
平ベルト
【課題】 厚みが薄くなおかつ厚みのばらつきが少ない平ベルトを提供する。
【解決手段】少なくともゴム層と帆布から構成された平ベルトであって、背面がゴムよりなるゴム層7と、ゴム層7内に埋設された心線3と、心線3より内周面においてゴム層7に埋設された帆布1とからなる平ベルト。帆布として少なくとも片側に予めゴムを塗布したものを使用し、この帆布に塗布したゴムでゴム層を形成する。成形は金型面と反対側にゴムを塗布した帆布、心線、帆布をこの順に重ね、これを加熱圧縮する。
【解決手段】少なくともゴム層と帆布から構成された平ベルトであって、背面がゴムよりなるゴム層7と、ゴム層7内に埋設された心線3と、心線3より内周面においてゴム層7に埋設された帆布1とからなる平ベルト。帆布として少なくとも片側に予めゴムを塗布したものを使用し、この帆布に塗布したゴムでゴム層を形成する。成形は金型面と反対側にゴムを塗布した帆布、心線、帆布をこの順に重ね、これを加熱圧縮する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は一般産業用の平ベルト、主としてベルトの背面で挟持して搬送を行なう用途に用いられる小型の平ベルトに関するものである。
【背景技術】
【0002】
駆動プーリと従動プーリとの間に懸架した一対のベルトの背面間でカードや紙幣、硬貨等を挟持して搬送するために用いられるベルトとして、平ベルドが提供されている。この平ベルトは少なくともゴム層と帆布から構成されている。
【0003】
一対の上記平ベルトの背面間で紙幣等を挟持して搬送する場合は、一本のベルト内で厚みが均一でない場合は、厚みの薄い箇所においては紙幣がすべり挟持して搬送できないという問題が有る。
【0004】
また、このようなベルトはコンパクトさが要求され、従ってプーリ径の小さいものに使用されることが多く、従って剛性を小さくする為にもベルト厚みも薄くする必要がある。当発明では厚みが極く小さい平ベルトに関するものである。
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記のようにして平ベルトを製造するにあたって、厚みが極く小さい平ベルトでは、ゴムシートとして0.3mm程度のものを用いる必要があった。しかし、ゴムシートはゴムを圧延して作製されるため、0.3mmという厚みの薄いゴムシートを圧延で作製することは実用上不可能に近く、圧延装置の圧延厚を0.3mmに設定しても厚み精度にばらつきがあって、このような薄い厚みのゴムシートを用いることには問題がある。従って、従来の工法では平ベルトの厚みが1.2mm以下と小さい平ベルトを製造することが困難であった。
【0006】
本発明は上記の点に鑑みてなされたものであり、厚みが薄く厚みのばらつきの少ない平ベルトを提供することを目的とするものである。
【課題を解決するための手段】
【0007】
本発明に係る平ベルトは、少なくともゴム層と帆布から構成された平ベルトであって、背面がゴムよりなるゴム層と、ゴム層内に埋設された心線と、心線より内周面においてゴム層に埋設された帆布とからなる平ベルトである。
【0008】
請求項2に記載の発明は、少なくともゴム層と帆布から構成された平ベルトであって、帆布として少なくとも片側に予めゴムを塗布したものを使用し、この帆布に塗布したゴムでゴム層を形成した平ベルトにある。
【0009】
請求項3に記載の発明は、少なくとも帆布ゴム層と及び心線から構成された平ベルトであって、金型の表面に、金型面と反対側に0.2mm〜1.2mmの厚みを有するゴムを塗布した帆布、心線をこの順に重ね、これを加熱加圧して成形することによって、帆布に塗布したゴムに心線が埋設しゴム層を形成した平ベルトにある。
【0010】
より具体的には、金型4の表面に、金型4と反対側にゴム2を塗布した帆布1、心線3をこの順に重ね、これを加熱加圧して成形することによって、帆布1に塗布した厚みが0.2mm〜1.2mmのゴム2に心線3が埋設しゴム層7を形成することを特徴とするものである。
【0011】
請求項4に記載の発明は、少なくとも帆布とゴム層及び心線それと帆布から構成された平ベルトであって、金型の表面に、金型面と反対側に0.2mm〜1.2mmの厚みを有するゴムを塗布した帆布、心線、帆布をこの順に重ね、これを加熱加圧して成形することによって、帆布に塗布したゴムに心線が埋設しゴム層を形成した平ベルトにある。
【0012】
上記のように本発明は、帆布として背面側にゴムを塗布したものを用い、この帆布に塗布したゴムでゴム層を形成するようにしたので、帆布に塗布して形成されるゴムは容易に層厚を薄く形成することができるものであり、このゴムでゴム層を成形するにあたって、特にゴムシートを別に作製する必要がなく厚みが薄くて厚みのばらつきの小さい平ベルトとすることができるものである。
【発明の効果】
【0013】
本発明の平ベルトは、少なくともゴム層と帆布から構成された平ベルトであって、背面がゴムよりなるゴム層と、ゴム層内に埋設された心線と、心線より内周面においてゴム層に埋設された帆布とからなる平ベルトであることから、厚みが薄く、厚みのばらつきを小さくした平ベルトとできる効果がある。
【0014】
請求項2に記載の平ベルトは、少なくともゴム層と帆布から構成された平ベルトであって、帆布として少なくとも片側に予めゴムを塗布したものを使用し、この帆布に塗布したゴムでゴム層を形成した平ベルトであることから、帆布に塗布して形成されるゴムは容易に層厚を薄く形成することができるものであり、このゴムでゴム層を成形するにあたって、特にゴムシートを別に作製する必要がなく厚みが薄くて厚みのばらつきの小さい平ベルトとすることができる効果がある。
【0015】
請求項3に記載の平ベルトは、少なくとも帆布ゴム層と及び心線から構成された平ベルトであって、金型の表面に、金型面と反対側に0.2mm〜1.2mmの厚みを有するゴムを塗布した帆布、心線をこの順に重ね、これを加熱加圧して成形することによって、帆布に塗布したゴムに心線が埋設しゴム層を形成した平ベルトであることから、金型の表面に金型面と反対側に厚みが0.2mm〜1.2mmのゴムを塗布した帆布、心線をこの順に重ね、これを加熱加圧して成形することによって、帆布に塗布したゴムに心線が埋設しゴム層を形成するようにしたので、帆布に塗布して形成されるゴムは容易に層厚を薄く形成することができるものであり、さらに平ベルトの背面はゴムとなっているので、ベルト背面の摩擦係数が大きくなりスリップすることなしに搬送物をベルトの背面で挟持して搬送できる効果がある。
【0016】
請求項4に記載の平ベルトは、少なくとも帆布とゴム層及び心線それと帆布から構成された平ベルトであって、金型の表面に、金型面と反対側に0.2mm〜1.2mmの厚みを有するゴムを塗布した帆布、心線、帆布をこの順に重ね、これを加熱加圧して成形することによって、帆布に塗布したゴムに心線が埋設しゴム層を形成した平ベルトであることから、帆布に塗布して形成されるゴムは容易に層厚を薄く形成することができるものであり、さらに平ベルトの背面に帆布が設置されているので、平ベルトの内面側と背面側の収縮率のバランスをとることができ、平ベルトが幅方向に反り変形することを防ぐことができる効果がある。
【発明を実施するための最良の形態】
【0017】
以下、本発明の実施の形態を説明する。
本発明において帆布1と帆布5とは同じ材質のものを用いるのが好ましいものであり、その材質は6ナイロン、66ナイロン、ポリエステル、アラミド繊維等を選択することができる。また織構成は平織物、綾織物、朱子織物などいずれでもよい。この帆布1及び帆布5はRFL液で処理したもの、ゴムを溶かした溶剤に浸漬して処理した(ソーキング処理)もののいずれかを用いるのが好ましい。RFL液はレゾルシンとホルマリンの初期縮合物をラテックスに混合して調整されるものであり、レゾルシンとホルマリンのモル比は1:1〜3、レゾルシンとホルマリンの初期縮合物とラテックスとの重量比は1:1〜10である。尚、ラテックスとしては、スチレンーブタジエンービニルピリジン三元共重合体、水素化ニトリルゴム、クロロスルフォン化ポリエチレン、エピクロルヒドリンなどのラテックスを用いることができる。
【0018】
ソーキング処理を行なう溶剤としては、トルエン、メチルエチルケトンのような溶剤に溶かす。
RFL処理を行なった帆布を使用するか、あるいはソーキング処理を行なった帆布を使用するかの選択としては、使用中にゴム粉が飛び散り周囲を汚すことを嫌う場合はRFL処理を行なった帆布を使用し、搬送物の重量が大きい等でプーリとベルトとの間でスリップが懸念される場合は摩擦係数を高めるためにもソーキング処理を行なった帆布を使用する。
【0019】
そして帆布1の片面にはゴム2を均一な厚みで塗布(スプレディング)する。ゴム2の塗布は、ゴム組成物を溶剤に溶かしたゴム糊を帆布1の上側に塗布し、これを一対のロール間に通して余分なゴム糊を除去すると共に帆布1の表面にゴム糊を均一な厚みに塗り広げ、これを80°C〜120°Cの温度で5〜7分間乾燥することによって、行なうことができる。このように塗布によって帆布1の表面にゴム2を設けているために、このゴム2の層厚は0.2mm〜1.2mmの範囲に設定するのが好ましい。ゴムの層厚が0.2mmより小さくなると背面に帆布を設置しないときは心線がゴム層中に埋没せずベルトの背面に心線が露出してしまう。一方、ゴムの層厚が1.2mmより大きくなると、ベルト厚みがばらつき易くなる。
【0020】
心線3としては、Eガラスまたは高強度ガラスの5〜9μmのフィラメントを撚り合わせたものをゴム組成物からなる保護層あるいは接着剤であるRFL液で処理した無機繊維のものや、引張強度が高いパラ系アラミド繊維の0.5〜2.5デニールのフィラメントを撚り合わせたものをRFL液、エポキシ樹脂溶液、イソシアネート溶液とゴム組成物で処理した有機繊維の撚りコードなどを使用することができる。勿論、これらに限定されるものではない。
【0021】
帆布1に塗布するゴム2としては、特に制限されるものではないが、水素化ニトリルゴム、クロロスルフォン化ポリエチレン(CSM)、アルキル化クロロスルフォン化ポリエチレン(ACSM)、クロロプレンゴム、アクリルゴム等を用いることができるものであり、このゴム中には配合剤として亜鉛華、ステアリン酸、可塑剤、老化防止剤などが添加される。
【0022】
平ベルトの製造にあたっては、円柱形あるいは円筒形の金型4を用いる。まず予めミシンジョイントあるいはホットメルトジョイントして円筒状にしたゴム2を塗布した帆布1を、ゴム2が金型4の外側に向くようにして巻き付け、さらにこの上から心線3を所定のピッチ及び所定の張力で帆布1のゴム2の上から螺旋状に巻き付けた後、ジャケットを被せて金型4を加硫缶(図示省略)に入れ、加熱加圧すると共に加硫を行なう。
【0023】
このように加熱加圧及び加硫を行なうことによって、心線3の張力の影響及び加圧によって心線3は流動状態となったゴム2に押し付けられる為、心線2はゴム2内に埋入される。
【0024】
上記のようにして、図3に示すような背面がゴム2からなるゴム層7と、ゴム層7内に埋設された心線3と心線3より内周面においてゴム層7に埋設された帆布1とからなる平ベルトを製造することができるものであり、厚みが薄くて厚みのばらつきを小さくした平ベルトを製造することができるものである。
また、背面がゴム層7である場合は摩擦係数が高い為に特に搬送能力が高まる。
【0025】
さらに、平ベルトが幅方向に反り変形するのを防止する為に上記心線3の上に帆布5を積層し加硫缶内にて加熱加圧及び加硫を行なうことによって平ベルトを作成すると、背面側にも帆布が設けられ内面側に埋設される帆布1と背面側に埋設される帆布5とによって、平ベルトの内面側と背面側の収縮率のバランスをとることができ、平ベルトが幅方向に反り変形することを防ぐことができるものである。
【0026】
また、前もってRFL液のみで処理された帆布に片面のみゴムを塗布したものを帆布1として金型4と反対側にゴム2を塗布した面として積層して使用すると、平ベルトの内面側にゴムが露出することがなく、平ベルトが走行したときにゴム粉が周囲に付着することがなくなる。
【実施例】
【0027】
以下、本発明を実施例によって具体的に説明する。
30デニールの6ナイロンからなる経糸と30デニールのウーリー6ナイロンからなる緯糸によって、経糸密度190本/3cmで製織された朱子織帆布を用い、この朱子織帆布を水中で振動を与えて製織時の幅の約1/2にまで収縮させて帆布1とした。この帆布1には、表1の配合のゴムを用いて作成した表2のソーキング処理液中に浸漬し、その後80°C〜120°Cの温度で5〜7分間乾燥した。
【0028】
【表1】

【0029】
【表2】
【0030】
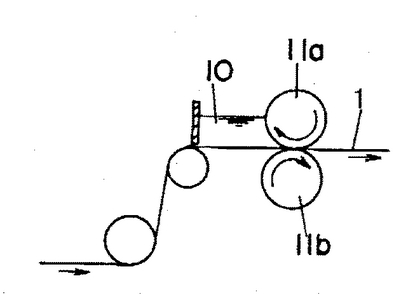
そしてこの帆布1を図5に示すように送りながら表3の配合のゴム糊10を上面に塗布し、このゴム糊を上面に付着させた帆布1を上下一対のロール11a、11b間に通すことによって余分なゴム糊を除去した後、乾燥することによって、厚みが0.6mmの帆布1とゴム2の積層物を得た。尚、一対のロール11a、11b間のクリアランスは0.6mmより大きく設定してあるが、ゴム糊を乾燥させて溶剤を飛ばすことによって、帆布1とゴム2の合計厚みが0.6mmになるようにしてあり、ゴム2の層厚を0.3mmに形成するようにしてある。また、この上下一対のロール11a、11bは、下側のロール11bが帆布1の進行方向と同じ方向に回転し、上側のロール11aが余分のゴム糊10を除去する作用をするようにしてある。
【0031】
【表3】
【0032】
そして、上記の帆布1をゴム2を外周面にしてエンドレスの筒状にした。そして円柱状の金型4の外周に帆布1をセットし、この上からS撚りの心線3とZ撚りの心線3(いずれもガラス繊維フイラメントのストランドを既述のRFL液で処理して撚ったもの)を交互に0.5mmピッチで配置して巻き付け、さらに帆布5を巻き付けた。(図1参照)
【0033】
この後、金型4にジャケットを被せて加硫缶に入れ、加熱加圧すると共に加硫を行なうことによって、心線3の張力の影響及び加圧によって心線3は流動状態となったゴム2に押し付けられる為、心線3はゴム2内に埋入される。
そして、図2のようなスリーブ状の成形品を成形した。そしてこれを金型4から脱型して所定幅に切断することによってベルト周長が600mm、ベルト幅が30mm、ベルト厚み1.0mmのベルトを得た。
【0034】
上記のようにして得た平ベルトは、ベルト厚みは狙い通りできており、さらにベルト厚みのばらつきも±0.03mm以内に収まっていた。
また、平ベルトを、常温で48時間、続いて40°C、90%RHで72時間、続いて常温で0.5時間、続いて5°Cで72時間、続いて常温で0.5時間放置する試験を行ない、平ベルト背面の反りを測定したところ、平ベルトの背面の反りは0であった。
【図面の簡単な説明】
【0035】
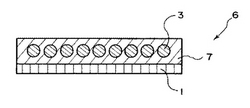
【図1】本発明の実施の形態の一例を示すものであり、その一部の断面図である。
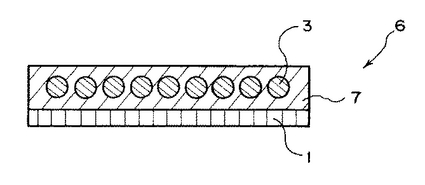
【図2】本発明の実施の形態の一例を示すものであり、その一部の断面図である。
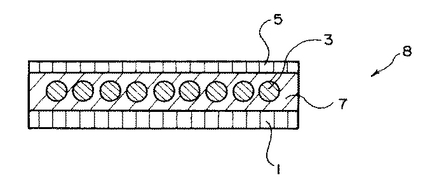
【図3】本発明の平ベルトの製造方法の一部を拡大した断面図である。
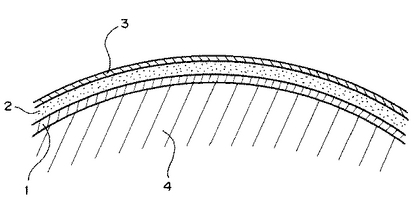
【図4】本発明の平ベルトの製造方法の一部を拡大した断面図である。
【図5】本発明の製造の一工程を示す概略図である。
【符号の説明】
【0036】
1 帆布
2 ゴム
3 心線
4 金型
5 帆布
6 平ベルト
7 ゴム層
8 平ベルト
【技術分野】
【0001】
本発明は一般産業用の平ベルト、主としてベルトの背面で挟持して搬送を行なう用途に用いられる小型の平ベルトに関するものである。
【背景技術】
【0002】
駆動プーリと従動プーリとの間に懸架した一対のベルトの背面間でカードや紙幣、硬貨等を挟持して搬送するために用いられるベルトとして、平ベルドが提供されている。この平ベルトは少なくともゴム層と帆布から構成されている。
【0003】
一対の上記平ベルトの背面間で紙幣等を挟持して搬送する場合は、一本のベルト内で厚みが均一でない場合は、厚みの薄い箇所においては紙幣がすべり挟持して搬送できないという問題が有る。
【0004】
また、このようなベルトはコンパクトさが要求され、従ってプーリ径の小さいものに使用されることが多く、従って剛性を小さくする為にもベルト厚みも薄くする必要がある。当発明では厚みが極く小さい平ベルトに関するものである。
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記のようにして平ベルトを製造するにあたって、厚みが極く小さい平ベルトでは、ゴムシートとして0.3mm程度のものを用いる必要があった。しかし、ゴムシートはゴムを圧延して作製されるため、0.3mmという厚みの薄いゴムシートを圧延で作製することは実用上不可能に近く、圧延装置の圧延厚を0.3mmに設定しても厚み精度にばらつきがあって、このような薄い厚みのゴムシートを用いることには問題がある。従って、従来の工法では平ベルトの厚みが1.2mm以下と小さい平ベルトを製造することが困難であった。
【0006】
本発明は上記の点に鑑みてなされたものであり、厚みが薄く厚みのばらつきの少ない平ベルトを提供することを目的とするものである。
【課題を解決するための手段】
【0007】
本発明に係る平ベルトは、少なくともゴム層と帆布から構成された平ベルトであって、背面がゴムよりなるゴム層と、ゴム層内に埋設された心線と、心線より内周面においてゴム層に埋設された帆布とからなる平ベルトである。
【0008】
請求項2に記載の発明は、少なくともゴム層と帆布から構成された平ベルトであって、帆布として少なくとも片側に予めゴムを塗布したものを使用し、この帆布に塗布したゴムでゴム層を形成した平ベルトにある。
【0009】
請求項3に記載の発明は、少なくとも帆布ゴム層と及び心線から構成された平ベルトであって、金型の表面に、金型面と反対側に0.2mm〜1.2mmの厚みを有するゴムを塗布した帆布、心線をこの順に重ね、これを加熱加圧して成形することによって、帆布に塗布したゴムに心線が埋設しゴム層を形成した平ベルトにある。
【0010】
より具体的には、金型4の表面に、金型4と反対側にゴム2を塗布した帆布1、心線3をこの順に重ね、これを加熱加圧して成形することによって、帆布1に塗布した厚みが0.2mm〜1.2mmのゴム2に心線3が埋設しゴム層7を形成することを特徴とするものである。
【0011】
請求項4に記載の発明は、少なくとも帆布とゴム層及び心線それと帆布から構成された平ベルトであって、金型の表面に、金型面と反対側に0.2mm〜1.2mmの厚みを有するゴムを塗布した帆布、心線、帆布をこの順に重ね、これを加熱加圧して成形することによって、帆布に塗布したゴムに心線が埋設しゴム層を形成した平ベルトにある。
【0012】
上記のように本発明は、帆布として背面側にゴムを塗布したものを用い、この帆布に塗布したゴムでゴム層を形成するようにしたので、帆布に塗布して形成されるゴムは容易に層厚を薄く形成することができるものであり、このゴムでゴム層を成形するにあたって、特にゴムシートを別に作製する必要がなく厚みが薄くて厚みのばらつきの小さい平ベルトとすることができるものである。
【発明の効果】
【0013】
本発明の平ベルトは、少なくともゴム層と帆布から構成された平ベルトであって、背面がゴムよりなるゴム層と、ゴム層内に埋設された心線と、心線より内周面においてゴム層に埋設された帆布とからなる平ベルトであることから、厚みが薄く、厚みのばらつきを小さくした平ベルトとできる効果がある。
【0014】
請求項2に記載の平ベルトは、少なくともゴム層と帆布から構成された平ベルトであって、帆布として少なくとも片側に予めゴムを塗布したものを使用し、この帆布に塗布したゴムでゴム層を形成した平ベルトであることから、帆布に塗布して形成されるゴムは容易に層厚を薄く形成することができるものであり、このゴムでゴム層を成形するにあたって、特にゴムシートを別に作製する必要がなく厚みが薄くて厚みのばらつきの小さい平ベルトとすることができる効果がある。
【0015】
請求項3に記載の平ベルトは、少なくとも帆布ゴム層と及び心線から構成された平ベルトであって、金型の表面に、金型面と反対側に0.2mm〜1.2mmの厚みを有するゴムを塗布した帆布、心線をこの順に重ね、これを加熱加圧して成形することによって、帆布に塗布したゴムに心線が埋設しゴム層を形成した平ベルトであることから、金型の表面に金型面と反対側に厚みが0.2mm〜1.2mmのゴムを塗布した帆布、心線をこの順に重ね、これを加熱加圧して成形することによって、帆布に塗布したゴムに心線が埋設しゴム層を形成するようにしたので、帆布に塗布して形成されるゴムは容易に層厚を薄く形成することができるものであり、さらに平ベルトの背面はゴムとなっているので、ベルト背面の摩擦係数が大きくなりスリップすることなしに搬送物をベルトの背面で挟持して搬送できる効果がある。
【0016】
請求項4に記載の平ベルトは、少なくとも帆布とゴム層及び心線それと帆布から構成された平ベルトであって、金型の表面に、金型面と反対側に0.2mm〜1.2mmの厚みを有するゴムを塗布した帆布、心線、帆布をこの順に重ね、これを加熱加圧して成形することによって、帆布に塗布したゴムに心線が埋設しゴム層を形成した平ベルトであることから、帆布に塗布して形成されるゴムは容易に層厚を薄く形成することができるものであり、さらに平ベルトの背面に帆布が設置されているので、平ベルトの内面側と背面側の収縮率のバランスをとることができ、平ベルトが幅方向に反り変形することを防ぐことができる効果がある。
【発明を実施するための最良の形態】
【0017】
以下、本発明の実施の形態を説明する。
本発明において帆布1と帆布5とは同じ材質のものを用いるのが好ましいものであり、その材質は6ナイロン、66ナイロン、ポリエステル、アラミド繊維等を選択することができる。また織構成は平織物、綾織物、朱子織物などいずれでもよい。この帆布1及び帆布5はRFL液で処理したもの、ゴムを溶かした溶剤に浸漬して処理した(ソーキング処理)もののいずれかを用いるのが好ましい。RFL液はレゾルシンとホルマリンの初期縮合物をラテックスに混合して調整されるものであり、レゾルシンとホルマリンのモル比は1:1〜3、レゾルシンとホルマリンの初期縮合物とラテックスとの重量比は1:1〜10である。尚、ラテックスとしては、スチレンーブタジエンービニルピリジン三元共重合体、水素化ニトリルゴム、クロロスルフォン化ポリエチレン、エピクロルヒドリンなどのラテックスを用いることができる。
【0018】
ソーキング処理を行なう溶剤としては、トルエン、メチルエチルケトンのような溶剤に溶かす。
RFL処理を行なった帆布を使用するか、あるいはソーキング処理を行なった帆布を使用するかの選択としては、使用中にゴム粉が飛び散り周囲を汚すことを嫌う場合はRFL処理を行なった帆布を使用し、搬送物の重量が大きい等でプーリとベルトとの間でスリップが懸念される場合は摩擦係数を高めるためにもソーキング処理を行なった帆布を使用する。
【0019】
そして帆布1の片面にはゴム2を均一な厚みで塗布(スプレディング)する。ゴム2の塗布は、ゴム組成物を溶剤に溶かしたゴム糊を帆布1の上側に塗布し、これを一対のロール間に通して余分なゴム糊を除去すると共に帆布1の表面にゴム糊を均一な厚みに塗り広げ、これを80°C〜120°Cの温度で5〜7分間乾燥することによって、行なうことができる。このように塗布によって帆布1の表面にゴム2を設けているために、このゴム2の層厚は0.2mm〜1.2mmの範囲に設定するのが好ましい。ゴムの層厚が0.2mmより小さくなると背面に帆布を設置しないときは心線がゴム層中に埋没せずベルトの背面に心線が露出してしまう。一方、ゴムの層厚が1.2mmより大きくなると、ベルト厚みがばらつき易くなる。
【0020】
心線3としては、Eガラスまたは高強度ガラスの5〜9μmのフィラメントを撚り合わせたものをゴム組成物からなる保護層あるいは接着剤であるRFL液で処理した無機繊維のものや、引張強度が高いパラ系アラミド繊維の0.5〜2.5デニールのフィラメントを撚り合わせたものをRFL液、エポキシ樹脂溶液、イソシアネート溶液とゴム組成物で処理した有機繊維の撚りコードなどを使用することができる。勿論、これらに限定されるものではない。
【0021】
帆布1に塗布するゴム2としては、特に制限されるものではないが、水素化ニトリルゴム、クロロスルフォン化ポリエチレン(CSM)、アルキル化クロロスルフォン化ポリエチレン(ACSM)、クロロプレンゴム、アクリルゴム等を用いることができるものであり、このゴム中には配合剤として亜鉛華、ステアリン酸、可塑剤、老化防止剤などが添加される。
【0022】
平ベルトの製造にあたっては、円柱形あるいは円筒形の金型4を用いる。まず予めミシンジョイントあるいはホットメルトジョイントして円筒状にしたゴム2を塗布した帆布1を、ゴム2が金型4の外側に向くようにして巻き付け、さらにこの上から心線3を所定のピッチ及び所定の張力で帆布1のゴム2の上から螺旋状に巻き付けた後、ジャケットを被せて金型4を加硫缶(図示省略)に入れ、加熱加圧すると共に加硫を行なう。
【0023】
このように加熱加圧及び加硫を行なうことによって、心線3の張力の影響及び加圧によって心線3は流動状態となったゴム2に押し付けられる為、心線2はゴム2内に埋入される。
【0024】
上記のようにして、図3に示すような背面がゴム2からなるゴム層7と、ゴム層7内に埋設された心線3と心線3より内周面においてゴム層7に埋設された帆布1とからなる平ベルトを製造することができるものであり、厚みが薄くて厚みのばらつきを小さくした平ベルトを製造することができるものである。
また、背面がゴム層7である場合は摩擦係数が高い為に特に搬送能力が高まる。
【0025】
さらに、平ベルトが幅方向に反り変形するのを防止する為に上記心線3の上に帆布5を積層し加硫缶内にて加熱加圧及び加硫を行なうことによって平ベルトを作成すると、背面側にも帆布が設けられ内面側に埋設される帆布1と背面側に埋設される帆布5とによって、平ベルトの内面側と背面側の収縮率のバランスをとることができ、平ベルトが幅方向に反り変形することを防ぐことができるものである。
【0026】
また、前もってRFL液のみで処理された帆布に片面のみゴムを塗布したものを帆布1として金型4と反対側にゴム2を塗布した面として積層して使用すると、平ベルトの内面側にゴムが露出することがなく、平ベルトが走行したときにゴム粉が周囲に付着することがなくなる。
【実施例】
【0027】
以下、本発明を実施例によって具体的に説明する。
30デニールの6ナイロンからなる経糸と30デニールのウーリー6ナイロンからなる緯糸によって、経糸密度190本/3cmで製織された朱子織帆布を用い、この朱子織帆布を水中で振動を与えて製織時の幅の約1/2にまで収縮させて帆布1とした。この帆布1には、表1の配合のゴムを用いて作成した表2のソーキング処理液中に浸漬し、その後80°C〜120°Cの温度で5〜7分間乾燥した。
【0028】
【表1】
【0029】
【表2】
【0030】
そしてこの帆布1を図5に示すように送りながら表3の配合のゴム糊10を上面に塗布し、このゴム糊を上面に付着させた帆布1を上下一対のロール11a、11b間に通すことによって余分なゴム糊を除去した後、乾燥することによって、厚みが0.6mmの帆布1とゴム2の積層物を得た。尚、一対のロール11a、11b間のクリアランスは0.6mmより大きく設定してあるが、ゴム糊を乾燥させて溶剤を飛ばすことによって、帆布1とゴム2の合計厚みが0.6mmになるようにしてあり、ゴム2の層厚を0.3mmに形成するようにしてある。また、この上下一対のロール11a、11bは、下側のロール11bが帆布1の進行方向と同じ方向に回転し、上側のロール11aが余分のゴム糊10を除去する作用をするようにしてある。
【0031】
【表3】
【0032】
そして、上記の帆布1をゴム2を外周面にしてエンドレスの筒状にした。そして円柱状の金型4の外周に帆布1をセットし、この上からS撚りの心線3とZ撚りの心線3(いずれもガラス繊維フイラメントのストランドを既述のRFL液で処理して撚ったもの)を交互に0.5mmピッチで配置して巻き付け、さらに帆布5を巻き付けた。(図1参照)
【0033】
この後、金型4にジャケットを被せて加硫缶に入れ、加熱加圧すると共に加硫を行なうことによって、心線3の張力の影響及び加圧によって心線3は流動状態となったゴム2に押し付けられる為、心線3はゴム2内に埋入される。
そして、図2のようなスリーブ状の成形品を成形した。そしてこれを金型4から脱型して所定幅に切断することによってベルト周長が600mm、ベルト幅が30mm、ベルト厚み1.0mmのベルトを得た。
【0034】
上記のようにして得た平ベルトは、ベルト厚みは狙い通りできており、さらにベルト厚みのばらつきも±0.03mm以内に収まっていた。
また、平ベルトを、常温で48時間、続いて40°C、90%RHで72時間、続いて常温で0.5時間、続いて5°Cで72時間、続いて常温で0.5時間放置する試験を行ない、平ベルト背面の反りを測定したところ、平ベルトの背面の反りは0であった。
【図面の簡単な説明】
【0035】
【図1】本発明の実施の形態の一例を示すものであり、その一部の断面図である。
【図2】本発明の実施の形態の一例を示すものであり、その一部の断面図である。
【図3】本発明の平ベルトの製造方法の一部を拡大した断面図である。
【図4】本発明の平ベルトの製造方法の一部を拡大した断面図である。
【図5】本発明の製造の一工程を示す概略図である。
【符号の説明】
【0036】
1 帆布
2 ゴム
3 心線
4 金型
5 帆布
6 平ベルト
7 ゴム層
8 平ベルト
【特許請求の範囲】
【請求項1】
少なくともゴム層と帆布から構成された平ベルトであって、背面がゴムよりなるゴム層と、ゴム層内に埋設された心線と、心線より内周面においてゴム層に埋設された帆布とからなることを特徴とする平ベルト。
【請求項2】
少なくともゴム層と帆布から構成された平ベルトであって、帆布として少なくとも片側に予めゴムを塗布したものを使用し、この帆布に塗布したゴムでゴム層を形成したことを特徴とする平ベルト。
【請求項3】
少なくとも帆布ゴム層と及び心線から構成された平ベルトであって、金型の表面に、金型面と反対側に0.2mm〜1.2mmの厚みを有するゴムを塗布した帆布、心線をこの順に重ね、これを加熱加圧して成形することによって、帆布に塗布したゴムに心線が埋設しゴム層を形成したことを特徴とする平ベルト。
【請求項4】
少なくとも帆布とゴム層及び心線それと帆布から構成された平ベルトであって、金型の表面に、金型面と反対側に0.2mm〜1.2mmの厚みを有するゴムを塗布した帆布、心線、帆布をこの順に重ね、これを加熱加圧して成形することによって、帆布に塗布したゴムに心線が埋設しゴム層を形成したことを特徴とする平ベルト。
【請求項1】
少なくともゴム層と帆布から構成された平ベルトであって、背面がゴムよりなるゴム層と、ゴム層内に埋設された心線と、心線より内周面においてゴム層に埋設された帆布とからなることを特徴とする平ベルト。
【請求項2】
少なくともゴム層と帆布から構成された平ベルトであって、帆布として少なくとも片側に予めゴムを塗布したものを使用し、この帆布に塗布したゴムでゴム層を形成したことを特徴とする平ベルト。
【請求項3】
少なくとも帆布ゴム層と及び心線から構成された平ベルトであって、金型の表面に、金型面と反対側に0.2mm〜1.2mmの厚みを有するゴムを塗布した帆布、心線をこの順に重ね、これを加熱加圧して成形することによって、帆布に塗布したゴムに心線が埋設しゴム層を形成したことを特徴とする平ベルト。
【請求項4】
少なくとも帆布とゴム層及び心線それと帆布から構成された平ベルトであって、金型の表面に、金型面と反対側に0.2mm〜1.2mmの厚みを有するゴムを塗布した帆布、心線、帆布をこの順に重ね、これを加熱加圧して成形することによって、帆布に塗布したゴムに心線が埋設しゴム層を形成したことを特徴とする平ベルト。
【図1】

【図2】
【図3】
【図4】

【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−162066(P2006−162066A)
【公開日】平成18年6月22日(2006.6.22)
【国際特許分類】
【出願番号】特願2005−326949(P2005−326949)
【出願日】平成17年11月11日(2005.11.11)
【分割の表示】特願平10−194873の分割
【原出願日】平成10年7月9日(1998.7.9)
【出願人】(000006068)三ツ星ベルト株式会社 (730)
【Fターム(参考)】
【公開日】平成18年6月22日(2006.6.22)
【国際特許分類】
【出願日】平成17年11月11日(2005.11.11)
【分割の表示】特願平10−194873の分割
【原出願日】平成10年7月9日(1998.7.9)
【出願人】(000006068)三ツ星ベルト株式会社 (730)
【Fターム(参考)】
[ Back to top ]