
平ベルト

【課題】フィンガー継手部の剛性が高く、優れた走行安定性を有する平ベルトを提供することである。
【解決手段】鋸刃状に形成された端部11,11(両端)同士を噛み合わせ熱融着によって一体に接合したフィンガー継手部12を有する無端状の平ベルト15であって、フィンガー継手部12の曲げ弾性率が35MPa以上であるように構成した。この平ベルト15は、接着剤をコーティングもしくはディッピング処理した織布層の両面に、熱可塑性エラストマーを含む中間樹脂層を押出ラミネーションによりラミネートした後、この両面に表面ゴム層を積層接着した5層構造から成り、前記中間樹脂層の曲げ弾性率が130MPa以上であるのが好ましい。
【解決手段】鋸刃状に形成された端部11,11(両端)同士を噛み合わせ熱融着によって一体に接合したフィンガー継手部12を有する無端状の平ベルト15であって、フィンガー継手部12の曲げ弾性率が35MPa以上であるように構成した。この平ベルト15は、接着剤をコーティングもしくはディッピング処理した織布層の両面に、熱可塑性エラストマーを含む中間樹脂層を押出ラミネーションによりラミネートした後、この両面に表面ゴム層を積層接着した5層構造から成り、前記中間樹脂層の曲げ弾性率が130MPa以上であるのが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、搬送装置あるいは動力伝達装置に用いられる無端状の平ベルトに関し、より詳細にはフィンガー継手部のベルト幅方向の剛性向上に関する。
【背景技術】
【0002】
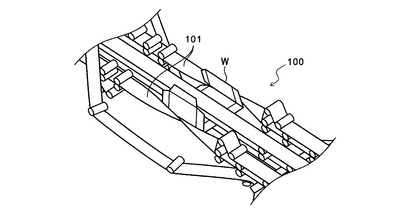
図4に示すように、予め所定形状に切断された板紙Wを折り曲げながら糊付けして紙箱を製造するフォルダーグルアマシン100では、板紙Wを搬送するために平ベルト101が用いられている。平ベルト101は、板紙Wを折り曲げるために90度以上に捻られて使用される。
【0003】
平ベルト101は、所定形状に形成された両端同士を一体に接合して無端状に形成されている。接合箇所(すなわち継手部)としては、例えばスカイバー継手部、フィンガー継手部等が挙げられる(例えば特許文献1参照)。
【0004】
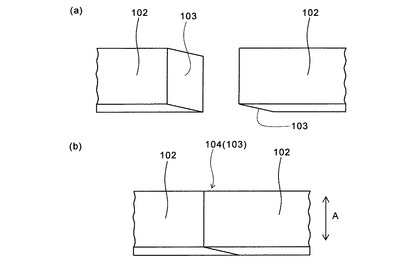
スカイバー継手部は、図5(a)に示すように、ベルト本体部102の両端を斜め方向に研磨加工したテーパ面103,103同士を接着剤で貼り合せて、図5(b)に示すように接合したものである。スカイバー継手部104は、一般に、ナイロンフィルムコアの平ベルトに適用され、ベルト幅方向(図5(b)中に矢印A方向で示す)の剛性が、ベルト本体部102とスカイバー継手部104とで大きく変わらないという特性を有する。
【0005】
しかしながら、スカイバー継手部104は、該スカイバー継手部104が固くなり、同じプーリ径サイズではフィンガー継手部と比べて継手部の寿命が短い。また、継手加工に時間を要し、熟練性が要求される。このため、スカイバー継手部よりもフィンガー継手部を採用することが多くなってきている。
【0006】
フィンガー継手部は、織布層(帆布)、熱可塑性エラストマーから成る中間樹脂層および表面ゴム層が積層されて成るベルト本体部の両端を鋸刃状に打ち抜き加工し、該両端同士を噛み合わせ、前記熱可塑性エラストマーを熱により溶融させて融着し(熱融着)、冷却することで一体に接合したものである。
【0007】
フィンガー継手部を有する平ベルトをフォルダーグルアマシン100等の特殊なアプリケーションに適用する際において、ベルトの剛性を向上させるには、織布層の剛性を向上させてベルト本体部の剛性を向上させればよいとも考えられる。
【0008】
ところが、フィンガー継手部では織布層が鋸刃状にカットされている。すなわち、フィンガー継手部は、熱可塑性エラストマーのみで保持されており、該熱可塑性エラストマーの物性の影響を受けやすい。
【0009】
このため、ベルト幅方向に加わる力に対して、ベルト本体部に剛性があっても、フィンガー継手部の剛性は十分でなく、ベルトがプーリのフランジに乗り上げて走行したり、容易にフランジから逸脱したりするという問題がある。この問題は、ベルトが捻られて使用される場合や、プーリのミスアライメントがある場合において、顕著に発生する。
【特許文献1】特開平10−29711号公報(第2図、第3図)
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明の課題は、フィンガー継手部の剛性が高く、優れた走行安定性を有する平ベルトを提供することである。
【課題を解決するための手段】
【0011】
本発明者らは、上記課題を解決すべく鋭意研究を重ねた結果、以下の構成からなる解決手段を見出し、本発明を完成するに至った。
(1)鋸刃状に形成された両端同士を噛み合わせ熱融着によって一体に接合したフィンガー継手部を有する無端状の平ベルトであって、前記フィンガー継手部の曲げ弾性率が35MPa以上であることを特徴とする平ベルト。
(2)織布層の両面に、それぞれ熱可塑性エラストマーを含む中間樹脂層と、表面ゴム層とをこの順に積層した5層構造から成り、前記中間樹脂層の曲げ弾性率が130MPa以上である前記(1)記載の平ベルト。
(3)中間樹脂層に含まれる前記熱可塑性エラストマーが熱可塑性ポリウレタンエラストマーであり、かつ前記中間樹脂層が、前記熱可塑性ポリウレタンエラストマーと、該熱可塑性ポリウレタンエラストマーよりも高い剛性を有する熱可塑性樹脂とをブレンドしたポリマーブレンドから成る前記(1)または(2)記載の平ベルト。
(4)前記ポリマーブレンドは、熱可塑性ポリウレタンエラストマーと、該熱可塑性ポリウレタンエラストマーよりも高い剛性を有する熱可塑性樹脂とを60:40〜90:10の重量比でブレンドして成る前記(3)記載の平ベルト。
(5)熱可塑性ポリウレタンエラストマーよりも高い剛性を有する前記熱可塑性樹脂は、アクリロニトリル−ブタジエン−スチレン共重合体樹脂、イソフタル酸変性ポリブチレンテレフタレート樹脂およびポリアミド12樹脂から選ばれる少なくとも1種である前記(3)または(4)記載の平ベルト。
【発明の効果】
【0012】
本発明によれば、フィンガー継手部の曲げ弾性率を35MPa以上にした。これにより、ベルト幅方向に加わる力に対してフィンガー継手部が十分な剛性を有しているので、捻りやプーリのミスアライメントによるベルトの逸脱、プーリのフランジへ乗り上げることによるベルトの逸脱等を抑制することができ、優れた走行安定性を示すことができるという効果を有する。
【0013】
特に、前記(2)のように、ベルトの構成を、織布層の両面に、それぞれ熱可塑性エラストマーを含む中間樹脂層と、表面ゴム層とをこの順に積層した5層構造とし、前記中間樹脂層の曲げ弾性率を130MPa以上にすると、前記フィンガー継手部の曲げ弾性率を35MPa以上にすることができる。
【0014】
前記(3)のように、前記中間樹脂層が、熱可塑性ポリウレタンエラストマーと、該熱可塑性ポリウレタンエラストマーよりも高い剛性を有する熱可塑性樹脂とをブレンドしたポリマーブレンドから成ると、前記熱可塑性ポリウレタンエラストマーによってベルトに要求される柔軟性および屈曲性を維持しつつ、該熱可塑性ポリウレタンエラストマーよりも高い剛性を有する熱可塑性樹脂によって中間樹脂層の剛性、すなわちフィンガー継手部の剛性を高めることができる。
【発明を実施するための最良の形態】
【0015】
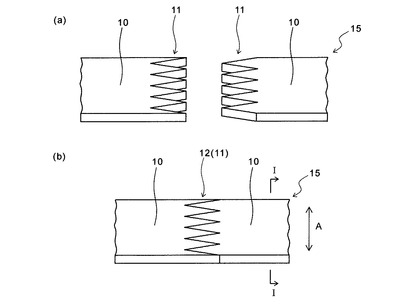
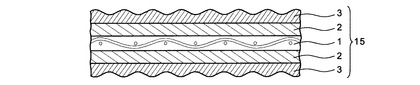
以下、本発明の平ベルトにかかる一実施形態について図面を参照して詳細に説明する。図1(a),(b)は、本実施形態にかかる平ベルトのフィンガー継手部を示す概略斜視図である。図2は、図1(b)のI−I線の破断面を示す図である。
【0016】
図1(a)に示すように、本実施形態にかかる平ベルト15は、ベルト本体部10の端部11,11(両端)が鋸刃状に打ち抜き加工されており、この端部11,11同士を、図1(b)に示すように噛み合わせ熱融着によって一体に接合したフィンガー継手部12を有する無端状の平ベルトである。フィンガー継手部12を採用することにより、短時間かつ簡単にベルトを無端状にすることができる。
【0017】
ここで、フィンガー継手部12の曲げ弾性率が35MPa以上、好ましくは45MPa以上であることが重要である。これにより、平ベルト15は、ベルト幅方向(図1(b)中に矢印Aで示す方向)に加わる力に対し、フィンガー継手部12が十分な剛性を有するようになり、捻りやプーリのミスアライメントによるベルトの逸脱、プーリのフランジへ乗り上げることによるベルトの逸脱等を抑制することが可能になり、優れた走行安定性を示すことができる。
【0018】
フィンガー継手部12の曲げ弾性率の上限値としては、特に限定されないが、通常、150MPa以下程度である。なお、ベルト本体部10の曲げ弾性率としては、通常、40〜150MPa程度であるのがよい。前記曲げ弾性率は、JIS K 7171に準拠して測定し得られる値である。
【0019】
このようなフィンガー継手部12を有する平ベルト15は、図2に示すように、織布層1の両面に、それぞれ熱可塑性エラストマーを含む中間樹脂層2,2と、表面ゴム層3,3とをこの順に積層した5層構造から成る。
【0020】
織布層1としては、抗張力体であり、剛性を有するものが好ましい。具体的には、織布層1は、50〜2000MPa程度の引張弾性率を有するのが好ましい。前記引張弾性率は、JIS L 1096に準拠して測定し得られる値である。
【0021】
織布層1としては、例えばポリエステル繊維、ナイロン繊維等から成る帆布等が挙げられ、前記ポリエステル繊維としては、例えば(高剛性を有する)ポリエチレンテレフタレート繊維、ポリブチレンテレフタレート繊維等が挙げられ、前記ナイロン繊維としては、例えばナイロン6繊維、ナイロン66繊維等が挙げられる。なお、前記高剛性を有するポリエチレンテレフタレート繊維は、該繊維から成る帆布の引張弾性率が1000〜2000MPa程度の剛性を有するのが好ましい。
【0022】
織布層1の厚みは、特に限定されないが、通常、0.4〜1.2mm程度であるのが好ましい。
【0023】
中間樹脂層2としては、その曲げ弾性率が130MPa以上、好ましくは130〜250MPaであるのがよい。これにより、フィンガー継手部12の曲げ弾性率を35MPa以上にすることができる。
【0024】
中間樹脂層2が含む熱可塑性エラストマーとしては、例えば熱可塑性ポリウレタンエラストマー、ポリエステルエラストマー等が挙げられ、柔軟性および屈曲性に優れる上で、熱可塑性ポリウレタンエラストマーが好ましい。特に、中間樹脂層2は、この熱可塑性ポリウレタンエラストマーに、該熱可塑性ポリウレタンエラストマーよりも高い剛性を有する熱可塑性樹脂をブレンドしたポリマーブレンドから成るのが好ましい。これにより、熱可塑性ポリウレタンエラストマーによってベルトに要求される柔軟性および屈曲性を維持しつつ、該熱可塑性ポリウレタンエラストマーよりも高い剛性を有する熱可塑性樹脂によって中間樹脂層2の曲げ弾性率を130MPa以上にして、フィンガー継手部12の曲げ弾性率を35MPa以上にすることができる。
【0025】
熱可塑性ポリウレタンエラストマーと、該熱可塑性ポリウレタンエラストマーよりも高い剛性を有する熱可塑性樹脂とのブレンドは、重量比で60:40〜90:10、好ましくは70:30〜80:20であるのがよい。
【0026】
一方、熱可塑性ポリウレタンエラストマーの重量比が60未満であると、平ベルト15の柔軟性および屈曲性が低下するおそれがある。また、熱可塑性ポリウレタンエラストマーの重量比が90を超えると、中間樹脂層2の曲げ弾性率を130MPa以上にすることが困難であり、そのためにフィンガー継手部12の曲げ弾性率を35MPa以上にできないおそれがある。これと同様に、中間樹脂層2が、例えば熱可塑性ポリウレタンエラストマーのみからなる場合にも、中間樹脂層2の曲げ弾性率を130MPa以上にして、フィンガー継手部12の曲げ弾性率を35MPa以上にできないおそれがある。
【0027】
熱可塑性ポリウレタンエラストマーよりも高い剛性を有する前記熱可塑性樹脂は、該熱可塑性樹脂の曲げ弾性率E1と、前記熱可塑性ポリウレタンエラストマーの曲げ弾性率E2との比(E1/E2)が、20〜200程度の剛性を有するのが好ましい。
【0028】
熱可塑性ポリウレタンエラストマーよりも高い剛性を有する前記熱可塑性樹脂としては、例えばアクリロニトリル−ブタジエン−スチレン共重合体樹脂、イソフタル酸変性ポリブチレンテレフタレート樹脂、ポリアミド12樹脂、ポリアセタール樹脂等が挙げられ、特に、アクリロニトリル−ブタジエン−スチレン共重合体樹脂、イソフタル酸変性ポリブチレンテレフタレート樹脂およびポリアミド12樹脂から選ばれる少なくとも1種であるのが好ましく、これらは1種または2種以上をブレンドして用いてもよい。これらのうち、前記比(E1/E2)が上記のような所定の数値範囲になるものが好ましい。
【0029】
熱可塑性ポリウレタンエラストマーと、該熱可塑性ポリウレタンエラストマーよりも高い剛性を有する熱可塑性樹脂とをブレンドする方法としては、例えば両者を溶融混練して二軸押出する方法等が挙げられるが、本発明はこれに限定されるものではない。また、このようなポリマーブレンドから成る中間樹脂層2は、織布層1,表面ゴム層3に対する接着性に優れるという効果も有する。中間樹脂層2の厚みは、特に限定されないが、通常、0.5〜2.5mm程度であるのが好ましい。
【0030】
中間樹脂層2の樹脂流動開始温度としては、190℃以下、好ましくは160〜190℃であるのがよい。これにより、中間樹脂層2の熱融着特性が優れたものになり、効率よく中間樹脂層2を流動させて端部11,11同士を熱融着によって一体に接合することができる。
【0031】
表面ゴム層3には、搬送物を搬送可能な所定の摩擦係数を有するように、規則的に配列された凹凸である目打ちが形成されている。表面ゴム層3は、ゴムから成るゴム層であり、前記ゴムとしては、例えば天然ゴム、イソプレンゴム、ブタジエンゴム、スチレンブタジエンゴム、エチレンプロピレンゴム、クロロプレンゴム、エピクロルヒドリンゴム、ニトリルゴム、アクリルゴム、アクリロニトリル−ブタジエンゴム、ウレタンゴム、H−NBR(水素添加ニトリルブタジエンゴム)等が挙げられ、これらは1種または2種以上をブレンドして用いてもよい。例示したこれら材料のうち、耐油性を有するものが好ましい。
【0032】
表面ゴム層3は、5〜30MPa程度の引張弾性率を有するのが好ましい。前記引張弾性率は、JIS K 6251に準拠して測定し得られる値である。表面ゴム層3の厚みは、特に限定されないが、通常、0.1〜2mm程度であるのが好ましい。
【0033】
このような平ベルト15は、例えば以下のようにして作製することができる。まず、帯状に成形した織布層1の両面に接着剤をコーティングまたはディッピング処理する。ついで、接着処理を施した織布層1の両面に中間樹脂層2を押出ラミネーションによりラミネートした後、この両面に帯状に成形した表面ゴム層3を積層接着し、帯状の平ベルトを得る。
【0034】
前記接着剤としては、例えば一液性または二液性のウレタン系弾性接着剤、シラン変性ポリイミド系接着剤等が挙げられる。表面ゴム層3を帯状に成形する方法としては、例えばカレンダー処理、押出成形等が挙げられ、表面ゴム層3がシート状の場合には、該シートから帯状に切り出してもよい。また、前記接着剤に代えて、織布層1、中間樹脂層2および表面ゴム層3を帯状に成形し、これらを加熱加圧等で積層一体化させてもよい。
【0035】
上記で得られた帯状の平ベルトを無端状にする。すなわち、まず、ベルト本体部10の端部11,11を鋸刃状に打ち抜き加工する。ついで、この端部11,11同士を噛み合わせた後、中間樹脂層2が流動する温度にまで加熱して熱融着により一体に接合し、フィンガー継手部12を有する無端状の平ベルト15を得る。
【0036】
このような平ベルト15は、ベルト幅方向に加わる力に対してフィンガー継手部12が十分な剛性を有しているので、図4に示すようなフォルダーグルアマシン100等のベルトを捻りながら使用する用途において、好適に使用することができる。
【0037】
以上、本発明にかかる好ましい実施形態について示したが、本発明は上述した実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲で変更や改良したものにも適用できることは言うまでもない。例えば前記した一実施形態では、織布層1の両面に積層された中間樹脂層2,2および表面ゴム層3,3が同じ組成で構成されている場合について説明したが、用途に応じて各層の組成や厚みを異ならせてもよい。
【0038】
また、表面ゴム層3に目打ちが形成されている場合について説明したが、表面ゴム層が平坦面で構成されていてもよい。
【0039】
以下、実施例を挙げて本発明の平ベルトを詳細に説明するが、本発明は以下の実施例のみに限定されるものではない。なお、以下の実施例および比較例で使用した材料は、次の通りである。
・NBR(アクリロニトリル−ブタジエンゴム):ゴム硬度70JISA
・TPU(熱可塑性ポリウレタンエラストマー):曲げ弾性率50MPa以下
・ABS(アクリロニトリル−ブタジエン−スチレン共重合体樹脂):曲げ弾性率約2000MPa
・PET(ポリエチレンテレフタレート):PET繊維から成る帆布(ヨコ糸がスパン糸からなる帆布)
・変性PBT(イソフタル酸変性ポリブチレンテレフタレート樹脂):曲げ弾性率約1400MPa
・高剛性PET:高剛性を有するPET繊維から成る帆布(ヨコ糸がモノフィラメント繊維からなる帆布)
・PA12(ポリアミド12樹脂):曲げ弾性率約1000MPa
【0040】
表面ゴム層および織布層における引張弾性率、熱可塑性エラストマーを含む中間樹脂層(以下、単に中間樹脂層と言う。)における曲げ弾性率は、それぞれ以下のようにして測定した。
(引張弾性率)
表面ゴム層はJIS K 6251、織布層はJIS L 1096にそれぞれ準拠して測定した。
(曲げ弾性率)
JIS K 7171に準拠して測定した。
【0041】
[実施例1〜4および比較例1,2]
<平ベルトの作製>
表面ゴム層、中間樹脂層および織布層を表1に示す組み合わせで用いた。すなわち、まず、帯状に成形した織布層の両面に接着剤をコーティング処理した。ついで、接着処理を施した織布層の両面に中間樹脂層を押出ラミネーションによりラミネートした後、この両面にカレンダー処理にて帯状に成形した表面ゴム層を積層接着し、5層構造から成る帯状の平ベルトを作製した。
【0042】
なお、接着剤として二液硬化型のイソシアネート系ウレタン接着剤を用いた。また、実施例1〜4における中間樹脂層には、TPUと、ABS、変性PBTおよびPA12から選ばれる1種とを、表1に示す重量比で溶融混練し、二軸押出によりブレンドして成るポリマーブレンドを用いた。
【0043】
各中間樹脂層の樹脂流動開始温度は、以下に示す通りである。
・TPU:ABS=70:30は180℃
・TPU:変性PBT=70:30は175℃
・TPU:PA12=70:30は180℃
・TPUは175℃
【0044】
【表1】

【0045】
<評価>
上記で得られた帯状の各平ベルトを無端状にした。すなわち、まず、ベルト本体部の両端を鋸刃状に打ち抜き加工した。ついで、この両端同士を噛み合わせた後、中間樹脂層が流動する温度にまで加熱して熱融着により一体に接合し、フィンガー継手部を有する無端状の幅20mm、長さ1000mmの平ベルトを得た。各平ベルトにおけるベルト本体部およびフィンガー継手部の曲げ弾性率を上記と同様にして測定した。その結果を表2に示す。
【0046】
ついで、無端状に形成した各平ベルトについて、フランジ試験を行った。試験方法を以下に示すと共に、その結果を表2に示す。
【0047】
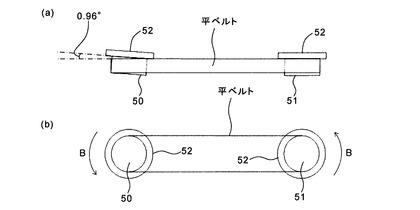
(フランジ試験)
図3(a),(b)に示すように、水平に配置した原動プーリ50と従動プーリ51との間に、無端状に形成した各平ベルトを張設した。原動プーリ50は、図3(a)に示すように、平ベルトの長手方向に対して0.96度傾斜させた状態で配置することにより、ミスアライメントさせた。原動プーリ50,従動プーリ51の片側には、フランジ52をそれぞれ設けた。この状態で、以下に示す条件で平ベルトを走行させた。
試験機:小型走行試験機
試験レイアウト:2軸オープン(図3参照)
プーリ形状:直径110mmのフランジ付きクラウン無し
フランジ形状:直角フランジ
プーリ回転数:1740rpm
ベルト速度:約10m/秒
走行時間:168時間
プーリ回転方向:図3(b)中の矢印B方向
【0048】
評価基準は以下のように設定した。
○:168時間異常なく走行した
×:フランジに乗り上げて、ベルトがプーリから逸脱した
【0049】
【表2】
【0050】
表2から明らかなように、フィンガー継手部の曲げ弾性率が35MPa以上である実施例1〜4の平ベルトは、フランジ試験において良好な結果を示しており、走行安定性に優れているのがわかる。これに対し、フィンガー継手部の曲げ弾性率が35MPa未満である比較例1の平ベルトは、プーリを1回転させるとフランジに乗り上げてベルトがプーリから逸脱した。フィンガー継手部の曲げ弾性率が35MPa未満であり、織布層の剛性を上げた比較例2の平ベルト(すなわちベルト本体部の剛性を向上させた平ベルト)は、試験開始から2時間でフランジに乗り上げてベルトがプーリから逸脱した。
【図面の簡単な説明】
【0051】
【図1】(a),(b)は、本発明の一実施形態にかかる平ベルトのフィンガー継手部を示す概略斜視図である。
【図2】図1(b)のI−I線の破断面を示す図である。
【図3】(a),(b)は、実施例におけるフランジ試験を示す概略説明図である。
【図4】フォルダーグルアマシンを示す概略説明図である。
【図5】(a),(b)は、スカイバー継手部を示す概略斜視図である。
【符号の説明】
【0052】
1 織布層
2 中間樹脂層
3 表面ゴム層
10 ベルト本体部
11 端部
12 フィンガー継手部
15 平ベルト
100 フォルダーグルアマシン
【技術分野】
【0001】
本発明は、搬送装置あるいは動力伝達装置に用いられる無端状の平ベルトに関し、より詳細にはフィンガー継手部のベルト幅方向の剛性向上に関する。
【背景技術】
【0002】
図4に示すように、予め所定形状に切断された板紙Wを折り曲げながら糊付けして紙箱を製造するフォルダーグルアマシン100では、板紙Wを搬送するために平ベルト101が用いられている。平ベルト101は、板紙Wを折り曲げるために90度以上に捻られて使用される。
【0003】
平ベルト101は、所定形状に形成された両端同士を一体に接合して無端状に形成されている。接合箇所(すなわち継手部)としては、例えばスカイバー継手部、フィンガー継手部等が挙げられる(例えば特許文献1参照)。
【0004】
スカイバー継手部は、図5(a)に示すように、ベルト本体部102の両端を斜め方向に研磨加工したテーパ面103,103同士を接着剤で貼り合せて、図5(b)に示すように接合したものである。スカイバー継手部104は、一般に、ナイロンフィルムコアの平ベルトに適用され、ベルト幅方向(図5(b)中に矢印A方向で示す)の剛性が、ベルト本体部102とスカイバー継手部104とで大きく変わらないという特性を有する。
【0005】
しかしながら、スカイバー継手部104は、該スカイバー継手部104が固くなり、同じプーリ径サイズではフィンガー継手部と比べて継手部の寿命が短い。また、継手加工に時間を要し、熟練性が要求される。このため、スカイバー継手部よりもフィンガー継手部を採用することが多くなってきている。
【0006】
フィンガー継手部は、織布層(帆布)、熱可塑性エラストマーから成る中間樹脂層および表面ゴム層が積層されて成るベルト本体部の両端を鋸刃状に打ち抜き加工し、該両端同士を噛み合わせ、前記熱可塑性エラストマーを熱により溶融させて融着し(熱融着)、冷却することで一体に接合したものである。
【0007】
フィンガー継手部を有する平ベルトをフォルダーグルアマシン100等の特殊なアプリケーションに適用する際において、ベルトの剛性を向上させるには、織布層の剛性を向上させてベルト本体部の剛性を向上させればよいとも考えられる。
【0008】
ところが、フィンガー継手部では織布層が鋸刃状にカットされている。すなわち、フィンガー継手部は、熱可塑性エラストマーのみで保持されており、該熱可塑性エラストマーの物性の影響を受けやすい。
【0009】
このため、ベルト幅方向に加わる力に対して、ベルト本体部に剛性があっても、フィンガー継手部の剛性は十分でなく、ベルトがプーリのフランジに乗り上げて走行したり、容易にフランジから逸脱したりするという問題がある。この問題は、ベルトが捻られて使用される場合や、プーリのミスアライメントがある場合において、顕著に発生する。
【特許文献1】特開平10−29711号公報(第2図、第3図)
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明の課題は、フィンガー継手部の剛性が高く、優れた走行安定性を有する平ベルトを提供することである。
【課題を解決するための手段】
【0011】
本発明者らは、上記課題を解決すべく鋭意研究を重ねた結果、以下の構成からなる解決手段を見出し、本発明を完成するに至った。
(1)鋸刃状に形成された両端同士を噛み合わせ熱融着によって一体に接合したフィンガー継手部を有する無端状の平ベルトであって、前記フィンガー継手部の曲げ弾性率が35MPa以上であることを特徴とする平ベルト。
(2)織布層の両面に、それぞれ熱可塑性エラストマーを含む中間樹脂層と、表面ゴム層とをこの順に積層した5層構造から成り、前記中間樹脂層の曲げ弾性率が130MPa以上である前記(1)記載の平ベルト。
(3)中間樹脂層に含まれる前記熱可塑性エラストマーが熱可塑性ポリウレタンエラストマーであり、かつ前記中間樹脂層が、前記熱可塑性ポリウレタンエラストマーと、該熱可塑性ポリウレタンエラストマーよりも高い剛性を有する熱可塑性樹脂とをブレンドしたポリマーブレンドから成る前記(1)または(2)記載の平ベルト。
(4)前記ポリマーブレンドは、熱可塑性ポリウレタンエラストマーと、該熱可塑性ポリウレタンエラストマーよりも高い剛性を有する熱可塑性樹脂とを60:40〜90:10の重量比でブレンドして成る前記(3)記載の平ベルト。
(5)熱可塑性ポリウレタンエラストマーよりも高い剛性を有する前記熱可塑性樹脂は、アクリロニトリル−ブタジエン−スチレン共重合体樹脂、イソフタル酸変性ポリブチレンテレフタレート樹脂およびポリアミド12樹脂から選ばれる少なくとも1種である前記(3)または(4)記載の平ベルト。
【発明の効果】
【0012】
本発明によれば、フィンガー継手部の曲げ弾性率を35MPa以上にした。これにより、ベルト幅方向に加わる力に対してフィンガー継手部が十分な剛性を有しているので、捻りやプーリのミスアライメントによるベルトの逸脱、プーリのフランジへ乗り上げることによるベルトの逸脱等を抑制することができ、優れた走行安定性を示すことができるという効果を有する。
【0013】
特に、前記(2)のように、ベルトの構成を、織布層の両面に、それぞれ熱可塑性エラストマーを含む中間樹脂層と、表面ゴム層とをこの順に積層した5層構造とし、前記中間樹脂層の曲げ弾性率を130MPa以上にすると、前記フィンガー継手部の曲げ弾性率を35MPa以上にすることができる。
【0014】
前記(3)のように、前記中間樹脂層が、熱可塑性ポリウレタンエラストマーと、該熱可塑性ポリウレタンエラストマーよりも高い剛性を有する熱可塑性樹脂とをブレンドしたポリマーブレンドから成ると、前記熱可塑性ポリウレタンエラストマーによってベルトに要求される柔軟性および屈曲性を維持しつつ、該熱可塑性ポリウレタンエラストマーよりも高い剛性を有する熱可塑性樹脂によって中間樹脂層の剛性、すなわちフィンガー継手部の剛性を高めることができる。
【発明を実施するための最良の形態】
【0015】
以下、本発明の平ベルトにかかる一実施形態について図面を参照して詳細に説明する。図1(a),(b)は、本実施形態にかかる平ベルトのフィンガー継手部を示す概略斜視図である。図2は、図1(b)のI−I線の破断面を示す図である。
【0016】
図1(a)に示すように、本実施形態にかかる平ベルト15は、ベルト本体部10の端部11,11(両端)が鋸刃状に打ち抜き加工されており、この端部11,11同士を、図1(b)に示すように噛み合わせ熱融着によって一体に接合したフィンガー継手部12を有する無端状の平ベルトである。フィンガー継手部12を採用することにより、短時間かつ簡単にベルトを無端状にすることができる。
【0017】
ここで、フィンガー継手部12の曲げ弾性率が35MPa以上、好ましくは45MPa以上であることが重要である。これにより、平ベルト15は、ベルト幅方向(図1(b)中に矢印Aで示す方向)に加わる力に対し、フィンガー継手部12が十分な剛性を有するようになり、捻りやプーリのミスアライメントによるベルトの逸脱、プーリのフランジへ乗り上げることによるベルトの逸脱等を抑制することが可能になり、優れた走行安定性を示すことができる。
【0018】
フィンガー継手部12の曲げ弾性率の上限値としては、特に限定されないが、通常、150MPa以下程度である。なお、ベルト本体部10の曲げ弾性率としては、通常、40〜150MPa程度であるのがよい。前記曲げ弾性率は、JIS K 7171に準拠して測定し得られる値である。
【0019】
このようなフィンガー継手部12を有する平ベルト15は、図2に示すように、織布層1の両面に、それぞれ熱可塑性エラストマーを含む中間樹脂層2,2と、表面ゴム層3,3とをこの順に積層した5層構造から成る。
【0020】
織布層1としては、抗張力体であり、剛性を有するものが好ましい。具体的には、織布層1は、50〜2000MPa程度の引張弾性率を有するのが好ましい。前記引張弾性率は、JIS L 1096に準拠して測定し得られる値である。
【0021】
織布層1としては、例えばポリエステル繊維、ナイロン繊維等から成る帆布等が挙げられ、前記ポリエステル繊維としては、例えば(高剛性を有する)ポリエチレンテレフタレート繊維、ポリブチレンテレフタレート繊維等が挙げられ、前記ナイロン繊維としては、例えばナイロン6繊維、ナイロン66繊維等が挙げられる。なお、前記高剛性を有するポリエチレンテレフタレート繊維は、該繊維から成る帆布の引張弾性率が1000〜2000MPa程度の剛性を有するのが好ましい。
【0022】
織布層1の厚みは、特に限定されないが、通常、0.4〜1.2mm程度であるのが好ましい。
【0023】
中間樹脂層2としては、その曲げ弾性率が130MPa以上、好ましくは130〜250MPaであるのがよい。これにより、フィンガー継手部12の曲げ弾性率を35MPa以上にすることができる。
【0024】
中間樹脂層2が含む熱可塑性エラストマーとしては、例えば熱可塑性ポリウレタンエラストマー、ポリエステルエラストマー等が挙げられ、柔軟性および屈曲性に優れる上で、熱可塑性ポリウレタンエラストマーが好ましい。特に、中間樹脂層2は、この熱可塑性ポリウレタンエラストマーに、該熱可塑性ポリウレタンエラストマーよりも高い剛性を有する熱可塑性樹脂をブレンドしたポリマーブレンドから成るのが好ましい。これにより、熱可塑性ポリウレタンエラストマーによってベルトに要求される柔軟性および屈曲性を維持しつつ、該熱可塑性ポリウレタンエラストマーよりも高い剛性を有する熱可塑性樹脂によって中間樹脂層2の曲げ弾性率を130MPa以上にして、フィンガー継手部12の曲げ弾性率を35MPa以上にすることができる。
【0025】
熱可塑性ポリウレタンエラストマーと、該熱可塑性ポリウレタンエラストマーよりも高い剛性を有する熱可塑性樹脂とのブレンドは、重量比で60:40〜90:10、好ましくは70:30〜80:20であるのがよい。
【0026】
一方、熱可塑性ポリウレタンエラストマーの重量比が60未満であると、平ベルト15の柔軟性および屈曲性が低下するおそれがある。また、熱可塑性ポリウレタンエラストマーの重量比が90を超えると、中間樹脂層2の曲げ弾性率を130MPa以上にすることが困難であり、そのためにフィンガー継手部12の曲げ弾性率を35MPa以上にできないおそれがある。これと同様に、中間樹脂層2が、例えば熱可塑性ポリウレタンエラストマーのみからなる場合にも、中間樹脂層2の曲げ弾性率を130MPa以上にして、フィンガー継手部12の曲げ弾性率を35MPa以上にできないおそれがある。
【0027】
熱可塑性ポリウレタンエラストマーよりも高い剛性を有する前記熱可塑性樹脂は、該熱可塑性樹脂の曲げ弾性率E1と、前記熱可塑性ポリウレタンエラストマーの曲げ弾性率E2との比(E1/E2)が、20〜200程度の剛性を有するのが好ましい。
【0028】
熱可塑性ポリウレタンエラストマーよりも高い剛性を有する前記熱可塑性樹脂としては、例えばアクリロニトリル−ブタジエン−スチレン共重合体樹脂、イソフタル酸変性ポリブチレンテレフタレート樹脂、ポリアミド12樹脂、ポリアセタール樹脂等が挙げられ、特に、アクリロニトリル−ブタジエン−スチレン共重合体樹脂、イソフタル酸変性ポリブチレンテレフタレート樹脂およびポリアミド12樹脂から選ばれる少なくとも1種であるのが好ましく、これらは1種または2種以上をブレンドして用いてもよい。これらのうち、前記比(E1/E2)が上記のような所定の数値範囲になるものが好ましい。
【0029】
熱可塑性ポリウレタンエラストマーと、該熱可塑性ポリウレタンエラストマーよりも高い剛性を有する熱可塑性樹脂とをブレンドする方法としては、例えば両者を溶融混練して二軸押出する方法等が挙げられるが、本発明はこれに限定されるものではない。また、このようなポリマーブレンドから成る中間樹脂層2は、織布層1,表面ゴム層3に対する接着性に優れるという効果も有する。中間樹脂層2の厚みは、特に限定されないが、通常、0.5〜2.5mm程度であるのが好ましい。
【0030】
中間樹脂層2の樹脂流動開始温度としては、190℃以下、好ましくは160〜190℃であるのがよい。これにより、中間樹脂層2の熱融着特性が優れたものになり、効率よく中間樹脂層2を流動させて端部11,11同士を熱融着によって一体に接合することができる。
【0031】
表面ゴム層3には、搬送物を搬送可能な所定の摩擦係数を有するように、規則的に配列された凹凸である目打ちが形成されている。表面ゴム層3は、ゴムから成るゴム層であり、前記ゴムとしては、例えば天然ゴム、イソプレンゴム、ブタジエンゴム、スチレンブタジエンゴム、エチレンプロピレンゴム、クロロプレンゴム、エピクロルヒドリンゴム、ニトリルゴム、アクリルゴム、アクリロニトリル−ブタジエンゴム、ウレタンゴム、H−NBR(水素添加ニトリルブタジエンゴム)等が挙げられ、これらは1種または2種以上をブレンドして用いてもよい。例示したこれら材料のうち、耐油性を有するものが好ましい。
【0032】
表面ゴム層3は、5〜30MPa程度の引張弾性率を有するのが好ましい。前記引張弾性率は、JIS K 6251に準拠して測定し得られる値である。表面ゴム層3の厚みは、特に限定されないが、通常、0.1〜2mm程度であるのが好ましい。
【0033】
このような平ベルト15は、例えば以下のようにして作製することができる。まず、帯状に成形した織布層1の両面に接着剤をコーティングまたはディッピング処理する。ついで、接着処理を施した織布層1の両面に中間樹脂層2を押出ラミネーションによりラミネートした後、この両面に帯状に成形した表面ゴム層3を積層接着し、帯状の平ベルトを得る。
【0034】
前記接着剤としては、例えば一液性または二液性のウレタン系弾性接着剤、シラン変性ポリイミド系接着剤等が挙げられる。表面ゴム層3を帯状に成形する方法としては、例えばカレンダー処理、押出成形等が挙げられ、表面ゴム層3がシート状の場合には、該シートから帯状に切り出してもよい。また、前記接着剤に代えて、織布層1、中間樹脂層2および表面ゴム層3を帯状に成形し、これらを加熱加圧等で積層一体化させてもよい。
【0035】
上記で得られた帯状の平ベルトを無端状にする。すなわち、まず、ベルト本体部10の端部11,11を鋸刃状に打ち抜き加工する。ついで、この端部11,11同士を噛み合わせた後、中間樹脂層2が流動する温度にまで加熱して熱融着により一体に接合し、フィンガー継手部12を有する無端状の平ベルト15を得る。
【0036】
このような平ベルト15は、ベルト幅方向に加わる力に対してフィンガー継手部12が十分な剛性を有しているので、図4に示すようなフォルダーグルアマシン100等のベルトを捻りながら使用する用途において、好適に使用することができる。
【0037】
以上、本発明にかかる好ましい実施形態について示したが、本発明は上述した実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲で変更や改良したものにも適用できることは言うまでもない。例えば前記した一実施形態では、織布層1の両面に積層された中間樹脂層2,2および表面ゴム層3,3が同じ組成で構成されている場合について説明したが、用途に応じて各層の組成や厚みを異ならせてもよい。
【0038】
また、表面ゴム層3に目打ちが形成されている場合について説明したが、表面ゴム層が平坦面で構成されていてもよい。
【0039】
以下、実施例を挙げて本発明の平ベルトを詳細に説明するが、本発明は以下の実施例のみに限定されるものではない。なお、以下の実施例および比較例で使用した材料は、次の通りである。
・NBR(アクリロニトリル−ブタジエンゴム):ゴム硬度70JISA
・TPU(熱可塑性ポリウレタンエラストマー):曲げ弾性率50MPa以下
・ABS(アクリロニトリル−ブタジエン−スチレン共重合体樹脂):曲げ弾性率約2000MPa
・PET(ポリエチレンテレフタレート):PET繊維から成る帆布(ヨコ糸がスパン糸からなる帆布)
・変性PBT(イソフタル酸変性ポリブチレンテレフタレート樹脂):曲げ弾性率約1400MPa
・高剛性PET:高剛性を有するPET繊維から成る帆布(ヨコ糸がモノフィラメント繊維からなる帆布)
・PA12(ポリアミド12樹脂):曲げ弾性率約1000MPa
【0040】
表面ゴム層および織布層における引張弾性率、熱可塑性エラストマーを含む中間樹脂層(以下、単に中間樹脂層と言う。)における曲げ弾性率は、それぞれ以下のようにして測定した。
(引張弾性率)
表面ゴム層はJIS K 6251、織布層はJIS L 1096にそれぞれ準拠して測定した。
(曲げ弾性率)
JIS K 7171に準拠して測定した。
【0041】
[実施例1〜4および比較例1,2]
<平ベルトの作製>
表面ゴム層、中間樹脂層および織布層を表1に示す組み合わせで用いた。すなわち、まず、帯状に成形した織布層の両面に接着剤をコーティング処理した。ついで、接着処理を施した織布層の両面に中間樹脂層を押出ラミネーションによりラミネートした後、この両面にカレンダー処理にて帯状に成形した表面ゴム層を積層接着し、5層構造から成る帯状の平ベルトを作製した。
【0042】
なお、接着剤として二液硬化型のイソシアネート系ウレタン接着剤を用いた。また、実施例1〜4における中間樹脂層には、TPUと、ABS、変性PBTおよびPA12から選ばれる1種とを、表1に示す重量比で溶融混練し、二軸押出によりブレンドして成るポリマーブレンドを用いた。
【0043】
各中間樹脂層の樹脂流動開始温度は、以下に示す通りである。
・TPU:ABS=70:30は180℃
・TPU:変性PBT=70:30は175℃
・TPU:PA12=70:30は180℃
・TPUは175℃
【0044】
【表1】
【0045】
<評価>
上記で得られた帯状の各平ベルトを無端状にした。すなわち、まず、ベルト本体部の両端を鋸刃状に打ち抜き加工した。ついで、この両端同士を噛み合わせた後、中間樹脂層が流動する温度にまで加熱して熱融着により一体に接合し、フィンガー継手部を有する無端状の幅20mm、長さ1000mmの平ベルトを得た。各平ベルトにおけるベルト本体部およびフィンガー継手部の曲げ弾性率を上記と同様にして測定した。その結果を表2に示す。
【0046】
ついで、無端状に形成した各平ベルトについて、フランジ試験を行った。試験方法を以下に示すと共に、その結果を表2に示す。
【0047】
(フランジ試験)
図3(a),(b)に示すように、水平に配置した原動プーリ50と従動プーリ51との間に、無端状に形成した各平ベルトを張設した。原動プーリ50は、図3(a)に示すように、平ベルトの長手方向に対して0.96度傾斜させた状態で配置することにより、ミスアライメントさせた。原動プーリ50,従動プーリ51の片側には、フランジ52をそれぞれ設けた。この状態で、以下に示す条件で平ベルトを走行させた。
試験機:小型走行試験機
試験レイアウト:2軸オープン(図3参照)
プーリ形状:直径110mmのフランジ付きクラウン無し
フランジ形状:直角フランジ
プーリ回転数:1740rpm
ベルト速度:約10m/秒
走行時間:168時間
プーリ回転方向:図3(b)中の矢印B方向
【0048】
評価基準は以下のように設定した。
○:168時間異常なく走行した
×:フランジに乗り上げて、ベルトがプーリから逸脱した
【0049】
【表2】
【0050】
表2から明らかなように、フィンガー継手部の曲げ弾性率が35MPa以上である実施例1〜4の平ベルトは、フランジ試験において良好な結果を示しており、走行安定性に優れているのがわかる。これに対し、フィンガー継手部の曲げ弾性率が35MPa未満である比較例1の平ベルトは、プーリを1回転させるとフランジに乗り上げてベルトがプーリから逸脱した。フィンガー継手部の曲げ弾性率が35MPa未満であり、織布層の剛性を上げた比較例2の平ベルト(すなわちベルト本体部の剛性を向上させた平ベルト)は、試験開始から2時間でフランジに乗り上げてベルトがプーリから逸脱した。
【図面の簡単な説明】
【0051】
【図1】(a),(b)は、本発明の一実施形態にかかる平ベルトのフィンガー継手部を示す概略斜視図である。
【図2】図1(b)のI−I線の破断面を示す図である。
【図3】(a),(b)は、実施例におけるフランジ試験を示す概略説明図である。
【図4】フォルダーグルアマシンを示す概略説明図である。
【図5】(a),(b)は、スカイバー継手部を示す概略斜視図である。
【符号の説明】
【0052】
1 織布層
2 中間樹脂層
3 表面ゴム層
10 ベルト本体部
11 端部
12 フィンガー継手部
15 平ベルト
100 フォルダーグルアマシン
【特許請求の範囲】
【請求項1】
鋸刃状に形成された両端同士を噛み合わせ熱融着によって一体に接合したフィンガー継手部を有する無端状の平ベルトであって、前記フィンガー継手部の曲げ弾性率が35MPa以上であることを特徴とする平ベルト。
【請求項2】
織布層の両面に、それぞれ熱可塑性エラストマーを含む中間樹脂層と、表面ゴム層とをこの順に積層した5層構造から成り、前記中間樹脂層の曲げ弾性率が130MPa以上である請求項1記載の平ベルト。
【請求項3】
中間樹脂層に含まれる前記熱可塑性エラストマーが熱可塑性ポリウレタンエラストマーであり、かつ前記中間樹脂層が、前記熱可塑性ポリウレタンエラストマーと、該熱可塑性ポリウレタンエラストマーよりも高い剛性を有する熱可塑性樹脂とをブレンドしたポリマーブレンドから成る請求項1または2記載の平ベルト。
【請求項4】
前記ポリマーブレンドは、熱可塑性ポリウレタンエラストマーと、該熱可塑性ポリウレタンエラストマーよりも高い剛性を有する熱可塑性樹脂とを60:40〜90:10の重量比でブレンドして成る請求項3記載の平ベルト。
【請求項5】
熱可塑性ポリウレタンエラストマーよりも高い剛性を有する前記熱可塑性樹脂は、アクリロニトリル−ブタジエン−スチレン共重合体樹脂、イソフタル酸変性ポリブチレンテレフタレート樹脂およびポリアミド12樹脂から選ばれる少なくとも1種である請求項3または4記載の平ベルト。
【請求項1】
鋸刃状に形成された両端同士を噛み合わせ熱融着によって一体に接合したフィンガー継手部を有する無端状の平ベルトであって、前記フィンガー継手部の曲げ弾性率が35MPa以上であることを特徴とする平ベルト。
【請求項2】
織布層の両面に、それぞれ熱可塑性エラストマーを含む中間樹脂層と、表面ゴム層とをこの順に積層した5層構造から成り、前記中間樹脂層の曲げ弾性率が130MPa以上である請求項1記載の平ベルト。
【請求項3】
中間樹脂層に含まれる前記熱可塑性エラストマーが熱可塑性ポリウレタンエラストマーであり、かつ前記中間樹脂層が、前記熱可塑性ポリウレタンエラストマーと、該熱可塑性ポリウレタンエラストマーよりも高い剛性を有する熱可塑性樹脂とをブレンドしたポリマーブレンドから成る請求項1または2記載の平ベルト。
【請求項4】
前記ポリマーブレンドは、熱可塑性ポリウレタンエラストマーと、該熱可塑性ポリウレタンエラストマーよりも高い剛性を有する熱可塑性樹脂とを60:40〜90:10の重量比でブレンドして成る請求項3記載の平ベルト。
【請求項5】
熱可塑性ポリウレタンエラストマーよりも高い剛性を有する前記熱可塑性樹脂は、アクリロニトリル−ブタジエン−スチレン共重合体樹脂、イソフタル酸変性ポリブチレンテレフタレート樹脂およびポリアミド12樹脂から選ばれる少なくとも1種である請求項3または4記載の平ベルト。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2009−197896(P2009−197896A)
【公開日】平成21年9月3日(2009.9.3)
【国際特許分類】
【出願番号】特願2008−39888(P2008−39888)
【出願日】平成20年2月21日(2008.2.21)
【出願人】(000111085)ニッタ株式会社 (588)
【Fターム(参考)】
【公開日】平成21年9月3日(2009.9.3)
【国際特許分類】
【出願日】平成20年2月21日(2008.2.21)
【出願人】(000111085)ニッタ株式会社 (588)
【Fターム(参考)】
[ Back to top ]