
平滑性を有するポリフェニレンサルファイド不織布と製造方法およびそれを用いた繊維資材
【課題】平滑性に優れた耐熱、耐薬品性不織布およびその製造方法、ならびにそれを用いた繊維資材を提供する。
【解決手段】使用する樹脂の主成分がポリフェニレンサルファイドである不織布をカレンダー処理することにより平滑処理されたポリフェニレンサルファイド不織布を得る。
【解決手段】使用する樹脂の主成分がポリフェニレンサルファイドである不織布をカレンダー処理することにより平滑処理されたポリフェニレンサルファイド不織布を得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリフェニレンサルファイドよりなる不織布に関するものであり、さらに詳しくはカレンダー処理により平滑性に優れ、耐薬品性、耐熱性、耐加水分解性に優れたセパレータあるいは支持体として最適に使用される長繊維不織布に関するものである。
【背景技術】
【0002】
合成繊維を用いた平滑性に優れた不織布は多数提案されている。また、使用上必要な要求性能として耐薬品性、耐熱性、耐加水分解性などがあるが、これらの要求を満たすために数多くの樹脂およびそれを用いた繊維あるいは不織布が提案されている。
【0003】
従来、例えば特許文献1に記載されているようにポリオレフィン、ポリエステル、ポリアミド樹脂を用い不織布としカレンダー加工を施すことにより30μm以下の超薄型で多孔質且つ機械的に安定な不織布が示されている。同じく特許文献2にも公知の熱可塑性重合体よりなる長繊維不織布を平滑ロールで熱圧着することにより0.2〜0.02mmの不織布が示されている。しかし、直接紡糸する方法において1段階で紡糸延伸することで配向結晶化する公知の熱可塑性樹脂では求める不織布を生産することが可能であるが、同方法にて配向結晶化しにくいポリフェニレンサルファイド樹脂よりなる長繊維不織布をカレンダー処理してもカレンダー処理時の熱により収縮が起こり、平滑で均一な不織布を得ることができない。
【0004】
一方、ポリフェニレンサルファイド樹脂よりなる繊維を用い耐熱性に優れた湿式不織布を提供する方法が開示されている。例えば特許文献3には、ポリフェニレンスルホン繊維及び未延伸ポリフェニレンサルファイド繊維より湿式不織布を作成し、バインダーとして未延伸ポリフェニレンサルファイド繊維を使用する方法が示されている。しかし、短繊維よりなる同不織布は引張強力も高くなく引裂き強力も高くできない。さらに、繊維化後、10mm以下にカットし、抄紙工程を経る必要があり、経済的にも有利ではない。
【0005】
さらに、例えば特許文献4には、トリクロルベンゼンを0.01モル%ないし2モル%共重合させてなるポリフェニレンサルファイド重合体を完全延伸繊維の80%未満の配向度である未延伸繊維とし捕集した長繊維不織布を140℃以下の温度で予備熱処理し、130℃ないし250℃でプレス処理することで紙上材を得る方法が開示されている。しかし、この方法では熱収縮の応力を低下させるためにトリクロルベンゼンを共重合させる必要がある。
【0006】
上述の如く、機械特性および耐薬品性、耐熱、耐加水分解性に優れ、平滑性に優れたポリフェニレンサルファイド不織布およびその製造方法は提案されていないのが現状である。
【0007】
【特許文献1】特開2005−54348号公報
【特許文献2】特開2006−9165号公報
【特許文献3】特開2007−29840号公報
【特許文献4】特開平3−891号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は上記従来技術の課題を背景になされたもので、本発明はポリフェニレンサルファイド重合体よりなる平滑性に優れた不織布を得る方法において、ポリフェニレンサルファイド不織布をカレンダー処理する簡便な工程で製造でき、耐薬品性、耐熱性、耐加水分解性不織布およびその製造方法、ならびにそれを用いた繊維資材を提案するものである。
【課題を解決するための手段】
【0009】
本発明者らは上記課題を解決するため、鋭意研究した結果、ついに本発明を完成するに至った。即ち本発明は以下の構成を採用するものである。
1.使用する樹脂の主成分がポリフェニレンサルファイドである不織布をカレンダー処理することにより平滑処理されたポリフェニレンサルファイド不織布。
2.請求項1に記載の不織布がスパンボンド不織布であるポリフェニレンサルファイド不織布。
3.請求項1〜2のいずれかに記載のポリフェニレンサルファイド不織布をフィルムあるいは膜の支持体として使用する構造体。
4.紡糸延伸後、移動する捕集装置に捕集され、得られる布帛の第1結晶化温度以下で仮接着を施し、その後緊張下で当該第1結晶化温度以上の温度条件で熱処理したのち、カレンダー処理を施すポリフェニレンサルファイド不織布の製造方法。
5.紡糸延伸の手段が第1段階のみで、紡糸速度2500m/min以上で延伸する請求項4記載のポリフェニレンサルファイド不織布の製造方法。使用する樹脂の主成分がポリフェニレンサルファイドである長繊維不織布。
【発明の効果】
【0010】
本発明によると、ポリフェニレンサルファイドより平滑性に優れ、耐薬品性、耐熱性、耐加水分解性に優れた不織布あるいはそれを支持体として使用される構造体を得ることが可能となった。
【発明を実施するための最良の形態】
【0011】
以下、本発明を詳細に説明する。
本発明で使用される耐熱、耐薬品性樹脂はポリフェニレンサルファイドが公知の溶融紡糸設備で繊維化が可能であり好ましい。
本発明でいうポリフェニレンサルファイドに代表されるポリアリーレンスルフィドは、−Ar−S−(Arはアリーレン基)で表されるアリーレンスルフィドを繰返し単位とする芳香族ポリマーである。アリーレン基としては、p−フェニレンの他に、例えばm−フェニレン、ナフチレン基などさまざまなものが知られているが、その耐熱性、加工性、経済的観点から言ってもp−フェニレンスルフィドの繰返し単位が最も優れる。
【0012】
さらにポリフェニレンサルファイド重合体は、高分子量の線状ポリマーである。絶縁材あるいはフィルターの支持体に使用される場合、厳しい環境に曝されるため耐熱性や耐薬品性のみならず、例えばフィルター形体に必要な強度なども併せ持つ必要がある。そのため、例えば繊維としての高い強力を得るために、重合段階でトリクロロベンゼンなどを用いて未反応の塩素基を残しておき、紡糸前のポリマーの段階で酸素雰囲気あるいは窒素雰囲気での高温処理によって未反応塩素基により架橋反応を起こさせ重合度を増し、繊維として必要な初期強度を得る方法がある。また、比較的メルトフローレート(低分子量)の低いポリマーでも、紡糸前に、酸素雰囲気で一時的に架橋させて分子量を大きくすることによっても繊維自体は強力など必要物性を満足させることができる。しかし、この様な方法では比較的低分子量ポリマーを一次的な架橋反応によって得られたポリマーよりなる繊維であり、ESCAなどでイオウ原子を中心とする結合を測定すると既に−SO−や−SO2−の結合が含まれ、一次的に架橋や酸化により重合度を高くしたこの様な方法では長期に渡る耐熱性を得ることはできない。本発明では、例えば、ESCAでイオウ原子を中心とする結合状態を測定しても、その95アトミック%以上がスルフィド結合であることが好ましく、98アトミック%以上であることがより好ましく、100アトミック%がスルフィド結合であることがさらに好ましい。
【0013】
本発明で使用するポリフェニレンスルフィドは、極性有機溶媒中で、アルカリ金属硫化物とジハロ芳香族化合物を重合反応させる方法により得ることができる。アルカリ金属硫化物は、例えば、硫化ナトリウム、硫化リチウム、硫化カリウム等、あるいはこれらの混合物などが使用することができる。これらの中でも硫化ナトリウムが最も経済的に優れることから一般的に用いられる。
【0014】
また、ジハロ化合物としては、例えば、p−ジクロロベンゼン、o−ジクロロベンゼン、m−ジクロロベンゼンなどのジハロベンゼン、1,4−ジクロロナフタレン等のジハロナフタレン、その他、ジハロ安息香酸、ジハロベンゾフェノン、ジハロフェニルエーテルなどを上げることができるが、物性および経済的観点よりp−ジクロロベンゼンが最も好ましく使用される。その他、一般的には、多少の分岐構造を得るために1分子当り2個ではなく3個以上のハロゲン置換基を有するポリハロ芳香族化合物を少量併用することも知られており、トリクロロベンゼンなどが上げられるが、本発明でいう線状ポリマーとはこの様な半架橋構造を実質的に有さないものである。
【0015】
本発明ではポリフェニレンサルファイド重合体が主成分として質量割合で85%以上含まれることが好ましい。より好ましくは90%以上である。85%未満では素材由来である耐熱、耐薬品性が阻害される傾向が発現するため、好ましくない。
【0016】
添加される素材としてはポリエチレン、ポリプロピレン等のようなポリオレフィン類、ナイロン6、ナイロン6/6、ナイロン6/10、ナイロン6/12等のようなポリアミド類、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリシクロヘキシンジメチレンテレフタレート等のようなポリエステル類、ポリエーテルエーテルケトン類、ポリエーテルイミド類、変性ポリフェニレンサルファイド類等、使用することができるが、必ずしもこれらに限定されるものではない。
【0017】
また繊維中に、通常使用される添加物、例えば顔料、熱安定剤、紫外線吸収剤、滑剤等を本発明の効果を妨げない範囲で配合してもよい。
【0018】
本発明でいう不織布とは短繊維不織布でも長繊維不織布でも使用することができる。短繊維不織布としては公知の方法で得られたポリフェニレンサルファイト短繊維をカードウエッブとしたものである。その後ニードルパンチあるいはスパンレースなどによる物理的な交絡をさせたものでもよい。しかし、不織布の強力を維持する目的においてスパンボンド法により得られる長繊維不織布がより好ましい。すなわち、紡糸延伸後、移動する捕集装置に捕集される公知のスパンボンドプロセスより得られる不織布であり、上記捕集装置としてはコンベアネット等を使用する。また機構が複雑な多段階での紡糸延伸手段、つまり各延伸倍率を持たせたローラー間を複数通過させたり、圧力空気をエジェクタ内の複数箇所から供給し延伸する手段ではなく、1段階での紡糸延伸手段である。本法では原料重合体から直接紡糸延伸し長繊維フリース化までのプロセスが非常に簡便であり、糸切れ等の発生を極力抑えることができ、且つ経済上また途中の原料ロスが少なく環境負荷の観点からも好ましい。
【0019】
本発明でいう得られた布帛の第1結晶化温度以下で仮接着するとは、後工程である緊張熱処理へ長繊維フリースをハンドリングするためにある程度の強度を付与する目的で施される手段であり、第1結晶化温度以下とする意図は仮接着の時点で長繊維フリースが熱収縮しないようにするためである。例として、ポリフェニレンサルファイド長繊維フリースの第1結晶化温度である120℃から150℃以下、即ち仮接着温度は120℃以下が好ましく、より好ましくは115℃以下である。尚80℃以下では該長繊維フリースの強度付与が不足し搬送性が不安定となる場合があり好ましくない。さらに後の緊張熱処理時に長繊維フリースが相互に把持されていないことで収縮斑が発生し外観不備及び強度低下を引き起こすため、好ましくない。また仮接着の手段としては上下熱ロールによる方法が最も簡便な手段と言える。尚、上ロールのみ熱がかかる上下ロール方法等、特に限定されるものではない。
【0020】
本発明でいう緊張下での熱処理とは前記内容を踏まえ、150℃以上が好ましく、より好ましくは180℃以上である。本処理により1段階での紡糸延伸工程のみでは成し得なかった結晶化が促進され低収縮化、つまり寸法安定性が実現できる。尚、280℃以上では例えば、構成する主原料に使用されるポリフェニレンサルファイドの融点と同等となり溶融するため、好ましくない。またここでいう緊張下とは機械方向は工程張力により把持させ、機械方向と直交する方向はクランプやニードルといった物理的に把持する手段であれば、特に限定されることはない。また熱処理の滞留時間は少なくとも2秒間把持することが好ましく、より好ましくは5秒間把持するよう熱処理区間を設けることが好ましい。2秒未満であると十分に結晶化が進まず、その後の本接着工程で幅入りする問題が発生する。また60秒以上であると、生産速度を極度に低下させる必要があり、熱処理区間が非常に長くなり望ましくなく、60秒未満で十分に結晶化が進むため、60秒以上は必要ないと言える。
【0021】
本発明でいうカレンダー処理とは熱処理後、得られた長繊維フリースに仮接着温度条件と比して高温の熱圧着を施すことを意図し長繊維不織布に平滑性を付与させるために施す。
また、本工程は各用途により求められる厚さ、強力などがことなり、温度、接着圧力といった熱接着条件を変更することで対応することができる。具体的な条件としては、生産速度等、種々影響する要因があり、限定されないが熱接着温度は220℃から270℃、熱接着圧力は40から300kg/cmの範囲から適宜設定される。接着面積率は20から100%、特に100%を意図するカレンダロールによる接着方式がより好ましい。
【0022】
以上により得られる平滑性に優れた不織布は、厚みが300μm以下のものが好ましく用いられる。さらに好ましくは200μm以下である。300μmより厚くするためには目付け量を高くする必要があり、経済的にも好ましくなく、剛性が高くなりすぎ、収納性などの問題が発生する。
【0023】
本発明でいう紡糸速度とは得られる長繊維の単糸から測定される糸径から10000mの円柱を想定して体積を求め、該構成樹脂の密度との積により繊度(dtex)を算出し、設定の単孔吐出量(g/min)との比から算出したもので2500m/min以上とすることが好ましく、より好ましくは3000m/min以上である。2500m/min以下ではメカニズムは明らかになっていないが、緊張下での熱処理を施す際、収縮斑が発生し外観上、強度面から好ましくない。一方、紡糸速度の上限は特に定めないが、1段階で紡糸延伸する方法の限界から7000m/min以下が好ましい。
【実施例】
【0024】
以下に本発明の実施例を示す。本発明は実施例に限定されるものではない。
【0025】
次に実施例及び比較例を用いて、本発明を具体的に説明するが実施例及び比較例中の物性値は以下の方法で測定した。
【0026】
<単繊維の繊度>
得られた仮接着前の長繊維フリースの任意部位10箇所からサンプリングした試験片の切断面が観察できるように蒸着セットして、視差走査型電子顕微鏡にて繊維軸を横切る方向にほぼ直角に切断されている任意の繊維50本について写真撮影し、写真を拡大して各繊維の断面から直径を求め、それら値を平均して繊維の直径を算出する。使用樹脂の固形密度と長さ10000mでの重量を計算して求める。
【0027】
<不織布の厚さ>
JIS L 1906 5.1記載の方法に準拠し、196mN/cm2の荷重下にてn=10で測定した。
【0028】
<紡糸速度>
上記方法で得られた単繊維の繊度T(dtex)と設定の単孔吐出量Q(g/min)から下記式に基き、紡糸速度V(m/min)を求める。
V=(10000×Q)/T
【0029】
<第1結晶化温度>
JIS K7121に準じてPERKIN−ELMER社製DSC7にて試料を5mg秤量し、20℃から340℃まで20℃/分にて昇温させ、得られる示差熱分析曲線から結晶化ピーク(発熱ピーク)の頂点の温度とする。尚、ピークが複数存在する場合は、最も高温側のピーク頂点の温度とする。試料より、5点採取して得られたピーク頂点の温度の平均値を求める。
【0030】
<融点>
JIS K7121に準じて上記同様にPERKIN−ELMER社製DSC7にて試料を5mg秤量し、20℃から340℃まで20℃/分にて昇温させ、得られる示差熱分析曲線から融解ピーク(吸熱ピーク)の頂点の温度とする。尚、ピークが複数存在する場合は、最もピークエリアの広い即ち、主成分の結晶融解ピークの頂点の温度とする。試料より、5点採取して得られたピーク頂点の温度の平均値を求める。
【0031】
<耐熱性強度保持率>
ヤマト科学社製オーブンDS64を使用し180℃×1000時間、曝露させた後、JIS L1906(2000)に準拠して測定した引張強度S1を測定する。予め曝露前に同様の方法で測定した引張強度S0から下記式により、強度保持率Sr(%)を求める。 Sr=(S1/S0)×100
【0032】
<耐薬品性強度保持率>
200℃雰囲気下で塩化水素ガス1900ppm、硫黄酸化物ガス2300ppm、水分30%、酸素15%を含む混合ガスを100時間曝露させた後、上記同様に引張強度を測定し、強度保持率(%)を求める。
【0033】
<乾熱収縮率>
JIS L1906(2000)に準拠して測定する。尚、恒温槽への挿入条件は180℃×60分とする。
【0034】
(実施例1)
使用原料は株式会社クレハ製ポリフェニレンサルファイドレジン:フォートロンKPSを使用する。使用するレジンのMFRは特に限定されないが60から250から任意に選択する。今回はMFR120を使用し、紡糸温度300℃にてオリフィス径φ0.25mmの紡糸口金より単孔吐出量1.5g/minで紡出し、紡糸口金直下50mmより風速0.5m/secの25℃空気にて冷却しつつ、紡糸口金直下1.0mの位置に配したエジェクタに294kPaの圧力で乾燥エアを供給し、1段階で延伸させ、下方1.0mの位置で10m/minの速度で移動しているコンベアネット上へ繊維束を開繊させつつ捕集しスパンボンド長繊維フリースを得た。得られた長繊維フリースの繊度は3.6dtex、換算した紡糸速度は4167m/minであった。また第1結晶化温度は125℃であった。
その後、インライン上に設置された仮接着用上下ローラーにて上ロールを梨地調カレンダロールとし、温度95℃、線圧8kg/cm、下ロールを非加熱ローラーで把持した。
さらにシート端部をクランプさせながら、180℃に設定された炉内に滞留時間が10秒となるよう炉内加熱区間を1.7mに設定し緊張下での熱処理を施した。
その後、圧着面積率100%のフラットローラーにて温度250℃、線圧50kg/cmで本接着を施し、目付量51g/m2である不織布1を得た。
得られた不織布1の厚さは57μm、CV%=9.2%(標準偏差÷平均値×100)とバラツキも少なく平滑性に優れている。また、耐熱性強度保持率はMD方向(機械方向、以下MD方向とする)92%、CD方向(機械方向と直交する方向、以下CD方向とする)91%、耐薬品性強度保持率はMD方向93%、CD方向94%であった。さらに乾熱収縮率はMD方向−0.1%、CD方向−0.2%であった。初期データからの劣化が少なく、また収縮率も低く高温での寸法安定性に優れた耐熱、耐薬品性不織布である。
【0035】
(実施例2)
移動するコンベア速度を110m/minとする以外に実施例1と同様にしてスパンボンド長繊維フリースを作成し、仮接着温度115℃、線圧10kg/minとする以外実施例1同様に仮接着を施しシート端部をクランプさせながら、200℃に設定された炉内に滞留時間が2.5秒になるよう炉内加熱区間を4.6mに設定し緊張下での熱処理を施した。
その後、圧着面積率100%のカレンダーローラーにて温度240℃、線圧80kg/cmで本接着を施し、目付量29g/m2である長繊維不織布2を得た。
得られた不織布2の厚さは35μm、CV%=7.8%とバラツキも少なく平滑性に優れている。また、融点は282℃、耐熱性強度保持率はMD方向90%、CD方向91%であり、耐薬品性強度保持率はMD方向92%、CD方向93%であった。さらに乾熱収縮率はMD方向0.2%、CD方向0.2%であった。初期データからの劣化が少なく、また収縮率も低く高温での寸法安定性に優れた耐熱、耐薬品性不織布である。
【0036】
(実施例3)
実施例1で用いた樹脂を丸型ノズルよりポリマー温度を300℃とし、単孔吐出量=0.5g/minにて押し出し、1200m/minにて紡糸した。その後トータルデニールが1,000,000dtexとし、延伸倍率2.4、延伸温度160℃にて延伸し、乾燥後60mmにカットし、繊度=1.7dtexの丸断面ポリフェニレンサルファイド短繊維を得た。この繊維を用い、カードウエッブとし、スパンレースにより交絡させた後、圧着面積率100%のカレンダーローラーにて温度250℃、線圧100kg/cmで本接着を施し、目付量135g/m2である不織布3を得た。
得られた不織布3の厚さは150μm、CV%=7.5%とバラツキも少なく平滑性に優れている。また、融点は282℃、耐熱性強度保持率はMD方向93%、CD方向94%であり、耐薬品性強度保持率はMD方向92%、CD方向93%であった。さらに乾熱収縮率はMD方向0.1%、CD方向0.1%であった。初期データからの劣化が少なく、また収縮率も低く高温での寸法安定性に優れた耐熱、耐薬品性不織布である。
【0037】
(比較例1)
仮接着温度を180℃とした以外、実施例1同様にしたところ、当該仮接着時に40%程度幅入りし、スパンボンド長繊維フリースが収縮固化し巻取りできない不適当なシートとなった。
【0038】
(比較例2)
エジェクタに98kPaの圧力で乾燥エアを供給する以外、実施例1と同様にスパンボンド長繊維フリースを得た。得られた長繊維フリースの繊度は6.9dtex、換算した紡糸速度は2174m/minであった。実施例1同様、180℃に設定された炉内に滞留時間が10秒となるよう炉内加熱区間を1.7mに設定し緊張下での熱処理を施したところ、収縮斑が発生しランダムに孔が開き外観上及び強度面も非常な不適当なシートとなった。
【0039】
(比較例3)
使用するレジンを汎用のポリエチレンテレフタレート(固有粘度0.68、水分率0.002wt%)とし、紡糸温度290℃とした以外、実施例1同様にしてスパンボンド長繊維フリースを得た。得られた長繊維フリースの繊度は3.2dtex、換算した紡糸速度は4688m/minであった。その後の工程も実施例1同様にして実施し目付量51g/m2である長繊維不織布4を得た。
得られた長繊維不織布4の耐熱性強度保持率はMD方向55%、CD方向55%であった。また耐薬品性強度保持率はMD方向20%、CD方向23%であった。さらに乾熱収縮率はMD方向1.0%、CD方向0.3%であった。初期データから大幅に劣化し、支持体などには不適当な不織布であった。
【0040】
(比較例4)
比較例3で使用したレジンを使用した以外、実施例2と同様にして、目付量30g/m2である不織布5を得た。
得られた長繊維不織布5の融点は259℃、耐熱性強度保持率はMD方向50%、CD方向48%であった。また耐薬品性強度保持率はMD方向18%、CD方向17%であった。さらに乾熱収縮率はMD方向1.1%、CD方向0.4%であった。初期データから大幅に劣化し、支持体などには不適当な不織布であった。
【0041】
(比較例5)
仮接着温度を140℃とした以外、実施例1同様にしたところ、当該仮接着時に30%程度幅入りし、スパンボンド長繊維フリースが収縮固化し巻取りできない不適当なシートとなった。
【0042】
以上のように、従来、機械特性および耐薬品性、耐熱、耐加水分解性に優れ、平滑性に優れたポリフェニレンサルファイド不織布およびその製造方法は提案されていなかったが、本発明により1段階の紡糸延伸により得られた長繊維不織布の第1結晶化温度以下で仮接着後、緊張下で当該第1結晶化温度以上の温度条件で熱処理を施し、さらにカレンダー処理することにより平滑性に優れた耐熱、耐薬品性不織布を得ることが可能となった。
【産業上の利用可能性】
【0043】
本発明により、耐熱、耐薬品性に優れるポリフェニレンサルファイド繊維が含まれる不織布を1段紡糸延伸のみで布帛化できるといった簡便な手段で得ることができ、且つ平滑性に優れる。また当該、耐熱、耐薬品性不織布はセパレータあるいは支持体として適しており、産業上の利用価値が大である。
【図面の簡単な説明】
【0044】
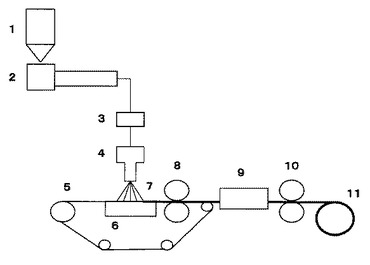
【図1】実施例で使用した製造装置である。
【符号の説明】
【0045】
1 混合ホッパー
2 押出機
3 ギアポンプ
4 エジェクタ
5 コンベアネット
6 サクションボックス
7 長繊維フリース
8 仮接着ロール
9 緊張熱処理炉
10 カレンダーロール
11 巻取機
【技術分野】
【0001】
本発明は、ポリフェニレンサルファイドよりなる不織布に関するものであり、さらに詳しくはカレンダー処理により平滑性に優れ、耐薬品性、耐熱性、耐加水分解性に優れたセパレータあるいは支持体として最適に使用される長繊維不織布に関するものである。
【背景技術】
【0002】
合成繊維を用いた平滑性に優れた不織布は多数提案されている。また、使用上必要な要求性能として耐薬品性、耐熱性、耐加水分解性などがあるが、これらの要求を満たすために数多くの樹脂およびそれを用いた繊維あるいは不織布が提案されている。
【0003】
従来、例えば特許文献1に記載されているようにポリオレフィン、ポリエステル、ポリアミド樹脂を用い不織布としカレンダー加工を施すことにより30μm以下の超薄型で多孔質且つ機械的に安定な不織布が示されている。同じく特許文献2にも公知の熱可塑性重合体よりなる長繊維不織布を平滑ロールで熱圧着することにより0.2〜0.02mmの不織布が示されている。しかし、直接紡糸する方法において1段階で紡糸延伸することで配向結晶化する公知の熱可塑性樹脂では求める不織布を生産することが可能であるが、同方法にて配向結晶化しにくいポリフェニレンサルファイド樹脂よりなる長繊維不織布をカレンダー処理してもカレンダー処理時の熱により収縮が起こり、平滑で均一な不織布を得ることができない。
【0004】
一方、ポリフェニレンサルファイド樹脂よりなる繊維を用い耐熱性に優れた湿式不織布を提供する方法が開示されている。例えば特許文献3には、ポリフェニレンスルホン繊維及び未延伸ポリフェニレンサルファイド繊維より湿式不織布を作成し、バインダーとして未延伸ポリフェニレンサルファイド繊維を使用する方法が示されている。しかし、短繊維よりなる同不織布は引張強力も高くなく引裂き強力も高くできない。さらに、繊維化後、10mm以下にカットし、抄紙工程を経る必要があり、経済的にも有利ではない。
【0005】
さらに、例えば特許文献4には、トリクロルベンゼンを0.01モル%ないし2モル%共重合させてなるポリフェニレンサルファイド重合体を完全延伸繊維の80%未満の配向度である未延伸繊維とし捕集した長繊維不織布を140℃以下の温度で予備熱処理し、130℃ないし250℃でプレス処理することで紙上材を得る方法が開示されている。しかし、この方法では熱収縮の応力を低下させるためにトリクロルベンゼンを共重合させる必要がある。
【0006】
上述の如く、機械特性および耐薬品性、耐熱、耐加水分解性に優れ、平滑性に優れたポリフェニレンサルファイド不織布およびその製造方法は提案されていないのが現状である。
【0007】
【特許文献1】特開2005−54348号公報
【特許文献2】特開2006−9165号公報
【特許文献3】特開2007−29840号公報
【特許文献4】特開平3−891号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は上記従来技術の課題を背景になされたもので、本発明はポリフェニレンサルファイド重合体よりなる平滑性に優れた不織布を得る方法において、ポリフェニレンサルファイド不織布をカレンダー処理する簡便な工程で製造でき、耐薬品性、耐熱性、耐加水分解性不織布およびその製造方法、ならびにそれを用いた繊維資材を提案するものである。
【課題を解決するための手段】
【0009】
本発明者らは上記課題を解決するため、鋭意研究した結果、ついに本発明を完成するに至った。即ち本発明は以下の構成を採用するものである。
1.使用する樹脂の主成分がポリフェニレンサルファイドである不織布をカレンダー処理することにより平滑処理されたポリフェニレンサルファイド不織布。
2.請求項1に記載の不織布がスパンボンド不織布であるポリフェニレンサルファイド不織布。
3.請求項1〜2のいずれかに記載のポリフェニレンサルファイド不織布をフィルムあるいは膜の支持体として使用する構造体。
4.紡糸延伸後、移動する捕集装置に捕集され、得られる布帛の第1結晶化温度以下で仮接着を施し、その後緊張下で当該第1結晶化温度以上の温度条件で熱処理したのち、カレンダー処理を施すポリフェニレンサルファイド不織布の製造方法。
5.紡糸延伸の手段が第1段階のみで、紡糸速度2500m/min以上で延伸する請求項4記載のポリフェニレンサルファイド不織布の製造方法。使用する樹脂の主成分がポリフェニレンサルファイドである長繊維不織布。
【発明の効果】
【0010】
本発明によると、ポリフェニレンサルファイドより平滑性に優れ、耐薬品性、耐熱性、耐加水分解性に優れた不織布あるいはそれを支持体として使用される構造体を得ることが可能となった。
【発明を実施するための最良の形態】
【0011】
以下、本発明を詳細に説明する。
本発明で使用される耐熱、耐薬品性樹脂はポリフェニレンサルファイドが公知の溶融紡糸設備で繊維化が可能であり好ましい。
本発明でいうポリフェニレンサルファイドに代表されるポリアリーレンスルフィドは、−Ar−S−(Arはアリーレン基)で表されるアリーレンスルフィドを繰返し単位とする芳香族ポリマーである。アリーレン基としては、p−フェニレンの他に、例えばm−フェニレン、ナフチレン基などさまざまなものが知られているが、その耐熱性、加工性、経済的観点から言ってもp−フェニレンスルフィドの繰返し単位が最も優れる。
【0012】
さらにポリフェニレンサルファイド重合体は、高分子量の線状ポリマーである。絶縁材あるいはフィルターの支持体に使用される場合、厳しい環境に曝されるため耐熱性や耐薬品性のみならず、例えばフィルター形体に必要な強度なども併せ持つ必要がある。そのため、例えば繊維としての高い強力を得るために、重合段階でトリクロロベンゼンなどを用いて未反応の塩素基を残しておき、紡糸前のポリマーの段階で酸素雰囲気あるいは窒素雰囲気での高温処理によって未反応塩素基により架橋反応を起こさせ重合度を増し、繊維として必要な初期強度を得る方法がある。また、比較的メルトフローレート(低分子量)の低いポリマーでも、紡糸前に、酸素雰囲気で一時的に架橋させて分子量を大きくすることによっても繊維自体は強力など必要物性を満足させることができる。しかし、この様な方法では比較的低分子量ポリマーを一次的な架橋反応によって得られたポリマーよりなる繊維であり、ESCAなどでイオウ原子を中心とする結合を測定すると既に−SO−や−SO2−の結合が含まれ、一次的に架橋や酸化により重合度を高くしたこの様な方法では長期に渡る耐熱性を得ることはできない。本発明では、例えば、ESCAでイオウ原子を中心とする結合状態を測定しても、その95アトミック%以上がスルフィド結合であることが好ましく、98アトミック%以上であることがより好ましく、100アトミック%がスルフィド結合であることがさらに好ましい。
【0013】
本発明で使用するポリフェニレンスルフィドは、極性有機溶媒中で、アルカリ金属硫化物とジハロ芳香族化合物を重合反応させる方法により得ることができる。アルカリ金属硫化物は、例えば、硫化ナトリウム、硫化リチウム、硫化カリウム等、あるいはこれらの混合物などが使用することができる。これらの中でも硫化ナトリウムが最も経済的に優れることから一般的に用いられる。
【0014】
また、ジハロ化合物としては、例えば、p−ジクロロベンゼン、o−ジクロロベンゼン、m−ジクロロベンゼンなどのジハロベンゼン、1,4−ジクロロナフタレン等のジハロナフタレン、その他、ジハロ安息香酸、ジハロベンゾフェノン、ジハロフェニルエーテルなどを上げることができるが、物性および経済的観点よりp−ジクロロベンゼンが最も好ましく使用される。その他、一般的には、多少の分岐構造を得るために1分子当り2個ではなく3個以上のハロゲン置換基を有するポリハロ芳香族化合物を少量併用することも知られており、トリクロロベンゼンなどが上げられるが、本発明でいう線状ポリマーとはこの様な半架橋構造を実質的に有さないものである。
【0015】
本発明ではポリフェニレンサルファイド重合体が主成分として質量割合で85%以上含まれることが好ましい。より好ましくは90%以上である。85%未満では素材由来である耐熱、耐薬品性が阻害される傾向が発現するため、好ましくない。
【0016】
添加される素材としてはポリエチレン、ポリプロピレン等のようなポリオレフィン類、ナイロン6、ナイロン6/6、ナイロン6/10、ナイロン6/12等のようなポリアミド類、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリシクロヘキシンジメチレンテレフタレート等のようなポリエステル類、ポリエーテルエーテルケトン類、ポリエーテルイミド類、変性ポリフェニレンサルファイド類等、使用することができるが、必ずしもこれらに限定されるものではない。
【0017】
また繊維中に、通常使用される添加物、例えば顔料、熱安定剤、紫外線吸収剤、滑剤等を本発明の効果を妨げない範囲で配合してもよい。
【0018】
本発明でいう不織布とは短繊維不織布でも長繊維不織布でも使用することができる。短繊維不織布としては公知の方法で得られたポリフェニレンサルファイト短繊維をカードウエッブとしたものである。その後ニードルパンチあるいはスパンレースなどによる物理的な交絡をさせたものでもよい。しかし、不織布の強力を維持する目的においてスパンボンド法により得られる長繊維不織布がより好ましい。すなわち、紡糸延伸後、移動する捕集装置に捕集される公知のスパンボンドプロセスより得られる不織布であり、上記捕集装置としてはコンベアネット等を使用する。また機構が複雑な多段階での紡糸延伸手段、つまり各延伸倍率を持たせたローラー間を複数通過させたり、圧力空気をエジェクタ内の複数箇所から供給し延伸する手段ではなく、1段階での紡糸延伸手段である。本法では原料重合体から直接紡糸延伸し長繊維フリース化までのプロセスが非常に簡便であり、糸切れ等の発生を極力抑えることができ、且つ経済上また途中の原料ロスが少なく環境負荷の観点からも好ましい。
【0019】
本発明でいう得られた布帛の第1結晶化温度以下で仮接着するとは、後工程である緊張熱処理へ長繊維フリースをハンドリングするためにある程度の強度を付与する目的で施される手段であり、第1結晶化温度以下とする意図は仮接着の時点で長繊維フリースが熱収縮しないようにするためである。例として、ポリフェニレンサルファイド長繊維フリースの第1結晶化温度である120℃から150℃以下、即ち仮接着温度は120℃以下が好ましく、より好ましくは115℃以下である。尚80℃以下では該長繊維フリースの強度付与が不足し搬送性が不安定となる場合があり好ましくない。さらに後の緊張熱処理時に長繊維フリースが相互に把持されていないことで収縮斑が発生し外観不備及び強度低下を引き起こすため、好ましくない。また仮接着の手段としては上下熱ロールによる方法が最も簡便な手段と言える。尚、上ロールのみ熱がかかる上下ロール方法等、特に限定されるものではない。
【0020】
本発明でいう緊張下での熱処理とは前記内容を踏まえ、150℃以上が好ましく、より好ましくは180℃以上である。本処理により1段階での紡糸延伸工程のみでは成し得なかった結晶化が促進され低収縮化、つまり寸法安定性が実現できる。尚、280℃以上では例えば、構成する主原料に使用されるポリフェニレンサルファイドの融点と同等となり溶融するため、好ましくない。またここでいう緊張下とは機械方向は工程張力により把持させ、機械方向と直交する方向はクランプやニードルといった物理的に把持する手段であれば、特に限定されることはない。また熱処理の滞留時間は少なくとも2秒間把持することが好ましく、より好ましくは5秒間把持するよう熱処理区間を設けることが好ましい。2秒未満であると十分に結晶化が進まず、その後の本接着工程で幅入りする問題が発生する。また60秒以上であると、生産速度を極度に低下させる必要があり、熱処理区間が非常に長くなり望ましくなく、60秒未満で十分に結晶化が進むため、60秒以上は必要ないと言える。
【0021】
本発明でいうカレンダー処理とは熱処理後、得られた長繊維フリースに仮接着温度条件と比して高温の熱圧着を施すことを意図し長繊維不織布に平滑性を付与させるために施す。
また、本工程は各用途により求められる厚さ、強力などがことなり、温度、接着圧力といった熱接着条件を変更することで対応することができる。具体的な条件としては、生産速度等、種々影響する要因があり、限定されないが熱接着温度は220℃から270℃、熱接着圧力は40から300kg/cmの範囲から適宜設定される。接着面積率は20から100%、特に100%を意図するカレンダロールによる接着方式がより好ましい。
【0022】
以上により得られる平滑性に優れた不織布は、厚みが300μm以下のものが好ましく用いられる。さらに好ましくは200μm以下である。300μmより厚くするためには目付け量を高くする必要があり、経済的にも好ましくなく、剛性が高くなりすぎ、収納性などの問題が発生する。
【0023】
本発明でいう紡糸速度とは得られる長繊維の単糸から測定される糸径から10000mの円柱を想定して体積を求め、該構成樹脂の密度との積により繊度(dtex)を算出し、設定の単孔吐出量(g/min)との比から算出したもので2500m/min以上とすることが好ましく、より好ましくは3000m/min以上である。2500m/min以下ではメカニズムは明らかになっていないが、緊張下での熱処理を施す際、収縮斑が発生し外観上、強度面から好ましくない。一方、紡糸速度の上限は特に定めないが、1段階で紡糸延伸する方法の限界から7000m/min以下が好ましい。
【実施例】
【0024】
以下に本発明の実施例を示す。本発明は実施例に限定されるものではない。
【0025】
次に実施例及び比較例を用いて、本発明を具体的に説明するが実施例及び比較例中の物性値は以下の方法で測定した。
【0026】
<単繊維の繊度>
得られた仮接着前の長繊維フリースの任意部位10箇所からサンプリングした試験片の切断面が観察できるように蒸着セットして、視差走査型電子顕微鏡にて繊維軸を横切る方向にほぼ直角に切断されている任意の繊維50本について写真撮影し、写真を拡大して各繊維の断面から直径を求め、それら値を平均して繊維の直径を算出する。使用樹脂の固形密度と長さ10000mでの重量を計算して求める。
【0027】
<不織布の厚さ>
JIS L 1906 5.1記載の方法に準拠し、196mN/cm2の荷重下にてn=10で測定した。
【0028】
<紡糸速度>
上記方法で得られた単繊維の繊度T(dtex)と設定の単孔吐出量Q(g/min)から下記式に基き、紡糸速度V(m/min)を求める。
V=(10000×Q)/T
【0029】
<第1結晶化温度>
JIS K7121に準じてPERKIN−ELMER社製DSC7にて試料を5mg秤量し、20℃から340℃まで20℃/分にて昇温させ、得られる示差熱分析曲線から結晶化ピーク(発熱ピーク)の頂点の温度とする。尚、ピークが複数存在する場合は、最も高温側のピーク頂点の温度とする。試料より、5点採取して得られたピーク頂点の温度の平均値を求める。
【0030】
<融点>
JIS K7121に準じて上記同様にPERKIN−ELMER社製DSC7にて試料を5mg秤量し、20℃から340℃まで20℃/分にて昇温させ、得られる示差熱分析曲線から融解ピーク(吸熱ピーク)の頂点の温度とする。尚、ピークが複数存在する場合は、最もピークエリアの広い即ち、主成分の結晶融解ピークの頂点の温度とする。試料より、5点採取して得られたピーク頂点の温度の平均値を求める。
【0031】
<耐熱性強度保持率>
ヤマト科学社製オーブンDS64を使用し180℃×1000時間、曝露させた後、JIS L1906(2000)に準拠して測定した引張強度S1を測定する。予め曝露前に同様の方法で測定した引張強度S0から下記式により、強度保持率Sr(%)を求める。 Sr=(S1/S0)×100
【0032】
<耐薬品性強度保持率>
200℃雰囲気下で塩化水素ガス1900ppm、硫黄酸化物ガス2300ppm、水分30%、酸素15%を含む混合ガスを100時間曝露させた後、上記同様に引張強度を測定し、強度保持率(%)を求める。
【0033】
<乾熱収縮率>
JIS L1906(2000)に準拠して測定する。尚、恒温槽への挿入条件は180℃×60分とする。
【0034】
(実施例1)
使用原料は株式会社クレハ製ポリフェニレンサルファイドレジン:フォートロンKPSを使用する。使用するレジンのMFRは特に限定されないが60から250から任意に選択する。今回はMFR120を使用し、紡糸温度300℃にてオリフィス径φ0.25mmの紡糸口金より単孔吐出量1.5g/minで紡出し、紡糸口金直下50mmより風速0.5m/secの25℃空気にて冷却しつつ、紡糸口金直下1.0mの位置に配したエジェクタに294kPaの圧力で乾燥エアを供給し、1段階で延伸させ、下方1.0mの位置で10m/minの速度で移動しているコンベアネット上へ繊維束を開繊させつつ捕集しスパンボンド長繊維フリースを得た。得られた長繊維フリースの繊度は3.6dtex、換算した紡糸速度は4167m/minであった。また第1結晶化温度は125℃であった。
その後、インライン上に設置された仮接着用上下ローラーにて上ロールを梨地調カレンダロールとし、温度95℃、線圧8kg/cm、下ロールを非加熱ローラーで把持した。
さらにシート端部をクランプさせながら、180℃に設定された炉内に滞留時間が10秒となるよう炉内加熱区間を1.7mに設定し緊張下での熱処理を施した。
その後、圧着面積率100%のフラットローラーにて温度250℃、線圧50kg/cmで本接着を施し、目付量51g/m2である不織布1を得た。
得られた不織布1の厚さは57μm、CV%=9.2%(標準偏差÷平均値×100)とバラツキも少なく平滑性に優れている。また、耐熱性強度保持率はMD方向(機械方向、以下MD方向とする)92%、CD方向(機械方向と直交する方向、以下CD方向とする)91%、耐薬品性強度保持率はMD方向93%、CD方向94%であった。さらに乾熱収縮率はMD方向−0.1%、CD方向−0.2%であった。初期データからの劣化が少なく、また収縮率も低く高温での寸法安定性に優れた耐熱、耐薬品性不織布である。
【0035】
(実施例2)
移動するコンベア速度を110m/minとする以外に実施例1と同様にしてスパンボンド長繊維フリースを作成し、仮接着温度115℃、線圧10kg/minとする以外実施例1同様に仮接着を施しシート端部をクランプさせながら、200℃に設定された炉内に滞留時間が2.5秒になるよう炉内加熱区間を4.6mに設定し緊張下での熱処理を施した。
その後、圧着面積率100%のカレンダーローラーにて温度240℃、線圧80kg/cmで本接着を施し、目付量29g/m2である長繊維不織布2を得た。
得られた不織布2の厚さは35μm、CV%=7.8%とバラツキも少なく平滑性に優れている。また、融点は282℃、耐熱性強度保持率はMD方向90%、CD方向91%であり、耐薬品性強度保持率はMD方向92%、CD方向93%であった。さらに乾熱収縮率はMD方向0.2%、CD方向0.2%であった。初期データからの劣化が少なく、また収縮率も低く高温での寸法安定性に優れた耐熱、耐薬品性不織布である。
【0036】
(実施例3)
実施例1で用いた樹脂を丸型ノズルよりポリマー温度を300℃とし、単孔吐出量=0.5g/minにて押し出し、1200m/minにて紡糸した。その後トータルデニールが1,000,000dtexとし、延伸倍率2.4、延伸温度160℃にて延伸し、乾燥後60mmにカットし、繊度=1.7dtexの丸断面ポリフェニレンサルファイド短繊維を得た。この繊維を用い、カードウエッブとし、スパンレースにより交絡させた後、圧着面積率100%のカレンダーローラーにて温度250℃、線圧100kg/cmで本接着を施し、目付量135g/m2である不織布3を得た。
得られた不織布3の厚さは150μm、CV%=7.5%とバラツキも少なく平滑性に優れている。また、融点は282℃、耐熱性強度保持率はMD方向93%、CD方向94%であり、耐薬品性強度保持率はMD方向92%、CD方向93%であった。さらに乾熱収縮率はMD方向0.1%、CD方向0.1%であった。初期データからの劣化が少なく、また収縮率も低く高温での寸法安定性に優れた耐熱、耐薬品性不織布である。
【0037】
(比較例1)
仮接着温度を180℃とした以外、実施例1同様にしたところ、当該仮接着時に40%程度幅入りし、スパンボンド長繊維フリースが収縮固化し巻取りできない不適当なシートとなった。
【0038】
(比較例2)
エジェクタに98kPaの圧力で乾燥エアを供給する以外、実施例1と同様にスパンボンド長繊維フリースを得た。得られた長繊維フリースの繊度は6.9dtex、換算した紡糸速度は2174m/minであった。実施例1同様、180℃に設定された炉内に滞留時間が10秒となるよう炉内加熱区間を1.7mに設定し緊張下での熱処理を施したところ、収縮斑が発生しランダムに孔が開き外観上及び強度面も非常な不適当なシートとなった。
【0039】
(比較例3)
使用するレジンを汎用のポリエチレンテレフタレート(固有粘度0.68、水分率0.002wt%)とし、紡糸温度290℃とした以外、実施例1同様にしてスパンボンド長繊維フリースを得た。得られた長繊維フリースの繊度は3.2dtex、換算した紡糸速度は4688m/minであった。その後の工程も実施例1同様にして実施し目付量51g/m2である長繊維不織布4を得た。
得られた長繊維不織布4の耐熱性強度保持率はMD方向55%、CD方向55%であった。また耐薬品性強度保持率はMD方向20%、CD方向23%であった。さらに乾熱収縮率はMD方向1.0%、CD方向0.3%であった。初期データから大幅に劣化し、支持体などには不適当な不織布であった。
【0040】
(比較例4)
比較例3で使用したレジンを使用した以外、実施例2と同様にして、目付量30g/m2である不織布5を得た。
得られた長繊維不織布5の融点は259℃、耐熱性強度保持率はMD方向50%、CD方向48%であった。また耐薬品性強度保持率はMD方向18%、CD方向17%であった。さらに乾熱収縮率はMD方向1.1%、CD方向0.4%であった。初期データから大幅に劣化し、支持体などには不適当な不織布であった。
【0041】
(比較例5)
仮接着温度を140℃とした以外、実施例1同様にしたところ、当該仮接着時に30%程度幅入りし、スパンボンド長繊維フリースが収縮固化し巻取りできない不適当なシートとなった。
【0042】
以上のように、従来、機械特性および耐薬品性、耐熱、耐加水分解性に優れ、平滑性に優れたポリフェニレンサルファイド不織布およびその製造方法は提案されていなかったが、本発明により1段階の紡糸延伸により得られた長繊維不織布の第1結晶化温度以下で仮接着後、緊張下で当該第1結晶化温度以上の温度条件で熱処理を施し、さらにカレンダー処理することにより平滑性に優れた耐熱、耐薬品性不織布を得ることが可能となった。
【産業上の利用可能性】
【0043】
本発明により、耐熱、耐薬品性に優れるポリフェニレンサルファイド繊維が含まれる不織布を1段紡糸延伸のみで布帛化できるといった簡便な手段で得ることができ、且つ平滑性に優れる。また当該、耐熱、耐薬品性不織布はセパレータあるいは支持体として適しており、産業上の利用価値が大である。
【図面の簡単な説明】
【0044】
【図1】実施例で使用した製造装置である。
【符号の説明】
【0045】
1 混合ホッパー
2 押出機
3 ギアポンプ
4 エジェクタ
5 コンベアネット
6 サクションボックス
7 長繊維フリース
8 仮接着ロール
9 緊張熱処理炉
10 カレンダーロール
11 巻取機
【特許請求の範囲】
【請求項1】
使用する樹脂の主成分がポリフェニレンサルファイドである不織布をカレンダー処理することにより平滑処理されたポリフェニレンサルファイド不織布。
【請求項2】
請求項1に記載の不織布がスパンボンド不織布であるポリフェニレンサルファイド不織布。
【請求項3】
請求項1〜2のいずれかに記載のポリフェニレンサルファイド不織布をフィルムあるいは膜の支持体として使用する構造体。
【請求項4】
紡糸延伸後、移動する捕集装置に捕集され、得られる布帛の第1結晶化温度以下で仮接着を施し、その後緊張下で当該第1結晶化温度以上の温度条件で熱処理したのち、カレンダー処理を施すポリフェニレンサルファイド不織布の製造方法。
【請求項5】
紡糸延伸の手段が第1段階のみで、紡糸速度2500m/min以上で延伸する請求項4記載のポリフェニレンサルファイド不織布の製造方法。
【請求項1】
使用する樹脂の主成分がポリフェニレンサルファイドである不織布をカレンダー処理することにより平滑処理されたポリフェニレンサルファイド不織布。
【請求項2】
請求項1に記載の不織布がスパンボンド不織布であるポリフェニレンサルファイド不織布。
【請求項3】
請求項1〜2のいずれかに記載のポリフェニレンサルファイド不織布をフィルムあるいは膜の支持体として使用する構造体。
【請求項4】
紡糸延伸後、移動する捕集装置に捕集され、得られる布帛の第1結晶化温度以下で仮接着を施し、その後緊張下で当該第1結晶化温度以上の温度条件で熱処理したのち、カレンダー処理を施すポリフェニレンサルファイド不織布の製造方法。
【請求項5】
紡糸延伸の手段が第1段階のみで、紡糸速度2500m/min以上で延伸する請求項4記載のポリフェニレンサルファイド不織布の製造方法。
【図1】


【公開番号】特開2010−43372(P2010−43372A)
【公開日】平成22年2月25日(2010.2.25)
【国際特許分類】
【出願番号】特願2008−207620(P2008−207620)
【出願日】平成20年8月12日(2008.8.12)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成22年2月25日(2010.2.25)
【国際特許分類】
【出願日】平成20年8月12日(2008.8.12)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]