
平坦なアルミニウム構成要素への回転対称の鋼製締付要素の接続
【課題】この発明は、平坦なアルミニウム構成要素への回転対称の鋼製締付要素の接続に関する。
【解決手段】この発明の目的は、締付要素が、電気めっきされたアルミニウムコーティングを備え、構成要素に面する端部において、円錐角が少なくともα=174°である円錐を形成し、回転および構成要素に対する押圧を通じて、上記円錐が摩擦溶接ゾーンによってそこに表面的に接続されるという点において達成される。したがって、この問題に対する解決策は基本的には電気めっきされたアルミニウムコーティングを鋼製締付要素に与えることにある。
【解決手段】この発明の目的は、締付要素が、電気めっきされたアルミニウムコーティングを備え、構成要素に面する端部において、円錐角が少なくともα=174°である円錐を形成し、回転および構成要素に対する押圧を通じて、上記円錐が摩擦溶接ゾーンによってそこに表面的に接続されるという点において達成される。したがって、この問題に対する解決策は基本的には電気めっきされたアルミニウムコーティングを鋼製締付要素に与えることにある。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、DE 196 20 814 A1号における複数部分のアセンブリに関連して提示されるタイプの、平坦なアルミニウム構成要素への回転対称の鋼製締付要素の接続に関する。
【背景技術】
【0002】
上記公報は上記複数部分のアセンブリを生産するためのプロセスについて記載し、そこでは2つの平坦な重ね合わせたアルミニウム構成要素同士が鋼製接続部によって摩擦溶接により接合され、接続部は2つの重ね合わせた構成要素のうちの上部構成要素を貫通し、接続部の前面側に形成された摩擦溶接ゾーンによって下部構成要素に接続される。この目的のために、接続部は前面側に円錐形部分を備え、上部構成要素の貫通が必要であることに対する配慮から、上記円錐形部分の表面の円錐角は5°から10°の間、より詳細には7°であり、その効果は鋸歯の形状の断面を有する径方向に延在する溝によってさらにサポートされる。
【0003】
鋼とアルミニウムとの間の接続は同様にDE−OS 2 126 596号に記載され、これは冒頭で、アルミニウム層がたとえば電気めっきによってアルミニウム部分に塗布され、その後すぐに、そのように処理された部分が別のアルミニウム構成要素に溶接される、より古い公知のプロセスについて記載する。一方では、電気めっきによるアルミニウム層の塗布は、強度値が低減するために不利であるように描かれている。他方では、実際の溶接動作の実行に関してさらなる詳細を提示していない。その結果、上記の先行技術に含まれる教示は非生産的である。
【0004】
非アルミニウム金属部分、たとえば鋼から作られた部分への鋳造アルミニウム部分の溶接についてDE−AS−27 52 584号にさらに記載され、そこでは2つの溶接動作が連続して実行される。すなわち、非アルミニウム金属部分上にアルミニウム層を生成するための爆発溶接の形態の第1の溶接動作と、それに続く、2つの部分を接合するための第2の溶接動作である。摩擦溶接についても言及されるが、この公報はこのような溶接動作の具体的な実行に関していかなる開示も行なわない。いずれにしても、特に2つの連続した溶接動作を実行する必要があるために、上記の公知のプロセスは高速自動化生産を考慮に入れていない。
【0005】
一般に知られているように、摩擦溶接による鋼製構成要素とアルミニウム構成要素との間の接続は、摩擦溶接が2つの材料の少なくとも可塑化を要するという理由で生成するのが困難であり、このような可塑化動作は、アルミニウムと比較して融点が相当に高い鋼も含まなければならない。
【特許文献1】DE 196 20 814 A1号
【特許文献2】DE−OS 2 126 596号
【特許文献3】DE−AS−27 52 584号
【発明の開示】
【発明が解決しようとする課題】
【0006】
この発明は、平坦なアルミニウム構成要素に、回転対称の鋼製締付要素を接続する、異なる特別なアプローチを採用し、上記アプローチは摩擦溶接動作に基づいている。この発明の目的は、回転対称の鋼製締付要素が生産プロセスにおいて簡単な態様で平坦なアルミニウム構成要素に取付けられることができるような態様で締付要素を準備および設計することである。
【課題を解決するための手段】
【0007】
この発明の目的は、締付要素が電気めっきされたアルミニウムコーティングを備え、構成要素に面する端部において、円錐角が少なくともα=174°である円錐を形成し、回転および構成要素に対する押圧を通じて、上記円錐が摩擦溶接ゾーンによってそこに表面的に接続されるという点において達成される。
【0008】
したがって、この問題に対する解決策は基本的には電気めっきされたアルミニウムコーティングを鋼製締付要素に与えることにあり、電気めっきされたアルミニウムコーティングはもちろん摩擦溶接動作中にアルミニウム構成要素とともに難なく可塑化することになり、必要に応じて溶解されることも可能である。経験が実証してきたように、少なくとも可塑化したアルミニウムは、締付要素の鋼への遷移領域において、その中に拡散することになり、それによって締付要素のアルミニウムからアルミニウムコーティングの領域における摩擦溶接ゾーンを通って鋼製締付要素にわたる遷移領域を形成し、これは自動化製造プロセスの枠内で迅速におよび容易に生成され得る安定した摩擦溶接された接続を作り出す。この点に関して、アルミニウムコーティングは締付要素に腐食保護をもたらすというさらなる利点を提供し、その結果、上記締付要素は、そうでなければ締付要素の発錆に繋がるであろう湿気からも特に保護される。
【発明を実施するための最良の形態】
【0009】
この発明の例示的な実施例は図面に提示される。
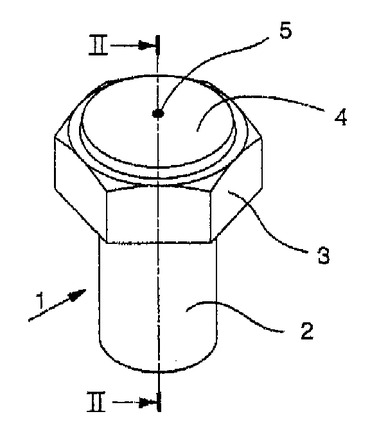
図1は、シャンク2とフランジ3とを備える鋼製スタッド1の斜視図を示す。フランジ3は六角形の外形を有し、それによって、摩擦溶接動作を実行するために公知の態様でスタッド1を固定して回転させるためのツールにチャックされ得る。スタッド1の端面4は円錐によって形成され、その先端部はポイント5と一致する。この場合、円錐角は図2に示すように174°である。
【0010】
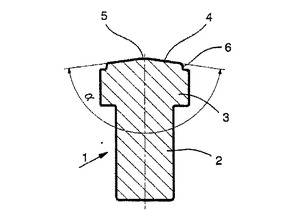
図2はスタッドを断面で示す。図2は、円錐の先端部5を有する円錐の形の端面4の構成を明らかに示している。円錐の円錐角はα=174°である。スタッド1が平坦な構成要素に適用されると、スタッド1はまず先端部5で平坦な構成要素と接触し、次いで摩擦溶接ゾーンがフランジ3の端縁6に到達するまで先端部5から径方向に外側に広がる。電気めっきされたアルミニウムコーティングは、図2では外側外形の太線によって表わされる。
【0011】
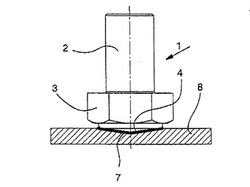
図3は、摩擦溶接ゾーン7によってアルミニウムパネル8に接続されたスタッド1を示す。明白であるように、フランジ3を介するパネル8へのスタッド1の接続は専ら摩擦溶接ゾーン7を介して達成され、摩擦溶接ゾーン7はフランジ3の端面4上および構成要素8の表面上の両方に表面的に延在する。
【0012】
スタッド1のアルミニウムコーティングのために、初めに、摩擦溶接中に端面4および構成要素8の接触面において可塑化がもたらされ、それによって、コーティングのアルミニウムがパネル8のアルミニウムに接合され、可塑化したおよびことによると溶解したアルミニウムは鋼製スタッド1の材料の中にも浸透し、これはパネル8とスタッド1との間に真の連続的な金属接続を生成する。この点に関して、スタッド1によって表わされる構成要素のアルミニウムコーティングだけでなく、スタッドの端面4の特に小さな円錐角αにも決定的な重要性があると考えられる。なぜなら、摩擦溶接動作中に初めにパネル8と接触するのが中央ポイント5を有する端面であるためであり、そこでは、接触面積が非常に限られているために、比較的高温がスタッド1の適切な回転で迅速に達成され、その結果、先端部5を取囲むフランジ3の中央領域が可塑化のポイントまでおよびそれを超えて迅速に熱くなる。そのため、円錐角が小さいことを考慮して、フランジ3の端面4のさら
に外側に配置された領域が非常に迅速にパネル8の表面と接触し、これは最終的にフランジ3の端面4全体の上に専ら二次元の表面的な接触を生成し、その結果、端面4全体がパネル8との摩擦溶接ゾーン7になる。
【0013】
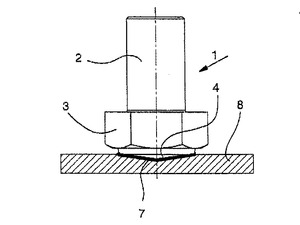
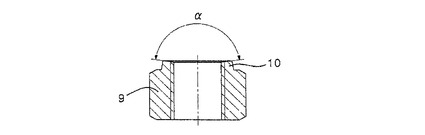
図4に示す締付要素は、片側に環状突起10を備える、アルミニウムでコーティングされた鋼製ナット9であり、上記環状突起10の端面は円錐の表面に従ってα=174°の角度を有する。上記端面は次いで平坦なアルミニウム構成要素への摩擦溶接された接続を形成する。締付要素がナット9の形態であるので、構成要素に適用されると、構成要素と接触するのは突起10の環状の外縁である(これは原則的に、図3に示すスタッド1と構成要素8との間の最初の点接触と等価である)。ナット9が構成要素に適用されると、次いで、上の図3に関連して記載したものと同一の摩擦溶接動作が起こり、これは、この発明に従って、摩擦溶接によってアルミニウムパネルに接続されることができるのがスタッドの形態の鋼製締付要素だけでなくナットの形態の鋼製締付要素でもあることを実証し、ナット9に塗布されるアルミニウムコーティングは図3におけるスタッド1に関連して記載したものと全く同じ効果を有する。
【図面の簡単な説明】
【0014】
【図1】スタッドの形態の締付要素の斜視図である。
【図2】図1からの線II−IIに沿った締付要素の断面図である。
【図3】摩擦溶接ゾーンによってパネルに接続された同一の締付要素の図である。
【図4】ナットの形態の締付要素の図である。
【符号の説明】
【0015】
1 スタッド
2 シャンク
3 フランジ
4 端面
7 摩擦溶接ゾーン
8 アルミニウムパネル
【技術分野】
【0001】
この発明は、DE 196 20 814 A1号における複数部分のアセンブリに関連して提示されるタイプの、平坦なアルミニウム構成要素への回転対称の鋼製締付要素の接続に関する。
【背景技術】
【0002】
上記公報は上記複数部分のアセンブリを生産するためのプロセスについて記載し、そこでは2つの平坦な重ね合わせたアルミニウム構成要素同士が鋼製接続部によって摩擦溶接により接合され、接続部は2つの重ね合わせた構成要素のうちの上部構成要素を貫通し、接続部の前面側に形成された摩擦溶接ゾーンによって下部構成要素に接続される。この目的のために、接続部は前面側に円錐形部分を備え、上部構成要素の貫通が必要であることに対する配慮から、上記円錐形部分の表面の円錐角は5°から10°の間、より詳細には7°であり、その効果は鋸歯の形状の断面を有する径方向に延在する溝によってさらにサポートされる。
【0003】
鋼とアルミニウムとの間の接続は同様にDE−OS 2 126 596号に記載され、これは冒頭で、アルミニウム層がたとえば電気めっきによってアルミニウム部分に塗布され、その後すぐに、そのように処理された部分が別のアルミニウム構成要素に溶接される、より古い公知のプロセスについて記載する。一方では、電気めっきによるアルミニウム層の塗布は、強度値が低減するために不利であるように描かれている。他方では、実際の溶接動作の実行に関してさらなる詳細を提示していない。その結果、上記の先行技術に含まれる教示は非生産的である。
【0004】
非アルミニウム金属部分、たとえば鋼から作られた部分への鋳造アルミニウム部分の溶接についてDE−AS−27 52 584号にさらに記載され、そこでは2つの溶接動作が連続して実行される。すなわち、非アルミニウム金属部分上にアルミニウム層を生成するための爆発溶接の形態の第1の溶接動作と、それに続く、2つの部分を接合するための第2の溶接動作である。摩擦溶接についても言及されるが、この公報はこのような溶接動作の具体的な実行に関していかなる開示も行なわない。いずれにしても、特に2つの連続した溶接動作を実行する必要があるために、上記の公知のプロセスは高速自動化生産を考慮に入れていない。
【0005】
一般に知られているように、摩擦溶接による鋼製構成要素とアルミニウム構成要素との間の接続は、摩擦溶接が2つの材料の少なくとも可塑化を要するという理由で生成するのが困難であり、このような可塑化動作は、アルミニウムと比較して融点が相当に高い鋼も含まなければならない。
【特許文献1】DE 196 20 814 A1号
【特許文献2】DE−OS 2 126 596号
【特許文献3】DE−AS−27 52 584号
【発明の開示】
【発明が解決しようとする課題】
【0006】
この発明は、平坦なアルミニウム構成要素に、回転対称の鋼製締付要素を接続する、異なる特別なアプローチを採用し、上記アプローチは摩擦溶接動作に基づいている。この発明の目的は、回転対称の鋼製締付要素が生産プロセスにおいて簡単な態様で平坦なアルミニウム構成要素に取付けられることができるような態様で締付要素を準備および設計することである。
【課題を解決するための手段】
【0007】
この発明の目的は、締付要素が電気めっきされたアルミニウムコーティングを備え、構成要素に面する端部において、円錐角が少なくともα=174°である円錐を形成し、回転および構成要素に対する押圧を通じて、上記円錐が摩擦溶接ゾーンによってそこに表面的に接続されるという点において達成される。
【0008】
したがって、この問題に対する解決策は基本的には電気めっきされたアルミニウムコーティングを鋼製締付要素に与えることにあり、電気めっきされたアルミニウムコーティングはもちろん摩擦溶接動作中にアルミニウム構成要素とともに難なく可塑化することになり、必要に応じて溶解されることも可能である。経験が実証してきたように、少なくとも可塑化したアルミニウムは、締付要素の鋼への遷移領域において、その中に拡散することになり、それによって締付要素のアルミニウムからアルミニウムコーティングの領域における摩擦溶接ゾーンを通って鋼製締付要素にわたる遷移領域を形成し、これは自動化製造プロセスの枠内で迅速におよび容易に生成され得る安定した摩擦溶接された接続を作り出す。この点に関して、アルミニウムコーティングは締付要素に腐食保護をもたらすというさらなる利点を提供し、その結果、上記締付要素は、そうでなければ締付要素の発錆に繋がるであろう湿気からも特に保護される。
【発明を実施するための最良の形態】
【0009】
この発明の例示的な実施例は図面に提示される。
図1は、シャンク2とフランジ3とを備える鋼製スタッド1の斜視図を示す。フランジ3は六角形の外形を有し、それによって、摩擦溶接動作を実行するために公知の態様でスタッド1を固定して回転させるためのツールにチャックされ得る。スタッド1の端面4は円錐によって形成され、その先端部はポイント5と一致する。この場合、円錐角は図2に示すように174°である。
【0010】
図2はスタッドを断面で示す。図2は、円錐の先端部5を有する円錐の形の端面4の構成を明らかに示している。円錐の円錐角はα=174°である。スタッド1が平坦な構成要素に適用されると、スタッド1はまず先端部5で平坦な構成要素と接触し、次いで摩擦溶接ゾーンがフランジ3の端縁6に到達するまで先端部5から径方向に外側に広がる。電気めっきされたアルミニウムコーティングは、図2では外側外形の太線によって表わされる。
【0011】
図3は、摩擦溶接ゾーン7によってアルミニウムパネル8に接続されたスタッド1を示す。明白であるように、フランジ3を介するパネル8へのスタッド1の接続は専ら摩擦溶接ゾーン7を介して達成され、摩擦溶接ゾーン7はフランジ3の端面4上および構成要素8の表面上の両方に表面的に延在する。
【0012】
スタッド1のアルミニウムコーティングのために、初めに、摩擦溶接中に端面4および構成要素8の接触面において可塑化がもたらされ、それによって、コーティングのアルミニウムがパネル8のアルミニウムに接合され、可塑化したおよびことによると溶解したアルミニウムは鋼製スタッド1の材料の中にも浸透し、これはパネル8とスタッド1との間に真の連続的な金属接続を生成する。この点に関して、スタッド1によって表わされる構成要素のアルミニウムコーティングだけでなく、スタッドの端面4の特に小さな円錐角αにも決定的な重要性があると考えられる。なぜなら、摩擦溶接動作中に初めにパネル8と接触するのが中央ポイント5を有する端面であるためであり、そこでは、接触面積が非常に限られているために、比較的高温がスタッド1の適切な回転で迅速に達成され、その結果、先端部5を取囲むフランジ3の中央領域が可塑化のポイントまでおよびそれを超えて迅速に熱くなる。そのため、円錐角が小さいことを考慮して、フランジ3の端面4のさら
に外側に配置された領域が非常に迅速にパネル8の表面と接触し、これは最終的にフランジ3の端面4全体の上に専ら二次元の表面的な接触を生成し、その結果、端面4全体がパネル8との摩擦溶接ゾーン7になる。
【0013】
図4に示す締付要素は、片側に環状突起10を備える、アルミニウムでコーティングされた鋼製ナット9であり、上記環状突起10の端面は円錐の表面に従ってα=174°の角度を有する。上記端面は次いで平坦なアルミニウム構成要素への摩擦溶接された接続を形成する。締付要素がナット9の形態であるので、構成要素に適用されると、構成要素と接触するのは突起10の環状の外縁である(これは原則的に、図3に示すスタッド1と構成要素8との間の最初の点接触と等価である)。ナット9が構成要素に適用されると、次いで、上の図3に関連して記載したものと同一の摩擦溶接動作が起こり、これは、この発明に従って、摩擦溶接によってアルミニウムパネルに接続されることができるのがスタッドの形態の鋼製締付要素だけでなくナットの形態の鋼製締付要素でもあることを実証し、ナット9に塗布されるアルミニウムコーティングは図3におけるスタッド1に関連して記載したものと全く同じ効果を有する。
【図面の簡単な説明】
【0014】
【図1】スタッドの形態の締付要素の斜視図である。
【図2】図1からの線II−IIに沿った締付要素の断面図である。
【図3】摩擦溶接ゾーンによってパネルに接続された同一の締付要素の図である。
【図4】ナットの形態の締付要素の図である。
【符号の説明】
【0015】
1 スタッド
2 シャンク
3 フランジ
4 端面
7 摩擦溶接ゾーン
8 アルミニウムパネル
【特許請求の範囲】
【請求項1】
平坦なアルミニウム構成要素(8)への回転対称の鋼製締付要素(1,9)の接続であって、締付要素(1,9)は、電気めっきされたアルミニウムコーティングを備え、構成要素に面する端部において、円錐角が少なくともα=174°である円錐を形成し、回転および構成要素(8)に対する押圧を通じて、前記円錐が摩擦溶接ゾーン(7)によってそこに表面的に接続されることを特徴とする、接続。
【請求項1】
平坦なアルミニウム構成要素(8)への回転対称の鋼製締付要素(1,9)の接続であって、締付要素(1,9)は、電気めっきされたアルミニウムコーティングを備え、構成要素に面する端部において、円錐角が少なくともα=174°である円錐を形成し、回転および構成要素(8)に対する押圧を通じて、前記円錐が摩擦溶接ゾーン(7)によってそこに表面的に接続されることを特徴とする、接続。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−73770(P2008−73770A)
【公開日】平成20年4月3日(2008.4.3)
【国際特許分類】
【出願番号】特願2007−235497(P2007−235497)
【出願日】平成19年9月11日(2007.9.11)
【出願人】(505424240)エー・ヨット・オー・テー・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング・ウント・コンパニー・コマンディート・ゲゼルシャフト (16)
【氏名又は名称原語表記】EJOT GMBH & CO. KG
【Fターム(参考)】
【公開日】平成20年4月3日(2008.4.3)
【国際特許分類】
【出願日】平成19年9月11日(2007.9.11)
【出願人】(505424240)エー・ヨット・オー・テー・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング・ウント・コンパニー・コマンディート・ゲゼルシャフト (16)
【氏名又は名称原語表記】EJOT GMBH & CO. KG
【Fターム(参考)】
[ Back to top ]