着層は、アクリル系、エポキシ系、ウレタン系樹脂の接着剤に導電性フェラーを分散させた導電性接着剤をスプレー法によって厚さ50〜200μmで塗布し、その後熱硬化させて形成する。
【0049】
また、本発明に用いられる導電性接着層の抵抗率の値は、1.0×102Ωcm以上1.0×108Ωcm以下が好ましい範囲である。
【0050】
図6に示すように、本発明の一実施形態による電子写真画像形成装置は、上述した帯電ブラシからなる帯電部材3と、前記帯電部材により帯電され潜像が形成される感光体(感光ドラムともいう)201とを有する。感光体201は帯電部材3の導電性繊維の表面が接触するように配置される。
【0051】
感光体201としては、例えば、直径が80mmの負帯電性のa−Si系感光ドラムを用い、感光体の回転速度は300mm/secである。前露光ランプ202には、波長660nmのLEDを用い、帯電直前の感光ドラムの表面電位を均一に低下させるために感光ドラム表面を露光する。帯電装置は、上述したカーボンナノチューブを含有した導電性繊維を有する帯電部材3を用いる。画像信号により変調されたレーザー光203により走査露光が行われ、感光ドラム上に静電潜像を形成する。
【0052】
現像器204には、マグネットローラを内包した4色の現像スリーブ(M、Y、C、K)上に、現像剤をコーティングし、図示しない現像器用電源を用いて現像バイアスを印加することによって、感光ドラム上にトナーが現像される。現像剤としては、例えば、粒径が、約7μmの負帯電性トナーと、約35μmの現像用磁性粒子とを用いる。現像スリーブは、感光ドラムと同方向に回転し、その周速は約450mm/secである。感光ドラムに対向しているマグネットローラの磁極は90mTであり、現像スリーブと感光ドラムとの隙間は350μmとする。
【0053】
転写装置は、直径16mmの導電性スポンジローラ205と直流電源206とからなり、被転写部材209を感光体との間に挟んで、トナーの帯電極性と逆極性の電圧を印加することで被転写部材上にトナーを移動させる。
【0054】
クリーナー207としては、厚さ2mmのウレタン製のクリーニングブレードを用い、転写残トナーをクリーニングブレードで感光ドラム上から掻き落とすことによりクリーニングを行う。
【0055】
本発明で用いる帯電装置に装着される帯電ブラシは、外径20mmであり、感光体に対して回転軸を平行になるように配置する。帯電ブラシの半径と感光体の半径を加えた値から、各々の回転軸間の距離を引いた値である、所謂侵入量は、750μmとする。帯電ブラシの回転方向は感光体と同じにすることで、感光体と帯電ブラシとの接触領域ではお互い逆方向に移動するようにし、回転速度は450mm/sec〜550mm/secとする。
【0056】
帯電のためのバイアスとして、−700Vの直流電圧を電源208より印加する。本実施例では直流のみであるが、正弦波のような交流電圧を重畳してもよい。
【0057】
本発明に係る帯電ブラシは、絡み合っているカーボンナノチューブを含み、かつ、当該カーボンナノチューブが繊維の先端部で露出している。そのため、感光体の表面と帯電部材の繊維先端部との接触抵抗が低減され、また、高効率な電荷注入が可能となる。
また、かかる帯電ブラシを搭載した電子写真画像形成装置を用いて作像動作を行うことにより、良好な画像出力を行うことが可能となる。
【実施例】
【0058】
以下に、本発明の実施例を説明するが、本発明は、これの実施例に何ら限定されるものではない。
【0059】
(実施例1)
ポリエチレンテレフタレートペレットを凍結粉砕後、分級により粒径20μm以下の微粉末を作製した。次に、粒径20μm以下のポリエチレンテレフタレート微粉末と、長さが5μm以下で平均長さが3μm、アスペクト比が400以下のカーボンナノチューブを、カーボンナノチューブが5wt%になるようにドライブレンドした。ドライブレンドしたこれらの材料を、二軸エクストルーダーを用いて混練、溶融して、カーボンナノチューブが均一に分散されたポリエチレンテレフタレート樹脂コンパウンドのペレットを作製した。
【0060】
次に、このペレットを140℃で4時間乾燥させ、その後、このペレットを二軸エクストルーダーに導入し、紡糸温度290℃にて、口径0.3mm、孔数が36個の丸形孔の口金から該ペレットの溶融物を吐出させて紡糸した。
【0061】
得られた紡出糸条は、冷却長1mの冷却装置(ユニフロータイプ)を用いて風温25℃、風速0.5m/秒の冷却風によって冷却・固化させ、油剤(実効成分10重量%濃度)を付着させると共に、1000m/分で巻き取って、繊維径42μmの未延伸マルチフィラメント糸を作製した。
【0062】
得られた未延伸マルチフィラメント糸を、温度150℃で、延伸倍率が2倍となるように熱延伸して、36本の、直径30μmの導電性繊維からなるマルチフィラメント糸を作製した。
【0063】
得られたマルチフィラメント糸から長さ5cmの導電性繊維を1本切り出し、繊維の全面がプラズマにさらされるように設置して、酸素プラズマ処理を行った。酸素プラズマ処理後の導電性繊維の抵抗値は、3×107Ωであった。
【0064】
次に、上記で作製したマルチフィラメント糸を用いて、図8に示すように幅15mmのリボン状のパイル織物を作製した。次に、リボン状のパイル織物をアルミパイプに巻き付けた状態で、真空容器内の多孔金属円筒電極内にアルミパイプの両端のみを支持する状態で設置し、酸素プラズマ処理を行った。
【0065】
酸素プラズマ処理後のリボン状のパイル織物から1本の導電性繊維を抜き取り、導電性繊維のプラズマ処理側先端部の表面および断面のSEM観察を行った。SEM観察の結果から、導電性繊維の芯の構成成分としてのカーボンナノチューブ121の分散状態を図3に模式的に示す。図3に示したように、カーボンナノチューブ121は、導電性繊維の芯部分の表面および内部において、3次元的に絡み合い、ネットワーク組織を構成していることが分かった。
【0066】
また、上記酸素プラズマ処理後のリボン状のパイル織物から1本の導電性繊維を抜き取り、プラズマ処理側とは反対のパイル織物の基地側(前記アルミパイプと接触する側)の導電性繊維表面をSEM観察した結果、カーボンナノチューブは観察されなかった。これは、カーボンナノチューブが分散された導電性繊維において、プラズマ処理されていない表面はスキン層が存在していることを意味している。
【0067】
(実施例2)
ポリフェニレンサルファイドペレットを凍結粉砕後、分級により粒径20μm以下の微粉末を作製した。次に、粒径20μm以下のポリフェニレンサルファイド微粉末と、長さが5μm以下で平均長さが3μm、アスペクト比が400以下のカーボンナノチューブを、カーボンナノチューブが4.5wt%になるようにドライブレンドした。ドライブレンドしたこれらの材料を、二軸エクストルーダーを用いて混練、溶融して、カーボンナノチューブが均一に分散されたポリフェニレンサルファイド樹脂コンパウンドのペレットを作製した。次に、このペレットを用いて、実施例1と同様の方法によって、36本の、直径28μmの導電性繊維からなるマルチフィラメント糸を作製した。
【0068】
得られたマルチフィラメント糸から長さ5cmの導電性繊維を1本を切り出し、当該導電性繊維の全面に対して酸素プラズマ処理を施した。酸素プラズマ処理後の導電性繊維の抵抗値は、8×107Ωであった。
【0069】
次に、上記で作製したマルチフィラメント糸を用いて、施例1と同様の方法で、幅15mmのリボン状のパイル織物を作製し、さらにリボン状のパイル織物をアルミパイプに巻き付けた状態で酸素プラズマ処理を行った。
【0070】
酸素プラズマ処理後、リボン状のパイル織物から1本の導電性繊維を抜き取り、導電性繊維のプラズマ処理側先端部の表面および断面のSEM観察を行った。SEM観察の結果から、導電性繊維の芯の構成成分としてのカーボンナノチューブの分散状態は図3と同様に、導電性繊維の芯の表面および内部において、3次元的に絡み合ったネットワーク組織を構成していることが分かった。
【0071】
(比較例1)
平均長さが10μm、平均アスペクト比が150のカーボンナノチューブを、ポリエチレンテレフタレート樹脂中に5wt%分散させたポリエチレンテレフタレート樹脂コンパウンドのペレットを実施例1と同様の方法で作製した。
【0072】
次に、このペレットを用いて、実施例1と同様の方法で、36本の、直径30μmの導電性繊維からなるマルチフィラメント糸を作製した。
【0073】
得られたマルチフィラメント糸から長さ5cmの導電性繊維を1本切り出し、当該導電性繊維の全面に対して酸素プラズマ処理を施した。酸素プラズマ処理後の導電性繊維の芯の表面および断面のSEM観察を行った。SEM観察の結果から、導電性繊維の芯の中に分散されているカーボンナノチューブ121の分散状態を図4に模式的に示す。図4に示したように、カーボンナノチューブ121は、導電性繊維の芯の中においては、繊維の長さ方向に揃って配向しており、絡み合っていなかった。
【0074】
(比較例2)
ポリエチレンテレフタレートペレットを凍結粉砕後、分級により粒径20μm以下の微粉末を作製した。次に、粒径20μm以下のポリエチレンテレフタレート微粉末と、平均長さが15μm、平均アスペクト比が100のカーボンナノファイバーを、カーボンナノファイバーが5wt%になるようにドライブレンドした。ドライブレンドしたこれらの材料を、二軸エクストルーダーで混練・溶融することで、カーボンナノファイバーが均一に分散されたポリエチレンテレフタレート樹脂コンパウンドのペレットを作製した。
【0075】
次に、このペレットを用いて、実施例1と同様の方法によって、36本の、直径30μmの導電性繊維からなるマルチフィラメントを作製した。
【0076】
得られたマルチフィラメントから長さ5cmの導電性繊維を1本切り出し、当該導電性繊維の全面に対して酸素プラズマ処理を施した。酸素プラズマ処理後の導電性繊維表面および断面のSEM観察を行った。SEM観察の結果から、導電性繊維の芯の中に分散されているカーボンナノファイバー123の分散状態を図5に模式的に示す。図5に示したように、カーボンナノファイバー123は繊維の長さ方向に揃って配向しており、絡み合っていなかった。
【0077】
(実施例3)
実施例1と同様にして、ポリエチレンテレフタレート樹脂中に、長さが5μm以下で平均長さが3μm、アスペクト比が400以下のカーボンナノチューブが均一に分散されたポリエチレンテレフタレート樹脂コンパウンドのペレットを作製した。
【0078】
このペレットを用いて、実施例1と同様の方法で、36本の、直径24μmの導電性繊維からなるマルチフィラメント糸を作製した。
【0079】
得られたマルチフィラメント糸を用いて、図8に示すような幅15mmのリボン状のパイル織物を作製した。このリボン状のパイル織物をステンレス鋼製の基体に巻き付けた後、真空容器内の多孔金属円筒電極内に基体の両端のみを支持する状態で設置し、酸素プラズマ処理を行った。プラズマ処理後、表面の最終仕上げ加工を行うことで、外径20mmの帯電ブラシを作製した。この帯電ブラシ表面の導電性繊維密度は、200kF/inch2であった。
【0080】
この帯電ブラシから1本の導電性繊維を抜き取って、表面および断面のSEM観察を行った。その結果、導電性繊維の先端部においては、図3に示すように、カーボンナノチューブが導電性繊維表面および内部において、3次元的に絡み合い、ネットワーク組織を構成していることを確認した。
【0081】
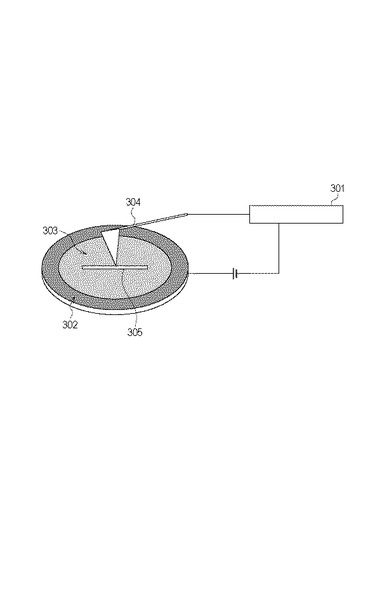
また、この導電性繊維の先端の酸素プラズマ処理を施した部分の表面の放電性を以下の方法によって評価した。すなわち、図9に示す走査型プローブ顕微鏡を用いて、STM探針304にバイアス電圧を10V印加し、前記STM探針を、アルミニウム製の試料台301上に置いた導電性シート303の上に設置した導電性繊維の表面に接触させ、5μm×5μmの領域の走査を行いながら前記STM探針に流れる電流値を走査範囲全域で測定した。なお、図9中、301は電流検出回路を示す。その結果、酸素プラズマ処理部の測定部分の全表面積を基準として、約75%の領域で電極との間に導電パスが形成されていることが分かった。
【0082】
次に、この帯電ブラシを図6に示す複写機に装着し、帯電ブラシの感光体への侵入量を1mmに設定した。帯電ブラシの回転速度を500mm/secとし、帯電ブラシに−700Vの直流電圧を印加して電子写真画像の形成を行った。その結果、ハーフトーン部の網目の大きさが均一で、良好な画像が得られた。すなわち、感光体を均一かつ良好に帯電できたことが確認できた。
【0083】
(比較例3)
実施例3と同様な方法で導電性繊維が36本からなるマルチフィラメント糸を作製し、次いで幅15mmのリボン状のパイル織物を作製した。
【0084】
次に、このリボン状のパイル織物をSUS製基体に巻き付けた後、表面の最終仕上げ加工を行うことで、外径20mmの帯電ブラシを作製した。この帯電ブラシ表面の導電性繊維密度は、200kF/inch2であった。
【0085】
また、この導電性繊維の表面の放電性を以下の方法によって評価した。すなわち、実施例3と同様な方法で走査型プローブ顕微鏡を用いて、導電性繊維表面の電流値を走査範囲全域で測定した。その結果、導電性繊維の測定部分の全表面積を基準として、約30%の領域でしか電極との間に導電パスが形成されていないことが分かった。
【0086】
次に、この帯電ブラシを実施例3と同様に図6に示す複写機内に取り付け、帯電ブラシの感光体への侵入量を1mmに設定した。帯電ブラシの回転速度を500mm/secとし、帯電ブラシに−700Vの直流電圧を印加した結果、白地部に紙の進行方向に沿って、スジ状にトナーがかぶった画像が出力された。また、ハーフトーン部の網目の大きさが乱れ、がさついた画像となった。
【産業上の利用可能性】
【0087】
本発明は、電子写真画像形成装置に利用可能なものである。より詳しくは、像担持体として電荷注入層を表面に備える有機感光体やアモルファスシリコン系感光体に対して、接触帯電にて該感光体を帯電した後、潜像形成と現像剤像形成し、その像を転写材上に転写、定着を行い、画像形成を行う装置に対して、放電を用いることなく均一な帯電電位を得ることを可能とする。
【符号の説明】
【0088】
3 ブラシ部材(帯電部材)
10 導電性繊維先端部
11 導電性繊維
12 導電性接着層
13 基体
101 アルミニウム円筒
102 高圧電源
103 電流計
121 カーボンナノチューブ
122 樹脂
123 カーボンナノファイバー
201 感光体
202 前露光ランプ
203 レーザー光
204 現像器
205 導電性スポンジローラ
206 直流電源
207 クリーナー
208 電源
209 被転写部材
301 電流検出回路
302 試料台(アルミ製)
303 導電性シート
304 STM探針
305 導電性繊維
【技術分野】
【0001】
本発明は、帯電部材および電子写真画像形成装置に関する。
【背景技術】
【0002】
接触帯電の帯電機構(帯電メカニズム、帯電原理)には、(1)放電帯電機構と(2)直接注入帯電機構の2種類の帯電機構が混在しており、どちらが支配的であるかにより各々の特徴が現れる。
【0003】
直接注入帯電機構は、接触帯電部材から被帯電体へ電荷が直接注入されることで、被帯電体表面を帯電するものである。接触帯電部材としての帯電ブラシを使用した帯電装置は、機構的に簡易であり、コスト的にも帯電ローラを使用したローラ帯電方式より有利なため実用化されつつある。
【0004】
しかしながら、接触注入帯電を行う帯電方法では、注入効率などの点で未だ十分な特性が得難い。
【0005】
帯電ブラシによる帯電では、感光体表面に帯電ブラシのブラシ毛を均一に接触させる必要がある。そのため、ブラシ毛を構成する繊維としては、例えばナイロン−6、ナイロン−66、ナイロン−12、ポリエチレンテレフタレート、ポリエチレン、やポリプロピレンなどの基材樹脂中にカーボン等の導電性フィラーを分散させた導電性繊維が使用されている。
【0006】
前記導電性繊維は、基材樹脂と導電性フィラーとを所望の割合で含む樹脂コンパウンドペレットを、例えばエクストルーダー中で混練、溶融し、次いで、溶融物を紡糸口金より押し出し、冷却、延伸を行うことにより製造される。
【0007】
ところが、上記の方法で製造される導電性繊維の表面のほとんどは電気的に絶縁性の基材樹脂で構成されている。そのため、このような導電性繊維から構成されたブラシ毛を有する帯電ブラシを用いて感光体を帯電させようとした場合、該帯電ブラシから感光体への電荷の注入は、導電性繊維の表面に露出した導電性フィラーが感光体に直接接触したときにのみ行われる。そのため、帯電効率が悪いという課題があった。
【0008】
そこで、特許文献1には、被帯電体表面を帯電する帯電部材において、導電性樹脂成形物を機会研磨および/または裁断することにより、カーボンナノチューブの長手方向の一部を導電性樹脂成形物外に突出させて、電荷注入の速度を向上させることが記載されている。
【0009】
また、特許文献2には、画像形成装置用帯電部材において、基材樹脂中に分散された導電性フィラーとしてのカーボンナンナノチューブを繊維の長さ方向にほぼ揃った導電性繊維を使用することにより、導電性繊維の電気抵抗値のばらつきが小さくなることが記載されている。
【0010】
また、特許文献3には、ポリエステル樹脂中にカーボンナノファイバーを分散させた導電性繊維において、導電性繊維表面のスキン層を除去するために、アルカリ水溶液中に浸漬して、繊維表面の樹脂部分を溶解するエッチング処理により、導電性繊維表面の接触抵抗を低減することが記載されている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特許第4089122号公報
【特許文献2】特開2007−34196号公報
【特許文献3】特開2008−138304号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
しかしながら、画像形成装置に望まれる高速化や高画質化の注入帯電条件では、後述する理由により、感光体表面に十分な帯電電圧を与えることが期待できない。
【0013】
上記特許文献1に記載されている帯電部材は、カーボンナノチューブの全部または一部が帯電部材表面から突出しているため、感光体に対して注入帯電が行われる際、感光体に直接接触しているカーボンナノチューブの先端部からしか電荷注入が行われない。そのため、高効率な電荷注入が期待できない。
【0014】
上記特許文献2に記載されている導電性繊維は、基材樹脂中に分散されたカーボンナノチューブの向きが、基材樹脂の内部において糸の長さ方向にほぼ揃っている。そのため、感光体に対して注入帯電が行われる際、導電性繊維表面に存在する電気的に高抵抗のスキン層が感光体に接触することになる。そのため、導電性繊維側面からの電荷注入はほとんど行われず、高効率な電荷注入が期待できない。
【0015】
特許文献3に記載されている導電性繊維は、化学エッチング処理により繊維表面のスキン層が除去される。しかし、導電性フィラーであるカーボンナノファイバーが溶融紡糸によりポリエステル樹脂の内部において糸の長さ方向に揃うため、感光体に対して注入帯電が行われる際、導電性繊維側面で表面に存在するカーボンナノファイバー部分しか感光体表面に電荷注入が行われず、高効率な電荷注入が期待できない。さらに、化学エッチング処理については、基材樹脂は実質ポリエステルのみが可能であり、その他の樹脂について適用は困難である。
【0016】
そこで、本発明は、高い電荷注入効率を示す帯電部材を提供することにある。また、本発明の他の目的は、高品位な電子写真画像を形成し得る電子写真画像形成装置を提供に向けたものである。
【課題を解決するための手段】
【0017】
本発明によれば、導電性の基体と、一方の端が該基体に結合されている導電性の繊維とを有し、該繊維は、絡み合っている複数のカーボンナノチューブを含み、かつ、先端部において、該カーボンナノチューブが露出している帯電部材が提供される。
【0018】
また、本発明によれば、上記の帯電部材と、該帯電部材の先端とが接触するように配置されている電子写真感光体とを有している電子写真画像形成装置が提供される。
【発明の効果】
【0019】
本発明に係る帯電ブラシは、絡み合っているカーボンナノチューブを含み、かつ、当該カーボンナノチューブが繊維の先端部で露出している。そのため、感光体の表面と帯電部材の繊維先端部との接触抵抗が低減され、また、高効率な電荷注入が可能となる。
【図面の簡単な説明】
【0020】
【図1】本発明に係る帯電部材の概略図である。
【図2】帯電ブラシの抵抗測定方法の説明図である。
【図3】実施例1に係る導電性繊維先端部近傍の表面および断面に存在するカーボンナノチューブの分散状態の模式図である。
【図4】比較例1に係る導電性繊維の芯におけるカーボンナノチューブの分散状態の模式図である。
【図5】比較例2に係る導電性繊維の芯中のカーボンナノチューブの分散状態の模式図である。
【図6】本発明に係る電子写真画像形成装置の概略図である。
【図7】本発明に係る導電性繊維の径方向の断面図である。(a)酸素プラズマ処理の施されていない部分の径方向の断面図。(b)酸素プラズマ処理が施された部分の径方向の断面図。
【図8】本発明に係る帯電ブラシに用いるリボン状パイル織物の概略断面図である。
【図9】本発明に係る走査型プローブ顕微鏡の概略図である。
【発明を実施するための形態】
【0021】
以下に、本発明の帯電部材を実施するための最良の形態について説明するが、本発明はこれに限定されるものではない。
【0022】
図1は本発明に係る帯電部材の一実施形態を示す帯電ブラシ3の断面を模式的に示している。帯電ブラシ3は、基体13の表面に導電性接着層12によって導電性繊維11が結合させられている。図7は、1本の導電性繊維11の径方向の断面図であり、図7(a)は基体に近い側の断面を示し、図7(b)は被帯電体である電子写真感光体と接触する先端部分の断面を示す。
【0023】
図7(a)において、12は、カーボンナノチューブ121及び基材としての樹脂122を含み、かつ、カーボンナノチューブ121が絡み合ってなる構成を有する芯である。そして、芯12は、熱可塑性樹脂を含む鞘10によって被覆されている。一方、図7(b)に示したように、導電性繊維の先端部分においては、鞘10の部分が存在せず、芯12を構成しているカーボンナノチューブが露出している。
【0024】
ここで、芯12は、複数本のカーボンナノチューブが絡み合ってなる構成を有する。その結果、導電性繊維の先端においては、電子写真感光体との接触によって導電パスを形成可能な放電点が多数存在しているものと考えられる。
【0025】
芯を構成しているカーボンナノチューブとしては、長さLが5μm以下、直径Dに対する長さLの比であるアスペクト比L/Dが400以下が好適である。カーボンナノチューブの長さLが5μm以下、およびアスペクト比L/Dが400以下とすることによって、溶融紡糸法によって導電性繊維を形成した際にも、カーボンナノチューブが繊維の紡糸方向に配向することが抑制され、カーボンナノチューブが絡み合った芯を容易に得ることができる。
【0026】
本発明に係るカーボンナノチューブとしては、例えば、単一のグラフェンからなる円筒状のチューブである単層カーボンナノチューブ、および、2つ以上の径の異なるグラフェンからなる円筒状のチューブが重なった多層カーボンナノチューブを挙げられる。
【0027】
導電性繊維の基材を構成する樹脂としては、例えばナイロン−6、ナイロン−66、ナイロン−12、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリフェニレンサルファイドやポリエーテルエーテルケトンが挙げられる。また、2種以上の樹脂からなる混合樹脂であってもよい。
【0028】
本発明に係る導電性繊維は、上記基材樹脂に、好ましくは、長さLが5μm以下、アスペクト比L/Dが400以下のカーボンナノチューブを所望量分散させた樹脂コンパウンドペレットを、溶融紡糸法を用いることにより製造される。
【0029】
樹脂コンパウンドペレットは、例えば二軸エクストルーダー等を用いて、基材樹脂ペレットとカーボンナノチューブを直接混練・溶融によりペレット化することで製造することができる。基材樹脂中へのカーボンナノチューブを均一に分散された樹脂コンパウンドペレットを製造するには、基材樹脂ペレットを凍結粉砕し、所望の粒度分布の基材樹脂微粉末とカーボンナノチューブを直接混練・溶融によりペレット化することで製造することが好ましい。
【0030】
溶融状態で口金から押し出された導電性繊維は、冷却され、処理剤を付着せしめた後、好ましくは、100〜10000m/min、特には300m/min〜2000m/minの巻き取り速度で巻き取られる。
【0031】
ここで、口金ノズルから押し出される繊維は、1本のモノフィラメントよりも、複数の繊維の束からなるマルチフィラメントが好ましく、その繊維一束の本数は、20〜200本が好ましい。また、付着せしめた処理剤は、含水系あるいは非含水系の処理剤が適用される。
【0032】
本発明に係る導電性繊維は、その根本側では、複数のカーボンナノチューブが絡み合っている芯と、該芯を被覆している熱可塑性樹脂を含む鞘とからなる芯鞘構造を有している。 一方、被帯電体である電子写真感光体と接触する先端部においては、鞘を有さず、芯に含まれている該カーボンナノチューブが表面に露出している。
【0033】
被帯電体と接触する導電性繊維の先端部において、絡み合っている複数のカーボンナノチューブを露出させるためには、芯を被覆している鞘を酸素プラズマ処理によって除去する方法が好適に用いられる。
【0034】
酸素プラズマ処理は、真空容器内に酸素ガスを導入して減圧状態に保持し、真空容器と真空容器内に設置した多孔金属円筒電極の間に酸素プラズマを誘起し、前記多孔金属円筒電極内に設置した帯電ブラシの表面を処理するものである。前記多孔金属円筒電極内に帯電ブラシを設置することにより、プラズマ中のイオンや電子を可能な限り除去することで、酸素原子ラジカルにより、帯電ブラシを構成する導電性繊維先端部表面のスキン層を除去することが可能となる。プラズマ生成条件は、装置構成及び処理物の大きさにより、好適に選択されるが、高周波電力としては、30W〜300Wが、また酸素ガス流量は30sccm〜150sccmが好ましい。
【0035】
酸素プラズマ処理時間については、2分以上10分以下が好ましい。酸素プラズマ処理時間を上記の範囲内とすることで、芯を被覆している鞘を十分に除去することができる。
【0036】
ところで、注入帯電では、電位の収束性を確保するため、電子写真感光体が帯電ブラシと接触しているニップを通過する時間が、帯電ブラシ部材外周表面の導電性繊維の電気抵抗と感光体の静電容量からなる時定数の約5倍以上になることが望ましい。例えば、OPCと比べて誘電率の高いアモルファスシリコン感光体は、200mm/sec以上の周速で使用されることがある。この場合、すなわち、時定数が2msec以下になる場合は、感光体と帯電ブラシの先端部との接触部分、つまり、侵入量は、数100μm以上有することが好ましく、また、電子写真感光体に接触しているニップの感光体回転方向の幅がある程度あることが好ましい。
【0037】
そのため、一般的な感光体の半径と帯電部材の半径の合計から、電子写真感光体と帯電部材の回転中心距離を差し引いた値として定義されるブラシ毛の侵入量は400μm以上が好ましい。このため、3次元的に絡み合っている複数のカーボンナノチューブを含んでいる芯と、該芯を被覆している熱可塑性樹脂を含む鞘とからなる芯鞘構造を有する導電性繊維の先端部において、芯を露出させる範囲は、導電性繊維の先端部から根本に向かって、少なくとも400μm以上とすることが好ましい。
【0038】
本発明で用いられる導電性繊維1本当たりの電気抵抗値は、感光体の一部への電流集中による感光体の破壊を防止するために、1x103Ω以上が好ましい。また、時定数が2mmsec以下になる注入帯電条件でも帯電電位を安定させるためには、必要に応じて、導電性繊維1本当たりの抵抗値を1x1010Ω以下にすることが好ましい。
【0039】
以上から、帯電ブラシの導電性繊維1本当たりの抵抗値は、1x103Ω以上、1x1010Ω以下が好ましい選択範囲である。
【0040】
本発明で用いられる導電性繊維1本当たりの電気抵抗値の測定法を図2に示す。直径80mmのアルミニウム円筒101に対して、ブラシ部材102を、回転軸が平行になるように配置し、ブラシ部材を回転させながら高圧電源103で電圧を印加して、電流計104で読み取った電流値からブラシ部材の抵抗値を算出する。ブラシ部の導電性繊維の侵入量は500μm、回転速度は100rpm、印加電圧は100Vで測定を行った。
【0041】
ブラシ部材とアルミニウム円筒とが接触している領域は、ブラシ部材の回転方向に約9mm、回転軸方向には300mmであり、導電性繊維の密度が850本/mm2の場合、測定したブラシ部材の抵抗値は約2.3×106本の導電性繊維からなっている。よって、ブラシ状態での導電性繊維1本当たりの抵抗値は、測定したブラシ部材抵抗値×2.3×106により得られる。
【0042】
本発明に係る帯電部材の基体としては、金属、合金などの導電性材料が好ましく用いられるが、絶縁体や半導体に導電性金属をコートした基体であってもよい。具体的には、ステンレス鋼(SUS)、AlやAl合金、FeやFe合金、CuやCu合金、NiやNi合金等であり得る。あるいは、前記金属や合金の表面に導電性ゴム層を設けたものであってもよい。
【0043】
本発明に係る帯電部材の製造方法としては、以下の2つの方法が挙げられる。
【0044】
1)溶融紡糸法により製造された導電性繊維の複数本集めた束が織り込まれた帯状の基布を、導電性の芯金軸に螺旋状に巻回することによる製造される織りブラシである。
【0045】
2)溶融紡糸法により製造された導電性繊維を、長さ0.5mm〜3mm前後にカットし、その後静電気を利用して飛翔させ、あらかじめ導電性接着層が塗布された基体に植え付ける、いわゆる静電植毛法で製造される静電植毛ブラシである。
【0046】
織りブラシの製造法は以下の通りである。溶融紡糸法により製造された導電性繊維を例えば毛ばさみ織りで織布して起立することで、長さ0.5mm〜5mmの導電性繊維を有する基布を得る。次に、前記基体表面に導電性接着剤を例えばスプレー法で、20μm〜100μmの厚さでコートする。その後、前記基布の導電性繊維の起立していない面を、前記導電性接着剤を塗布した面に、螺旋状に巻回して張り合わせ、その後60〜100℃の乾燥機で数時間乾燥することで、織りブラシを得た。
【0047】
静電植毛ブラシの製造法は以下の通りである。溶融紡糸法により製造された導電性繊維を長さ0.5mm〜3mm前後にカットし、カットパイルを得る。次に、前記基体表面に導電性接着剤を例えばスプレー法で、20μm〜100μmの厚さでコートする。次に、導電性接着層が塗布された基体を軸線まわりに回転させながら、その下方に電極版を配置する。次に、電極板上に前記カットパイルを載置し、電極板と基体とを高電圧電源に接続することで、カットパイルが飛翔して基体上の導電性接着層に植毛される。
【0048】
基体である金属芯表面に形成する導電性接着層は、アクリル系、エポキシ系、ウレタン系樹脂の接着剤に導電性フェラーを分散させた導電性接着剤をスプレー法によって厚さ50〜200μmで塗布し、その後熱硬化させて形成する。
【0049】
また、本発明に用いられる導電性接着層の抵抗率の値は、1.0×102Ωcm以上1.0×108Ωcm以下が好ましい範囲である。
【0050】
図6に示すように、本発明の一実施形態による電子写真画像形成装置は、上述した帯電ブラシからなる帯電部材3と、前記帯電部材により帯電され潜像が形成される感光体(感光ドラムともいう)201とを有する。感光体201は帯電部材3の導電性繊維の表面が接触するように配置される。
【0051】
感光体201としては、例えば、直径が80mmの負帯電性のa−Si系感光ドラムを用い、感光体の回転速度は300mm/secである。前露光ランプ202には、波長660nmのLEDを用い、帯電直前の感光ドラムの表面電位を均一に低下させるために感光ドラム表面を露光する。帯電装置は、上述したカーボンナノチューブを含有した導電性繊維を有する帯電部材3を用いる。画像信号により変調されたレーザー光203により走査露光が行われ、感光ドラム上に静電潜像を形成する。
【0052】
現像器204には、マグネットローラを内包した4色の現像スリーブ(M、Y、C、K)上に、現像剤をコーティングし、図示しない現像器用電源を用いて現像バイアスを印加することによって、感光ドラム上にトナーが現像される。現像剤としては、例えば、粒径が、約7μmの負帯電性トナーと、約35μmの現像用磁性粒子とを用いる。現像スリーブは、感光ドラムと同方向に回転し、その周速は約450mm/secである。感光ドラムに対向しているマグネットローラの磁極は90mTであり、現像スリーブと感光ドラムとの隙間は350μmとする。
【0053】
転写装置は、直径16mmの導電性スポンジローラ205と直流電源206とからなり、被転写部材209を感光体との間に挟んで、トナーの帯電極性と逆極性の電圧を印加することで被転写部材上にトナーを移動させる。
【0054】
クリーナー207としては、厚さ2mmのウレタン製のクリーニングブレードを用い、転写残トナーをクリーニングブレードで感光ドラム上から掻き落とすことによりクリーニングを行う。
【0055】
本発明で用いる帯電装置に装着される帯電ブラシは、外径20mmであり、感光体に対して回転軸を平行になるように配置する。帯電ブラシの半径と感光体の半径を加えた値から、各々の回転軸間の距離を引いた値である、所謂侵入量は、750μmとする。帯電ブラシの回転方向は感光体と同じにすることで、感光体と帯電ブラシとの接触領域ではお互い逆方向に移動するようにし、回転速度は450mm/sec〜550mm/secとする。
【0056】
帯電のためのバイアスとして、−700Vの直流電圧を電源208より印加する。本実施例では直流のみであるが、正弦波のような交流電圧を重畳してもよい。
【0057】
本発明に係る帯電ブラシは、絡み合っているカーボンナノチューブを含み、かつ、当該カーボンナノチューブが繊維の先端部で露出している。そのため、感光体の表面と帯電部材の繊維先端部との接触抵抗が低減され、また、高効率な電荷注入が可能となる。
また、かかる帯電ブラシを搭載した電子写真画像形成装置を用いて作像動作を行うことにより、良好な画像出力を行うことが可能となる。
【実施例】
【0058】
以下に、本発明の実施例を説明するが、本発明は、これの実施例に何ら限定されるものではない。
【0059】
(実施例1)
ポリエチレンテレフタレートペレットを凍結粉砕後、分級により粒径20μm以下の微粉末を作製した。次に、粒径20μm以下のポリエチレンテレフタレート微粉末と、長さが5μm以下で平均長さが3μm、アスペクト比が400以下のカーボンナノチューブを、カーボンナノチューブが5wt%になるようにドライブレンドした。ドライブレンドしたこれらの材料を、二軸エクストルーダーを用いて混練、溶融して、カーボンナノチューブが均一に分散されたポリエチレンテレフタレート樹脂コンパウンドのペレットを作製した。
【0060】
次に、このペレットを140℃で4時間乾燥させ、その後、このペレットを二軸エクストルーダーに導入し、紡糸温度290℃にて、口径0.3mm、孔数が36個の丸形孔の口金から該ペレットの溶融物を吐出させて紡糸した。
【0061】
得られた紡出糸条は、冷却長1mの冷却装置(ユニフロータイプ)を用いて風温25℃、風速0.5m/秒の冷却風によって冷却・固化させ、油剤(実効成分10重量%濃度)を付着させると共に、1000m/分で巻き取って、繊維径42μmの未延伸マルチフィラメント糸を作製した。
【0062】
得られた未延伸マルチフィラメント糸を、温度150℃で、延伸倍率が2倍となるように熱延伸して、36本の、直径30μmの導電性繊維からなるマルチフィラメント糸を作製した。
【0063】
得られたマルチフィラメント糸から長さ5cmの導電性繊維を1本切り出し、繊維の全面がプラズマにさらされるように設置して、酸素プラズマ処理を行った。酸素プラズマ処理後の導電性繊維の抵抗値は、3×107Ωであった。
【0064】
次に、上記で作製したマルチフィラメント糸を用いて、図8に示すように幅15mmのリボン状のパイル織物を作製した。次に、リボン状のパイル織物をアルミパイプに巻き付けた状態で、真空容器内の多孔金属円筒電極内にアルミパイプの両端のみを支持する状態で設置し、酸素プラズマ処理を行った。
【0065】
酸素プラズマ処理後のリボン状のパイル織物から1本の導電性繊維を抜き取り、導電性繊維のプラズマ処理側先端部の表面および断面のSEM観察を行った。SEM観察の結果から、導電性繊維の芯の構成成分としてのカーボンナノチューブ121の分散状態を図3に模式的に示す。図3に示したように、カーボンナノチューブ121は、導電性繊維の芯部分の表面および内部において、3次元的に絡み合い、ネットワーク組織を構成していることが分かった。
【0066】
また、上記酸素プラズマ処理後のリボン状のパイル織物から1本の導電性繊維を抜き取り、プラズマ処理側とは反対のパイル織物の基地側(前記アルミパイプと接触する側)の導電性繊維表面をSEM観察した結果、カーボンナノチューブは観察されなかった。これは、カーボンナノチューブが分散された導電性繊維において、プラズマ処理されていない表面はスキン層が存在していることを意味している。
【0067】
(実施例2)
ポリフェニレンサルファイドペレットを凍結粉砕後、分級により粒径20μm以下の微粉末を作製した。次に、粒径20μm以下のポリフェニレンサルファイド微粉末と、長さが5μm以下で平均長さが3μm、アスペクト比が400以下のカーボンナノチューブを、カーボンナノチューブが4.5wt%になるようにドライブレンドした。ドライブレンドしたこれらの材料を、二軸エクストルーダーを用いて混練、溶融して、カーボンナノチューブが均一に分散されたポリフェニレンサルファイド樹脂コンパウンドのペレットを作製した。次に、このペレットを用いて、実施例1と同様の方法によって、36本の、直径28μmの導電性繊維からなるマルチフィラメント糸を作製した。
【0068】
得られたマルチフィラメント糸から長さ5cmの導電性繊維を1本を切り出し、当該導電性繊維の全面に対して酸素プラズマ処理を施した。酸素プラズマ処理後の導電性繊維の抵抗値は、8×107Ωであった。
【0069】
次に、上記で作製したマルチフィラメント糸を用いて、施例1と同様の方法で、幅15mmのリボン状のパイル織物を作製し、さらにリボン状のパイル織物をアルミパイプに巻き付けた状態で酸素プラズマ処理を行った。
【0070】
酸素プラズマ処理後、リボン状のパイル織物から1本の導電性繊維を抜き取り、導電性繊維のプラズマ処理側先端部の表面および断面のSEM観察を行った。SEM観察の結果から、導電性繊維の芯の構成成分としてのカーボンナノチューブの分散状態は図3と同様に、導電性繊維の芯の表面および内部において、3次元的に絡み合ったネットワーク組織を構成していることが分かった。
【0071】
(比較例1)
平均長さが10μm、平均アスペクト比が150のカーボンナノチューブを、ポリエチレンテレフタレート樹脂中に5wt%分散させたポリエチレンテレフタレート樹脂コンパウンドのペレットを実施例1と同様の方法で作製した。
【0072】
次に、このペレットを用いて、実施例1と同様の方法で、36本の、直径30μmの導電性繊維からなるマルチフィラメント糸を作製した。
【0073】
得られたマルチフィラメント糸から長さ5cmの導電性繊維を1本切り出し、当該導電性繊維の全面に対して酸素プラズマ処理を施した。酸素プラズマ処理後の導電性繊維の芯の表面および断面のSEM観察を行った。SEM観察の結果から、導電性繊維の芯の中に分散されているカーボンナノチューブ121の分散状態を図4に模式的に示す。図4に示したように、カーボンナノチューブ121は、導電性繊維の芯の中においては、繊維の長さ方向に揃って配向しており、絡み合っていなかった。
【0074】
(比較例2)
ポリエチレンテレフタレートペレットを凍結粉砕後、分級により粒径20μm以下の微粉末を作製した。次に、粒径20μm以下のポリエチレンテレフタレート微粉末と、平均長さが15μm、平均アスペクト比が100のカーボンナノファイバーを、カーボンナノファイバーが5wt%になるようにドライブレンドした。ドライブレンドしたこれらの材料を、二軸エクストルーダーで混練・溶融することで、カーボンナノファイバーが均一に分散されたポリエチレンテレフタレート樹脂コンパウンドのペレットを作製した。
【0075】
次に、このペレットを用いて、実施例1と同様の方法によって、36本の、直径30μmの導電性繊維からなるマルチフィラメントを作製した。
【0076】
得られたマルチフィラメントから長さ5cmの導電性繊維を1本切り出し、当該導電性繊維の全面に対して酸素プラズマ処理を施した。酸素プラズマ処理後の導電性繊維表面および断面のSEM観察を行った。SEM観察の結果から、導電性繊維の芯の中に分散されているカーボンナノファイバー123の分散状態を図5に模式的に示す。図5に示したように、カーボンナノファイバー123は繊維の長さ方向に揃って配向しており、絡み合っていなかった。
【0077】
(実施例3)
実施例1と同様にして、ポリエチレンテレフタレート樹脂中に、長さが5μm以下で平均長さが3μm、アスペクト比が400以下のカーボンナノチューブが均一に分散されたポリエチレンテレフタレート樹脂コンパウンドのペレットを作製した。
【0078】
このペレットを用いて、実施例1と同様の方法で、36本の、直径24μmの導電性繊維からなるマルチフィラメント糸を作製した。
【0079】
得られたマルチフィラメント糸を用いて、図8に示すような幅15mmのリボン状のパイル織物を作製した。このリボン状のパイル織物をステンレス鋼製の基体に巻き付けた後、真空容器内の多孔金属円筒電極内に基体の両端のみを支持する状態で設置し、酸素プラズマ処理を行った。プラズマ処理後、表面の最終仕上げ加工を行うことで、外径20mmの帯電ブラシを作製した。この帯電ブラシ表面の導電性繊維密度は、200kF/inch2であった。
【0080】
この帯電ブラシから1本の導電性繊維を抜き取って、表面および断面のSEM観察を行った。その結果、導電性繊維の先端部においては、図3に示すように、カーボンナノチューブが導電性繊維表面および内部において、3次元的に絡み合い、ネットワーク組織を構成していることを確認した。
【0081】
また、この導電性繊維の先端の酸素プラズマ処理を施した部分の表面の放電性を以下の方法によって評価した。すなわち、図9に示す走査型プローブ顕微鏡を用いて、STM探針304にバイアス電圧を10V印加し、前記STM探針を、アルミニウム製の試料台301上に置いた導電性シート303の上に設置した導電性繊維の表面に接触させ、5μm×5μmの領域の走査を行いながら前記STM探針に流れる電流値を走査範囲全域で測定した。なお、図9中、301は電流検出回路を示す。その結果、酸素プラズマ処理部の測定部分の全表面積を基準として、約75%の領域で電極との間に導電パスが形成されていることが分かった。
【0082】
次に、この帯電ブラシを図6に示す複写機に装着し、帯電ブラシの感光体への侵入量を1mmに設定した。帯電ブラシの回転速度を500mm/secとし、帯電ブラシに−700Vの直流電圧を印加して電子写真画像の形成を行った。その結果、ハーフトーン部の網目の大きさが均一で、良好な画像が得られた。すなわち、感光体を均一かつ良好に帯電できたことが確認できた。
【0083】
(比較例3)
実施例3と同様な方法で導電性繊維が36本からなるマルチフィラメント糸を作製し、次いで幅15mmのリボン状のパイル織物を作製した。
【0084】
次に、このリボン状のパイル織物をSUS製基体に巻き付けた後、表面の最終仕上げ加工を行うことで、外径20mmの帯電ブラシを作製した。この帯電ブラシ表面の導電性繊維密度は、200kF/inch2であった。
【0085】
また、この導電性繊維の表面の放電性を以下の方法によって評価した。すなわち、実施例3と同様な方法で走査型プローブ顕微鏡を用いて、導電性繊維表面の電流値を走査範囲全域で測定した。その結果、導電性繊維の測定部分の全表面積を基準として、約30%の領域でしか電極との間に導電パスが形成されていないことが分かった。
【0086】
次に、この帯電ブラシを実施例3と同様に図6に示す複写機内に取り付け、帯電ブラシの感光体への侵入量を1mmに設定した。帯電ブラシの回転速度を500mm/secとし、帯電ブラシに−700Vの直流電圧を印加した結果、白地部に紙の進行方向に沿って、スジ状にトナーがかぶった画像が出力された。また、ハーフトーン部の網目の大きさが乱れ、がさついた画像となった。
【産業上の利用可能性】
【0087】
本発明は、電子写真画像形成装置に利用可能なものである。より詳しくは、像担持体として電荷注入層を表面に備える有機感光体やアモルファスシリコン系感光体に対して、接触帯電にて該感光体を帯電した後、潜像形成と現像剤像形成し、その像を転写材上に転写、定着を行い、画像形成を行う装置に対して、放電を用いることなく均一な帯電電位を得ることを可能とする。
【符号の説明】
【0088】
3 ブラシ部材(帯電部材)
10 導電性繊維先端部
11 導電性繊維
12 導電性接着層
13 基体
101 アルミニウム円筒
102 高圧電源
103 電流計
121 カーボンナノチューブ
122 樹脂
123 カーボンナノファイバー
201 感光体
202 前露光ランプ
203 レーザー光
204 現像器
205 導電性スポンジローラ
206 直流電源
207 クリーナー
208 電源
209 被転写部材
301 電流検出回路
302 試料台(アルミ製)
303 導電性シート
304 STM探針
305 導電性繊維
【特許請求の範囲】
【請求項1】
導電性の基体と、一方の端が該基体に結合されている導電性の繊維とを有している帯電部材であって、
該繊維は、絡み合っている複数のカーボンナノチューブを含み、かつ、先端部において、該カーボンナノチューブが露出していることを特徴とする帯電部材。
【請求項2】
前記カーボンナノチューブが、長さが5μm以下、アスペクト比が400以下である請求項1に記載の帯電部材。
【請求項3】
前記繊維が、基材として樹脂を含む請求項1または2に記載の帯電部材。
【請求項4】
前記繊維は、その根本側においては、
絡み合っているカーボンナノチューブと基材としての樹脂を含む芯と、
該芯を被覆している、樹脂を含む鞘と、からなる芯鞘構造を有し、
その先端部においては、該鞘を有しておらず、該芯に含まれている該カーボンナノチューブが表面に露出している請求項1〜3のいずれか一項に記載の帯電部材。
【請求項5】
前記樹脂が、ナイロン、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリフェニレンサルファイド、ポリエーテルエーテルケトンからなる群から選ばれる少なくとも1つである請求項3または4に記載の帯電部材。
【請求項6】
前記導電性繊維の1本の電気抵抗値は、1×103Ω以上、1×1010Ω以下である請求項1〜5のいずれか一項に記載の帯電部材。
【請求項7】
請求項1〜6のいずれか一項に記載の帯電部材と、該帯電部材の先端とが接触するように配置されている電子写真感光体とを有していることを特徴とする電子写真画像形成装置。
【請求項1】
導電性の基体と、一方の端が該基体に結合されている導電性の繊維とを有している帯電部材であって、
該繊維は、絡み合っている複数のカーボンナノチューブを含み、かつ、先端部において、該カーボンナノチューブが露出していることを特徴とする帯電部材。
【請求項2】
前記カーボンナノチューブが、長さが5μm以下、アスペクト比が400以下である請求項1に記載の帯電部材。
【請求項3】
前記繊維が、基材として樹脂を含む請求項1または2に記載の帯電部材。
【請求項4】
前記繊維は、その根本側においては、
絡み合っているカーボンナノチューブと基材としての樹脂を含む芯と、
該芯を被覆している、樹脂を含む鞘と、からなる芯鞘構造を有し、
その先端部においては、該鞘を有しておらず、該芯に含まれている該カーボンナノチューブが表面に露出している請求項1〜3のいずれか一項に記載の帯電部材。
【請求項5】
前記樹脂が、ナイロン、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリフェニレンサルファイド、ポリエーテルエーテルケトンからなる群から選ばれる少なくとも1つである請求項3または4に記載の帯電部材。
【請求項6】
前記導電性繊維の1本の電気抵抗値は、1×103Ω以上、1×1010Ω以下である請求項1〜5のいずれか一項に記載の帯電部材。
【請求項7】
請求項1〜6のいずれか一項に記載の帯電部材と、該帯電部材の先端とが接触するように配置されている電子写真感光体とを有していることを特徴とする電子写真画像形成装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−101326(P2013−101326A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2012−226147(P2012−226147)
【出願日】平成24年10月11日(2012.10.11)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成24年10月11日(2012.10.11)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
[ Back to top ]