
平均熱膨張係数が異なる2つの構成部材間に挿入されるシールを備えるアセンブリ、関連するシール、HTE電解槽の封止への応用、およびSOFC燃料電池
平均熱膨張係数が異なる2つの構成部材間の、典型的には500℃超で動作するアセンブリであって、少なくとも一方の構成部材の熱膨張係数と少なくとも1.10−6K−1の値だけ異なる熱膨張係数を有するシールが2つの構成部材間に挿入される、アセンブリ関する。本発明によれば、・閾値温度を下回る場合には、シールは、2つの構成部材を互いに接近する方向に一定にクランプすることによって達成される直交方向の圧縮を受け、・前記閾値温度を上回る場合には、シールは、クランプによる直交方向の圧縮と、閾値温度未満ではどこにも接触しないシールの端部部分が少なくとも一方の構成部材に対する半径方向に圧縮した状態となるまで、少なくとも一方の同一構成部材に対して圧迫接触するシール表面で摺動することによって達成される半径方向の圧縮と、を受ける。本シールは、所定の耐用期間の使用サイクル中にそれ自体のクリープ破断点に達しないように設計する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一般に、例えば金属構成部材およびセラミック構成部材から選択される、平均熱膨張係数が異なる2つの構成部材間のシール形成に関する。
【0002】
本発明は、一般に高温で動作するセラミック‐金属間連結部に応用する。
【0003】
有利なことに、本発明は、水素生成に使用する高温蒸気電解槽(一般に、また以下に「HTE」と称される)に応用する。
【0004】
本発明は、高温で動作する燃料電池、すなわち固体酸化物燃料電池(一般に、また以下に「SOFC」と称される)にも応用することができる。
【背景技術】
【0005】
HTEは、600℃〜1000℃の範囲における水の電気分解によって水素を生成する電気化学系に関するものである。これら電気化学系は、最も将来性のある水素生成プロセスの1つである。
【0006】
したがって、本願人は、温室効果ガスを発生しない熱源、とりわけ原子力、地熱または太陽由来の熱源に結合した電解槽の迅速な製造を企図する。
【0007】
競争力のある生成コストを実現するための1つの選択肢としては、蒸気相の水を高温で電気分解することが挙げられる。この技術では、継続的なガス管理および封止維持が大きな障壁となっている。
【0008】
想定される温度では、主にセラミックの3層スタックを備える電気化学セルが使用されるが、1つの欠点はその脆弱性にある。この脆弱性が原因でシールに加える力を制限することになる。さらに、電解質材料は低温でのイオン伝導性が低いため、抵抗損を制限するために動作温度を600℃以上に上昇させる必要がある。このため金属材料、とりわけバイポーラプレートおよびシールの耐久性を持たせることが困難となる。バイポーラプレートに関しては、酸化が高温下での主な欠点のように思われるが、シールの機械強度はより重大な欠点となる。
【0009】
シールの耐漏洩性(leak-tightness)が不十分である場合、すなわち燃料(および最終生成物)の損失が1%を超える場合は、HTEまたは高温燃料電池(SOFC)が今日の成熟している技術と比較して競争力のあるエネルギー収率を達成することはできなくなる。
【0010】
これら電気化学系の封止に関する基本的な解決策は、ガラスシールを使用する。しかしながら、ガラスは熱サイクル特性が悪い。
【0011】
現在商業的に利用可能であり、十分な性能レベルを得ることが可能となる、圧縮の下に配置した金属シールを使用する封止解決策では、典型的には20N/cmを上回る高いクランプ力をシールに加えることが必要となる。
【0012】
また、上述のとおり、SOFCタイプまたはHTE向けの燃料電池で使用されるセルは、セラミック電解質や多孔質電極のようなもろい材料を含む。このようなもろい材料は、上述のような高いクランプ力に耐えることができない。
【0013】
したがって、最近では低圧縮力で済む様々なシールが開発されている。開発段階のシールを、燃料電池アセンブリ内の基本セルを分離するスペーサに組み込むものもある。
【0014】
特許文献1(米国特許第7,226,687号)には、1個のセルのアノードと隣接するセルのカソードとを、シールとして作用する金属セパレータによって分離する燃料電池スタックが開示されている。各セパレータは、スタンピング加工を使用し、また端縁をカーリングして形成する。端縁がカーリングされた各セパレータは、軸方向の圧縮下でのみ作用する。この特許文献1は、平均熱膨張係数が異なる2つの材料間のシールには注目していない。
【0015】
したがって、SOFCおよび/またはHTEに直接適用可能であり、典型的には20N/cm未満の低いクランプ力によるシールの封止解決策は、現時点ではほとんど提案されていない。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】米国特許第7,226,687号明細書
【発明の概要】
【発明が解決しようとする課題】
【0017】
したがって、本発明の目的は、平均熱膨張係数が異なる2つの構成部材間における新しいタイプの連結を提案することである。典型的には、低いクランプ力を利用して500℃以上の高温における耐漏洩性を効率的に保証するとともに、HTEおよび/またはSOFCで実施される熱サイクルに耐えられるようにする。
【課題を解決するための手段】
【0018】
したがって、本発明の要旨は、異なる平均熱膨張係数を有する2つの構成部材間のアセンブリであり、該アセンブリは、前記2つの構成部材間に挿入されてシールを形成する素子を備え、前記シールの平均熱膨張係数は、前記2つの構成部材のうち少なくとも一方の平均熱膨張係数から少なくとも1.10−6K−1の値だけ異なり、また前記シールの連続形状は、互いに分離した平面と、前記平面間に形成される部分の外側に位置する少なくとも1つの端部部分と、を備える。
【0019】
本発明によれば、前記アセンブリの封止は、
・所定の閾値温度を下回る場合には、前記各構成部材を互いに接近する方向に一定にクランプすることにより前記構成部材に対して直交する直交方向(X)のシール圧縮によって得られ、このシール圧縮は、前記平面の一部が一方の前記構成部材に対して固定されるよう圧迫接触し、また前記平面の別の部分が他方の前記構成部材に対して固定されるよう圧迫接触するとともに、前記シールの前記端部部分はどこにも接触しないままとなるように生じ、
・前記閾値温度を上回る場合には、やはりクランプによって達成される前記シールの直交方向の圧縮と、温度の上昇中に前記構成部材上で圧迫接触状態にある前記平面の少なくとも一部が摺動し、前記端部部分が構成部材による半径方向の圧縮状態となるまで摺動することによって達成される前記各構成部材に対する半径方向のシール圧縮と、によって得られるように生ずる。
【0020】
したがって、本発明の解決策には、初期クランプによって達成される各構成部材に対して直交する直交方向の圧縮と、シールが一方(又は両方)の構成部材による軸方向の圧縮状態下になるまでシールを熱膨張差により摺動させることによって達成される半径方向の圧縮と、の組合せが含まれる。
【0021】
材料の粘塑性によるクリープおよび弛緩現象も考慮しなければならない。
【0022】
クリープは、よく知られている現象であり、時間の関数である。この現象は、粘塑性材料が時間にわたって一定の力を受けるときに発生する。したがって、当業者は、アセンブリの使用期間にわたる熱サイクル中に降伏点に達することがないようにシール形状を注意深く画定する。
【0023】
同様に、シールが一定の高さで作用する、すなわち(材料の弛緩時から)経時的に変化する力の下で作用する場合、材料および厚さの選択は、材料の弛緩が十分低く保たれ、それによって所望の封止を保証する十分な接触力を維持するように適合される。
【0024】
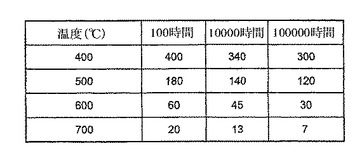
図1に示す表は、AISI 430またはF17フェライト鋼に関してUGINEから提供されるものである。図1の表は、この材料のクリープ破断強度(単位はMPa)を、該材料が受ける温度と使用時間の関数として示している。したがって、本発明によれば、(例えばHTE電解槽の据置き用途において)アセンブリが600℃の温度で使用サイクル10,000時間超となる場合、本発明に適したF17フェライト鋼では、シールの破断強度は45MPa未満となる。
【0025】
これらの問題を考慮に入れて、材料および材料の厚さの選択は、商用シミュレーションソフトウェアを使用して行うことができる。
【0026】
有利な一実施形態によれば、前記シールは、一方の前記構成部材の平均熱膨張係数α3から0〜10−6K−1の範囲の値だけ異なる平均熱膨張係数と、互いに分離した3つの平面および前記平面間で形成される部分の外側に位置する端部部分を備える連続形状と、を有し、アセンブリの封止は、
・前記閾値温度を下回る場合には、前記3つの平面のうち、1つの平面が前記シールの熱膨張係数との差が最も小さい熱膨張係数を有する前記構成部材に対して圧迫接触し、他の2つの平面が前記シールの平均熱膨張係数との差が最も大きい平均熱膨張係数を有する前記構成部材に対して圧迫接触するとともに、前記端部部分はどこにも接触しないままとなる一定のクランプによって生じ、
・前記閾値温度を上回る場合には、前記平面が平均熱膨張係数差の最も小さい平均熱膨張係数を有する前記構成部材に対して固定するよう圧迫接触した状態を維持する同一のクランプによって達成される前記シールの直交方向の圧縮と、平均熱膨張係数差の最も大きい平均熱膨張係数を有する前記構成部材上で前記他の2つの平面を摺動し、前記端部部分がこの構成部材による半径方向の圧縮下に置かれるまで摺動することによって達成される前記各構成部材に対して前記シールの半径方向の圧縮と、によって生ずるようにする。
【0027】
一実施形態によれば、熱膨張係数差の最も小さい平均熱膨張係数を有する前記構成部材は、金属構成部材とし、熱膨張係数差の最も大きい平均熱膨張係数を有する前記構成部材は、セラミック構成部材とする。
【0028】
一変形例によれば、前記金属構成部材および前記シールは、単一ブロック素子を形成することができる。これにより、とりわけHTEスタックまたはSOFC燃料電池の構造的な一部、例えばガスを分配する役割を担う相互接続部またはコレクタにシールを直接組み込むことが可能となる。
【0029】
1つの有利な構成によれば、前記2つの構成部材は、平面基板とし、そのうち少なくとも一方は、前記端部部分に連続した前記平面を収容するアンダーカットを備え、前記端部部分の半径方向の圧縮は、該アンダーカットの端縁に対して発生する。
【0030】
別の好ましい構成によれば、前記端部部分の半径方向の圧縮は、前記基板のうち一方の端縁に対して発生する。
【0031】
本発明は、上述のアセンブリ内に挿入することを想定したシールに関するものでもあり、前記シールは、互いに分離した平面と、前記平面間で形成される部分の外側に位置する端部部分とを備える少なくとも1つの連続形状を有し、前記形状は、板金の単独のスタンピング加工によって得られる。
【0032】
前記シールの一実施形態は、有利には、2つの連続形状部を備え、各連続形状部は、それぞれ板金の単独のスタンピング加工によって得られ、また各連続形状部における平面のうち一方の平面が溶接またはろう付によって連続形状部を互いに接合する。
【0033】
一変形形態によれば、前記2つの連続形状部は、ほぼ同一形状とし、それら2つの端部部分が互いに対向しないよう、ヘッド・ツー・テール形式で互いに接合する。本変形形態のシールは、組み立てる2つの構成部材の平均熱膨張係数αが異なり、それぞれシールの係数と少なくとも1.10−6K−1だけ異なるが、一方の構成部材のみがシールよりも低い係数を有する場合に有利である可能性がある。
【0034】
一変形形態によれば、前記2つの連続形状は、ほぼ同一形状とし、共通平面によって定義される平面に関して対称的に相互に接合される。本変形形態のシールは、組み立てる2つの構成部材の熱膨張係数が異なり、両方の構成部材がシールよりも低い係数を有し、その差が少なくとも1.10−6K−1である場合に有利である可能性がある。
【0035】
本発明は、上述のアセンブリ内に挿入することを想定したシールに関するものでもあり、前記シールの連続形状は、互いに分離され板金の単独スタンピング加工によって得られる平面を備える第1部分と、前記平面間で形成される部分の外側に位置し溶接および/またはろう付によって前記第1の部分に固定される端部部分を備える第2部分と、を備える。
【0036】
シールの形状に達するまでスタンピングする板金は、有利にはフェライト鋼、またはオーステナイト鋼、またはInconel 600もしくはHaynes 230系のニッケル合金を含むことができる。
【0037】
耐漏洩性を備えた電気的絶縁付随物(electric insulation concomitant)を設ける必要がある用途では、前記板金を電気的絶縁材料で被覆することができる。この被覆は、スタンピングした板金の表面上に酸化物を成長させることによって形成することができ、有利には、アルミナ形成合金による一般的な層堆積によって形成することができる。このような絶縁層は、スタンピング形成前に大気中で1000℃以上の熱酸化によって得ることが好ましい。スタンピング後は、同様の条件下で固化アニーリングを行うことを推奨する。
【0038】
また、半径方向の封止を更に確実にするために、有利には、前記板金のスタンピング後、延性材料層を少なくとも1つの端部上または接触領域上に直接接触によってまたは電気的絶縁材料の被覆の上に堆積させることができる。前記延性層は、銀または銀含有化合物の層であってよく、好ましくは以下の元素、すなわちCu、Sn、Bi、Si、Coのうちの1つを含むことができる。この付加的な延性層は、電解析出またはセリグラフィによって付加することができ、上記の2つの堆積方法は、有利なことに、マスクを使用してこの層の精密な位置決めを行うことを可能にする。この延性層の厚さは、1〜10μmの範囲とすることができる。
【0039】
一変形例によれば、前記端部部分は、前記平面のうち1つの平面に直接接合される単純湾曲部とする。
【0040】
前記アセンブリのサイズを100mmのオーダーとすれば、前記板金の厚さは、有利には0.07mm〜0.5mmの範囲である。
【0041】
前記板金の絞り深さに対応する2つの平面を分離する高さは、0.2mm〜1mmの範囲とするのが好ましい。
【0042】
前記平面間の線分の傾斜角は、30〜80°の範囲とすることができ、有利には30〜55°の範囲である。
【0043】
最後に、本発明は、上述のアセンブリを備える、高温で動作する燃料電池(SOFC)または高温電解槽(HTE)に関するものである。
【0044】
以下、添付図面について行った詳細な説明を読めば、本発明の他の特徴および利点をよりよく理解できるであろう。
【図面の簡単な説明】
【0045】
【図1】市場ではF17として知られるフェライト鋼のクリープ破断強度の値を、温度と使用時間の関数として示す表である。
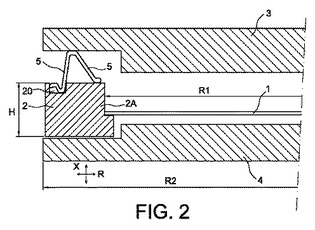
【図2】高温電解槽HTE内等に形成される、本発明の第1の実施形態によるアセンブリを示す図である。
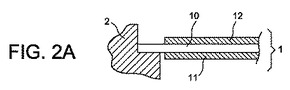
【図2A】図2のHTE電解槽で使用されるESC(Electrolyte Supported cell:電解質支持セル)タイプの基本電解セルを示す図である。
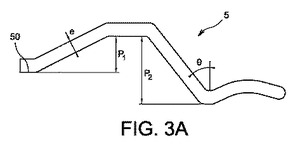
【図3A】図2および図3Bに示すアセンブリに埋め込む前の本発明によるシールの断面図である。
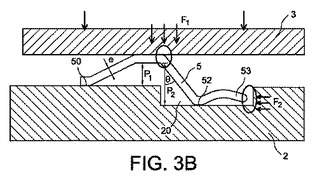
【図3B】図2のアセンブリの詳細を示す図である。
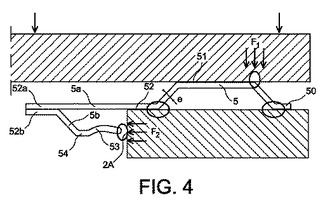
【図4】第1の実施形態によるアセンブリの一変更例を示す図である。
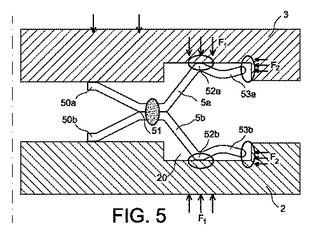
【図5】本発明の第2の実施形態によるアセンブリを示す図である。
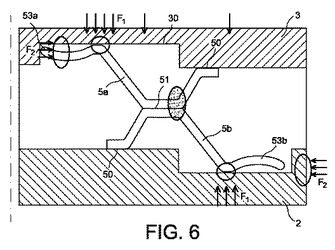
【図6】本発明の第3の実施形態によるアセンブリを示す図である。
【発明を実施するための形態】
【0046】
本発明のアセンブリは、高温電解槽HTE内に形成する。本発明が提案する封止解決策は、図2〜図6に概略的に示すようなシール5を使用する。
【0047】
ここでは、直交方向または軸線方向Xは、電解セル1および構成部材2、3を横切る部分に沿って延びる方向とする。また、半径方向Rは、電解セル1および構成部材2、3と平行な部分に沿って延びる方向とする。
【0048】
図2の高温電解槽HTEは、セラミック支持体2によって支持し、またカソード相互接続部3とアノード相互接続部4によって挟まれる電解セル1と、本発明によるシール5(図2参照)と、を備える。図面にはセル1の一方の部分しか示していないが、他方の部分は右側に示す軸線に対して対称的に存在する。
【0049】
図示のような電解セル1は、セラミック支持体2によって直接支持されアノード11とカソード12によって挟まれる電解質10を備える(図2A参照)。
【0050】
図2および図2Aに示す実施形態では、カソード相互接続部3は平面状の基板であり、その形成材料は、クロム含有量が約22%のフェライト鋼であり、商品名はCrofer 22APUである(SOFC雰囲気中での耐食性があることで知られる)。このフェライト鋼の平均熱膨張係数α3は、12×10−6K−1のオーダーである。
【0051】
「平均熱膨張係数」とは、次式に示すように、この係数の値を、周囲温度Tambと動作温度Tfoncとの間で温度関数として表す関数を、これら2つの温度間における温度差で割った値の積分を意味する。
【0052】
【数1】
【0053】
より一般的には、シールの適切な寸法決めには、2つの極値間の差(α(Tfonc)−α(Tamb))の単純算術平均を温度差Δ=Tfonc−Tambで割った値でも十分である。
【0054】
他のステンレス鋼またはニッケルベースの合金も想定できる。
【0055】
セルホルダ2は、バルクのイットリア安定化ジルコニアで作成した平面基板である。その平均熱膨張係数α2は、周囲温度で10−6K−1のオーダーである。
【0056】
図2、図3Aおよび図3Bに示す第1の実施形態によるシール5は、互いに個別の3つの平面50,51,52と、それらの平面間で形成される部分の外側に位置する端部部分53とを備える連続形状を有する。この端部部分53は、平面52に直接接合した単純な湾曲部である。この連続形状は、板金(シートメタル)の単独のスタンピング加工によって得たものである。
【0057】
この板金は、F17系(AISI 430)もしくはオーステナイト系(例えばAISI 316 L)のフェライト鋼、またはInconel(登録商標)600もしくはHaynes(登録商標)230系のニッケルベース合金とする。それらの平均熱膨張係数αjは、それぞれ11.10−6、17.10−6、15.10−6、11.10−6K−1のオーダーである。
【0058】
さらに、シールの形状は、所定の耐用期間におけるアセンブリ使用サイクル中にそれ自体のクリープ破断点に達することがないように設計する。この所定の耐用期間は、HTE電解槽の所期の用途に応じて異なり、例えば可搬用途では少なくとも5,000時間、据置き用途では少なくとも50,000時間である。
【0059】
シール5の構造は、電解槽の想定温度および使用時間(図1の表参照)に関連するフェライトAISI 430鋼のシール5のクリープ破断強度に対する知識に基づいて定義することができる。
【0060】
図2および図3Aに示す実施形態では、セルの直径を120mmとした場合、シール5は、本発明のアセンブリに埋め込む前の時点で、平均厚さeは0.1mmのオーダー、2つの平面部分を分離する絞り深さ(draw depth)p1は0.3mmのオーダー、他の2つの平面部分を分離する絞り深さp2は0.6mmのオーダー、平面50と51、平面51と52をそれぞれ接合するセグメントの傾斜角θは45°のオーダーである。
【0061】
図2および図3に示す実施形態では、平面52および端部部分53は、セルホルダ2に形成したアンダーカット20内に収容する。
【0062】
したがって、図2および図3に示す本発明の第1実施形態によるアセンブリは、セルホルダ2と金属相互接続部3との間でシールを以下のように形成する。
【0063】
1)所定の閾値温度を下回る場合には、シール5は、構成部材2,3に対して直交するX方向に圧縮される。この圧縮は、各構成部材2,3を互いに接近する方向に一定にクランプすることによって達成される。この初期クランプにより、平面51は金属相互接続部3に対して固定されるよう圧迫接触し、平面51,52はセルホルダ2に対して圧迫接触する状態になるとともに、シールの端部部分53はどこにも接触しないままとなる(図3Bの端部部分53とアンダーカット20の垂直端縁200との間における自由空間を参照)。
【0064】
2)閾値温度を上回る場合には、シール5は、やはりクランプによってX方向に圧縮されたまま、構成部材2,3に対して半径方向Rに圧縮されるようになる。より厳密に言うと、温度の上昇中に、平面51は、相互接続部3に対して固定されるよう圧迫接触状態に保持されるとともに、平面50および52は、セルホルダ2とシール5との間の熱膨張差により、端部部分53がアンダーカット20の垂直端縁200に対して半径方向に圧縮される状態になるまでセルホルダ上で摺動する。
【0065】
閾値温度は、アセンブリの半径方向寸法、材料、それらの膨張係数、およびアセンブリの動作温度に関連して決定される。
【0066】
図中の矢印F1は、X方向の軸線方向圧縮に寄与する、セルホルダ2と相互接続部3との間における20N/cm未満のシール5のクランプ力を示し、矢印F2は、シール5とセルホルダ2との間の熱膨張差によってシール5に加わる半径方向の圧縮を示す。図中には、温度の上昇中に本発明の耐漏洩性がもたらされる領域を示す楕円部分も示す。
【0067】
図4に示す実施形態では、シール5は2個の連続形状部5a,5bを備え、これら連続形状部5a,5bは、それぞれ板金を単独スタンピング加工して得られ、またこれら連続形状部の平面52a、52bの一方で溶接またはろう付によって互いに接合する。有利なことに、溶接はレーザ溶接とすることができる。この実施形態では、特別なアンダーカットをセルホルダ2のような固体部分に形成するのを回避することができる。この場合、端部部分53の半径方向の圧縮は、セルホルダ2の垂直端縁2Aに対して発生する。垂直端縁2Aは、電解槽の内側に指向する端縁、すなわち、セル1から出力されたガスと接触する可能性の高い端縁である。
【0068】
図4に示すこの実施形態では、シール5は、本発明のアセンブリに埋め込む前の時点で、平均厚さは0.1mmのオーダー、表面50,52を表面51から分離する絞り深さは0.3mmのオーダー、共通表面52a,52bは0.5mmのオーダー、表面52bを中間表面54から分離する絞り深さは0.5mmのオーダー、各平面を互いに接合するセグメントの傾斜角θは45°のオーダーである。
【0069】
図2、図3A、および図3Bに示す実施形態のシール5についても、平均熱膨張係数の差α2−αjが1.10−6K−1よりも大きく、係数α2がシール5の係数よりも大きくなるような構成部材2によってアセンブリを形成するならば、これと同じ構造で使用することができる。
【0070】
図5の実施形態は、シール5の平均熱膨張係数αjと各係数α1およびα2との差が少なくとも1.10−6K−1だけ大きい2つの構成部材2,3のアセンブリに対応する。この場合、2つの連続形状部5a、5bは、ほぼ同一であり、共通平面51a,51bによって定義される平面Pに対して対称的に相互に固定される。したがって、アンダーカット30は、構成部材3内にも形成する。このため、この実施形態では、クランプ力に基づく軸線方向圧縮による封止と、熱膨張差に基づく半径方向圧縮による封止とを組み合わせることにより、2重封止が得られる。
【0071】
図6の実施形態は、シール5が図5の構造と同一構造を有する2つの構成部材2,3間のアセンブリに対応する。この場合、シール5の平均熱膨張係数αjは、以下のようになる。
・差αj−α2が少なくとも1.10−6K−1だけ大きい;
・差α3−αjが少なくとも1.10−6K−1だけ大きい。
換言すると、構成部材3の平均熱膨張係数は、シールの平均熱膨張係数よりも大きくなる。この場合、2つの連続形状部5a、5bは、ほぼ同一であり、2つの端部部分53a、53bが互いに対向し合わないようにヘッド・ツー・テール形式で互いに固定する。図6に示すこの実施形態でも、クランプ力に基づく軸線方向圧縮と、シール5と各構成部材2、3との間の熱膨張差による半径方向圧縮と、を利用することによって封止は2重となるが、図5の実施形態と比較すると、この場合はシール5よりも構成部材3の膨張が大きくなる。
【0072】
本発明の範囲から逸脱しない他の改良例も想定することができる。
【0073】
以上添付図面につき、カソード隔室を封止し、またHTE電解槽内で生成される水素の損失を回避する、本発明の高温アセンブリを説明した。これと同様のことをアノード側で再現すれば、酸素側のシールを形成することができる。
【0074】
例えば、図2のHTE内に示すシール5は、ほぼ環状形状である。前記HTEの寸法は、R1=60mmのオーダー、R2=70mmのオーダー、H=10mmのオーダーである。同じ寸法または異なる寸法の矩形または他の形状のシール5を形成することも等しく可能であろう。
【0075】
本発明のアセンブリは、主として膨張係数の差によって変形が生じるHTE電解槽またはSOFC燃料電池の大型構造にも特に適合する。
【技術分野】
【0001】
本発明は、一般に、例えば金属構成部材およびセラミック構成部材から選択される、平均熱膨張係数が異なる2つの構成部材間のシール形成に関する。
【0002】
本発明は、一般に高温で動作するセラミック‐金属間連結部に応用する。
【0003】
有利なことに、本発明は、水素生成に使用する高温蒸気電解槽(一般に、また以下に「HTE」と称される)に応用する。
【0004】
本発明は、高温で動作する燃料電池、すなわち固体酸化物燃料電池(一般に、また以下に「SOFC」と称される)にも応用することができる。
【背景技術】
【0005】
HTEは、600℃〜1000℃の範囲における水の電気分解によって水素を生成する電気化学系に関するものである。これら電気化学系は、最も将来性のある水素生成プロセスの1つである。
【0006】
したがって、本願人は、温室効果ガスを発生しない熱源、とりわけ原子力、地熱または太陽由来の熱源に結合した電解槽の迅速な製造を企図する。
【0007】
競争力のある生成コストを実現するための1つの選択肢としては、蒸気相の水を高温で電気分解することが挙げられる。この技術では、継続的なガス管理および封止維持が大きな障壁となっている。
【0008】
想定される温度では、主にセラミックの3層スタックを備える電気化学セルが使用されるが、1つの欠点はその脆弱性にある。この脆弱性が原因でシールに加える力を制限することになる。さらに、電解質材料は低温でのイオン伝導性が低いため、抵抗損を制限するために動作温度を600℃以上に上昇させる必要がある。このため金属材料、とりわけバイポーラプレートおよびシールの耐久性を持たせることが困難となる。バイポーラプレートに関しては、酸化が高温下での主な欠点のように思われるが、シールの機械強度はより重大な欠点となる。
【0009】
シールの耐漏洩性(leak-tightness)が不十分である場合、すなわち燃料(および最終生成物)の損失が1%を超える場合は、HTEまたは高温燃料電池(SOFC)が今日の成熟している技術と比較して競争力のあるエネルギー収率を達成することはできなくなる。
【0010】
これら電気化学系の封止に関する基本的な解決策は、ガラスシールを使用する。しかしながら、ガラスは熱サイクル特性が悪い。
【0011】
現在商業的に利用可能であり、十分な性能レベルを得ることが可能となる、圧縮の下に配置した金属シールを使用する封止解決策では、典型的には20N/cmを上回る高いクランプ力をシールに加えることが必要となる。
【0012】
また、上述のとおり、SOFCタイプまたはHTE向けの燃料電池で使用されるセルは、セラミック電解質や多孔質電極のようなもろい材料を含む。このようなもろい材料は、上述のような高いクランプ力に耐えることができない。
【0013】
したがって、最近では低圧縮力で済む様々なシールが開発されている。開発段階のシールを、燃料電池アセンブリ内の基本セルを分離するスペーサに組み込むものもある。
【0014】
特許文献1(米国特許第7,226,687号)には、1個のセルのアノードと隣接するセルのカソードとを、シールとして作用する金属セパレータによって分離する燃料電池スタックが開示されている。各セパレータは、スタンピング加工を使用し、また端縁をカーリングして形成する。端縁がカーリングされた各セパレータは、軸方向の圧縮下でのみ作用する。この特許文献1は、平均熱膨張係数が異なる2つの材料間のシールには注目していない。
【0015】
したがって、SOFCおよび/またはHTEに直接適用可能であり、典型的には20N/cm未満の低いクランプ力によるシールの封止解決策は、現時点ではほとんど提案されていない。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】米国特許第7,226,687号明細書
【発明の概要】
【発明が解決しようとする課題】
【0017】
したがって、本発明の目的は、平均熱膨張係数が異なる2つの構成部材間における新しいタイプの連結を提案することである。典型的には、低いクランプ力を利用して500℃以上の高温における耐漏洩性を効率的に保証するとともに、HTEおよび/またはSOFCで実施される熱サイクルに耐えられるようにする。
【課題を解決するための手段】
【0018】
したがって、本発明の要旨は、異なる平均熱膨張係数を有する2つの構成部材間のアセンブリであり、該アセンブリは、前記2つの構成部材間に挿入されてシールを形成する素子を備え、前記シールの平均熱膨張係数は、前記2つの構成部材のうち少なくとも一方の平均熱膨張係数から少なくとも1.10−6K−1の値だけ異なり、また前記シールの連続形状は、互いに分離した平面と、前記平面間に形成される部分の外側に位置する少なくとも1つの端部部分と、を備える。
【0019】
本発明によれば、前記アセンブリの封止は、
・所定の閾値温度を下回る場合には、前記各構成部材を互いに接近する方向に一定にクランプすることにより前記構成部材に対して直交する直交方向(X)のシール圧縮によって得られ、このシール圧縮は、前記平面の一部が一方の前記構成部材に対して固定されるよう圧迫接触し、また前記平面の別の部分が他方の前記構成部材に対して固定されるよう圧迫接触するとともに、前記シールの前記端部部分はどこにも接触しないままとなるように生じ、
・前記閾値温度を上回る場合には、やはりクランプによって達成される前記シールの直交方向の圧縮と、温度の上昇中に前記構成部材上で圧迫接触状態にある前記平面の少なくとも一部が摺動し、前記端部部分が構成部材による半径方向の圧縮状態となるまで摺動することによって達成される前記各構成部材に対する半径方向のシール圧縮と、によって得られるように生ずる。
【0020】
したがって、本発明の解決策には、初期クランプによって達成される各構成部材に対して直交する直交方向の圧縮と、シールが一方(又は両方)の構成部材による軸方向の圧縮状態下になるまでシールを熱膨張差により摺動させることによって達成される半径方向の圧縮と、の組合せが含まれる。
【0021】
材料の粘塑性によるクリープおよび弛緩現象も考慮しなければならない。
【0022】
クリープは、よく知られている現象であり、時間の関数である。この現象は、粘塑性材料が時間にわたって一定の力を受けるときに発生する。したがって、当業者は、アセンブリの使用期間にわたる熱サイクル中に降伏点に達することがないようにシール形状を注意深く画定する。
【0023】
同様に、シールが一定の高さで作用する、すなわち(材料の弛緩時から)経時的に変化する力の下で作用する場合、材料および厚さの選択は、材料の弛緩が十分低く保たれ、それによって所望の封止を保証する十分な接触力を維持するように適合される。
【0024】
図1に示す表は、AISI 430またはF17フェライト鋼に関してUGINEから提供されるものである。図1の表は、この材料のクリープ破断強度(単位はMPa)を、該材料が受ける温度と使用時間の関数として示している。したがって、本発明によれば、(例えばHTE電解槽の据置き用途において)アセンブリが600℃の温度で使用サイクル10,000時間超となる場合、本発明に適したF17フェライト鋼では、シールの破断強度は45MPa未満となる。
【0025】
これらの問題を考慮に入れて、材料および材料の厚さの選択は、商用シミュレーションソフトウェアを使用して行うことができる。
【0026】
有利な一実施形態によれば、前記シールは、一方の前記構成部材の平均熱膨張係数α3から0〜10−6K−1の範囲の値だけ異なる平均熱膨張係数と、互いに分離した3つの平面および前記平面間で形成される部分の外側に位置する端部部分を備える連続形状と、を有し、アセンブリの封止は、
・前記閾値温度を下回る場合には、前記3つの平面のうち、1つの平面が前記シールの熱膨張係数との差が最も小さい熱膨張係数を有する前記構成部材に対して圧迫接触し、他の2つの平面が前記シールの平均熱膨張係数との差が最も大きい平均熱膨張係数を有する前記構成部材に対して圧迫接触するとともに、前記端部部分はどこにも接触しないままとなる一定のクランプによって生じ、
・前記閾値温度を上回る場合には、前記平面が平均熱膨張係数差の最も小さい平均熱膨張係数を有する前記構成部材に対して固定するよう圧迫接触した状態を維持する同一のクランプによって達成される前記シールの直交方向の圧縮と、平均熱膨張係数差の最も大きい平均熱膨張係数を有する前記構成部材上で前記他の2つの平面を摺動し、前記端部部分がこの構成部材による半径方向の圧縮下に置かれるまで摺動することによって達成される前記各構成部材に対して前記シールの半径方向の圧縮と、によって生ずるようにする。
【0027】
一実施形態によれば、熱膨張係数差の最も小さい平均熱膨張係数を有する前記構成部材は、金属構成部材とし、熱膨張係数差の最も大きい平均熱膨張係数を有する前記構成部材は、セラミック構成部材とする。
【0028】
一変形例によれば、前記金属構成部材および前記シールは、単一ブロック素子を形成することができる。これにより、とりわけHTEスタックまたはSOFC燃料電池の構造的な一部、例えばガスを分配する役割を担う相互接続部またはコレクタにシールを直接組み込むことが可能となる。
【0029】
1つの有利な構成によれば、前記2つの構成部材は、平面基板とし、そのうち少なくとも一方は、前記端部部分に連続した前記平面を収容するアンダーカットを備え、前記端部部分の半径方向の圧縮は、該アンダーカットの端縁に対して発生する。
【0030】
別の好ましい構成によれば、前記端部部分の半径方向の圧縮は、前記基板のうち一方の端縁に対して発生する。
【0031】
本発明は、上述のアセンブリ内に挿入することを想定したシールに関するものでもあり、前記シールは、互いに分離した平面と、前記平面間で形成される部分の外側に位置する端部部分とを備える少なくとも1つの連続形状を有し、前記形状は、板金の単独のスタンピング加工によって得られる。
【0032】
前記シールの一実施形態は、有利には、2つの連続形状部を備え、各連続形状部は、それぞれ板金の単独のスタンピング加工によって得られ、また各連続形状部における平面のうち一方の平面が溶接またはろう付によって連続形状部を互いに接合する。
【0033】
一変形形態によれば、前記2つの連続形状部は、ほぼ同一形状とし、それら2つの端部部分が互いに対向しないよう、ヘッド・ツー・テール形式で互いに接合する。本変形形態のシールは、組み立てる2つの構成部材の平均熱膨張係数αが異なり、それぞれシールの係数と少なくとも1.10−6K−1だけ異なるが、一方の構成部材のみがシールよりも低い係数を有する場合に有利である可能性がある。
【0034】
一変形形態によれば、前記2つの連続形状は、ほぼ同一形状とし、共通平面によって定義される平面に関して対称的に相互に接合される。本変形形態のシールは、組み立てる2つの構成部材の熱膨張係数が異なり、両方の構成部材がシールよりも低い係数を有し、その差が少なくとも1.10−6K−1である場合に有利である可能性がある。
【0035】
本発明は、上述のアセンブリ内に挿入することを想定したシールに関するものでもあり、前記シールの連続形状は、互いに分離され板金の単独スタンピング加工によって得られる平面を備える第1部分と、前記平面間で形成される部分の外側に位置し溶接および/またはろう付によって前記第1の部分に固定される端部部分を備える第2部分と、を備える。
【0036】
シールの形状に達するまでスタンピングする板金は、有利にはフェライト鋼、またはオーステナイト鋼、またはInconel 600もしくはHaynes 230系のニッケル合金を含むことができる。
【0037】
耐漏洩性を備えた電気的絶縁付随物(electric insulation concomitant)を設ける必要がある用途では、前記板金を電気的絶縁材料で被覆することができる。この被覆は、スタンピングした板金の表面上に酸化物を成長させることによって形成することができ、有利には、アルミナ形成合金による一般的な層堆積によって形成することができる。このような絶縁層は、スタンピング形成前に大気中で1000℃以上の熱酸化によって得ることが好ましい。スタンピング後は、同様の条件下で固化アニーリングを行うことを推奨する。
【0038】
また、半径方向の封止を更に確実にするために、有利には、前記板金のスタンピング後、延性材料層を少なくとも1つの端部上または接触領域上に直接接触によってまたは電気的絶縁材料の被覆の上に堆積させることができる。前記延性層は、銀または銀含有化合物の層であってよく、好ましくは以下の元素、すなわちCu、Sn、Bi、Si、Coのうちの1つを含むことができる。この付加的な延性層は、電解析出またはセリグラフィによって付加することができ、上記の2つの堆積方法は、有利なことに、マスクを使用してこの層の精密な位置決めを行うことを可能にする。この延性層の厚さは、1〜10μmの範囲とすることができる。
【0039】
一変形例によれば、前記端部部分は、前記平面のうち1つの平面に直接接合される単純湾曲部とする。
【0040】
前記アセンブリのサイズを100mmのオーダーとすれば、前記板金の厚さは、有利には0.07mm〜0.5mmの範囲である。
【0041】
前記板金の絞り深さに対応する2つの平面を分離する高さは、0.2mm〜1mmの範囲とするのが好ましい。
【0042】
前記平面間の線分の傾斜角は、30〜80°の範囲とすることができ、有利には30〜55°の範囲である。
【0043】
最後に、本発明は、上述のアセンブリを備える、高温で動作する燃料電池(SOFC)または高温電解槽(HTE)に関するものである。
【0044】
以下、添付図面について行った詳細な説明を読めば、本発明の他の特徴および利点をよりよく理解できるであろう。
【図面の簡単な説明】
【0045】
【図1】市場ではF17として知られるフェライト鋼のクリープ破断強度の値を、温度と使用時間の関数として示す表である。
【図2】高温電解槽HTE内等に形成される、本発明の第1の実施形態によるアセンブリを示す図である。
【図2A】図2のHTE電解槽で使用されるESC(Electrolyte Supported cell:電解質支持セル)タイプの基本電解セルを示す図である。
【図3A】図2および図3Bに示すアセンブリに埋め込む前の本発明によるシールの断面図である。
【図3B】図2のアセンブリの詳細を示す図である。
【図4】第1の実施形態によるアセンブリの一変更例を示す図である。
【図5】本発明の第2の実施形態によるアセンブリを示す図である。
【図6】本発明の第3の実施形態によるアセンブリを示す図である。
【発明を実施するための形態】
【0046】
本発明のアセンブリは、高温電解槽HTE内に形成する。本発明が提案する封止解決策は、図2〜図6に概略的に示すようなシール5を使用する。
【0047】
ここでは、直交方向または軸線方向Xは、電解セル1および構成部材2、3を横切る部分に沿って延びる方向とする。また、半径方向Rは、電解セル1および構成部材2、3と平行な部分に沿って延びる方向とする。
【0048】
図2の高温電解槽HTEは、セラミック支持体2によって支持し、またカソード相互接続部3とアノード相互接続部4によって挟まれる電解セル1と、本発明によるシール5(図2参照)と、を備える。図面にはセル1の一方の部分しか示していないが、他方の部分は右側に示す軸線に対して対称的に存在する。
【0049】
図示のような電解セル1は、セラミック支持体2によって直接支持されアノード11とカソード12によって挟まれる電解質10を備える(図2A参照)。
【0050】
図2および図2Aに示す実施形態では、カソード相互接続部3は平面状の基板であり、その形成材料は、クロム含有量が約22%のフェライト鋼であり、商品名はCrofer 22APUである(SOFC雰囲気中での耐食性があることで知られる)。このフェライト鋼の平均熱膨張係数α3は、12×10−6K−1のオーダーである。
【0051】
「平均熱膨張係数」とは、次式に示すように、この係数の値を、周囲温度Tambと動作温度Tfoncとの間で温度関数として表す関数を、これら2つの温度間における温度差で割った値の積分を意味する。
【0052】
【数1】
【0053】
より一般的には、シールの適切な寸法決めには、2つの極値間の差(α(Tfonc)−α(Tamb))の単純算術平均を温度差Δ=Tfonc−Tambで割った値でも十分である。
【0054】
他のステンレス鋼またはニッケルベースの合金も想定できる。
【0055】
セルホルダ2は、バルクのイットリア安定化ジルコニアで作成した平面基板である。その平均熱膨張係数α2は、周囲温度で10−6K−1のオーダーである。
【0056】
図2、図3Aおよび図3Bに示す第1の実施形態によるシール5は、互いに個別の3つの平面50,51,52と、それらの平面間で形成される部分の外側に位置する端部部分53とを備える連続形状を有する。この端部部分53は、平面52に直接接合した単純な湾曲部である。この連続形状は、板金(シートメタル)の単独のスタンピング加工によって得たものである。
【0057】
この板金は、F17系(AISI 430)もしくはオーステナイト系(例えばAISI 316 L)のフェライト鋼、またはInconel(登録商標)600もしくはHaynes(登録商標)230系のニッケルベース合金とする。それらの平均熱膨張係数αjは、それぞれ11.10−6、17.10−6、15.10−6、11.10−6K−1のオーダーである。
【0058】
さらに、シールの形状は、所定の耐用期間におけるアセンブリ使用サイクル中にそれ自体のクリープ破断点に達することがないように設計する。この所定の耐用期間は、HTE電解槽の所期の用途に応じて異なり、例えば可搬用途では少なくとも5,000時間、据置き用途では少なくとも50,000時間である。
【0059】
シール5の構造は、電解槽の想定温度および使用時間(図1の表参照)に関連するフェライトAISI 430鋼のシール5のクリープ破断強度に対する知識に基づいて定義することができる。
【0060】
図2および図3Aに示す実施形態では、セルの直径を120mmとした場合、シール5は、本発明のアセンブリに埋め込む前の時点で、平均厚さeは0.1mmのオーダー、2つの平面部分を分離する絞り深さ(draw depth)p1は0.3mmのオーダー、他の2つの平面部分を分離する絞り深さp2は0.6mmのオーダー、平面50と51、平面51と52をそれぞれ接合するセグメントの傾斜角θは45°のオーダーである。
【0061】
図2および図3に示す実施形態では、平面52および端部部分53は、セルホルダ2に形成したアンダーカット20内に収容する。
【0062】
したがって、図2および図3に示す本発明の第1実施形態によるアセンブリは、セルホルダ2と金属相互接続部3との間でシールを以下のように形成する。
【0063】
1)所定の閾値温度を下回る場合には、シール5は、構成部材2,3に対して直交するX方向に圧縮される。この圧縮は、各構成部材2,3を互いに接近する方向に一定にクランプすることによって達成される。この初期クランプにより、平面51は金属相互接続部3に対して固定されるよう圧迫接触し、平面51,52はセルホルダ2に対して圧迫接触する状態になるとともに、シールの端部部分53はどこにも接触しないままとなる(図3Bの端部部分53とアンダーカット20の垂直端縁200との間における自由空間を参照)。
【0064】
2)閾値温度を上回る場合には、シール5は、やはりクランプによってX方向に圧縮されたまま、構成部材2,3に対して半径方向Rに圧縮されるようになる。より厳密に言うと、温度の上昇中に、平面51は、相互接続部3に対して固定されるよう圧迫接触状態に保持されるとともに、平面50および52は、セルホルダ2とシール5との間の熱膨張差により、端部部分53がアンダーカット20の垂直端縁200に対して半径方向に圧縮される状態になるまでセルホルダ上で摺動する。
【0065】
閾値温度は、アセンブリの半径方向寸法、材料、それらの膨張係数、およびアセンブリの動作温度に関連して決定される。
【0066】
図中の矢印F1は、X方向の軸線方向圧縮に寄与する、セルホルダ2と相互接続部3との間における20N/cm未満のシール5のクランプ力を示し、矢印F2は、シール5とセルホルダ2との間の熱膨張差によってシール5に加わる半径方向の圧縮を示す。図中には、温度の上昇中に本発明の耐漏洩性がもたらされる領域を示す楕円部分も示す。
【0067】
図4に示す実施形態では、シール5は2個の連続形状部5a,5bを備え、これら連続形状部5a,5bは、それぞれ板金を単独スタンピング加工して得られ、またこれら連続形状部の平面52a、52bの一方で溶接またはろう付によって互いに接合する。有利なことに、溶接はレーザ溶接とすることができる。この実施形態では、特別なアンダーカットをセルホルダ2のような固体部分に形成するのを回避することができる。この場合、端部部分53の半径方向の圧縮は、セルホルダ2の垂直端縁2Aに対して発生する。垂直端縁2Aは、電解槽の内側に指向する端縁、すなわち、セル1から出力されたガスと接触する可能性の高い端縁である。
【0068】
図4に示すこの実施形態では、シール5は、本発明のアセンブリに埋め込む前の時点で、平均厚さは0.1mmのオーダー、表面50,52を表面51から分離する絞り深さは0.3mmのオーダー、共通表面52a,52bは0.5mmのオーダー、表面52bを中間表面54から分離する絞り深さは0.5mmのオーダー、各平面を互いに接合するセグメントの傾斜角θは45°のオーダーである。
【0069】
図2、図3A、および図3Bに示す実施形態のシール5についても、平均熱膨張係数の差α2−αjが1.10−6K−1よりも大きく、係数α2がシール5の係数よりも大きくなるような構成部材2によってアセンブリを形成するならば、これと同じ構造で使用することができる。
【0070】
図5の実施形態は、シール5の平均熱膨張係数αjと各係数α1およびα2との差が少なくとも1.10−6K−1だけ大きい2つの構成部材2,3のアセンブリに対応する。この場合、2つの連続形状部5a、5bは、ほぼ同一であり、共通平面51a,51bによって定義される平面Pに対して対称的に相互に固定される。したがって、アンダーカット30は、構成部材3内にも形成する。このため、この実施形態では、クランプ力に基づく軸線方向圧縮による封止と、熱膨張差に基づく半径方向圧縮による封止とを組み合わせることにより、2重封止が得られる。
【0071】
図6の実施形態は、シール5が図5の構造と同一構造を有する2つの構成部材2,3間のアセンブリに対応する。この場合、シール5の平均熱膨張係数αjは、以下のようになる。
・差αj−α2が少なくとも1.10−6K−1だけ大きい;
・差α3−αjが少なくとも1.10−6K−1だけ大きい。
換言すると、構成部材3の平均熱膨張係数は、シールの平均熱膨張係数よりも大きくなる。この場合、2つの連続形状部5a、5bは、ほぼ同一であり、2つの端部部分53a、53bが互いに対向し合わないようにヘッド・ツー・テール形式で互いに固定する。図6に示すこの実施形態でも、クランプ力に基づく軸線方向圧縮と、シール5と各構成部材2、3との間の熱膨張差による半径方向圧縮と、を利用することによって封止は2重となるが、図5の実施形態と比較すると、この場合はシール5よりも構成部材3の膨張が大きくなる。
【0072】
本発明の範囲から逸脱しない他の改良例も想定することができる。
【0073】
以上添付図面につき、カソード隔室を封止し、またHTE電解槽内で生成される水素の損失を回避する、本発明の高温アセンブリを説明した。これと同様のことをアノード側で再現すれば、酸素側のシールを形成することができる。
【0074】
例えば、図2のHTE内に示すシール5は、ほぼ環状形状である。前記HTEの寸法は、R1=60mmのオーダー、R2=70mmのオーダー、H=10mmのオーダーである。同じ寸法または異なる寸法の矩形または他の形状のシール5を形成することも等しく可能であろう。
【0075】
本発明のアセンブリは、主として膨張係数の差によって変形が生じるHTE電解槽またはSOFC燃料電池の大型構造にも特に適合する。
【特許請求の範囲】
【請求項1】
異なる平均熱膨張係数α2、α3を有する2つの構成部材(2,3)間のアセンブリであって、前記2つの構成部材間に挿入されてシール(5)を形成する素子を備え、前記シール(5)の平均熱膨張係数αjは、前記2つの構成部材(2、3)のうち少なくとも一方の平均熱膨張係数から少なくとも1.10−6K−1の値だけ異なり、また前記シール(5)の連続形状は、互いに分離した平面(50,51,52)と、前記平面間に形成される部分の外側に位置する少なくとも1つの端部部分(53)と、を備え、前記アセンブリの封止は、
所定の閾値温度を下回る場合には、前記各構成部材を互いに接近する方向に一定にクランプすることにより前記構成部材に対して直交する直交方向(X)のシール圧縮によって得られ、このシール圧縮は、前記平面の一部(51)が一方の前記構成部材(3)に対して固定されるよう圧迫接触し、また前記平面の別の部分(50,52)が他方の前記構成部材(2)に対して固定されるよう圧迫接触するとともに、前記シールの前記端部部分(53)はどこにも接触しないままとなるように生じ、
前記閾値温度を上回る場合には、やはりクランプによって達成される前記シールの直交方向圧縮と、温度の上昇中に前記端部部分(53)が構成部材(2)による半径方向圧縮状態となるまで、前記構成部材(2)上で圧迫接触状態にある前記平面(50,52)の少なくとも一部が摺動することによって達成される前記各構成部材に対する半径方向(R)のシール圧縮と、によって得られるように生ずる、
アセンブリ。
【請求項2】
請求項1に記載のアセンブリにおいて、前記シール(5)は、一方の前記構成部材(3)の平均熱膨張係数α3から0〜10−6K−1の範囲の値だけ異なる平均熱膨張係数αjと、互いに分離した3つの平面(50,51,52)および前記平面間で形成される部分の外側に位置する端部部分(53)を備える連続形状と、を有し、アセンブリの封止は、
前記閾値温度を下回る場合には、前記3つの平面のうち、1つの平面(51)が前記シール(5)の平均熱膨張係数との差が最も小さい平均熱膨張係数α3を有する前記構成部材(3)に対して圧迫接触し、他の2つの平面(50,52)が前記シール(5)の平均熱膨張係数αjとの差が最も大きい平均熱膨張係数を有する前記構成部材(2)に対して圧迫接触するとともに、前記端部部分(53)はどこにも接触しないままとなる一定のクランプによって生じ、
前記閾値温度を上回る場合には、前記平面(51)が平均熱膨張係数差の最も小さい平均熱膨張係数α3を有する前記構成部材(3)に対して固定するよう圧迫接触した状態を維持する同一の一定クランプによって達成される前記シールの直交方向圧縮と、平均熱膨張係数差の最も大きい平均熱膨張係数α2を有する前記構成部材(2)上で前記他の2つの平面(50,52)を摺動、前記端部部分がこの構成部材による半径方向の圧縮下に置かれるまで摺動することによって達成される前記各構成部材に対する前記シールの半径方向(R)の圧縮と、によって生ずるようにした、
アセンブリ。
【請求項3】
請求項1または2に記載のアセンブリにおいて、熱膨張係数差の最も小さい平均熱膨張係数α3を有する前記構成部材は、金属構成部材(3)とし、熱膨張係数差の最も大きい平均熱膨張係数α2を有する前記構成部材は、セラミック構成部材(2)とした、アセンブリ。
【請求項4】
請求項3に記載のアセンブリにおいて、前記金属構成部材および前記シールは、単一ブロック素子を形成する、アセンブリ。
【請求項5】
請求項1〜4のいずれか一項に記載のアセンブリにおいて、前記2つの構成部材(2、3)は、平面基板とし、そのうち少なくとも一方は、前記端部部分(53)に連続した前記平面(52)を収容するアンダーカット(20,30)を備え、前記端部部分(53)の半径方向の圧縮は、該アンダーカットの端縁(200)に対して発生する、アセンブリ。
【請求項6】
請求項1〜5のいずれか一項に記載のアセンブリにおいて、前記2つの構成部材は、平面基板とし、前記端部の半径方向の圧縮は、前記基板のうちの一方(2)の端縁(2A)に対して発生する、アセンブリ。
【請求項7】
請求項1〜6のいずれか一項に記載のアセンブリ内のシール(5)において、互いに分離した平面(50,51,52)と、前記平面間で形成される部分の外側に位置する端部部分(53)とを備える少なくとも1つの連続形状を有し、前記形状は、板金の単独のスタンピング加工によって得られる、シール。
【請求項8】
請求項7に記載のシール(5)において、2つの連続形状部(5a,5b)を備え、各連続形状部(5a,5b)は、それぞれ板金の単独のスタンピング加工によって得られ、また各連続形状部(5a,5b)における平面(52a、52b)のうち一方の平面が溶接またはろう付によって連続形状部(5a,5b)を互いに接合する、シール。
【請求項9】
請求項8に記載のシール(5)において、前記2つの連続形状部は、ほぼ同一形状とし、それら2つの端部部分(53a,53b)が互いに対向し合わないよう、ヘッド・ツー・テール形式で互いに接合する、シール。
【請求項10】
請求項8に記載のシール(5)において、前記2つの連続形状部は、ほぼ同一形状とし、共通平面によって定義される平面(P)に関して対称的に相互に接合される、シール。
【請求項11】
請求項1〜6に記載のアセンブリ内に挿入することを想定したシール(5)において、それ自体の連続形状は、互いに分離され板金の単独スタンピング加工によって得られる平面(50,51,52a)を備える第1部分と、前記平面間で形成される部分の外側に位置し溶接またはろう付によって前記第1部分に固定される端部部分(53)を有する第2部分と、を備える、シール。
【請求項12】
請求項7〜11のいずれか一項に記載のシール(5)において、前記板金は、フェライト鋼、またはオーステナイト鋼、またはInconel 600もしくはHaynes 230系のニッケルベース合金とした、シール。
【請求項13】
請求項7〜12のいずれか一項に記載のシール(5)において、前記板金は、有利にはアルミナ形成材料から生成される電気的絶縁材料で被覆した、シール。
【請求項14】
請求項7〜13のいずれか一項に記載のシール(5)において、前記板金のスタンピング加工後、延性材料を、少なくとも一方の端部部分上または接触領域上に直接接触させてまたは電気的絶縁材料の被覆上に堆積させた、シール。
【請求項15】
請求項14に記載のシールにおいて、前記延性層は、銀または銀含有化合物の層とし、好ましくは以下の元素、すなわちCu,Sn,Bi,Si,Coのうちの1つを含む、シール。
【請求項16】
請求項7〜15のいずれか一項に記載のシールにおいて、前記端部部分(53)は、前記平面のうち1つの平面(52)に直接接合される単純湾曲部とした、シール。
【請求項17】
請求項1〜6のいずれか一項に記載のアセンブリを備える、高温で動作する燃料電池(SOFC)または高温電解槽(HTE)。
【請求項1】
異なる平均熱膨張係数α2、α3を有する2つの構成部材(2,3)間のアセンブリであって、前記2つの構成部材間に挿入されてシール(5)を形成する素子を備え、前記シール(5)の平均熱膨張係数αjは、前記2つの構成部材(2、3)のうち少なくとも一方の平均熱膨張係数から少なくとも1.10−6K−1の値だけ異なり、また前記シール(5)の連続形状は、互いに分離した平面(50,51,52)と、前記平面間に形成される部分の外側に位置する少なくとも1つの端部部分(53)と、を備え、前記アセンブリの封止は、
所定の閾値温度を下回る場合には、前記各構成部材を互いに接近する方向に一定にクランプすることにより前記構成部材に対して直交する直交方向(X)のシール圧縮によって得られ、このシール圧縮は、前記平面の一部(51)が一方の前記構成部材(3)に対して固定されるよう圧迫接触し、また前記平面の別の部分(50,52)が他方の前記構成部材(2)に対して固定されるよう圧迫接触するとともに、前記シールの前記端部部分(53)はどこにも接触しないままとなるように生じ、
前記閾値温度を上回る場合には、やはりクランプによって達成される前記シールの直交方向圧縮と、温度の上昇中に前記端部部分(53)が構成部材(2)による半径方向圧縮状態となるまで、前記構成部材(2)上で圧迫接触状態にある前記平面(50,52)の少なくとも一部が摺動することによって達成される前記各構成部材に対する半径方向(R)のシール圧縮と、によって得られるように生ずる、
アセンブリ。
【請求項2】
請求項1に記載のアセンブリにおいて、前記シール(5)は、一方の前記構成部材(3)の平均熱膨張係数α3から0〜10−6K−1の範囲の値だけ異なる平均熱膨張係数αjと、互いに分離した3つの平面(50,51,52)および前記平面間で形成される部分の外側に位置する端部部分(53)を備える連続形状と、を有し、アセンブリの封止は、
前記閾値温度を下回る場合には、前記3つの平面のうち、1つの平面(51)が前記シール(5)の平均熱膨張係数との差が最も小さい平均熱膨張係数α3を有する前記構成部材(3)に対して圧迫接触し、他の2つの平面(50,52)が前記シール(5)の平均熱膨張係数αjとの差が最も大きい平均熱膨張係数を有する前記構成部材(2)に対して圧迫接触するとともに、前記端部部分(53)はどこにも接触しないままとなる一定のクランプによって生じ、
前記閾値温度を上回る場合には、前記平面(51)が平均熱膨張係数差の最も小さい平均熱膨張係数α3を有する前記構成部材(3)に対して固定するよう圧迫接触した状態を維持する同一の一定クランプによって達成される前記シールの直交方向圧縮と、平均熱膨張係数差の最も大きい平均熱膨張係数α2を有する前記構成部材(2)上で前記他の2つの平面(50,52)を摺動、前記端部部分がこの構成部材による半径方向の圧縮下に置かれるまで摺動することによって達成される前記各構成部材に対する前記シールの半径方向(R)の圧縮と、によって生ずるようにした、
アセンブリ。
【請求項3】
請求項1または2に記載のアセンブリにおいて、熱膨張係数差の最も小さい平均熱膨張係数α3を有する前記構成部材は、金属構成部材(3)とし、熱膨張係数差の最も大きい平均熱膨張係数α2を有する前記構成部材は、セラミック構成部材(2)とした、アセンブリ。
【請求項4】
請求項3に記載のアセンブリにおいて、前記金属構成部材および前記シールは、単一ブロック素子を形成する、アセンブリ。
【請求項5】
請求項1〜4のいずれか一項に記載のアセンブリにおいて、前記2つの構成部材(2、3)は、平面基板とし、そのうち少なくとも一方は、前記端部部分(53)に連続した前記平面(52)を収容するアンダーカット(20,30)を備え、前記端部部分(53)の半径方向の圧縮は、該アンダーカットの端縁(200)に対して発生する、アセンブリ。
【請求項6】
請求項1〜5のいずれか一項に記載のアセンブリにおいて、前記2つの構成部材は、平面基板とし、前記端部の半径方向の圧縮は、前記基板のうちの一方(2)の端縁(2A)に対して発生する、アセンブリ。
【請求項7】
請求項1〜6のいずれか一項に記載のアセンブリ内のシール(5)において、互いに分離した平面(50,51,52)と、前記平面間で形成される部分の外側に位置する端部部分(53)とを備える少なくとも1つの連続形状を有し、前記形状は、板金の単独のスタンピング加工によって得られる、シール。
【請求項8】
請求項7に記載のシール(5)において、2つの連続形状部(5a,5b)を備え、各連続形状部(5a,5b)は、それぞれ板金の単独のスタンピング加工によって得られ、また各連続形状部(5a,5b)における平面(52a、52b)のうち一方の平面が溶接またはろう付によって連続形状部(5a,5b)を互いに接合する、シール。
【請求項9】
請求項8に記載のシール(5)において、前記2つの連続形状部は、ほぼ同一形状とし、それら2つの端部部分(53a,53b)が互いに対向し合わないよう、ヘッド・ツー・テール形式で互いに接合する、シール。
【請求項10】
請求項8に記載のシール(5)において、前記2つの連続形状部は、ほぼ同一形状とし、共通平面によって定義される平面(P)に関して対称的に相互に接合される、シール。
【請求項11】
請求項1〜6に記載のアセンブリ内に挿入することを想定したシール(5)において、それ自体の連続形状は、互いに分離され板金の単独スタンピング加工によって得られる平面(50,51,52a)を備える第1部分と、前記平面間で形成される部分の外側に位置し溶接またはろう付によって前記第1部分に固定される端部部分(53)を有する第2部分と、を備える、シール。
【請求項12】
請求項7〜11のいずれか一項に記載のシール(5)において、前記板金は、フェライト鋼、またはオーステナイト鋼、またはInconel 600もしくはHaynes 230系のニッケルベース合金とした、シール。
【請求項13】
請求項7〜12のいずれか一項に記載のシール(5)において、前記板金は、有利にはアルミナ形成材料から生成される電気的絶縁材料で被覆した、シール。
【請求項14】
請求項7〜13のいずれか一項に記載のシール(5)において、前記板金のスタンピング加工後、延性材料を、少なくとも一方の端部部分上または接触領域上に直接接触させてまたは電気的絶縁材料の被覆上に堆積させた、シール。
【請求項15】
請求項14に記載のシールにおいて、前記延性層は、銀または銀含有化合物の層とし、好ましくは以下の元素、すなわちCu,Sn,Bi,Si,Coのうちの1つを含む、シール。
【請求項16】
請求項7〜15のいずれか一項に記載のシールにおいて、前記端部部分(53)は、前記平面のうち1つの平面(52)に直接接合される単純湾曲部とした、シール。
【請求項17】
請求項1〜6のいずれか一項に記載のアセンブリを備える、高温で動作する燃料電池(SOFC)または高温電解槽(HTE)。
【図1】

【図2】
【図2A】
【図3A】
【図3B】
【図4】
【図5】
【図6】
【図2】
【図2A】
【図3A】
【図3B】
【図4】
【図5】
【図6】
【公表番号】特表2011−526329(P2011−526329A)
【公表日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願番号】特願2011−515340(P2011−515340)
【出願日】平成21年6月23日(2009.6.23)
【国際出願番号】PCT/EP2009/057764
【国際公開番号】WO2009/156373
【国際公開日】平成21年12月30日(2009.12.30)
【出願人】(509248165)コミサリア ア レネルジ アトミ−ク エ オエネルジー アルテルナティヴ (28)
【Fターム(参考)】
【公表日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願日】平成21年6月23日(2009.6.23)
【国際出願番号】PCT/EP2009/057764
【国際公開番号】WO2009/156373
【国際公開日】平成21年12月30日(2009.12.30)
【出願人】(509248165)コミサリア ア レネルジ アトミ−ク エ オエネルジー アルテルナティヴ (28)
【Fターム(参考)】
[ Back to top ]