
帯電防止性スチレン系樹脂発泡成形体及びその製造方法

【課題】スチレン系樹脂粒子に易揮発性発泡剤及び界面活性剤を含浸させ、加熱して得られた予備発泡粒子を、金型内に充填し加熱及び冷却工程に付すことでスチレン系発泡成形体を製造する方法で、より高い帯電防止性能を有し、更に、得られる発泡成形体の部位による帯電防止性能にバラツキのない発泡成形体が得られる成形方法を提供する。
【解決手段】スチレン系樹脂粒子に易揮発性発泡剤及び非イオン系界面活性剤を含浸させ、加熱して得られた予備発泡粒子を、金型内に充填し加熱及び冷却工程に付すことで型内発泡成形を行なうに際し、型内発泡後の冷却工程を行なった後に、更に水処理工程を行なうことで上記の課題を解決する。
【解決手段】スチレン系樹脂粒子に易揮発性発泡剤及び非イオン系界面活性剤を含浸させ、加熱して得られた予備発泡粒子を、金型内に充填し加熱及び冷却工程に付すことで型内発泡成形を行なうに際し、型内発泡後の冷却工程を行なった後に、更に水処理工程を行なうことで上記の課題を解決する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、帯電防止性スチレン系樹脂発泡成形体及びその製造方法に関する。
【背景技術】
【0002】
スチレン系樹脂発泡成形体は、その優れた耐衝撃性、耐磨耗性及び耐油性から、自動車部品等の機械部品の通い箱、電気製品等の緩衝包装材として広く利用されている。
しかしながら、スチレン系樹脂は、電気絶縁性が高いゆえに、摩擦によって容易に帯電し、ほこりの付着によって発泡成形体の外観を損ねるばかりか、内容物に集塵よる汚染や静電破壊を起こすため、液晶等の電子部品の包装材として使用するには問題があった。
【0003】
国際公開番号WO2004/090029号公報(特許文献1)には、スチレン改質オレフィン系樹脂粒子に揮発性発泡剤を含浸させて発泡性樹脂粒子を得た後、該発泡性樹脂粒子100重量部に対して界面活性剤0.1〜2.0重量部を含浸させることで、帯電防止性の優れた発泡性スチレン改質オレフィン系樹脂粒子から帯電防止性スチレン系樹脂発泡成形体を得る方法が記載されている。
【0004】
一方、特開昭56−64842号公報(特許文献2)には、型内成形工程にて、冷却工程の途中で一度成形型を型開きして、空気に暴露させた後、再度型締めすることで、冷却時間の短縮が可能となり、成形サイクルをアップさせる方法が記載されている。
【0005】
【特許文献1】国際公開番号WO2004/090029号公報
【特許文献2】特開昭56−64842号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1に記載の方法で得られるスチレン系樹脂発泡成形体は、発泡成形体全体として見た場合の帯電防止性能は良好であるが、発泡成形体の部位による性能にバラツキがあることや、より高い帯電防止性能が必要とされる部位には適応できない。
【0007】
一方、特許文献2には帯電防止性能についての記載はなく、更に、この方法は、冷却効率を上昇させるために冷却中に型開きを行なうものである。また、特許文献2には、型開きの際に、水冷とともに型開きしてもよいと記載されているが、空隙が生じるために、発泡体に水が滴る状態で流れないし、更に、高い発泡圧での型開きであるため、開いた瞬時型内で発泡体が膨張し、狙いの寸法どおりの成形体が得られない。
【0008】
従って、スチレン系樹脂粒子に易揮発性発泡剤及び界面活性剤を含浸させ、加熱して得られた予備発泡粒子を、金型内に充填し加熱及び冷却工程に付すことでスチレン系樹脂発泡成形体を製造する方法で、より高い帯電防止性能を有し、更に、得られる成形体の部位による帯電防止性能にバラツキのない発泡成形体が得られる型内発泡成形方法が望まれていた。
【課題を解決するための手段】
【0009】
本発明の発明者等は、鋭意検討した結果、スチレン系樹脂粒子に易揮発性発泡剤及び非イオン系界面活性剤を含浸させ、加熱して得られた予備発泡粒子を、金型内に充填し加熱及び冷却工程に付すことで型内発泡成形を行なうに際し、型内発泡後の冷却工程を行なった後に、更に水処理工程を行なうことにより、より高い帯電防止性能を有し、更に、得られる成形体の部位による帯電防止性能にバラツキのない発泡成形体が得られることを意外にも見出し、本発明に至った。
【0010】
かくして本発明によれば、スチレン系樹脂粒子に易揮発性発泡剤及びスチレン系樹脂粒子100重量部に対して非イオン系界面活性剤を0.5〜3.5重量部含浸させ、加熱して予備発泡粒子とし、前記予備発泡粒子を金型内で型内発泡成形を行なうに際し、型内発泡後の冷却工程を金型内の発泡成形体の発泡圧が0.01MPa以下に低下するまで行なった後に、金型内に水を入れて発泡成形体表面に接触させる水処理工程を行なう帯電防止性スチレン系樹脂発泡成形体の製造方法が提供される。
【0011】
また、本発明によれば、上記方法によって得られる発泡成形体であり、前記発泡成形体が1×1011Ω以下の平均表面抵抗率を有する帯電防止性スチレン系樹脂発泡成形体が提供される。
【発明の効果】
【0012】
本発明によれば、より高い帯電防止性能を有し、更に、得られる発泡成形体の部位による帯電防止性能にバラツキのない帯電防止性に優れたスチレン系樹脂発泡成形体が得られる。
【発明を実施するための最良の形態】
【0013】
以下、本発明をより詳細に説明する。
本発明におけるスチレン系樹脂粒子としては、ポリスチレン、ポリメチルスチレン、スチレン−アクリロニトリル共重合体、スチレン−アクリロニトリルブタジエン共重合体、スチレン−アクリル酸エステル共重合体、スチレン−メタクリル酸メチル共重合体、ポリスチレンとポリエチレンもしくはポリプロピレンの架橋樹脂等からなる粒子が挙げられる。こられの樹脂は混合されていてもよく、ポリスチレン系樹脂以外の他の樹脂を混合してもよい。他の樹脂としてはポリエチレン、ポリプロピレン等のポリオレフィン系樹脂等が挙げられる。本発明では、特に、ポリオレフィン改質スチレン系樹脂が好ましく、更にはポリエチレン改質スチレン系樹脂が好ましい。
【0014】
ポリエチレン改質スチレン系樹脂は、例えば、特公昭51−46138号公報、特公昭59−3487号公報、特公昭63−28443号公報に記載されているように、ポリオレフィン系樹脂粒子が分散保持された水性媒体中にスチレン系モノマーを加えて重合させることで得られる。ここで、ポリエチレン系樹脂とスチレン系モノマーとの比率に制限はない。
【0015】
一方、スチレン系樹脂粒子は易揮発性発泡剤を含浸させることによって、発泡性スチレン系樹脂粒子を得ることができる。易揮発性発泡剤としては、例えばプロパン、ブタン、イソブタン、ペンタン、イソペンタン、シクロペンタン、ヘキサン等の炭化水素等を単独もしくは2種以上混合して用いることができる。発泡剤の使用量は、目的とする成形体の発泡倍数によって決定されるが、スチレン系樹脂粒子100重量部に対して、10〜30重量部であることが好ましい。
【0016】
更に、発泡性スチレン系樹脂粒子の発泡及び成形を容易に行なうために、シクロヘキサン、エチルベンゼン、トルエン等の発泡助剤を使用してもよい。発泡助剤は、ポリエチレン改質スチレン系樹脂粒子100重量部に対して、2重量部以下であることが好ましい。
【0017】
更に、この段階で添加する非イオン系界面活性剤の添加量はスチレン系樹脂粒子100重量部に対し、0.5〜3.5重量部であり、好ましくは1.0〜3.0重量部である。0.5重量部より少ないと帯電防止性が十分でないことがあり、3.5重量部より多いと発泡成形体にベトツキが生じることがあり、ほこりがかえって付着しやすくなってしまう。
【0018】
本発明のスチレン系樹脂粒子に含浸させる非イオン系界面活性剤としては、ポリオキシエチレンアルキルアミン(例えば、ポリオキシエチレンラウリルアミン等)、ポリエチレングリコール脂肪酸エステル、アルキルジエタノールアミド、アルキルジエタノールアミン、アルキルモノエタノールアミン、ポリアルキレングリコール誘導体等のHLB値7以下の界面活性剤を使用することができる。それらの中で、好ましくはポリオキシエチレンアルキルアミン(より好ましくは、ポリオキシエチレンラウリルアミン)、アルキルジエタノールアミン及びアルキルモノエタノールアミンが挙げられる。上記アルキルは、炭素数8〜18のアルキルが好ましく、炭素数11〜13のアルキルがより好ましい。
【0019】
得られた発泡性スチレン系樹脂粒子を予備発泡粒子にする場合には、これに水蒸気を接触させて所定の密度まで発泡する。この発泡粒子は通常24時間程度保管し熟成させる。
その後、金型内に予備発泡粒子を充填し、再度加熱して予備発泡粒子を型内発泡させて粒子同士を熱融着させ、冷却を行なうことで発泡成形体を得ることができる。加熱用の媒体は、ゲージ圧力0.05〜0.15MPaの水蒸気が好適に使用される。
【0020】
スチレン系予備発泡粒子を用いた型内成形における加熱工程は一般的に、型加熱工程、一方加熱工程、逆一方加熱工程、両面加熱工程の順に行なわれる。
一連の加熱工程終了後、冷却工程が行なわれる。スチレン系樹脂の成形方法では、冷却工程は水冷工程、排水工程及び放冷工程に分けられるが、本発明の場合、水冷工程後、排水工程及び放冷工程を行なわずに、そのまま水処理工程を行なってもよい。
【0021】
水処理工程の水は常温(約25℃)の水が用いられる。
冷却工程は通常時間で表され、その冷却時間とは、金型に水を入れ始める時点から発泡成形体の発泡圧(面圧)が0.01MPa以下に低下するまでの時間であり、通常50〜400秒である。また、冷却工程中の水冷工程の時間は、通常5〜30秒である。
【0022】
水処理工程の時間は、金型内の発泡成形体の発泡圧(面圧)が0.01MPa以下に低下した後、金型内の圧を0〜0.02MPaに維持して、金型内に水を注入し始める時点から水を止めるまでの時間であり、20〜200秒が好ましい。20秒未満ではより高い帯電防止性能が得られず、200秒を超えて行なうと金型が極度に冷却されてしまうので、この金型を用いて新たに製造するには、長時間加熱せねばならないことや、帯電防止性能に変化のないことから、生産性が低下することがある。
水処理工程後、排水工程を経て発泡成形体が取り出される。
【0023】
本発明において、帯電防止性の有無に関しては、発泡成形体の表面抵抗率を測定して判断する。
更に、本発明の発泡成形体の部分部分での帯電防止性能のバラツキに関しては、上記表面抵抗率のバラツキ度について標準偏差を求めて判断する。
【実施例】
【0024】
以下に本発明を実施例によって詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
なお、実施例及び比較例で得られた発泡成形体の表面抵抗率の測定方法及び表面抵抗率のバラツキ度の評価方法を下記する。
【0025】
(表面抵抗率測定方法)
JIS K6911:1995「熱硬化性プラスチック一般試験方法」記載の方法により測定した。即ち、試験装置((株)アドバンテスト製デジタル超高抵抗/微少電流計R8340及びレジスティビティ・チェンバR12702A)を使用し、試料サンプルに、約30Nの荷重にて電極を圧着させ500V1分間充電後の抵抗値を測定し、次式により算出した。試料サンプルは、100×100×原厚み(10以下)mmとし、同一発泡成形体から10個のサンプルを切り出し、それぞれについて測定を行なった。表面抵抗率が1×1011Ω以下であれば、その発泡成形体はより高い帯電防止性を有すると判断した。
【0026】
ρs=π(D+d)/(D-d)×Rs
ρs : 表面抵抗率(MΩ)
D : 表面の環状電極の内径(cm)
d : 表面電極の内円の外径(cm)
Rs: 表面抵抗(MΩ)
【0027】
(表面抵抗率のバラツキ度の評価方法)
表面抵抗率のバラツキ度は次のように求めた。n=10で測定した表面抵抗率をそれぞれ対数(log10)で返し、その対数について標準偏差を求めた。標準偏差が1.0以下であれば非常にバラツキが少ないと判断した。
【0028】
(メルトフローレートの測定方法)
メルトフローレートは、JIS K 7210:1999「プラスチック−熱可塑性プラスチックのメルトマスフローレイト(MFR)及びメルトボリュームフローレイト(MVR)の試験方法」B法記載の方法により測定した。
【0029】
製造例1(ポリエチレン系樹脂ペレットの作成)
メルトフローレートが0.3g/10分、酢酸ビニル含量が5.5重量%であるエチレン−酢酸ビニル共重合体100重量部に対して、気泡調整剤としてケイ酸カルシウム0.3重量部とステアリン酸カルシウム0.1重量部を加えて押出機で均一に混練した後造粒し、ポリエチレン系樹脂のペレットを得た。
【0030】
製造例2(ポリエチレン改質スチレン系樹脂粒子の作成)
内容積100リットルの攪拌機付き耐圧容器に、前記ポリエチレン系樹脂ペレット40重量部、水120重量部、ピロリン酸マグネシウム0.45重量部、ドデシルベンゼンスルホン酸ソーダ0.02重量部を添加し、攪拌しながら85℃まで昇温した。別にラジカル重合開始剤としてベンゾイルパーオキサイド0.3重量部、及びt−ブチルパーオキシベンゾエート0.02重量部、架橋剤としてジクミルパーオキサイド0.8重量部を60重量部のスチレン単量体に溶解させて溶液とし、これを前記水中に加えてポリエチレン系樹脂ペレット粒子に吸収させながら4時間維持して重合を行なった。その後、140℃に昇温して3時間保持した後、冷却してポリエチレン改質スチレン系樹脂粒子を取り出した。
【0031】
実施例1(発泡剤の含浸及び発泡成形)
内容積50リットルの耐圧で密閉可能なV型ブレンダーにポリエチレン改質スチレン系樹脂粒子を100重量部、非イオン系界面活性剤としてポリオキシエチレンラウリルアミン(日油社製 エレガンS−100)を2.0重量部加え、密閉し攪拌しながら、ブタン14重量部を圧入した。そして、器内を50℃に4時間維持した後、冷却して発泡性の樹脂粒子を取り出した。取り出した発泡性の樹脂粒子は直ちにバッチ式発泡機で嵩倍数30倍(嵩密度0.033g/cm3)に予備発泡し、その後室温で24時間保存した。
【0032】
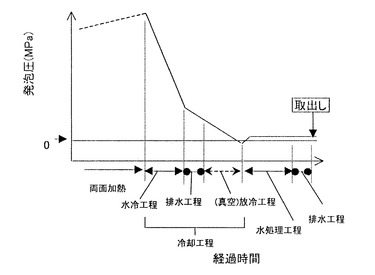
この予備発泡粒子を400×300×30mmの成形機の金型内に充填し、ゲージ圧力0.08MPaの水蒸気をもって、加熱発泡を行なった。加熱工程の詳細は、金型加熱工程、一方加熱工程、逆一方加熱工程、両面加熱工程であり、それぞれ5秒、5秒、5秒、20秒、注入して加熱発泡させた。次に冷却工程として、水冷工程を15秒とり、排水を行ない、発泡圧が0.005MPaを示すまで真空放冷工程を行なった。0.005MPaを示した後、水処理工程を50秒行ない、排水が終了した後、離型を行ない金型から倍数30倍(密度0.033g/cm3)の発泡成形体を取り出した。
得られた発泡成形体は、40℃の乾燥室にて8時間以上乾燥させた。
本工程の概略図を図1に示す。
【0033】
実施例2
水処理工程を150秒とした以外は実施例1と同様に発泡成形体を得た。
実施例3
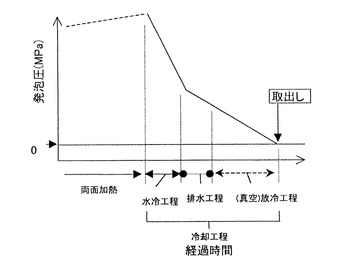
冷却工程における真空放冷工程を発泡圧が−0.02MPaを示すまで行なったこと以外は実施例1と同様に発泡成形体を得た。
本工程の概略図を図2に示す。
【0034】
実施例4
冷却工程における水冷工程を0.01MPaの発泡圧を示すまで行なったこと以外は、実施例1と同様に発泡成形体を得た。
実施例5
冷却工程における水冷工程を0.01MPaの発泡圧を示すまで行ない、水処理工程を150秒行なったこと以外は実施例1と同様に発泡成形体を得た。
【0035】
実施例6〜10
非イオン系界面活性剤であるポリオキシエチレンラウリルアミン(日油社製 エレガンS−100)の添加量を1.0重量部としたこと以外は、それぞれ実施例1〜5と同様に発泡成形体を得た。
実施例11
水処理工程を20秒行なったこと以外は実施例1と同様に発泡成形体を得た。
【0036】
実施例12
非イオン系界面活性剤であるポリオキシエチレンラウリルアミン(日油社製 エレガンS−100)の添加量を3.0重量部としたこと以外は、実施例1と同様に発泡成形体を得た。
実施例13
非イオン系界面活性剤であるポリオキシエチレンラウリルアミン(日油社製 エレガンS−100)をアルキルモノエタノールアミン(日油社製、ナイミーンL−201)としたこと以外は実施例1と同様に発泡成形体を得た。
【0037】
実施例14
内容量100リットルの攪拌機付き重合容器に、水40リットル、第三リン酸カルシウム100gおよびドデシルベンゼンスルホン酸カルシウム2.0gを入れ、続いて攪拌しながらスチレン40.0kg、ベンゾイルパーオキサイド96.0g、t−ブチルパーオキサイド28.0gを添加し、90℃で昇温して6時間保持した。更に、125℃に昇温してから2時間後冷却しスチレン樹脂粒子を得た。
【0038】
内容積50リットルの耐圧で密閉可能なV型ブレンダーに上記作成したスチレン樹脂粒子を100重量部、非イオン系界面活性剤としてポリオキシエチレンラウリルアミン(日油社製 エレガンS−100)を2.0重量部加え、密閉し攪拌しながら、ブタン14重量部を圧入した。そして、器内を50℃に4時間維持した後、冷却して発泡性の樹脂粒子を取り出した。取り出した発泡性スチレン樹脂粒子は13℃の雰囲気下で5日間管理した後、バッチ式発泡機で嵩倍数30倍(嵩密度0.033g/cm3)に予備発泡し、その後室温で24時間保存した。この予備発泡粒子を400×300×30mmの成形機の金型内に充填し、金型加熱工程、一方加熱工程、逆一方加熱工程、両面加熱工程をゲージ圧力0.08MPaの水蒸気を用いて、それぞれ5秒、5秒、5秒、20秒間注入して加熱発泡させた。水冷工程を15秒取り、排水を行ない、発泡圧が0.005MPaを示すまで真空放冷工程を行なった。0.005MPaを示した後、水処理工程を50秒行ない、排水が終了した後、離型を行ない金型から倍数30倍(密度0.033g/cm3)の発泡成形体を取り出した。得られた発泡成形体は、40℃の乾燥室にて8時間以上乾燥させた。
【0039】
比較例1
非イオン系界面活性剤であるポリオキシエチレンラウリルアミン(日油社製 エレガンS−100)の添加量を2.0重量部とし、水処理工程を行なわなかったこと以外は実施例1と同様に発泡成形体を得た。
本工程の概略図を図3に示す。
【0040】
比較例2〜6
非イオン系界面活性剤であるポリオキシエチレンラウリルアミン(日油社製 エレガンS−100)の添加量を0.1重量部としたこと以外は、それぞれ実施例1〜5と同様に発泡成形体を得た。
比較例7
非イオン系界面活性剤を添加するのではなく、イオン系界面活性剤である脂肪族第4級アンモニウム塩(第一工業製薬社製 カチオーゲンES−L)をポリエチレン改質スチレン系樹脂に対して1.5重量部添加したこと以外は実施例1と同様に発泡成形体を得た。
【0041】
比較例8
ポリオキシエチレンラウリルアミン(日油社製 エレガンS−100)の添加量を5.0重量部としたこと以外は実施例1と同様に行なった。得られた予備発泡粒子及び発泡成形体は、表面にベトツキがあり、ほこりがかえって付着しやすいものであった。良好な発泡成形体ではなかったので、表面抵抗率の測定等は行なわなかった。
【0042】
上記で得られた発泡成形体について、帯電防止性能の測定を前記の表面抵抗率測定の測定方法に従って行なった。測定試料は得られた発泡成形体から切り出し、温度20℃、湿度65%の環境下にて24時間以上保存した後に測定を行なった。更に、得られた表面抵抗率から前記の方法によりそのバラツキ度の評価を行なった。それらの結果を、用いた界面活性剤の量、各工程での圧力及び時間と合わせて下記する。
【0043】
【表1】

【0044】
以上のように、本発明によれば、スチレン系樹脂に易揮発性発泡剤及び非イオン系界面活性剤を含浸させ、加熱して得られた予備発泡粒子を、金型内に充填し加熱及び冷却工程に付すことで発泡成形体を製造する方法において、冷却工程を成形体の発泡圧が0.01MPa以下に低下するまで行なった後、更に水処理工程を行なえば、より高い帯電防止性能を有し、更に、得られる発泡成形体の部位による帯電防止性能にバラツキのない帯電防止性に優れたスチレン系樹脂の発泡成形体が得られる。
【図面の簡単な説明】
【0045】
【図1】実施例1の工程の概略図である。
【図2】実施例3の工程の概略図である。
【図3】比較例1の工程の概略図である。
【技術分野】
【0001】
本発明は、帯電防止性スチレン系樹脂発泡成形体及びその製造方法に関する。
【背景技術】
【0002】
スチレン系樹脂発泡成形体は、その優れた耐衝撃性、耐磨耗性及び耐油性から、自動車部品等の機械部品の通い箱、電気製品等の緩衝包装材として広く利用されている。
しかしながら、スチレン系樹脂は、電気絶縁性が高いゆえに、摩擦によって容易に帯電し、ほこりの付着によって発泡成形体の外観を損ねるばかりか、内容物に集塵よる汚染や静電破壊を起こすため、液晶等の電子部品の包装材として使用するには問題があった。
【0003】
国際公開番号WO2004/090029号公報(特許文献1)には、スチレン改質オレフィン系樹脂粒子に揮発性発泡剤を含浸させて発泡性樹脂粒子を得た後、該発泡性樹脂粒子100重量部に対して界面活性剤0.1〜2.0重量部を含浸させることで、帯電防止性の優れた発泡性スチレン改質オレフィン系樹脂粒子から帯電防止性スチレン系樹脂発泡成形体を得る方法が記載されている。
【0004】
一方、特開昭56−64842号公報(特許文献2)には、型内成形工程にて、冷却工程の途中で一度成形型を型開きして、空気に暴露させた後、再度型締めすることで、冷却時間の短縮が可能となり、成形サイクルをアップさせる方法が記載されている。
【0005】
【特許文献1】国際公開番号WO2004/090029号公報
【特許文献2】特開昭56−64842号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1に記載の方法で得られるスチレン系樹脂発泡成形体は、発泡成形体全体として見た場合の帯電防止性能は良好であるが、発泡成形体の部位による性能にバラツキがあることや、より高い帯電防止性能が必要とされる部位には適応できない。
【0007】
一方、特許文献2には帯電防止性能についての記載はなく、更に、この方法は、冷却効率を上昇させるために冷却中に型開きを行なうものである。また、特許文献2には、型開きの際に、水冷とともに型開きしてもよいと記載されているが、空隙が生じるために、発泡体に水が滴る状態で流れないし、更に、高い発泡圧での型開きであるため、開いた瞬時型内で発泡体が膨張し、狙いの寸法どおりの成形体が得られない。
【0008】
従って、スチレン系樹脂粒子に易揮発性発泡剤及び界面活性剤を含浸させ、加熱して得られた予備発泡粒子を、金型内に充填し加熱及び冷却工程に付すことでスチレン系樹脂発泡成形体を製造する方法で、より高い帯電防止性能を有し、更に、得られる成形体の部位による帯電防止性能にバラツキのない発泡成形体が得られる型内発泡成形方法が望まれていた。
【課題を解決するための手段】
【0009】
本発明の発明者等は、鋭意検討した結果、スチレン系樹脂粒子に易揮発性発泡剤及び非イオン系界面活性剤を含浸させ、加熱して得られた予備発泡粒子を、金型内に充填し加熱及び冷却工程に付すことで型内発泡成形を行なうに際し、型内発泡後の冷却工程を行なった後に、更に水処理工程を行なうことにより、より高い帯電防止性能を有し、更に、得られる成形体の部位による帯電防止性能にバラツキのない発泡成形体が得られることを意外にも見出し、本発明に至った。
【0010】
かくして本発明によれば、スチレン系樹脂粒子に易揮発性発泡剤及びスチレン系樹脂粒子100重量部に対して非イオン系界面活性剤を0.5〜3.5重量部含浸させ、加熱して予備発泡粒子とし、前記予備発泡粒子を金型内で型内発泡成形を行なうに際し、型内発泡後の冷却工程を金型内の発泡成形体の発泡圧が0.01MPa以下に低下するまで行なった後に、金型内に水を入れて発泡成形体表面に接触させる水処理工程を行なう帯電防止性スチレン系樹脂発泡成形体の製造方法が提供される。
【0011】
また、本発明によれば、上記方法によって得られる発泡成形体であり、前記発泡成形体が1×1011Ω以下の平均表面抵抗率を有する帯電防止性スチレン系樹脂発泡成形体が提供される。
【発明の効果】
【0012】
本発明によれば、より高い帯電防止性能を有し、更に、得られる発泡成形体の部位による帯電防止性能にバラツキのない帯電防止性に優れたスチレン系樹脂発泡成形体が得られる。
【発明を実施するための最良の形態】
【0013】
以下、本発明をより詳細に説明する。
本発明におけるスチレン系樹脂粒子としては、ポリスチレン、ポリメチルスチレン、スチレン−アクリロニトリル共重合体、スチレン−アクリロニトリルブタジエン共重合体、スチレン−アクリル酸エステル共重合体、スチレン−メタクリル酸メチル共重合体、ポリスチレンとポリエチレンもしくはポリプロピレンの架橋樹脂等からなる粒子が挙げられる。こられの樹脂は混合されていてもよく、ポリスチレン系樹脂以外の他の樹脂を混合してもよい。他の樹脂としてはポリエチレン、ポリプロピレン等のポリオレフィン系樹脂等が挙げられる。本発明では、特に、ポリオレフィン改質スチレン系樹脂が好ましく、更にはポリエチレン改質スチレン系樹脂が好ましい。
【0014】
ポリエチレン改質スチレン系樹脂は、例えば、特公昭51−46138号公報、特公昭59−3487号公報、特公昭63−28443号公報に記載されているように、ポリオレフィン系樹脂粒子が分散保持された水性媒体中にスチレン系モノマーを加えて重合させることで得られる。ここで、ポリエチレン系樹脂とスチレン系モノマーとの比率に制限はない。
【0015】
一方、スチレン系樹脂粒子は易揮発性発泡剤を含浸させることによって、発泡性スチレン系樹脂粒子を得ることができる。易揮発性発泡剤としては、例えばプロパン、ブタン、イソブタン、ペンタン、イソペンタン、シクロペンタン、ヘキサン等の炭化水素等を単独もしくは2種以上混合して用いることができる。発泡剤の使用量は、目的とする成形体の発泡倍数によって決定されるが、スチレン系樹脂粒子100重量部に対して、10〜30重量部であることが好ましい。
【0016】
更に、発泡性スチレン系樹脂粒子の発泡及び成形を容易に行なうために、シクロヘキサン、エチルベンゼン、トルエン等の発泡助剤を使用してもよい。発泡助剤は、ポリエチレン改質スチレン系樹脂粒子100重量部に対して、2重量部以下であることが好ましい。
【0017】
更に、この段階で添加する非イオン系界面活性剤の添加量はスチレン系樹脂粒子100重量部に対し、0.5〜3.5重量部であり、好ましくは1.0〜3.0重量部である。0.5重量部より少ないと帯電防止性が十分でないことがあり、3.5重量部より多いと発泡成形体にベトツキが生じることがあり、ほこりがかえって付着しやすくなってしまう。
【0018】
本発明のスチレン系樹脂粒子に含浸させる非イオン系界面活性剤としては、ポリオキシエチレンアルキルアミン(例えば、ポリオキシエチレンラウリルアミン等)、ポリエチレングリコール脂肪酸エステル、アルキルジエタノールアミド、アルキルジエタノールアミン、アルキルモノエタノールアミン、ポリアルキレングリコール誘導体等のHLB値7以下の界面活性剤を使用することができる。それらの中で、好ましくはポリオキシエチレンアルキルアミン(より好ましくは、ポリオキシエチレンラウリルアミン)、アルキルジエタノールアミン及びアルキルモノエタノールアミンが挙げられる。上記アルキルは、炭素数8〜18のアルキルが好ましく、炭素数11〜13のアルキルがより好ましい。
【0019】
得られた発泡性スチレン系樹脂粒子を予備発泡粒子にする場合には、これに水蒸気を接触させて所定の密度まで発泡する。この発泡粒子は通常24時間程度保管し熟成させる。
その後、金型内に予備発泡粒子を充填し、再度加熱して予備発泡粒子を型内発泡させて粒子同士を熱融着させ、冷却を行なうことで発泡成形体を得ることができる。加熱用の媒体は、ゲージ圧力0.05〜0.15MPaの水蒸気が好適に使用される。
【0020】
スチレン系予備発泡粒子を用いた型内成形における加熱工程は一般的に、型加熱工程、一方加熱工程、逆一方加熱工程、両面加熱工程の順に行なわれる。
一連の加熱工程終了後、冷却工程が行なわれる。スチレン系樹脂の成形方法では、冷却工程は水冷工程、排水工程及び放冷工程に分けられるが、本発明の場合、水冷工程後、排水工程及び放冷工程を行なわずに、そのまま水処理工程を行なってもよい。
【0021】
水処理工程の水は常温(約25℃)の水が用いられる。
冷却工程は通常時間で表され、その冷却時間とは、金型に水を入れ始める時点から発泡成形体の発泡圧(面圧)が0.01MPa以下に低下するまでの時間であり、通常50〜400秒である。また、冷却工程中の水冷工程の時間は、通常5〜30秒である。
【0022】
水処理工程の時間は、金型内の発泡成形体の発泡圧(面圧)が0.01MPa以下に低下した後、金型内の圧を0〜0.02MPaに維持して、金型内に水を注入し始める時点から水を止めるまでの時間であり、20〜200秒が好ましい。20秒未満ではより高い帯電防止性能が得られず、200秒を超えて行なうと金型が極度に冷却されてしまうので、この金型を用いて新たに製造するには、長時間加熱せねばならないことや、帯電防止性能に変化のないことから、生産性が低下することがある。
水処理工程後、排水工程を経て発泡成形体が取り出される。
【0023】
本発明において、帯電防止性の有無に関しては、発泡成形体の表面抵抗率を測定して判断する。
更に、本発明の発泡成形体の部分部分での帯電防止性能のバラツキに関しては、上記表面抵抗率のバラツキ度について標準偏差を求めて判断する。
【実施例】
【0024】
以下に本発明を実施例によって詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
なお、実施例及び比較例で得られた発泡成形体の表面抵抗率の測定方法及び表面抵抗率のバラツキ度の評価方法を下記する。
【0025】
(表面抵抗率測定方法)
JIS K6911:1995「熱硬化性プラスチック一般試験方法」記載の方法により測定した。即ち、試験装置((株)アドバンテスト製デジタル超高抵抗/微少電流計R8340及びレジスティビティ・チェンバR12702A)を使用し、試料サンプルに、約30Nの荷重にて電極を圧着させ500V1分間充電後の抵抗値を測定し、次式により算出した。試料サンプルは、100×100×原厚み(10以下)mmとし、同一発泡成形体から10個のサンプルを切り出し、それぞれについて測定を行なった。表面抵抗率が1×1011Ω以下であれば、その発泡成形体はより高い帯電防止性を有すると判断した。
【0026】
ρs=π(D+d)/(D-d)×Rs
ρs : 表面抵抗率(MΩ)
D : 表面の環状電極の内径(cm)
d : 表面電極の内円の外径(cm)
Rs: 表面抵抗(MΩ)
【0027】
(表面抵抗率のバラツキ度の評価方法)
表面抵抗率のバラツキ度は次のように求めた。n=10で測定した表面抵抗率をそれぞれ対数(log10)で返し、その対数について標準偏差を求めた。標準偏差が1.0以下であれば非常にバラツキが少ないと判断した。
【0028】
(メルトフローレートの測定方法)
メルトフローレートは、JIS K 7210:1999「プラスチック−熱可塑性プラスチックのメルトマスフローレイト(MFR)及びメルトボリュームフローレイト(MVR)の試験方法」B法記載の方法により測定した。
【0029】
製造例1(ポリエチレン系樹脂ペレットの作成)
メルトフローレートが0.3g/10分、酢酸ビニル含量が5.5重量%であるエチレン−酢酸ビニル共重合体100重量部に対して、気泡調整剤としてケイ酸カルシウム0.3重量部とステアリン酸カルシウム0.1重量部を加えて押出機で均一に混練した後造粒し、ポリエチレン系樹脂のペレットを得た。
【0030】
製造例2(ポリエチレン改質スチレン系樹脂粒子の作成)
内容積100リットルの攪拌機付き耐圧容器に、前記ポリエチレン系樹脂ペレット40重量部、水120重量部、ピロリン酸マグネシウム0.45重量部、ドデシルベンゼンスルホン酸ソーダ0.02重量部を添加し、攪拌しながら85℃まで昇温した。別にラジカル重合開始剤としてベンゾイルパーオキサイド0.3重量部、及びt−ブチルパーオキシベンゾエート0.02重量部、架橋剤としてジクミルパーオキサイド0.8重量部を60重量部のスチレン単量体に溶解させて溶液とし、これを前記水中に加えてポリエチレン系樹脂ペレット粒子に吸収させながら4時間維持して重合を行なった。その後、140℃に昇温して3時間保持した後、冷却してポリエチレン改質スチレン系樹脂粒子を取り出した。
【0031】
実施例1(発泡剤の含浸及び発泡成形)
内容積50リットルの耐圧で密閉可能なV型ブレンダーにポリエチレン改質スチレン系樹脂粒子を100重量部、非イオン系界面活性剤としてポリオキシエチレンラウリルアミン(日油社製 エレガンS−100)を2.0重量部加え、密閉し攪拌しながら、ブタン14重量部を圧入した。そして、器内を50℃に4時間維持した後、冷却して発泡性の樹脂粒子を取り出した。取り出した発泡性の樹脂粒子は直ちにバッチ式発泡機で嵩倍数30倍(嵩密度0.033g/cm3)に予備発泡し、その後室温で24時間保存した。
【0032】
この予備発泡粒子を400×300×30mmの成形機の金型内に充填し、ゲージ圧力0.08MPaの水蒸気をもって、加熱発泡を行なった。加熱工程の詳細は、金型加熱工程、一方加熱工程、逆一方加熱工程、両面加熱工程であり、それぞれ5秒、5秒、5秒、20秒、注入して加熱発泡させた。次に冷却工程として、水冷工程を15秒とり、排水を行ない、発泡圧が0.005MPaを示すまで真空放冷工程を行なった。0.005MPaを示した後、水処理工程を50秒行ない、排水が終了した後、離型を行ない金型から倍数30倍(密度0.033g/cm3)の発泡成形体を取り出した。
得られた発泡成形体は、40℃の乾燥室にて8時間以上乾燥させた。
本工程の概略図を図1に示す。
【0033】
実施例2
水処理工程を150秒とした以外は実施例1と同様に発泡成形体を得た。
実施例3
冷却工程における真空放冷工程を発泡圧が−0.02MPaを示すまで行なったこと以外は実施例1と同様に発泡成形体を得た。
本工程の概略図を図2に示す。
【0034】
実施例4
冷却工程における水冷工程を0.01MPaの発泡圧を示すまで行なったこと以外は、実施例1と同様に発泡成形体を得た。
実施例5
冷却工程における水冷工程を0.01MPaの発泡圧を示すまで行ない、水処理工程を150秒行なったこと以外は実施例1と同様に発泡成形体を得た。
【0035】
実施例6〜10
非イオン系界面活性剤であるポリオキシエチレンラウリルアミン(日油社製 エレガンS−100)の添加量を1.0重量部としたこと以外は、それぞれ実施例1〜5と同様に発泡成形体を得た。
実施例11
水処理工程を20秒行なったこと以外は実施例1と同様に発泡成形体を得た。
【0036】
実施例12
非イオン系界面活性剤であるポリオキシエチレンラウリルアミン(日油社製 エレガンS−100)の添加量を3.0重量部としたこと以外は、実施例1と同様に発泡成形体を得た。
実施例13
非イオン系界面活性剤であるポリオキシエチレンラウリルアミン(日油社製 エレガンS−100)をアルキルモノエタノールアミン(日油社製、ナイミーンL−201)としたこと以外は実施例1と同様に発泡成形体を得た。
【0037】
実施例14
内容量100リットルの攪拌機付き重合容器に、水40リットル、第三リン酸カルシウム100gおよびドデシルベンゼンスルホン酸カルシウム2.0gを入れ、続いて攪拌しながらスチレン40.0kg、ベンゾイルパーオキサイド96.0g、t−ブチルパーオキサイド28.0gを添加し、90℃で昇温して6時間保持した。更に、125℃に昇温してから2時間後冷却しスチレン樹脂粒子を得た。
【0038】
内容積50リットルの耐圧で密閉可能なV型ブレンダーに上記作成したスチレン樹脂粒子を100重量部、非イオン系界面活性剤としてポリオキシエチレンラウリルアミン(日油社製 エレガンS−100)を2.0重量部加え、密閉し攪拌しながら、ブタン14重量部を圧入した。そして、器内を50℃に4時間維持した後、冷却して発泡性の樹脂粒子を取り出した。取り出した発泡性スチレン樹脂粒子は13℃の雰囲気下で5日間管理した後、バッチ式発泡機で嵩倍数30倍(嵩密度0.033g/cm3)に予備発泡し、その後室温で24時間保存した。この予備発泡粒子を400×300×30mmの成形機の金型内に充填し、金型加熱工程、一方加熱工程、逆一方加熱工程、両面加熱工程をゲージ圧力0.08MPaの水蒸気を用いて、それぞれ5秒、5秒、5秒、20秒間注入して加熱発泡させた。水冷工程を15秒取り、排水を行ない、発泡圧が0.005MPaを示すまで真空放冷工程を行なった。0.005MPaを示した後、水処理工程を50秒行ない、排水が終了した後、離型を行ない金型から倍数30倍(密度0.033g/cm3)の発泡成形体を取り出した。得られた発泡成形体は、40℃の乾燥室にて8時間以上乾燥させた。
【0039】
比較例1
非イオン系界面活性剤であるポリオキシエチレンラウリルアミン(日油社製 エレガンS−100)の添加量を2.0重量部とし、水処理工程を行なわなかったこと以外は実施例1と同様に発泡成形体を得た。
本工程の概略図を図3に示す。
【0040】
比較例2〜6
非イオン系界面活性剤であるポリオキシエチレンラウリルアミン(日油社製 エレガンS−100)の添加量を0.1重量部としたこと以外は、それぞれ実施例1〜5と同様に発泡成形体を得た。
比較例7
非イオン系界面活性剤を添加するのではなく、イオン系界面活性剤である脂肪族第4級アンモニウム塩(第一工業製薬社製 カチオーゲンES−L)をポリエチレン改質スチレン系樹脂に対して1.5重量部添加したこと以外は実施例1と同様に発泡成形体を得た。
【0041】
比較例8
ポリオキシエチレンラウリルアミン(日油社製 エレガンS−100)の添加量を5.0重量部としたこと以外は実施例1と同様に行なった。得られた予備発泡粒子及び発泡成形体は、表面にベトツキがあり、ほこりがかえって付着しやすいものであった。良好な発泡成形体ではなかったので、表面抵抗率の測定等は行なわなかった。
【0042】
上記で得られた発泡成形体について、帯電防止性能の測定を前記の表面抵抗率測定の測定方法に従って行なった。測定試料は得られた発泡成形体から切り出し、温度20℃、湿度65%の環境下にて24時間以上保存した後に測定を行なった。更に、得られた表面抵抗率から前記の方法によりそのバラツキ度の評価を行なった。それらの結果を、用いた界面活性剤の量、各工程での圧力及び時間と合わせて下記する。
【0043】
【表1】
【0044】
以上のように、本発明によれば、スチレン系樹脂に易揮発性発泡剤及び非イオン系界面活性剤を含浸させ、加熱して得られた予備発泡粒子を、金型内に充填し加熱及び冷却工程に付すことで発泡成形体を製造する方法において、冷却工程を成形体の発泡圧が0.01MPa以下に低下するまで行なった後、更に水処理工程を行なえば、より高い帯電防止性能を有し、更に、得られる発泡成形体の部位による帯電防止性能にバラツキのない帯電防止性に優れたスチレン系樹脂の発泡成形体が得られる。
【図面の簡単な説明】
【0045】
【図1】実施例1の工程の概略図である。
【図2】実施例3の工程の概略図である。
【図3】比較例1の工程の概略図である。
【特許請求の範囲】
【請求項1】
スチレン系樹脂粒子に易揮発性発泡剤及びスチレン系樹脂粒子100重量部に対して非イオン系界面活性剤を0.5〜3.5重量部含浸させ、加熱して予備発泡粒子とし、前記予備発泡粒子を金型内で型内発泡成形を行なうに際し、型内発泡後の冷却工程を金型内の発泡成形体の発泡圧が0.01MPa以下に低下するまで行なった後に、金型内に水を入れて発泡成形体表面に接触させる水処理工程を行なうことを特徴とする帯電防止性スチレン系樹脂発泡成形体の製造方法。
【請求項2】
前記スチレン系樹脂粒子がポリオレフィン改質スチレン系樹脂粒子である請求項1に記載の帯電防止性スチレン系樹脂発泡成形体の製造方法。
【請求項3】
前記水処理工程が、前記金型内の圧を0〜0.02MPaに維持して20〜200秒行なわれる、請求項1又は2に記載の製造方法。
【請求項4】
請求項1〜3のいずれか1つに記載の製造方法によって得られる発泡成形体であり、前記発泡成形体が1×1011Ω以下の平均表面抵抗率を有することを特徴とする帯電防止性スチレン系樹脂発泡成形体。
【請求項5】
前記発泡成形体が1.0以下の表面抵抗率の標準偏差を有する請求項4に記載の帯電防止性スチレン系樹脂発泡成形体。
【請求項1】
スチレン系樹脂粒子に易揮発性発泡剤及びスチレン系樹脂粒子100重量部に対して非イオン系界面活性剤を0.5〜3.5重量部含浸させ、加熱して予備発泡粒子とし、前記予備発泡粒子を金型内で型内発泡成形を行なうに際し、型内発泡後の冷却工程を金型内の発泡成形体の発泡圧が0.01MPa以下に低下するまで行なった後に、金型内に水を入れて発泡成形体表面に接触させる水処理工程を行なうことを特徴とする帯電防止性スチレン系樹脂発泡成形体の製造方法。
【請求項2】
前記スチレン系樹脂粒子がポリオレフィン改質スチレン系樹脂粒子である請求項1に記載の帯電防止性スチレン系樹脂発泡成形体の製造方法。
【請求項3】
前記水処理工程が、前記金型内の圧を0〜0.02MPaに維持して20〜200秒行なわれる、請求項1又は2に記載の製造方法。
【請求項4】
請求項1〜3のいずれか1つに記載の製造方法によって得られる発泡成形体であり、前記発泡成形体が1×1011Ω以下の平均表面抵抗率を有することを特徴とする帯電防止性スチレン系樹脂発泡成形体。
【請求項5】
前記発泡成形体が1.0以下の表面抵抗率の標準偏差を有する請求項4に記載の帯電防止性スチレン系樹脂発泡成形体。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−242634(P2009−242634A)
【公開日】平成21年10月22日(2009.10.22)
【国際特許分類】
【出願番号】特願2008−91620(P2008−91620)
【出願日】平成20年3月31日(2008.3.31)
【出願人】(000002440)積水化成品工業株式会社 (1,335)
【Fターム(参考)】
【公開日】平成21年10月22日(2009.10.22)
【国際特許分類】
【出願日】平成20年3月31日(2008.3.31)
【出願人】(000002440)積水化成品工業株式会社 (1,335)
【Fターム(参考)】
[ Back to top ]