
幅寄せ装置
【課題】物品が損傷することを防止する。
【解決手段】幅寄せ装置10は、プロセスチーズXA1の搬送路11と、プロセスチーズXA1を搬送路11の搬送方向に押し進める押進め部材13と、押寄せ部材14によって、プロセスチーズXA1を搬送路11の幅方向の一方から他方に押し寄せる押寄せユニット15と、を備えている。搬送路11は、複数のプロセスチーズXA1が幅方向に並べて配置される搬送面18を備えている。この搬送面は、樹脂や金属等、所望の摩擦係数を有する材料から形成される。
【解決手段】幅寄せ装置10は、プロセスチーズXA1の搬送路11と、プロセスチーズXA1を搬送路11の搬送方向に押し進める押進め部材13と、押寄せ部材14によって、プロセスチーズXA1を搬送路11の幅方向の一方から他方に押し寄せる押寄せユニット15と、を備えている。搬送路11は、複数のプロセスチーズXA1が幅方向に並べて配置される搬送面18を備えている。この搬送面は、樹脂や金属等、所望の摩擦係数を有する材料から形成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、幅方向に並べて搬送される複数の物品の幅寄せをする幅寄せ装置に関する。
【背景技術】
【0002】
プロセスチーズを包装する包装ラインでは、アルミホイルで個包装された複数のプロセスチーズが集積され、台紙と共にプラスチックの袋でまとめて包装される(例えば、特許文献1参照)。その過程において、例えば4列で搬送されるプロセスチーズが振り分けられて8列に増列される。
【0003】
そして、その8列のプロセスチーズの中から、状態の整った4列のプロセスチーズが順次幅寄せされ、次の工程に流される。これにより、前の工程から各列でプロセスチーズが均等に流れてこない場合や、プロセスチーズが人手で補充される場合であっても、次の工程にプロセスチーズを各列で均等に流せる。
【0004】
プロセスチーズを幅寄せする幅寄せ装置として、特許文献2に記載されたトイレットペーパーの幅寄せ装置が応用できる。この幅寄せ装置は、ベルトコンベアを基礎とした装置であり、搬送方向に対して傾斜して配置された複数枚のガイド板を備えている。これら複数枚のガイド板は、下流に向けて各物品の幅間隔を縮めながら、出口では各物品が幅方向に接触して並んだ状態で搬出されるように調整されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−173303号公報(図1参照)
【特許文献2】特開2011−032026号公報(段落[0027]、[0038]および図1参照)
【発明の概要】
【発明が解決しようとする課題】
【0006】
ガイド板を搬送方向に対して傾斜して配置した幅寄せ装置では、各物品が、ガイド板に沿って搬送されることで搬送方向に対して向きが傾斜するので、物品同士が斜めに衝突して円滑な搬送が妨げられることがある。このような不都合を回避するために、傾斜角度が大きくなる両端の物品を同時に幅寄せしない等の制限を付すことがある。
【0007】
しかしながら、このような制限を付した場合であっても、物品同士が斜めに衝突することには変わりがなく、角が潰れる等、物品が損傷するおそれがある。このような問題は、プロセスチーズを幅寄せする上記幅寄せ装置に限られず、その他の食品や日用品等の各種物品を幅寄せする幅寄せ装置に共通して存在する。
【0008】
本発明は、上記課題を鑑みてなされたものであり、物品が損傷することを防止した幅寄せ装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
(1)本発明は、複数の物品が幅方向に並べて配置される搬送面と、前記複数の物品を搬送方向に押し進める押進め部材と、前記複数の物品を幅方向の一方から他方に押し寄せる押寄せ部材と、を備えることを特徴とする、幅寄せ装置である。
【0010】
本発明によれば、複数の物品の搬送方向への押進めと、当該複数の物品の幅方向の一方から他方への押寄せと、を独立して行うので、各物品が搬送方向に対して向きが傾斜することはない。すなわち、物品同士が斜めに衝突せず、円滑な搬送が妨げられることはない。ひいては、角が潰れる等、物品が損傷することが防止される。また、特許文献2に記載された幅寄せ装置のような制限、すなわち、両端の物品を同時に幅寄せしない等の制限を付す必要もない。
【0011】
(2)本発明はまた、前記押寄せ部材を幅方向に移動可能に支持する支持機構と、前記押進め部材を搬送方向に移動させると共に、前記支持機構を搬送方向に移動させて前記押寄せ部材を搬送方向に移動させる移動機構と、搬送方向から幅方向の前記他方に向けて傾斜して配置されて、搬送方向に移動する前記押寄せ部材をガイドして、該押寄せ部材を幅方向の前記一方から前記他方に移動させる搬送用ガイド部材と、を備えることを特徴とする、上記(1)に記載の幅寄せ装置である。
【0012】
上記発明によれば、移動機構を動作させるだけで、押進め部材および押寄せ部材を同時に移動させられる。すなわち、移動機構を動作させる一つの動力源に基づいて、複数の物品の搬送方向への押進めと、当該複数の物品の幅方向の一方から他方への押寄せと、を同時に行える。
【0013】
(3)本発明はまた、前記移動機構は、搬送方向に沿って配置されたコンベアであり、前記押進め部材および前記支持機構はそれぞれ、前記コンベアに固定されていることを特徴とする、上記(2)に記載の幅寄せ装置である。
【0014】
上記発明によれば、コンベアの動作によって押進め部材および押寄せ部材を容易に循環させられる。これにより、前の工程から複数の物品が順次流れてくる場合であっても、複数の物品の搬送方向への押進めと、当該複数の物品の幅方向の一方から他方への押寄せと、を次々と行える。
【0015】
(4)本発明はまた、搬送方向から戻る戻り方向から幅方向の前記一方に向けて傾斜して配置されて、前記戻り方向に移動する前記押寄せ部材をガイドして、該押寄せ部材を幅方向の前記他方から前記一方に移動させる戻り用ガイド部材を備えることを特徴とする、上記(3)に記載の幅寄せ装置である。
【0016】
上記発明によれば、コンベアの動作によって、押寄せ部材を循環させながら、当該押寄せ部材を幅方向の他方から一方に復帰させられる。これにより、前の工程から複数の物品が順次流れてくる場合であっても、複数の物品の幅方向の一方から他方への押寄せを次々と行える。
【0017】
(5)本発明はまた、前記支持機構は、幅方向に沿って配置されたレールと、前記レールに沿って移動するスライダと、を備え、前記押寄せ部材は、前記スライダに固定されていることを特徴とする、上記(2)〜(4)のいずれかに記載の幅寄せ装置である。
【0018】
上記発明によれば、簡単な構成で支持機構を構成できる。
【0019】
(6)本発明はまた、前記搬送用ガイド部材に沿って、かつ、前記押寄せ部材と一体となって幅方向および搬送方向に移動可能な移動部材と、前記押寄せ部材および前記移動部材を互いに切離し可能に連結する連結機構と、を備え、前記スライダとして、前記押寄せ部材が固定される押寄せ部材用スライダと、前記押寄せ部材用スライダと比較して幅方向の前記他方側に配置されて前記移動部材が固定される移動部材用スライダと、を備え、前記押寄せ部材用スライダおよび前記移動部材用スライダはそれぞれ、前記押寄せ部材および前記移動部材が互いに切り離された場合に、互いに独立して移動可能であることを特徴とする、上記(5)に記載の幅寄せ装置である。
【0020】
上記発明によれば、押寄せ部材に対して移動部材から遠退く方向に所定値以上の力が加えられた場合に、押寄せ部材が移動部材から切り離されるようにしておくことで、押寄せ部材が何らかのものに引っ掛かって複数の物品を幅方向の一方から他方に押し寄せられないときに、押寄せ部材が移動部材から切り離される。すなわち、押寄せ部材および移動部材を互いに切離し可能に連結する連結機構が安全装置として機能する。これにより、押寄せ部材等が損傷することが防止される。
【0021】
また、押寄せ部材および移動部材が互いに切り離された場合であっても、コンベアの動作によって、押寄せ部材を循環させながら、当該押寄せ部材を幅方向の他方から一方に復帰させることで、押寄せ部材を移動部材に自動的に連結させられる。これにより、再び、複数の物品の幅方向の一方から他方への押寄せを行える。
【0022】
(7)本発明はまた、前記コンベアを前記搬送面に対して昇降させる昇降機構を備えることを特徴とする、上記(3)〜(6)のいずれかに記載の幅寄せ装置である。
【0023】
上記発明によれば、コンベアを上昇させて当該コンベアと搬送面との間に手を入れられるスペースを確保することで、掃除やメンテナンスの時の作業性が向上する。
【0024】
(8)本発明はまた、前記搬送面は、前記押寄せ部材によって幅方向の前記他方に押し寄せられなかった物品を落下させる落下口を有していることを特徴とする、上記(1)〜(7)のいずれかに記載の幅寄せ装置である。
【0025】
上記発明によれば、連結機構が安全装置として機能する等して、物品が幅方向の一方から他方に押し寄せられなかった場合に、当該物品が落下口から回収される。これにより、幅方向の一方から他方に押し寄せられなかった物品が次の工程に流されることが防止される。
【発明の効果】
【0026】
本発明の上記(1)〜(8)に記載の幅寄せ装置によれば、物品が損傷することを防止できる。
【図面の簡単な説明】
【0027】
【図1】本発明に係る幅寄せ装置の搬送方向の流れを示す上面図である。
【図2】幅寄せ装置の戻り方向の流れを示す上面図である。
【図3】幅寄せ装置の側面図である。
【図4】幅寄せ装置の要部を示す外観斜視図である。
【図5】幅寄せ装置の動作を説明する図であり、動作開始時を示す。
【図6】幅寄せ装置の動作を説明する図であり、図5に示す動作の続きを示す。
【図7】幅寄せ装置の動作を説明する図であり、図6に示す動作の続きを示す。
【図8】幅寄せ装置の動作を説明する図であり、図7に示す動作の続きを示す。
【図9】幅寄せ装置の動作を説明する図であり、図8に示す動作の続きを示す。
【図10】幅寄せ装置の動作を説明する図であり、図9に示す動作の続きを示す。
【図11】幅寄せ装置の動作を説明する図であり、図10に示す動作の続きを示す。
【図12】幅寄せ装置の動作を説明する図であり、図11に示す動作の続きを示す。
【図13】幅寄せ装置の動作を説明する図であり、図12に示す動作の続きを示す。
【図14】幅寄せ装置の動作を説明する図であり、図13に示す動作の続きを示す。
【図15】バッファ装置の外観斜視図である。
【図16】(A)〜(D)は、バッファ装置の動作を説明する図である。
【発明を実施するための形態】
【0028】
以下、図面を参照して、本発明の幅寄せ装置について詳細に説明する。
【0029】
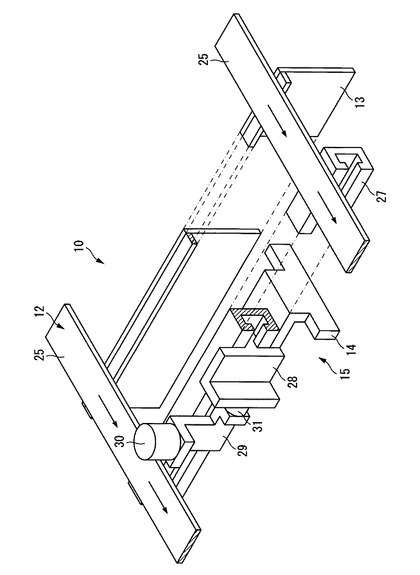
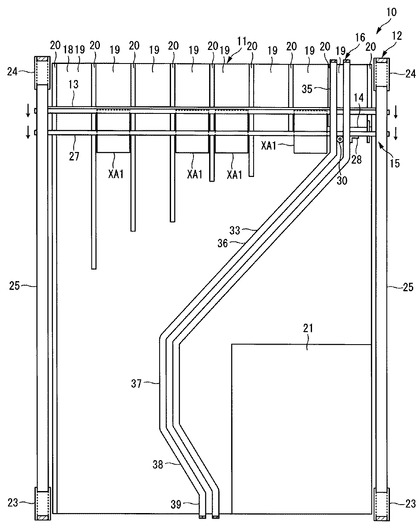
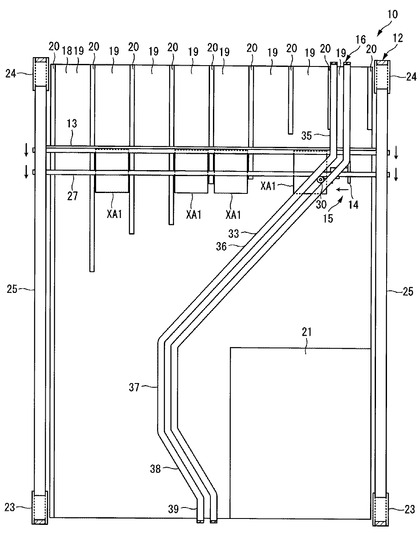
まず、図1〜図4を用いて幅寄せ装置10の構成について説明する。図1は、幅寄せ装置10の搬送方向の流れを示す上面図である。図2は、幅寄せ装置10の戻り方向の流れを示す上面図である。図3は、幅寄せ装置10の側面図である。図4は、幅寄せ装置10の要部を示す外観斜視図である。なお、各図において、一部の構成の図示を適宜省略して、図面を簡略化する。
【0030】
図1〜図4に示す幅寄せ装置10は、アルミホイルで個包装された複数のプロセスチーズXA1を集積して、台紙(図示省略)と共にプラスチックの袋(図示省略)でまとめて包装するライン(図示省略)に設置される。
【0031】
このラインでは、増列装置(図示省略)において、4列で搬送されるプロセスチーズXA1が振り分けられて8列に増列される。そして、その8列のプロセスチーズXA1の中から、状態の整った4列のプロセスチーズXA1が幅寄せ装置10に送り込まれる。幅寄せ装置10では、4列のプロセスチーズXA1が搬送されながら幅寄せされる。なお、本実施形態では、プロセスチーズXA1を幅寄せする場合を例に説明するが、本発明の幅寄せ装置は、その他の食品や日用品等の物品を幅寄せする場合に使用可能である。
【0032】
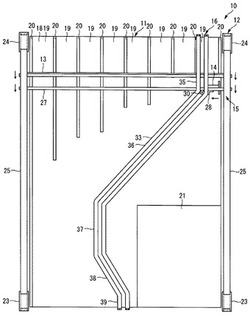
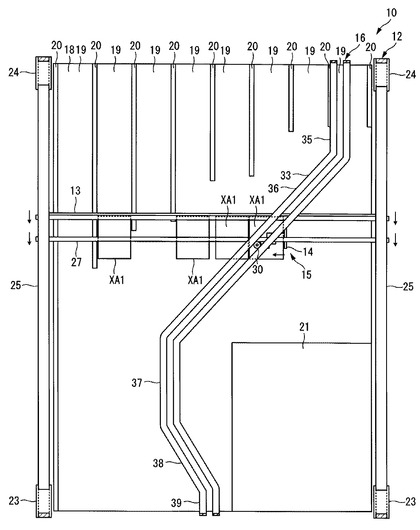
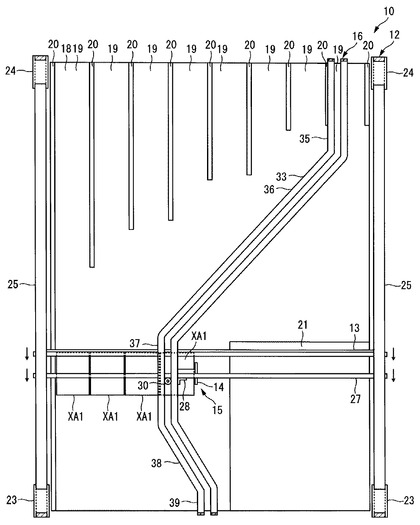
幅寄せ装置10は、プロセスチーズXA1の搬送路11と、この搬送路11の両側上方に搬送方向に沿って配置されたコンベア12と、プロセスチーズXA1を搬送路11の搬送方向に押し進める複数の押進め部材13と、押寄せ部材14によって、プロセスチーズXA1を搬送路11の幅方向の一方から他方に押し寄せる複数の押寄せユニット15と、押寄せ部材14をガイドするガイドレール16と、コンベア12を含むアッシーを搬送路11に対して昇降させる昇降機構(図示省略)と、を備えている。以下、幅寄せ装置10の各構成を説明する。なお、図1および図2では、押進め部材13および押寄せユニット15はそれぞれ、一つずつだけを図示する。
【0033】
搬送路11は、複数のプロセスチーズXA1が幅方向に並べて配置される搬送面18と、この搬送面18における上流側を8列の通路19に仕切る複数の仕切り20と、を備えている。搬送面18は、樹脂や金属等、所望の摩擦係数を有する材料から形成される。これにより、搬送面18上のプロセスチーズXA1は、滑らかに移動可能となる。
【0034】
搬送面18における下流側の一方(図1および図2における右下方)には、落下口21が形成されている。この落下口21には、押寄せ部材14によって幅方向の他方(図1および図2における左方)に押し寄せられなかったプロセスチーズXA1が落下する。
【0035】
複数の仕切り20は、プロセスチーズXA1を搬送方向に沿って真っ直ぐ案内する。これら複数の仕切り20は、幅方向の一方(図1および図2における右方)から他方(図1および図2における左方)の順に、次第に長さが長く設定されている。これにより、プロセスチーズXA1を幅方向の一方から他方に押し寄せる際に、仕切り20が障害となることはない。
【0036】
このような搬送路11には、増列装置(図示省略)から、後述するバッファ装置44(図15および図16参照)を経由して、状態の整った4列のプロセスチーズXA1が供給される。すなわち、8列の通路19のうちの任意の4列に、プロセスチーズXA1が供給される。
【0037】
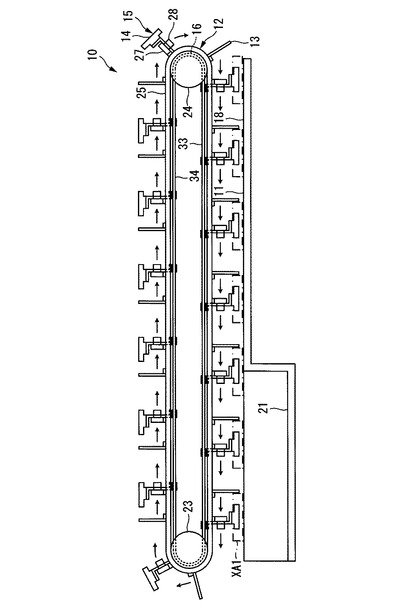
コンベア12はそれぞれ、二対のプーリ23,24と、これらプーリ23,24に引っ掛けられて走行する一対のベルト25と、一対のプーリ23を互いに連結する連結軸(図示省略)と、動力源となるモータ(図示省略)と、を備えている。一対のプーリ23は、モータの駆動によって定常回転する。一対のプーリ24は、ベルト25の定常走行によって、プーリ23に連動して定常回転する。
【0038】
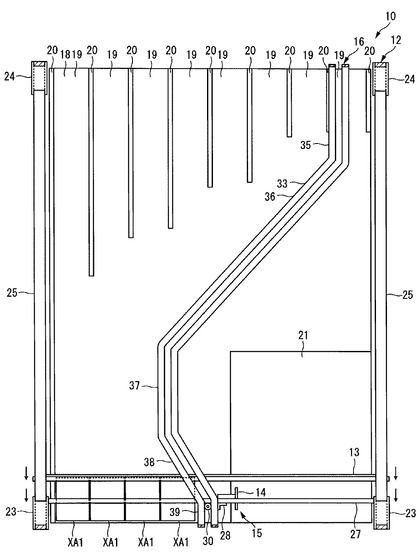
一対のベルト25には、複数の押進め部材13および複数の押寄せユニット15が交互に所定のピッチで固定されている。対となる押進め部材13および押寄せユニット15は、互いに一定の間隔で固定されている。これら一対のベルト25は、プーリ23の定常回転によって循環するように定常走行する。具体的に、一対のベルト25は、下側の領域において搬送方向(図3における左方向)に定常走行する。すなわち、一対のベルト25は、下側の領域において、押進め部材13および押寄せユニット15を搬送方向に移動させる移動機構として機能する。また、一対のベルト25は、上側の領域において、搬送方向から戻る戻り方向(図3における右方向)に定常走行する。
【0039】
押進め部材13は、一対のベルト25に架け渡されるように固定されて幅方向に沿って配置されている。この押進め部材13は、一対のベルト25における下側の領域において、搬送面18に向けて突出し、搬送面18上のプロセスチーズXA1を搬送方向に押し進める。
【0040】
押寄せユニット15は、一対のベルト25に架け渡されるように固定されて幅方向に沿って配置されるレール27と、このレール27に沿って移動する二つのスライダ28,29と、一方のスライダ28に固定されて幅方向に移動可能な押寄せ部材14と、他方のスライダ29に固定されて幅方向に移動可能な移動部材として機能するガイドローラ30と、押寄せ部材14およびガイドローラ30を互いに切離し可能に連結する連結機構として機能するマグネット31と、を備えている。
【0041】
レール27は、スライダ28と共に、押寄せ部材14を幅方向に移動可能に支持する支持機構として機能する。この支持機構は、コンベア12によって搬送方向に移動される。すなわち、支持機構に支持される押寄せ部材14は、コンベア12によって搬送方向に移動される。
【0042】
スライダ28は、押寄せ部材14が固定される押寄せ部材用スライダとして機能する。スライダ29は、スライダ28と比較して幅方向の他方側(図1および図2における左方側)に配置されて、移動部材であるガイドローラ30が固定される移動部材用スライダとして機能する。これらスライダ28,29はそれぞれ、押寄せ部材14およびガイドローラ30が互いに切り離された場合に、互いに独立して移動可能である。
【0043】
ガイドローラ30は、スライダ29にネジ(図示省略)で回転自在に取り付けられている。このガイドローラ30は、ガイドレール16に沿って幅方向および搬送方向に移動可能である。ガイドローラ30は、マグネット31によって押寄せ部材14に連結されて、当該押寄せ部材14と一体となって移動する。
【0044】
マグネット31は、押寄せ部材14にネジ(図示省略)で固定されている。このマグネット31は、ガイドローラ30側のスライダ29に貼り付いて、押寄せ部材14およびガイドローラ30を互いに連結する。
【0045】
ガイドレール16は、ガイドローラ30を直接的にガイドして、当該ガイドローラ30と一体となって移動する押寄せ部材14を間接的にガイドし、当該押寄せ部材14を幅方向に移動させるガイド部材として機能する。
【0046】
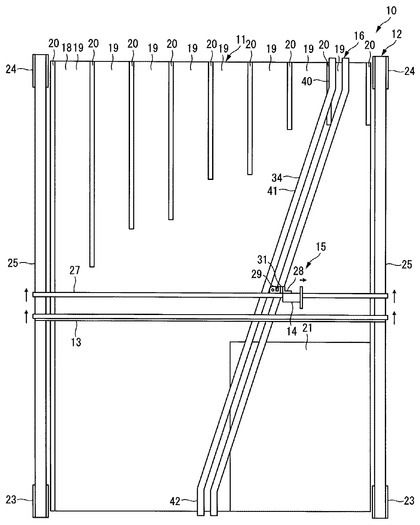
このガイドレール16は、搬送方向に移動するガイドローラ30をガイドする搬送用ガイド部材として機能する搬送用ガイドレール33と、戻り方向に移動するガイドローラ30をガイドする戻り用ガイド部材として機能する戻り用ガイドレール34と、を備えている。これら搬送用ガイドレール33および戻り用ガイドレール34は、互いに連続して循環するようにガイドローラ30をガイドする。
【0047】
図1に示すように、搬送用ガイドレール33は、搬送方向(図面における下方向)に向かって、第1搬送区間35と、第2搬送区間36と、第3搬送区間37と、第4搬送区間38と、第5搬送区間と、が連続する。第1搬送区間35は搬送方向に沿って、第2搬送区間36は搬送方向から幅方向の他方(図面における左方)に向けて傾斜して、第3搬送区間37は搬送方向に沿って、第4搬送区間38は搬送方向から幅方向の一方(図面における右方)に向けて傾斜して、第5搬送区間39は搬送方向に沿って、それぞれ配置されている。
【0048】
具体的に、第2搬送区間36は、ガイドローラ30を幅方向の一方(図面における右方)から他方(図面における左方)に移動させるように、すなわち、当該ガイドローラ30と共に押寄せ部材14を幅方向の一方から他方に移動させるように配置されている。また、第4搬送区間38は、ガイドローラ30を幅方向の他方(図面における左方)から一方(図面における右方)に移動させるように、すなわち、当該ガイドローラ30と共に押寄せ部材14を幅方向の他方から一方に移動させるように配置されている。
【0049】
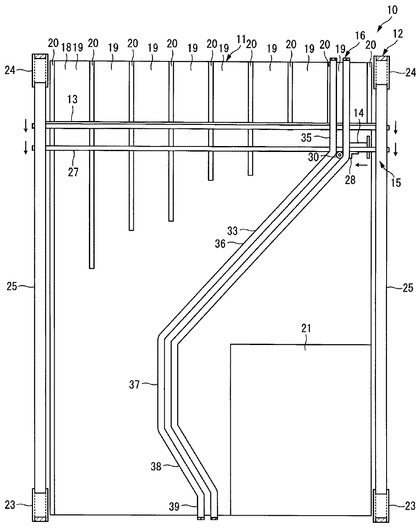
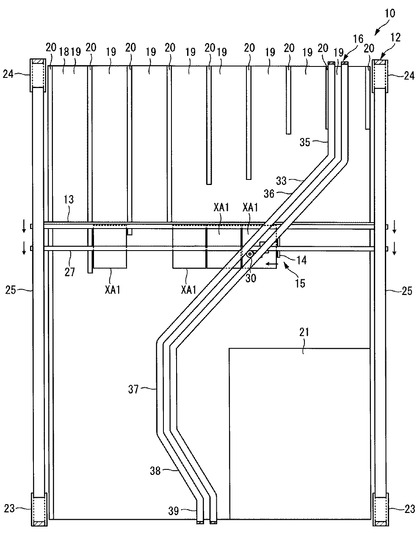
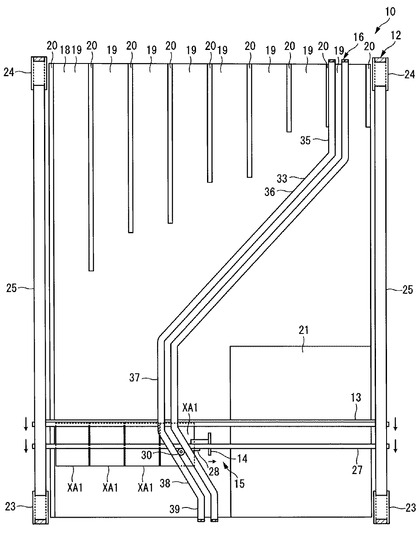
図2に示すように、戻り用ガイドレール34は、戻り方向(図面における上方向)に向かって、第1戻り区間40と、第2戻り区間41と、第3戻り区間42と、が連続する。第1戻り区間40は戻り方向に沿って、第2戻り区間41は戻り方向から幅方向の一方(図面における右方)に向けて傾斜して、第3戻り区間42は戻り方向に沿って、それぞれ配置されている。
【0050】
具体的に、第2戻り区間41は、ガイドローラ30を幅方向の他方(図面における左方)から一方(図面における右方)に移動させるように、すなわち、当該ガイドローラ30と共に押寄せ部材14を幅方向の他方から一方に移動させるように配置されている。
【0051】
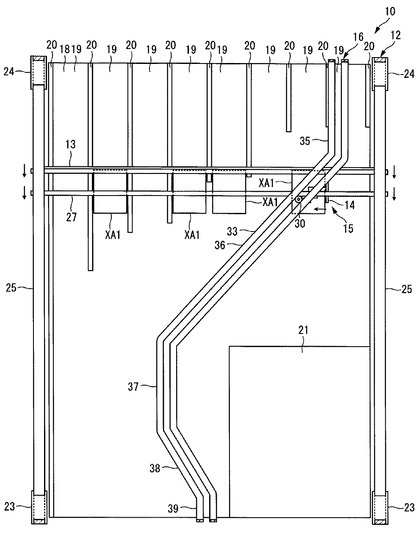
次に、幅寄せ装置10の動作手順について、図5〜図14に基づいて説明する。図5〜図14は、幅寄せ装置10の動作を説明する図である。図5は、動作開始時を示す。図6は、図5に示す動作の続きを示す。図7〜図14についても、同様、続きの動作を示す。
【0052】
なお、プロセスチーズXA1は、8列の通路19のうちの任意の4列に供給されるが、どの列に供給された場合であっても同様に動作するので、一例を説明する。すなわち、幅方向の一方の側(図面における右側)から2番目、4番目、5番目、および7番目の各通路19に供給された場合を例に説明する。また、図5〜図14では、押進め部材13および押寄せユニット15はそれぞれ、一つずつだけを図示する。
【0053】
プロセスチーズXA1が供給されると、図5に示すように、4列のプロセスチーズXA1は、押進め部材13によって搬送方向に押し進められる。ガイドローラ30は、搬送用ガイドレール33における第1搬送区間35にガイドされて搬送方向に沿って移動する。
【0054】
そして、図6に示すように、4列のプロセスチーズXA1は、引き続き、押進め部材13によって搬送方向に押し進められる。ガイドローラ30は、搬送用ガイドレール33における第2搬送区間36にガイドされて搬送方向に対して傾斜した方向に沿って移動する。押寄せ部材14は、レール27に沿って幅方向の一方(図面における右方)から他方(図面における左方)に移動する。
【0055】
また、図7〜図11に示すように、4列のプロセスチーズXA1は、引き続き、押進め部材13によって搬送方向に押し進められる。ガイドローラ30は、引き続き、搬送用ガイドレール33における第2搬送区間36にガイドされて搬送方向に対して傾斜した方向に沿って移動する。押寄せ部材14は、引き続き、レール27に沿って幅方向の一方から他方に移動して、4列のプロセスチーズXA1を次々と幅方向の一方から他方に押し寄せる。これにより、プロセスチーズXA1の幅寄せが完了する。
【0056】
さらに、図12に示すように、4列のプロセスチーズXA1は、引き続き、押進め部材13によって搬送方向に押し進められる。ガイドローラ30は、搬送用ガイドレール33における第3搬送区間37にガイドされて搬送方向に沿って移動する。
【0057】
次いで、図13に示すように、4列のプロセスチーズXA1は、引き続き、押進め部材13によって搬送方向に押し進められる。ガイドローラ30は、搬送用ガイドレール33における第4搬送区間38にガイドされて搬送方向に対して傾斜した方向に沿って移動する。押寄せ部材14は、レール37に沿って幅方向の他方(図面における左方)から一方(図面における右方)に移動して、プロセスチーズXA1の側方から退避する。
【0058】
そして、図14に示すように、4列のプロセスチーズXA1は、引き続き、押進め部材13によって搬送方向に押し進められる。ガイドローラ30は、搬送用ガイドレール33における第5搬送区間39にガイドされて搬送方向に沿って移動する。押寄せ部材14は、プロセスチーズXA1の側方から退避した状態を保つ。
【0059】
その後、4列のプロセスチーズXA1は、幅方向の他方に幅寄せされた状態で、次の工程に流される。
【0060】
このように、幅寄せ装置10によれば、複数のプロセスチーズXA1の搬送方向への押進めと、当該複数のプロセスチーズXA1の幅方向の一方から他方への押寄せと、を独立して行うので、各プロセスチーズXA1が搬送方向に対して向きが傾斜することはない。すなわち、プロセスチーズXA1同士が斜めに衝突せず、円滑な搬送が妨げられることはない。ひいては、角が潰れる等、プロセスチーズXA1が損傷することが防止される。また、特開2011−032026号公報に記載された幅寄せ装置のような制限、すなわち、両端のプロセスチーズXA1を同時に幅寄せしない等の制限を付す必要もない。
【0061】
そして、コンベア12を動作させるだけで、押進め部材13および押寄せ部材14を同時に移動させられる。すなわち、コンベア12を動作させる一つのモータ(図示省略)に基づいて、複数のプロセスチーズXA1の搬送方向への押進めと、当該複数のプロセスチーズXA1の幅方向の一方から他方への押寄せと、を同時に行える。
【0062】
また、コンベア12の動作によって押進め部材13および押寄せ部材14を容易に循環させられる。これにより、バッファ装置44を介して増列装置(図示省略)から複数のプロセスチーズXA1が順次流れてくる場合であっても、複数のプロセスチーズXA1の搬送方向への押進めと、当該複数のプロセスチーズXA1の幅方向の一方から他方への押寄せと、を次々と行える。
【0063】
さらに、コンベア12の動作によって、押寄せ部材14を循環させながら、当該押寄せ部材14を幅方向の他方から一方に復帰させられる。これにより、バッファ装置44を介して増列装置(図示省略)から複数のプロセスチーズXA1が順次流れてくる場合であっても、複数のプロセスチーズXA1の幅方向の一方から他方への押寄せを次々と行える。
【0064】
次いで、押寄せ部材14を幅方向に移動可能に支持する支持機構として、幅方向に沿って配置されたレール27と、このレール27に沿って移動するスライダ28と、を備えているので、簡単な構成で支持機構を構成できる。
【0065】
そして、押寄せ部材14に対してガイドローラ30から遠退く方向に所定値以上の力が加えられた場合に、押寄せ部材14がガイドローラ30から切り離されるようにマグネット31を設定しておくことで、押寄せ部材14が何らかのものに引っ掛かって複数のプロセスチーズXA1を幅方向の一方から他方に押し寄せられないときに、押寄せ部材14がガイドローラ30から切り離される。すなわち、押寄せ部材14およびガイドローラ30を互いに切離し可能に連結する連結機構が安全装置として機能する。これにより、押寄せ部材14等が損傷することが防止される。
【0066】
また、押寄せ部材14およびガイドローラ30が互いに切り離された場合であっても、コンベア12の動作によって、押寄せ部材を循環させながら、当該押寄せ部材14を幅方向の他方から一方に復帰させることで、押寄せ部材14をガイドローラ30に自動的に連結させられる。これにより、再び、複数のプロセスチーズXA1の幅方向の一方から他方樹への押寄せを行える。
【0067】
さらに、コンベア12を搬送面18に対して昇降させる昇降機構(図示省略)を備えているから、コンベア12を上昇させて当該コンベア12と搬送面18との間に手を入れられるスペースを確保することで、掃除やメンテナンスの時の作業性が向上する。
【0068】
次いで、マグネット31が安全装置として機能する等して、プロセスチーズXA1が幅方向の一方から他方に押し寄せられなかったが合いに、当該プロセスチーズXA1が落下口21から回収される。これにより、幅方向の一方から他方に押し寄せられなかったプロセスチーズXA1が次の工程に流されることが防止される。
【0069】
次に、図15を用いてバッファ装置44の構成について説明する。図15は、バッファ装置44の外観斜視図である。
【0070】
図15に示すバッファ装置44は、増列装置(図示省略)と、幅寄せ装置10と、の間に配置されて、当該増列装置から幅寄せ装置10にプロセスチーズXA1を搬送する。
【0071】
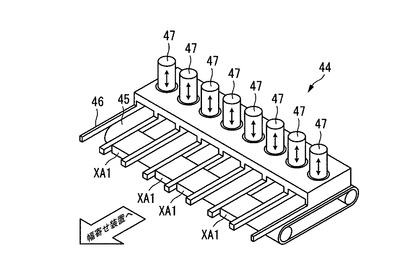
このバッファ装置44は、プロセスチーズXA1を搬送するベルトコンベア45と、このベルトコンベア45の搬送面(符号省略)を8列の通路(符号省略)に仕切る通路形成ユニット46と、8列の通路を個別開閉する八つのシリンダ47と、8列の通路について個別にプロセスチーズXA1の有無を検知して所定の信号を出力する八つの上流センサ(図示省略)および八つの下流センサと、これらのセンサから出力される信号に基づいて、八つのシリンダ47の動作を統括的に制御する制御ユニット(図示省略)と、を備えている。
【0072】
ベルトコンベア45は、複数のプーリ(符号省略)と、これら複数のプーリに引っ掛けられて走行するシリコーン樹脂製のベルト(符号省略)と、動力源となるモータ(図示省略)と、を備えている。複数のプーリは、モータの駆動によって定常回転する。ベルトは、プーリの定常回転によって循環するように定常走行する。
【0073】
ベルトには、プロセスチーズXA1との間に所定値以上の静止摩擦力が働く。これにより、プロセスチーズXA1は、勢いをつけて幅寄せ装置10に送り出される。なお、ベルトは、プロセスチーズXA1との間に所定値以上の静止摩擦力が働いて、当該プロセスチーズXA1を勢いよく幅寄せ装置10に送り出すことができればよく、シリコーン樹脂製であることに限定されることはない。
【0074】
各上流センサ(図示省略)は、シリンダ47の上流側に配置されている。また、各下流センサ(図示省略)は、シリンダ47の下流側に配置されている。
【0075】
これらの各センサは、周知の反射型フォトセンサであり、投光部および受光部を備えている。各センサは、ベルトコンベア45の搬送面(図示省略)またはプロセスチーズXA1に向けて投光部から光を投射すると共に、搬送面またはプロセスチーズXA1からの反射光を受光部に入射させる。各センサは、搬送面で反射した光の量と、プロセスチーズXA1で反射した光の量と、の違いによって、プロセスチーズXA1の有無を検知する。なお、各センサは、プロセスチーズXA1の有無を検知できればよく、反射型のフォトセンサに限定されることはない。
【0076】
制御ユニット(図示省略)は、CPU、RAM、およびROM等から構成され、各種制御を実行する。具体的に、制御ユニットは、一定の所定周期(例えば5秒周期)で条件を満たしているシリンダ47のうちの4列を動作させて通路を開閉させる。
【0077】
なお、シリンダ47の上流側にプロセスチーズXA1が有ることを、当該シリンダ47を動作させる条件とする。4列を超えるシリンダ47が条件を満たす場合は、予め定められた規則にしたがって4列のシリンダ47が選択されて、当該4列のシリンダ47が動作する。
【0078】
予め定められた規則としては、例えば、次のようなパターンが挙げられる。8列のシリンダ47を、幅方向の一方(図面における右下方)から他方(図面における左上方)に(1)〜(8)として、(1)→(2)→・・・→(7)→(8)→(1)→(2)→・・・の順に循環する序列があるとする。
【0079】
そして、一回目の動作では、条件を満たす4列のシリンダ47を(1)から順に、序列の順に選択する。二回目の動作では、条件を満たす4列のシリンダ47を(2)から順に、序列の順に選択する。以下同様に、八回目の動作では、条件を満たす4列のシリンダ47を(8)から順に、序列の順に選択する。九回目の動作では、条件を満たす4列のシリンダ47を、再び(1)から順に、序列の順に選択する。
【0080】
例えば、八回目の動作時に全てのシリンダ47が条件を満たす場合には、(8)、(1)、(2)、(3)の順に選択されて、これら4列のシリンダ47が同時に動作する。ただし、いずれの回においても、条件を満たすシリンダ47が3列以下の場合には、全てのシリンダ47が選択されず、いずれのシリンダ47が動作することはないものとする。
【0081】
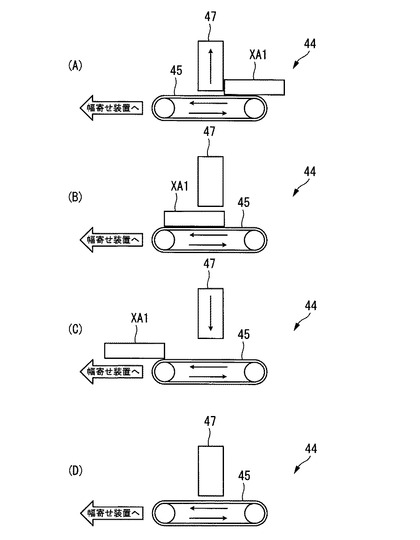
次に、バッファ装置44の動作手順について、図16(A)〜図16(D)に基づいて説明する。図16(A)〜図16(D)は、バッファ装置44の動作を説明する図である。
【0082】
バッファ装置44における任意の4列にプロセスチーズXA1が供給されて、このことをセンサ(図示省略)が検知すると、図16(A)に示すように、制御ユニット(図示省略)は、対応する四つのシリンダ47を同時に動作させて通路を開放する。結果、図16(B)に示すように、ベルトコンベア45は、4列のプロセスチーズXA1を幅寄せ装置10に向けて搬送する。
【0083】
そして、4列のプロセスチーズXA1がシリンダ47を通過して、このことをセンサ(図示省略)が検知すると、図16(C)および図16(D)に示すように、制御ユニット(図示省略)は、対応する四つのシリンダ47を動作させて通路を閉鎖する。また、4列のプロセスチーズXA1は、勢いをつけて幅寄せ装置10に送り出される。
【0084】
このように、バッファ装置44によれば、四つのシリンダ47を同時に動作させるので、状態の整った4列のプロセスチーズXA1を幅寄せ装置10に同時に送り出すことができる。また、シリコーン樹脂製のベルトによって、プロセスチーズXA1に勢いをつけるので、幅寄せ装置10への送出しをスムーズに行える。
【0085】
本発明は、上記実施形態に限られるものではなく、その趣旨および技術思想を逸脱しない範囲で種々の変形が可能である。
【0086】
すなわち、上記実施形態において、幅寄せ装置10は、押寄せ部材14およびガイドローラ30の互いの切離しを検知して所定の信号を出力するセンサ(図示省略)と、このセンサから出力される信号に基づいて、装置全体の動作を統括的に制御する制御ユニット(図示省略)と、を備えるようにしてもよい。この場合、当該切離しを異常として、装置全体の動作を停止させることで、装置の故障や不良品の発生を防止できる。
【0087】
なお、この場合において、幅寄せ装置10が備えるセンサおよび制御ユニットは、バッファ装置44が備えるセンサや制御ユニットと同様の構成を備えている。
【符号の説明】
【0088】
10 幅寄せ装置
12 コンベア(移動機構)
13 押進め部材
14 押寄せ部材
16 ガイドレール(ガイド部材)
18 搬送面
21 落下口
27 レール
28 スライダ(押寄せ部材用スライダ)
29 スライダ(移動部材用スライダ)
30 ガイドローラ(移動部材)
31 マグネット(連結機構)
33 搬送用ガイドレール(搬送用ガイド部材)
34 戻り用ガイドレール(戻り用ガイド部材)
XA1 プロセスチーズ(物品)
【技術分野】
【0001】
本発明は、幅方向に並べて搬送される複数の物品の幅寄せをする幅寄せ装置に関する。
【背景技術】
【0002】
プロセスチーズを包装する包装ラインでは、アルミホイルで個包装された複数のプロセスチーズが集積され、台紙と共にプラスチックの袋でまとめて包装される(例えば、特許文献1参照)。その過程において、例えば4列で搬送されるプロセスチーズが振り分けられて8列に増列される。
【0003】
そして、その8列のプロセスチーズの中から、状態の整った4列のプロセスチーズが順次幅寄せされ、次の工程に流される。これにより、前の工程から各列でプロセスチーズが均等に流れてこない場合や、プロセスチーズが人手で補充される場合であっても、次の工程にプロセスチーズを各列で均等に流せる。
【0004】
プロセスチーズを幅寄せする幅寄せ装置として、特許文献2に記載されたトイレットペーパーの幅寄せ装置が応用できる。この幅寄せ装置は、ベルトコンベアを基礎とした装置であり、搬送方向に対して傾斜して配置された複数枚のガイド板を備えている。これら複数枚のガイド板は、下流に向けて各物品の幅間隔を縮めながら、出口では各物品が幅方向に接触して並んだ状態で搬出されるように調整されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−173303号公報(図1参照)
【特許文献2】特開2011−032026号公報(段落[0027]、[0038]および図1参照)
【発明の概要】
【発明が解決しようとする課題】
【0006】
ガイド板を搬送方向に対して傾斜して配置した幅寄せ装置では、各物品が、ガイド板に沿って搬送されることで搬送方向に対して向きが傾斜するので、物品同士が斜めに衝突して円滑な搬送が妨げられることがある。このような不都合を回避するために、傾斜角度が大きくなる両端の物品を同時に幅寄せしない等の制限を付すことがある。
【0007】
しかしながら、このような制限を付した場合であっても、物品同士が斜めに衝突することには変わりがなく、角が潰れる等、物品が損傷するおそれがある。このような問題は、プロセスチーズを幅寄せする上記幅寄せ装置に限られず、その他の食品や日用品等の各種物品を幅寄せする幅寄せ装置に共通して存在する。
【0008】
本発明は、上記課題を鑑みてなされたものであり、物品が損傷することを防止した幅寄せ装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
(1)本発明は、複数の物品が幅方向に並べて配置される搬送面と、前記複数の物品を搬送方向に押し進める押進め部材と、前記複数の物品を幅方向の一方から他方に押し寄せる押寄せ部材と、を備えることを特徴とする、幅寄せ装置である。
【0010】
本発明によれば、複数の物品の搬送方向への押進めと、当該複数の物品の幅方向の一方から他方への押寄せと、を独立して行うので、各物品が搬送方向に対して向きが傾斜することはない。すなわち、物品同士が斜めに衝突せず、円滑な搬送が妨げられることはない。ひいては、角が潰れる等、物品が損傷することが防止される。また、特許文献2に記載された幅寄せ装置のような制限、すなわち、両端の物品を同時に幅寄せしない等の制限を付す必要もない。
【0011】
(2)本発明はまた、前記押寄せ部材を幅方向に移動可能に支持する支持機構と、前記押進め部材を搬送方向に移動させると共に、前記支持機構を搬送方向に移動させて前記押寄せ部材を搬送方向に移動させる移動機構と、搬送方向から幅方向の前記他方に向けて傾斜して配置されて、搬送方向に移動する前記押寄せ部材をガイドして、該押寄せ部材を幅方向の前記一方から前記他方に移動させる搬送用ガイド部材と、を備えることを特徴とする、上記(1)に記載の幅寄せ装置である。
【0012】
上記発明によれば、移動機構を動作させるだけで、押進め部材および押寄せ部材を同時に移動させられる。すなわち、移動機構を動作させる一つの動力源に基づいて、複数の物品の搬送方向への押進めと、当該複数の物品の幅方向の一方から他方への押寄せと、を同時に行える。
【0013】
(3)本発明はまた、前記移動機構は、搬送方向に沿って配置されたコンベアであり、前記押進め部材および前記支持機構はそれぞれ、前記コンベアに固定されていることを特徴とする、上記(2)に記載の幅寄せ装置である。
【0014】
上記発明によれば、コンベアの動作によって押進め部材および押寄せ部材を容易に循環させられる。これにより、前の工程から複数の物品が順次流れてくる場合であっても、複数の物品の搬送方向への押進めと、当該複数の物品の幅方向の一方から他方への押寄せと、を次々と行える。
【0015】
(4)本発明はまた、搬送方向から戻る戻り方向から幅方向の前記一方に向けて傾斜して配置されて、前記戻り方向に移動する前記押寄せ部材をガイドして、該押寄せ部材を幅方向の前記他方から前記一方に移動させる戻り用ガイド部材を備えることを特徴とする、上記(3)に記載の幅寄せ装置である。
【0016】
上記発明によれば、コンベアの動作によって、押寄せ部材を循環させながら、当該押寄せ部材を幅方向の他方から一方に復帰させられる。これにより、前の工程から複数の物品が順次流れてくる場合であっても、複数の物品の幅方向の一方から他方への押寄せを次々と行える。
【0017】
(5)本発明はまた、前記支持機構は、幅方向に沿って配置されたレールと、前記レールに沿って移動するスライダと、を備え、前記押寄せ部材は、前記スライダに固定されていることを特徴とする、上記(2)〜(4)のいずれかに記載の幅寄せ装置である。
【0018】
上記発明によれば、簡単な構成で支持機構を構成できる。
【0019】
(6)本発明はまた、前記搬送用ガイド部材に沿って、かつ、前記押寄せ部材と一体となって幅方向および搬送方向に移動可能な移動部材と、前記押寄せ部材および前記移動部材を互いに切離し可能に連結する連結機構と、を備え、前記スライダとして、前記押寄せ部材が固定される押寄せ部材用スライダと、前記押寄せ部材用スライダと比較して幅方向の前記他方側に配置されて前記移動部材が固定される移動部材用スライダと、を備え、前記押寄せ部材用スライダおよび前記移動部材用スライダはそれぞれ、前記押寄せ部材および前記移動部材が互いに切り離された場合に、互いに独立して移動可能であることを特徴とする、上記(5)に記載の幅寄せ装置である。
【0020】
上記発明によれば、押寄せ部材に対して移動部材から遠退く方向に所定値以上の力が加えられた場合に、押寄せ部材が移動部材から切り離されるようにしておくことで、押寄せ部材が何らかのものに引っ掛かって複数の物品を幅方向の一方から他方に押し寄せられないときに、押寄せ部材が移動部材から切り離される。すなわち、押寄せ部材および移動部材を互いに切離し可能に連結する連結機構が安全装置として機能する。これにより、押寄せ部材等が損傷することが防止される。
【0021】
また、押寄せ部材および移動部材が互いに切り離された場合であっても、コンベアの動作によって、押寄せ部材を循環させながら、当該押寄せ部材を幅方向の他方から一方に復帰させることで、押寄せ部材を移動部材に自動的に連結させられる。これにより、再び、複数の物品の幅方向の一方から他方への押寄せを行える。
【0022】
(7)本発明はまた、前記コンベアを前記搬送面に対して昇降させる昇降機構を備えることを特徴とする、上記(3)〜(6)のいずれかに記載の幅寄せ装置である。
【0023】
上記発明によれば、コンベアを上昇させて当該コンベアと搬送面との間に手を入れられるスペースを確保することで、掃除やメンテナンスの時の作業性が向上する。
【0024】
(8)本発明はまた、前記搬送面は、前記押寄せ部材によって幅方向の前記他方に押し寄せられなかった物品を落下させる落下口を有していることを特徴とする、上記(1)〜(7)のいずれかに記載の幅寄せ装置である。
【0025】
上記発明によれば、連結機構が安全装置として機能する等して、物品が幅方向の一方から他方に押し寄せられなかった場合に、当該物品が落下口から回収される。これにより、幅方向の一方から他方に押し寄せられなかった物品が次の工程に流されることが防止される。
【発明の効果】
【0026】
本発明の上記(1)〜(8)に記載の幅寄せ装置によれば、物品が損傷することを防止できる。
【図面の簡単な説明】
【0027】
【図1】本発明に係る幅寄せ装置の搬送方向の流れを示す上面図である。
【図2】幅寄せ装置の戻り方向の流れを示す上面図である。
【図3】幅寄せ装置の側面図である。
【図4】幅寄せ装置の要部を示す外観斜視図である。
【図5】幅寄せ装置の動作を説明する図であり、動作開始時を示す。
【図6】幅寄せ装置の動作を説明する図であり、図5に示す動作の続きを示す。
【図7】幅寄せ装置の動作を説明する図であり、図6に示す動作の続きを示す。
【図8】幅寄せ装置の動作を説明する図であり、図7に示す動作の続きを示す。
【図9】幅寄せ装置の動作を説明する図であり、図8に示す動作の続きを示す。
【図10】幅寄せ装置の動作を説明する図であり、図9に示す動作の続きを示す。
【図11】幅寄せ装置の動作を説明する図であり、図10に示す動作の続きを示す。
【図12】幅寄せ装置の動作を説明する図であり、図11に示す動作の続きを示す。
【図13】幅寄せ装置の動作を説明する図であり、図12に示す動作の続きを示す。
【図14】幅寄せ装置の動作を説明する図であり、図13に示す動作の続きを示す。
【図15】バッファ装置の外観斜視図である。
【図16】(A)〜(D)は、バッファ装置の動作を説明する図である。
【発明を実施するための形態】
【0028】
以下、図面を参照して、本発明の幅寄せ装置について詳細に説明する。
【0029】
まず、図1〜図4を用いて幅寄せ装置10の構成について説明する。図1は、幅寄せ装置10の搬送方向の流れを示す上面図である。図2は、幅寄せ装置10の戻り方向の流れを示す上面図である。図3は、幅寄せ装置10の側面図である。図4は、幅寄せ装置10の要部を示す外観斜視図である。なお、各図において、一部の構成の図示を適宜省略して、図面を簡略化する。
【0030】
図1〜図4に示す幅寄せ装置10は、アルミホイルで個包装された複数のプロセスチーズXA1を集積して、台紙(図示省略)と共にプラスチックの袋(図示省略)でまとめて包装するライン(図示省略)に設置される。
【0031】
このラインでは、増列装置(図示省略)において、4列で搬送されるプロセスチーズXA1が振り分けられて8列に増列される。そして、その8列のプロセスチーズXA1の中から、状態の整った4列のプロセスチーズXA1が幅寄せ装置10に送り込まれる。幅寄せ装置10では、4列のプロセスチーズXA1が搬送されながら幅寄せされる。なお、本実施形態では、プロセスチーズXA1を幅寄せする場合を例に説明するが、本発明の幅寄せ装置は、その他の食品や日用品等の物品を幅寄せする場合に使用可能である。
【0032】
幅寄せ装置10は、プロセスチーズXA1の搬送路11と、この搬送路11の両側上方に搬送方向に沿って配置されたコンベア12と、プロセスチーズXA1を搬送路11の搬送方向に押し進める複数の押進め部材13と、押寄せ部材14によって、プロセスチーズXA1を搬送路11の幅方向の一方から他方に押し寄せる複数の押寄せユニット15と、押寄せ部材14をガイドするガイドレール16と、コンベア12を含むアッシーを搬送路11に対して昇降させる昇降機構(図示省略)と、を備えている。以下、幅寄せ装置10の各構成を説明する。なお、図1および図2では、押進め部材13および押寄せユニット15はそれぞれ、一つずつだけを図示する。
【0033】
搬送路11は、複数のプロセスチーズXA1が幅方向に並べて配置される搬送面18と、この搬送面18における上流側を8列の通路19に仕切る複数の仕切り20と、を備えている。搬送面18は、樹脂や金属等、所望の摩擦係数を有する材料から形成される。これにより、搬送面18上のプロセスチーズXA1は、滑らかに移動可能となる。
【0034】
搬送面18における下流側の一方(図1および図2における右下方)には、落下口21が形成されている。この落下口21には、押寄せ部材14によって幅方向の他方(図1および図2における左方)に押し寄せられなかったプロセスチーズXA1が落下する。
【0035】
複数の仕切り20は、プロセスチーズXA1を搬送方向に沿って真っ直ぐ案内する。これら複数の仕切り20は、幅方向の一方(図1および図2における右方)から他方(図1および図2における左方)の順に、次第に長さが長く設定されている。これにより、プロセスチーズXA1を幅方向の一方から他方に押し寄せる際に、仕切り20が障害となることはない。
【0036】
このような搬送路11には、増列装置(図示省略)から、後述するバッファ装置44(図15および図16参照)を経由して、状態の整った4列のプロセスチーズXA1が供給される。すなわち、8列の通路19のうちの任意の4列に、プロセスチーズXA1が供給される。
【0037】
コンベア12はそれぞれ、二対のプーリ23,24と、これらプーリ23,24に引っ掛けられて走行する一対のベルト25と、一対のプーリ23を互いに連結する連結軸(図示省略)と、動力源となるモータ(図示省略)と、を備えている。一対のプーリ23は、モータの駆動によって定常回転する。一対のプーリ24は、ベルト25の定常走行によって、プーリ23に連動して定常回転する。
【0038】
一対のベルト25には、複数の押進め部材13および複数の押寄せユニット15が交互に所定のピッチで固定されている。対となる押進め部材13および押寄せユニット15は、互いに一定の間隔で固定されている。これら一対のベルト25は、プーリ23の定常回転によって循環するように定常走行する。具体的に、一対のベルト25は、下側の領域において搬送方向(図3における左方向)に定常走行する。すなわち、一対のベルト25は、下側の領域において、押進め部材13および押寄せユニット15を搬送方向に移動させる移動機構として機能する。また、一対のベルト25は、上側の領域において、搬送方向から戻る戻り方向(図3における右方向)に定常走行する。
【0039】
押進め部材13は、一対のベルト25に架け渡されるように固定されて幅方向に沿って配置されている。この押進め部材13は、一対のベルト25における下側の領域において、搬送面18に向けて突出し、搬送面18上のプロセスチーズXA1を搬送方向に押し進める。
【0040】
押寄せユニット15は、一対のベルト25に架け渡されるように固定されて幅方向に沿って配置されるレール27と、このレール27に沿って移動する二つのスライダ28,29と、一方のスライダ28に固定されて幅方向に移動可能な押寄せ部材14と、他方のスライダ29に固定されて幅方向に移動可能な移動部材として機能するガイドローラ30と、押寄せ部材14およびガイドローラ30を互いに切離し可能に連結する連結機構として機能するマグネット31と、を備えている。
【0041】
レール27は、スライダ28と共に、押寄せ部材14を幅方向に移動可能に支持する支持機構として機能する。この支持機構は、コンベア12によって搬送方向に移動される。すなわち、支持機構に支持される押寄せ部材14は、コンベア12によって搬送方向に移動される。
【0042】
スライダ28は、押寄せ部材14が固定される押寄せ部材用スライダとして機能する。スライダ29は、スライダ28と比較して幅方向の他方側(図1および図2における左方側)に配置されて、移動部材であるガイドローラ30が固定される移動部材用スライダとして機能する。これらスライダ28,29はそれぞれ、押寄せ部材14およびガイドローラ30が互いに切り離された場合に、互いに独立して移動可能である。
【0043】
ガイドローラ30は、スライダ29にネジ(図示省略)で回転自在に取り付けられている。このガイドローラ30は、ガイドレール16に沿って幅方向および搬送方向に移動可能である。ガイドローラ30は、マグネット31によって押寄せ部材14に連結されて、当該押寄せ部材14と一体となって移動する。
【0044】
マグネット31は、押寄せ部材14にネジ(図示省略)で固定されている。このマグネット31は、ガイドローラ30側のスライダ29に貼り付いて、押寄せ部材14およびガイドローラ30を互いに連結する。
【0045】
ガイドレール16は、ガイドローラ30を直接的にガイドして、当該ガイドローラ30と一体となって移動する押寄せ部材14を間接的にガイドし、当該押寄せ部材14を幅方向に移動させるガイド部材として機能する。
【0046】
このガイドレール16は、搬送方向に移動するガイドローラ30をガイドする搬送用ガイド部材として機能する搬送用ガイドレール33と、戻り方向に移動するガイドローラ30をガイドする戻り用ガイド部材として機能する戻り用ガイドレール34と、を備えている。これら搬送用ガイドレール33および戻り用ガイドレール34は、互いに連続して循環するようにガイドローラ30をガイドする。
【0047】
図1に示すように、搬送用ガイドレール33は、搬送方向(図面における下方向)に向かって、第1搬送区間35と、第2搬送区間36と、第3搬送区間37と、第4搬送区間38と、第5搬送区間と、が連続する。第1搬送区間35は搬送方向に沿って、第2搬送区間36は搬送方向から幅方向の他方(図面における左方)に向けて傾斜して、第3搬送区間37は搬送方向に沿って、第4搬送区間38は搬送方向から幅方向の一方(図面における右方)に向けて傾斜して、第5搬送区間39は搬送方向に沿って、それぞれ配置されている。
【0048】
具体的に、第2搬送区間36は、ガイドローラ30を幅方向の一方(図面における右方)から他方(図面における左方)に移動させるように、すなわち、当該ガイドローラ30と共に押寄せ部材14を幅方向の一方から他方に移動させるように配置されている。また、第4搬送区間38は、ガイドローラ30を幅方向の他方(図面における左方)から一方(図面における右方)に移動させるように、すなわち、当該ガイドローラ30と共に押寄せ部材14を幅方向の他方から一方に移動させるように配置されている。
【0049】
図2に示すように、戻り用ガイドレール34は、戻り方向(図面における上方向)に向かって、第1戻り区間40と、第2戻り区間41と、第3戻り区間42と、が連続する。第1戻り区間40は戻り方向に沿って、第2戻り区間41は戻り方向から幅方向の一方(図面における右方)に向けて傾斜して、第3戻り区間42は戻り方向に沿って、それぞれ配置されている。
【0050】
具体的に、第2戻り区間41は、ガイドローラ30を幅方向の他方(図面における左方)から一方(図面における右方)に移動させるように、すなわち、当該ガイドローラ30と共に押寄せ部材14を幅方向の他方から一方に移動させるように配置されている。
【0051】
次に、幅寄せ装置10の動作手順について、図5〜図14に基づいて説明する。図5〜図14は、幅寄せ装置10の動作を説明する図である。図5は、動作開始時を示す。図6は、図5に示す動作の続きを示す。図7〜図14についても、同様、続きの動作を示す。
【0052】
なお、プロセスチーズXA1は、8列の通路19のうちの任意の4列に供給されるが、どの列に供給された場合であっても同様に動作するので、一例を説明する。すなわち、幅方向の一方の側(図面における右側)から2番目、4番目、5番目、および7番目の各通路19に供給された場合を例に説明する。また、図5〜図14では、押進め部材13および押寄せユニット15はそれぞれ、一つずつだけを図示する。
【0053】
プロセスチーズXA1が供給されると、図5に示すように、4列のプロセスチーズXA1は、押進め部材13によって搬送方向に押し進められる。ガイドローラ30は、搬送用ガイドレール33における第1搬送区間35にガイドされて搬送方向に沿って移動する。
【0054】
そして、図6に示すように、4列のプロセスチーズXA1は、引き続き、押進め部材13によって搬送方向に押し進められる。ガイドローラ30は、搬送用ガイドレール33における第2搬送区間36にガイドされて搬送方向に対して傾斜した方向に沿って移動する。押寄せ部材14は、レール27に沿って幅方向の一方(図面における右方)から他方(図面における左方)に移動する。
【0055】
また、図7〜図11に示すように、4列のプロセスチーズXA1は、引き続き、押進め部材13によって搬送方向に押し進められる。ガイドローラ30は、引き続き、搬送用ガイドレール33における第2搬送区間36にガイドされて搬送方向に対して傾斜した方向に沿って移動する。押寄せ部材14は、引き続き、レール27に沿って幅方向の一方から他方に移動して、4列のプロセスチーズXA1を次々と幅方向の一方から他方に押し寄せる。これにより、プロセスチーズXA1の幅寄せが完了する。
【0056】
さらに、図12に示すように、4列のプロセスチーズXA1は、引き続き、押進め部材13によって搬送方向に押し進められる。ガイドローラ30は、搬送用ガイドレール33における第3搬送区間37にガイドされて搬送方向に沿って移動する。
【0057】
次いで、図13に示すように、4列のプロセスチーズXA1は、引き続き、押進め部材13によって搬送方向に押し進められる。ガイドローラ30は、搬送用ガイドレール33における第4搬送区間38にガイドされて搬送方向に対して傾斜した方向に沿って移動する。押寄せ部材14は、レール37に沿って幅方向の他方(図面における左方)から一方(図面における右方)に移動して、プロセスチーズXA1の側方から退避する。
【0058】
そして、図14に示すように、4列のプロセスチーズXA1は、引き続き、押進め部材13によって搬送方向に押し進められる。ガイドローラ30は、搬送用ガイドレール33における第5搬送区間39にガイドされて搬送方向に沿って移動する。押寄せ部材14は、プロセスチーズXA1の側方から退避した状態を保つ。
【0059】
その後、4列のプロセスチーズXA1は、幅方向の他方に幅寄せされた状態で、次の工程に流される。
【0060】
このように、幅寄せ装置10によれば、複数のプロセスチーズXA1の搬送方向への押進めと、当該複数のプロセスチーズXA1の幅方向の一方から他方への押寄せと、を独立して行うので、各プロセスチーズXA1が搬送方向に対して向きが傾斜することはない。すなわち、プロセスチーズXA1同士が斜めに衝突せず、円滑な搬送が妨げられることはない。ひいては、角が潰れる等、プロセスチーズXA1が損傷することが防止される。また、特開2011−032026号公報に記載された幅寄せ装置のような制限、すなわち、両端のプロセスチーズXA1を同時に幅寄せしない等の制限を付す必要もない。
【0061】
そして、コンベア12を動作させるだけで、押進め部材13および押寄せ部材14を同時に移動させられる。すなわち、コンベア12を動作させる一つのモータ(図示省略)に基づいて、複数のプロセスチーズXA1の搬送方向への押進めと、当該複数のプロセスチーズXA1の幅方向の一方から他方への押寄せと、を同時に行える。
【0062】
また、コンベア12の動作によって押進め部材13および押寄せ部材14を容易に循環させられる。これにより、バッファ装置44を介して増列装置(図示省略)から複数のプロセスチーズXA1が順次流れてくる場合であっても、複数のプロセスチーズXA1の搬送方向への押進めと、当該複数のプロセスチーズXA1の幅方向の一方から他方への押寄せと、を次々と行える。
【0063】
さらに、コンベア12の動作によって、押寄せ部材14を循環させながら、当該押寄せ部材14を幅方向の他方から一方に復帰させられる。これにより、バッファ装置44を介して増列装置(図示省略)から複数のプロセスチーズXA1が順次流れてくる場合であっても、複数のプロセスチーズXA1の幅方向の一方から他方への押寄せを次々と行える。
【0064】
次いで、押寄せ部材14を幅方向に移動可能に支持する支持機構として、幅方向に沿って配置されたレール27と、このレール27に沿って移動するスライダ28と、を備えているので、簡単な構成で支持機構を構成できる。
【0065】
そして、押寄せ部材14に対してガイドローラ30から遠退く方向に所定値以上の力が加えられた場合に、押寄せ部材14がガイドローラ30から切り離されるようにマグネット31を設定しておくことで、押寄せ部材14が何らかのものに引っ掛かって複数のプロセスチーズXA1を幅方向の一方から他方に押し寄せられないときに、押寄せ部材14がガイドローラ30から切り離される。すなわち、押寄せ部材14およびガイドローラ30を互いに切離し可能に連結する連結機構が安全装置として機能する。これにより、押寄せ部材14等が損傷することが防止される。
【0066】
また、押寄せ部材14およびガイドローラ30が互いに切り離された場合であっても、コンベア12の動作によって、押寄せ部材を循環させながら、当該押寄せ部材14を幅方向の他方から一方に復帰させることで、押寄せ部材14をガイドローラ30に自動的に連結させられる。これにより、再び、複数のプロセスチーズXA1の幅方向の一方から他方樹への押寄せを行える。
【0067】
さらに、コンベア12を搬送面18に対して昇降させる昇降機構(図示省略)を備えているから、コンベア12を上昇させて当該コンベア12と搬送面18との間に手を入れられるスペースを確保することで、掃除やメンテナンスの時の作業性が向上する。
【0068】
次いで、マグネット31が安全装置として機能する等して、プロセスチーズXA1が幅方向の一方から他方に押し寄せられなかったが合いに、当該プロセスチーズXA1が落下口21から回収される。これにより、幅方向の一方から他方に押し寄せられなかったプロセスチーズXA1が次の工程に流されることが防止される。
【0069】
次に、図15を用いてバッファ装置44の構成について説明する。図15は、バッファ装置44の外観斜視図である。
【0070】
図15に示すバッファ装置44は、増列装置(図示省略)と、幅寄せ装置10と、の間に配置されて、当該増列装置から幅寄せ装置10にプロセスチーズXA1を搬送する。
【0071】
このバッファ装置44は、プロセスチーズXA1を搬送するベルトコンベア45と、このベルトコンベア45の搬送面(符号省略)を8列の通路(符号省略)に仕切る通路形成ユニット46と、8列の通路を個別開閉する八つのシリンダ47と、8列の通路について個別にプロセスチーズXA1の有無を検知して所定の信号を出力する八つの上流センサ(図示省略)および八つの下流センサと、これらのセンサから出力される信号に基づいて、八つのシリンダ47の動作を統括的に制御する制御ユニット(図示省略)と、を備えている。
【0072】
ベルトコンベア45は、複数のプーリ(符号省略)と、これら複数のプーリに引っ掛けられて走行するシリコーン樹脂製のベルト(符号省略)と、動力源となるモータ(図示省略)と、を備えている。複数のプーリは、モータの駆動によって定常回転する。ベルトは、プーリの定常回転によって循環するように定常走行する。
【0073】
ベルトには、プロセスチーズXA1との間に所定値以上の静止摩擦力が働く。これにより、プロセスチーズXA1は、勢いをつけて幅寄せ装置10に送り出される。なお、ベルトは、プロセスチーズXA1との間に所定値以上の静止摩擦力が働いて、当該プロセスチーズXA1を勢いよく幅寄せ装置10に送り出すことができればよく、シリコーン樹脂製であることに限定されることはない。
【0074】
各上流センサ(図示省略)は、シリンダ47の上流側に配置されている。また、各下流センサ(図示省略)は、シリンダ47の下流側に配置されている。
【0075】
これらの各センサは、周知の反射型フォトセンサであり、投光部および受光部を備えている。各センサは、ベルトコンベア45の搬送面(図示省略)またはプロセスチーズXA1に向けて投光部から光を投射すると共に、搬送面またはプロセスチーズXA1からの反射光を受光部に入射させる。各センサは、搬送面で反射した光の量と、プロセスチーズXA1で反射した光の量と、の違いによって、プロセスチーズXA1の有無を検知する。なお、各センサは、プロセスチーズXA1の有無を検知できればよく、反射型のフォトセンサに限定されることはない。
【0076】
制御ユニット(図示省略)は、CPU、RAM、およびROM等から構成され、各種制御を実行する。具体的に、制御ユニットは、一定の所定周期(例えば5秒周期)で条件を満たしているシリンダ47のうちの4列を動作させて通路を開閉させる。
【0077】
なお、シリンダ47の上流側にプロセスチーズXA1が有ることを、当該シリンダ47を動作させる条件とする。4列を超えるシリンダ47が条件を満たす場合は、予め定められた規則にしたがって4列のシリンダ47が選択されて、当該4列のシリンダ47が動作する。
【0078】
予め定められた規則としては、例えば、次のようなパターンが挙げられる。8列のシリンダ47を、幅方向の一方(図面における右下方)から他方(図面における左上方)に(1)〜(8)として、(1)→(2)→・・・→(7)→(8)→(1)→(2)→・・・の順に循環する序列があるとする。
【0079】
そして、一回目の動作では、条件を満たす4列のシリンダ47を(1)から順に、序列の順に選択する。二回目の動作では、条件を満たす4列のシリンダ47を(2)から順に、序列の順に選択する。以下同様に、八回目の動作では、条件を満たす4列のシリンダ47を(8)から順に、序列の順に選択する。九回目の動作では、条件を満たす4列のシリンダ47を、再び(1)から順に、序列の順に選択する。
【0080】
例えば、八回目の動作時に全てのシリンダ47が条件を満たす場合には、(8)、(1)、(2)、(3)の順に選択されて、これら4列のシリンダ47が同時に動作する。ただし、いずれの回においても、条件を満たすシリンダ47が3列以下の場合には、全てのシリンダ47が選択されず、いずれのシリンダ47が動作することはないものとする。
【0081】
次に、バッファ装置44の動作手順について、図16(A)〜図16(D)に基づいて説明する。図16(A)〜図16(D)は、バッファ装置44の動作を説明する図である。
【0082】
バッファ装置44における任意の4列にプロセスチーズXA1が供給されて、このことをセンサ(図示省略)が検知すると、図16(A)に示すように、制御ユニット(図示省略)は、対応する四つのシリンダ47を同時に動作させて通路を開放する。結果、図16(B)に示すように、ベルトコンベア45は、4列のプロセスチーズXA1を幅寄せ装置10に向けて搬送する。
【0083】
そして、4列のプロセスチーズXA1がシリンダ47を通過して、このことをセンサ(図示省略)が検知すると、図16(C)および図16(D)に示すように、制御ユニット(図示省略)は、対応する四つのシリンダ47を動作させて通路を閉鎖する。また、4列のプロセスチーズXA1は、勢いをつけて幅寄せ装置10に送り出される。
【0084】
このように、バッファ装置44によれば、四つのシリンダ47を同時に動作させるので、状態の整った4列のプロセスチーズXA1を幅寄せ装置10に同時に送り出すことができる。また、シリコーン樹脂製のベルトによって、プロセスチーズXA1に勢いをつけるので、幅寄せ装置10への送出しをスムーズに行える。
【0085】
本発明は、上記実施形態に限られるものではなく、その趣旨および技術思想を逸脱しない範囲で種々の変形が可能である。
【0086】
すなわち、上記実施形態において、幅寄せ装置10は、押寄せ部材14およびガイドローラ30の互いの切離しを検知して所定の信号を出力するセンサ(図示省略)と、このセンサから出力される信号に基づいて、装置全体の動作を統括的に制御する制御ユニット(図示省略)と、を備えるようにしてもよい。この場合、当該切離しを異常として、装置全体の動作を停止させることで、装置の故障や不良品の発生を防止できる。
【0087】
なお、この場合において、幅寄せ装置10が備えるセンサおよび制御ユニットは、バッファ装置44が備えるセンサや制御ユニットと同様の構成を備えている。
【符号の説明】
【0088】
10 幅寄せ装置
12 コンベア(移動機構)
13 押進め部材
14 押寄せ部材
16 ガイドレール(ガイド部材)
18 搬送面
21 落下口
27 レール
28 スライダ(押寄せ部材用スライダ)
29 スライダ(移動部材用スライダ)
30 ガイドローラ(移動部材)
31 マグネット(連結機構)
33 搬送用ガイドレール(搬送用ガイド部材)
34 戻り用ガイドレール(戻り用ガイド部材)
XA1 プロセスチーズ(物品)
【特許請求の範囲】
【請求項1】
複数の物品が幅方向に並べて配置される搬送面と、
前記複数の物品を搬送方向に押し進める押進め部材と、
前記複数の物品を幅方向の一方から他方に押し寄せる押寄せ部材と、を備えることを特徴とする、
幅寄せ装置。
【請求項2】
前記押寄せ部材を幅方向に移動可能に支持する支持機構と、
前記押進め部材を搬送方向に移動させると共に、前記支持機構を搬送方向に移動させて前記押寄せ部材を搬送方向に移動させる移動機構と、
搬送方向から幅方向の前記他方に向けて傾斜して配置されて、搬送方向に移動する前記押寄せ部材をガイドして、該押寄せ部材を幅方向の前記一方から前記他方に移動させる搬送用ガイド部材と、を備えることを特徴とする、
請求項1に記載の幅寄せ装置。
【請求項3】
前記移動機構は、搬送方向に沿って配置されたコンベアであり、
前記押進め部材および前記支持機構はそれぞれ、前記コンベアに固定されていることを特徴とする、
請求項2に記載の幅寄せ装置。
【請求項4】
搬送方向から戻る戻り方向から幅方向の前記一方に向けて傾斜して配置されて、前記戻り方向に移動する前記押寄せ部材をガイドして、該押寄せ部材を幅方向の前記他方から前記一方に移動させる戻り用ガイド部材を備えることを特徴とする、
請求項3に記載の幅寄せ装置。
【請求項5】
前記支持機構は、幅方向に沿って配置されたレールと、前記レールに沿って移動するスライダと、を備え、
前記押寄せ部材は、前記スライダに固定されていることを特徴とする、
請求項2〜4のいずれかに記載の幅寄せ装置。
【請求項6】
前記搬送用ガイド部材に沿って、かつ、前記押寄せ部材と一体となって幅方向および搬送方向に移動可能な移動部材と、
前記押寄せ部材および前記移動部材を互いに切離し可能に連結する連結機構と、を備え、
前記スライダとして、前記押寄せ部材が固定される押寄せ部材用スライダと、前記押寄せ部材用スライダと比較して幅方向の前記他方側に配置されて前記移動部材が固定される移動部材用スライダと、を備え、
前記押寄せ部材用スライダおよび前記移動部材用スライダはそれぞれ、前記押寄せ部材および前記移動部材が互いに切り離された場合に、互いに独立して移動可能であることを特徴とする、
請求項5に記載の幅寄せ装置。
【請求項7】
前記コンベアを前記搬送面に対して昇降させる昇降機構を備えることを特徴とする、
請求項3〜6のいずれかに記載の幅寄せ装置。
【請求項8】
前記搬送面は、前記押寄せ部材によって幅方向の前記他方に押し寄せられなかった物品を落下させる落下口を有していることを特徴とする、
請求項1〜7のいずれかに記載の幅寄せ装置。
【請求項1】
複数の物品が幅方向に並べて配置される搬送面と、
前記複数の物品を搬送方向に押し進める押進め部材と、
前記複数の物品を幅方向の一方から他方に押し寄せる押寄せ部材と、を備えることを特徴とする、
幅寄せ装置。
【請求項2】
前記押寄せ部材を幅方向に移動可能に支持する支持機構と、
前記押進め部材を搬送方向に移動させると共に、前記支持機構を搬送方向に移動させて前記押寄せ部材を搬送方向に移動させる移動機構と、
搬送方向から幅方向の前記他方に向けて傾斜して配置されて、搬送方向に移動する前記押寄せ部材をガイドして、該押寄せ部材を幅方向の前記一方から前記他方に移動させる搬送用ガイド部材と、を備えることを特徴とする、
請求項1に記載の幅寄せ装置。
【請求項3】
前記移動機構は、搬送方向に沿って配置されたコンベアであり、
前記押進め部材および前記支持機構はそれぞれ、前記コンベアに固定されていることを特徴とする、
請求項2に記載の幅寄せ装置。
【請求項4】
搬送方向から戻る戻り方向から幅方向の前記一方に向けて傾斜して配置されて、前記戻り方向に移動する前記押寄せ部材をガイドして、該押寄せ部材を幅方向の前記他方から前記一方に移動させる戻り用ガイド部材を備えることを特徴とする、
請求項3に記載の幅寄せ装置。
【請求項5】
前記支持機構は、幅方向に沿って配置されたレールと、前記レールに沿って移動するスライダと、を備え、
前記押寄せ部材は、前記スライダに固定されていることを特徴とする、
請求項2〜4のいずれかに記載の幅寄せ装置。
【請求項6】
前記搬送用ガイド部材に沿って、かつ、前記押寄せ部材と一体となって幅方向および搬送方向に移動可能な移動部材と、
前記押寄せ部材および前記移動部材を互いに切離し可能に連結する連結機構と、を備え、
前記スライダとして、前記押寄せ部材が固定される押寄せ部材用スライダと、前記押寄せ部材用スライダと比較して幅方向の前記他方側に配置されて前記移動部材が固定される移動部材用スライダと、を備え、
前記押寄せ部材用スライダおよび前記移動部材用スライダはそれぞれ、前記押寄せ部材および前記移動部材が互いに切り離された場合に、互いに独立して移動可能であることを特徴とする、
請求項5に記載の幅寄せ装置。
【請求項7】
前記コンベアを前記搬送面に対して昇降させる昇降機構を備えることを特徴とする、
請求項3〜6のいずれかに記載の幅寄せ装置。
【請求項8】
前記搬送面は、前記押寄せ部材によって幅方向の前記他方に押し寄せられなかった物品を落下させる落下口を有していることを特徴とする、
請求項1〜7のいずれかに記載の幅寄せ装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2013−23298(P2013−23298A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−156570(P2011−156570)
【出願日】平成23年7月15日(2011.7.15)
【出願人】(000206093)大森機械工業株式会社 (138)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月15日(2011.7.15)
【出願人】(000206093)大森機械工業株式会社 (138)
【Fターム(参考)】
[ Back to top ]