
平坦なコンポーネントのための減衰装置
本発明は、車両の平坦なコンポーネント(201、202)の振動および/またはぐらつきを低減するための装置(100、110)であって、キャリア(101、111)と、その振動および/またはぐらつきを低減するために、キャリア(101、111)に配置された減衰手段(102、112)とを具備し、平坦なコンポーネント(201、202)の複数の振動および/またはぐらつきゾーンを捕捉するために、複数の減衰手段(102、112)がキャリア(101、111)に設けられている装置に関する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、平面的なコンポーネントのための音減衰装置の分野に関する。
【背景技術】
【0002】
今日、超薄壁パネルは、車両、機械類および電化製品の製造に、ほとんど例外なく使用されている。機械的に動くパーツあるいは機械的作動するモータは、多くの場合、人の耳の可聴範囲内にある振動を、それらの薄壁パネルに不可避的に与える。それらの振動は、固体伝播音のかたちで車両または機械類あるいは電化製品の全体に伝わり、また、離れた場所においては、不快なノイズとして空気中に放射される可能性がある。音響放射および固体伝播音ダンピングを低減するために、それらのパネルには、特に自動車の構造、および家庭用電化製品の製造においては、多くの場合、(「耐振塗装」と呼ばれる)音減衰ライニングが装備されている。
【0003】
当業者は、音減衰と遮音を厳密に区別している。音減衰においては、音響振動エネルギは、他のかたちのエネルギ、例えば、熱に変換される。遮音においては、縦振動(音)の経路は、バリアによって減少される。このことは、例えば、その音の反射によっても行われる。
【発明の概要】
【発明が解決しようとする課題】
【0004】
音減衰のための多くの方法が既に知られている。従来の方法によれば、高比重量を有する充填材とビチューメンの混合物がフィルム状に押出し成型され、それから対応する形状のパーツが型打ちされ、または切断される。そして、それらのフィルムは、関連するパネル部材に接着接合され、すなわち、それらのフィルムは、加熱によって、そのパネルの形状に適合する必要もある可能性がある。これらのビチューメンフィルムは、材料コストが安いため、いまだによく使われているが、非常に脆く、さらに、特に低温時には、パネルから剥落する傾向がある。しばしば提案されているようなエラストマーの添加は、多くの用途には不十分なわずかな改善をもたらすだけである。また、機械または車両の複雑に成型された、あるいは接近しにくいパネル部材、例えば、自動車のドアのキャビティの内面への、予め成型されたビチューメン部材の適用は不可能である。さらに不利な点は、多くの場合、単一の車両または電化製品に対して、いくつかの型打ち部材が必要であり、複雑な在庫管理を要するということである。
【0005】
本出願人による独国特許出願公開第102005003057(A1)号明細書は、スプレー塗装設備を用いて、自動車の塗装されていない車体に吹き付けることができ、そして硬化後に、音響減衰をもたらすことのできるような、室温で、または室温よりもわずかに高い温度で低粘度を有するゴム化合物を開示している。その明細書で挙げられている調製物は、多くの特殊な用途に適している。これらの調製物は、硬化のための加硫工程を要するが、これは、焼成条件が正確に実行されることが要求される。
【0006】
米国特許第6,135,541号A明細書は、側面衝突保護を保証する補強コンポーネントを具備し、そのコンポーネントには、音響振動を減衰させるために、衝撃減衰接着剤を含み、およびドアの外側パネルに接触している減衰要素が設けられている、自動車のドアを開示している。多数の減衰要素を用いる場合のアセンブリの複雑性の高さは、ここでは不利である。また、減衰されることが可能な領域は、その減衰要素を設けた場合、その側面衝突プロテクタの領域に限定される。
【課題を解決するための手段】
【0007】
従って、本発明の目的は、改良された音減衰装置を利用可能にすることである。
【0008】
この目的は、クレーム1の特徴によって達成される。
【0009】
本発明の有利な実施形態は、添付クレームによって示されている。
【0010】
本発明の基本的なアイデアは、例えば、車両の、好ましくは平面的な、特に平坦な、または湾曲したコンポーネント上のぐらつきおよび/または振動および/またはノイズを低減するための装置をもちいることであり、この装置は、キャリアと、そのキャリア上に設けられた、ぐらつきおよび/またはノイズおよび/または振動を低減するための減衰手段と、その平坦なコンポーネントの、以後、本願明細書において単に「振動ゾーン」と呼ぶ、多数のぐらつきおよび/またはノイズおよび/または振動ゾーンをカバーするためにそのキャリア上に設けられた複数の減衰手段とを具備する。その装置を車両に用いる場合、そのぐらつきおよび/または振動源は、例えば、その車両のエンジンとなるが、その振動ゾーンは、例えば、そのエンジンによって振動が引き起こされた薄壁パネル上に位置することとなり、そのパネルにおいて、その振動が不快な音として空気中に放射される。
【0011】
このような装置の利用は、多くの利点をもたらす。キャリアの複数の領域に減衰手段を備えることにより、1つのキャリアによって、平面的なコンポーネントの多数の振動ゾーンに影響を及ぼすことが可能である。このことは、この装置を用いて、多数の振動ゾーンに影響を及ぼすことのできる、キャリアを有するたった一つの装置を設けるだけでよいため、特に、安価なアセンブリを保証する。そのキャリアの形状は、好ましくは、影響を及ぼされるその平面的なコンポーネントのゾーンに適合され、およびその減衰手段または制振材料と共にそのゾーンの領域内に備えられる。
【0012】
適切なキャリアは、特に金属材料から製造することができる。アルミニウムで作られたキャリアも考えられる。しかし、プラスチック材料が用いられる。そのキャリアは、特に、ポリアミドおよび/またはナイロンから製造することができる。
【0013】
膨張性材料、特に好ましくは、熱膨張性材料が、好ましくは、減衰手段または制振材料として用いられる。
【0014】
特に、車両の内部および外部の全てのパネル、例えば、ドアパネル、エンジンコンパートメントフード、トランク蓋、車の屋根、フロアパネル、フェンダー、フロントピラー、センターピラー、リヤピラーおよび/または敷居が、減衰される平面的なコンポーネントとして適切である。本発明による装置は、当然、航空または機械あるいは産業エンジニアリングにおける平面的なコンポーネントを減衰させるのにも用いることができる。
【0015】
さらなる利点は、そのキャリアには、その平面的なコンポーネントに対向するそのキャリアの側にその減衰手段が備えられているということである。それにより、その減衰手段が、その平面的なコンポーネントに確実に接触することが保証できる。膨張可能な減衰手段が用いられている場合、そのキャリアを備えるというこの方法は、その減衰手段の膨張方向を、特に、減衰される平面的なコンポーネントの方向に事前に決定する。
【0016】
さらなる利点は、本発明による装置のためのキャリアは、金属材料から製造され、すなわち、この場合、特に、その平面的なコンポーネントが、それから構成される材料または材料群が考えられ、あるいは、そのキャリアがその上に固定される別のコンポーネントが構成される。それにより、コンポーネント間の接触腐食を回避することが可能である。また、その平面的なコンポーネントおよびキャリアの1つの材料からの製造は、廃棄を簡略化する。さらに、そのキャリアに対する金属材料の使用は、強度に関する利点をもたらす可能性がある。そのキャリアは、例えば、その平面的なコンポーネントおよびそれに伴って、その減衰手段のためのキャリア機能と共に、強化構造効果を追加的に提供するように、構成することができる。
【0017】
別法として、そのキャリアをプラスチック材料から製造することが有利である可能性がある。このような文脈においては、熱可塑性物質を用いることが特に有利である。このことは、特に、そのようなキャリアの製造を単純化する。この種のキャリアは、例えば、射出成型により、経済的に製造することができる。また、特に軽量なキャリアを、プラスチック材料の使用によって提供することができる。プラスチック材料の使用は、その装置の耐食性に良い影響を与えることもできる。ポリアミド、特にPA−6,6は、そのキャリアのための材料として特に有利であることが分かっている。
【0018】
さらなる利点は、射出成型法による、そのキャリアへのその減衰手段の適用である。その減衰手段は、この文脈においては、好ましくは、射出成型工程中に、そのキャリア上に射出成型される膨張可能な材料で形成され、金属材料またはプラスチック材料で形成される。時間とコストを節約するために、好ましくは、そのキャリアの全ての減衰手段は、1度の射出成型工程で適用される。その減衰手段を適用するのに射出成型法を利用するため、その減衰手段を、そのキャリアの意図する箇所に正確に適用することができる。また、その制振材料の計量は容易であり、そのため、(コストを増加させる)過剰な材料、または、(その平面的なコンポーネントの減衰作用の低下をもたらす)過小な材料の適用はない。
【0019】
部分接続射出成型法および/または双射出成型法を用いた上記装置の製造は、そのキャリアをプラスチック材料から製造するのに特に有利であることが分かっている。第1のステップにおいて、そのキャリア自体は、熱可塑性プラスチック材料、具体的にはポリアミドを射出成型金型内に射出することにより、位置固定および/または任意の追加的な構成的機能のための可能な接続手段と共に製造することができる。その射出成型金型の2つの半体は、その後、型外しのために引き離される。そして、第2の作業工程において、特に、熱膨張可能な材料で形成された複数の減衰手段を、第2の適切な射出成型金型に適用することができる。本発明による装置のための、この種の(好ましくは、全体的に自動化された)製造方法を用いて、減衰すべき平面的なコンポーネントのために厳密に設計された装置を、製造ばらつきを小さくして利用可能にできる。
【0020】
さらなる利点は、熱膨張可能な材料の減衰手段または制振材料としての利用である。適当な基本的な高分子結合剤、具体的には、この文脈においては、例えば、エチレン酢酸ビニル共重合体(EVA)、エチレンと、重合アクリル酸(メタクリル酸)の一部を随意に含むことも可能なアクリレートエステルとの共重合体、スチレンと、ブタジエンまたはイソプレンあるいはその水素化生成物との統計的またはブロック共重合体を用いることができる。そのブロック共重合体は、SBSまたはSISタイプのトリブロック共重合体、または、それらの水素化生成物SEESまたはSEPSとすることも可能である。また、結合剤は、架橋剤、接着促進剤、粘着付与樹脂、可塑剤、および追加的な補助剤および添加剤、例えば、低分子量オリゴマーも含むことができる。十分な推進能力および膨張性を達成するために、これらの高分子結合剤は、推進剤も含む。既知の全ての推進剤は、原則として、推進剤、例えば、分解によってガスを放出する「化学推進剤」、または中空球を膨張させる「物理推進剤」として適切である。前者の推進剤の実例は、アゾビスイソブチロニトリル、アゾジカーボンアミド、ジニトロソペンタメチレンテトラミン、4,4’−オキシビス(ベンゼンスルホン酸ヒドラジド)、ジフェニルスルホン−3,3’−ジスルホヒドラジド、ベンゼン−1,3’−ジスルホヒドラジド、p−トルエンスルホニルセミカルバジドである。物理推進剤の実例は、ポリ塩化ビニリデン共重合体またはアクリロニトリル−アクリレート(メタクリル酸)共重合体に基づく膨張可能な中空プラスチックミクロスフェア、例えば、それぞれ、Pierce&Stevens社およびCasco Nobel社の“Dualite”および“Expancel”という名称で一般に入手可能なミクロスフェアである。
【0021】
国際特許出願PCT/EP2007/008141に記載されているような制振材料を減衰手段として用いることが特に適切である。その制振材料に関連する態様に関して、読者は、その開示内容が、本特許出願の開示を、その程度まで補完する前述の文書を参照してもよい。
【0022】
その膨張可能な材料の活性化および膨張は、好ましくは、例えば、車体の陰極浸漬被覆を硬化させるための陰極浸漬炉の処理熱を利用して実現することができる。その膨張可能な材料を膨張させるための独立した加熱も当然、考えられる。この文脈においては、そのキャリアは、膨張時の固定化前に、その振動ゾーンにおけるその減衰手段の位置を決める。このために、そのキャリアは、好ましくは、その平面的なコンポーネントまたは別のコンポーネントに固定接続される。
【0023】
追加的な利点は、そのキャリアには、減衰されるコンポーネントに対するその装置の位置を確立するための固定手段が備えられているということである。そのキャリアをそのコンポーネント自体に、あるいは、減衰されるコンポーネントに直接または間接的に接続される追加的なコンポーネントに固定するための対策を行うことができる。その装置が、車両ドアの外側パネルを制振するのに使用される場合、そのキャリアは、特に、強化または補強コンポーネント、例えば、側面衝撃プロテクタに設けることができ、そのキャリアには、対応する固定手段が備えられている。その固定手段は、好ましくは、そのキャリアの製造中に、プラスチック材料で射出成型される。特に、取付け箇所において、対応するレセプタクルにはめ込むことが可能なクリップまたはクランプが用いられる。また、対応する突出固定要素により、そのキャリアを取付け箇所に固定するために、開口部のかたちの固定要素を用いて、そのキャリアを装備することも考えられる。
【0024】
さらなる利点は、そのキャリアは、その装置の設置位置での組立ての前に、互いに結合される多数のキャリア部材から製造されるということである。この種の構成は、特に、そのキャリアまたはその減衰手段が複雑な形状を有している場合に有利である。そのキャリア部材は、例えば、個々に1つ以上の減衰手段を備えることができ、その結果、それらの減衰手段が備えられたキャリアは、そのキャリアを利用可能にするために結合される。多数のキャリア部材の製造は、例えば、そのキャリアおよび/または減衰手段のアンダーカットまたは他の潜在的で特別な機能は、例えば、射出成型技術に関しては実施するのが困難である可能性があるため、特に、そのキャリアおよび/または減衰手段が、射出成型法を用いて製造される場合が有用であることが分かる可能性がある。
【0025】
さらなる利点は、そのキャリアには、その減衰手段のために設けられた領域内に、開口部または穴が備えられているということである。それらの開口部は、それらの減衰手段のキャリア上への確実な固定化を保証する。例えば、それらの減衰手段は、減衰される材料が、それらの開口部内に局所的に移動し、その結果、機械的固定を利用可能にできるような方法で、そのキャリア上に射出成型することができる。膨張可能な材料が減衰手段として用いられる場合、その材料は、膨張後のそのキャリア上の減衰手段に対する追加的な固定を確実にするように、膨張時には、その開口部を通って膨張することができる。この固定は、このような方法において、その減衰手段によって減衰される面に作用する力に関しては、その減衰手段を介してそのキャリアへ伝達することができるため、特に、そのキャリアのための追加的な補強機能の場合に有利になる可能性がある。
【0026】
次に、本発明のいくつかの特に好適な実施形態を、図面を参照してさらに詳細に説明する。
【図面の簡単な説明】
【0027】
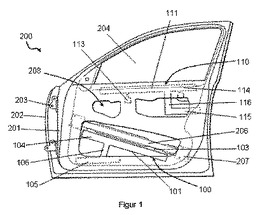
【図1】外側パネルを制振するのに用いられる本発明による装置を有する、自動車ドアの内側の側面図である。
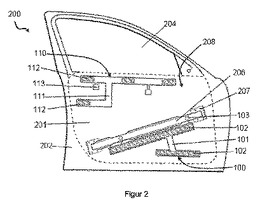
【図2】図1の自動車ドアの外側の部分断面側面図である。
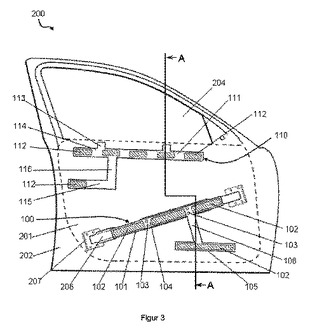
【図3】外側パネルを制振するのに用いられる本発明による装置の代替的な実施形態を有する、自動車ドアの外側の部分断面側面図である。
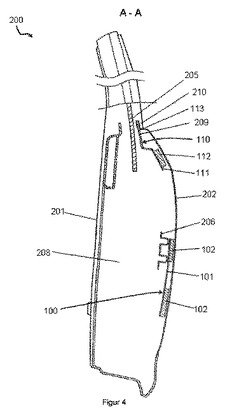
【図4】図3の自動車ドアの線A−Aに沿った断面図である。
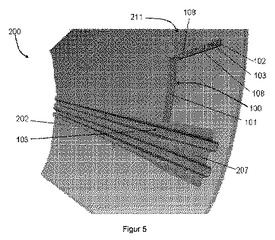
【図5】外側パネルを制振するのに用いられる本発明による装置のさらなる代替例を有する自動車ドアの部分斜視図である。
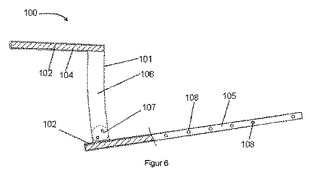
【図6】図5の本発明による装置の部分側断面図である。
【発明を実施するための形態】
【0028】
図1は、本発明による装置100、110が備えられている自動車ドア200の内側の側面図である。自動車ドア200は、平面的なコンポーネントとして、さらなる平面的なコンポーネント(外側パネル202)に接続されている内側パネル201を具備する。外側パネル202は、その車両の外面の一部を意味する。ドア200は、ヒンジ203を介して、その車両のボディに接続されている。ドア200は、中にウィンドウ(図示せず)が設けられているウィンドウ開口部208をさらに具備する。内側パネル201および外側パネル202は、キャビティ208を部分的に取り囲んでいる。キャビティ208の内側には、本発明の例証的実施形態において、固定要素207を介して内側パネル201上に取付けられ、およびドア200の安定性および強度を高め、および特に、ドア200のための側面衝撃保護をもたらす補強コンポーネント206が配置されている。補強コンポーネント206は、キャビティ208の高さの約半分の所にヒンジ203が設けられているドア200の側面から、キャビティ208の下方領域のドア200の反対側までキャビティ208の内側を斜めに伸びている。
【0029】
外側パネル202およびその内側パネルは、薄壁パネルで形成されており、その薄壁パネルには、可聴範囲内にある可能性のある振動が、車両の可動部材により、または、エンジンの作動によって伝わる可能性がある。それらの振動は、不快なノイズとして空気中に放射される可能性があり、そのため、それらの振動を減衰させるための2つの装置100、110が、キャビティ208の内側の振動ゾーンおよび/またはぐらつきゾーンに設けられている。一方の装置100は、補強コンポーネント206の下のキャビティ208内に設けられている。第2の装置110は、ウィンドウ開口部204の下のキャビティ208の内側に設けられている。装置100は、プラスチック材料、この場合はポリアミド−6,6で形成されたキャリア101を具備する。キャリア101は、キャビティ208の内側で、補強コンポーネント206と平行に伸びている上方キャリア領域で構成されている。それによってキャリア101がドア200の補強コンポーネント206上に固定される固定手段103は、上方キャリア領域104上に形作られている。上方キャリア領域104からは、下方キャリア領域105がその上に形作られている接続キャリア片106が突出している。キャリア101は、このようにして下方キャリア領域105と、接続キャリア片106と、形作られた固定手段103を有する上方キャリア領域104とを含む。外側パネル202の振動を吸収し、および好ましくは、その振動を熱に変換する減衰手段(図示せず)は、キャリア101上に設けられている。
【0030】
ウィンドウ開口部204の下において、第2の装置110には、上方キャリア領域114と共に、ウィンドウ開口部204の範囲を定めるフレームの下側と実質的に平行に伸びているキャリア111が設けられている。キャリア111は、上方キャリア領域114からある角度で突出する接続キャリア片116と、ドア開口装置(図示せず)の領域内に伸びる下方キャリア領域115をさらに具備する。キャリア111には、キャリア111がそれを用いて外側パネル202上に固定される固定手段113が備えられている。また、キャリア111は、外側パネル202の振動を減衰させるように作用する減衰手段(図示せず)を具備する。装置100、110の減衰手段102、112は、当然、内側パネル201を減衰させるのにも用いることができる。また、自動車の他の平面的なコンポーネント、特に、エンジンコンパートメントフード、ルーフ、トランク蓋、フェンダー、他のドア、フロアパネルおよび/または敷居に対する装置100、110の利用も考えられる。
【0031】
図2は、図1の自動車ドアの外側の部分側断面図である。この図において、キャビティ208の範囲を部分的に定める外側パネル202の表面は、より明確にするために省略されている。外側パネル202の省略された領域を通して、補強コンポーネント206が可視的になっており、そのコンポーネントは、固定要素207を介して内側パネル201上に取付けられており、また、キャビティ208の内側に斜めに伸びている。キャリア101は、固定手段113を介して補強コンポーネント206に接続されている。固定手段103は、好ましくは、補強コンポーネント206上の対応するレセプタクルと接触するクリップまたはクランプとして構成することができる。当然、キャリア101の補強コンポーネント206に対する接着接続も考えられる。キャリア101には、2つの減衰手段102が備えられており、第1の減衰手段102は、上方キャリア領域104に設けられており、また、第2の減衰手段102は、下方キャリア領域105に設けられている。減衰領域102の個々のセグメントへの細分化は、目的とする減衰を実施するために、および材料を節約するために、当然、可能である。固定手段113を介して、好ましくは、外側パネル202に接着接合されている第2の装置210は、ウィンドウ開口部204の下に設けられている。第2の装置210は、外側パネル202の多数の振動ゾーンに影響を与える多数の減衰手段112を具備する。
【0032】
本発明の例証的実施形態において、用いられている減衰手段102、112は、熱膨張材料、具体的には、特許出願PCT/EP2007/008141に記載されているような材料を含み、その特許出願の開示内容は、その程度まで本開示を補完する。膨張可能な材料の活性化および膨張は、好ましくは、車体の陰極浸漬被覆、およびそれに伴って車両ドア200の陰極浸漬被覆も硬化させるための陰極浸漬炉の処理熱を利用することによって起きる。それにより、どのようにでも行われるある方法の処理熱は、その膨張可能な材料を膨張させるために利用されるので、方法ステップを排除すること、および時間およびコストを節約することが可能である。減衰手段102、112は、膨張した状態で、減衰されるコンポーネント(この例証的実施形態においては外側パネル202)に付着し、そして、外側パネル202の振動を吸収して、好ましくは熱に変換する。このようにして、キャリア101、111は、主に、減衰手段102、112のための組立て補助および固定化機能として作用する。また、キャリア101、111は、それらが、特に、外側パネル202に対して補強効果を生じるように追加的に構成することも可能である。
【0033】
図3は、外側パネル202を減衰させるのに用いられる、本発明による装置100、110の代替的な実施形態を有する自動車ドア200の外面の部分側断面図である。キャビティ208の範囲を部分的に定める外側パネル202の表面は、より明確にするために省略されている。内側パネル201は、外側パネル202の省略された部分を通して可視的になっている。ドア200は、固定要素207を介して、内側パネル201に対して両側に接続された補強コンポーネント206を具備し、そのコンポーネントは、キャビティ208の内側で斜めに伸びている。補強コンポーネント207の外側パネル202に対向している側には、キャリア101を有する本発明による装置100が設けられており、この装置は、固定手段103を介して補強コンポーネント206に接続されている。キャリア101は、上方キャリア領域104および下方キャリア領域105で構成されており、この下方キャリア領域は、接続キャリア片206を介して上方キャリア領域104に接続されている。装置100は、上方キャリア領域104を介し、前記固定手段103によって、補強コンポーネント206に接続されている。上方キャリア領域204は、補強コンポーネント206上に伸びており、またそれに伴って、少なくとも部分的に、補強コンポーネント206と外側シェル202との間に配置されている。下方キャリア領域105は、補強コンポーネント206の下の外側パネル202のさらなる振動ゾーンをカバーし、かつそこで作動するように機能する。装置100のキャリア101上には、膨張後に、外側パネル202の振動の減衰を実現するために、外側パネル202の内壁に接触し、および例えば、その内壁に付着する熱膨張可能な材料で形成された多数の減衰手段102が設けられている。
【0034】
この例証的実施形態においては、同様に、ドア200は、第1の装置100の上でウィンドウ開口部204の下に、第2の装置110を具備する。第2の装置110のキャリア111は、上方キャリア領域114と、接続キャリア片116を介して上方キャリア領域114に接続されている下方キャリア領域115とを具備する。キャリア111は、上方キャリア領域114において、形作られた固定手段113を介して外側パネル202に接続されている。この例証的実施形態において、固定手段113は、外側パネル202の傾斜セグメント間に把持されているキャリア111の突出面領域として構成することができる。当然、装置110の内側パネル201への固定も考えられる。ここでも同様に熱膨張可能な材料で形成されている多数の減衰手段112が、第2の装置110のキャリア111上に設けられている。両装置100、110は、当然、内側パネル201の減衰のためにも設けることができる。減衰手段102、112を、異なる材料で形成することもさらに考えられる。特に、減衰手段102、112の一部を、例えば、熱膨張可能な材料によって利用可能にすること、および別の部分を、例えば、ビチューメンによって利用可能にすることも考えられる。
【0035】
図4は、図3の自動車ドア200の線A−Aに沿った断面図である。外側パネル202を減衰させるための装置100は、内側パネル201および外側パネル202によって取り囲まれているキャビティ208内を実質的に貫通して伸びる補強コンポーネント206上に設けられている。前記装置は、補強コンポーネント206と、外側パネル202の内壁との間に配置されている。装置100のキャリア101は、装置100の位置を確立するために、固定手段(図示せず)を介して補強コンポーネント206に接続されている。外側パネル202の内壁に対向しているキャリア101の面には、減衰手段102として、膨張後に外側パネル202の内壁に接触する膨張可能な材料が設けられている。キャリア101は、外側パネル202の追加的な振動ゾーンに影響を及ぼすように作用する追加的な減衰手段102がその上に設けられている突出領域を具備する。追加的な減衰手段102は、もはや補強コンポーネント206の領域には配置されていない。キャリア101の補強コンポーネント206への固定の結果として、単一の装置100によって、多数の振動ゾーンに影響を与えることが可能である。このことは、多数の振動ゾーンをカバーするために、1つのみの装置100が補強コンポーネント206に接続される必要があるため、特に組立てに関して利点をもたらす。
【0036】
ドア200の上方領域には、それによってウィンドウ開口部(図示せず)を閉鎖することができるウィンドウ205が図示されている。ウィンドウ205からある距離には、キャビティ208内に突出するウィンドウガイド209が設けられている。ウィンドウガイド209は、外側パネル202の傾斜縁部210において、外側パネル202に接続されている。ウィンドウガイド209は、この文脈においては、その傾斜領域間に把持されており、またそれに伴って、摩擦係合接続によって固定されている。この例証的実施形態において、ウィンドウガイド209は、第2の減衰装置110の一部として構成されている。これは、キャリア111がそれによって外側パネル202に接続される、キャリア111から突出する平面的な固定手段113のことを指す。ここでは同様に、その接続は、キャリア111と、そのキャリア上に設けられた減衰手段112との位置的固定化をもたらす。減衰手段112は、外側パネル202の内壁に対向しているキャリア111の面に設けられている。また、キャリア111は、第2の装置110と共に、多数の振動ゾーンをカバーするために、追加的な減衰手段102(この断面図では明らかではなく、または、より明確にするために省略されている)を具備する。
【0037】
図5は、ドア200の外側パネル202を減衰させるのに用いられる、本発明による装置100のさらなる代替例を有する自動車ドア200の斜視図である。図示されている例証的実施形態において、ドア200の内側パネルは、より明確にするために省略されている。ドア200は、開口部を含む補強コンポーネント206を具備する。補強コンポーネント206と、外側パネル202の内壁との間に部分的に配置された装置100は、補強コンポーネント206と装置100との間の接続を利用可能にするために、特に、装置100に配置された減衰手段102の、減衰されるべき外側シェル202に対する位置を決めるために、補強コンポーネント206内に設けられた開口部に係合することができるスナップ接続手段の形の突出固定手段103をキャリア101上に具備する。減衰手段102は、キャリア101と、外側パネル202の内壁との間に配置されている。この領域において、キャリア101は、実質的にかつ少なくとも局所的に補強コンポーネント206と平行に伸びている。キャリア101は、追加的な減衰手段102の受容のために設けられるキャリア101の追加的な部材への接続をもたらす、ある角度で突出する部材をさらに具備する。この第2の領域は、ドア200のドアハンドル凹部211の下に配置されている。減衰手段102は、ここでもまた、外側パネル202の内壁に対向している面のこの領域内に設けられている。キャリア101の前記開口部108は、キャリア101のこの領域内では明確である。それらの開口部108は、減衰手段102が備えられているキャリア101の他の領域にも配置されている。減衰手段(この例証的実施形態においては、膨張可能な材料)102は、膨張時に、開口部108と通って膨張し、それによって、キャリア101の減衰手段102に対する、および/または外側シェル202の内壁への、および/または補強コンポーネント206への固定化および/または接着接合を実現することができる。それにより、特に、構造的に補強するコンポーネントとしてのキャリア101の考えられる構成の場合に、外側パネル202の追加的な補強を実現することが可能である。さらに、追加的な固定手段103が、ドアハンドル凹部211の下に設けられたキャリア101の一部に設けられている。それらの追加的な固定手段は、ドア200の追加的なコンポーネントに対する装置100の追加的な固定に用いることができる。また、追加的な振動ゾーンをカバーするために、追加的な減衰装置を、図示されている装置100に接続することもできる。
【0038】
図6は、図5の本発明による装置100の部分側断面図である。装置100は、熱可塑性プラスチック材料で形成されたキャリア101を具備する。キャリア101は、膨張可能な材料で作られた減衰手段102を収容するように機能する上方キャリア領域104を含む。装置100を、あるコンポーネント上に、例えば、自動車ドアに固定するための隠れている固定手段が、上方キャリア領域104の裏面に設けられている。ある角度で突出する接続キャリア片106が、上方キャリア領域104に設けられている。この片は、追加的な減衰手段を備えることができる。接続キャリア片106は、接続キャリア片106から同様にある角度で突出しているが、この例証的実施形態においては、上方キャリア領域104から略反対方向に向けられている下方キャリア領域105に、上方キャリア領域104を接続する。上方キャリア領域104、接続キャリア片106および下方キャリア領域105は、一緒になって装置100のキャリア101を構成する。下方キャリア領域105には、同様に、追加的な減衰手段102が備えられている。下方キャリア領域105の減衰手段102が部分的に省略されている部分断面図には、減衰手段102が、そこを通って膨張することができるキャリア101の開口部108が可視的になっている。上方キャリア領域104もまた、同様の開口部108を有することができる。この例証的実施形態においては、装置100は、双射出成型法によって製造される。形作られた接続キャリア片106および減衰手段102を有する上方キャリア領域104は、第2の減衰手段102を有する下方キャリア領域105とは別の製造工程で製造される。そして、上方キャリア領域104は、キャリア101および装置100を作り出すために、接続キャリア片106を用いて、下方キャリア領域106に接続される。この目的のために、接続手段107が、接続キャリア片106上に形作られ、また、手段107を接続するための対応するレセプタクルが、下方キャリア領域105上に形作られる。これらの部材は、具体的には、当業者には周知されているクリップタイプまたはスナップタイプの接続要素とすることができる。
【0039】
キャリア101のキャリア部材104、105を製造するために、第1の工程において、位置固定および/または随意の追加的な構成機能(例えば、開口部108)のための可能性のある接続手段107を有するキャリア部材104、105自体が、熱可塑性プラスチック材料を射出金型に射出することによって製造される。そして、その射出金型の2つの半体は、型外しのために引き離される。次いで、第2の作業工程において、第2の射出成型作業における第2の適切な射出金型内への射出によって、減衰手段102を施すことができる。
【符号の説明】
【0040】
100 装置
101 キャリア
102 減衰手段
103 固定手段
104 上方キャリア領域
105 下方キャリア領域
106 接続キャリア片
107 接続手段
108 開口部
110 第2の装置
111 キャリア
112 減衰手段
113 固定手段
114 上方キャリア領域
115 下方キャリア領域
116 接続キャリア片
200 車両ドア
201 内側パネル
202 外側パネル
203 ヒンジ
204 ウィンドウ開口部
205 ウィンドウ
206 補強コンポーネント
207 固定要素
208 キャビティ
209 ウィンドウガイド
210 傾斜縁部
211 ドアハンドル凹部
【技術分野】
【0001】
本発明は、平面的なコンポーネントのための音減衰装置の分野に関する。
【背景技術】
【0002】
今日、超薄壁パネルは、車両、機械類および電化製品の製造に、ほとんど例外なく使用されている。機械的に動くパーツあるいは機械的作動するモータは、多くの場合、人の耳の可聴範囲内にある振動を、それらの薄壁パネルに不可避的に与える。それらの振動は、固体伝播音のかたちで車両または機械類あるいは電化製品の全体に伝わり、また、離れた場所においては、不快なノイズとして空気中に放射される可能性がある。音響放射および固体伝播音ダンピングを低減するために、それらのパネルには、特に自動車の構造、および家庭用電化製品の製造においては、多くの場合、(「耐振塗装」と呼ばれる)音減衰ライニングが装備されている。
【0003】
当業者は、音減衰と遮音を厳密に区別している。音減衰においては、音響振動エネルギは、他のかたちのエネルギ、例えば、熱に変換される。遮音においては、縦振動(音)の経路は、バリアによって減少される。このことは、例えば、その音の反射によっても行われる。
【発明の概要】
【発明が解決しようとする課題】
【0004】
音減衰のための多くの方法が既に知られている。従来の方法によれば、高比重量を有する充填材とビチューメンの混合物がフィルム状に押出し成型され、それから対応する形状のパーツが型打ちされ、または切断される。そして、それらのフィルムは、関連するパネル部材に接着接合され、すなわち、それらのフィルムは、加熱によって、そのパネルの形状に適合する必要もある可能性がある。これらのビチューメンフィルムは、材料コストが安いため、いまだによく使われているが、非常に脆く、さらに、特に低温時には、パネルから剥落する傾向がある。しばしば提案されているようなエラストマーの添加は、多くの用途には不十分なわずかな改善をもたらすだけである。また、機械または車両の複雑に成型された、あるいは接近しにくいパネル部材、例えば、自動車のドアのキャビティの内面への、予め成型されたビチューメン部材の適用は不可能である。さらに不利な点は、多くの場合、単一の車両または電化製品に対して、いくつかの型打ち部材が必要であり、複雑な在庫管理を要するということである。
【0005】
本出願人による独国特許出願公開第102005003057(A1)号明細書は、スプレー塗装設備を用いて、自動車の塗装されていない車体に吹き付けることができ、そして硬化後に、音響減衰をもたらすことのできるような、室温で、または室温よりもわずかに高い温度で低粘度を有するゴム化合物を開示している。その明細書で挙げられている調製物は、多くの特殊な用途に適している。これらの調製物は、硬化のための加硫工程を要するが、これは、焼成条件が正確に実行されることが要求される。
【0006】
米国特許第6,135,541号A明細書は、側面衝突保護を保証する補強コンポーネントを具備し、そのコンポーネントには、音響振動を減衰させるために、衝撃減衰接着剤を含み、およびドアの外側パネルに接触している減衰要素が設けられている、自動車のドアを開示している。多数の減衰要素を用いる場合のアセンブリの複雑性の高さは、ここでは不利である。また、減衰されることが可能な領域は、その減衰要素を設けた場合、その側面衝突プロテクタの領域に限定される。
【課題を解決するための手段】
【0007】
従って、本発明の目的は、改良された音減衰装置を利用可能にすることである。
【0008】
この目的は、クレーム1の特徴によって達成される。
【0009】
本発明の有利な実施形態は、添付クレームによって示されている。
【0010】
本発明の基本的なアイデアは、例えば、車両の、好ましくは平面的な、特に平坦な、または湾曲したコンポーネント上のぐらつきおよび/または振動および/またはノイズを低減するための装置をもちいることであり、この装置は、キャリアと、そのキャリア上に設けられた、ぐらつきおよび/またはノイズおよび/または振動を低減するための減衰手段と、その平坦なコンポーネントの、以後、本願明細書において単に「振動ゾーン」と呼ぶ、多数のぐらつきおよび/またはノイズおよび/または振動ゾーンをカバーするためにそのキャリア上に設けられた複数の減衰手段とを具備する。その装置を車両に用いる場合、そのぐらつきおよび/または振動源は、例えば、その車両のエンジンとなるが、その振動ゾーンは、例えば、そのエンジンによって振動が引き起こされた薄壁パネル上に位置することとなり、そのパネルにおいて、その振動が不快な音として空気中に放射される。
【0011】
このような装置の利用は、多くの利点をもたらす。キャリアの複数の領域に減衰手段を備えることにより、1つのキャリアによって、平面的なコンポーネントの多数の振動ゾーンに影響を及ぼすことが可能である。このことは、この装置を用いて、多数の振動ゾーンに影響を及ぼすことのできる、キャリアを有するたった一つの装置を設けるだけでよいため、特に、安価なアセンブリを保証する。そのキャリアの形状は、好ましくは、影響を及ぼされるその平面的なコンポーネントのゾーンに適合され、およびその減衰手段または制振材料と共にそのゾーンの領域内に備えられる。
【0012】
適切なキャリアは、特に金属材料から製造することができる。アルミニウムで作られたキャリアも考えられる。しかし、プラスチック材料が用いられる。そのキャリアは、特に、ポリアミドおよび/またはナイロンから製造することができる。
【0013】
膨張性材料、特に好ましくは、熱膨張性材料が、好ましくは、減衰手段または制振材料として用いられる。
【0014】
特に、車両の内部および外部の全てのパネル、例えば、ドアパネル、エンジンコンパートメントフード、トランク蓋、車の屋根、フロアパネル、フェンダー、フロントピラー、センターピラー、リヤピラーおよび/または敷居が、減衰される平面的なコンポーネントとして適切である。本発明による装置は、当然、航空または機械あるいは産業エンジニアリングにおける平面的なコンポーネントを減衰させるのにも用いることができる。
【0015】
さらなる利点は、そのキャリアには、その平面的なコンポーネントに対向するそのキャリアの側にその減衰手段が備えられているということである。それにより、その減衰手段が、その平面的なコンポーネントに確実に接触することが保証できる。膨張可能な減衰手段が用いられている場合、そのキャリアを備えるというこの方法は、その減衰手段の膨張方向を、特に、減衰される平面的なコンポーネントの方向に事前に決定する。
【0016】
さらなる利点は、本発明による装置のためのキャリアは、金属材料から製造され、すなわち、この場合、特に、その平面的なコンポーネントが、それから構成される材料または材料群が考えられ、あるいは、そのキャリアがその上に固定される別のコンポーネントが構成される。それにより、コンポーネント間の接触腐食を回避することが可能である。また、その平面的なコンポーネントおよびキャリアの1つの材料からの製造は、廃棄を簡略化する。さらに、そのキャリアに対する金属材料の使用は、強度に関する利点をもたらす可能性がある。そのキャリアは、例えば、その平面的なコンポーネントおよびそれに伴って、その減衰手段のためのキャリア機能と共に、強化構造効果を追加的に提供するように、構成することができる。
【0017】
別法として、そのキャリアをプラスチック材料から製造することが有利である可能性がある。このような文脈においては、熱可塑性物質を用いることが特に有利である。このことは、特に、そのようなキャリアの製造を単純化する。この種のキャリアは、例えば、射出成型により、経済的に製造することができる。また、特に軽量なキャリアを、プラスチック材料の使用によって提供することができる。プラスチック材料の使用は、その装置の耐食性に良い影響を与えることもできる。ポリアミド、特にPA−6,6は、そのキャリアのための材料として特に有利であることが分かっている。
【0018】
さらなる利点は、射出成型法による、そのキャリアへのその減衰手段の適用である。その減衰手段は、この文脈においては、好ましくは、射出成型工程中に、そのキャリア上に射出成型される膨張可能な材料で形成され、金属材料またはプラスチック材料で形成される。時間とコストを節約するために、好ましくは、そのキャリアの全ての減衰手段は、1度の射出成型工程で適用される。その減衰手段を適用するのに射出成型法を利用するため、その減衰手段を、そのキャリアの意図する箇所に正確に適用することができる。また、その制振材料の計量は容易であり、そのため、(コストを増加させる)過剰な材料、または、(その平面的なコンポーネントの減衰作用の低下をもたらす)過小な材料の適用はない。
【0019】
部分接続射出成型法および/または双射出成型法を用いた上記装置の製造は、そのキャリアをプラスチック材料から製造するのに特に有利であることが分かっている。第1のステップにおいて、そのキャリア自体は、熱可塑性プラスチック材料、具体的にはポリアミドを射出成型金型内に射出することにより、位置固定および/または任意の追加的な構成的機能のための可能な接続手段と共に製造することができる。その射出成型金型の2つの半体は、その後、型外しのために引き離される。そして、第2の作業工程において、特に、熱膨張可能な材料で形成された複数の減衰手段を、第2の適切な射出成型金型に適用することができる。本発明による装置のための、この種の(好ましくは、全体的に自動化された)製造方法を用いて、減衰すべき平面的なコンポーネントのために厳密に設計された装置を、製造ばらつきを小さくして利用可能にできる。
【0020】
さらなる利点は、熱膨張可能な材料の減衰手段または制振材料としての利用である。適当な基本的な高分子結合剤、具体的には、この文脈においては、例えば、エチレン酢酸ビニル共重合体(EVA)、エチレンと、重合アクリル酸(メタクリル酸)の一部を随意に含むことも可能なアクリレートエステルとの共重合体、スチレンと、ブタジエンまたはイソプレンあるいはその水素化生成物との統計的またはブロック共重合体を用いることができる。そのブロック共重合体は、SBSまたはSISタイプのトリブロック共重合体、または、それらの水素化生成物SEESまたはSEPSとすることも可能である。また、結合剤は、架橋剤、接着促進剤、粘着付与樹脂、可塑剤、および追加的な補助剤および添加剤、例えば、低分子量オリゴマーも含むことができる。十分な推進能力および膨張性を達成するために、これらの高分子結合剤は、推進剤も含む。既知の全ての推進剤は、原則として、推進剤、例えば、分解によってガスを放出する「化学推進剤」、または中空球を膨張させる「物理推進剤」として適切である。前者の推進剤の実例は、アゾビスイソブチロニトリル、アゾジカーボンアミド、ジニトロソペンタメチレンテトラミン、4,4’−オキシビス(ベンゼンスルホン酸ヒドラジド)、ジフェニルスルホン−3,3’−ジスルホヒドラジド、ベンゼン−1,3’−ジスルホヒドラジド、p−トルエンスルホニルセミカルバジドである。物理推進剤の実例は、ポリ塩化ビニリデン共重合体またはアクリロニトリル−アクリレート(メタクリル酸)共重合体に基づく膨張可能な中空プラスチックミクロスフェア、例えば、それぞれ、Pierce&Stevens社およびCasco Nobel社の“Dualite”および“Expancel”という名称で一般に入手可能なミクロスフェアである。
【0021】
国際特許出願PCT/EP2007/008141に記載されているような制振材料を減衰手段として用いることが特に適切である。その制振材料に関連する態様に関して、読者は、その開示内容が、本特許出願の開示を、その程度まで補完する前述の文書を参照してもよい。
【0022】
その膨張可能な材料の活性化および膨張は、好ましくは、例えば、車体の陰極浸漬被覆を硬化させるための陰極浸漬炉の処理熱を利用して実現することができる。その膨張可能な材料を膨張させるための独立した加熱も当然、考えられる。この文脈においては、そのキャリアは、膨張時の固定化前に、その振動ゾーンにおけるその減衰手段の位置を決める。このために、そのキャリアは、好ましくは、その平面的なコンポーネントまたは別のコンポーネントに固定接続される。
【0023】
追加的な利点は、そのキャリアには、減衰されるコンポーネントに対するその装置の位置を確立するための固定手段が備えられているということである。そのキャリアをそのコンポーネント自体に、あるいは、減衰されるコンポーネントに直接または間接的に接続される追加的なコンポーネントに固定するための対策を行うことができる。その装置が、車両ドアの外側パネルを制振するのに使用される場合、そのキャリアは、特に、強化または補強コンポーネント、例えば、側面衝撃プロテクタに設けることができ、そのキャリアには、対応する固定手段が備えられている。その固定手段は、好ましくは、そのキャリアの製造中に、プラスチック材料で射出成型される。特に、取付け箇所において、対応するレセプタクルにはめ込むことが可能なクリップまたはクランプが用いられる。また、対応する突出固定要素により、そのキャリアを取付け箇所に固定するために、開口部のかたちの固定要素を用いて、そのキャリアを装備することも考えられる。
【0024】
さらなる利点は、そのキャリアは、その装置の設置位置での組立ての前に、互いに結合される多数のキャリア部材から製造されるということである。この種の構成は、特に、そのキャリアまたはその減衰手段が複雑な形状を有している場合に有利である。そのキャリア部材は、例えば、個々に1つ以上の減衰手段を備えることができ、その結果、それらの減衰手段が備えられたキャリアは、そのキャリアを利用可能にするために結合される。多数のキャリア部材の製造は、例えば、そのキャリアおよび/または減衰手段のアンダーカットまたは他の潜在的で特別な機能は、例えば、射出成型技術に関しては実施するのが困難である可能性があるため、特に、そのキャリアおよび/または減衰手段が、射出成型法を用いて製造される場合が有用であることが分かる可能性がある。
【0025】
さらなる利点は、そのキャリアには、その減衰手段のために設けられた領域内に、開口部または穴が備えられているということである。それらの開口部は、それらの減衰手段のキャリア上への確実な固定化を保証する。例えば、それらの減衰手段は、減衰される材料が、それらの開口部内に局所的に移動し、その結果、機械的固定を利用可能にできるような方法で、そのキャリア上に射出成型することができる。膨張可能な材料が減衰手段として用いられる場合、その材料は、膨張後のそのキャリア上の減衰手段に対する追加的な固定を確実にするように、膨張時には、その開口部を通って膨張することができる。この固定は、このような方法において、その減衰手段によって減衰される面に作用する力に関しては、その減衰手段を介してそのキャリアへ伝達することができるため、特に、そのキャリアのための追加的な補強機能の場合に有利になる可能性がある。
【0026】
次に、本発明のいくつかの特に好適な実施形態を、図面を参照してさらに詳細に説明する。
【図面の簡単な説明】
【0027】
【図1】外側パネルを制振するのに用いられる本発明による装置を有する、自動車ドアの内側の側面図である。
【図2】図1の自動車ドアの外側の部分断面側面図である。
【図3】外側パネルを制振するのに用いられる本発明による装置の代替的な実施形態を有する、自動車ドアの外側の部分断面側面図である。
【図4】図3の自動車ドアの線A−Aに沿った断面図である。
【図5】外側パネルを制振するのに用いられる本発明による装置のさらなる代替例を有する自動車ドアの部分斜視図である。
【図6】図5の本発明による装置の部分側断面図である。
【発明を実施するための形態】
【0028】
図1は、本発明による装置100、110が備えられている自動車ドア200の内側の側面図である。自動車ドア200は、平面的なコンポーネントとして、さらなる平面的なコンポーネント(外側パネル202)に接続されている内側パネル201を具備する。外側パネル202は、その車両の外面の一部を意味する。ドア200は、ヒンジ203を介して、その車両のボディに接続されている。ドア200は、中にウィンドウ(図示せず)が設けられているウィンドウ開口部208をさらに具備する。内側パネル201および外側パネル202は、キャビティ208を部分的に取り囲んでいる。キャビティ208の内側には、本発明の例証的実施形態において、固定要素207を介して内側パネル201上に取付けられ、およびドア200の安定性および強度を高め、および特に、ドア200のための側面衝撃保護をもたらす補強コンポーネント206が配置されている。補強コンポーネント206は、キャビティ208の高さの約半分の所にヒンジ203が設けられているドア200の側面から、キャビティ208の下方領域のドア200の反対側までキャビティ208の内側を斜めに伸びている。
【0029】
外側パネル202およびその内側パネルは、薄壁パネルで形成されており、その薄壁パネルには、可聴範囲内にある可能性のある振動が、車両の可動部材により、または、エンジンの作動によって伝わる可能性がある。それらの振動は、不快なノイズとして空気中に放射される可能性があり、そのため、それらの振動を減衰させるための2つの装置100、110が、キャビティ208の内側の振動ゾーンおよび/またはぐらつきゾーンに設けられている。一方の装置100は、補強コンポーネント206の下のキャビティ208内に設けられている。第2の装置110は、ウィンドウ開口部204の下のキャビティ208の内側に設けられている。装置100は、プラスチック材料、この場合はポリアミド−6,6で形成されたキャリア101を具備する。キャリア101は、キャビティ208の内側で、補強コンポーネント206と平行に伸びている上方キャリア領域で構成されている。それによってキャリア101がドア200の補強コンポーネント206上に固定される固定手段103は、上方キャリア領域104上に形作られている。上方キャリア領域104からは、下方キャリア領域105がその上に形作られている接続キャリア片106が突出している。キャリア101は、このようにして下方キャリア領域105と、接続キャリア片106と、形作られた固定手段103を有する上方キャリア領域104とを含む。外側パネル202の振動を吸収し、および好ましくは、その振動を熱に変換する減衰手段(図示せず)は、キャリア101上に設けられている。
【0030】
ウィンドウ開口部204の下において、第2の装置110には、上方キャリア領域114と共に、ウィンドウ開口部204の範囲を定めるフレームの下側と実質的に平行に伸びているキャリア111が設けられている。キャリア111は、上方キャリア領域114からある角度で突出する接続キャリア片116と、ドア開口装置(図示せず)の領域内に伸びる下方キャリア領域115をさらに具備する。キャリア111には、キャリア111がそれを用いて外側パネル202上に固定される固定手段113が備えられている。また、キャリア111は、外側パネル202の振動を減衰させるように作用する減衰手段(図示せず)を具備する。装置100、110の減衰手段102、112は、当然、内側パネル201を減衰させるのにも用いることができる。また、自動車の他の平面的なコンポーネント、特に、エンジンコンパートメントフード、ルーフ、トランク蓋、フェンダー、他のドア、フロアパネルおよび/または敷居に対する装置100、110の利用も考えられる。
【0031】
図2は、図1の自動車ドアの外側の部分側断面図である。この図において、キャビティ208の範囲を部分的に定める外側パネル202の表面は、より明確にするために省略されている。外側パネル202の省略された領域を通して、補強コンポーネント206が可視的になっており、そのコンポーネントは、固定要素207を介して内側パネル201上に取付けられており、また、キャビティ208の内側に斜めに伸びている。キャリア101は、固定手段113を介して補強コンポーネント206に接続されている。固定手段103は、好ましくは、補強コンポーネント206上の対応するレセプタクルと接触するクリップまたはクランプとして構成することができる。当然、キャリア101の補強コンポーネント206に対する接着接続も考えられる。キャリア101には、2つの減衰手段102が備えられており、第1の減衰手段102は、上方キャリア領域104に設けられており、また、第2の減衰手段102は、下方キャリア領域105に設けられている。減衰領域102の個々のセグメントへの細分化は、目的とする減衰を実施するために、および材料を節約するために、当然、可能である。固定手段113を介して、好ましくは、外側パネル202に接着接合されている第2の装置210は、ウィンドウ開口部204の下に設けられている。第2の装置210は、外側パネル202の多数の振動ゾーンに影響を与える多数の減衰手段112を具備する。
【0032】
本発明の例証的実施形態において、用いられている減衰手段102、112は、熱膨張材料、具体的には、特許出願PCT/EP2007/008141に記載されているような材料を含み、その特許出願の開示内容は、その程度まで本開示を補完する。膨張可能な材料の活性化および膨張は、好ましくは、車体の陰極浸漬被覆、およびそれに伴って車両ドア200の陰極浸漬被覆も硬化させるための陰極浸漬炉の処理熱を利用することによって起きる。それにより、どのようにでも行われるある方法の処理熱は、その膨張可能な材料を膨張させるために利用されるので、方法ステップを排除すること、および時間およびコストを節約することが可能である。減衰手段102、112は、膨張した状態で、減衰されるコンポーネント(この例証的実施形態においては外側パネル202)に付着し、そして、外側パネル202の振動を吸収して、好ましくは熱に変換する。このようにして、キャリア101、111は、主に、減衰手段102、112のための組立て補助および固定化機能として作用する。また、キャリア101、111は、それらが、特に、外側パネル202に対して補強効果を生じるように追加的に構成することも可能である。
【0033】
図3は、外側パネル202を減衰させるのに用いられる、本発明による装置100、110の代替的な実施形態を有する自動車ドア200の外面の部分側断面図である。キャビティ208の範囲を部分的に定める外側パネル202の表面は、より明確にするために省略されている。内側パネル201は、外側パネル202の省略された部分を通して可視的になっている。ドア200は、固定要素207を介して、内側パネル201に対して両側に接続された補強コンポーネント206を具備し、そのコンポーネントは、キャビティ208の内側で斜めに伸びている。補強コンポーネント207の外側パネル202に対向している側には、キャリア101を有する本発明による装置100が設けられており、この装置は、固定手段103を介して補強コンポーネント206に接続されている。キャリア101は、上方キャリア領域104および下方キャリア領域105で構成されており、この下方キャリア領域は、接続キャリア片206を介して上方キャリア領域104に接続されている。装置100は、上方キャリア領域104を介し、前記固定手段103によって、補強コンポーネント206に接続されている。上方キャリア領域204は、補強コンポーネント206上に伸びており、またそれに伴って、少なくとも部分的に、補強コンポーネント206と外側シェル202との間に配置されている。下方キャリア領域105は、補強コンポーネント206の下の外側パネル202のさらなる振動ゾーンをカバーし、かつそこで作動するように機能する。装置100のキャリア101上には、膨張後に、外側パネル202の振動の減衰を実現するために、外側パネル202の内壁に接触し、および例えば、その内壁に付着する熱膨張可能な材料で形成された多数の減衰手段102が設けられている。
【0034】
この例証的実施形態においては、同様に、ドア200は、第1の装置100の上でウィンドウ開口部204の下に、第2の装置110を具備する。第2の装置110のキャリア111は、上方キャリア領域114と、接続キャリア片116を介して上方キャリア領域114に接続されている下方キャリア領域115とを具備する。キャリア111は、上方キャリア領域114において、形作られた固定手段113を介して外側パネル202に接続されている。この例証的実施形態において、固定手段113は、外側パネル202の傾斜セグメント間に把持されているキャリア111の突出面領域として構成することができる。当然、装置110の内側パネル201への固定も考えられる。ここでも同様に熱膨張可能な材料で形成されている多数の減衰手段112が、第2の装置110のキャリア111上に設けられている。両装置100、110は、当然、内側パネル201の減衰のためにも設けることができる。減衰手段102、112を、異なる材料で形成することもさらに考えられる。特に、減衰手段102、112の一部を、例えば、熱膨張可能な材料によって利用可能にすること、および別の部分を、例えば、ビチューメンによって利用可能にすることも考えられる。
【0035】
図4は、図3の自動車ドア200の線A−Aに沿った断面図である。外側パネル202を減衰させるための装置100は、内側パネル201および外側パネル202によって取り囲まれているキャビティ208内を実質的に貫通して伸びる補強コンポーネント206上に設けられている。前記装置は、補強コンポーネント206と、外側パネル202の内壁との間に配置されている。装置100のキャリア101は、装置100の位置を確立するために、固定手段(図示せず)を介して補強コンポーネント206に接続されている。外側パネル202の内壁に対向しているキャリア101の面には、減衰手段102として、膨張後に外側パネル202の内壁に接触する膨張可能な材料が設けられている。キャリア101は、外側パネル202の追加的な振動ゾーンに影響を及ぼすように作用する追加的な減衰手段102がその上に設けられている突出領域を具備する。追加的な減衰手段102は、もはや補強コンポーネント206の領域には配置されていない。キャリア101の補強コンポーネント206への固定の結果として、単一の装置100によって、多数の振動ゾーンに影響を与えることが可能である。このことは、多数の振動ゾーンをカバーするために、1つのみの装置100が補強コンポーネント206に接続される必要があるため、特に組立てに関して利点をもたらす。
【0036】
ドア200の上方領域には、それによってウィンドウ開口部(図示せず)を閉鎖することができるウィンドウ205が図示されている。ウィンドウ205からある距離には、キャビティ208内に突出するウィンドウガイド209が設けられている。ウィンドウガイド209は、外側パネル202の傾斜縁部210において、外側パネル202に接続されている。ウィンドウガイド209は、この文脈においては、その傾斜領域間に把持されており、またそれに伴って、摩擦係合接続によって固定されている。この例証的実施形態において、ウィンドウガイド209は、第2の減衰装置110の一部として構成されている。これは、キャリア111がそれによって外側パネル202に接続される、キャリア111から突出する平面的な固定手段113のことを指す。ここでは同様に、その接続は、キャリア111と、そのキャリア上に設けられた減衰手段112との位置的固定化をもたらす。減衰手段112は、外側パネル202の内壁に対向しているキャリア111の面に設けられている。また、キャリア111は、第2の装置110と共に、多数の振動ゾーンをカバーするために、追加的な減衰手段102(この断面図では明らかではなく、または、より明確にするために省略されている)を具備する。
【0037】
図5は、ドア200の外側パネル202を減衰させるのに用いられる、本発明による装置100のさらなる代替例を有する自動車ドア200の斜視図である。図示されている例証的実施形態において、ドア200の内側パネルは、より明確にするために省略されている。ドア200は、開口部を含む補強コンポーネント206を具備する。補強コンポーネント206と、外側パネル202の内壁との間に部分的に配置された装置100は、補強コンポーネント206と装置100との間の接続を利用可能にするために、特に、装置100に配置された減衰手段102の、減衰されるべき外側シェル202に対する位置を決めるために、補強コンポーネント206内に設けられた開口部に係合することができるスナップ接続手段の形の突出固定手段103をキャリア101上に具備する。減衰手段102は、キャリア101と、外側パネル202の内壁との間に配置されている。この領域において、キャリア101は、実質的にかつ少なくとも局所的に補強コンポーネント206と平行に伸びている。キャリア101は、追加的な減衰手段102の受容のために設けられるキャリア101の追加的な部材への接続をもたらす、ある角度で突出する部材をさらに具備する。この第2の領域は、ドア200のドアハンドル凹部211の下に配置されている。減衰手段102は、ここでもまた、外側パネル202の内壁に対向している面のこの領域内に設けられている。キャリア101の前記開口部108は、キャリア101のこの領域内では明確である。それらの開口部108は、減衰手段102が備えられているキャリア101の他の領域にも配置されている。減衰手段(この例証的実施形態においては、膨張可能な材料)102は、膨張時に、開口部108と通って膨張し、それによって、キャリア101の減衰手段102に対する、および/または外側シェル202の内壁への、および/または補強コンポーネント206への固定化および/または接着接合を実現することができる。それにより、特に、構造的に補強するコンポーネントとしてのキャリア101の考えられる構成の場合に、外側パネル202の追加的な補強を実現することが可能である。さらに、追加的な固定手段103が、ドアハンドル凹部211の下に設けられたキャリア101の一部に設けられている。それらの追加的な固定手段は、ドア200の追加的なコンポーネントに対する装置100の追加的な固定に用いることができる。また、追加的な振動ゾーンをカバーするために、追加的な減衰装置を、図示されている装置100に接続することもできる。
【0038】
図6は、図5の本発明による装置100の部分側断面図である。装置100は、熱可塑性プラスチック材料で形成されたキャリア101を具備する。キャリア101は、膨張可能な材料で作られた減衰手段102を収容するように機能する上方キャリア領域104を含む。装置100を、あるコンポーネント上に、例えば、自動車ドアに固定するための隠れている固定手段が、上方キャリア領域104の裏面に設けられている。ある角度で突出する接続キャリア片106が、上方キャリア領域104に設けられている。この片は、追加的な減衰手段を備えることができる。接続キャリア片106は、接続キャリア片106から同様にある角度で突出しているが、この例証的実施形態においては、上方キャリア領域104から略反対方向に向けられている下方キャリア領域105に、上方キャリア領域104を接続する。上方キャリア領域104、接続キャリア片106および下方キャリア領域105は、一緒になって装置100のキャリア101を構成する。下方キャリア領域105には、同様に、追加的な減衰手段102が備えられている。下方キャリア領域105の減衰手段102が部分的に省略されている部分断面図には、減衰手段102が、そこを通って膨張することができるキャリア101の開口部108が可視的になっている。上方キャリア領域104もまた、同様の開口部108を有することができる。この例証的実施形態においては、装置100は、双射出成型法によって製造される。形作られた接続キャリア片106および減衰手段102を有する上方キャリア領域104は、第2の減衰手段102を有する下方キャリア領域105とは別の製造工程で製造される。そして、上方キャリア領域104は、キャリア101および装置100を作り出すために、接続キャリア片106を用いて、下方キャリア領域106に接続される。この目的のために、接続手段107が、接続キャリア片106上に形作られ、また、手段107を接続するための対応するレセプタクルが、下方キャリア領域105上に形作られる。これらの部材は、具体的には、当業者には周知されているクリップタイプまたはスナップタイプの接続要素とすることができる。
【0039】
キャリア101のキャリア部材104、105を製造するために、第1の工程において、位置固定および/または随意の追加的な構成機能(例えば、開口部108)のための可能性のある接続手段107を有するキャリア部材104、105自体が、熱可塑性プラスチック材料を射出金型に射出することによって製造される。そして、その射出金型の2つの半体は、型外しのために引き離される。次いで、第2の作業工程において、第2の射出成型作業における第2の適切な射出金型内への射出によって、減衰手段102を施すことができる。
【符号の説明】
【0040】
100 装置
101 キャリア
102 減衰手段
103 固定手段
104 上方キャリア領域
105 下方キャリア領域
106 接続キャリア片
107 接続手段
108 開口部
110 第2の装置
111 キャリア
112 減衰手段
113 固定手段
114 上方キャリア領域
115 下方キャリア領域
116 接続キャリア片
200 車両ドア
201 内側パネル
202 外側パネル
203 ヒンジ
204 ウィンドウ開口部
205 ウィンドウ
206 補強コンポーネント
207 固定要素
208 キャビティ
209 ウィンドウガイド
210 傾斜縁部
211 ドアハンドル凹部
【特許請求の範囲】
【請求項1】
車両のコンポーネント(201、202)のぐらつきおよび/または振動を低減するための装置(100、110)であって、キャリア(101、111)と、前記ぐらつきおよび/または振動を低減するためにキャリア(101、111)に設けられた減衰手段(102、112)とを具備し、コンポーネント(201、202)の多数のぐらつきゾーンおよび/または振動ゾーンをカバーするために、複数の減衰手段(102、112)がキャリア(101、111)に設けられている装置。
【請求項2】
減衰手段(102、112)は、コンポーネント(201、202)に対向しているキャリア(101、111)の面に設けられている、請求項1に記載の装置(100、110)。
【請求項3】
キャリア(101、111)は金属で形成される、請求項1または2に記載の装置(100、110)。
【請求項4】
キャリア(101、111)はプラスチックで形成される、請求項1〜3のいずれか1つに記載の装置(100、110)。
【請求項5】
減衰手段(102、112)をキャリア(101、111)上に取り付けるために、射出成型法が用いられる、請求項3または請求項4に記載の装置(100、110)。
【請求項6】
プラスチック材料からのキャリア(101、111)の製造、および減衰手段(102、112)の製造は、部分接合射出成型法および/または双射出成型法を用いて実行される、請求項4に記載の装置(100、110)。
【請求項7】
熱膨張可能な材料が、減衰手段(102、112)として利用される、請求項1〜6のいずれか1つに記載の装置(100、110)。
【請求項8】
キャリア(101、111)は、それ自体が減衰されるコンポーネント(201、202)に、および/または前記車両の追加的なコンポーネント(206)に、固定するための固定手段(103、113)を具備する、請求項1〜7のいずれか1つに記載の装置(100、110)。
【請求項9】
キャリア(101、111)は、組立ての前に、装置(100、110)の取付け位置において、互いに接合される多数のキャリア部材(104、105、106)で構成されている、請求項1〜8のいずれか1つに記載の装置(100、110)。
【請求項10】
キャリア(101、110)は、キャリア(101、111)と減衰手段(102、112)との間の確実な接続を可能にするために、減衰手段(102、112)の領域に開口部(108)を具備する、請求項1〜9のいずれか1つに記載の装置(100、110)。
【請求項1】
車両のコンポーネント(201、202)のぐらつきおよび/または振動を低減するための装置(100、110)であって、キャリア(101、111)と、前記ぐらつきおよび/または振動を低減するためにキャリア(101、111)に設けられた減衰手段(102、112)とを具備し、コンポーネント(201、202)の多数のぐらつきゾーンおよび/または振動ゾーンをカバーするために、複数の減衰手段(102、112)がキャリア(101、111)に設けられている装置。
【請求項2】
減衰手段(102、112)は、コンポーネント(201、202)に対向しているキャリア(101、111)の面に設けられている、請求項1に記載の装置(100、110)。
【請求項3】
キャリア(101、111)は金属で形成される、請求項1または2に記載の装置(100、110)。
【請求項4】
キャリア(101、111)はプラスチックで形成される、請求項1〜3のいずれか1つに記載の装置(100、110)。
【請求項5】
減衰手段(102、112)をキャリア(101、111)上に取り付けるために、射出成型法が用いられる、請求項3または請求項4に記載の装置(100、110)。
【請求項6】
プラスチック材料からのキャリア(101、111)の製造、および減衰手段(102、112)の製造は、部分接合射出成型法および/または双射出成型法を用いて実行される、請求項4に記載の装置(100、110)。
【請求項7】
熱膨張可能な材料が、減衰手段(102、112)として利用される、請求項1〜6のいずれか1つに記載の装置(100、110)。
【請求項8】
キャリア(101、111)は、それ自体が減衰されるコンポーネント(201、202)に、および/または前記車両の追加的なコンポーネント(206)に、固定するための固定手段(103、113)を具備する、請求項1〜7のいずれか1つに記載の装置(100、110)。
【請求項9】
キャリア(101、111)は、組立ての前に、装置(100、110)の取付け位置において、互いに接合される多数のキャリア部材(104、105、106)で構成されている、請求項1〜8のいずれか1つに記載の装置(100、110)。
【請求項10】
キャリア(101、110)は、キャリア(101、111)と減衰手段(102、112)との間の確実な接続を可能にするために、減衰手段(102、112)の領域に開口部(108)を具備する、請求項1〜9のいずれか1つに記載の装置(100、110)。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2012−518767(P2012−518767A)
【公表日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願番号】特願2011−551421(P2011−551421)
【出願日】平成21年11月27日(2009.11.27)
【国際出願番号】PCT/EP2009/065988
【国際公開番号】WO2010/097129
【国際公開日】平成22年9月2日(2010.9.2)
【出願人】(391008825)ヘンケル・アクチェンゲゼルシャフト・ウント・コムパニー・コマンディットゲゼルシャフト・アウフ・アクチェン (309)
【氏名又は名称原語表記】Henkel AG & Co. KGaA
【住所又は居所原語表記】Henkelstrasse 67,D−40589 Duesseldorf,Germany
【Fターム(参考)】
【公表日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願日】平成21年11月27日(2009.11.27)
【国際出願番号】PCT/EP2009/065988
【国際公開番号】WO2010/097129
【国際公開日】平成22年9月2日(2010.9.2)
【出願人】(391008825)ヘンケル・アクチェンゲゼルシャフト・ウント・コムパニー・コマンディットゲゼルシャフト・アウフ・アクチェン (309)
【氏名又は名称原語表記】Henkel AG & Co. KGaA
【住所又は居所原語表記】Henkelstrasse 67,D−40589 Duesseldorf,Germany
【Fターム(参考)】
[ Back to top ]