
平滑機にかけられた工業用加工布
【課題】より滑らかで、より平坦で、恒久的に変形している表面を有しながらも、耐久性があり及びコスト効果の良い工業用加工布を提供する。
【解決手段】抄紙機用布を加工する方法において:基材が恒久的に変化させられる様に少なくとも2つの平滑ロールに該基材を通過させる工程より成り、そこで前記平滑ロールは前記基材に隙間型又は負荷型平滑を適用するのであり、基材の全幅を平滑にする場合は、前記平滑ロールは予め選択された隙間幅に設定されており、基材の全幅より狭い幅を平滑にする場合は、前記平滑ロールは予め選択された隙間幅又は予め選択された負荷に設定されていることを特徴とする抄紙機用布を加工する方法。
【解決手段】抄紙機用布を加工する方法において:基材が恒久的に変化させられる様に少なくとも2つの平滑ロールに該基材を通過させる工程より成り、そこで前記平滑ロールは前記基材に隙間型又は負荷型平滑を適用するのであり、基材の全幅を平滑にする場合は、前記平滑ロールは予め選択された隙間幅に設定されており、基材の全幅より狭い幅を平滑にする場合は、前記平滑ロールは予め選択された隙間幅又は予め選択された負荷に設定されていることを特徴とする抄紙機用布を加工する方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はエンドレス布に向けられている。より詳しくは、多くの他の製品がある中で、例えば紙、板紙、衛生ティッシュや生理用ナプキンといった湿潤下製品の製造において;湿潤下及び乾燥下パルプの製造において;不純物フィルターや化学洗浄を使用する製紙に関する加工において;通気乾燥加工によって作られるティッシュやタオルの製造において;及び水流によって糸を絡ませ合わせる方法(水を伴う加工)、メルトブロー、スパンボンド、及びニードルパンチによって作られ得る不織布の製造において、工業用加工布として使用される布に向けられている。“工業用加工布”という用語もまた、製紙過程における全ての段階を通してパルプのスラリーを運ぶための、全ての他の抄紙機用布(形成布、プレス布、乾燥布)に限定されないものをも含む。
【背景技術】
【0002】
製紙過程の間、セルロースの繊維状のウェブは繊維のスラリー、即ちセルロースの繊維が水に分散したものを、抄紙機の形成部において動いている形成布の上に沈積させることによって、形成される。大量の水が形成布を通してスラリーから排出され、形成布の表面にあるセルロースの繊維状のウェブから離れていく。
【0003】
新しく形成されるセルロースの繊維状のウェブは形成部から、一連のプレスニップを含むプレス部へと進む。セルロースの繊維状のウェブはプレス布によって、又はしばしばあることだが2つのプレス布の間で支持されるプレスニップを通過する。プレスニップにおいて、セルロースの繊維状のウェブは、水を搾り取るための及びセルロースの繊維状のウェブをシートにするためにウェブにあるセルロースの繊維を互いに付着させるための圧縮力にかけられる。水は1つの若しくは複数のプレス布によって受け入れられ、理想的には紙シートへと戻らない。
【0004】
形成布、プレス布、乾燥布の全ては抄紙機においてエンドレスループの形をしており、及びコンベヤーのような機能をすることは、正しく認識されるべきである。更に、製紙は高速で進行する連続的な過程であることも正しく認識されるべきである。すなわち、繊維のスラリーが形成部において形成布に連続して沈積させられている一方、新しく製造された紙のシートは乾燥部から出た後に、連続してロールへと巻かれている。
【0005】
本発明は主として、抄紙機の様々な部を通る抄紙機用布に関する。その布は、布表面の滑らかさ、繊維の支持、傷が無いこと、平坦さ、及び水や空気に対する制御された浸透性などが重要となる他の工業用の装置において使用される布と同様の布である。発明が適用される抄紙機用布の例は、抄紙機の形成部を通る形成布、プレス部を通るプレス布、乾燥部を通る乾燥布である。発明が適用され得る工業用加工布の他の例は、通気乾燥(TAD)布である。TAD布は、抄紙機を含む様々な工業用設備において使用され得る。幾つかの布はトランスファーベルトとして機能するために加工され得る、及び浸透性にも不浸透性にもなり得る。
【0006】
特に形成布及び乾燥布などの抄紙機用布は平らな形で一般的に織られ、縫い合わせることでエンドレスループ形になるように連結される。織工程の間、一般的にプラスチックのモノフィラメント糸である縦糸は、やはり一般的に重合体プラスチックのモノフィラメント糸である横糸と、望ましいパターンで織り合わされる。平らな形で織られた布において結局、縦糸は布の縦方向又は運転方向にあり、一方横糸は横方向にある。
【0007】
織工程の後、布はヒートセットされる。布が熱の元で縦方向に張力をかけられて据えられているヒートセット装置は、幾つかの縦の縮れを横糸へと移動させ、ある程度まで布の表面を滑らかにし、及び抄紙機において使用されている間に布が伸びる可能性がある量を減少させるために、縦方向に布を伸ばす。縫い合わせ又は結合技術は、当分野で知られているように布をエンドレスループ形へと加工するためにそれから用いられる。エンドレス形に織られる又は修正エンドレス形に織られる布のために、その加工によってほぼ要求された通りの縦と幅を有する完全な管が形成される。修正エンドレス形に織ることは、機械へと簡単に設置することが出来る縫い方ということである。横糸は今MD糸であり及び縦糸はCD糸である。布はまた一定の大きさに作るためにヒートセットにかけられ、及びクリンプ(crimp)トランスファーとバットファイバーはニードリングのような加工によって布の片面又は両面へと十分に適用される。
【0008】
製造工程の最後の方又は最後の段階として、縦糸によって形成された突起と横糸によって形成された突起の間の高さの違いを減少させるために、布の表面は研磨又は砂による磨きで更に滑らかにされてよい。残念ながら研磨することは本質的に、消費者に輸送される前に布が磨損するという形になり、おそらく布の使用可能期間を減少させるであろう。
【0009】
プレス布の場合では、厚さを減少させることで布を高密度化させるために、布は熱と圧力をかけられて予め圧縮され得る。これは恒久的に繊維を変形させはしない。
【0010】
最終的に、ヒートセット、可能ならばニードリング及び可能ならば研磨をされて、望ましい長さ及び幅を有するエンドレス形をした布の輪が、抄紙機の形成部、プレス部又は乾燥部に設置されるために、若しくは不織機で使用されるために、消費者へ輸送される。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】米国特許第5,360,656号明細書
【特許文献2】米国特許第4,345,730号明細書
【特許文献3】米国特許第3,097,413号明細書
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明の目的は、より滑らかで、より平坦で、恒久的に変形している表面を有しながらも、耐久性があり及びコスト効果の良い工業用加工布を提供することである。
【0013】
本発明の更なる目的は、例えば研磨又は砂による磨きによって、消費者に輸送される前にその表面から素材が除去されてしまう結果にならない様に、布の表面を滑らかにするための代替方法を提供することである。
【課題を解決するための手段】
【0014】
以前の工業用加工布の欠点を考察することで、より滑らかで、より平坦で、及び恒久的に変形している表面をしており、耐久性のある工業用加工布が設けられる。布は抄紙機用布、他の工業用加工布及び/又は機械用布として使用されてよい。多くの場合において、平滑機のような圧力ニップを形成する、少なくとも2つの滑らかなロールから成る装置を使用することで布は加工されるので、少なくとも布の構成要素の幾つかは恒久的に変形させられる。好ましくは、少なくとも1つのロールが予め選択された温度で加熱される。
【0015】
以下に続く詳細な記述は付随する図面を参照することによって最も正しく認識されるが、それは例を与えるだけであり、本発明をそれのみに限定すると意図されてはいない。
【図面の簡単な説明】
【0016】
【図1】発明に従ってどのように布を加工すれば布を修正し得るのかを示している。
【図2】図1の描写の断面図を示している。
【図3】本発明に従う平滑加工の好ましい実施態様を示している。
【発明を実施するための形態】
【0017】
本発明の好ましい実施態様は、抄紙機の形成布に関する文脈で記載されるだろう。しかし、発明は抄紙機の他の部において使用される布に、又同様に平滑で且つ水や空気に対するコントロールされた浸透性を有する表面が重要である他の工業装置において使用される布にも適用可能であることは記されるべきである。発明が適用可能である他の布の型の幾つかの例は、抄紙機用のプレス布、抄紙機用の乾燥布、通気乾燥布、パルプ形成布を含む。又別の例は、不純物フィルター及び化学洗浄のような製紙と関係する加工において使用される布に関する。しかし、発明が適用可能である布の型のまた別の例は、湿潤下、乾燥下、メルトブロー及び/又はスパンボンドといった加工で不織布を作る際に使用される布のような、機械用布である。
【0018】
更に、発明は“布”を平滑機にかける文脈において一般的に記載されている。しかし、基材という用語は発明に従って平滑機にかけられる広範な材料を適切に参考しているということは注意されるべきである。適切な基材は織られた布、不織の布、MD糸の配列、CD糸の配列、ニット、組みひも、ホイル、フィルム、スパイラルリンク、ラミネートを含む。発明に従って平滑機にかけられる基材は、例えば抄紙機用の形成布、抄紙機用のプレス布、抄紙機用の乾燥布、通気乾燥(TAD)布、二重ニップ沈降濃縮機(DNT)型脱水布、化学洗浄ベルト、及び不織布の製造において使用される布のような工業用加工布として、又はその1部として使用されてよい。
【実施例】
【0019】
一般的に、本発明が特に適用されてよいのは抄紙機用布であり、それは縦方向及び横方向の両方におけるモノフィラメント糸から基本的に織られる。当業者に良く知られているように、縦糸はエンドレス形又は修正エンドレス形へと織ることによって製造される布の横方向(CD)にある一方、もし布が平らに織られている場合、それらの縦糸は縦方向(MD)にある。一方、横糸はエンドレス形又は修正エンドレス形へと織ることによって製造される布の縦方向(MD)にあるが、平らに織られた布では横方向(CD)にある。
【0020】
モノフィラメント糸は抄紙機用布で使用する糸を製造するために、例えばポリアミド、ポリエステル、ポリエーテルエーテルケトン、ポリプロピレン、ポリオレフィンの樹脂といった当業者によって一般的に使用されるあらゆる重合体樹脂材から押し出し形成されてよい、又は他の方法で作られてもよい。
【0021】
たいてい、使用される糸の断面は円形をしている。しかし、鋭角的であったり、長方形の糸が使用される製品もある。しかし、非円形をしているその様な型を使用する時には幾つかの加工上の問題があり、及び交差する点又は突起にある糸の寸法に懸案があり且つその全長に沿う平らな糸が布の特質にとって有害であり得るという多くの布が存在している。
【0022】
抄紙機用布を織る際、ある布の方向にある糸が他の布の方向にある糸を複数回通過する表面上に、突起は形成される。突起は布の表面を形成する他の糸と比較して高い位置にあり、布の上で製造された紙シートに傷跡を残す。これは抄紙機の3つの部の全てにおいて間違いなく生じる。
【0023】
表面を滑らかにするために若しくは例えば形成布の平坦性を減少させるために、研磨や砂による磨きが習慣的に使用されているのではあるが、本発明において布は突起から如何なる材料をも除去せずに研磨することと同様の効果を生み出すために、平滑機にかけられる。同時に、空気及び水に対する布の浸透性は平滑ニップによる圧縮によってある望ましいレベルに固定されてよい。好ましくは、布は平滑機にかけらている様な張力下に置かれる。
【0024】
平滑機は少なくとも2つの滑らかなロールから成り、その滑らかなロールの少なくとも1つは加熱され得る。加熱された1つの又は複数のロールの温度は室温から300℃までという幅があり、使用され得る正確な温度は、布の糸、適用される圧力負荷、及び望ましい布の性質を作り出す重合体樹脂材によって決定される。
【0025】
平滑ロール間にある隙間の幅は0.1mmから4.0mmであり、正確な幅は平滑機にかけられる布の厚さによって、及び布の厚さが減少させられる程度によって決定される。布がニップで圧縮される時の圧力や負荷の幅は、0kN/mから500kN/mである。
【0026】
平滑機にかけられる布は張力をかけられて据えられ、0.5m/minから10m/minの幅を有する速度でニップを通過し、その用いられる速度はニップに残っている布の長さが増大する毎の時間によって決められる。
【0027】
様々な種類があり得る他の装置は、ニップの前に布を伸ばすこと、ニップの後に布を伸ばすこと、及び平滑機の前に布を予め温めておくことを含む。ニップの前に、及びニップの後に伸ばす時の好ましい張力の幅は、0.1kN/mから30kN/mである。
【0028】
平滑加工に関する設定、例えばロールの温度、隙間の幅、圧縮負荷、ニップを通過する速度は、平滑機にかけられる布に望まれている特質に従って決定される。発案された平滑機によって修正され得る特質は、浸透性、厚さ、平坦さ、隙間容積、突出する空領域又は表面接触領域、及び滑らかさを含む。例えば、実験が示すところによると、空気の浸透性は50%以上減少し得る。
【0029】
平滑機にかけられる布を作り出す未加工の材料はまた、最終的なベルトの特質に影響を及ぼし、従って加工の設定を決定する時に熟考されるべきである。試行錯誤は特別な特質を獲得するために必要とされる設定を決定するための1つの方法である。
【0030】
平滑ロールは金属、重合体樹脂材、ゴム、又はセラミック若しくはサーメット合金の様な混合材料から成る表面を有してよい。
【0031】
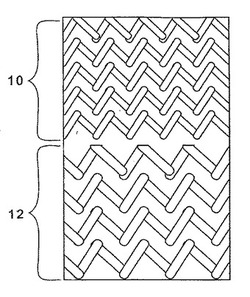
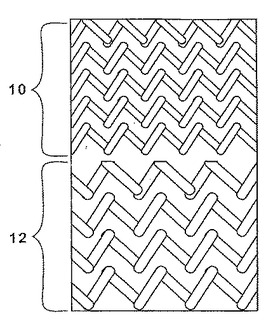
図1は、発明に従ってどのように布を加工すれば布を修正し得るのかを示している。加工された布が未加工の布と如何に比較されるかを説明する目的のために、加工された部分又は布12が未加工の部分又は布10に隣接して示されている。図1から理解され得ることは、平滑機にかけられた部分の縦糸と横糸は未加工の布の糸と比較して、平らにされているということである。
【0032】
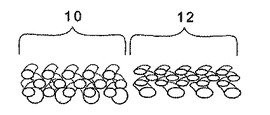
図2は図1の描写の断面図である。図2から理解され得るように、加工された部分12の平らにされた糸は加工された部分に未加工の部分10より薄い断面を与える。
【0033】
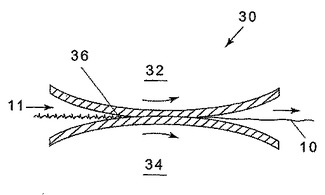
図3を今見ると、そこには2ロール平滑機30を用いて布に平滑加工が連続的に実行され得ている、発明の好ましい実施態様が示されている。平滑機を使用することが好ましい方法として考えられている一方、プラテンプレスを使用することも1つの可能的な代替案である。更に、平滑機とプラテンプレスを組み合わせて使用してもよい。
【0034】
図3に戻ると、2ロール平滑機は1番目のロール32及び2番目のロール34によって形成されている。平滑ロールは滑らかである。布11は、矢印によって指し示されている方向に回転している1番目と2番目のロール、すなわち32と34の間に形成されたニップの中に送られる。ロールの回転速度は布がニップ、ニップの温度、及び1番目と2番目のロールが一緒に圧縮することで提供される力で平滑機にかけられるために必要とされる休止時間によって決定される。
【0035】
発明は2つの代替の型の平滑機を与える:負荷型平滑機及び隙間型平滑機である。負荷型平滑機では、ロール間の隙間の多様性は認められている一方、平滑ロールによって布に働かされる負荷は一定の又はほぼ一定のレベルに維持される。反対に、隙間型平滑機においては、負荷の多様性は認められている一方、ロール間の隙間は一定の又はほぼ一定の距離に維持される。異なる結果を獲得するために2つの技術を切り替えることは可能である。例えば、負荷型平滑機は布の物理抵抗がロールの負荷と一致し、更なる圧縮が不可能となるまで、平滑機にかけられる布を圧縮することが望まれているときに使用され得る;ところが同じ布は、圧縮された布の物理抵抗が負荷と一致するには足りない点まで布を圧縮する特定の隙間幅に設定された平滑機を通過してもよい。一般的に、物理的限界まで負荷型平滑機を使用すると、物理的限界には及ばない隙間型平滑機よりも大きな布の変形を引き起こす。
【0036】
本発明の利点の中には、平滑機を使用することで抄紙機用布の厚さを減少させ、且つその動作性を向上させることが出来るということがある。隙間容積を付随的に減少させることは、布によって運ばれ得る水の量を減らし、再び濡れることが生じ得る水の量を減少させる。従って、発明に従う平滑機は再び水に濡れることを制御するための機構として使用され得る。
【0037】
更に、発明に従って製造された布は、より滑らかで、密度の高い支持構造を提供し、小さい直径の糸を高い網目数で織る必要性を軽減する。また更に、布のより薄い構造はより安定しており、布の縮れた糸/繊維は、強力な縫い目、及びより優れた構造的統合、又同様にMD且つCD両方向における改善された寸法の安定性を備える。
【0038】
更に、平滑機にかけると、研磨や砂による磨きが回避されるだろう。その場合、布は実際に使用されるまで摩耗しないので、その安定性、強さ、耐久性は向上するであろう。平滑機にかけられた表面は、微視的な粗さが平面の突起表面に残らないので、砂によって磨かれた表面よりシートに傷を付けることが少なくなる。平滑機にかけられた表面の滑らかさもまた、シート繊維支持が増加することを許す。シートの放出も又、改善されるだろう。
【0039】
本発明に従って製造された布は、多くの製紙に関する応用において使用され得る。例えば、布は形成布、プレス布、乾燥布、及び通気乾燥布として使用され得る。発明の布はまた、パルプ形成布として、及び湿潤下、乾燥下、メルトブロー及び/又はスパンボンドの加工によって不織布地を作る際に使用され得る。発明に従う布がニードリングされたバットを含む抄紙機用布において使用され、及び基礎布が平滑機にかけられる時、結果として出来る布は、布の厚さが減少し安定性が増加するために、より薄く、より安定的になる。加えて、基礎がより薄く、高密度になることで基礎の中のバットの量が減少するので、従ってより多くの層を成すことが出来る。比較的粗雑なバットは平滑機をかけることによって引き起こされる浸透性の減少を補うために使用されることが出来、その結果、先行技術による布の浸透性と一致する浸透性を有する布に、製紙過程では一般的である粒子が閉じ込められることによって生じる埋立及び充満に対するより大きな抵抗を設ける。代替方法として、基礎が平滑機にかけられているかどうかに関わらす、もし望まれるのならばバットが適用されたあとに、布は平滑機にかけられ得る。
【0040】
更に、恒久的な変形は抄紙機のプレス布に改善された初期特性を分与する。始動時に関する従来の考え方は、布がニップに対して厚すぎる(低ピークの圧力で力をかける原因となる)、布に自由度がありすぎる(空気の浸透性が非常に高い)、及び/又は布の表面が不均一すぎる(低ピークの圧力が特定の領域に生じる原因となる)せいで試運転期間が必要になるというものである。時間が経つにつれ(始動期間)、布はより薄く、自由度が少なく、より高密度で、ほぼ滑らかになるので、従って脱水特性が改善される。最終的にその状態に到達した布は、厚さと脱水効果の均衡が取れるので、“安定状態”にあると言われる。布の使用及びその始動期間が短くされるので、圧縮力と滑化があまり生じなくなり、発明の恒久的な変形は布の圧縮と滑化を進める。
【0041】
また、ニードリングされたプレス布の場合における始動を改善するために発明の平滑機を使用することによって、始動を改善するために布の表面により細い(より密度の小さい)繊維を使用するという不利益を避けることが出来る。より細い繊維の表面は外部の物質(セルロース、樹脂、粘土などの抄紙機の構成要素)によって埋められ易く、洗浄することが非常に難しい。加えて、より細い繊維は一般的に摩擦による摩耗に対する耐性を下げ、そして粗い繊維より早く摩耗する傾向がある。
【0042】
発明の平滑機にかけられた布の有するもう1つの利点は、持ち込まれる空気の削減である。すなわち、平滑機にかけられた布の“平らな”糸/繊維が運動の方向に沿って持ち込む空気は、先行技術による布の“丸い”糸/繊維によって持ち込まれるであろう空気の量よりも少ない。シートの吹き流れ(blowing)やドロップオフの削減は、肯定的な結果である。
【0043】
発明の実行可能性は、諸実験によって証明されている。ある実験では、平滑機をかけることに関する16の実例が、それぞれ24”の幅と10’の長さを有するサンプルで実行された。サンプルが平滑機にかけられた後、厚さ及び浸透性の測定がそれぞれのサンプルの縦と横に沿って5箇所でなされた。その測定は、それぞれの布の長さ及び幅に沿った厚さ及び浸透性に重大な違いが無いことを明らかにし、発明の平滑加工が均一であり、及び繰り返し可能であることを証明した。
【0044】
別の実験では、最初のサンプルである長さ75mの布が22%の突起領域へと加工され、2番目のサンプルである長さ75mの布は未加工の布と比較して0.15mmの厚さの削減という加工をされた。突起領域は布の単位領域を考察し、布を平らに置き布の表面上で最も高い地点を見つけ、最も高い地点から深さ0から10ミクロン以内に布材料が存在している単位領域の量を計算し、それから全ユニット領域に対して決定された量の比率をまとめることによって測定された。
【0045】
計算は平滑機の全幅を通過した布の全幅に対して、又は例えば布全部が平滑機にかけられるまで一連のMD又はCDのバンドにある布を平滑機にかけるというような、より狭い平滑機のユニットによって実行され得る。平滑を全幅で行う場合、布がMD糸の方向にそって平滑ロールを通過する事が、及びCD糸の方向に沿って測定されるように布の全幅とほぼ同じ又はそれより大きい幅を有する、少なくとも1つのロールを使用する事が好ましい。平滑を全幅で行なう際には、CD糸の方向に沿って測定されるように、布の全幅とほぼ等しい又はそれより大きい幅を有する2つのロールを使用することが最も好ましい。狭いユニットで平滑を行う場合、平滑機ユニットは布全体が加工されるまで布の幅を螺旋状に横断することが出来る。より狭いユニットが用いられるとき、実質的なコストを節約することは平滑操作を実行するために必要とされる装置の大きさを部分的に縮小することで、現実化される。更に、より狭いユニットで平滑機を行う場合、横断するユニットは、平滑機にかけられ得る布より狭い幅、例えば1.0mの2つのロールから、若しくはロールの全幅を横断する1つの狭いロールから成り得る。また幾つかの布において、布にあるMDバンドのみを平滑機にかけたい、例えばシート端部のはためき(flutter)及び吹き流れを除去するために布の浸透性を減少させようと、布の端部だけを平滑機にかけたいと望まれてもよい。MDバンドはまた、布の端部から中心へ、そして中心から端部へと移動するにつれ、例えば浸透性における望ましい違いが存在するように、連続的だが異なる程度で平滑機にかけられ得る。これは布に幅を横断する浸透性の断面を与え、このことは乾燥させられる紙シートの湿分断面を高める(湿度の違いを減らす)ために多くの乾燥布で望まれている。
【0046】
発明の狭いユニットの平滑は、乾燥布に関する場面において部分的に役に立つ。ある実施において、狭い平滑を行うユニットは浸透性及びシートの吹き流れを減少させるために布の端部領域のみを平滑機にかけるために使用される。関連した実施では、狭いユニットを平滑機にかけることは、布の幅を横切って浸透性を変化させるために、及び従って布に望ましい湿分断面を分与するために、布の長さに沿って選択されたバンドに適用される。どちらの場合でも、適用された平滑機をかける幅、平滑機をかける際の負荷、及び/又は平滑機をかける際の隙間は、バンドからバンドへと変化している。縫い合わされた布にとって、平滑は縫い合わせの前にでも後にでも適用され得る。好ましい実施態様において、平滑機にかけることは乾燥布の恒久的な熱可塑変形を獲得する手段として用いられる。発明に従って乾燥布を平滑機にかけたら、平滑機をかけられた部分の浸透性が60%以上減少したことを実験の結果が証明している。又その結果は、厚さは30%以上減少し接触領域が10%以下から45%以上に増加するなど、効果的に乾燥効果を向上させる全ての要素を示す。乾燥布を狭い幅の平滑機にかけることが強調される一方、乾燥布に関する発明において全幅での平滑の適用が可能であることは記載されるべきである。
【0047】
加えて、平滑機をかけることは特許文献1にある製造技術と組み合わせて使用され得る。前記の特許はここで参考文献に組み込まれる。そのような実施態様の1つにおいて、比較的狭い幅を有している布のストリップが平滑機にかけられ、それから最終的な平滑された布を生み出すために螺旋形に組み立てられる。バンド状の比較的広い布を平滑機にかけるというそのような実施態様の利点は、平滑機がけの重複が起こる可能性を回避するということである。すなわち、一回通るだけでストリップを十分に覆うことが出来るほど幅のある平滑機で比較的に狭いストリップを平滑する時、連続的に通過するというやり方でストリップを平滑機にかける必要がない、従って平滑機が重複して通る可能性及びストリップが2重に平滑機にかけられることを避けることが出来る。やはり、特許文献1に従って布を最初に螺旋状に組み立て、それから組み立てられた布を平滑機にかけることが可能であることは注意されるべきである。非螺旋状に形成された布の場合のように、螺旋状に形成された布を平滑機にかけることは連続するMD又CDバンドにおいて若しくは布の幅を横切る螺旋形で実行され得る。
【0048】
本発明の2つの更なる実施態様は、特許文献2で記載されているように、連結された螺旋状のコイルから出来ている布を平滑機にかけること;及び特許文献3で記載されているように、螺旋形に曲げられた糸から出来た布を平滑機にかけることである。特許文献2及び特許文献3は両方ともここで参考文献に組み込まれている。
【0049】
いずれにせよ、布の構造の恒久的な変形は発明の鍵となる特質である。変形は各々ある最終的な構造を形成するために、様々な程度で基材構造へ適用され得る。例えば、固定数の糸及び特徴的な浸透性を有する乾燥布は、幅のある浸透性を有する乾燥布を実現させるために、様々な程度で平滑機にかけられてよい。従って、特徴的な浸透性を有する布の供給が非常に早い速度でなされることができ、結果として消費者の要求に素早く応えることが出来る。更に、糸の密度を高くする及び平らな形をした糸を使用するといった、浸透性を変形させるためのより高価な他の方法は用いられる必要がない。
【0050】
要するに、平滑機にかけることによって積極的に修正され得る布の特質は、MD糸及びCD糸両方の安定性;流体を通過させる能力によって規定される浸透性;厚さ;平坦さ;隙間容積;シート支持;傷をつけないこと;シートの解放;汚染に対する抵抗性;汚染の除去;性能有効期間;空気力学;始動期間;及び研磨による摩滅又は高圧洗浄シャワーによる摩滅に対する抵抗性を含む。
【0051】
本発明に対する修正は、この開示を示すことで、当業者によって明らかとなるであろうが、補正クレームの範囲を超えた修正がなされた発明をもたらしはしないであろう。例えば、発明に従がって平滑機にかけることは、他の層が恒久的には変形させられない一方、ラミネートの複数の層は恒久的に変形しているというラミネート構造に適用されてよい。更に、発明の平滑は、基材/布全体に対して適用されるとは限られず、基材/布の突起領域のような基材/布の選択された領域に適用されてよい。
【符号の説明】
【0052】
10 布の未加工の部分
12 布の加工された部分
11 布
30 2ロール平滑機
32 1番目のロール
34 2番目のロール
36 ニップ
【技術分野】
【0001】
本発明はエンドレス布に向けられている。より詳しくは、多くの他の製品がある中で、例えば紙、板紙、衛生ティッシュや生理用ナプキンといった湿潤下製品の製造において;湿潤下及び乾燥下パルプの製造において;不純物フィルターや化学洗浄を使用する製紙に関する加工において;通気乾燥加工によって作られるティッシュやタオルの製造において;及び水流によって糸を絡ませ合わせる方法(水を伴う加工)、メルトブロー、スパンボンド、及びニードルパンチによって作られ得る不織布の製造において、工業用加工布として使用される布に向けられている。“工業用加工布”という用語もまた、製紙過程における全ての段階を通してパルプのスラリーを運ぶための、全ての他の抄紙機用布(形成布、プレス布、乾燥布)に限定されないものをも含む。
【背景技術】
【0002】
製紙過程の間、セルロースの繊維状のウェブは繊維のスラリー、即ちセルロースの繊維が水に分散したものを、抄紙機の形成部において動いている形成布の上に沈積させることによって、形成される。大量の水が形成布を通してスラリーから排出され、形成布の表面にあるセルロースの繊維状のウェブから離れていく。
【0003】
新しく形成されるセルロースの繊維状のウェブは形成部から、一連のプレスニップを含むプレス部へと進む。セルロースの繊維状のウェブはプレス布によって、又はしばしばあることだが2つのプレス布の間で支持されるプレスニップを通過する。プレスニップにおいて、セルロースの繊維状のウェブは、水を搾り取るための及びセルロースの繊維状のウェブをシートにするためにウェブにあるセルロースの繊維を互いに付着させるための圧縮力にかけられる。水は1つの若しくは複数のプレス布によって受け入れられ、理想的には紙シートへと戻らない。
【0004】
形成布、プレス布、乾燥布の全ては抄紙機においてエンドレスループの形をしており、及びコンベヤーのような機能をすることは、正しく認識されるべきである。更に、製紙は高速で進行する連続的な過程であることも正しく認識されるべきである。すなわち、繊維のスラリーが形成部において形成布に連続して沈積させられている一方、新しく製造された紙のシートは乾燥部から出た後に、連続してロールへと巻かれている。
【0005】
本発明は主として、抄紙機の様々な部を通る抄紙機用布に関する。その布は、布表面の滑らかさ、繊維の支持、傷が無いこと、平坦さ、及び水や空気に対する制御された浸透性などが重要となる他の工業用の装置において使用される布と同様の布である。発明が適用される抄紙機用布の例は、抄紙機の形成部を通る形成布、プレス部を通るプレス布、乾燥部を通る乾燥布である。発明が適用され得る工業用加工布の他の例は、通気乾燥(TAD)布である。TAD布は、抄紙機を含む様々な工業用設備において使用され得る。幾つかの布はトランスファーベルトとして機能するために加工され得る、及び浸透性にも不浸透性にもなり得る。
【0006】
特に形成布及び乾燥布などの抄紙機用布は平らな形で一般的に織られ、縫い合わせることでエンドレスループ形になるように連結される。織工程の間、一般的にプラスチックのモノフィラメント糸である縦糸は、やはり一般的に重合体プラスチックのモノフィラメント糸である横糸と、望ましいパターンで織り合わされる。平らな形で織られた布において結局、縦糸は布の縦方向又は運転方向にあり、一方横糸は横方向にある。
【0007】
織工程の後、布はヒートセットされる。布が熱の元で縦方向に張力をかけられて据えられているヒートセット装置は、幾つかの縦の縮れを横糸へと移動させ、ある程度まで布の表面を滑らかにし、及び抄紙機において使用されている間に布が伸びる可能性がある量を減少させるために、縦方向に布を伸ばす。縫い合わせ又は結合技術は、当分野で知られているように布をエンドレスループ形へと加工するためにそれから用いられる。エンドレス形に織られる又は修正エンドレス形に織られる布のために、その加工によってほぼ要求された通りの縦と幅を有する完全な管が形成される。修正エンドレス形に織ることは、機械へと簡単に設置することが出来る縫い方ということである。横糸は今MD糸であり及び縦糸はCD糸である。布はまた一定の大きさに作るためにヒートセットにかけられ、及びクリンプ(crimp)トランスファーとバットファイバーはニードリングのような加工によって布の片面又は両面へと十分に適用される。
【0008】
製造工程の最後の方又は最後の段階として、縦糸によって形成された突起と横糸によって形成された突起の間の高さの違いを減少させるために、布の表面は研磨又は砂による磨きで更に滑らかにされてよい。残念ながら研磨することは本質的に、消費者に輸送される前に布が磨損するという形になり、おそらく布の使用可能期間を減少させるであろう。
【0009】
プレス布の場合では、厚さを減少させることで布を高密度化させるために、布は熱と圧力をかけられて予め圧縮され得る。これは恒久的に繊維を変形させはしない。
【0010】
最終的に、ヒートセット、可能ならばニードリング及び可能ならば研磨をされて、望ましい長さ及び幅を有するエンドレス形をした布の輪が、抄紙機の形成部、プレス部又は乾燥部に設置されるために、若しくは不織機で使用されるために、消費者へ輸送される。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】米国特許第5,360,656号明細書
【特許文献2】米国特許第4,345,730号明細書
【特許文献3】米国特許第3,097,413号明細書
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明の目的は、より滑らかで、より平坦で、恒久的に変形している表面を有しながらも、耐久性があり及びコスト効果の良い工業用加工布を提供することである。
【0013】
本発明の更なる目的は、例えば研磨又は砂による磨きによって、消費者に輸送される前にその表面から素材が除去されてしまう結果にならない様に、布の表面を滑らかにするための代替方法を提供することである。
【課題を解決するための手段】
【0014】
以前の工業用加工布の欠点を考察することで、より滑らかで、より平坦で、及び恒久的に変形している表面をしており、耐久性のある工業用加工布が設けられる。布は抄紙機用布、他の工業用加工布及び/又は機械用布として使用されてよい。多くの場合において、平滑機のような圧力ニップを形成する、少なくとも2つの滑らかなロールから成る装置を使用することで布は加工されるので、少なくとも布の構成要素の幾つかは恒久的に変形させられる。好ましくは、少なくとも1つのロールが予め選択された温度で加熱される。
【0015】
以下に続く詳細な記述は付随する図面を参照することによって最も正しく認識されるが、それは例を与えるだけであり、本発明をそれのみに限定すると意図されてはいない。
【図面の簡単な説明】
【0016】
【図1】発明に従ってどのように布を加工すれば布を修正し得るのかを示している。
【図2】図1の描写の断面図を示している。
【図3】本発明に従う平滑加工の好ましい実施態様を示している。
【発明を実施するための形態】
【0017】
本発明の好ましい実施態様は、抄紙機の形成布に関する文脈で記載されるだろう。しかし、発明は抄紙機の他の部において使用される布に、又同様に平滑で且つ水や空気に対するコントロールされた浸透性を有する表面が重要である他の工業装置において使用される布にも適用可能であることは記されるべきである。発明が適用可能である他の布の型の幾つかの例は、抄紙機用のプレス布、抄紙機用の乾燥布、通気乾燥布、パルプ形成布を含む。又別の例は、不純物フィルター及び化学洗浄のような製紙と関係する加工において使用される布に関する。しかし、発明が適用可能である布の型のまた別の例は、湿潤下、乾燥下、メルトブロー及び/又はスパンボンドといった加工で不織布を作る際に使用される布のような、機械用布である。
【0018】
更に、発明は“布”を平滑機にかける文脈において一般的に記載されている。しかし、基材という用語は発明に従って平滑機にかけられる広範な材料を適切に参考しているということは注意されるべきである。適切な基材は織られた布、不織の布、MD糸の配列、CD糸の配列、ニット、組みひも、ホイル、フィルム、スパイラルリンク、ラミネートを含む。発明に従って平滑機にかけられる基材は、例えば抄紙機用の形成布、抄紙機用のプレス布、抄紙機用の乾燥布、通気乾燥(TAD)布、二重ニップ沈降濃縮機(DNT)型脱水布、化学洗浄ベルト、及び不織布の製造において使用される布のような工業用加工布として、又はその1部として使用されてよい。
【実施例】
【0019】
一般的に、本発明が特に適用されてよいのは抄紙機用布であり、それは縦方向及び横方向の両方におけるモノフィラメント糸から基本的に織られる。当業者に良く知られているように、縦糸はエンドレス形又は修正エンドレス形へと織ることによって製造される布の横方向(CD)にある一方、もし布が平らに織られている場合、それらの縦糸は縦方向(MD)にある。一方、横糸はエンドレス形又は修正エンドレス形へと織ることによって製造される布の縦方向(MD)にあるが、平らに織られた布では横方向(CD)にある。
【0020】
モノフィラメント糸は抄紙機用布で使用する糸を製造するために、例えばポリアミド、ポリエステル、ポリエーテルエーテルケトン、ポリプロピレン、ポリオレフィンの樹脂といった当業者によって一般的に使用されるあらゆる重合体樹脂材から押し出し形成されてよい、又は他の方法で作られてもよい。
【0021】
たいてい、使用される糸の断面は円形をしている。しかし、鋭角的であったり、長方形の糸が使用される製品もある。しかし、非円形をしているその様な型を使用する時には幾つかの加工上の問題があり、及び交差する点又は突起にある糸の寸法に懸案があり且つその全長に沿う平らな糸が布の特質にとって有害であり得るという多くの布が存在している。
【0022】
抄紙機用布を織る際、ある布の方向にある糸が他の布の方向にある糸を複数回通過する表面上に、突起は形成される。突起は布の表面を形成する他の糸と比較して高い位置にあり、布の上で製造された紙シートに傷跡を残す。これは抄紙機の3つの部の全てにおいて間違いなく生じる。
【0023】
表面を滑らかにするために若しくは例えば形成布の平坦性を減少させるために、研磨や砂による磨きが習慣的に使用されているのではあるが、本発明において布は突起から如何なる材料をも除去せずに研磨することと同様の効果を生み出すために、平滑機にかけられる。同時に、空気及び水に対する布の浸透性は平滑ニップによる圧縮によってある望ましいレベルに固定されてよい。好ましくは、布は平滑機にかけらている様な張力下に置かれる。
【0024】
平滑機は少なくとも2つの滑らかなロールから成り、その滑らかなロールの少なくとも1つは加熱され得る。加熱された1つの又は複数のロールの温度は室温から300℃までという幅があり、使用され得る正確な温度は、布の糸、適用される圧力負荷、及び望ましい布の性質を作り出す重合体樹脂材によって決定される。
【0025】
平滑ロール間にある隙間の幅は0.1mmから4.0mmであり、正確な幅は平滑機にかけられる布の厚さによって、及び布の厚さが減少させられる程度によって決定される。布がニップで圧縮される時の圧力や負荷の幅は、0kN/mから500kN/mである。
【0026】
平滑機にかけられる布は張力をかけられて据えられ、0.5m/minから10m/minの幅を有する速度でニップを通過し、その用いられる速度はニップに残っている布の長さが増大する毎の時間によって決められる。
【0027】
様々な種類があり得る他の装置は、ニップの前に布を伸ばすこと、ニップの後に布を伸ばすこと、及び平滑機の前に布を予め温めておくことを含む。ニップの前に、及びニップの後に伸ばす時の好ましい張力の幅は、0.1kN/mから30kN/mである。
【0028】
平滑加工に関する設定、例えばロールの温度、隙間の幅、圧縮負荷、ニップを通過する速度は、平滑機にかけられる布に望まれている特質に従って決定される。発案された平滑機によって修正され得る特質は、浸透性、厚さ、平坦さ、隙間容積、突出する空領域又は表面接触領域、及び滑らかさを含む。例えば、実験が示すところによると、空気の浸透性は50%以上減少し得る。
【0029】
平滑機にかけられる布を作り出す未加工の材料はまた、最終的なベルトの特質に影響を及ぼし、従って加工の設定を決定する時に熟考されるべきである。試行錯誤は特別な特質を獲得するために必要とされる設定を決定するための1つの方法である。
【0030】
平滑ロールは金属、重合体樹脂材、ゴム、又はセラミック若しくはサーメット合金の様な混合材料から成る表面を有してよい。
【0031】
図1は、発明に従ってどのように布を加工すれば布を修正し得るのかを示している。加工された布が未加工の布と如何に比較されるかを説明する目的のために、加工された部分又は布12が未加工の部分又は布10に隣接して示されている。図1から理解され得ることは、平滑機にかけられた部分の縦糸と横糸は未加工の布の糸と比較して、平らにされているということである。
【0032】
図2は図1の描写の断面図である。図2から理解され得るように、加工された部分12の平らにされた糸は加工された部分に未加工の部分10より薄い断面を与える。
【0033】
図3を今見ると、そこには2ロール平滑機30を用いて布に平滑加工が連続的に実行され得ている、発明の好ましい実施態様が示されている。平滑機を使用することが好ましい方法として考えられている一方、プラテンプレスを使用することも1つの可能的な代替案である。更に、平滑機とプラテンプレスを組み合わせて使用してもよい。
【0034】
図3に戻ると、2ロール平滑機は1番目のロール32及び2番目のロール34によって形成されている。平滑ロールは滑らかである。布11は、矢印によって指し示されている方向に回転している1番目と2番目のロール、すなわち32と34の間に形成されたニップの中に送られる。ロールの回転速度は布がニップ、ニップの温度、及び1番目と2番目のロールが一緒に圧縮することで提供される力で平滑機にかけられるために必要とされる休止時間によって決定される。
【0035】
発明は2つの代替の型の平滑機を与える:負荷型平滑機及び隙間型平滑機である。負荷型平滑機では、ロール間の隙間の多様性は認められている一方、平滑ロールによって布に働かされる負荷は一定の又はほぼ一定のレベルに維持される。反対に、隙間型平滑機においては、負荷の多様性は認められている一方、ロール間の隙間は一定の又はほぼ一定の距離に維持される。異なる結果を獲得するために2つの技術を切り替えることは可能である。例えば、負荷型平滑機は布の物理抵抗がロールの負荷と一致し、更なる圧縮が不可能となるまで、平滑機にかけられる布を圧縮することが望まれているときに使用され得る;ところが同じ布は、圧縮された布の物理抵抗が負荷と一致するには足りない点まで布を圧縮する特定の隙間幅に設定された平滑機を通過してもよい。一般的に、物理的限界まで負荷型平滑機を使用すると、物理的限界には及ばない隙間型平滑機よりも大きな布の変形を引き起こす。
【0036】
本発明の利点の中には、平滑機を使用することで抄紙機用布の厚さを減少させ、且つその動作性を向上させることが出来るということがある。隙間容積を付随的に減少させることは、布によって運ばれ得る水の量を減らし、再び濡れることが生じ得る水の量を減少させる。従って、発明に従う平滑機は再び水に濡れることを制御するための機構として使用され得る。
【0037】
更に、発明に従って製造された布は、より滑らかで、密度の高い支持構造を提供し、小さい直径の糸を高い網目数で織る必要性を軽減する。また更に、布のより薄い構造はより安定しており、布の縮れた糸/繊維は、強力な縫い目、及びより優れた構造的統合、又同様にMD且つCD両方向における改善された寸法の安定性を備える。
【0038】
更に、平滑機にかけると、研磨や砂による磨きが回避されるだろう。その場合、布は実際に使用されるまで摩耗しないので、その安定性、強さ、耐久性は向上するであろう。平滑機にかけられた表面は、微視的な粗さが平面の突起表面に残らないので、砂によって磨かれた表面よりシートに傷を付けることが少なくなる。平滑機にかけられた表面の滑らかさもまた、シート繊維支持が増加することを許す。シートの放出も又、改善されるだろう。
【0039】
本発明に従って製造された布は、多くの製紙に関する応用において使用され得る。例えば、布は形成布、プレス布、乾燥布、及び通気乾燥布として使用され得る。発明の布はまた、パルプ形成布として、及び湿潤下、乾燥下、メルトブロー及び/又はスパンボンドの加工によって不織布地を作る際に使用され得る。発明に従う布がニードリングされたバットを含む抄紙機用布において使用され、及び基礎布が平滑機にかけられる時、結果として出来る布は、布の厚さが減少し安定性が増加するために、より薄く、より安定的になる。加えて、基礎がより薄く、高密度になることで基礎の中のバットの量が減少するので、従ってより多くの層を成すことが出来る。比較的粗雑なバットは平滑機をかけることによって引き起こされる浸透性の減少を補うために使用されることが出来、その結果、先行技術による布の浸透性と一致する浸透性を有する布に、製紙過程では一般的である粒子が閉じ込められることによって生じる埋立及び充満に対するより大きな抵抗を設ける。代替方法として、基礎が平滑機にかけられているかどうかに関わらす、もし望まれるのならばバットが適用されたあとに、布は平滑機にかけられ得る。
【0040】
更に、恒久的な変形は抄紙機のプレス布に改善された初期特性を分与する。始動時に関する従来の考え方は、布がニップに対して厚すぎる(低ピークの圧力で力をかける原因となる)、布に自由度がありすぎる(空気の浸透性が非常に高い)、及び/又は布の表面が不均一すぎる(低ピークの圧力が特定の領域に生じる原因となる)せいで試運転期間が必要になるというものである。時間が経つにつれ(始動期間)、布はより薄く、自由度が少なく、より高密度で、ほぼ滑らかになるので、従って脱水特性が改善される。最終的にその状態に到達した布は、厚さと脱水効果の均衡が取れるので、“安定状態”にあると言われる。布の使用及びその始動期間が短くされるので、圧縮力と滑化があまり生じなくなり、発明の恒久的な変形は布の圧縮と滑化を進める。
【0041】
また、ニードリングされたプレス布の場合における始動を改善するために発明の平滑機を使用することによって、始動を改善するために布の表面により細い(より密度の小さい)繊維を使用するという不利益を避けることが出来る。より細い繊維の表面は外部の物質(セルロース、樹脂、粘土などの抄紙機の構成要素)によって埋められ易く、洗浄することが非常に難しい。加えて、より細い繊維は一般的に摩擦による摩耗に対する耐性を下げ、そして粗い繊維より早く摩耗する傾向がある。
【0042】
発明の平滑機にかけられた布の有するもう1つの利点は、持ち込まれる空気の削減である。すなわち、平滑機にかけられた布の“平らな”糸/繊維が運動の方向に沿って持ち込む空気は、先行技術による布の“丸い”糸/繊維によって持ち込まれるであろう空気の量よりも少ない。シートの吹き流れ(blowing)やドロップオフの削減は、肯定的な結果である。
【0043】
発明の実行可能性は、諸実験によって証明されている。ある実験では、平滑機をかけることに関する16の実例が、それぞれ24”の幅と10’の長さを有するサンプルで実行された。サンプルが平滑機にかけられた後、厚さ及び浸透性の測定がそれぞれのサンプルの縦と横に沿って5箇所でなされた。その測定は、それぞれの布の長さ及び幅に沿った厚さ及び浸透性に重大な違いが無いことを明らかにし、発明の平滑加工が均一であり、及び繰り返し可能であることを証明した。
【0044】
別の実験では、最初のサンプルである長さ75mの布が22%の突起領域へと加工され、2番目のサンプルである長さ75mの布は未加工の布と比較して0.15mmの厚さの削減という加工をされた。突起領域は布の単位領域を考察し、布を平らに置き布の表面上で最も高い地点を見つけ、最も高い地点から深さ0から10ミクロン以内に布材料が存在している単位領域の量を計算し、それから全ユニット領域に対して決定された量の比率をまとめることによって測定された。
【0045】
計算は平滑機の全幅を通過した布の全幅に対して、又は例えば布全部が平滑機にかけられるまで一連のMD又はCDのバンドにある布を平滑機にかけるというような、より狭い平滑機のユニットによって実行され得る。平滑を全幅で行う場合、布がMD糸の方向にそって平滑ロールを通過する事が、及びCD糸の方向に沿って測定されるように布の全幅とほぼ同じ又はそれより大きい幅を有する、少なくとも1つのロールを使用する事が好ましい。平滑を全幅で行なう際には、CD糸の方向に沿って測定されるように、布の全幅とほぼ等しい又はそれより大きい幅を有する2つのロールを使用することが最も好ましい。狭いユニットで平滑を行う場合、平滑機ユニットは布全体が加工されるまで布の幅を螺旋状に横断することが出来る。より狭いユニットが用いられるとき、実質的なコストを節約することは平滑操作を実行するために必要とされる装置の大きさを部分的に縮小することで、現実化される。更に、より狭いユニットで平滑機を行う場合、横断するユニットは、平滑機にかけられ得る布より狭い幅、例えば1.0mの2つのロールから、若しくはロールの全幅を横断する1つの狭いロールから成り得る。また幾つかの布において、布にあるMDバンドのみを平滑機にかけたい、例えばシート端部のはためき(flutter)及び吹き流れを除去するために布の浸透性を減少させようと、布の端部だけを平滑機にかけたいと望まれてもよい。MDバンドはまた、布の端部から中心へ、そして中心から端部へと移動するにつれ、例えば浸透性における望ましい違いが存在するように、連続的だが異なる程度で平滑機にかけられ得る。これは布に幅を横断する浸透性の断面を与え、このことは乾燥させられる紙シートの湿分断面を高める(湿度の違いを減らす)ために多くの乾燥布で望まれている。
【0046】
発明の狭いユニットの平滑は、乾燥布に関する場面において部分的に役に立つ。ある実施において、狭い平滑を行うユニットは浸透性及びシートの吹き流れを減少させるために布の端部領域のみを平滑機にかけるために使用される。関連した実施では、狭いユニットを平滑機にかけることは、布の幅を横切って浸透性を変化させるために、及び従って布に望ましい湿分断面を分与するために、布の長さに沿って選択されたバンドに適用される。どちらの場合でも、適用された平滑機をかける幅、平滑機をかける際の負荷、及び/又は平滑機をかける際の隙間は、バンドからバンドへと変化している。縫い合わされた布にとって、平滑は縫い合わせの前にでも後にでも適用され得る。好ましい実施態様において、平滑機にかけることは乾燥布の恒久的な熱可塑変形を獲得する手段として用いられる。発明に従って乾燥布を平滑機にかけたら、平滑機をかけられた部分の浸透性が60%以上減少したことを実験の結果が証明している。又その結果は、厚さは30%以上減少し接触領域が10%以下から45%以上に増加するなど、効果的に乾燥効果を向上させる全ての要素を示す。乾燥布を狭い幅の平滑機にかけることが強調される一方、乾燥布に関する発明において全幅での平滑の適用が可能であることは記載されるべきである。
【0047】
加えて、平滑機をかけることは特許文献1にある製造技術と組み合わせて使用され得る。前記の特許はここで参考文献に組み込まれる。そのような実施態様の1つにおいて、比較的狭い幅を有している布のストリップが平滑機にかけられ、それから最終的な平滑された布を生み出すために螺旋形に組み立てられる。バンド状の比較的広い布を平滑機にかけるというそのような実施態様の利点は、平滑機がけの重複が起こる可能性を回避するということである。すなわち、一回通るだけでストリップを十分に覆うことが出来るほど幅のある平滑機で比較的に狭いストリップを平滑する時、連続的に通過するというやり方でストリップを平滑機にかける必要がない、従って平滑機が重複して通る可能性及びストリップが2重に平滑機にかけられることを避けることが出来る。やはり、特許文献1に従って布を最初に螺旋状に組み立て、それから組み立てられた布を平滑機にかけることが可能であることは注意されるべきである。非螺旋状に形成された布の場合のように、螺旋状に形成された布を平滑機にかけることは連続するMD又CDバンドにおいて若しくは布の幅を横切る螺旋形で実行され得る。
【0048】
本発明の2つの更なる実施態様は、特許文献2で記載されているように、連結された螺旋状のコイルから出来ている布を平滑機にかけること;及び特許文献3で記載されているように、螺旋形に曲げられた糸から出来た布を平滑機にかけることである。特許文献2及び特許文献3は両方ともここで参考文献に組み込まれている。
【0049】
いずれにせよ、布の構造の恒久的な変形は発明の鍵となる特質である。変形は各々ある最終的な構造を形成するために、様々な程度で基材構造へ適用され得る。例えば、固定数の糸及び特徴的な浸透性を有する乾燥布は、幅のある浸透性を有する乾燥布を実現させるために、様々な程度で平滑機にかけられてよい。従って、特徴的な浸透性を有する布の供給が非常に早い速度でなされることができ、結果として消費者の要求に素早く応えることが出来る。更に、糸の密度を高くする及び平らな形をした糸を使用するといった、浸透性を変形させるためのより高価な他の方法は用いられる必要がない。
【0050】
要するに、平滑機にかけることによって積極的に修正され得る布の特質は、MD糸及びCD糸両方の安定性;流体を通過させる能力によって規定される浸透性;厚さ;平坦さ;隙間容積;シート支持;傷をつけないこと;シートの解放;汚染に対する抵抗性;汚染の除去;性能有効期間;空気力学;始動期間;及び研磨による摩滅又は高圧洗浄シャワーによる摩滅に対する抵抗性を含む。
【0051】
本発明に対する修正は、この開示を示すことで、当業者によって明らかとなるであろうが、補正クレームの範囲を超えた修正がなされた発明をもたらしはしないであろう。例えば、発明に従がって平滑機にかけることは、他の層が恒久的には変形させられない一方、ラミネートの複数の層は恒久的に変形しているというラミネート構造に適用されてよい。更に、発明の平滑は、基材/布全体に対して適用されるとは限られず、基材/布の突起領域のような基材/布の選択された領域に適用されてよい。
【符号の説明】
【0052】
10 布の未加工の部分
12 布の加工された部分
11 布
30 2ロール平滑機
32 1番目のロール
34 2番目のロール
36 ニップ
【特許請求の範囲】
【請求項1】
抄紙機用布を加工する方法において:
基材が恒久的に変化させられる様に少なくとも2つの平滑ロールに該基材を通過させる工程より成り、そこで前記平滑ロールは前記基材に隙間型又は負荷型平滑を適用するのであり、
基材の全幅を平滑にする場合は、前記平滑ロールは予め選択された隙間幅に設定されており、
基材の全幅より狭い幅を平滑にする場合は、前記平滑ロールは予め選択された隙間幅又は予め選択された負荷に設定されていることを特徴とする抄紙機用布を加工する方法。
【請求項2】
抄紙機用布を加工する方法において:
基材が恒久的に変化させられる様に少なくとも2つの平滑ロールに該基材を通過させる工程、それは、予め選択された隙間幅又は予め選択された負荷に設定された前記平滑ロールが、望ましい最終的な幅よりも狭い幅を有している前記基材に隙間型又は負荷型平滑を適用する工程であり;及び、
望ましい長さ及び前記望ましい最終的な幅と少なくとも実質的に等しい幅を有する最終的な布になるように前記基材を螺旋状に配列する工程、
からなることを特徴とする抄紙機用布を加工する方法。
【請求項3】
前記基材は、布の浸透性を減少させるために、端部のみが前記平滑ロールによって平滑にされる、請求項1又は2に記載の方法。
【請求項4】
前記平滑ロールは予め選択された負荷に設定されている、請求項3に記載の方法。
【請求項5】
請求項2から4のいずれかに記載の方法に従って形成された抄紙機用布。
【請求項6】
前記平滑ロールによって適用される負荷は0kN/mから500kN/mの間である、請求項1又は2に記載の方法。
【請求項1】
抄紙機用布を加工する方法において:
基材が恒久的に変化させられる様に少なくとも2つの平滑ロールに該基材を通過させる工程より成り、そこで前記平滑ロールは前記基材に隙間型又は負荷型平滑を適用するのであり、
基材の全幅を平滑にする場合は、前記平滑ロールは予め選択された隙間幅に設定されており、
基材の全幅より狭い幅を平滑にする場合は、前記平滑ロールは予め選択された隙間幅又は予め選択された負荷に設定されていることを特徴とする抄紙機用布を加工する方法。
【請求項2】
抄紙機用布を加工する方法において:
基材が恒久的に変化させられる様に少なくとも2つの平滑ロールに該基材を通過させる工程、それは、予め選択された隙間幅又は予め選択された負荷に設定された前記平滑ロールが、望ましい最終的な幅よりも狭い幅を有している前記基材に隙間型又は負荷型平滑を適用する工程であり;及び、
望ましい長さ及び前記望ましい最終的な幅と少なくとも実質的に等しい幅を有する最終的な布になるように前記基材を螺旋状に配列する工程、
からなることを特徴とする抄紙機用布を加工する方法。
【請求項3】
前記基材は、布の浸透性を減少させるために、端部のみが前記平滑ロールによって平滑にされる、請求項1又は2に記載の方法。
【請求項4】
前記平滑ロールは予め選択された負荷に設定されている、請求項3に記載の方法。
【請求項5】
請求項2から4のいずれかに記載の方法に従って形成された抄紙機用布。
【請求項6】
前記平滑ロールによって適用される負荷は0kN/mから500kN/mの間である、請求項1又は2に記載の方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−159534(P2010−159534A)
【公開日】平成22年7月22日(2010.7.22)
【国際特許分類】
【出願番号】特願2010−59793(P2010−59793)
【出願日】平成22年3月16日(2010.3.16)
【分割の表示】特願2004−564982(P2004−564982)の分割
【原出願日】平成15年11月12日(2003.11.12)
【出願人】(591097414)アルバニー インターナショナル コーポレイション (110)
【氏名又は名称原語表記】ALBANY INTERNATIONAL CORPORATION
【Fターム(参考)】
【公開日】平成22年7月22日(2010.7.22)
【国際特許分類】
【出願日】平成22年3月16日(2010.3.16)
【分割の表示】特願2004−564982(P2004−564982)の分割
【原出願日】平成15年11月12日(2003.11.12)
【出願人】(591097414)アルバニー インターナショナル コーポレイション (110)
【氏名又は名称原語表記】ALBANY INTERNATIONAL CORPORATION
【Fターム(参考)】
[ Back to top ]