
平板状組電池及びその製造方法
【課題】 電池を大容量化するための製造工程を自動化することで、製造コストを従来と比べ安価とすることを可能とし、しかも外部からの力に強い構造を有する積層型組電池の提供。
【解決手段】 正極リード及び負極リードを有する平板状の素電池を厚み方向に複数枚積層した平板状組電池において、各素電池は、同一辺上の異なる位置から前記正極リード及び負極リードを延出することを特徴とする平板状組電池。
同一辺上の異なる位置から前記正極リード及び負極リードを延出した平板状の素電池を厚み方向に複数枚積層する第一の工程、全ての正極リード及び負極リードを回路基板に直接電気的に接合する第二の工程からなる平板状組電池実装体の製造方法。
【解決手段】 正極リード及び負極リードを有する平板状の素電池を厚み方向に複数枚積層した平板状組電池において、各素電池は、同一辺上の異なる位置から前記正極リード及び負極リードを延出することを特徴とする平板状組電池。
同一辺上の異なる位置から前記正極リード及び負極リードを延出した平板状の素電池を厚み方向に複数枚積層する第一の工程、全ての正極リード及び負極リードを回路基板に直接電気的に接合する第二の工程からなる平板状組電池実装体の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、平板状組電池及びその製造方法に関し、より具体的には複数の単位素電池からなる組電池の製造工程の自動化を可能とし、しかも耐久性に優れた構造を有する平板状組電池及びその製造方法に関する。
【背景技術】
【0002】
ポリマー電解質電池は、電極および電解質をシート状にすることができるため、薄型の積層型電池を製造することが可能である。このような高出力型電池としては例えばリチウムイオン電池があり、平板状の正極板と負極板とをセパレータを介在させつつ積層した充電要素の両面を一対のラミネートフィルムで挟み、その周縁部を熱溶着により接合することで、充電要素とともに電解液を密封するようにしている積層型電池が知られている。
近年の電池大容量化のニーズに応えるべく、単位セルを複数枚重ね合わせて直列接続することで大容量化が行われていたが配線が複雑となるため、電池集合体の製造工程が複雑化し、これにより製品のコスト増を招いていた。そこで、ラミネートフィルムで外装した複数の電池単体を、互いに直列接続した状態で、フレキシブルプリント配線基板の片面に、両面接着テープを用いて取り付け、他面には電池単体を同様にして取り付け、表裏両面の電池群を互いに並列接続する電池集合体が提言されている(特許文献1)。
【0003】
また、近年の電気自動車やハイブリッドカーの開発が進められるにつれ、積層型電池の省スペース化のニーズが高まっている。そこで、積層されることによって電池要素部および電気回路部が形成されるようにパターニングされた複数の層を基盤上に積層させることにより、省スペース化を図った積層型電池が提言されている(特許文献2)。
【0004】
【特許文献1】特開2004−47167号公報
【特許文献2】特開2004−213971号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
電池を大容量化するためには、単位セルを並列直列接続した組電池を作ることとなるが、配線が複雑なため、製造工程を自動化することができないという問題があり、また配線が複雑なゆえに端子間で短絡が発生しやすいという問題もある。
例えば、図1に示すように4並列4直列の組電池の場合、ニッケル板等の金属板を抵抗溶接あるいははんだ付けで接続することで単位ユニットを構成し、各単位ユニット間と回路基板(IC)とをリード線を介してはんだ付けすることで製造される。市販の円筒形電池等を用いて組電池を構成した場合、形状の自由度が低く、形状によっては極めて配線が複雑になるという問題がある。
【0006】
一方、積層型電池においては、面形状の構成が容易となるが、電池を大容量化するためには単位セル毎に設けたリードをまとめて負極又は正極リードと溶接する工程が必要となり、製造工程の自動化を図ることは難しく、溶接部の強度の問題や歩留まりの問題もある。
【0007】
上記特許文献1に記載の発明は、組電池を作製する際の接続端子間の配線が複雑であり、また形状の自由度が低いという問題がある。また、接合部が外部からの力に対して弱いという問題がある。
【0008】
上記特許文献2に記載の発明は、回路基板への配線が複雑になるという問題は解消できず、また電池を構成する複数の層について予めパターンの定義をしなくてはならないという問題がある。また、接合部が外部からの力に対して弱いという問題がある。
【0009】
上記問題を鑑み、本発明は、電池を大容量化するための製造工程を自動化することで、製造コストを従来と比べ安価とすることを可能とし、しかも外部からの力に強い構造を有する積層型組電池を提供することを目的とする。
【課題を解決するための手段】
【0010】
大容量組電池の配線が複雑となる原因の一つに並列接続で構成される単位ユニットを構成することがある。また、各単位ユニットが過充電等を防ぐための回路基板に接続されることも配線が複雑となることの原因である。例えば、図1に示された1つの単位ユニットを構成するためには正極・負極8箇所を溶接する必要があり、4つの単位ユニットを構成するためには32箇所の溶接が必要となる。また、単位ユニット同士の接続、それらと回路基板との接続を含めると、図1に示された組電池では更に16箇所の溶接が必要となり、1つの組電池を作製するために必要な溶接箇所の合計は48箇所となる。
【0011】
溶接箇所を少なくするためには単位ユニットを構成することなく、代わりに充分に容量の大きな電池を直列接続することが考えられる。図1に示された組電池において、単位ユニットを大容量電池に置き換えたものが図2であり、この組電池における溶接は合計16箇所で済むこととなる。また、積層型電池を用いることにより、単位ユニットに相当する単位セルを重ね合わせることが可能となるが、製造工程の自動化のためにはこれら単位セル同士の接続及び回路基板との接続についても溶接以外の方法による結線が必要となる。
そこで本発明者は、リード線により電池構成要素を接続するのではなく、固い回路基板に直接リードを固定することにより、溶接を行わずに組電池の組立作業行うことを可能とした。
【0012】
また、平板状組電池を回路基板を挟んで水平対向に実装することにより、外部からの力を撓んで逃がす構造でありながら、電池容量は減少しない平板状組電池実装対を提供することを可能とした。
【0013】
すなわち、本発明は以下の(1)ないし(6)の平板状組電池を要旨とする。
(1)正極リード及び負極リードを有する平板状の素電池を厚み方向に複数枚積層した平板状組電池において、各素電池は、同一辺上の異なる位置から前記正極リード及び負極リードを延出することを特徴とする平板状組電池。
(2)前記複数の素電池は中央部からずれた位置から正極リード及び負極リードを延出した1組以上の一対の素電池から構成され、該一対の素電池の一方は表面を上面とし、他方は裏面を上面として厚み方向に複数枚積層した(1)の平板状組電池。
(3)正極リード及び負極リードを有する平板状の素電池を厚み方向に複数枚積層した平板状組電池において、各素電池は、同一辺上の同一位置から一部又は全部の前記正極リード及び負極リードを延出することを特徴とする平板状組電池。
(4)前記素電池は、平板形状の正極端子及び負極端子を有する単位電池要素がハウジング内で複数積層され、該ハウジングから各正極端子と電気的に接合された正極リードと、各負極端子と電気的に接合された負極リードとを延出した構成である(1)ないし(3)のいずれかの平板状組電池。
(5)前記ハウジングは、高分子−金属を複合したラミネートフィルムである(4)の平板状組電池。
(6)前記素電池の電解質層が非流動性のリチウム二次電池であることを特徴とする(1)ないし(5)のいずれかの平板状組電池。
【0014】
また、本発明は以下の(7)ないし(11)の平板状組電池実装体を要旨とする。
(7)(1)ないし(6)のいずれかの平板状組電池を構成する正極リード及び負極リードを回路基板に直接電気的に接合した平板状組電池実装体。
(8)一対の(1)ないし(6)のいずれかの平板状組電池が回路基板を挟んで水平対向に配置され、該平板状組電池の正極リード及び負極リードが該回路基板に直接電気的に接合された平板状組電池実装体。
(9)(8)の平板状組電池実装体がケースに収納され、該平板状組電池実装体の回路基板の近傍に耐外力支持柱を有する平板状組電池実装体。
(10)前記回路基板の非電気接合部を前記ケースに固着させた(9)の平板状組電池実装体。
(11)前記各平板状組電池が前記回路基板において、直列に接続されることを特徴とする(7)ないし(10)のいずれかの平板状組電池実装体。
【0015】
また、本発明は以下の(12)ないし(18)の製造方法を要旨とする。
(12)同一辺上の異なる位置から前記正極リード及び負極リードを延出した平板状の素電池を厚み方向に複数枚積層する第一の工程、全ての正極リード及び負極リードを回路基板に直接電気的に接合する第二の工程からなる平板状組電池実装体の製造方法。
(13)前記複数の素電池は中央部からずれた位置から正極リード及び負極リードを延出した1組以上の一対の素電池から構成され、前記第一の工程は、該一対の素電池の一方は表面を上面とし、他方は裏面を上面として厚み方向に複数枚積層することを特徴とする(12)の平板状組電池実装体の製造方法。
(14)同一辺上の同一位置から一部又は全部の前記正極リード及び負極リードを延出した平板状の素電池を厚み方向に複数枚積層する第一の工程、全ての正極リード及び負極リードを回路基板に直接電気的に接合する第二の工程からなる平板状組電池実装体の製造方法。
(15)一対の(1)ないし(6)のいずれかの平板状組電池を回路基板を挟んで水平対向に配置する第一の工程、該平板状組電池の正極リード及び負極リードを該回路基板に直接電気的に接合する第二の工程からなる平板状組電池実装体の製造方法。
(16)更に、前記平板状組電池実装体をケースに収納し、該平板状組電池実装体の回路基板近傍に耐外力支持柱を設ける第三の工程を有する(15)の平板状組電池実装体の製造方法。
(17)前記第三の工程は、前記回路基板の非電気接合部を前記ケースに固着させる工程を有することを特徴とする(16)の平板状組電池実装体の製造方法。
(18)前記第二の工程は、各平板状組電池が前記回路基板において、直列に接続することを特徴とする(12)ないし(17)のいずれかの平板状組電池実装体。
【発明の効果】
【0016】
本発明によれば、正極・負極リードと回路基板の結線をリベット等で固定するだけの簡易な工程とすることができ、従来の組電池における複雑な配線作業が不要となることから、組電池組立作業を自動化することが可能となる。
【0017】
また、各端子を直接回路基板に実装するため、実装後にリード同士の接触が生じるおそれがなく、短絡の危険性を最小限とすることができる。
さらには、実装に伴う電気接合部の強度低下を最小限とし、外部からの力に強い構造を有した大容量電池を提供することができる。
【発明を実施するための最良の形態】
【0018】
本発明の組電池の好ましい形態は、複数の単位素電池からなる積層型電池において、各層から導出するリードをずらして配置し、回路基板を直接リベットでカシメることにより作製される。本発明の電池は、平板状の電池要素が積層された平板積層型であることが好ましいが、正極および負極がセパレータを介して捲回されることにより平板状に積層され且つ両極間に電解質層を存在させて電池要素が構成される平板状捲回型電池であってもよい。
以下では、本発明の積層型組電池の構成を、好ましい実施態様の一例により説明する。
【0019】
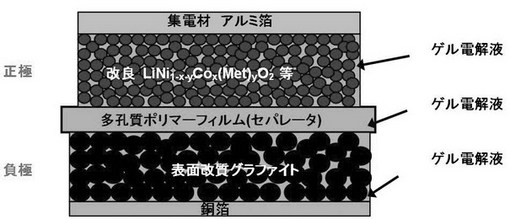
平板状の単位素電池は、正極、負極、セパレータから成るシングルセルを積層したものであり、各構成材料は公知の材料から任意に選択することができる。例えば、図3は、シングルセルの構造を示したものであり、集電体はアルミ箔、その下側に改良リチウム塩(LiNi1-x-yCox(Met)yO2等)にゲル電解液を含浸させたものからなる正極、その下側に多孔質ポリマーフィルムからなるセパレータ、その下側に表面改質グラファイトにゲル電解液を含浸させたものからなる負極、そしてその下側に銅箔を構成する。図示された上側には、電池要素として正極が位置しているが、負極を位置させてもよい。
【0020】
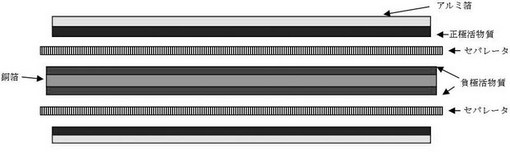
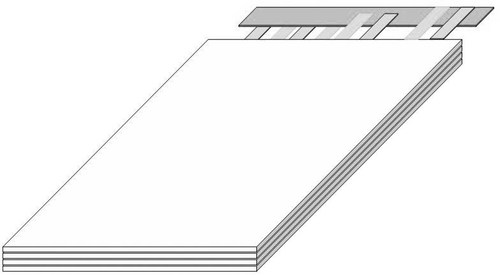
図4に示すように銅泊の両面にグラファイト等の活物質を塗布した負極と、アルミ箔の片面にニッケル酸リチウム等の活物質を塗布した正極2枚とをポリオレフィン多孔質フィルムでできたセパレータを挟み込んだ構造であり、いわゆるバイセルという単位セルである。このバイセルを複数枚積層し、ハウジングで真空封止して単位素電池を作製する。
【0021】
素電池のハウジングは、高分子−金属を複合したラミネートフィルムを使用するが、該フィルムとしては特に制限されるべきものではなく、高分子フィルム間に金属フィルムを配置し全体を積層一体化してなる従来公知のものを使用することができる。正負極リード部近傍は、高分子フィルムからなる外装保護層(ラミネート最外層)、金属フィルム層、高分子フィルムからなる熱融着層(ラミネート最内層)のように配置し、より詳細には、金属フィルム層の両面に、高分子フィルムとして耐熱絶縁樹脂フィルムが形成され、少なくとも片面側の耐熱絶縁樹脂フィルム上に熱融着絶縁性フィルムが積層 されたものであり、全体を積層一体化してなるものが挙げられる。かかるラミネートフィルムは、適当な方法にて熱融着させることにより、熱融着絶縁性フィルム部分が融着して接合し熱融着部が形成される。
【0022】
上記金属フィルムの好ましい例示としてはアルミニウムフィルムがあげられる。また、上記絶縁性樹脂フィルムとしては、ナイロンフィルム(耐熱絶縁性フィルム)、ポリエチレンフィルム(熱融着絶縁性フィルム)、ポリプロピレンフィルム(熱融着絶縁性フィルム)ポリエチレンテトラフタレートフィルム(耐熱絶縁性フィルム)等が例示できるが、これらに制限されるべきものではない。該ラミネートフィルムは、超音波融着等により熱融着絶縁性フィルムを利用して1対ないし1枚(袋状、容器状)のラミネートフィルムの熱融着による接合を容易かつ確実に行うことができる。なお、電池の長期信頼性を最大限高めるためには、ラミネートシートの構成要素である金属フィルム同士を直接接合してもよい。金属フィルム間にある熱融着性樹脂を除去もしくは破壊して金属フィルム同士を接合するには超音波溶着を用いることができる。
【0023】
素電池のハウジングはリチウム塩を内包するため水分バリア層を持つことが必要であり、例えば、水分バリア層として厚さ40μmのアルミニウムフィルムの内側は厚さ40μmのポリオレフィンフィルムを、外側は30μmの66ナイロン層を、熱または接着剤で貼り付けたフィルムであり、レトルトカレーなど食品に使用されるものと同じである。ラミネート容器を採用することにより、防湿性が缶タイプの電池よりも高く、電池の寿命を15年程度の長期間とすることが可能となる。好ましい構成例としては、アルミ箔を表面側ナイロン、内側ポリエチレンでラミネートしたアルミラミネートフィルムを用いた。電解液にはアクリル系モノマーを重合してポリマーとしたものがあげられる。
【0024】
ハウジングからは正極タブ及び負極タブに接続された正極リード及び負極リードが延出される。図5は、一般的な積層型電池のリード部の構成を示す側面断面図であるが、本発明でもこのような公知の構成が用いられる。この平板積層型電池の正極10Aには、金属製のタブ11Aが図示するすようにそなえられ、このタブ11Aはハウジング内において金属製のリード13Aの一端に接続されている。このリード13Aの他端は、ハウジングの外部に延出され、図示しない外部機器に接続されることとなる。図示しない負極10Bにも同様に金属製のタブがそなえられており、このタブはハウジング内において金属製のリードの一端に接続され、また、このリードの他端は、ハウジングの外部に延出されている。
【0025】
回路基板は各単位ユニットの電圧を監視するためのものであり、各単位素電池が満充電時となった際には回路基板に内蔵したFET(Field Effect Transistor)を遮断して充電電流を止め、過充電による電池の爆発・発火の危険性を防止している。また過放電も監視しており、ある単位素電池の電圧が限度以上に低下した際には、内蔵したFETを遮断することで放電を止め、過放電状態になるのを防止する。
【0026】
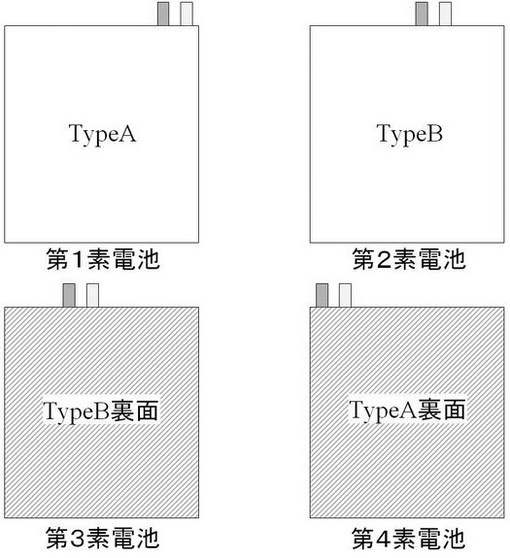
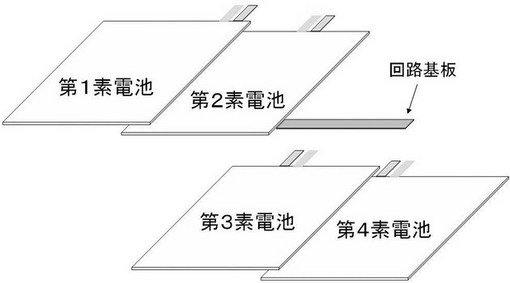
図6は、本発明の平板積層型電池を構成する4枚の単位素電池である。これら4枚の単位素電池は上端右端に一対の正極リード(端子)及び負極リード(端子)を有するTypeA板と、上端中央から少し右にずれた位置に一対の正極リード及び負極リードを有するTypeB板とのそれぞれ2枚からなる合計4枚の単位素電池である。TypeA板とTypeB板各1枚を図4に示すようなバイセル構造としてもよい。
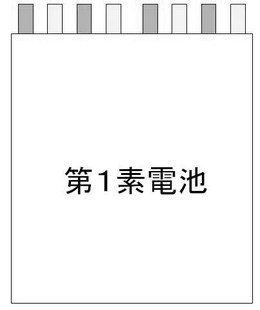
各単位素電池の有する一対のリードは、積層した際に重なり合わない位置に配置されており、各単位素電池を重なり合わせた際の平面図は図7のようになる。
図8に示すように、各単位素電池の有する一対のリードを接続する回路基板を、第1,2素電池と第3,4素電池の各リードで挟むように配置し、配置後に各リードと回路基板をリベット等で固定する(図9参照)。
なお、単位素電池の枚数は4枚に限定されるものでなく、電池容量に応じて枚数を増減した組み合わせとすることができる。
【0027】
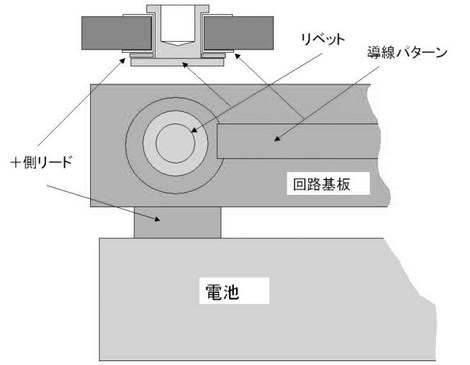
回路基板へのリードの固定は、図10に示すように単位素電池に設けられたリードを回路基板上に設けられた導体パターンの貫通穴と重ね、そこにリベットをカシメることにより行う。図10においては、正極リードの固定法を例示してあるが負極リードについても同様の手順で行う。なお、リードと回路基板の固定は、電気的接続であれば手段を問わず、抵抗溶接等の溶接方法はもちろん、ハンダ付けやロウ付けを行ってもよいが、接合強度の観点からはリベット止めを行うことが好ましい。電池容量を増やしたい場合には、積層する単位素電池の枚数を増やすこととなるが、同一位置からリードを引き出して固定してもよい。
全てのリードを回路基板に固定した後、回路基板に出力リード・コネクタ部及び充電リード・コネクタ部を設けることで本発明の組電池が完成する。
【0028】
以下では、本発明の詳細を実施例により説明するが、本発明は何らこれらの実施例に限定されるものではない。
【実施例1】
【0029】
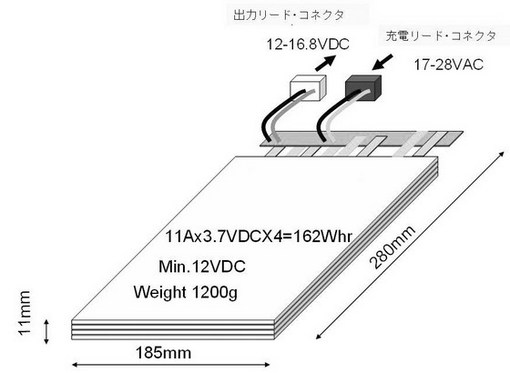
図11は、アルミラミネートフィルムでハウジングされた4枚の積層型単位素電池を直列接続した平板状組電池であり、ハウジングから延出された8枚の正負極リードを保護回路基板にリベットでカシメて構成される。本実施例に係る平板状組電池の寸法は、縦280mm×横185mm×高さ4mm、重量は1200gである。公称容量は162Whr(=11A×3.7VDC×4)であり、公称電圧は14.8Vである。充電リード・コネクタ部には機器側から充電電力が供給され、出力リード・コネクタ部からは接続された機器類に電力が供給される。
【実施例2】
【0030】
平板大型の組電池においては、面積が広く曲げやそりなどの応力がかかる場合があるため、一定の強度を確保する必要がある。特に、平板状積層電池は、単位セルから導出されたタブとリードを湾曲させた状態で接合し、ラミネートフィルムで接合するため(図5参照)、リード延出部が外部からの力がかかるとハウジングに接合部が接触するおそれがあり、水分フィルム層が金属製である場合には短絡が生じるおそれがあった。
そこで、組電池を外部からの衝撃に耐えうる筐体(ケース)に格納し、回路基板の実装部以外の場所にランドを設けることにより外部からの力を緩和したり、筐体の上下板を支持柱で支えることにより耐久性を高めることとした。図12左図は、本実施例の好ましい構成であり、実施例1とほぼ同容量同サイズの組電池である。同右図のように電池の長手方向のサイズを約半分にして中央に回路基板を配置し水平対向・線対称状にレイアウトすることで、組電池の中央部が適度に撓む構造となるので、同容量の大容量電池と比べて外力に強い構造とすることができる。
図13は、図12右図の組電池の側面断面図である。筐体21内に格納された1組の単位素電池22は、回路基板25を挟んで対照に位置される。回路基板25近傍には、筐体21に強度を確保するための支持柱24が配され、筺体の上下から回路基板や電池に加わる外力に対する耐久性を高めている。好ましくは、回路基板25は非実装部であるランド23を筐体21に接合することにより、更に耐久性を高めることが可能となる。
【実施例3】
【0031】
図14は従来の円筒型電池を用いた組電池である。この組電池では、単位素電池として円筒型18650サイズ(直径18mm長さ65mm)の汎用の電池を用い、これを2並列3直列にしたものに保護回路基板を接続している。この組電池を作成するためには、6本の単位素電池に加えて、3本リード線及び4枚のニッケル板が必要となり、また3箇所のハンダ付けと、12箇所のスポット溶接が必要となる。
図15は本実施例に係る平板状組電池である。本実施例の組電池は、アルミラミネートフィルムでハウジングされた3枚の積層型単位素電池を直列接続したものである。各単位素電池のハウジングからは1対の正負極リードが延出され、合計で6枚の正負極リードを回路基板にリベット止めする。本実施例に係る組電池では、単位素電池を組み立てるための接続部品を最小限とすることができ、また回路基板と電池要素を電気的に接続する箇所も少なくすることができる。
【産業上の利用可能性】
【0032】
本発明は、ノートパソコン等の情報機器や携帯型テレビでの利用の他、電動自動車やハイブリッド電動自動車用バッテリーへ、家庭用電力貯蔵用電池としての利用が想定される。
【図面の簡単な説明】
【0033】
【図1】従来の組電池の回路図である。
【図2】本発明に係る組電池の回路図である。
【図3】本発明に係る組電池の単位セル構造の一例を示した図である。
【図4】本発明に係る組電池の構造の一例を示した図である。
【図5】一般的な積層型電池のリード部の構成を示す側面断面図である。
【図6】本発明に係る組電池を4枚の単位素電池で構成した例である。
【図7】図6の単位素電池を組み立てた際の平面図である。
【図8】4枚の単位素電池と回路基板の組立の説明図である。
【図9】4枚の単位素電池と回路基板を組み立てた際の斜視図である。
【図10】単位素電池の正極リードを回路基板にリベット止めする工程の説明図である。
【図11】実施例1に係る平板状組電池の斜視図である。
【図12】実施例2に係る平板状組電池の平面図である。
【図13】実施例2に係る平板状組電池の側面断面図である。
【図14】従来の組電池の構造の説明図である。
【図15】実施例3に係る平板状組電池の平面図である。
【符号の説明】
【0034】
1 電池要素
10A,10B 電極
10C スペーサ
11A タブ
13A リード
21 筐体
22 単位素電池
23 ランド
24 回路基板
25 支持柱
【技術分野】
【0001】
本発明は、平板状組電池及びその製造方法に関し、より具体的には複数の単位素電池からなる組電池の製造工程の自動化を可能とし、しかも耐久性に優れた構造を有する平板状組電池及びその製造方法に関する。
【背景技術】
【0002】
ポリマー電解質電池は、電極および電解質をシート状にすることができるため、薄型の積層型電池を製造することが可能である。このような高出力型電池としては例えばリチウムイオン電池があり、平板状の正極板と負極板とをセパレータを介在させつつ積層した充電要素の両面を一対のラミネートフィルムで挟み、その周縁部を熱溶着により接合することで、充電要素とともに電解液を密封するようにしている積層型電池が知られている。
近年の電池大容量化のニーズに応えるべく、単位セルを複数枚重ね合わせて直列接続することで大容量化が行われていたが配線が複雑となるため、電池集合体の製造工程が複雑化し、これにより製品のコスト増を招いていた。そこで、ラミネートフィルムで外装した複数の電池単体を、互いに直列接続した状態で、フレキシブルプリント配線基板の片面に、両面接着テープを用いて取り付け、他面には電池単体を同様にして取り付け、表裏両面の電池群を互いに並列接続する電池集合体が提言されている(特許文献1)。
【0003】
また、近年の電気自動車やハイブリッドカーの開発が進められるにつれ、積層型電池の省スペース化のニーズが高まっている。そこで、積層されることによって電池要素部および電気回路部が形成されるようにパターニングされた複数の層を基盤上に積層させることにより、省スペース化を図った積層型電池が提言されている(特許文献2)。
【0004】
【特許文献1】特開2004−47167号公報
【特許文献2】特開2004−213971号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
電池を大容量化するためには、単位セルを並列直列接続した組電池を作ることとなるが、配線が複雑なため、製造工程を自動化することができないという問題があり、また配線が複雑なゆえに端子間で短絡が発生しやすいという問題もある。
例えば、図1に示すように4並列4直列の組電池の場合、ニッケル板等の金属板を抵抗溶接あるいははんだ付けで接続することで単位ユニットを構成し、各単位ユニット間と回路基板(IC)とをリード線を介してはんだ付けすることで製造される。市販の円筒形電池等を用いて組電池を構成した場合、形状の自由度が低く、形状によっては極めて配線が複雑になるという問題がある。
【0006】
一方、積層型電池においては、面形状の構成が容易となるが、電池を大容量化するためには単位セル毎に設けたリードをまとめて負極又は正極リードと溶接する工程が必要となり、製造工程の自動化を図ることは難しく、溶接部の強度の問題や歩留まりの問題もある。
【0007】
上記特許文献1に記載の発明は、組電池を作製する際の接続端子間の配線が複雑であり、また形状の自由度が低いという問題がある。また、接合部が外部からの力に対して弱いという問題がある。
【0008】
上記特許文献2に記載の発明は、回路基板への配線が複雑になるという問題は解消できず、また電池を構成する複数の層について予めパターンの定義をしなくてはならないという問題がある。また、接合部が外部からの力に対して弱いという問題がある。
【0009】
上記問題を鑑み、本発明は、電池を大容量化するための製造工程を自動化することで、製造コストを従来と比べ安価とすることを可能とし、しかも外部からの力に強い構造を有する積層型組電池を提供することを目的とする。
【課題を解決するための手段】
【0010】
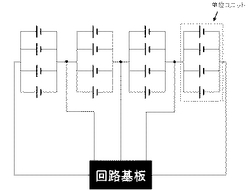
大容量組電池の配線が複雑となる原因の一つに並列接続で構成される単位ユニットを構成することがある。また、各単位ユニットが過充電等を防ぐための回路基板に接続されることも配線が複雑となることの原因である。例えば、図1に示された1つの単位ユニットを構成するためには正極・負極8箇所を溶接する必要があり、4つの単位ユニットを構成するためには32箇所の溶接が必要となる。また、単位ユニット同士の接続、それらと回路基板との接続を含めると、図1に示された組電池では更に16箇所の溶接が必要となり、1つの組電池を作製するために必要な溶接箇所の合計は48箇所となる。
【0011】
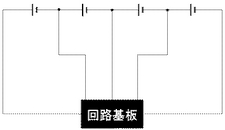
溶接箇所を少なくするためには単位ユニットを構成することなく、代わりに充分に容量の大きな電池を直列接続することが考えられる。図1に示された組電池において、単位ユニットを大容量電池に置き換えたものが図2であり、この組電池における溶接は合計16箇所で済むこととなる。また、積層型電池を用いることにより、単位ユニットに相当する単位セルを重ね合わせることが可能となるが、製造工程の自動化のためにはこれら単位セル同士の接続及び回路基板との接続についても溶接以外の方法による結線が必要となる。
そこで本発明者は、リード線により電池構成要素を接続するのではなく、固い回路基板に直接リードを固定することにより、溶接を行わずに組電池の組立作業行うことを可能とした。
【0012】
また、平板状組電池を回路基板を挟んで水平対向に実装することにより、外部からの力を撓んで逃がす構造でありながら、電池容量は減少しない平板状組電池実装対を提供することを可能とした。
【0013】
すなわち、本発明は以下の(1)ないし(6)の平板状組電池を要旨とする。
(1)正極リード及び負極リードを有する平板状の素電池を厚み方向に複数枚積層した平板状組電池において、各素電池は、同一辺上の異なる位置から前記正極リード及び負極リードを延出することを特徴とする平板状組電池。
(2)前記複数の素電池は中央部からずれた位置から正極リード及び負極リードを延出した1組以上の一対の素電池から構成され、該一対の素電池の一方は表面を上面とし、他方は裏面を上面として厚み方向に複数枚積層した(1)の平板状組電池。
(3)正極リード及び負極リードを有する平板状の素電池を厚み方向に複数枚積層した平板状組電池において、各素電池は、同一辺上の同一位置から一部又は全部の前記正極リード及び負極リードを延出することを特徴とする平板状組電池。
(4)前記素電池は、平板形状の正極端子及び負極端子を有する単位電池要素がハウジング内で複数積層され、該ハウジングから各正極端子と電気的に接合された正極リードと、各負極端子と電気的に接合された負極リードとを延出した構成である(1)ないし(3)のいずれかの平板状組電池。
(5)前記ハウジングは、高分子−金属を複合したラミネートフィルムである(4)の平板状組電池。
(6)前記素電池の電解質層が非流動性のリチウム二次電池であることを特徴とする(1)ないし(5)のいずれかの平板状組電池。
【0014】
また、本発明は以下の(7)ないし(11)の平板状組電池実装体を要旨とする。
(7)(1)ないし(6)のいずれかの平板状組電池を構成する正極リード及び負極リードを回路基板に直接電気的に接合した平板状組電池実装体。
(8)一対の(1)ないし(6)のいずれかの平板状組電池が回路基板を挟んで水平対向に配置され、該平板状組電池の正極リード及び負極リードが該回路基板に直接電気的に接合された平板状組電池実装体。
(9)(8)の平板状組電池実装体がケースに収納され、該平板状組電池実装体の回路基板の近傍に耐外力支持柱を有する平板状組電池実装体。
(10)前記回路基板の非電気接合部を前記ケースに固着させた(9)の平板状組電池実装体。
(11)前記各平板状組電池が前記回路基板において、直列に接続されることを特徴とする(7)ないし(10)のいずれかの平板状組電池実装体。
【0015】
また、本発明は以下の(12)ないし(18)の製造方法を要旨とする。
(12)同一辺上の異なる位置から前記正極リード及び負極リードを延出した平板状の素電池を厚み方向に複数枚積層する第一の工程、全ての正極リード及び負極リードを回路基板に直接電気的に接合する第二の工程からなる平板状組電池実装体の製造方法。
(13)前記複数の素電池は中央部からずれた位置から正極リード及び負極リードを延出した1組以上の一対の素電池から構成され、前記第一の工程は、該一対の素電池の一方は表面を上面とし、他方は裏面を上面として厚み方向に複数枚積層することを特徴とする(12)の平板状組電池実装体の製造方法。
(14)同一辺上の同一位置から一部又は全部の前記正極リード及び負極リードを延出した平板状の素電池を厚み方向に複数枚積層する第一の工程、全ての正極リード及び負極リードを回路基板に直接電気的に接合する第二の工程からなる平板状組電池実装体の製造方法。
(15)一対の(1)ないし(6)のいずれかの平板状組電池を回路基板を挟んで水平対向に配置する第一の工程、該平板状組電池の正極リード及び負極リードを該回路基板に直接電気的に接合する第二の工程からなる平板状組電池実装体の製造方法。
(16)更に、前記平板状組電池実装体をケースに収納し、該平板状組電池実装体の回路基板近傍に耐外力支持柱を設ける第三の工程を有する(15)の平板状組電池実装体の製造方法。
(17)前記第三の工程は、前記回路基板の非電気接合部を前記ケースに固着させる工程を有することを特徴とする(16)の平板状組電池実装体の製造方法。
(18)前記第二の工程は、各平板状組電池が前記回路基板において、直列に接続することを特徴とする(12)ないし(17)のいずれかの平板状組電池実装体。
【発明の効果】
【0016】
本発明によれば、正極・負極リードと回路基板の結線をリベット等で固定するだけの簡易な工程とすることができ、従来の組電池における複雑な配線作業が不要となることから、組電池組立作業を自動化することが可能となる。
【0017】
また、各端子を直接回路基板に実装するため、実装後にリード同士の接触が生じるおそれがなく、短絡の危険性を最小限とすることができる。
さらには、実装に伴う電気接合部の強度低下を最小限とし、外部からの力に強い構造を有した大容量電池を提供することができる。
【発明を実施するための最良の形態】
【0018】
本発明の組電池の好ましい形態は、複数の単位素電池からなる積層型電池において、各層から導出するリードをずらして配置し、回路基板を直接リベットでカシメることにより作製される。本発明の電池は、平板状の電池要素が積層された平板積層型であることが好ましいが、正極および負極がセパレータを介して捲回されることにより平板状に積層され且つ両極間に電解質層を存在させて電池要素が構成される平板状捲回型電池であってもよい。
以下では、本発明の積層型組電池の構成を、好ましい実施態様の一例により説明する。
【0019】
平板状の単位素電池は、正極、負極、セパレータから成るシングルセルを積層したものであり、各構成材料は公知の材料から任意に選択することができる。例えば、図3は、シングルセルの構造を示したものであり、集電体はアルミ箔、その下側に改良リチウム塩(LiNi1-x-yCox(Met)yO2等)にゲル電解液を含浸させたものからなる正極、その下側に多孔質ポリマーフィルムからなるセパレータ、その下側に表面改質グラファイトにゲル電解液を含浸させたものからなる負極、そしてその下側に銅箔を構成する。図示された上側には、電池要素として正極が位置しているが、負極を位置させてもよい。
【0020】
図4に示すように銅泊の両面にグラファイト等の活物質を塗布した負極と、アルミ箔の片面にニッケル酸リチウム等の活物質を塗布した正極2枚とをポリオレフィン多孔質フィルムでできたセパレータを挟み込んだ構造であり、いわゆるバイセルという単位セルである。このバイセルを複数枚積層し、ハウジングで真空封止して単位素電池を作製する。
【0021】
素電池のハウジングは、高分子−金属を複合したラミネートフィルムを使用するが、該フィルムとしては特に制限されるべきものではなく、高分子フィルム間に金属フィルムを配置し全体を積層一体化してなる従来公知のものを使用することができる。正負極リード部近傍は、高分子フィルムからなる外装保護層(ラミネート最外層)、金属フィルム層、高分子フィルムからなる熱融着層(ラミネート最内層)のように配置し、より詳細には、金属フィルム層の両面に、高分子フィルムとして耐熱絶縁樹脂フィルムが形成され、少なくとも片面側の耐熱絶縁樹脂フィルム上に熱融着絶縁性フィルムが積層 されたものであり、全体を積層一体化してなるものが挙げられる。かかるラミネートフィルムは、適当な方法にて熱融着させることにより、熱融着絶縁性フィルム部分が融着して接合し熱融着部が形成される。
【0022】
上記金属フィルムの好ましい例示としてはアルミニウムフィルムがあげられる。また、上記絶縁性樹脂フィルムとしては、ナイロンフィルム(耐熱絶縁性フィルム)、ポリエチレンフィルム(熱融着絶縁性フィルム)、ポリプロピレンフィルム(熱融着絶縁性フィルム)ポリエチレンテトラフタレートフィルム(耐熱絶縁性フィルム)等が例示できるが、これらに制限されるべきものではない。該ラミネートフィルムは、超音波融着等により熱融着絶縁性フィルムを利用して1対ないし1枚(袋状、容器状)のラミネートフィルムの熱融着による接合を容易かつ確実に行うことができる。なお、電池の長期信頼性を最大限高めるためには、ラミネートシートの構成要素である金属フィルム同士を直接接合してもよい。金属フィルム間にある熱融着性樹脂を除去もしくは破壊して金属フィルム同士を接合するには超音波溶着を用いることができる。
【0023】
素電池のハウジングはリチウム塩を内包するため水分バリア層を持つことが必要であり、例えば、水分バリア層として厚さ40μmのアルミニウムフィルムの内側は厚さ40μmのポリオレフィンフィルムを、外側は30μmの66ナイロン層を、熱または接着剤で貼り付けたフィルムであり、レトルトカレーなど食品に使用されるものと同じである。ラミネート容器を採用することにより、防湿性が缶タイプの電池よりも高く、電池の寿命を15年程度の長期間とすることが可能となる。好ましい構成例としては、アルミ箔を表面側ナイロン、内側ポリエチレンでラミネートしたアルミラミネートフィルムを用いた。電解液にはアクリル系モノマーを重合してポリマーとしたものがあげられる。
【0024】
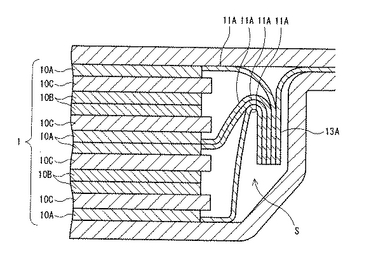
ハウジングからは正極タブ及び負極タブに接続された正極リード及び負極リードが延出される。図5は、一般的な積層型電池のリード部の構成を示す側面断面図であるが、本発明でもこのような公知の構成が用いられる。この平板積層型電池の正極10Aには、金属製のタブ11Aが図示するすようにそなえられ、このタブ11Aはハウジング内において金属製のリード13Aの一端に接続されている。このリード13Aの他端は、ハウジングの外部に延出され、図示しない外部機器に接続されることとなる。図示しない負極10Bにも同様に金属製のタブがそなえられており、このタブはハウジング内において金属製のリードの一端に接続され、また、このリードの他端は、ハウジングの外部に延出されている。
【0025】
回路基板は各単位ユニットの電圧を監視するためのものであり、各単位素電池が満充電時となった際には回路基板に内蔵したFET(Field Effect Transistor)を遮断して充電電流を止め、過充電による電池の爆発・発火の危険性を防止している。また過放電も監視しており、ある単位素電池の電圧が限度以上に低下した際には、内蔵したFETを遮断することで放電を止め、過放電状態になるのを防止する。
【0026】
図6は、本発明の平板積層型電池を構成する4枚の単位素電池である。これら4枚の単位素電池は上端右端に一対の正極リード(端子)及び負極リード(端子)を有するTypeA板と、上端中央から少し右にずれた位置に一対の正極リード及び負極リードを有するTypeB板とのそれぞれ2枚からなる合計4枚の単位素電池である。TypeA板とTypeB板各1枚を図4に示すようなバイセル構造としてもよい。
各単位素電池の有する一対のリードは、積層した際に重なり合わない位置に配置されており、各単位素電池を重なり合わせた際の平面図は図7のようになる。
図8に示すように、各単位素電池の有する一対のリードを接続する回路基板を、第1,2素電池と第3,4素電池の各リードで挟むように配置し、配置後に各リードと回路基板をリベット等で固定する(図9参照)。
なお、単位素電池の枚数は4枚に限定されるものでなく、電池容量に応じて枚数を増減した組み合わせとすることができる。
【0027】
回路基板へのリードの固定は、図10に示すように単位素電池に設けられたリードを回路基板上に設けられた導体パターンの貫通穴と重ね、そこにリベットをカシメることにより行う。図10においては、正極リードの固定法を例示してあるが負極リードについても同様の手順で行う。なお、リードと回路基板の固定は、電気的接続であれば手段を問わず、抵抗溶接等の溶接方法はもちろん、ハンダ付けやロウ付けを行ってもよいが、接合強度の観点からはリベット止めを行うことが好ましい。電池容量を増やしたい場合には、積層する単位素電池の枚数を増やすこととなるが、同一位置からリードを引き出して固定してもよい。
全てのリードを回路基板に固定した後、回路基板に出力リード・コネクタ部及び充電リード・コネクタ部を設けることで本発明の組電池が完成する。
【0028】
以下では、本発明の詳細を実施例により説明するが、本発明は何らこれらの実施例に限定されるものではない。
【実施例1】
【0029】
図11は、アルミラミネートフィルムでハウジングされた4枚の積層型単位素電池を直列接続した平板状組電池であり、ハウジングから延出された8枚の正負極リードを保護回路基板にリベットでカシメて構成される。本実施例に係る平板状組電池の寸法は、縦280mm×横185mm×高さ4mm、重量は1200gである。公称容量は162Whr(=11A×3.7VDC×4)であり、公称電圧は14.8Vである。充電リード・コネクタ部には機器側から充電電力が供給され、出力リード・コネクタ部からは接続された機器類に電力が供給される。
【実施例2】
【0030】
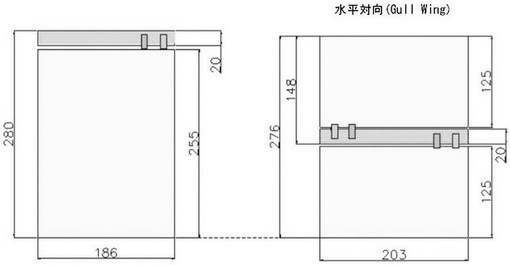
平板大型の組電池においては、面積が広く曲げやそりなどの応力がかかる場合があるため、一定の強度を確保する必要がある。特に、平板状積層電池は、単位セルから導出されたタブとリードを湾曲させた状態で接合し、ラミネートフィルムで接合するため(図5参照)、リード延出部が外部からの力がかかるとハウジングに接合部が接触するおそれがあり、水分フィルム層が金属製である場合には短絡が生じるおそれがあった。
そこで、組電池を外部からの衝撃に耐えうる筐体(ケース)に格納し、回路基板の実装部以外の場所にランドを設けることにより外部からの力を緩和したり、筐体の上下板を支持柱で支えることにより耐久性を高めることとした。図12左図は、本実施例の好ましい構成であり、実施例1とほぼ同容量同サイズの組電池である。同右図のように電池の長手方向のサイズを約半分にして中央に回路基板を配置し水平対向・線対称状にレイアウトすることで、組電池の中央部が適度に撓む構造となるので、同容量の大容量電池と比べて外力に強い構造とすることができる。
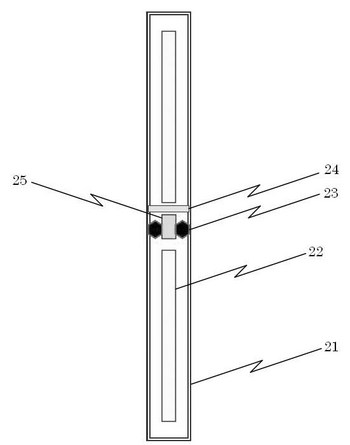
図13は、図12右図の組電池の側面断面図である。筐体21内に格納された1組の単位素電池22は、回路基板25を挟んで対照に位置される。回路基板25近傍には、筐体21に強度を確保するための支持柱24が配され、筺体の上下から回路基板や電池に加わる外力に対する耐久性を高めている。好ましくは、回路基板25は非実装部であるランド23を筐体21に接合することにより、更に耐久性を高めることが可能となる。
【実施例3】
【0031】
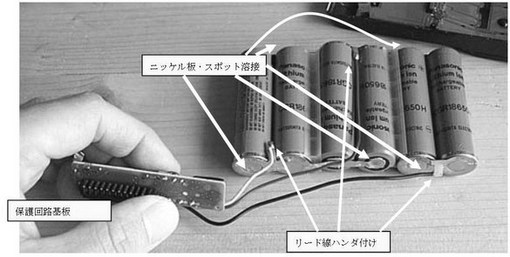
図14は従来の円筒型電池を用いた組電池である。この組電池では、単位素電池として円筒型18650サイズ(直径18mm長さ65mm)の汎用の電池を用い、これを2並列3直列にしたものに保護回路基板を接続している。この組電池を作成するためには、6本の単位素電池に加えて、3本リード線及び4枚のニッケル板が必要となり、また3箇所のハンダ付けと、12箇所のスポット溶接が必要となる。
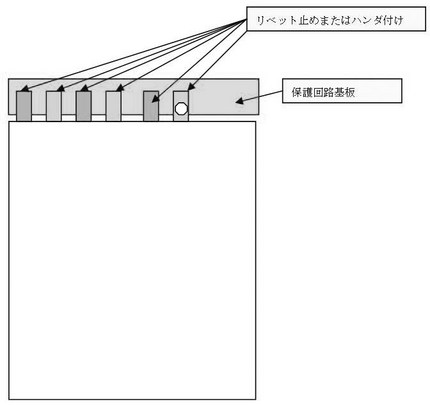
図15は本実施例に係る平板状組電池である。本実施例の組電池は、アルミラミネートフィルムでハウジングされた3枚の積層型単位素電池を直列接続したものである。各単位素電池のハウジングからは1対の正負極リードが延出され、合計で6枚の正負極リードを回路基板にリベット止めする。本実施例に係る組電池では、単位素電池を組み立てるための接続部品を最小限とすることができ、また回路基板と電池要素を電気的に接続する箇所も少なくすることができる。
【産業上の利用可能性】
【0032】
本発明は、ノートパソコン等の情報機器や携帯型テレビでの利用の他、電動自動車やハイブリッド電動自動車用バッテリーへ、家庭用電力貯蔵用電池としての利用が想定される。
【図面の簡単な説明】
【0033】
【図1】従来の組電池の回路図である。
【図2】本発明に係る組電池の回路図である。
【図3】本発明に係る組電池の単位セル構造の一例を示した図である。
【図4】本発明に係る組電池の構造の一例を示した図である。
【図5】一般的な積層型電池のリード部の構成を示す側面断面図である。
【図6】本発明に係る組電池を4枚の単位素電池で構成した例である。
【図7】図6の単位素電池を組み立てた際の平面図である。
【図8】4枚の単位素電池と回路基板の組立の説明図である。
【図9】4枚の単位素電池と回路基板を組み立てた際の斜視図である。
【図10】単位素電池の正極リードを回路基板にリベット止めする工程の説明図である。
【図11】実施例1に係る平板状組電池の斜視図である。
【図12】実施例2に係る平板状組電池の平面図である。
【図13】実施例2に係る平板状組電池の側面断面図である。
【図14】従来の組電池の構造の説明図である。
【図15】実施例3に係る平板状組電池の平面図である。
【符号の説明】
【0034】
1 電池要素
10A,10B 電極
10C スペーサ
11A タブ
13A リード
21 筐体
22 単位素電池
23 ランド
24 回路基板
25 支持柱
【特許請求の範囲】
【請求項1】
正極リード及び負極リードを有する平板状の素電池を厚み方向に複数枚積層した平板状組電池において、
各素電池は、同一辺上の異なる位置から前記正極リード及び負極リードを延出することを特徴とする平板状組電池。
【請求項2】
前記複数の素電池は中央部からずれた位置から正極リード及び負極リードを延出した1組以上の一対の素電池から構成され、
該一対の素電池の一方は表面を上面とし、他方は裏面を上面として厚み方向に複数枚積層した請求項1の平板状組電池。
【請求項3】
正極リード及び負極リードを有する平板状の素電池を厚み方向に複数枚積層した平板状組電池において、
各素電池は、同一辺上の同一位置から一部又は全部の前記正極リード及び負極リードを延出することを特徴とする平板状組電池。
【請求項4】
前記素電池は、平板形状の正極端子及び負極端子を有する単位電池要素がハウジング内で複数積層され、該ハウジングから各正極端子と電気的に接合された正極リードと、各負極端子と電気的に接合された負極リードとを延出した構成である請求項1ないし3のいずれかの平板状組電池。
【請求項5】
前記ハウジングは、高分子−金属を複合したラミネートフィルムである請求項4の平板状組電池。
【請求項6】
前記素電池の電解質層が非流動性のリチウム二次電池であることを特徴とする請求項1ないし5のいずれかの平板状組電池。
【請求項7】
請求項1ないし6のいずれかの平板状組電池を構成する正極リード及び負極リードを回路基板に直接電気的に接合した平板状組電池実装体。
【請求項8】
一対の請求項1ないし6のいずれかの平板状組電池が回路基板を挟んで水平対向に配置され、該平板状組電池の正極リード及び負極リードが該回路基板に直接電気的に接合された平板状組電池実装体。
【請求項9】
請求項8の平板状組電池実装体がケースに収納され、該平板状組電池実装体の回路基板の近傍に耐外力支持柱を有する平板状組電池実装体。
【請求項10】
前記回路基板の非電気接合部を前記ケースに固着させた請求項9の平板状組電池実装体。
【請求項11】
前記各平板状組電池が前記回路基板において、直列に接続されることを特徴とする請求項7ないし10のいずれかの平板状組電池実装体。
【請求項12】
同一辺上の異なる位置から前記正極リード及び負極リードを延出した平板状の素電池を厚み方向に複数枚積層する第一の工程、
全ての正極リード及び負極リードを回路基板に直接電気的に接合する第二の工程からなる平板状組電池実装体の製造方法。
【請求項13】
前記複数の素電池は中央部からずれた位置から正極リード及び負極リードを延出した1組以上の一対の素電池から構成され、
前記第一の工程は、該一対の素電池の一方は表面を上面とし、他方は裏面を上面として厚み方向に複数枚積層することを特徴とする請求項12の平板状組電池実装体の製造方法。
【請求項14】
同一辺上の同一位置から一部又は全部の前記正極リード及び負極リードを延出した平板状の素電池を厚み方向に複数枚積層する第一の工程、
全ての正極リード及び負極リードを回路基板に直接電気的に接合する第二の工程からなる平板状組電池実装体の製造方法。
【請求項15】
一対の請求項1ないし6のいずれかの平板状組電池を回路基板を挟んで水平対向に配置する第一の工程、該平板状組電池の正極リード及び負極リードを該回路基板に直接電気的に接合する第二の工程からなる平板状組電池実装体の製造方法。
【請求項16】
更に、前記平板状組電池実装体をケースに収納し、該平板状組電池実装体の回路基板近傍に耐外力支持柱を設ける第三の工程を有する請求項15の平板状組電池実装体の製造方法。
【請求項17】
前記第三の工程は、前記回路基板の非電気接合部を前記ケースに固着させる工程を有することを特徴とする請求項16の平板状組電池実装体の製造方法。
【請求項18】
前記第二の工程は、各平板状組電池が前記回路基板において、直列に接続することを特徴とする請求項12ないし17のいずれかの平板状組電池実装体。
【請求項1】
正極リード及び負極リードを有する平板状の素電池を厚み方向に複数枚積層した平板状組電池において、
各素電池は、同一辺上の異なる位置から前記正極リード及び負極リードを延出することを特徴とする平板状組電池。
【請求項2】
前記複数の素電池は中央部からずれた位置から正極リード及び負極リードを延出した1組以上の一対の素電池から構成され、
該一対の素電池の一方は表面を上面とし、他方は裏面を上面として厚み方向に複数枚積層した請求項1の平板状組電池。
【請求項3】
正極リード及び負極リードを有する平板状の素電池を厚み方向に複数枚積層した平板状組電池において、
各素電池は、同一辺上の同一位置から一部又は全部の前記正極リード及び負極リードを延出することを特徴とする平板状組電池。
【請求項4】
前記素電池は、平板形状の正極端子及び負極端子を有する単位電池要素がハウジング内で複数積層され、該ハウジングから各正極端子と電気的に接合された正極リードと、各負極端子と電気的に接合された負極リードとを延出した構成である請求項1ないし3のいずれかの平板状組電池。
【請求項5】
前記ハウジングは、高分子−金属を複合したラミネートフィルムである請求項4の平板状組電池。
【請求項6】
前記素電池の電解質層が非流動性のリチウム二次電池であることを特徴とする請求項1ないし5のいずれかの平板状組電池。
【請求項7】
請求項1ないし6のいずれかの平板状組電池を構成する正極リード及び負極リードを回路基板に直接電気的に接合した平板状組電池実装体。
【請求項8】
一対の請求項1ないし6のいずれかの平板状組電池が回路基板を挟んで水平対向に配置され、該平板状組電池の正極リード及び負極リードが該回路基板に直接電気的に接合された平板状組電池実装体。
【請求項9】
請求項8の平板状組電池実装体がケースに収納され、該平板状組電池実装体の回路基板の近傍に耐外力支持柱を有する平板状組電池実装体。
【請求項10】
前記回路基板の非電気接合部を前記ケースに固着させた請求項9の平板状組電池実装体。
【請求項11】
前記各平板状組電池が前記回路基板において、直列に接続されることを特徴とする請求項7ないし10のいずれかの平板状組電池実装体。
【請求項12】
同一辺上の異なる位置から前記正極リード及び負極リードを延出した平板状の素電池を厚み方向に複数枚積層する第一の工程、
全ての正極リード及び負極リードを回路基板に直接電気的に接合する第二の工程からなる平板状組電池実装体の製造方法。
【請求項13】
前記複数の素電池は中央部からずれた位置から正極リード及び負極リードを延出した1組以上の一対の素電池から構成され、
前記第一の工程は、該一対の素電池の一方は表面を上面とし、他方は裏面を上面として厚み方向に複数枚積層することを特徴とする請求項12の平板状組電池実装体の製造方法。
【請求項14】
同一辺上の同一位置から一部又は全部の前記正極リード及び負極リードを延出した平板状の素電池を厚み方向に複数枚積層する第一の工程、
全ての正極リード及び負極リードを回路基板に直接電気的に接合する第二の工程からなる平板状組電池実装体の製造方法。
【請求項15】
一対の請求項1ないし6のいずれかの平板状組電池を回路基板を挟んで水平対向に配置する第一の工程、該平板状組電池の正極リード及び負極リードを該回路基板に直接電気的に接合する第二の工程からなる平板状組電池実装体の製造方法。
【請求項16】
更に、前記平板状組電池実装体をケースに収納し、該平板状組電池実装体の回路基板近傍に耐外力支持柱を設ける第三の工程を有する請求項15の平板状組電池実装体の製造方法。
【請求項17】
前記第三の工程は、前記回路基板の非電気接合部を前記ケースに固着させる工程を有することを特徴とする請求項16の平板状組電池実装体の製造方法。
【請求項18】
前記第二の工程は、各平板状組電池が前記回路基板において、直列に接続することを特徴とする請求項12ないし17のいずれかの平板状組電池実装体。
【図1】


【図2】
【図5】
【図3】
【図4】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図5】
【図3】
【図4】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2006−164863(P2006−164863A)
【公開日】平成18年6月22日(2006.6.22)
【国際特許分類】
【出願番号】特願2004−357643(P2004−357643)
【出願日】平成16年12月10日(2004.12.10)
【出願人】(390022471)アオイ電子株式会社 (85)
【Fターム(参考)】
【公開日】平成18年6月22日(2006.6.22)
【国際特許分類】
【出願日】平成16年12月10日(2004.12.10)
【出願人】(390022471)アオイ電子株式会社 (85)
【Fターム(参考)】
[ Back to top ]