
平版印刷版用支持体、および、平版印刷版原版
【課題】平版印刷版としたときに優れた耐汚れ性を示し、かつ、画像抜けの原因となる膨れの発生が抑制された平版印刷版原版を得ることができる平版印刷版用支持体を提供する。
【解決手段】アルミニウム板と、その上にアルミニウムの陽極酸化皮膜とを備え、上記陽極酸化皮膜中に上記アルミニウム板とは反対側の表面から深さ方向にのびるマイクロポアを有する平版印刷版用支持体であって、上記マイクロポアの内部の少なくとも一部がベーマイトからなる突起状物によって封孔され、上記陽極酸化皮膜上のベーマイトからなる突起状物の平均高さが15nm未満である、平版印刷版用支持体。
【解決手段】アルミニウム板と、その上にアルミニウムの陽極酸化皮膜とを備え、上記陽極酸化皮膜中に上記アルミニウム板とは反対側の表面から深さ方向にのびるマイクロポアを有する平版印刷版用支持体であって、上記マイクロポアの内部の少なくとも一部がベーマイトからなる突起状物によって封孔され、上記陽極酸化皮膜上のベーマイトからなる突起状物の平均高さが15nm未満である、平版印刷版用支持体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、平版印刷版用支持体、および、平版印刷版原版に関する。
【背景技術】
【0002】
従来、平版印刷版原版としては、親水性の平版印刷版用アルミニウム支持体(以下、「平版印刷版用支持体」という)上に、親油性の感光性層を有するものが広く用いられている。そして、このような平版印刷版原版に対して、リスフィルムを介してマスク露光した後、現像処理を行い非画像部を溶解除去することで、所望の平版印刷版を得ることが行われている。
また、近年では、レーザー光のような指向性の高い光をデジタル化された画像情報に従って走査し、リスフィルムを介することなく平版印刷版を製造するコンピュータ・トゥ・プレート(CTP)技術も用いられている。
【0003】
上述したような平版印刷版用支持体は、アルミニウム板に、粗面化処理、陽極酸化処理等の処理を施すことによって得られる。
このとき、諸特性の改善を目的として、陽極酸化処理の後に、水蒸気による封孔処理が行われる場合があり、例えば、特許文献1には、「100℃1気圧において飽和した蒸気チャンバー内」で行う封孔処理が開示されている(9ページ)。
また、陽極酸化処理の後に行われる水蒸気による処理としては、例えば、特許文献2に、「温度120℃、水蒸気圧700Torr、処理時間10秒」という条件で行う処理が開示されている(9ページ、第2表)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平04−176690号公報
【特許文献2】特開昭59−114100号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、長期間保管した後の平版印刷版原版に露光し、現像処理を行うことで得られた平版印刷版を用いて印刷を行うと、真円状の画像抜け(「真円状白抜け」ともいう)が発生する場合があることが確認されている。
【0006】
本発明者らは、この画像抜けについて検討した。その結果、長期間保管後の平版印刷版原版の感光性層に、直径100μm程度の膨れが発生することがあり、この膨れが、画像部となるべき露光部位に発生すると、感光性層の重合不良が引き起こされて現像処理後に非画像部となり、画像抜けが発生することを見出した。
【0007】
さらに、本発明者らは、この膨れについて検討した。その結果、図1(A)に示すように、平版印刷版用支持体における金属のアルミニウム(Al)101と陽極酸化皮膜102との界面に存在する不純物である炭化アルミニウム(Al4C3)103が、陽極酸化皮膜102を介して供給される水(H2O)と反応して、下記式に示すように、水酸化アルミニウム(Al(OH)3)104となり、図1(B)に示すように、この水酸化アルミニウム104が成長(体積膨張)して陽極酸化皮膜102を貫いて、感光性層105をテント状に押し上げることにより、膨れが生じることを見出した。
Al4C3+12H2O→4(Al(OH)3)+3CH4
【0008】
なお、本発明者らは、炭化アルミニウム濃度を10ppm未満に規定しても、直径100μm程度の膨れが生じ、100μm程度の微小な画像抜けが発生することを見出した。
【0009】
炭化アルミニウムと反応する水については、平版印刷版用支持体を製造する際の粗面化処理、陽極酸化処理等の処理後に行われる水洗処理に由来することが考えられる。
また、平版印刷版用支持体上に形成される感光性層や保護層は、水分を透過する性質を有するため、このような水分も、炭化アルミニウムと反応すると考えられる。
【0010】
このような実情を鑑み、本発明者らは、画像抜けの原因となる膨れに対する影響を調査するべく、特許文献1,2等に開示されている水蒸気による処理について、あらためて検討を行った。その結果、陽極酸化処理が施されたアルミニウム板に、100℃程度の水蒸気を接触させる処理を施した場合、画像抜けの原因となる膨れの発生が抑制されないばかりか、アルミナ一水和物であるベーマイト(Al2O3・H2O、または、AlO(OH))からなる突起状物(以下「ベーマイト突起状物」ともいう)が陽極酸化皮膜上に生成してしまい、耐汚れ性に劣ることが分かった。
【0011】
そこで、本発明は、平版印刷版としたときに優れた耐汚れ性を示し、かつ、画像抜けの原因となる膨れの発生が抑制された平版印刷版原版を得ることができる平版印刷版用支持体を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明者らは、上記目的を達成すべく鋭意検討した結果、マイクロポア内にはベーマイト突起状物が存在する一方で、陽極酸化皮膜上のベーマイト突起状物の平均高さが所定値を下回る平版印刷版用支持体とすることで、耐汚れ性に優れ、かつ、画像抜けの原因となる膨れの発生が抑制されることを見出し、本発明を完成させた。
すなわち、本発明は、以下の(1)〜(4)を提供する。
【0013】
(1)アルミニウム板と、その上にアルミニウムの陽極酸化皮膜とを備え、上記陽極酸化皮膜中に上記アルミニウム板とは反対側の表面から深さ方向にのびるマイクロポアを有する平版印刷版用支持体であって、上記マイクロポアの内部の少なくとも一部がベーマイトからなる突起状物によって封孔され、上記陽極酸化皮膜上のベーマイトからなる突起状物の平均高さが15nm未満である、平版印刷版用支持体。
【0014】
(2)上記マイクロポアの平均ポア径(d)に対する、当該マイクロポアを封孔する上記突起状物の上記ポア径方向の平均高さ(h)の比(h/d)が0.2以上である、上記(1)に記載の平版印刷版用支持体。
【0015】
(3)上記(1)または(2)に記載の平版印刷版用支持体上に、(A)増感色素、(B)重合開始剤、(C)重合性化合物、および、(D)バインダーポリマーを有する感光性層を有する、平版印刷版原版。
【0016】
(4)上記感光性層上に保護層を有する、上記(3)に記載の平版印刷版原版。
【発明の効果】
【0017】
本発明によれば、平版印刷版としたときに優れた耐汚れ性を示し、かつ、画像抜けの原因となる膨れの発生が抑制された平版印刷版原版を得ることができる平版印刷版用支持体を提供することができる。
【図面の簡単な説明】
【0018】
【図1】従来技術の平版印刷版原版を模式的に示す断面図であり、(A)は膨れが発生する前の状態を示し、(B)は膨れが発生した後の状態を示す。
【図2】本発明の平版印刷版用支持体の製造方法によって得られた平版印刷版用支持体を用いた平版印刷版原版を模式的に示す断面図である。
【図3】本発明の平版印刷版用支持体の製造方法における電気化学的粗面化処理に用いられる交番波形電流波形図の一例を示すグラフである。
【図4】本発明の平版印刷版用支持体の製造方法における交流を用いた電気化学的粗面化処理におけるラジアル型セルの一例を示す側面図である。
【図5】本発明の平版印刷版用支持体の作製における機械粗面化処理に用いられるブラシグレイニングの工程の概念を示す側面図である。
【図6】本発明の平版印刷版用支持体の一部を模式的に示す断面図である。
【発明を実施するための形態】
【0019】
本発明の平版印刷版用支持体は、アルミニウム板と、その上にアルミニウムの陽極酸化皮膜とを備え、上記陽極酸化皮膜中に上記アルミニウム板とは反対側の表面から深さ方向にのびるマイクロポアを有する平版印刷版用支持体であって、上記マイクロポアの内部の少なくとも一部がベーマイトからなる突起状物によって封孔され、上記陽極酸化皮膜上のベーマイトからなる突起状物の平均高さが15nm未満である、平版印刷版用支持体である。
まず、本発明の平版印刷版用支持体を得るための、平版印刷用支持体の製造方法以下、「本発明の平版印刷版用支持体の製造方法」ともいう)について説明する。
【0020】
<平版印刷版用支持体の製造方法>
本発明の平版印刷版用支持体の製造方法は、アルミニウム板に陽極酸化処理を施して平版印刷版用支持体を得る平版印刷版用支持体の製造方法であって、上記陽極酸化処理を施す陽極酸化処理工程と、上記陽極酸化処理工程の後に、上記アルミニウム板を水蒸気に接触させる処理である水蒸気処理を施す水蒸気処理工程と、を備え、上記水蒸気の温度が、130〜350℃である、平版印刷版用支持体の製造方法である。
【0021】
以下では、まず、本発明の平版印刷版用支持体の製造方法にて使用されるアルミニウム板について説明し、その後、当該製造方法が備える各工程について詳述する。
【0022】
<アルミニウム板>
アルミニウム板は、寸度的に安定なアルミニウムを主成分とする金属であり、アルミニウムまたはアルミニウム合金からなる。純アルミニウム板の他、アルミニウムを主成分とし、微量の異元素を含む合金板、またはアルミニウム(合金)がラミネートもしくは蒸着されたプラスチックフィルムもしくは紙の中から選ばれる。更に、特公昭48−18327号公報に記載されているようなポリエチレンテレフタレートフィルム上にアルミニウムシートが結合された複合体シートでもかまわない。
【0023】
以下の説明において、上述したアルミニウムまたはアルミニウム合金からなる板をアルミニウム板と総称する。このようなアルミニウム合金に含まれる異元素としては、ケイ素、鉄、マンガン、銅、マグネシウム、クロム、亜鉛、ビスマス、ニッケル、チタン等が挙げられ、合金中の異元素の含有量は、10質量%以下である。アルミニウム板としては純アルミニウム板が好適であるが、完全に純粋なアルミニウムは製錬技術上製造が困難であるので、僅かに異元素を含有するものでもよい。このようなアルミニウム板としては、従来より公知公用の素材、例えばJIS A 1050、JIS A 1100、JIS A 3103、JIS A 3005等を用いることができる。
【0024】
上記アルミニウム板は、さらに、不可避不純物として、炭化アルミニウム(Al4C3)を含有している。画像抜けの原因となる膨れの発生をより抑制できるという理由から、上記アルミニウム板における炭化アルミニウム濃度は、15ppm以下であることが好ましく、10ppm以下であることがより好ましい。また、この炭化アルミニウム濃度の下限値としては、特に限定されないが、通常、不可避的に、1ppm以上となる。
なお、炭化アルミニウム濃度は、ガスクロ分析(正式名称:ガスクロマトグラフ分析法、軽金属協会規格LIS−A07−1971に準拠)で測定される。
【0025】
また、上記アルミニウム板は、通常ウェブ状で連続走行させながら処理され、その幅は400mm〜2000mm程度、厚みは、およそ0.1mm〜0.6mm程度である。この厚み印刷機の大きさ、印刷版の大きさおよびユーザーの希望により適宜変更することができる。
【0026】
<粗面化処理工程>
本発明の平版印刷版用支持体の製造方法は、粗面化処理工程を備えていてもよい。粗面化処理工程は、上記アルミニウム板の表面に、電気化学的粗面化処理を含む粗面化処理を施す工程である。当該工程は、後述する陽極酸化処理工程の前に実施されることが好ましいが、上記アルミニウム板の表面がすでに好ましい表面形状を有していれば、特に実施しなくてもよい。
<電気化学的粗面化処理>
【0027】
電気化学的粗面化処理は、アルミニウム板の表面に微細な凹凸(ピット)を付与することが容易であるため、印刷性の優れた平版印刷版を作るのに適している。
電気化学的粗面化処理は、硝酸または塩酸を主体とする水溶液中で、直流または交流を用いて行われる。
【0028】
電気化学的粗面化処理に用いられる水溶液について説明する。
電気化学的粗面化処理で用いる硝酸を主体とする水溶液は、通常の直流または交流を用いた電気化学的な粗面化処理に用いるものを使用でき、1〜100g/Lの硝酸水溶液に、硝酸アルミニウム、硝酸ナトリウム、硝酸アンモニウムなどの硝酸イオン;塩化アルミニウム、塩化ナトリウム、塩化アンモニウムなどの塩酸イオン;等を有する塩酸または硝酸化合物の1つ以上を1g/L〜飽和まで添加して使用することができる。
また、硝酸を主体とする水溶液中には、鉄、銅、マンガン、ニッケル、チタン、マグネシウム、シリカ等のアルミニウム合金中に含まれる金属が溶解していてもよい。
具体的には、硝酸0.5〜2質量%水溶液中にアルミニウムイオンが3〜50g/Lとなるように塩化アルミニウム、硝酸アルミニウムを添加した液を用いるのが好ましい。
また、温度は10〜90℃が好ましく、40〜80℃がより好ましい。
【0029】
一方、電気化学的粗面化処理で用いる塩酸を主体とする水溶液は、通常の直流または交流を用いた電気化学的な粗面化処理に用いるものを使用でき、1〜100g/Lの塩酸水溶液に、硝酸アルミニウム、硝酸ナトリウム、硝酸アンモニウムなどの硝酸イオン;塩化アルミニウム、塩化ナトリウム、塩化アンモニウムなどの塩酸イオン;等を有する塩酸または硝酸化合物の1つ以上を1g/L〜飽和まで添加して使用することができる。
また、塩酸を主体とする水溶液中には、鉄、銅、マンガン、ニッケル、チタン、マグネシウム、シリカ等のアルミニウム合金中に含まれる金属が溶解していてもよい。
具体的には、塩酸0.5〜2質量%水溶液中にアルミニウムイオンが3〜50g/Lとなるように塩化アルミニウム、硝酸アルミニウムを添加した液を用いるのが好ましい。
また、温度は10〜60℃が好ましく、20〜50℃がより好ましい。次亜塩素酸を添加してもよい。
【0030】
電気化学的粗面化処理の交流電源波形は、サイン波、矩形波、台形波、三角波などを用いることができる。周波数は0.1〜250Hzが好ましい。
【0031】
図3は、本発明の平版印刷版用支持体の製造方法における電気化学的粗面化処理に用いられる交番波形電流波形図の一例を示すグラフである。
図3において、taはアノード反応時間、tcはカソード反応時間、tpは電流が0からピークに達するまでの時間、Iaはアノードサイクル側のピーク時の電流、Icはカソードサイクル側のピーク時の電流である。台形波において、電流が0からピークに達するまでの時間tpは1〜10msecが好ましい。電源回路のインピーダンスの影響のため、tpが1未満であると電流波形の立ち上がり時に大きな電源電圧が必要となり、電源の設備コストが高くなる。10msecより大きくなると、電解液中の微量成分の影響を受けやすくなり均一な粗面化が行われにくくなる。電気化学的な粗面化に用いる交流の1サイクルの条件が、アルミニウム板のアノード反応時間taとカソード反応時間tcの比tc/taが1〜20、アルミニウム板がアノード時の電気量Qcとアノード時の電気量Qaの比Qc/Qaが0.3〜20、アノード反応時間taが5〜1000msec、の範囲にあるのが好ましい。tc/taは2.5〜15であるのがより好ましい。Qc/Qaは2.5〜15であるのがより好ましい。電流密度は台形波のピーク値で電流のアノードサイクル側Ia、カソードサイクル側Icともに10〜200A/dm2が好ましい。Ic/Iaは0.3〜20の範囲にあるのが好ましい。電気化学的な粗面化が終了した時点でのアルミニウム板のアノード反応にあずかる電気量の総和は、25〜1000C/dm2が好ましい。
【0032】
交流を用いた電気化学的な粗面化に用いる電解槽は、縦型、フラット型、ラジアル型など公知の表面処理に用いる電解槽が使用可能であるが、特開平5−195300号公報に記載されているようなラジアル型電解槽が特に好ましい。
【0033】
交流を用いた電気化学的な粗面化には図4に示した装置を用いることができる。
図4は、本発明の平版印刷版用支持体の製造方法における交流を用いた電気化学的粗面化処理におけるラジアル型セルの一例を示す側面図である。
図4において、50は主電解槽、51は交流電源、52はラジアルドラムローラ、53a,53bは主極、54は電解液供給口、55は電解液、56はスリット、57は電解液通路、58は補助陽極、60は補助陽極槽、Wはアルミニウム板である。電解槽を2つ以上用いるときには、電解条件は同じでもよいし、異なっていてもよい。
アルミニウム板Wは主電解槽50中に浸漬して配置されたラジアルドラムローラ52に巻装され、搬送過程で交流電源51に接続する主極53a、53bにより電解処理される。電解液55は電解液供給口54からスリット56を通じてラジアルドラムローラ52と主極53a、53bとの間の電解液通路57に供給される。主電解槽50で処理されたアルミニウム板Wは次いで補助陽極槽60で電解処理される。この補助陽極槽60には補助陽極58がアルミニウム板Wと対向配置されており、電解液55が補助陽極58とアルミニウム板Wとの間の空間を流れるように供給される。
【0034】
一方、電気化学的粗面化処理では、アルミニウム板とこれに対向する電極間に直流電流を加え、電気化学的に粗面化する方法であってもよい。
【0035】
粗面化処理は、電気化学的粗面化処理のみを施してもよいが、電気化学的粗面化処理と機械的粗面化処理および/または化学的粗面化処理とを組み合わせて施してもよい。
機械的粗面化処理と電気化学的粗面化処理とを組み合わせる場合には、機械的粗面化処理の後に、電気化学的粗面化処理を施すのが好ましい。
【0036】
<機械的粗面化処理>
機械的粗面化処理は、一般的には、アルミニウム板の表面を表面粗さRa:0.35〜1.0μmとする目的で施される。
機械的粗面化処理の諸条件は特に限定されないが、例えば、特公昭50−40047号公報に記載されている方法に従って施すことができる。機械的粗面化処理は、パミストン懸濁液を使用したブラシグレイン処理により施したり、転写方式で施したりすることができる。
【0037】
機械的粗面化処理は、毛径が0.2〜1.61mmの回転するナイロンブラシロールと、アルミニウム板表面に供給されるスラリー液で機械的に粗面化処理するのが好ましい。
研磨剤としては公知の物が使用できるが、珪砂、石英、水酸化アルミニウムまたはこれらの混合物が好ましい。
スラリー液の比重は1.05〜1.3が好ましい。勿論、スラリー液を吹き付ける方式、ワイヤーブラシを用いる方式、凹凸を付けた圧延ロールの表面形状をアルミニウム板に転写する方式などを用いてもよい。
【0038】
<化学的粗面化処理>
化学的粗面化処理も特に限定されず、公知の方法に従って施すことができる。
機械的粗面化処理の後には、以下の化学エッチング処理を施すのが好ましい。機械的粗面化処理の後に施される化学エッチング処理は、アルミニウム板の表面の凹凸形状のエッジ部分をなだらかにし、印刷時のインキの引っかかりを防止し、平版印刷版の耐汚れ性を向上させるとともに、表面に残った研磨材粒子等の不要物を除去するために行われる。
化学エッチング処理としては、酸によるエッチングやアルカリによるエッチングが知られているが、エッチング効率の点で特に優れている方法として、アルカリ溶液を用いる化学エッチング処理(以下、「アルカリエッチング処理」ともいう。)が挙げられる。
【0039】
アルカリ溶液に用いられるアルカリ剤は、特に限定されないが、例えば、カセイソーダ、カセイカリ、メタケイ酸ソーダ、炭酸ソーダ、アルミン酸ソーダ、グルコン酸ソーダ等が好適に挙げられる。
また、各アルカリ剤は、アルミニウムイオンを含有してもよい。アルカリ溶液の濃度は、0.01質量%以上であるのが好ましく、3質量%以上であるのがより好ましく、また、30質量%以下であるのが好ましく、25質量%以下であるのがより好ましい。
更に、アルカリ溶液の温度は室温以上であるのが好ましく、30℃以上であるのがより好ましく、80℃以下であるのが好ましく、75℃以下であるのがより好ましい。
【0040】
エッチング量は、0.1g/m2以上であるのが好ましく、1g/m2以上であるのがより好ましく、また、20g/m2以下であるのが好ましく、10g/m2以下であるのがより好ましい。
また、処理時間は、エッチング量に対応して2秒〜5分であるのが好ましく、生産性向上の点から2〜10秒であるのがより好ましい。
【0041】
機械的粗面化処理後にアルカリエッチング処理を施した場合、アルカリエッチング処理により生じる生成物を除去するために、低温の酸性溶液を用いて化学エッチング処理(以下、「デスマット処理」ともいう。)を施すのが好ましい。
酸性溶液に用いられる酸は、特に限定されないが、例えば、硫酸、硝酸、塩酸が挙げられる。酸性溶液の濃度は、1〜50質量%であるのが好ましい。また、酸性溶液の温度は、20〜80℃であるのが好ましい。酸性溶液の濃度および温度がこの範囲であると、本発明の平版印刷版用支持体を用いた平版印刷版の耐ポツ状汚れ性がより向上する。
【0042】
上記粗面化処理は、所望により機械的粗面化処理および化学エッチング処理を施した後に、電気化学的粗面化処理を施す処理であるが、機械的粗面化処理を行わずに電気化学的粗面化処理を施す場合にも、電気化学的粗面化処理の前に、カセイソーダ等のアルカリ水溶液を用いて化学エッチング処理を施すことができる。これにより、アルミニウム板の表面近傍に存在する不純物等を除去することができる。
【0043】
また、電気化学的粗面化処理の後には、以下の化学エッチング処理を行うのが好ましい。電気化学的粗面化処理後のアルミニウム板の表面には、スマットや金属間化合物が存在する。電気化学的粗面化処理の後に行われる化学エッチング処理においては、特にスマットを効率よく除去するため、まず、アルカリ溶液を用いて化学エッチング処理(アルカリエッチング処理)をするのが好ましい。アルカリ溶液を用いた化学エッチング処理の諸条件は、処理温度は20〜80℃であるのが好ましく、また、処理時間は1〜60秒であるのが好ましい。また、アルカリ溶液中にアルミニウムイオンを含有するのが好ましい。
【0044】
さらに、電気化学的粗面化処理後にアルカリ溶液を用いる化学エッチング処理を行った後、それにより生じる生成物を除去するために、低温の酸性溶液を用いて化学エッチング処理(デスマット処理)を行うのが好ましい。
また、電気化学的粗面化処理後にアルカリエッチング処理を行わない場合においても、スマットを効率よく除去するため、デスマット処理を行うのが好ましい。
【0045】
上述した化学エッチング処理は、いずれも浸せき法、シャワー法、塗布法等により行うことができ、特に限定されない。
【0046】
<陽極酸化処理工程>
陽極酸化処理工程は、アルミニウム板(上記粗面化処理が施されたアルミニウム板を含む)に直流または交流を流す陽極酸化処理を施すことにより、該アルミニウム板表面に深さ方向(厚み方向)にのびるマイクロポアを有するアルミニウムの酸化皮膜である陽極酸化皮膜を形成する工程である。
【0047】
陽極酸化処理に用いられる電解質としては、陽極酸化皮膜を形成させる種々の電解質の使用が可能である。一般的には、硫酸、塩酸、シュウ酸、クロム酸またはそれらの混酸が用いられる。それらの電解質の濃度は電解質の種類によって適宜決められる。
【0048】
陽極酸化処理の条件は、用いられる電解質により種々変わるので一概に特定することはできないが、一般的には、電解質濃度1〜80質量%溶液、液温5〜70℃、電流密度5〜60A/dm2、電圧1〜100V、電解時間10秒〜5分であるのが好ましい。
形成される陽極酸化皮膜の量は、1.0〜5.0g/m2であるのが好ましく、1.5〜4.0g/m2であるのがより好ましい。この範囲で、良好な耐刷性と平版印刷版の非画像部の良好な耐傷性が得られる。
【0049】
<水蒸気処理工程>
水蒸気処理工程は、上記陽極酸化処理工程の後に、上記アルミニウム板(上記粗面化処理および/または上記陽極酸化処理が施された上記アルミニウム板を含む)を水蒸気に接触させる処理である水蒸気処理を施す工程である。
ここで、上記水蒸気処理における水蒸気の温度は、130〜350℃である。
【0050】
上記アルミニウム板の表面付近に存在する炭化アルミニウム(Al4C3)は、上記温度範囲の水蒸気(H2O)と接触することにより、水酸化アルミニウム(Al(OH)3)となって成長(体積膨張)する。
このため、後述する感光性層105は、図2に示すように、成長した水酸化アルミニウム104に沿って形成されると考えられる。このとき、水酸化アルミニウム104は、すでに成長(体積膨張)を終えているので、水分が供給されても、さらに成長することはなく、形成された感光性層105は、経時で持ち上げられることがなくなる。こうして、画像抜けの原因となる膨れの発生が抑制される。
【0051】
また、上述したように、100℃や120℃の水蒸気による処理を陽極酸化処理の後に行った場合には、ベーマイト突起状物が陽極酸化皮膜上に生成してしまう。
しかし、上記水蒸気処理を施した場合には、ベーマイト突起状物の生成が抑制され、耐汚れ性に優れる。
【0052】
また、水蒸気の温度を350℃超にして処理を施した場合には、焼きなまし効果によって上記アルミニウム板の強度が低下してしまうが、上記水蒸気処理における水蒸気の温度は、350℃以下であるため、上記アルミニウム板の強度に優れる。
【0053】
上記水蒸気処理の圧力条件は、0.3〜1atmであることが好ましく、0.5〜1atmであることがより好ましい。
【0054】
上記水蒸気処理の処理時間は、長くなるに従い、画像抜けの原因となる膨れの発生を抑制する効果がより優れるが、処理時間が短いほど、陽極酸化皮膜上のベーマイト突起状物の生成が抑制され、その平均高さが低くなる傾向にあることから、1〜60秒であるのが好ましい。
【0055】
上記水蒸気処理における水蒸気の温度は、得られる効果がより優れるという理由から、150〜350℃であるのが好ましく、180〜350℃であるのより好ましく、200〜350℃であるのがさらに好ましい。
【0056】
上記水蒸気処理において、上記アルミニウム板に水蒸気を接触させる方法としては、特に限定されないが、例えば、湯沸し方式で発生させた水蒸気をボックス内に充填し、上記アルミニウム板を走らせる方法;蒸気ノズルから水蒸気を上記アルミニウム板に直接吹きかける方法;等が挙げられる。
【0057】
<親水化処理工程>
本発明の平版印刷版用支持体の製造方法は、上記陽極酸化処理工程および上記水蒸気処理工程の後に、さらに、親水化処理工程を備えていてもよい。このような親水化処理工程は、上記陽極酸化処理および上記水蒸気処理が施された上記アルミニウム板に、親水化処理を施す工程である。
上記親水化処理としては、例えば、特開2005−254638の段落[0109]〜[0114]に開示される公知の方法が使用できるが、ケイ酸ソーダ、ケイ酸カリ等のアルカリ金属ケイ酸塩の水溶液に浸漬させる方法;親水性ビニルポリマーまたは親水性化合物を塗布して親水性の下塗層を形成させる方法;等により、親水化処理を行うのが好ましい。
ケイ酸ソーダ、ケイ酸カリ等のアルカリ金属ケイ酸塩の水溶液による親水化処理は、米国特許第2,714,066号明細書および米国特許第3,181,461号明細書に記載されている方法および手順に従って行うことができる。
また、親水性の下塗層の形成による親水化処理は、特開昭59−101651号公報および特開昭60−149491号公報に記載されている条件および手順に従って行うことができる。
【0058】
<事前塗工処理工程>
本発明の平版印刷版用支持体の製造方法は、上記陽極酸化処理工程と上記水蒸気処理工程との間に、さらに、事前塗工処理工程を備えていてもよい。
上記事前塗工処理工程は、上記水蒸気処理工程の前に、上記陽極酸化処理が施された上記アルミニウム板の表面に形成されている陽極酸化皮膜上に水を塗工する処理(以下、「事前塗工処理」という)を施す工程である。
【0059】
後述するように、水蒸気処理で使用される130〜350℃の水蒸気(いわゆる過熱水蒸気)の乾燥能力によって、陽極酸化皮膜の表面にある結露水が除去される。このとき、過熱水蒸気は、高温になるに従って乾燥能力が高くなる。このため、過熱水蒸気を高温にしすぎると、陽極酸化皮膜の表面のみならず、マイクロポア内の水分までも除去されてしまい、マイクロポア内のベーマイト突起状物の生成が抑制される場合がある。その場合、画像抜けの原因となる膨れの発生を抑制する効果(そのメカニズム等については後述する)が低減する。
【0060】
事前塗工処理は、このような事情を踏まえて行われる処理であり、水蒸気処理の前に適度な水分を補給することで、水蒸気処理により得られる効果をより良好にするものである。
なお、水蒸気処理で使用される水蒸気の温度が高いほど、事前塗工処理による効果がより発揮されるものであるから、このような観点からは、水蒸気処理で使用される水蒸気の温度は170〜350℃であるのが好ましい。
また、水蒸気処理の処理時間が長くなるに従って水蒸気処理による効果がより優れるものであるが、事前塗工処理を施すことで、水蒸気処理の処理時間をより短時間にすることもできる。
【0061】
事前塗工処理に際しては、水を塗工する前に、まず、上記陽極酸化処理が施された上記アルミニウム板を乾燥するのが好ましい。この乾燥の方法としては特に限定されない。
【0062】
塗工される水の量としては、例えば、0.5〜10cc/m2が挙げられ、得られる効果がより優れるという理由から、1〜6cc/m2が好ましい。
なお、塗工される水としては、純水が好ましく、その温度は、特に限定されない。
水を塗工する方法としては、一般的なウェットコーティング方式を用いることができ、その具体例としては、ディップ方式、ロール方式、バー方式、ブレード方式、エアナイフ方式、スロットダイ方式、スプレー方式、スライド方式等が挙げられ、なかでも、塗工精度の観点から、接触式のロール方式が好ましい。
ロール方式を採用する場合、使用されるロールの表面素材としては、摩擦によって陽極酸化皮膜を傷つけてしまうことを抑制する観点から、ゴムであるのが好ましく、具体的には、例えば、エチレン−プロピレン−ジエンゴム(EPDM)、シリコンゴム、ウレタンゴム、ポリビニルアルコール(PVA)、フォルテム(明治ゴム化成社製)等が挙げられる。
ロール方式を採用する場合、とりわけ、ロールの表面素材がゴムである場合、塗工する水の量は、例えば、タッチロールの径、ゴム硬度、タッチ幅、タッチ圧、ゴム厚などによって制御することができる。
ロール方式を採用する場合、一般的なロール方式と同様に、ロールの表面に、搬送方向に平行な直線溝;搬送方向に対して傾いた斜線溝;格子状の溝;ハニカム状の溝;等の溝を設けることで、塗工される水の量の幅方向の均一性を高めることができる。
【0063】
<平版印刷版用支持体>
本発明の平版印刷版用支持体は、本発明の平版印刷版用支持体の製造方法によって得られた平版印刷版用支持体である。
【0064】
以下では、図6に基いて、本発明の平版印刷版用支持体について詳細に説明する。図6は、本発明の平版印刷版用支持体の一部を模式的に示す断面図である。
【0065】
図6に示すように、本発明の平版印刷版用支持体においては、マイクロポア106の内部の少なくとも一部が、ベーマイト突起状物107によって封孔されている。より詳細に見ると、マイクロポア106の内部では、ベーマイト突起状物107は、酸化アルミニウムと水との水和反応によって、側面から生成して、マイクロポア106のポア径(図6中、dで示す)方向に成長している。なお、図6中では、ベーマイト突起状物107の、ポア径(d)方向の高さを、hで示している。
【0066】
マイクロポア106がベーマイト突起状物107によって封孔された状態においては、水分が陽極酸化皮膜102を透過しづらくなっている。
つまり、仮に、アルミニウム101の表面付近に存在する炭化アルミニウム103(図1および図2参照)が水酸化アルミニウム104(同)として成長せずに残存した場合であっても、後に供給される水分が炭化アルミニウム103に到達しにくい状態にある。
そのため、炭化アルミニウム103がさらに成長することが抑制され、感光性層105は、経時で持ち上げられることがなくなる。こうして、画像抜けの原因となる膨れの発生がより抑制される。
【0067】
マイクロポア106の平均ポア径(d)に対する、ベーマイト突起状物107の平均高さ(h)の比(h/d)の値が大きいほど、マイクロポア106がベーマイト突起状物107によって、より封孔されていることを示し、画像抜けの原因となる膨れの発生がより抑制される。
このような観点から、比(h/d)の値は、0.2以上が好ましく、0.6以上がより好ましく、0.8以上がさらに好ましい。
ここで、「平均ポア径」とは、1本のマイクロポア106におけるポア径(d)の平均値のことをいい、「平均高さ」とは、その1本のマイクロポア106を封孔する複数本のベーマイト突起状物107の高さ(h)の平均値のことをいう。
なお、マイクロポア106の平均ポア径(d)、および、ベーマイト突起状物107の平均高さ(h)は、例えば、任意の方法(切削、冶具を使用した折り曲げ)で断面出しを行った後、走査型電子顕微鏡(SEM)を使用して25万倍の倍率で断面を観察し、得られた画像を解析することにより求めることができる。
【0068】
一方、陽極酸化皮膜102上においても、酸化アルミニウムと水との水和反応により、汚れ性の原因となるベーマイト突起状物(図示せず)が生成し、高さ方向(図6中、上方向)に成長することがある。
しかし、本発明の平版印刷版用支持体においては、その平均高さが15nm未満と短く、その生成量が比較的少量である。つまり、本発明においては、汚れ性の原因となる、陽極酸化皮膜102上のベーマイト突起状物の生成が抑制されているため、平版印刷版としたときに優れた耐汚れ性を示す。
【0069】
陽極酸化皮膜102上のベーマイト突起状物の平均高さは、耐汚れ性により優れるという理由から、6nm以下であるのが好ましく、実質的に当該突起状物を陽極酸化皮膜上に有していない態様が最も好ましい。
なお、陽極酸化皮膜102上のベーマイト突起状物の平均高さは、ベーマイト突起状物107の平均高さ(h)と同様にして、SEMを用いて測定することができる。
【0070】
ところで、上述した水蒸気処理の開始時、具体的には、アルミニウム板が水蒸気処理が行われるゾーン(ボックス等)に突入した瞬間、アルミニウム板と水蒸気との温度差に起因して、結露水が生成すると考えられる。
本発明の平版印刷版用支持体において、陽極酸化皮膜102上のベーマイト突起状物の平均高さが15nm未満と短いのは、上述した水蒸気処理で使用される130℃以上の水蒸気(いわゆる過熱水蒸気)の乾燥能力によって、陽極酸化皮膜102の表面にある結露水が除去されて、陽極酸化皮膜102上のベーマイト突起状物の生成が抑制されるためと考えられる。
【0071】
このとき、マイクロポア106の内部の結露水は除去されずに残存し、陽極酸化皮膜102の表面の結露水のみが除去されるものと考えられる。そのため、上述のように、マイクロポア106の内部では、ベーマイト突起状物107が生成すると考えられる。
【0072】
<平版印刷版原版>
本発明の平版印刷版用支持体には、感光性層、感熱層等の画像記録層を設けて、平版印刷版原版とすることができる。画像記録層は、特に限定されないが、例えば、特開2003−1956号公報の段落[0042]〜[0198]に記載される、コンベンショナルポジタイプ、コンベンショナルネガタイプ、フォトポリマータイプ、サーマルポジタイプ、サーマルネガタイプ、機上現像可能な無処理タイプが挙げられる。
【0073】
本発明の平版印刷版原版は、本発明の平版印刷版用支持体上に、(A)増感色素、(B)重合開始剤、(C)重合性化合物、および、(D)バインダーポリマーを有する感光性層を有することが好ましく、さらに、上記感光性層上に保護層を有することがより好ましい。
以下では、このような本発明の平版印刷版原版について詳細に説明する。
【0074】
<感光性層>
(A)増感色素
上記感光性層には、露光光源の波長に対応した増感色素が含有される。ここでは、350〜450nmの波長域に極大吸収を有する増感色素について説明する。このような増感色素としては、例えば、メロシアニン色素類、ベンゾピラン類、クマリン類、芳香族ケトン類、アントラセン類、等を挙げることができ、具体的には、特開2008−46528号公報の[0019]〜[0056]等に記載されているもの用いることができる。
【0075】
これらの増感色素のどの構造を用いるか、単独で使用するか2種以上併用するか、添加量はどうか、といった使用法の詳細は、適宜設定できる。
比較的薄い膜厚で使用する平版印刷版としての使用に際しては、増感色素の添加量は、感光性層の吸光度が0.1から1.5の範囲、好ましくは0.25から1の範囲となるように設定するのが好ましい。通常、感光性層の全固形分に対し、好ましくは0.05〜30質量%、更に好ましくは0.1〜20質量%、最も好ましくは0.2〜10質量%である。
【0076】
(B)重合開始剤
重合開始剤としては、トリハロメチル化合物、カルボニル化合物、有機過酸化物、アゾ系化合物、アジド化合物、メタロセン化合物、ヘキサアリールビイミダゾール系化合物、有機ホウ素化合物、ジスルホン化合物、オキシムエステル化合物、オニウム塩化合物が挙げられる。中でも、ヘキサアリールビイミダゾール系化合物、オニウム塩、トリハロメチル化合物およびメタロセン化合物からなる群より選択される少なくとも1種であることが好ましく、特にヘキサアリールビイミダゾール系化合物が好ましい。
このような重合開始剤としては、具体的には、例えば、特開2008−46528号公報の[0060]〜[0067]等に記載されているものを用いることができる。
【0077】
重合開始剤は単独もしくは2種以上の併用によって好適に用いられる。
感光性層中の重合開始剤の使用量は感光性層全固形分の質量に対し、好ましくは0.01〜20質量%、より好ましくは0.1〜15質量%である。さらに好ましくは1.0質量%〜10質量%である。
【0078】
(C)重合性化合物
重合性化合物は、少なくとも一個のエチレン性不飽和二重結合を有する付加重合性化合物であり、末端エチレン性不飽和結合を少なくとも1個、好ましくは2個以上有する化合物から選ばれる。このような化合物群は当該産業分野において広く知られるものであり、これらを特に制限無く用いることができる。これらは、例えばモノマー、プレポリマー、すなわち2量体、3量体およびオリゴマー、またはそれらの混合物ならびにそれらの共重合体などの化学的形態をもつ。モノマーの例としては、不飽和カルボン酸(例えば、アクリル酸、メタクリル酸、イタコン酸、クロトン酸、イソクロトン酸、マレイン酸など)や、そのエステル類、アミド類が挙げられ、好ましくは、不飽和カルボン酸と脂肪族多価アルコール化合物とのエステル、不飽和カルボン酸と脂肪族多価アミン化合物とのアミド類が用いられる。また、ヒドロキシル基やアミノ基、メルカプト基等の求核性置換基を有する不飽和カルボン酸エステル或いはアミド類と単官能もしくは多官能イソシアネート類或いはエポキシ類との付加反応物、および単官能もしくは、多官能のカルボン酸との脱水縮合反応物等も好適に使用される。また、イソシアネート基や、エポキシ基等の親電子性置換基を有する不飽和カルボン酸エステル或いはアミド類と単官能もしくは多官能のアルコール類、アミン類、チオール類との付加反応物、更にハロゲン基や、トシルオキシ基等の脱離性置換基を有する不飽和カルボン酸エステル或いはアミド類と単官能もしくは多官能のアルコール類、アミン類、チオール類との置換反応物も好適である。また、別の例として、上記の不飽和カルボン酸の代わりに、不飽和ホスホン酸、スチレン、ビニルエーテル等に置き換えた化合物群を使用することも可能である。
このような重合性化合物としては、具体的には、例えば、特開2008−46528号公報の[0070]〜[0078]等に記載されているものを用いることができる。
【0079】
これらの重合性化合物について、その構造、単独使用か併用か、添加量等の使用方法の詳細は、最終的な平版印刷版原版の性能設計にあわせて任意に設定できる。
【0080】
上記の重合性化合物は、感光性層の全固形分に対して、好ましくは5〜80質量%、更に好ましくは25〜75質量%の範囲で使用される。また、これらは単独で用いても2種以上併用してもよい。
【0081】
(D)バインダーポリマー
バインダーポリマーとしては、感光性層の皮膜形成剤としてだけでなく、アルカリ現像液に溶解する必要があるため、アルカリ水に可溶性または膨潤性である有機高分子重合体が使用される。すなわち、アルカリ水に可溶性または膨潤性であるポリマーであることにより、アルカリ現像によって、必要によりブラシなどの圧力を加えることで、除去されるものである。
【0082】
使用されるバインダーポリマーは、下記式(1)から(3)で示される構造単位を有するバインダーポリマーである。
【0083】
【化1】

【0084】
式中、R1、R2は、各々独立に、水素原子または炭素数1〜6のアルキル基を示し、R3は水素原子、炭素数1〜6のアルキル基、または、水酸基、ハロゲン原子、アミノ基、メトキシ基若しくはカルボキシル基で置換された炭素数1〜6の置換アルキル基を示し、Xは−COOH、−CO−W1−L1−COOHおよび−SO3Hから選ばれる官能基を示し、W1は酸素原子、硫黄原子または−NH−基を示し、L1は2価の有機基を示し、Yは−CO−O−CH2−CH=CH2基、−CO−W2−L2−O−CO−CR4=CH2基を示し、W2は酸素原子、硫黄原子または−NH−基を示し、L2は2価の有機基を示し、R4は水素原子または炭素数1〜6のアルキル基を示し、W3は酸素原子、硫黄原子または−NH−基を示し、R5は炭素数1〜18のアルキル基、炭素数5〜20の脂環構造を有するアルキル基または炭素数6〜20の芳香環を有する基を示す。
このようなバインダーポリマーの具体例としては、例えば、特開2008−46528号公報の[0085]〜[0090]等に記載されているものを用いることができる。
【0085】
使用されるバインダーポリマーは適当な分子量、酸価を有することが好ましく、質量平均分子量で5000〜30万、酸価0.5〜200の高分子重合体が特に好ましい。ここで酸価とは、試料1g中に含まれる遊離脂肪酸を中和するのに必要な水酸化カリウムのmg数をいう。酸価はより好ましくは5.0〜180、特に好ましくは10〜150である。
また、式(2)で表されるエチレン性不飽和二重結合を有する構造単位に対する、式(1)で表される構造単位及び式(3)で表される構造単位の総量の比は、質量比で、0.1〜3.0の範囲とするのが好ましく、より好ましくは0.1〜2.0であり、最も好ましくは0.1〜1.0である。
上記の分子量、酸価、二重結合量を満足する組み合わせであれば、式(1)、(2)、(3)で表される構造単位の混合割合は、どのような組み合わせになっても良い。これらを満足する範囲であれば、式(1)〜(3)で表される構造単位以外の構造単位をさらに追加してもよい。
【0086】
これらのバインダーポリマーは、感光性層中に任意な量で含有させることができるが、形成される画像強度等の点で一般的には90質量%以下であり、好ましくは10〜90質量%、より好ましくは30〜80質量%である。
【0087】
上記のポリマー以外のアルカリ水に可溶性または膨潤性であるポリマーを用いることもできるし、上記のポリマーと他のポリマーを混合して使用することも出来る。
アルカリ水に可溶性または膨潤性であるポリマーである、他の有機高分子重合体としては、種々のものが挙げられるが、水現像を望む場合には、例えば水可溶性有機高分子重合体を用いる。この様な有機高分子重合体としては、側鎖にカルボン酸基を有する付加重合体、例えば、特開2008−46528号公報の[0093]に記載されたもの等が挙げられる。
【0088】
感光性層の現像性を維持するためには、使用されるバインダーポリマーは適当な分子量、酸価を有することが好ましく、質量平均分子量で5000〜30万、酸価20〜200の高分子重合体が特に好ましい。
【0089】
(E)メルカプト化合物
上記感光性層には、感度向上に効果があることから、メルカプト基を有するメルカプト化合物を含有させることが好ましい。(E)メルカプト化合物としては、例えば、特開2008−46528号公報の[0096]〜[0102]、特開2008−89788号公報の[0078]〜[0086]等に記載されているものを用いることができる。
メルカプト化合物の添加量は、感光性層を構成する全成分に対して、一般的には0.5〜20質量%、好ましくは1〜15質量%、更に好ましくは1〜10質量%である。
【0090】
(F)その他の添加剤
平版印刷版原版の製造中あるいは保存中において感光性層における不要な熱重合を阻止するために少量の熱重合禁止剤を添加することが望ましい。適当な熱重合禁止剤としては、特開2008−46528号公報の[0103]に記載されたもの等が挙げられる。
熱重合禁止剤の添加量は、感光性層を構成する全固形分に対して約0.01質量%〜約5質量%が好ましい。
感光性層には必要に応じて、酸素による重合阻害を防止するためにベヘン酸やベヘン酸アミドのような高級脂肪酸誘導体等を添加して、塗布後の乾燥の過程で感光性層の表面に偏在させてもよい。高級脂肪酸誘導体等の添加量は、感光性層を構成する全固形分に対して約0.5質量%〜約10質量%が好ましい。
更に感光性層の着色を目的として、着色剤を添加してもよい。着色剤としては、例えば、特開2008−46528号公報の[0103]に記載されたもの等が挙げられる。着色剤の添加量は感光性層全固形分の約0.5質量%〜約20質量%が好ましい。加えて、硬化皮膜の物性を改良するために、無機充填剤やジオクチルフタレート、ジメチルフタレート、トリクレジルホスフェート等の可塑剤等の添加剤を加えてもよい。これらの添加量は感光性層全固形分の10質量%以下が好ましい。
また、特に350nmから450nmの光を発する青ないし紫外領域のレーザによる露光を用いる場合、黄色の染料または顔料を添加することが望ましい。黄色の染料または顔料としては、例えば、特開2008−89788号公報の[0112]〜[0115]に記載されたもの等を好適に用いることができる。
【0091】
<感光性層の形成>
感光性層の塗設に際しては、上記各成分を溶媒に溶解し塗布液を調製する。ここで使用する溶媒としては、有機溶媒が挙げられ、その具体例としては、特開2008−46528号公報の[0104]に記載されたものが挙げられる。溶媒は、単独あるいは混合して使用することができる。
塗布溶液中の固形分の濃度は通常1〜50質量%である。
【0092】
また、塗布面質を向上するために界面活性剤を添加することもできる。
【0093】
感光性層の被覆量は乾燥後の質量で、通常約0.1〜約10g/m2、好ましくは0.3〜5g/m2、より好ましくは0.5〜3g/m2である。
【0094】
<保護層>
上記保護層は、水溶性樹脂を含む保護層であることが好ましい。保護層は、露光時の重合反応を妨害する酸素の拡散侵入を遮断する、酸素遮断層としても機能を有する。保護層は25℃、1気圧下における酸素透過性Aが1.0≦A≦20(mL/m2・day)であることが好ましい。酸素透過性Aが1.0(mL/m2・day)未満で極端に低い場合は、製造時・生保存時に不要な重合反応が生じたり、また画像露光時に、不要なカブリ、画線の太りが生じたりという問題を生じる。逆に、酸素透過性Aが20(mL/m2・day)を超えて高すぎる場合は感度の低下を招く。酸素透過性Aは、より好ましくは1.5≦A≦12 (mL/m2・day)、更に好ましくは2.0≦A≦8.0 (mL/m2・day)の範囲である。また、保護層に望まれる特性としては、上記酸素透過性以外に、さらに、露光に用いる光の透過は実質阻害せず、感光性層との密着性に優れ、かつ、露光後の現像工程で容易に除去できる事が望ましい。この様な保護層に関する工夫が従来なされており、米国特許第3,458,311号明細書、特公昭55−49729号公報に詳しく記載されている。
【0095】
保護層に使用できる材料としては例えば、比較的結晶性に優れた水溶性高分子化合物を用いることが好ましく、具体的には、特開2008−46528号公報の[0108]に記載されたもの等が挙げられ、これらは単独または混合して使用できる。これらの内、ポリビニルアルコールを主成分として用いる事が、酸素遮断性、現像除去性といった基本特性的にもっとも良好な結果を与える。
【0096】
保護層に使用するポリビニルアルコールは、必要な酸素遮断性と水溶性を有するための、未置換ビニルアルコール単位を含有する限り、一部がエステル、エーテル、あるいはアセタールで置換されていても良い。また、同様に一部が他の共重合成分を有していても良い。ポリビニルアルコールの具体例としては加水分解率が71〜100モル%、重合繰り返し単位が300から2400の範囲のものをあげる事ができる。具体的には、特開2008−46528号公報の[0109]に記載されたもの等が挙げられ、これらは単独または混合して使用できる。好ましい態様としてはポリビニルアルコールの保護層中の含有率が20〜95質量%、より好ましくは、30〜90質量%である。
【0097】
ポリビニルアルコールと混合して使用する成分としてはポリビニルピロリドンまたはその変性物が酸素遮断性、現像除去性といった観点から好ましく、保護層中の含有率が3.5〜80質量%、好ましくは10〜60質量%、さらに好ましくは15〜30質量%である。
【0098】
保護層の成分(PVAの選択、添加剤の使用)、塗布量等は、酸素遮断性・現像除去性の他、カブリ性や密着性・耐傷性を考慮して選択される。一般には使用するPVAの加水分解率が高い程(保護層中の未置換ビニルアルコール単位含率が高い程)、膜厚が厚い程酸素遮断性が高くなり、感度の点で有利である。上記ポリビニルアルコール(PVA)等の高分子化合物の分子量は、2000〜1000万の範囲のものが使用でき、好ましくは2万〜300万範囲のものが適当である。
【0099】
保護層の他の組成物として、グリセリン、ジプロピレングリコール等を高分子化合物に対して数質量%相当量添加して可撓性を付与することができ、また、アルキル硫酸ナトリウム、アルキルスルホン酸ナトリウム等のアニオン界面活性剤;アルキルアミノカルボン酸塩、アルキルアミノジカルボン酸塩等の両性界面活性剤;ポリオキシエチレンアルキルフェニルエーテル等の非イオン界面活性剤を高分子化合物に対して数質量%添加することができる。保護層の膜厚は、0.5〜5μmが適当であり、特に1〜3μmが好適である。
【0100】
また、感光性層との密着性や、耐傷性も平版印刷版原版の取り扱い上極めて重要である。すなわち、水溶性ポリマーからなる親水性の層を親油性の感光性層に積層すると、接着力不足による膜剥離が発生しやすく、剥離部分が酸素の重合阻害により膜硬化不良などの欠陥を引き起こす。これに対し、これら2層間の接着性を改良すべく種々の提案がなされている。例えば米国特許出願番号第292,501号、米国特許出願番号第44,563号には、主にポリビニルアルコールからなる親水性ポリマー中に、アクリル系エマルジョンまたは水不溶性ビニルピロリドン−ビニルアセテート共重合体などを20〜60質量%混合し、感光性層の上に積層することにより、十分な接着性が得られることが記載されている。保護層に対しては、これらの公知の技術をいずれも適用することができる。このような保護層の塗布方法については、例えば米国特許第3,458,311号明細書、特公昭55−49729号公報に詳しく記載されている。
【0101】
保護層の塗設量は、乾燥質量として、一般的に0.1〜10g/m2、好ましくは0.5〜5g/m2である。
【0102】
<下塗り層>
本発明の平版印刷版原版は、本発明の平版印刷版用支持体と上記感光性層との間に下塗り層を設けてもよい。
上記下塗り層は、例えば、特開2006−259536号公報の[0023]〜[0026]、特開2008−46528号公報の[0124]〜[0158]等に記載された化合物を用いることができ、特開2006−259536号公報の[0024]〜[0025]に記載の有機下塗り層を用いることが好ましい。
【0103】
下塗り層の塗布量は、2〜1000mg/m2の範囲が好ましく、5〜200mg/m2がより好ましく、10〜50mg/m2が最も好ましい。下塗り層を支持体上に被覆する方法としては種々の方法が適用できるが、上記の塗布量を確保する上で最も好ましいのは溶液にして塗布、乾燥する方法である。
【0104】
<バックコート>
支持体に表面処理を施した後または下塗り層を形成させた後、必要に応じて、支持体の裏面にバックコートを設けることができる。
バックコートとしては、例えば、特開平5−45885号公報に記載されている有機高分子化合物、特開平6−35174号公報に記載されている有機金属化合物または無機金属化合物を加水分解および重縮合させて得られる金属酸化物からなる被覆層が好適に挙げられる。中でも、Si(OCH3 )4 、Si(OC2 H5 )4 、Si(OC3 H7 )4 、Si(OC4 H9 )4 等のケイ素のアルコキシ化合物を用いるのが、原料が安価で入手しやすい点で好ましい。
【0105】
<製版方法>
本発明の平版印刷版原版を画像露光して現像処理を行うことで平版印刷版を作製する。現像処理としては、例えば、現像液にて現像する方法等が挙げられる。
【0106】
<現像液>
現像液としては、特に限定されないが、例えば、無機アルカリ塩と界面活性剤を含有し、通常pHが11.0〜12.7であるものが好適に使用される。
【0107】
無機アルカリ塩としては適宜使用可能であるが、例えば、例えば、特開2008−46528号公報の[0162]に記載されたもの等が挙げられる。これらは単独でも、二種以上を組み合わせて用いても良い。
【0108】
珪酸塩を使用する場合には、珪酸塩の成分である酸化珪素SiO2とアルカリ酸化物M2O(Mはアルカリ金属またはアンモニウム基を表す。)との混合比率および濃度の調製により、現像性を容易に調節することが出来る。上記アルカリ水溶液の中でも上記酸化珪素SiO2とアルカリ酸化物M2Oとの混合比率(SiO2/M2O:モル比)が0.5〜3.0のものが好ましく、1.0〜2.0のものが好ましい。上記SiO2/M2Oの添加量は、アルカリ水溶液の質量に対して1〜10質量%が好ましく、3〜8質量%がより好ましく、4〜7質量%が最も好ましい。この濃度が上記の範囲において、現像性、処理能力の低下がなく、沈澱や結晶の生成もなく、さらに廃液時の中和の際にゲル化もなく、廃液処理に支障をきたすことがない。
【0109】
また、アルカリ濃度の微妙な調整、感光性層の溶解性を補う目的で、補足的に有機アルカリ剤を併用してもよい。有機アルカリ剤としては、例えば、特開2008−46528号公報の[0164]に記載されたもの等をあげることができる。これらのアルカリ剤は、単独もしくは2種以上を組み合わせて用いられる。
【0110】
界面活性剤としては、適宜使用可能であり、例えば、特開2008−46528号公報の[0165]に記載されたもの等が挙げられ、特に好ましいのはポリオキシアルキレンエーテル基を有するノニオン界面活性剤である。
ポリオキシアルキレンエーテル基を含有するノニオン界面活性剤としては、特開2008−46528号公報の[0167]〜[0171]に記載されたものが好適に使用される。
【0111】
界面活性剤は単独、もしくは組み合わせて使用することができる。
【0112】
現像液のpHは、画像形成および露光部の現像でのダメージの点から、通常11.0〜12.7、好ましくは11.5〜12.5である。
【0113】
また、現像液の導電率は、3〜30mS/cmである事が好ましく、5〜20mS/cmであることがより好ましい。
【0114】
<露光および現像処理>
本発明の平版印刷版原版を、例えば、カーボンアーク灯、高圧水銀灯、キセノンランプ、メタルハライドランプ、蛍光ランプ、タングステンランプ、ハロゲンランプ、ヘリウムカドミウムレーザー、アルゴンイオンレーザー、FD・YAGレーザー、ヘリウムネオレーザー、半導体レーザー(350nm〜600nm)等の従来公知の活性光線で画像露光した後、現像液により現像処理することにより、アルミニウム板支持体表面に画像を形成することができる。露光光源としては350〜600nmのレーザが好ましい。
画像露光後、現像までの間に、感光性層の硬化率を高める目的で50℃〜140℃の温度で1秒〜5分の時間の加熱プロセスを設けることを行っても良い。加熱温度が上記の範囲において、硬化率アップの効果があり、未露光部での暗重合による残膜も生じない。
【0115】
本発明の平版印刷版原版の感光性層の上に保護層が設けられている場合には、現像液を用いて、保護層の除去と感光性層の未露光部の除去を同時に行う方法、または、水、温水で保護層を先に除去し、その後未露光部の感光性層を現像で除去する方法が知られている。これらの水または温水には特開平10−10754号公報に記載の防腐剤等、特開平8−278636号公報に記載の有機溶剤等を含有させることができる。
【0116】
本発明の平版印刷版原版を現像処理する際に用いる現像液としては、ポリオキシアルキレンエーテル基を有するノニオン界面活性剤を含有することが好ましい。
【0117】
本発明における平版印刷版原版の上記現像液による現像は、常法に従って、0〜60℃、好ましくは15〜40℃程度の温度で、例えば、露光処理した平版印刷版原版を現像液に浸漬してブラシで擦る等により行う。
【0118】
さらに自動現像機を用いて現像処理を行う場合、処理量に応じて現像液が疲労してくるので、補充液または新鮮な現像液を用いて処理能力を回復させても良い。このようにして現像処理された平版印刷版原版は特開昭54−8002号、同55−115045号、同59−58431号等の各公報に記載されているように、通常、水洗水、界面活性剤等を含有するリンス液、アラビアガムやデンプン誘導体等を含む不感脂化液で後処理される。本発明において平版印刷版原版の後処理にはこれらの処理を種々組み合わせて用いることができる。
上記のような処理により得られた印刷版は特開2000−89478号公報に記載の方法による後露光処理やバーニングなどの加熱処理により、耐刷性を向上させることができる。
このような処理によって得られた平版印刷版はオフセット印刷機に掛けられ、多数枚の印刷に用いられる。
【実施例】
【0119】
(実施例1〜43、比較例1〜3)
以下に、実施例を挙げて本発明を具体的に説明するが、本発明はこれらに限定されるものではない。
【0120】
<平版印刷版用支持体の製造>
<アルミニウム板>
炭化アルミニウム濃度が異なる厚さ0.24mmの材質1Sのアルミニウム合金板に対し、後述する粗面化処理(A)〜(C)のうち下記第1表に示す処理、陽極酸化処理、任意の事前塗工処理および水蒸気処理を施し、平版印刷版用支持体を製造した。
なお、下記第1表における炭化アルミニウム濃度は、ガスクロ分析(正式名称:ガスクロマトグラフ分析法、軽金属協会規格LIS−A07−1971に準拠)で測定した。また、全ての処理工程の間には水洗処理を施し、水洗処理の後にはニップローラーで液切りを行った。
【0121】
<粗面化処理(A)>
(A−a)アルカリエッチング処理
アルミニウム板に、カセイソーダ濃度26質量%、アルミニウムイオン濃度6.5質量%のカセイソーダ水溶液を、温度70℃でスプレー管により吹き付けてエッチング処理を行った。その後、スプレーによる水洗を行った。後に電気化学的粗面化処理を施す面のアルミニウム溶解量は、5g/m2であった。
【0122】
(A−b)酸性水溶液中でのデスマット処理
次に、硝酸水溶液中でデスマット処理を行った。デスマット処理に用いる硝酸水溶液は、次工程の電気化学的な粗面化に用いた硝酸の廃液を用いた。その液温は35℃であった。デスマット液はスプレーにて吹き付けて3秒間デスマット処理を行った。
【0123】
(A−c)電気化学的粗面化処理
硝酸電解60Hzの交流電圧を用いて連続的に電気化学的な粗面化処理を行った。このときの電解液は、温度35℃、硝酸10.4g/Lの水溶液に硝酸アルミニウムを添加してアルミニウムイオン濃度を4.5g/Lに調整した電解液を用いた。交流電源波形は図3に示した波形であり、電流値がゼロからピークに達するまでの時間tpが0.8msec、duty比1:1、台形の矩形波交流を用いて、カーボン電極を対極として電気化学的な粗面化処理を行った。補助アノードにはフェライトを用いた。電解槽は図4に示すものを使用した。電流密度は電流のピーク値で30A/dm2、補助陽極には電源から流れる電流の5%を分流させた。電気量(C/dm2)はアルミニウム板が陽極時の電気量の総和で250C/dm2であった。その後、スプレーによる水洗を行った。
【0124】
(A−d)アルカリエッチング処理
上記で得られたアルミニウム板に、カセイソーダ濃度5質量%、アルミニウムイオン濃度0.5質量%のカセイソーダ水溶液を、温度50℃でスプレー管により吹き付けてエッチング処理を行った。その後、スプレーによる水洗を行った。アルミニウム溶解量は、0.2g/m2であった。
【0125】
(A−e)酸性水溶液中でのデスマット処理
次に、陽極酸化処理工程で発生した廃液(硫酸170g/L水溶液中にアルミニウムイオン5g/Lを溶解)を用い、液温35℃で4秒間デスマット処理を行った。硫酸水溶液中でデスマット処理を行った。デスマット液はスプレーにて吹き付けて3秒間デスマット処理を行った。
【0126】
<粗面化処理(B)>
(B−a)アルカリエッチング処理
アルミニウム板に、カセイソーダ濃度26質量%、アルミニウムイオン濃度6.5質量%のカセイソーダ水溶液を、温度70℃でスプレー管により吹き付けてエッチング処理を行った。その後、スプレーによる水洗を行った。後に電気化学的粗面化処理を施す面のアルミニウム溶解量は、1.0g/m2であった。
【0127】
(B−b)酸性水溶液中でのデスマット処理(第1デスマット処理)
次に、酸性水溶液中でデスマット処理を行った。デスマット処理に用いる酸性水溶液は、硫酸150g/Lの水溶液を用いた。その液温は30℃であった。デスマット液はスプレーにより吹き付けて、3秒間デスマット処理した。その後、水洗処理を行った。
【0128】
(B−c)塩酸水溶液中での電気化学的粗面化処理
次に、塩酸濃度14g/L、アルミニウムイオン濃度13g/L、硫酸濃度3g/Lの電解液を用い、交流電流を用いて電解粗面化処理を行った。電解液の液温は30℃であった。アルミニウムイオン濃度は塩化アルミニウムを添加して調整した。
交流電流の波形は正と負の波形が対称な正弦波であり、周波数は50Hz、交流電流1周期におけるアノード反応時間とカソード反応時間は1:1、電流密度は交流電流波形のピーク電流値で75A/dm2であった。また、電気量はアルミニウム板がアノード反応に預かる電気量の総和で450C/dm2であり、電解処理は125C/dm2ずつ4秒間の通電間隔を開けて4回に分けて行った。アルミニウム板の対極にはカーボン電極を用いた。その後、水洗処理を行った。
【0129】
(B−d)アルカリエッチング処理
電気化学的粗面化処理後のアルミニウム板を、カセイソーダ濃度5質量%、アルミニウムイオン濃度0.5質量%のカセイソーダ水溶液を、温度35℃でスプレー管により吹き付けてエッチング処理を行った。電気化学的粗面化処理が施された面のアルミニウムの溶解量は0.1g/m2であった。その後、水洗処理を行った。
【0130】
(B−e)酸性水溶液中でのデスマット処理
次に、酸性水溶液中でのデスマット処理を行った。デスマット処理に用いる酸性水溶液は、陽極酸化処理工程で発生した廃液(硫酸170g/L水溶液中にアルミニウムイオン5.0g/L溶解)を用いた。液温は30℃であった。デスマット液はスプレーに吹き付けて3秒間デスマット処理を行った。
【0131】
<粗面化処理(C)>
(C−a)機械的粗面化処理(ブラシグレイン法)
図5に示したような装置を使って、パミスの懸濁液(比重1.1g/cm3)を研磨スラリー液としてアルミニウム板の表面に供給しながら、回転する束植ブラシにより機械的粗面化処理を行った。図5において、1はアルミニウム板、2および4はローラ状ブラシ(本実施例において、束植ブラシ)、3は研磨スラリー液、5、6、7および8は支持ローラである。
機械的粗面化処理は、研磨材のメジアン径(μm)を30μm、ブラシ本数を4本、ブラシの回転数(rpm)を250rpmとした。束植ブラシの材質は6・10ナイロンで、ブラシ毛の直径0.3mm、毛長50mmであった。ブラシは、φ300mmのステンレス製の筒に穴をあけて密になるように植毛した。束植ブラシ下部の2本の支持ローラ(φ200mm)の距離は300mmであった。束植ブラシはブラシを回転させる駆動モータの負荷が、束植ブラシをアルミニウム板に押さえつける前の負荷に対して10kWプラスになるまで押さえつけた。ブラシの回転方向はアルミニウム板の移動方向と同じであった。
【0132】
(C−b)アルカリエッチング処理
上記で得られたアルミニウム板に、カセイソーダ濃度26質量%、アルミニウムイオン濃度6.5質量%のカセイソーダ水溶液を、温度70℃でスプレー管により吹き付けてエッチング処理を行った。その後、スプレーによる水洗を行った。アルミニウム溶解量は、10g/m2であった。
【0133】
(C−c)酸性水溶液中でのデスマット処理
次に、硝酸水溶液中でデスマット処理を行った。デスマット処理に用いる硝酸水溶液は、次工程の電気化学的な粗面化に用いた硝酸の廃液を用いた。その液温は35℃であった。デスマット液はスプレーにて吹き付けて3秒間デスマット処理を行った。
【0134】
(C−d)電気化学的粗面化処理
硝酸電解60Hzの交流電圧を用いて連続的に電気化学的な粗面化処理を行った。このときの電解液は、温度35℃、硝酸10.4g/Lの水溶液に硝酸アルミニウムを添加してアルミニウムイオン濃度を4.5g/Lに調整した電解液を用いた。交流電源波形は図3に示した波形であり、電流値がゼロからピークに達するまでの時間tpが0.8msec、duty比1:1、台形の矩形波交流を用いて、カーボン電極を対極として電気化学的な粗面化処理を行った。補助アノードにはフェライトを用いた。電解槽は図4に示すものを使用した。電流密度は電流のピーク値で30A/dm2、補助陽極には電源から流れる電流の5%を分流させた。電気量(C/dm2)はアルミニウム板が陽極時の電気量の総和で185C/dm2であった。その後、スプレーによる水洗を行った。
【0135】
(C−e)アルカリエッチング処理
上記で得られたアルミニウム板に、カセイソーダ濃度5質量%、アルミニウムイオン濃度0.5質量%のカセイソーダ水溶液を、温度50℃でスプレー管により吹き付けてエッチング処理を行った。その後、スプレーによる水洗を行った。アルミニウム溶解量は、0.5g/m2であった。
【0136】
(C−f)酸性水溶液中でのデスマット処理
次に、硫酸水溶液中でデスマット処理を行った。デスマット処理に用いる硫酸水溶液は、硫酸濃度170g/L、アルミニウムイオン濃度5g/Lの液を用いた。その液温は、30℃であった。デスマット液はスプレーにて吹き付けて3秒間デスマット処理を行った。
【0137】
(C−g)電気化学的粗面化処理
塩酸電解60Hzの交流電圧を用いて連続的に電気化学的な粗面化処理を行った。電解液は、液温35℃、塩酸6.2g/Lの水溶液に塩化アルミニウムを添加してアルミニウムイオン濃度を4.5g/Lに調整した電解液を用いた。交流電源波形は図3に示した波形であり、電流値がゼロからピークに達するまでの時間tpが0.8msec、duty比1:1、台形の矩形波交流を用いて、カーボン電極を対極として電気化学的な粗面化処理を行った。補助アノードにはフェライトを用いた。電解槽は図4に示すものを使用した。
電流密度は電流のピーク値で25A/dm2であり、塩酸電解における電気量(C/dm2)はアルミニウム板が陽極時の電気量の総和で63C/dm2であった。その後、スプレーによる水洗を行った。
【0138】
(C−h)アルカリエッチング処理
上記で得られたアルミニウム板に、カセイソーダ濃度5質量%、アルミニウムイオン濃度0.5質量%のカセイソーダ水溶液を、温度50℃でスプレー管により吹き付けてエッチング処理を行った。その後、スプレーによる水洗を行った。アルミニウム溶解量は、0.1g/m2であった。
【0139】
(C−i)酸性水溶液中でのデスマット処理
次に、陽極酸化処理工程で発生した廃液(硫酸170g/L水溶液中にアルミニウムイオン5g/Lを溶解)を用い、液温35℃で4秒間デスマット処理を行った。硫酸水溶液中でデスマット処理を行った。デスマット液はスプレーにて吹き付けて3秒間デスマット処理を行った。
【0140】
<陽極酸化処理>
33℃の20質量%硫酸水溶液中で、砂目立てした面に陰極を配置して、電流密度5A/dm2において50秒間陽極酸化した。陽極酸化皮膜量は2.6g/m2であった。
【0141】
<事前塗工処理>
陽極酸化処理の後に、任意で事前塗工処理を行った。事前塗工処理はロール方式により行った。具体的には、まず、陽極酸化処理後のアルミニウム板を、純水で満たされたディップ槽に浸漬させ、その後、ロールを通過させて、塗工される水の量(塗工量[cc/m2])を調整した。塗工量については、下記第1表に示す。なお、事前塗工処理を行わなかった場合には「−」を記載した。
塗工量の調整は、使用するロールの条件(タッチロールの径、ゴム硬度、タッチ幅、タッチ圧、ゴム厚)を変えることで行った。塗工量と使用するロールの条件との関係を下記第2表に示す。
【0142】
<水蒸気処理>
陽極酸化処理(または、事前塗工処理)の後に、下記第1表に示す水蒸気温度(温度[℃])、処理時間(時間[s])、および、圧力条件(圧力[atm])で、上記で得られたアルミニウム板に水蒸気処理を施した。蒸気で満たされたボックス内にアルミニウム板を入れ、アルミニウム板と蒸気とを接触させ処理を行った。水蒸気の温度および圧力条件は、ボックス内で測定した。なお、水蒸気処理を施さなかった場合には、「温度」「時間」「圧力」のいずれにも「−」を示す。
【0143】
<平均高さ>
製造された上記平版印刷版用支持体の断面出しを行った後、走査型電子顕微鏡(SEM:Hitachi社製、S−4800)を使用して25万倍の倍率で断面を観察し、得られたSEM画像を解析することによって、陽極酸化皮膜上のベーマイト突起状物の平均高さ[nm]を測定した。結果を下記第1表に示す。
【0144】
<比(h/d)>
上記と同様にして、得られたSEM画像を解析し、陽極酸化皮膜に形成されているマイクロポアの平均ポア径(d)と、そのマイクロポアを封孔しているベーマイト突起状物の平均高さ(h)とを測定し、平均ポア径(d)に対する平均高さ(h)の比(h/d)の値を求めた。結果を下記第1表に示す。
このとき、陽極酸化皮膜上部〜底部にかけて観察し、得られたSEM画像中の任意の5本のマイクロポアについての比(h/d)を求め、その平均値を比(h/d)として下記第1表に示す。
【0145】
<平版印刷版原版の作製>
<下塗り層>
下記の下塗り液を、バーコーターを用いて乾燥塗布量2mg/m2となるよう上記支持体に塗布し、80℃で20秒間乾燥した。
【0146】
下塗り液
ポリマー(P1) 0.3質量部
純水 60.0質量部
メタノール 939.7質量部
【0147】
【化2】
ポリマー(P1)
【0148】
(平版印刷版原版の作製)
上記支持体上にバーコーターを用いて下記組成の感光性組成物(1)を塗布した後、90℃で1分間乾燥して感光性層を形成した。乾燥後の感光性層の質量は1.35g/m2であった。
【0149】
感光性組成物(1)
下記重合性化合物(1) 1.69質量部
(PLEX6661−O、デグサジャパン製)
下記バインダーポリマー(1) 1.87質量部
下記増感色素(1) 0.13質量部
下記重合開始剤(1) 0.46質量部
下記連鎖移動剤(1) 0.44質量部
ε―フタロシアニン顔料の分散物 1.70質量部
(顔料:15質量部、分散剤(アリルメタクリレート/メタクリル酸共重合体(質量平均分子量:6万、共重合モル比:83/17)):10質量部、シクロヘキサノン:15質量部)
熱重合禁止剤 0.012質量部
N−ニトロソフェニルヒドロキシルアミンアルミニウム塩
黄色顔料の分散物 0.5質量部
(黄色顔料Novoperm Yellow H2G(クラリアント製):15質量部、分散剤(アリルメタクリレート/メタクリル酸共重合体(質量平均分子量:6万、共重合モル比83/17)):10質量部、シクロヘキサノン:15質量部)
下記フッ素系界面活性剤(1)(質量平均分子量:1万) 0.03質量部
メチルエチルケトン 27.0質量部
プロピレングリコールモノメチルエーテル 26.7質量部
【0150】
【化3】
重合性化合物(1)
【0151】
【化4】
バインダーポリマー(1)
【0152】
【化5】
増感色素(1)
【0153】
【化6】
重合開始剤(1)
【0154】
【化7】
連鎖移動剤(1)
【0155】
【化8】
フッ素系界面活性剤(1)
【0156】
この感光性層上に、下記の保護層塗布液を乾燥塗布質量が2.5g/m2となるようにバーコーターで塗布し、120℃で1分間乾燥させ、平版印刷版原版を得た。
【0157】
保護層塗布液
PVA105 1.80質量部
(ポリビニルアルコール、ケン化度98モル%、クラレ社製)
PVP−K30(ポリビニルピロリドン、BASF社製) 0.40質量部
エマレックス710(日本エマルジョン社製) 0.03質量部
ルビスコールVA64W(BASF社製) 0.04質量部
上記ポリマー(P1) 0.05質量部
純水 36.5質量部
【0158】
<評価>
<膨れ>
得られた平版印刷版原版を30日間放置し、表面に膨れ(直径100μm程度)を発生させ、その後、富士フイルム社製Vx9600CTP(光源波長:405nm)を用いて、露光量が0.05mJ/cm2になるように調整し画像状に描き込みを行った。その後30秒以内に下記組成のアルカリ現像液を仕込んだG&J製PSプロセッサーInter Plater850HDを用い、プレヒートを行った後に25℃の現像液で現像した。
【0159】
アルカリ現像液組成
水酸化カリウム 0.15g
ポリオキシエチレンナフチルエーテル(n=13) 5.0g
キレスト400(キレート剤) 0.1g
水 94.75g
【0160】
現像後、画像部の抜けとなってしまった部位(アルミニウムの欠陥)を少なくとも400cm2以下の範囲でカウントすることにより、間接的に、膨れの個数を評価した。評価結果を下記第1表に示す。下記第1表中の記号の意味は以下のとおりである。
A :0〜2個/400cm2
A′:3〜5個/400cm2
B :6〜8個/400cm2
B′:9〜11個/400cm2
C :12〜14個/400cm2
C′:15〜17個/400cm2
D :18〜20個/400cm2
E :21〜25個/400cm2
F :26〜30個/400cm2
G :31個以上/400cm2
なお、膨れの個数が少ないほど画像抜けが少なくなるため好ましく、実用上の観点から「F」および「G」でないことが要求される。
【0161】
<耐刷性>
得られた平版印刷版原版に対して、富士フイルム社製Vx9600CTP(光源波長:405nm)を用いて、露光量が0.05mJ/cm2になるように調整し画像状に描き込みを行った。その後30秒以内に下記組成のアルカリ現像液を仕込んだG&J製PSプロセッサーInter Plater850HDを用い、プレヒートを行った後に25℃の現像液で現像した。得られた平版印刷版を、小森コーポレーション社製のリスロン印刷機で、DIC社製のDIC−GEOS(N)墨のインキを用いて印刷し、ベタ画像の濃度が薄くなり始めたと目視で認められた時点の印刷枚数により、耐刷性を評価した。評価結果を下記第1表に示す。
【0162】
アルカリ現像液組成
水酸化カリウム 0.15g
ポリオキシエチレンナフチルエーテル(n=13) 5.0g
キレスト400(キレート剤) 0.1g
水 94.75g
【0163】
<耐汚れ性>
得られた平版印刷版原版に対して、富士フイルム社製Vx9600CTP(光源波長:405nm)を用いて、露光量が0.05mJ/cm2になるように調整し画像状に描き込みを行った。その後30秒以内に下記組成のアルカリ現像液を仕込んだG&J製PSプロセッサーInter Plater850HDを用い、プレヒートを行った後に25℃の現像液で現像した。なお、いずれの平版印刷版原版も感度は良好であった。
【0164】
アルカリ現像液組成
水酸化カリウム 0.15g
ポリオキシエチレンナフチルエーテル(n=13) 5.0g
キレスト400(キレート剤) 0.1g
水 94.75g
【0165】
得られた平版印刷版を、三菱ダイヤ型F2印刷機(三菱重工業社製)で、DIC−GEOS(s)紅のインキを用いて印刷し、1万枚印刷した後におけるブランケットの汚れを目視で評価した。評価結果を下記第1表に示す。下記第1表中の記号の意味は以下のとおりである。
A:ブランケットがほとんど汚れていない
B:ブランケットが汚れているが許容範囲
C:ブランケットが汚れており印刷物が明らかに汚れている
なお、実用上の観点から、「C」でないことが要求される。
【0166】
【表1】
【0167】
【表2】
【0168】
上記第1表の結果から、実施例1〜43は、いずれも画像抜けの原因となる膨れの発生を抑制する効果に優れ、かつ、耐汚れ性も優れることが分かった。
【0169】
このとき、陽極酸化皮膜上のベーマイト突起状物の平均高さが6nm以上15nm未満である実施例よりも、平均高さが6nm未満である実施例の方が、耐汚れ性により優れることが分かった。
実施例1〜43においては、水蒸気処理の水蒸気温度がより高いほど、また、処理時間がより短いほど、陽極酸化皮膜上のベーマイト突起状物の平均高さが低くなる傾向にあることが分かった。
【0170】
また、水蒸気の温度が同じ130℃である実施例1〜3を対比すると、処理時間が長いほど比(h/d)の値が大きくなる傾向があり、膨れの発生を抑制する効果により優れることが分かった。これは、水蒸気の温度が150℃である実施例4〜9、同温度が170℃である実施例18〜20、同温度が200℃である実施例10〜12、および、同温度が350℃である実施例17,21,22についても同様の傾向が見られた。
【0171】
また、炭化アルミニウム濃度が異なる実施例6,13,14を対比すると、炭化アルミニウム濃度が最低(2ppm)である実施例6が、画像抜けの原因となる膨れの発生を抑制する効果により優れることが分かった。
【0172】
また、粗面化処理の条件が異なる実施例6,15,16を対比すると、粗面化処理の条件によらず、いずれも同等に、画像抜けの原因となる膨れの発生を抑制する効果に優れ、かつ、耐汚れ性も優れることが分かった。
【0173】
また、水蒸気処理の処理時間が同じ5秒である実施例2,6,11,17を対比すると、水蒸気の温度が高いほど比(h/d)の値が大きくなる傾向があり、画像抜けの原因となる膨れの発生を抑制する効果により優れることが分かった。
【0174】
また、実施例1〜22と実施例23〜43とを対比すると、事前塗工処理の有無が比(h/d)の値に影響を与えることが分かった。具体的には、事前塗工処理を施すことにより比(h/d)の値が大きくなり、膨れの発生を抑制する効果により優れる傾向にあることが分かった。
例えば、水蒸気処理における水蒸気の温度が130℃である実施例2と実施例23〜27とを対比すると、事前塗工処理を施していない実施例2よりも、事前塗工処理を施した実施例23〜27の方が、他の条件は同じであっても、比(h/d)の値が大きくなり、膨れの発生を抑制する効果がより優れる傾向にあることが分かった。
これは、水蒸気の温度が170℃である実施例19と実施例28〜31との対比結果、水蒸気の温度が200℃であって水蒸気処理の時間が1秒である実施例10と実施例32〜35との対比結果、水蒸気の温度が200℃であって水蒸気処理の時間が5秒である実施例11と実施例36〜39との対比結果、および、水蒸気の温度が350℃である実施例21と実施例40〜43との対比結果からも、同様の傾向が見られた。
【0175】
また、事前塗工処理における水の塗工量も、比(h/d)の値に影響を与えることが分かった。
例えば、実施例23〜27を見ると、事前塗工処理における水の塗工量が0.5cc/m2である実施例23は、事前塗工処理を施していない実施例2と比べて比(h/d)の値が大きくなっておらず、また、塗工量が10cc/m2である実施例27は実施例2と比べて比(h/d)の値が僅かに減少していた。これに対して、水の塗工量が1〜6cc/m2である実施例24〜26は、比(h/d)の値が大きくなっていた。
【0176】
なお、水蒸気処理における水蒸気の温度が高いほど事前塗工処理の効果が大きくなる傾向も見られた。例えば、水蒸気の温度が130℃の場合、事前塗工処理を行った実施例25の比(h/d)の値は、当該処理を行わなかった実施例2に対して1.2倍程度であるが、水蒸気の温度が170℃の場合、当該処理を行った実施例29の比(h/d)の値は、当該処理を行わなかった実施例19に対して1.3倍程度であった。
【0177】
これに対して、水蒸気処理を施さない比較例1は、画像抜けの原因となる膨れの発生を抑制する効果が得られないことが分かった。
また、水蒸気処理の温度範囲が130℃未満である比較例2,3は、陽極酸化皮膜上のベーマイト突起状物の高さが15nm以上であり、耐汚れ性に劣ることが分かった。さらに、比(h/d)の値が0.2未満であり、画像抜けの原因となる膨れの発生を抑制する効果に劣ることが分かった。
【符号の説明】
【0178】
1、12 アルミニウム板
2、4 ローラ状ブラシ
3 研磨スラリー液
5、6、7、8 支持ローラ
ta アノード反応時間
tc カソード反応時間
tp 電流が0からピークに達するまでの時間
Ia アノードサイクル側のピーク時の電流
Ic カソードサイクル側のピーク時の電流
50 主電解槽
51 交流電源
52 ラジアルドラムローラ
53a,53b 主極
54 電解液供給口
55 電解液
56 スリット
57 電解液通路
58 補助陽極
60 補助陽極槽
W アルミニウム板
101 アルミニウム
102 陽極酸化皮膜
103 炭化アルミニウム
104 水酸化アルミニウム
105 感光性層
106 マイクロポア
107 ベーマイト突起状物
d マイクロポアのポア径
h ベーマイト突起状物の高さ
【技術分野】
【0001】
本発明は、平版印刷版用支持体、および、平版印刷版原版に関する。
【背景技術】
【0002】
従来、平版印刷版原版としては、親水性の平版印刷版用アルミニウム支持体(以下、「平版印刷版用支持体」という)上に、親油性の感光性層を有するものが広く用いられている。そして、このような平版印刷版原版に対して、リスフィルムを介してマスク露光した後、現像処理を行い非画像部を溶解除去することで、所望の平版印刷版を得ることが行われている。
また、近年では、レーザー光のような指向性の高い光をデジタル化された画像情報に従って走査し、リスフィルムを介することなく平版印刷版を製造するコンピュータ・トゥ・プレート(CTP)技術も用いられている。
【0003】
上述したような平版印刷版用支持体は、アルミニウム板に、粗面化処理、陽極酸化処理等の処理を施すことによって得られる。
このとき、諸特性の改善を目的として、陽極酸化処理の後に、水蒸気による封孔処理が行われる場合があり、例えば、特許文献1には、「100℃1気圧において飽和した蒸気チャンバー内」で行う封孔処理が開示されている(9ページ)。
また、陽極酸化処理の後に行われる水蒸気による処理としては、例えば、特許文献2に、「温度120℃、水蒸気圧700Torr、処理時間10秒」という条件で行う処理が開示されている(9ページ、第2表)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平04−176690号公報
【特許文献2】特開昭59−114100号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、長期間保管した後の平版印刷版原版に露光し、現像処理を行うことで得られた平版印刷版を用いて印刷を行うと、真円状の画像抜け(「真円状白抜け」ともいう)が発生する場合があることが確認されている。
【0006】
本発明者らは、この画像抜けについて検討した。その結果、長期間保管後の平版印刷版原版の感光性層に、直径100μm程度の膨れが発生することがあり、この膨れが、画像部となるべき露光部位に発生すると、感光性層の重合不良が引き起こされて現像処理後に非画像部となり、画像抜けが発生することを見出した。
【0007】
さらに、本発明者らは、この膨れについて検討した。その結果、図1(A)に示すように、平版印刷版用支持体における金属のアルミニウム(Al)101と陽極酸化皮膜102との界面に存在する不純物である炭化アルミニウム(Al4C3)103が、陽極酸化皮膜102を介して供給される水(H2O)と反応して、下記式に示すように、水酸化アルミニウム(Al(OH)3)104となり、図1(B)に示すように、この水酸化アルミニウム104が成長(体積膨張)して陽極酸化皮膜102を貫いて、感光性層105をテント状に押し上げることにより、膨れが生じることを見出した。
Al4C3+12H2O→4(Al(OH)3)+3CH4
【0008】
なお、本発明者らは、炭化アルミニウム濃度を10ppm未満に規定しても、直径100μm程度の膨れが生じ、100μm程度の微小な画像抜けが発生することを見出した。
【0009】
炭化アルミニウムと反応する水については、平版印刷版用支持体を製造する際の粗面化処理、陽極酸化処理等の処理後に行われる水洗処理に由来することが考えられる。
また、平版印刷版用支持体上に形成される感光性層や保護層は、水分を透過する性質を有するため、このような水分も、炭化アルミニウムと反応すると考えられる。
【0010】
このような実情を鑑み、本発明者らは、画像抜けの原因となる膨れに対する影響を調査するべく、特許文献1,2等に開示されている水蒸気による処理について、あらためて検討を行った。その結果、陽極酸化処理が施されたアルミニウム板に、100℃程度の水蒸気を接触させる処理を施した場合、画像抜けの原因となる膨れの発生が抑制されないばかりか、アルミナ一水和物であるベーマイト(Al2O3・H2O、または、AlO(OH))からなる突起状物(以下「ベーマイト突起状物」ともいう)が陽極酸化皮膜上に生成してしまい、耐汚れ性に劣ることが分かった。
【0011】
そこで、本発明は、平版印刷版としたときに優れた耐汚れ性を示し、かつ、画像抜けの原因となる膨れの発生が抑制された平版印刷版原版を得ることができる平版印刷版用支持体を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明者らは、上記目的を達成すべく鋭意検討した結果、マイクロポア内にはベーマイト突起状物が存在する一方で、陽極酸化皮膜上のベーマイト突起状物の平均高さが所定値を下回る平版印刷版用支持体とすることで、耐汚れ性に優れ、かつ、画像抜けの原因となる膨れの発生が抑制されることを見出し、本発明を完成させた。
すなわち、本発明は、以下の(1)〜(4)を提供する。
【0013】
(1)アルミニウム板と、その上にアルミニウムの陽極酸化皮膜とを備え、上記陽極酸化皮膜中に上記アルミニウム板とは反対側の表面から深さ方向にのびるマイクロポアを有する平版印刷版用支持体であって、上記マイクロポアの内部の少なくとも一部がベーマイトからなる突起状物によって封孔され、上記陽極酸化皮膜上のベーマイトからなる突起状物の平均高さが15nm未満である、平版印刷版用支持体。
【0014】
(2)上記マイクロポアの平均ポア径(d)に対する、当該マイクロポアを封孔する上記突起状物の上記ポア径方向の平均高さ(h)の比(h/d)が0.2以上である、上記(1)に記載の平版印刷版用支持体。
【0015】
(3)上記(1)または(2)に記載の平版印刷版用支持体上に、(A)増感色素、(B)重合開始剤、(C)重合性化合物、および、(D)バインダーポリマーを有する感光性層を有する、平版印刷版原版。
【0016】
(4)上記感光性層上に保護層を有する、上記(3)に記載の平版印刷版原版。
【発明の効果】
【0017】
本発明によれば、平版印刷版としたときに優れた耐汚れ性を示し、かつ、画像抜けの原因となる膨れの発生が抑制された平版印刷版原版を得ることができる平版印刷版用支持体を提供することができる。
【図面の簡単な説明】
【0018】
【図1】従来技術の平版印刷版原版を模式的に示す断面図であり、(A)は膨れが発生する前の状態を示し、(B)は膨れが発生した後の状態を示す。
【図2】本発明の平版印刷版用支持体の製造方法によって得られた平版印刷版用支持体を用いた平版印刷版原版を模式的に示す断面図である。
【図3】本発明の平版印刷版用支持体の製造方法における電気化学的粗面化処理に用いられる交番波形電流波形図の一例を示すグラフである。
【図4】本発明の平版印刷版用支持体の製造方法における交流を用いた電気化学的粗面化処理におけるラジアル型セルの一例を示す側面図である。
【図5】本発明の平版印刷版用支持体の作製における機械粗面化処理に用いられるブラシグレイニングの工程の概念を示す側面図である。
【図6】本発明の平版印刷版用支持体の一部を模式的に示す断面図である。
【発明を実施するための形態】
【0019】
本発明の平版印刷版用支持体は、アルミニウム板と、その上にアルミニウムの陽極酸化皮膜とを備え、上記陽極酸化皮膜中に上記アルミニウム板とは反対側の表面から深さ方向にのびるマイクロポアを有する平版印刷版用支持体であって、上記マイクロポアの内部の少なくとも一部がベーマイトからなる突起状物によって封孔され、上記陽極酸化皮膜上のベーマイトからなる突起状物の平均高さが15nm未満である、平版印刷版用支持体である。
まず、本発明の平版印刷版用支持体を得るための、平版印刷用支持体の製造方法以下、「本発明の平版印刷版用支持体の製造方法」ともいう)について説明する。
【0020】
<平版印刷版用支持体の製造方法>
本発明の平版印刷版用支持体の製造方法は、アルミニウム板に陽極酸化処理を施して平版印刷版用支持体を得る平版印刷版用支持体の製造方法であって、上記陽極酸化処理を施す陽極酸化処理工程と、上記陽極酸化処理工程の後に、上記アルミニウム板を水蒸気に接触させる処理である水蒸気処理を施す水蒸気処理工程と、を備え、上記水蒸気の温度が、130〜350℃である、平版印刷版用支持体の製造方法である。
【0021】
以下では、まず、本発明の平版印刷版用支持体の製造方法にて使用されるアルミニウム板について説明し、その後、当該製造方法が備える各工程について詳述する。
【0022】
<アルミニウム板>
アルミニウム板は、寸度的に安定なアルミニウムを主成分とする金属であり、アルミニウムまたはアルミニウム合金からなる。純アルミニウム板の他、アルミニウムを主成分とし、微量の異元素を含む合金板、またはアルミニウム(合金)がラミネートもしくは蒸着されたプラスチックフィルムもしくは紙の中から選ばれる。更に、特公昭48−18327号公報に記載されているようなポリエチレンテレフタレートフィルム上にアルミニウムシートが結合された複合体シートでもかまわない。
【0023】
以下の説明において、上述したアルミニウムまたはアルミニウム合金からなる板をアルミニウム板と総称する。このようなアルミニウム合金に含まれる異元素としては、ケイ素、鉄、マンガン、銅、マグネシウム、クロム、亜鉛、ビスマス、ニッケル、チタン等が挙げられ、合金中の異元素の含有量は、10質量%以下である。アルミニウム板としては純アルミニウム板が好適であるが、完全に純粋なアルミニウムは製錬技術上製造が困難であるので、僅かに異元素を含有するものでもよい。このようなアルミニウム板としては、従来より公知公用の素材、例えばJIS A 1050、JIS A 1100、JIS A 3103、JIS A 3005等を用いることができる。
【0024】
上記アルミニウム板は、さらに、不可避不純物として、炭化アルミニウム(Al4C3)を含有している。画像抜けの原因となる膨れの発生をより抑制できるという理由から、上記アルミニウム板における炭化アルミニウム濃度は、15ppm以下であることが好ましく、10ppm以下であることがより好ましい。また、この炭化アルミニウム濃度の下限値としては、特に限定されないが、通常、不可避的に、1ppm以上となる。
なお、炭化アルミニウム濃度は、ガスクロ分析(正式名称:ガスクロマトグラフ分析法、軽金属協会規格LIS−A07−1971に準拠)で測定される。
【0025】
また、上記アルミニウム板は、通常ウェブ状で連続走行させながら処理され、その幅は400mm〜2000mm程度、厚みは、およそ0.1mm〜0.6mm程度である。この厚み印刷機の大きさ、印刷版の大きさおよびユーザーの希望により適宜変更することができる。
【0026】
<粗面化処理工程>
本発明の平版印刷版用支持体の製造方法は、粗面化処理工程を備えていてもよい。粗面化処理工程は、上記アルミニウム板の表面に、電気化学的粗面化処理を含む粗面化処理を施す工程である。当該工程は、後述する陽極酸化処理工程の前に実施されることが好ましいが、上記アルミニウム板の表面がすでに好ましい表面形状を有していれば、特に実施しなくてもよい。
<電気化学的粗面化処理>
【0027】
電気化学的粗面化処理は、アルミニウム板の表面に微細な凹凸(ピット)を付与することが容易であるため、印刷性の優れた平版印刷版を作るのに適している。
電気化学的粗面化処理は、硝酸または塩酸を主体とする水溶液中で、直流または交流を用いて行われる。
【0028】
電気化学的粗面化処理に用いられる水溶液について説明する。
電気化学的粗面化処理で用いる硝酸を主体とする水溶液は、通常の直流または交流を用いた電気化学的な粗面化処理に用いるものを使用でき、1〜100g/Lの硝酸水溶液に、硝酸アルミニウム、硝酸ナトリウム、硝酸アンモニウムなどの硝酸イオン;塩化アルミニウム、塩化ナトリウム、塩化アンモニウムなどの塩酸イオン;等を有する塩酸または硝酸化合物の1つ以上を1g/L〜飽和まで添加して使用することができる。
また、硝酸を主体とする水溶液中には、鉄、銅、マンガン、ニッケル、チタン、マグネシウム、シリカ等のアルミニウム合金中に含まれる金属が溶解していてもよい。
具体的には、硝酸0.5〜2質量%水溶液中にアルミニウムイオンが3〜50g/Lとなるように塩化アルミニウム、硝酸アルミニウムを添加した液を用いるのが好ましい。
また、温度は10〜90℃が好ましく、40〜80℃がより好ましい。
【0029】
一方、電気化学的粗面化処理で用いる塩酸を主体とする水溶液は、通常の直流または交流を用いた電気化学的な粗面化処理に用いるものを使用でき、1〜100g/Lの塩酸水溶液に、硝酸アルミニウム、硝酸ナトリウム、硝酸アンモニウムなどの硝酸イオン;塩化アルミニウム、塩化ナトリウム、塩化アンモニウムなどの塩酸イオン;等を有する塩酸または硝酸化合物の1つ以上を1g/L〜飽和まで添加して使用することができる。
また、塩酸を主体とする水溶液中には、鉄、銅、マンガン、ニッケル、チタン、マグネシウム、シリカ等のアルミニウム合金中に含まれる金属が溶解していてもよい。
具体的には、塩酸0.5〜2質量%水溶液中にアルミニウムイオンが3〜50g/Lとなるように塩化アルミニウム、硝酸アルミニウムを添加した液を用いるのが好ましい。
また、温度は10〜60℃が好ましく、20〜50℃がより好ましい。次亜塩素酸を添加してもよい。
【0030】
電気化学的粗面化処理の交流電源波形は、サイン波、矩形波、台形波、三角波などを用いることができる。周波数は0.1〜250Hzが好ましい。
【0031】
図3は、本発明の平版印刷版用支持体の製造方法における電気化学的粗面化処理に用いられる交番波形電流波形図の一例を示すグラフである。
図3において、taはアノード反応時間、tcはカソード反応時間、tpは電流が0からピークに達するまでの時間、Iaはアノードサイクル側のピーク時の電流、Icはカソードサイクル側のピーク時の電流である。台形波において、電流が0からピークに達するまでの時間tpは1〜10msecが好ましい。電源回路のインピーダンスの影響のため、tpが1未満であると電流波形の立ち上がり時に大きな電源電圧が必要となり、電源の設備コストが高くなる。10msecより大きくなると、電解液中の微量成分の影響を受けやすくなり均一な粗面化が行われにくくなる。電気化学的な粗面化に用いる交流の1サイクルの条件が、アルミニウム板のアノード反応時間taとカソード反応時間tcの比tc/taが1〜20、アルミニウム板がアノード時の電気量Qcとアノード時の電気量Qaの比Qc/Qaが0.3〜20、アノード反応時間taが5〜1000msec、の範囲にあるのが好ましい。tc/taは2.5〜15であるのがより好ましい。Qc/Qaは2.5〜15であるのがより好ましい。電流密度は台形波のピーク値で電流のアノードサイクル側Ia、カソードサイクル側Icともに10〜200A/dm2が好ましい。Ic/Iaは0.3〜20の範囲にあるのが好ましい。電気化学的な粗面化が終了した時点でのアルミニウム板のアノード反応にあずかる電気量の総和は、25〜1000C/dm2が好ましい。
【0032】
交流を用いた電気化学的な粗面化に用いる電解槽は、縦型、フラット型、ラジアル型など公知の表面処理に用いる電解槽が使用可能であるが、特開平5−195300号公報に記載されているようなラジアル型電解槽が特に好ましい。
【0033】
交流を用いた電気化学的な粗面化には図4に示した装置を用いることができる。
図4は、本発明の平版印刷版用支持体の製造方法における交流を用いた電気化学的粗面化処理におけるラジアル型セルの一例を示す側面図である。
図4において、50は主電解槽、51は交流電源、52はラジアルドラムローラ、53a,53bは主極、54は電解液供給口、55は電解液、56はスリット、57は電解液通路、58は補助陽極、60は補助陽極槽、Wはアルミニウム板である。電解槽を2つ以上用いるときには、電解条件は同じでもよいし、異なっていてもよい。
アルミニウム板Wは主電解槽50中に浸漬して配置されたラジアルドラムローラ52に巻装され、搬送過程で交流電源51に接続する主極53a、53bにより電解処理される。電解液55は電解液供給口54からスリット56を通じてラジアルドラムローラ52と主極53a、53bとの間の電解液通路57に供給される。主電解槽50で処理されたアルミニウム板Wは次いで補助陽極槽60で電解処理される。この補助陽極槽60には補助陽極58がアルミニウム板Wと対向配置されており、電解液55が補助陽極58とアルミニウム板Wとの間の空間を流れるように供給される。
【0034】
一方、電気化学的粗面化処理では、アルミニウム板とこれに対向する電極間に直流電流を加え、電気化学的に粗面化する方法であってもよい。
【0035】
粗面化処理は、電気化学的粗面化処理のみを施してもよいが、電気化学的粗面化処理と機械的粗面化処理および/または化学的粗面化処理とを組み合わせて施してもよい。
機械的粗面化処理と電気化学的粗面化処理とを組み合わせる場合には、機械的粗面化処理の後に、電気化学的粗面化処理を施すのが好ましい。
【0036】
<機械的粗面化処理>
機械的粗面化処理は、一般的には、アルミニウム板の表面を表面粗さRa:0.35〜1.0μmとする目的で施される。
機械的粗面化処理の諸条件は特に限定されないが、例えば、特公昭50−40047号公報に記載されている方法に従って施すことができる。機械的粗面化処理は、パミストン懸濁液を使用したブラシグレイン処理により施したり、転写方式で施したりすることができる。
【0037】
機械的粗面化処理は、毛径が0.2〜1.61mmの回転するナイロンブラシロールと、アルミニウム板表面に供給されるスラリー液で機械的に粗面化処理するのが好ましい。
研磨剤としては公知の物が使用できるが、珪砂、石英、水酸化アルミニウムまたはこれらの混合物が好ましい。
スラリー液の比重は1.05〜1.3が好ましい。勿論、スラリー液を吹き付ける方式、ワイヤーブラシを用いる方式、凹凸を付けた圧延ロールの表面形状をアルミニウム板に転写する方式などを用いてもよい。
【0038】
<化学的粗面化処理>
化学的粗面化処理も特に限定されず、公知の方法に従って施すことができる。
機械的粗面化処理の後には、以下の化学エッチング処理を施すのが好ましい。機械的粗面化処理の後に施される化学エッチング処理は、アルミニウム板の表面の凹凸形状のエッジ部分をなだらかにし、印刷時のインキの引っかかりを防止し、平版印刷版の耐汚れ性を向上させるとともに、表面に残った研磨材粒子等の不要物を除去するために行われる。
化学エッチング処理としては、酸によるエッチングやアルカリによるエッチングが知られているが、エッチング効率の点で特に優れている方法として、アルカリ溶液を用いる化学エッチング処理(以下、「アルカリエッチング処理」ともいう。)が挙げられる。
【0039】
アルカリ溶液に用いられるアルカリ剤は、特に限定されないが、例えば、カセイソーダ、カセイカリ、メタケイ酸ソーダ、炭酸ソーダ、アルミン酸ソーダ、グルコン酸ソーダ等が好適に挙げられる。
また、各アルカリ剤は、アルミニウムイオンを含有してもよい。アルカリ溶液の濃度は、0.01質量%以上であるのが好ましく、3質量%以上であるのがより好ましく、また、30質量%以下であるのが好ましく、25質量%以下であるのがより好ましい。
更に、アルカリ溶液の温度は室温以上であるのが好ましく、30℃以上であるのがより好ましく、80℃以下であるのが好ましく、75℃以下であるのがより好ましい。
【0040】
エッチング量は、0.1g/m2以上であるのが好ましく、1g/m2以上であるのがより好ましく、また、20g/m2以下であるのが好ましく、10g/m2以下であるのがより好ましい。
また、処理時間は、エッチング量に対応して2秒〜5分であるのが好ましく、生産性向上の点から2〜10秒であるのがより好ましい。
【0041】
機械的粗面化処理後にアルカリエッチング処理を施した場合、アルカリエッチング処理により生じる生成物を除去するために、低温の酸性溶液を用いて化学エッチング処理(以下、「デスマット処理」ともいう。)を施すのが好ましい。
酸性溶液に用いられる酸は、特に限定されないが、例えば、硫酸、硝酸、塩酸が挙げられる。酸性溶液の濃度は、1〜50質量%であるのが好ましい。また、酸性溶液の温度は、20〜80℃であるのが好ましい。酸性溶液の濃度および温度がこの範囲であると、本発明の平版印刷版用支持体を用いた平版印刷版の耐ポツ状汚れ性がより向上する。
【0042】
上記粗面化処理は、所望により機械的粗面化処理および化学エッチング処理を施した後に、電気化学的粗面化処理を施す処理であるが、機械的粗面化処理を行わずに電気化学的粗面化処理を施す場合にも、電気化学的粗面化処理の前に、カセイソーダ等のアルカリ水溶液を用いて化学エッチング処理を施すことができる。これにより、アルミニウム板の表面近傍に存在する不純物等を除去することができる。
【0043】
また、電気化学的粗面化処理の後には、以下の化学エッチング処理を行うのが好ましい。電気化学的粗面化処理後のアルミニウム板の表面には、スマットや金属間化合物が存在する。電気化学的粗面化処理の後に行われる化学エッチング処理においては、特にスマットを効率よく除去するため、まず、アルカリ溶液を用いて化学エッチング処理(アルカリエッチング処理)をするのが好ましい。アルカリ溶液を用いた化学エッチング処理の諸条件は、処理温度は20〜80℃であるのが好ましく、また、処理時間は1〜60秒であるのが好ましい。また、アルカリ溶液中にアルミニウムイオンを含有するのが好ましい。
【0044】
さらに、電気化学的粗面化処理後にアルカリ溶液を用いる化学エッチング処理を行った後、それにより生じる生成物を除去するために、低温の酸性溶液を用いて化学エッチング処理(デスマット処理)を行うのが好ましい。
また、電気化学的粗面化処理後にアルカリエッチング処理を行わない場合においても、スマットを効率よく除去するため、デスマット処理を行うのが好ましい。
【0045】
上述した化学エッチング処理は、いずれも浸せき法、シャワー法、塗布法等により行うことができ、特に限定されない。
【0046】
<陽極酸化処理工程>
陽極酸化処理工程は、アルミニウム板(上記粗面化処理が施されたアルミニウム板を含む)に直流または交流を流す陽極酸化処理を施すことにより、該アルミニウム板表面に深さ方向(厚み方向)にのびるマイクロポアを有するアルミニウムの酸化皮膜である陽極酸化皮膜を形成する工程である。
【0047】
陽極酸化処理に用いられる電解質としては、陽極酸化皮膜を形成させる種々の電解質の使用が可能である。一般的には、硫酸、塩酸、シュウ酸、クロム酸またはそれらの混酸が用いられる。それらの電解質の濃度は電解質の種類によって適宜決められる。
【0048】
陽極酸化処理の条件は、用いられる電解質により種々変わるので一概に特定することはできないが、一般的には、電解質濃度1〜80質量%溶液、液温5〜70℃、電流密度5〜60A/dm2、電圧1〜100V、電解時間10秒〜5分であるのが好ましい。
形成される陽極酸化皮膜の量は、1.0〜5.0g/m2であるのが好ましく、1.5〜4.0g/m2であるのがより好ましい。この範囲で、良好な耐刷性と平版印刷版の非画像部の良好な耐傷性が得られる。
【0049】
<水蒸気処理工程>
水蒸気処理工程は、上記陽極酸化処理工程の後に、上記アルミニウム板(上記粗面化処理および/または上記陽極酸化処理が施された上記アルミニウム板を含む)を水蒸気に接触させる処理である水蒸気処理を施す工程である。
ここで、上記水蒸気処理における水蒸気の温度は、130〜350℃である。
【0050】
上記アルミニウム板の表面付近に存在する炭化アルミニウム(Al4C3)は、上記温度範囲の水蒸気(H2O)と接触することにより、水酸化アルミニウム(Al(OH)3)となって成長(体積膨張)する。
このため、後述する感光性層105は、図2に示すように、成長した水酸化アルミニウム104に沿って形成されると考えられる。このとき、水酸化アルミニウム104は、すでに成長(体積膨張)を終えているので、水分が供給されても、さらに成長することはなく、形成された感光性層105は、経時で持ち上げられることがなくなる。こうして、画像抜けの原因となる膨れの発生が抑制される。
【0051】
また、上述したように、100℃や120℃の水蒸気による処理を陽極酸化処理の後に行った場合には、ベーマイト突起状物が陽極酸化皮膜上に生成してしまう。
しかし、上記水蒸気処理を施した場合には、ベーマイト突起状物の生成が抑制され、耐汚れ性に優れる。
【0052】
また、水蒸気の温度を350℃超にして処理を施した場合には、焼きなまし効果によって上記アルミニウム板の強度が低下してしまうが、上記水蒸気処理における水蒸気の温度は、350℃以下であるため、上記アルミニウム板の強度に優れる。
【0053】
上記水蒸気処理の圧力条件は、0.3〜1atmであることが好ましく、0.5〜1atmであることがより好ましい。
【0054】
上記水蒸気処理の処理時間は、長くなるに従い、画像抜けの原因となる膨れの発生を抑制する効果がより優れるが、処理時間が短いほど、陽極酸化皮膜上のベーマイト突起状物の生成が抑制され、その平均高さが低くなる傾向にあることから、1〜60秒であるのが好ましい。
【0055】
上記水蒸気処理における水蒸気の温度は、得られる効果がより優れるという理由から、150〜350℃であるのが好ましく、180〜350℃であるのより好ましく、200〜350℃であるのがさらに好ましい。
【0056】
上記水蒸気処理において、上記アルミニウム板に水蒸気を接触させる方法としては、特に限定されないが、例えば、湯沸し方式で発生させた水蒸気をボックス内に充填し、上記アルミニウム板を走らせる方法;蒸気ノズルから水蒸気を上記アルミニウム板に直接吹きかける方法;等が挙げられる。
【0057】
<親水化処理工程>
本発明の平版印刷版用支持体の製造方法は、上記陽極酸化処理工程および上記水蒸気処理工程の後に、さらに、親水化処理工程を備えていてもよい。このような親水化処理工程は、上記陽極酸化処理および上記水蒸気処理が施された上記アルミニウム板に、親水化処理を施す工程である。
上記親水化処理としては、例えば、特開2005−254638の段落[0109]〜[0114]に開示される公知の方法が使用できるが、ケイ酸ソーダ、ケイ酸カリ等のアルカリ金属ケイ酸塩の水溶液に浸漬させる方法;親水性ビニルポリマーまたは親水性化合物を塗布して親水性の下塗層を形成させる方法;等により、親水化処理を行うのが好ましい。
ケイ酸ソーダ、ケイ酸カリ等のアルカリ金属ケイ酸塩の水溶液による親水化処理は、米国特許第2,714,066号明細書および米国特許第3,181,461号明細書に記載されている方法および手順に従って行うことができる。
また、親水性の下塗層の形成による親水化処理は、特開昭59−101651号公報および特開昭60−149491号公報に記載されている条件および手順に従って行うことができる。
【0058】
<事前塗工処理工程>
本発明の平版印刷版用支持体の製造方法は、上記陽極酸化処理工程と上記水蒸気処理工程との間に、さらに、事前塗工処理工程を備えていてもよい。
上記事前塗工処理工程は、上記水蒸気処理工程の前に、上記陽極酸化処理が施された上記アルミニウム板の表面に形成されている陽極酸化皮膜上に水を塗工する処理(以下、「事前塗工処理」という)を施す工程である。
【0059】
後述するように、水蒸気処理で使用される130〜350℃の水蒸気(いわゆる過熱水蒸気)の乾燥能力によって、陽極酸化皮膜の表面にある結露水が除去される。このとき、過熱水蒸気は、高温になるに従って乾燥能力が高くなる。このため、過熱水蒸気を高温にしすぎると、陽極酸化皮膜の表面のみならず、マイクロポア内の水分までも除去されてしまい、マイクロポア内のベーマイト突起状物の生成が抑制される場合がある。その場合、画像抜けの原因となる膨れの発生を抑制する効果(そのメカニズム等については後述する)が低減する。
【0060】
事前塗工処理は、このような事情を踏まえて行われる処理であり、水蒸気処理の前に適度な水分を補給することで、水蒸気処理により得られる効果をより良好にするものである。
なお、水蒸気処理で使用される水蒸気の温度が高いほど、事前塗工処理による効果がより発揮されるものであるから、このような観点からは、水蒸気処理で使用される水蒸気の温度は170〜350℃であるのが好ましい。
また、水蒸気処理の処理時間が長くなるに従って水蒸気処理による効果がより優れるものであるが、事前塗工処理を施すことで、水蒸気処理の処理時間をより短時間にすることもできる。
【0061】
事前塗工処理に際しては、水を塗工する前に、まず、上記陽極酸化処理が施された上記アルミニウム板を乾燥するのが好ましい。この乾燥の方法としては特に限定されない。
【0062】
塗工される水の量としては、例えば、0.5〜10cc/m2が挙げられ、得られる効果がより優れるという理由から、1〜6cc/m2が好ましい。
なお、塗工される水としては、純水が好ましく、その温度は、特に限定されない。
水を塗工する方法としては、一般的なウェットコーティング方式を用いることができ、その具体例としては、ディップ方式、ロール方式、バー方式、ブレード方式、エアナイフ方式、スロットダイ方式、スプレー方式、スライド方式等が挙げられ、なかでも、塗工精度の観点から、接触式のロール方式が好ましい。
ロール方式を採用する場合、使用されるロールの表面素材としては、摩擦によって陽極酸化皮膜を傷つけてしまうことを抑制する観点から、ゴムであるのが好ましく、具体的には、例えば、エチレン−プロピレン−ジエンゴム(EPDM)、シリコンゴム、ウレタンゴム、ポリビニルアルコール(PVA)、フォルテム(明治ゴム化成社製)等が挙げられる。
ロール方式を採用する場合、とりわけ、ロールの表面素材がゴムである場合、塗工する水の量は、例えば、タッチロールの径、ゴム硬度、タッチ幅、タッチ圧、ゴム厚などによって制御することができる。
ロール方式を採用する場合、一般的なロール方式と同様に、ロールの表面に、搬送方向に平行な直線溝;搬送方向に対して傾いた斜線溝;格子状の溝;ハニカム状の溝;等の溝を設けることで、塗工される水の量の幅方向の均一性を高めることができる。
【0063】
<平版印刷版用支持体>
本発明の平版印刷版用支持体は、本発明の平版印刷版用支持体の製造方法によって得られた平版印刷版用支持体である。
【0064】
以下では、図6に基いて、本発明の平版印刷版用支持体について詳細に説明する。図6は、本発明の平版印刷版用支持体の一部を模式的に示す断面図である。
【0065】
図6に示すように、本発明の平版印刷版用支持体においては、マイクロポア106の内部の少なくとも一部が、ベーマイト突起状物107によって封孔されている。より詳細に見ると、マイクロポア106の内部では、ベーマイト突起状物107は、酸化アルミニウムと水との水和反応によって、側面から生成して、マイクロポア106のポア径(図6中、dで示す)方向に成長している。なお、図6中では、ベーマイト突起状物107の、ポア径(d)方向の高さを、hで示している。
【0066】
マイクロポア106がベーマイト突起状物107によって封孔された状態においては、水分が陽極酸化皮膜102を透過しづらくなっている。
つまり、仮に、アルミニウム101の表面付近に存在する炭化アルミニウム103(図1および図2参照)が水酸化アルミニウム104(同)として成長せずに残存した場合であっても、後に供給される水分が炭化アルミニウム103に到達しにくい状態にある。
そのため、炭化アルミニウム103がさらに成長することが抑制され、感光性層105は、経時で持ち上げられることがなくなる。こうして、画像抜けの原因となる膨れの発生がより抑制される。
【0067】
マイクロポア106の平均ポア径(d)に対する、ベーマイト突起状物107の平均高さ(h)の比(h/d)の値が大きいほど、マイクロポア106がベーマイト突起状物107によって、より封孔されていることを示し、画像抜けの原因となる膨れの発生がより抑制される。
このような観点から、比(h/d)の値は、0.2以上が好ましく、0.6以上がより好ましく、0.8以上がさらに好ましい。
ここで、「平均ポア径」とは、1本のマイクロポア106におけるポア径(d)の平均値のことをいい、「平均高さ」とは、その1本のマイクロポア106を封孔する複数本のベーマイト突起状物107の高さ(h)の平均値のことをいう。
なお、マイクロポア106の平均ポア径(d)、および、ベーマイト突起状物107の平均高さ(h)は、例えば、任意の方法(切削、冶具を使用した折り曲げ)で断面出しを行った後、走査型電子顕微鏡(SEM)を使用して25万倍の倍率で断面を観察し、得られた画像を解析することにより求めることができる。
【0068】
一方、陽極酸化皮膜102上においても、酸化アルミニウムと水との水和反応により、汚れ性の原因となるベーマイト突起状物(図示せず)が生成し、高さ方向(図6中、上方向)に成長することがある。
しかし、本発明の平版印刷版用支持体においては、その平均高さが15nm未満と短く、その生成量が比較的少量である。つまり、本発明においては、汚れ性の原因となる、陽極酸化皮膜102上のベーマイト突起状物の生成が抑制されているため、平版印刷版としたときに優れた耐汚れ性を示す。
【0069】
陽極酸化皮膜102上のベーマイト突起状物の平均高さは、耐汚れ性により優れるという理由から、6nm以下であるのが好ましく、実質的に当該突起状物を陽極酸化皮膜上に有していない態様が最も好ましい。
なお、陽極酸化皮膜102上のベーマイト突起状物の平均高さは、ベーマイト突起状物107の平均高さ(h)と同様にして、SEMを用いて測定することができる。
【0070】
ところで、上述した水蒸気処理の開始時、具体的には、アルミニウム板が水蒸気処理が行われるゾーン(ボックス等)に突入した瞬間、アルミニウム板と水蒸気との温度差に起因して、結露水が生成すると考えられる。
本発明の平版印刷版用支持体において、陽極酸化皮膜102上のベーマイト突起状物の平均高さが15nm未満と短いのは、上述した水蒸気処理で使用される130℃以上の水蒸気(いわゆる過熱水蒸気)の乾燥能力によって、陽極酸化皮膜102の表面にある結露水が除去されて、陽極酸化皮膜102上のベーマイト突起状物の生成が抑制されるためと考えられる。
【0071】
このとき、マイクロポア106の内部の結露水は除去されずに残存し、陽極酸化皮膜102の表面の結露水のみが除去されるものと考えられる。そのため、上述のように、マイクロポア106の内部では、ベーマイト突起状物107が生成すると考えられる。
【0072】
<平版印刷版原版>
本発明の平版印刷版用支持体には、感光性層、感熱層等の画像記録層を設けて、平版印刷版原版とすることができる。画像記録層は、特に限定されないが、例えば、特開2003−1956号公報の段落[0042]〜[0198]に記載される、コンベンショナルポジタイプ、コンベンショナルネガタイプ、フォトポリマータイプ、サーマルポジタイプ、サーマルネガタイプ、機上現像可能な無処理タイプが挙げられる。
【0073】
本発明の平版印刷版原版は、本発明の平版印刷版用支持体上に、(A)増感色素、(B)重合開始剤、(C)重合性化合物、および、(D)バインダーポリマーを有する感光性層を有することが好ましく、さらに、上記感光性層上に保護層を有することがより好ましい。
以下では、このような本発明の平版印刷版原版について詳細に説明する。
【0074】
<感光性層>
(A)増感色素
上記感光性層には、露光光源の波長に対応した増感色素が含有される。ここでは、350〜450nmの波長域に極大吸収を有する増感色素について説明する。このような増感色素としては、例えば、メロシアニン色素類、ベンゾピラン類、クマリン類、芳香族ケトン類、アントラセン類、等を挙げることができ、具体的には、特開2008−46528号公報の[0019]〜[0056]等に記載されているもの用いることができる。
【0075】
これらの増感色素のどの構造を用いるか、単独で使用するか2種以上併用するか、添加量はどうか、といった使用法の詳細は、適宜設定できる。
比較的薄い膜厚で使用する平版印刷版としての使用に際しては、増感色素の添加量は、感光性層の吸光度が0.1から1.5の範囲、好ましくは0.25から1の範囲となるように設定するのが好ましい。通常、感光性層の全固形分に対し、好ましくは0.05〜30質量%、更に好ましくは0.1〜20質量%、最も好ましくは0.2〜10質量%である。
【0076】
(B)重合開始剤
重合開始剤としては、トリハロメチル化合物、カルボニル化合物、有機過酸化物、アゾ系化合物、アジド化合物、メタロセン化合物、ヘキサアリールビイミダゾール系化合物、有機ホウ素化合物、ジスルホン化合物、オキシムエステル化合物、オニウム塩化合物が挙げられる。中でも、ヘキサアリールビイミダゾール系化合物、オニウム塩、トリハロメチル化合物およびメタロセン化合物からなる群より選択される少なくとも1種であることが好ましく、特にヘキサアリールビイミダゾール系化合物が好ましい。
このような重合開始剤としては、具体的には、例えば、特開2008−46528号公報の[0060]〜[0067]等に記載されているものを用いることができる。
【0077】
重合開始剤は単独もしくは2種以上の併用によって好適に用いられる。
感光性層中の重合開始剤の使用量は感光性層全固形分の質量に対し、好ましくは0.01〜20質量%、より好ましくは0.1〜15質量%である。さらに好ましくは1.0質量%〜10質量%である。
【0078】
(C)重合性化合物
重合性化合物は、少なくとも一個のエチレン性不飽和二重結合を有する付加重合性化合物であり、末端エチレン性不飽和結合を少なくとも1個、好ましくは2個以上有する化合物から選ばれる。このような化合物群は当該産業分野において広く知られるものであり、これらを特に制限無く用いることができる。これらは、例えばモノマー、プレポリマー、すなわち2量体、3量体およびオリゴマー、またはそれらの混合物ならびにそれらの共重合体などの化学的形態をもつ。モノマーの例としては、不飽和カルボン酸(例えば、アクリル酸、メタクリル酸、イタコン酸、クロトン酸、イソクロトン酸、マレイン酸など)や、そのエステル類、アミド類が挙げられ、好ましくは、不飽和カルボン酸と脂肪族多価アルコール化合物とのエステル、不飽和カルボン酸と脂肪族多価アミン化合物とのアミド類が用いられる。また、ヒドロキシル基やアミノ基、メルカプト基等の求核性置換基を有する不飽和カルボン酸エステル或いはアミド類と単官能もしくは多官能イソシアネート類或いはエポキシ類との付加反応物、および単官能もしくは、多官能のカルボン酸との脱水縮合反応物等も好適に使用される。また、イソシアネート基や、エポキシ基等の親電子性置換基を有する不飽和カルボン酸エステル或いはアミド類と単官能もしくは多官能のアルコール類、アミン類、チオール類との付加反応物、更にハロゲン基や、トシルオキシ基等の脱離性置換基を有する不飽和カルボン酸エステル或いはアミド類と単官能もしくは多官能のアルコール類、アミン類、チオール類との置換反応物も好適である。また、別の例として、上記の不飽和カルボン酸の代わりに、不飽和ホスホン酸、スチレン、ビニルエーテル等に置き換えた化合物群を使用することも可能である。
このような重合性化合物としては、具体的には、例えば、特開2008−46528号公報の[0070]〜[0078]等に記載されているものを用いることができる。
【0079】
これらの重合性化合物について、その構造、単独使用か併用か、添加量等の使用方法の詳細は、最終的な平版印刷版原版の性能設計にあわせて任意に設定できる。
【0080】
上記の重合性化合物は、感光性層の全固形分に対して、好ましくは5〜80質量%、更に好ましくは25〜75質量%の範囲で使用される。また、これらは単独で用いても2種以上併用してもよい。
【0081】
(D)バインダーポリマー
バインダーポリマーとしては、感光性層の皮膜形成剤としてだけでなく、アルカリ現像液に溶解する必要があるため、アルカリ水に可溶性または膨潤性である有機高分子重合体が使用される。すなわち、アルカリ水に可溶性または膨潤性であるポリマーであることにより、アルカリ現像によって、必要によりブラシなどの圧力を加えることで、除去されるものである。
【0082】
使用されるバインダーポリマーは、下記式(1)から(3)で示される構造単位を有するバインダーポリマーである。
【0083】
【化1】
【0084】
式中、R1、R2は、各々独立に、水素原子または炭素数1〜6のアルキル基を示し、R3は水素原子、炭素数1〜6のアルキル基、または、水酸基、ハロゲン原子、アミノ基、メトキシ基若しくはカルボキシル基で置換された炭素数1〜6の置換アルキル基を示し、Xは−COOH、−CO−W1−L1−COOHおよび−SO3Hから選ばれる官能基を示し、W1は酸素原子、硫黄原子または−NH−基を示し、L1は2価の有機基を示し、Yは−CO−O−CH2−CH=CH2基、−CO−W2−L2−O−CO−CR4=CH2基を示し、W2は酸素原子、硫黄原子または−NH−基を示し、L2は2価の有機基を示し、R4は水素原子または炭素数1〜6のアルキル基を示し、W3は酸素原子、硫黄原子または−NH−基を示し、R5は炭素数1〜18のアルキル基、炭素数5〜20の脂環構造を有するアルキル基または炭素数6〜20の芳香環を有する基を示す。
このようなバインダーポリマーの具体例としては、例えば、特開2008−46528号公報の[0085]〜[0090]等に記載されているものを用いることができる。
【0085】
使用されるバインダーポリマーは適当な分子量、酸価を有することが好ましく、質量平均分子量で5000〜30万、酸価0.5〜200の高分子重合体が特に好ましい。ここで酸価とは、試料1g中に含まれる遊離脂肪酸を中和するのに必要な水酸化カリウムのmg数をいう。酸価はより好ましくは5.0〜180、特に好ましくは10〜150である。
また、式(2)で表されるエチレン性不飽和二重結合を有する構造単位に対する、式(1)で表される構造単位及び式(3)で表される構造単位の総量の比は、質量比で、0.1〜3.0の範囲とするのが好ましく、より好ましくは0.1〜2.0であり、最も好ましくは0.1〜1.0である。
上記の分子量、酸価、二重結合量を満足する組み合わせであれば、式(1)、(2)、(3)で表される構造単位の混合割合は、どのような組み合わせになっても良い。これらを満足する範囲であれば、式(1)〜(3)で表される構造単位以外の構造単位をさらに追加してもよい。
【0086】
これらのバインダーポリマーは、感光性層中に任意な量で含有させることができるが、形成される画像強度等の点で一般的には90質量%以下であり、好ましくは10〜90質量%、より好ましくは30〜80質量%である。
【0087】
上記のポリマー以外のアルカリ水に可溶性または膨潤性であるポリマーを用いることもできるし、上記のポリマーと他のポリマーを混合して使用することも出来る。
アルカリ水に可溶性または膨潤性であるポリマーである、他の有機高分子重合体としては、種々のものが挙げられるが、水現像を望む場合には、例えば水可溶性有機高分子重合体を用いる。この様な有機高分子重合体としては、側鎖にカルボン酸基を有する付加重合体、例えば、特開2008−46528号公報の[0093]に記載されたもの等が挙げられる。
【0088】
感光性層の現像性を維持するためには、使用されるバインダーポリマーは適当な分子量、酸価を有することが好ましく、質量平均分子量で5000〜30万、酸価20〜200の高分子重合体が特に好ましい。
【0089】
(E)メルカプト化合物
上記感光性層には、感度向上に効果があることから、メルカプト基を有するメルカプト化合物を含有させることが好ましい。(E)メルカプト化合物としては、例えば、特開2008−46528号公報の[0096]〜[0102]、特開2008−89788号公報の[0078]〜[0086]等に記載されているものを用いることができる。
メルカプト化合物の添加量は、感光性層を構成する全成分に対して、一般的には0.5〜20質量%、好ましくは1〜15質量%、更に好ましくは1〜10質量%である。
【0090】
(F)その他の添加剤
平版印刷版原版の製造中あるいは保存中において感光性層における不要な熱重合を阻止するために少量の熱重合禁止剤を添加することが望ましい。適当な熱重合禁止剤としては、特開2008−46528号公報の[0103]に記載されたもの等が挙げられる。
熱重合禁止剤の添加量は、感光性層を構成する全固形分に対して約0.01質量%〜約5質量%が好ましい。
感光性層には必要に応じて、酸素による重合阻害を防止するためにベヘン酸やベヘン酸アミドのような高級脂肪酸誘導体等を添加して、塗布後の乾燥の過程で感光性層の表面に偏在させてもよい。高級脂肪酸誘導体等の添加量は、感光性層を構成する全固形分に対して約0.5質量%〜約10質量%が好ましい。
更に感光性層の着色を目的として、着色剤を添加してもよい。着色剤としては、例えば、特開2008−46528号公報の[0103]に記載されたもの等が挙げられる。着色剤の添加量は感光性層全固形分の約0.5質量%〜約20質量%が好ましい。加えて、硬化皮膜の物性を改良するために、無機充填剤やジオクチルフタレート、ジメチルフタレート、トリクレジルホスフェート等の可塑剤等の添加剤を加えてもよい。これらの添加量は感光性層全固形分の10質量%以下が好ましい。
また、特に350nmから450nmの光を発する青ないし紫外領域のレーザによる露光を用いる場合、黄色の染料または顔料を添加することが望ましい。黄色の染料または顔料としては、例えば、特開2008−89788号公報の[0112]〜[0115]に記載されたもの等を好適に用いることができる。
【0091】
<感光性層の形成>
感光性層の塗設に際しては、上記各成分を溶媒に溶解し塗布液を調製する。ここで使用する溶媒としては、有機溶媒が挙げられ、その具体例としては、特開2008−46528号公報の[0104]に記載されたものが挙げられる。溶媒は、単独あるいは混合して使用することができる。
塗布溶液中の固形分の濃度は通常1〜50質量%である。
【0092】
また、塗布面質を向上するために界面活性剤を添加することもできる。
【0093】
感光性層の被覆量は乾燥後の質量で、通常約0.1〜約10g/m2、好ましくは0.3〜5g/m2、より好ましくは0.5〜3g/m2である。
【0094】
<保護層>
上記保護層は、水溶性樹脂を含む保護層であることが好ましい。保護層は、露光時の重合反応を妨害する酸素の拡散侵入を遮断する、酸素遮断層としても機能を有する。保護層は25℃、1気圧下における酸素透過性Aが1.0≦A≦20(mL/m2・day)であることが好ましい。酸素透過性Aが1.0(mL/m2・day)未満で極端に低い場合は、製造時・生保存時に不要な重合反応が生じたり、また画像露光時に、不要なカブリ、画線の太りが生じたりという問題を生じる。逆に、酸素透過性Aが20(mL/m2・day)を超えて高すぎる場合は感度の低下を招く。酸素透過性Aは、より好ましくは1.5≦A≦12 (mL/m2・day)、更に好ましくは2.0≦A≦8.0 (mL/m2・day)の範囲である。また、保護層に望まれる特性としては、上記酸素透過性以外に、さらに、露光に用いる光の透過は実質阻害せず、感光性層との密着性に優れ、かつ、露光後の現像工程で容易に除去できる事が望ましい。この様な保護層に関する工夫が従来なされており、米国特許第3,458,311号明細書、特公昭55−49729号公報に詳しく記載されている。
【0095】
保護層に使用できる材料としては例えば、比較的結晶性に優れた水溶性高分子化合物を用いることが好ましく、具体的には、特開2008−46528号公報の[0108]に記載されたもの等が挙げられ、これらは単独または混合して使用できる。これらの内、ポリビニルアルコールを主成分として用いる事が、酸素遮断性、現像除去性といった基本特性的にもっとも良好な結果を与える。
【0096】
保護層に使用するポリビニルアルコールは、必要な酸素遮断性と水溶性を有するための、未置換ビニルアルコール単位を含有する限り、一部がエステル、エーテル、あるいはアセタールで置換されていても良い。また、同様に一部が他の共重合成分を有していても良い。ポリビニルアルコールの具体例としては加水分解率が71〜100モル%、重合繰り返し単位が300から2400の範囲のものをあげる事ができる。具体的には、特開2008−46528号公報の[0109]に記載されたもの等が挙げられ、これらは単独または混合して使用できる。好ましい態様としてはポリビニルアルコールの保護層中の含有率が20〜95質量%、より好ましくは、30〜90質量%である。
【0097】
ポリビニルアルコールと混合して使用する成分としてはポリビニルピロリドンまたはその変性物が酸素遮断性、現像除去性といった観点から好ましく、保護層中の含有率が3.5〜80質量%、好ましくは10〜60質量%、さらに好ましくは15〜30質量%である。
【0098】
保護層の成分(PVAの選択、添加剤の使用)、塗布量等は、酸素遮断性・現像除去性の他、カブリ性や密着性・耐傷性を考慮して選択される。一般には使用するPVAの加水分解率が高い程(保護層中の未置換ビニルアルコール単位含率が高い程)、膜厚が厚い程酸素遮断性が高くなり、感度の点で有利である。上記ポリビニルアルコール(PVA)等の高分子化合物の分子量は、2000〜1000万の範囲のものが使用でき、好ましくは2万〜300万範囲のものが適当である。
【0099】
保護層の他の組成物として、グリセリン、ジプロピレングリコール等を高分子化合物に対して数質量%相当量添加して可撓性を付与することができ、また、アルキル硫酸ナトリウム、アルキルスルホン酸ナトリウム等のアニオン界面活性剤;アルキルアミノカルボン酸塩、アルキルアミノジカルボン酸塩等の両性界面活性剤;ポリオキシエチレンアルキルフェニルエーテル等の非イオン界面活性剤を高分子化合物に対して数質量%添加することができる。保護層の膜厚は、0.5〜5μmが適当であり、特に1〜3μmが好適である。
【0100】
また、感光性層との密着性や、耐傷性も平版印刷版原版の取り扱い上極めて重要である。すなわち、水溶性ポリマーからなる親水性の層を親油性の感光性層に積層すると、接着力不足による膜剥離が発生しやすく、剥離部分が酸素の重合阻害により膜硬化不良などの欠陥を引き起こす。これに対し、これら2層間の接着性を改良すべく種々の提案がなされている。例えば米国特許出願番号第292,501号、米国特許出願番号第44,563号には、主にポリビニルアルコールからなる親水性ポリマー中に、アクリル系エマルジョンまたは水不溶性ビニルピロリドン−ビニルアセテート共重合体などを20〜60質量%混合し、感光性層の上に積層することにより、十分な接着性が得られることが記載されている。保護層に対しては、これらの公知の技術をいずれも適用することができる。このような保護層の塗布方法については、例えば米国特許第3,458,311号明細書、特公昭55−49729号公報に詳しく記載されている。
【0101】
保護層の塗設量は、乾燥質量として、一般的に0.1〜10g/m2、好ましくは0.5〜5g/m2である。
【0102】
<下塗り層>
本発明の平版印刷版原版は、本発明の平版印刷版用支持体と上記感光性層との間に下塗り層を設けてもよい。
上記下塗り層は、例えば、特開2006−259536号公報の[0023]〜[0026]、特開2008−46528号公報の[0124]〜[0158]等に記載された化合物を用いることができ、特開2006−259536号公報の[0024]〜[0025]に記載の有機下塗り層を用いることが好ましい。
【0103】
下塗り層の塗布量は、2〜1000mg/m2の範囲が好ましく、5〜200mg/m2がより好ましく、10〜50mg/m2が最も好ましい。下塗り層を支持体上に被覆する方法としては種々の方法が適用できるが、上記の塗布量を確保する上で最も好ましいのは溶液にして塗布、乾燥する方法である。
【0104】
<バックコート>
支持体に表面処理を施した後または下塗り層を形成させた後、必要に応じて、支持体の裏面にバックコートを設けることができる。
バックコートとしては、例えば、特開平5−45885号公報に記載されている有機高分子化合物、特開平6−35174号公報に記載されている有機金属化合物または無機金属化合物を加水分解および重縮合させて得られる金属酸化物からなる被覆層が好適に挙げられる。中でも、Si(OCH3 )4 、Si(OC2 H5 )4 、Si(OC3 H7 )4 、Si(OC4 H9 )4 等のケイ素のアルコキシ化合物を用いるのが、原料が安価で入手しやすい点で好ましい。
【0105】
<製版方法>
本発明の平版印刷版原版を画像露光して現像処理を行うことで平版印刷版を作製する。現像処理としては、例えば、現像液にて現像する方法等が挙げられる。
【0106】
<現像液>
現像液としては、特に限定されないが、例えば、無機アルカリ塩と界面活性剤を含有し、通常pHが11.0〜12.7であるものが好適に使用される。
【0107】
無機アルカリ塩としては適宜使用可能であるが、例えば、例えば、特開2008−46528号公報の[0162]に記載されたもの等が挙げられる。これらは単独でも、二種以上を組み合わせて用いても良い。
【0108】
珪酸塩を使用する場合には、珪酸塩の成分である酸化珪素SiO2とアルカリ酸化物M2O(Mはアルカリ金属またはアンモニウム基を表す。)との混合比率および濃度の調製により、現像性を容易に調節することが出来る。上記アルカリ水溶液の中でも上記酸化珪素SiO2とアルカリ酸化物M2Oとの混合比率(SiO2/M2O:モル比)が0.5〜3.0のものが好ましく、1.0〜2.0のものが好ましい。上記SiO2/M2Oの添加量は、アルカリ水溶液の質量に対して1〜10質量%が好ましく、3〜8質量%がより好ましく、4〜7質量%が最も好ましい。この濃度が上記の範囲において、現像性、処理能力の低下がなく、沈澱や結晶の生成もなく、さらに廃液時の中和の際にゲル化もなく、廃液処理に支障をきたすことがない。
【0109】
また、アルカリ濃度の微妙な調整、感光性層の溶解性を補う目的で、補足的に有機アルカリ剤を併用してもよい。有機アルカリ剤としては、例えば、特開2008−46528号公報の[0164]に記載されたもの等をあげることができる。これらのアルカリ剤は、単独もしくは2種以上を組み合わせて用いられる。
【0110】
界面活性剤としては、適宜使用可能であり、例えば、特開2008−46528号公報の[0165]に記載されたもの等が挙げられ、特に好ましいのはポリオキシアルキレンエーテル基を有するノニオン界面活性剤である。
ポリオキシアルキレンエーテル基を含有するノニオン界面活性剤としては、特開2008−46528号公報の[0167]〜[0171]に記載されたものが好適に使用される。
【0111】
界面活性剤は単独、もしくは組み合わせて使用することができる。
【0112】
現像液のpHは、画像形成および露光部の現像でのダメージの点から、通常11.0〜12.7、好ましくは11.5〜12.5である。
【0113】
また、現像液の導電率は、3〜30mS/cmである事が好ましく、5〜20mS/cmであることがより好ましい。
【0114】
<露光および現像処理>
本発明の平版印刷版原版を、例えば、カーボンアーク灯、高圧水銀灯、キセノンランプ、メタルハライドランプ、蛍光ランプ、タングステンランプ、ハロゲンランプ、ヘリウムカドミウムレーザー、アルゴンイオンレーザー、FD・YAGレーザー、ヘリウムネオレーザー、半導体レーザー(350nm〜600nm)等の従来公知の活性光線で画像露光した後、現像液により現像処理することにより、アルミニウム板支持体表面に画像を形成することができる。露光光源としては350〜600nmのレーザが好ましい。
画像露光後、現像までの間に、感光性層の硬化率を高める目的で50℃〜140℃の温度で1秒〜5分の時間の加熱プロセスを設けることを行っても良い。加熱温度が上記の範囲において、硬化率アップの効果があり、未露光部での暗重合による残膜も生じない。
【0115】
本発明の平版印刷版原版の感光性層の上に保護層が設けられている場合には、現像液を用いて、保護層の除去と感光性層の未露光部の除去を同時に行う方法、または、水、温水で保護層を先に除去し、その後未露光部の感光性層を現像で除去する方法が知られている。これらの水または温水には特開平10−10754号公報に記載の防腐剤等、特開平8−278636号公報に記載の有機溶剤等を含有させることができる。
【0116】
本発明の平版印刷版原版を現像処理する際に用いる現像液としては、ポリオキシアルキレンエーテル基を有するノニオン界面活性剤を含有することが好ましい。
【0117】
本発明における平版印刷版原版の上記現像液による現像は、常法に従って、0〜60℃、好ましくは15〜40℃程度の温度で、例えば、露光処理した平版印刷版原版を現像液に浸漬してブラシで擦る等により行う。
【0118】
さらに自動現像機を用いて現像処理を行う場合、処理量に応じて現像液が疲労してくるので、補充液または新鮮な現像液を用いて処理能力を回復させても良い。このようにして現像処理された平版印刷版原版は特開昭54−8002号、同55−115045号、同59−58431号等の各公報に記載されているように、通常、水洗水、界面活性剤等を含有するリンス液、アラビアガムやデンプン誘導体等を含む不感脂化液で後処理される。本発明において平版印刷版原版の後処理にはこれらの処理を種々組み合わせて用いることができる。
上記のような処理により得られた印刷版は特開2000−89478号公報に記載の方法による後露光処理やバーニングなどの加熱処理により、耐刷性を向上させることができる。
このような処理によって得られた平版印刷版はオフセット印刷機に掛けられ、多数枚の印刷に用いられる。
【実施例】
【0119】
(実施例1〜43、比較例1〜3)
以下に、実施例を挙げて本発明を具体的に説明するが、本発明はこれらに限定されるものではない。
【0120】
<平版印刷版用支持体の製造>
<アルミニウム板>
炭化アルミニウム濃度が異なる厚さ0.24mmの材質1Sのアルミニウム合金板に対し、後述する粗面化処理(A)〜(C)のうち下記第1表に示す処理、陽極酸化処理、任意の事前塗工処理および水蒸気処理を施し、平版印刷版用支持体を製造した。
なお、下記第1表における炭化アルミニウム濃度は、ガスクロ分析(正式名称:ガスクロマトグラフ分析法、軽金属協会規格LIS−A07−1971に準拠)で測定した。また、全ての処理工程の間には水洗処理を施し、水洗処理の後にはニップローラーで液切りを行った。
【0121】
<粗面化処理(A)>
(A−a)アルカリエッチング処理
アルミニウム板に、カセイソーダ濃度26質量%、アルミニウムイオン濃度6.5質量%のカセイソーダ水溶液を、温度70℃でスプレー管により吹き付けてエッチング処理を行った。その後、スプレーによる水洗を行った。後に電気化学的粗面化処理を施す面のアルミニウム溶解量は、5g/m2であった。
【0122】
(A−b)酸性水溶液中でのデスマット処理
次に、硝酸水溶液中でデスマット処理を行った。デスマット処理に用いる硝酸水溶液は、次工程の電気化学的な粗面化に用いた硝酸の廃液を用いた。その液温は35℃であった。デスマット液はスプレーにて吹き付けて3秒間デスマット処理を行った。
【0123】
(A−c)電気化学的粗面化処理
硝酸電解60Hzの交流電圧を用いて連続的に電気化学的な粗面化処理を行った。このときの電解液は、温度35℃、硝酸10.4g/Lの水溶液に硝酸アルミニウムを添加してアルミニウムイオン濃度を4.5g/Lに調整した電解液を用いた。交流電源波形は図3に示した波形であり、電流値がゼロからピークに達するまでの時間tpが0.8msec、duty比1:1、台形の矩形波交流を用いて、カーボン電極を対極として電気化学的な粗面化処理を行った。補助アノードにはフェライトを用いた。電解槽は図4に示すものを使用した。電流密度は電流のピーク値で30A/dm2、補助陽極には電源から流れる電流の5%を分流させた。電気量(C/dm2)はアルミニウム板が陽極時の電気量の総和で250C/dm2であった。その後、スプレーによる水洗を行った。
【0124】
(A−d)アルカリエッチング処理
上記で得られたアルミニウム板に、カセイソーダ濃度5質量%、アルミニウムイオン濃度0.5質量%のカセイソーダ水溶液を、温度50℃でスプレー管により吹き付けてエッチング処理を行った。その後、スプレーによる水洗を行った。アルミニウム溶解量は、0.2g/m2であった。
【0125】
(A−e)酸性水溶液中でのデスマット処理
次に、陽極酸化処理工程で発生した廃液(硫酸170g/L水溶液中にアルミニウムイオン5g/Lを溶解)を用い、液温35℃で4秒間デスマット処理を行った。硫酸水溶液中でデスマット処理を行った。デスマット液はスプレーにて吹き付けて3秒間デスマット処理を行った。
【0126】
<粗面化処理(B)>
(B−a)アルカリエッチング処理
アルミニウム板に、カセイソーダ濃度26質量%、アルミニウムイオン濃度6.5質量%のカセイソーダ水溶液を、温度70℃でスプレー管により吹き付けてエッチング処理を行った。その後、スプレーによる水洗を行った。後に電気化学的粗面化処理を施す面のアルミニウム溶解量は、1.0g/m2であった。
【0127】
(B−b)酸性水溶液中でのデスマット処理(第1デスマット処理)
次に、酸性水溶液中でデスマット処理を行った。デスマット処理に用いる酸性水溶液は、硫酸150g/Lの水溶液を用いた。その液温は30℃であった。デスマット液はスプレーにより吹き付けて、3秒間デスマット処理した。その後、水洗処理を行った。
【0128】
(B−c)塩酸水溶液中での電気化学的粗面化処理
次に、塩酸濃度14g/L、アルミニウムイオン濃度13g/L、硫酸濃度3g/Lの電解液を用い、交流電流を用いて電解粗面化処理を行った。電解液の液温は30℃であった。アルミニウムイオン濃度は塩化アルミニウムを添加して調整した。
交流電流の波形は正と負の波形が対称な正弦波であり、周波数は50Hz、交流電流1周期におけるアノード反応時間とカソード反応時間は1:1、電流密度は交流電流波形のピーク電流値で75A/dm2であった。また、電気量はアルミニウム板がアノード反応に預かる電気量の総和で450C/dm2であり、電解処理は125C/dm2ずつ4秒間の通電間隔を開けて4回に分けて行った。アルミニウム板の対極にはカーボン電極を用いた。その後、水洗処理を行った。
【0129】
(B−d)アルカリエッチング処理
電気化学的粗面化処理後のアルミニウム板を、カセイソーダ濃度5質量%、アルミニウムイオン濃度0.5質量%のカセイソーダ水溶液を、温度35℃でスプレー管により吹き付けてエッチング処理を行った。電気化学的粗面化処理が施された面のアルミニウムの溶解量は0.1g/m2であった。その後、水洗処理を行った。
【0130】
(B−e)酸性水溶液中でのデスマット処理
次に、酸性水溶液中でのデスマット処理を行った。デスマット処理に用いる酸性水溶液は、陽極酸化処理工程で発生した廃液(硫酸170g/L水溶液中にアルミニウムイオン5.0g/L溶解)を用いた。液温は30℃であった。デスマット液はスプレーに吹き付けて3秒間デスマット処理を行った。
【0131】
<粗面化処理(C)>
(C−a)機械的粗面化処理(ブラシグレイン法)
図5に示したような装置を使って、パミスの懸濁液(比重1.1g/cm3)を研磨スラリー液としてアルミニウム板の表面に供給しながら、回転する束植ブラシにより機械的粗面化処理を行った。図5において、1はアルミニウム板、2および4はローラ状ブラシ(本実施例において、束植ブラシ)、3は研磨スラリー液、5、6、7および8は支持ローラである。
機械的粗面化処理は、研磨材のメジアン径(μm)を30μm、ブラシ本数を4本、ブラシの回転数(rpm)を250rpmとした。束植ブラシの材質は6・10ナイロンで、ブラシ毛の直径0.3mm、毛長50mmであった。ブラシは、φ300mmのステンレス製の筒に穴をあけて密になるように植毛した。束植ブラシ下部の2本の支持ローラ(φ200mm)の距離は300mmであった。束植ブラシはブラシを回転させる駆動モータの負荷が、束植ブラシをアルミニウム板に押さえつける前の負荷に対して10kWプラスになるまで押さえつけた。ブラシの回転方向はアルミニウム板の移動方向と同じであった。
【0132】
(C−b)アルカリエッチング処理
上記で得られたアルミニウム板に、カセイソーダ濃度26質量%、アルミニウムイオン濃度6.5質量%のカセイソーダ水溶液を、温度70℃でスプレー管により吹き付けてエッチング処理を行った。その後、スプレーによる水洗を行った。アルミニウム溶解量は、10g/m2であった。
【0133】
(C−c)酸性水溶液中でのデスマット処理
次に、硝酸水溶液中でデスマット処理を行った。デスマット処理に用いる硝酸水溶液は、次工程の電気化学的な粗面化に用いた硝酸の廃液を用いた。その液温は35℃であった。デスマット液はスプレーにて吹き付けて3秒間デスマット処理を行った。
【0134】
(C−d)電気化学的粗面化処理
硝酸電解60Hzの交流電圧を用いて連続的に電気化学的な粗面化処理を行った。このときの電解液は、温度35℃、硝酸10.4g/Lの水溶液に硝酸アルミニウムを添加してアルミニウムイオン濃度を4.5g/Lに調整した電解液を用いた。交流電源波形は図3に示した波形であり、電流値がゼロからピークに達するまでの時間tpが0.8msec、duty比1:1、台形の矩形波交流を用いて、カーボン電極を対極として電気化学的な粗面化処理を行った。補助アノードにはフェライトを用いた。電解槽は図4に示すものを使用した。電流密度は電流のピーク値で30A/dm2、補助陽極には電源から流れる電流の5%を分流させた。電気量(C/dm2)はアルミニウム板が陽極時の電気量の総和で185C/dm2であった。その後、スプレーによる水洗を行った。
【0135】
(C−e)アルカリエッチング処理
上記で得られたアルミニウム板に、カセイソーダ濃度5質量%、アルミニウムイオン濃度0.5質量%のカセイソーダ水溶液を、温度50℃でスプレー管により吹き付けてエッチング処理を行った。その後、スプレーによる水洗を行った。アルミニウム溶解量は、0.5g/m2であった。
【0136】
(C−f)酸性水溶液中でのデスマット処理
次に、硫酸水溶液中でデスマット処理を行った。デスマット処理に用いる硫酸水溶液は、硫酸濃度170g/L、アルミニウムイオン濃度5g/Lの液を用いた。その液温は、30℃であった。デスマット液はスプレーにて吹き付けて3秒間デスマット処理を行った。
【0137】
(C−g)電気化学的粗面化処理
塩酸電解60Hzの交流電圧を用いて連続的に電気化学的な粗面化処理を行った。電解液は、液温35℃、塩酸6.2g/Lの水溶液に塩化アルミニウムを添加してアルミニウムイオン濃度を4.5g/Lに調整した電解液を用いた。交流電源波形は図3に示した波形であり、電流値がゼロからピークに達するまでの時間tpが0.8msec、duty比1:1、台形の矩形波交流を用いて、カーボン電極を対極として電気化学的な粗面化処理を行った。補助アノードにはフェライトを用いた。電解槽は図4に示すものを使用した。
電流密度は電流のピーク値で25A/dm2であり、塩酸電解における電気量(C/dm2)はアルミニウム板が陽極時の電気量の総和で63C/dm2であった。その後、スプレーによる水洗を行った。
【0138】
(C−h)アルカリエッチング処理
上記で得られたアルミニウム板に、カセイソーダ濃度5質量%、アルミニウムイオン濃度0.5質量%のカセイソーダ水溶液を、温度50℃でスプレー管により吹き付けてエッチング処理を行った。その後、スプレーによる水洗を行った。アルミニウム溶解量は、0.1g/m2であった。
【0139】
(C−i)酸性水溶液中でのデスマット処理
次に、陽極酸化処理工程で発生した廃液(硫酸170g/L水溶液中にアルミニウムイオン5g/Lを溶解)を用い、液温35℃で4秒間デスマット処理を行った。硫酸水溶液中でデスマット処理を行った。デスマット液はスプレーにて吹き付けて3秒間デスマット処理を行った。
【0140】
<陽極酸化処理>
33℃の20質量%硫酸水溶液中で、砂目立てした面に陰極を配置して、電流密度5A/dm2において50秒間陽極酸化した。陽極酸化皮膜量は2.6g/m2であった。
【0141】
<事前塗工処理>
陽極酸化処理の後に、任意で事前塗工処理を行った。事前塗工処理はロール方式により行った。具体的には、まず、陽極酸化処理後のアルミニウム板を、純水で満たされたディップ槽に浸漬させ、その後、ロールを通過させて、塗工される水の量(塗工量[cc/m2])を調整した。塗工量については、下記第1表に示す。なお、事前塗工処理を行わなかった場合には「−」を記載した。
塗工量の調整は、使用するロールの条件(タッチロールの径、ゴム硬度、タッチ幅、タッチ圧、ゴム厚)を変えることで行った。塗工量と使用するロールの条件との関係を下記第2表に示す。
【0142】
<水蒸気処理>
陽極酸化処理(または、事前塗工処理)の後に、下記第1表に示す水蒸気温度(温度[℃])、処理時間(時間[s])、および、圧力条件(圧力[atm])で、上記で得られたアルミニウム板に水蒸気処理を施した。蒸気で満たされたボックス内にアルミニウム板を入れ、アルミニウム板と蒸気とを接触させ処理を行った。水蒸気の温度および圧力条件は、ボックス内で測定した。なお、水蒸気処理を施さなかった場合には、「温度」「時間」「圧力」のいずれにも「−」を示す。
【0143】
<平均高さ>
製造された上記平版印刷版用支持体の断面出しを行った後、走査型電子顕微鏡(SEM:Hitachi社製、S−4800)を使用して25万倍の倍率で断面を観察し、得られたSEM画像を解析することによって、陽極酸化皮膜上のベーマイト突起状物の平均高さ[nm]を測定した。結果を下記第1表に示す。
【0144】
<比(h/d)>
上記と同様にして、得られたSEM画像を解析し、陽極酸化皮膜に形成されているマイクロポアの平均ポア径(d)と、そのマイクロポアを封孔しているベーマイト突起状物の平均高さ(h)とを測定し、平均ポア径(d)に対する平均高さ(h)の比(h/d)の値を求めた。結果を下記第1表に示す。
このとき、陽極酸化皮膜上部〜底部にかけて観察し、得られたSEM画像中の任意の5本のマイクロポアについての比(h/d)を求め、その平均値を比(h/d)として下記第1表に示す。
【0145】
<平版印刷版原版の作製>
<下塗り層>
下記の下塗り液を、バーコーターを用いて乾燥塗布量2mg/m2となるよう上記支持体に塗布し、80℃で20秒間乾燥した。
【0146】
下塗り液
ポリマー(P1) 0.3質量部
純水 60.0質量部
メタノール 939.7質量部
【0147】
【化2】
ポリマー(P1)
【0148】
(平版印刷版原版の作製)
上記支持体上にバーコーターを用いて下記組成の感光性組成物(1)を塗布した後、90℃で1分間乾燥して感光性層を形成した。乾燥後の感光性層の質量は1.35g/m2であった。
【0149】
感光性組成物(1)
下記重合性化合物(1) 1.69質量部
(PLEX6661−O、デグサジャパン製)
下記バインダーポリマー(1) 1.87質量部
下記増感色素(1) 0.13質量部
下記重合開始剤(1) 0.46質量部
下記連鎖移動剤(1) 0.44質量部
ε―フタロシアニン顔料の分散物 1.70質量部
(顔料:15質量部、分散剤(アリルメタクリレート/メタクリル酸共重合体(質量平均分子量:6万、共重合モル比:83/17)):10質量部、シクロヘキサノン:15質量部)
熱重合禁止剤 0.012質量部
N−ニトロソフェニルヒドロキシルアミンアルミニウム塩
黄色顔料の分散物 0.5質量部
(黄色顔料Novoperm Yellow H2G(クラリアント製):15質量部、分散剤(アリルメタクリレート/メタクリル酸共重合体(質量平均分子量:6万、共重合モル比83/17)):10質量部、シクロヘキサノン:15質量部)
下記フッ素系界面活性剤(1)(質量平均分子量:1万) 0.03質量部
メチルエチルケトン 27.0質量部
プロピレングリコールモノメチルエーテル 26.7質量部
【0150】
【化3】
重合性化合物(1)
【0151】
【化4】
バインダーポリマー(1)
【0152】
【化5】
増感色素(1)
【0153】
【化6】
重合開始剤(1)
【0154】
【化7】
連鎖移動剤(1)
【0155】
【化8】
フッ素系界面活性剤(1)
【0156】
この感光性層上に、下記の保護層塗布液を乾燥塗布質量が2.5g/m2となるようにバーコーターで塗布し、120℃で1分間乾燥させ、平版印刷版原版を得た。
【0157】
保護層塗布液
PVA105 1.80質量部
(ポリビニルアルコール、ケン化度98モル%、クラレ社製)
PVP−K30(ポリビニルピロリドン、BASF社製) 0.40質量部
エマレックス710(日本エマルジョン社製) 0.03質量部
ルビスコールVA64W(BASF社製) 0.04質量部
上記ポリマー(P1) 0.05質量部
純水 36.5質量部
【0158】
<評価>
<膨れ>
得られた平版印刷版原版を30日間放置し、表面に膨れ(直径100μm程度)を発生させ、その後、富士フイルム社製Vx9600CTP(光源波長:405nm)を用いて、露光量が0.05mJ/cm2になるように調整し画像状に描き込みを行った。その後30秒以内に下記組成のアルカリ現像液を仕込んだG&J製PSプロセッサーInter Plater850HDを用い、プレヒートを行った後に25℃の現像液で現像した。
【0159】
アルカリ現像液組成
水酸化カリウム 0.15g
ポリオキシエチレンナフチルエーテル(n=13) 5.0g
キレスト400(キレート剤) 0.1g
水 94.75g
【0160】
現像後、画像部の抜けとなってしまった部位(アルミニウムの欠陥)を少なくとも400cm2以下の範囲でカウントすることにより、間接的に、膨れの個数を評価した。評価結果を下記第1表に示す。下記第1表中の記号の意味は以下のとおりである。
A :0〜2個/400cm2
A′:3〜5個/400cm2
B :6〜8個/400cm2
B′:9〜11個/400cm2
C :12〜14個/400cm2
C′:15〜17個/400cm2
D :18〜20個/400cm2
E :21〜25個/400cm2
F :26〜30個/400cm2
G :31個以上/400cm2
なお、膨れの個数が少ないほど画像抜けが少なくなるため好ましく、実用上の観点から「F」および「G」でないことが要求される。
【0161】
<耐刷性>
得られた平版印刷版原版に対して、富士フイルム社製Vx9600CTP(光源波長:405nm)を用いて、露光量が0.05mJ/cm2になるように調整し画像状に描き込みを行った。その後30秒以内に下記組成のアルカリ現像液を仕込んだG&J製PSプロセッサーInter Plater850HDを用い、プレヒートを行った後に25℃の現像液で現像した。得られた平版印刷版を、小森コーポレーション社製のリスロン印刷機で、DIC社製のDIC−GEOS(N)墨のインキを用いて印刷し、ベタ画像の濃度が薄くなり始めたと目視で認められた時点の印刷枚数により、耐刷性を評価した。評価結果を下記第1表に示す。
【0162】
アルカリ現像液組成
水酸化カリウム 0.15g
ポリオキシエチレンナフチルエーテル(n=13) 5.0g
キレスト400(キレート剤) 0.1g
水 94.75g
【0163】
<耐汚れ性>
得られた平版印刷版原版に対して、富士フイルム社製Vx9600CTP(光源波長:405nm)を用いて、露光量が0.05mJ/cm2になるように調整し画像状に描き込みを行った。その後30秒以内に下記組成のアルカリ現像液を仕込んだG&J製PSプロセッサーInter Plater850HDを用い、プレヒートを行った後に25℃の現像液で現像した。なお、いずれの平版印刷版原版も感度は良好であった。
【0164】
アルカリ現像液組成
水酸化カリウム 0.15g
ポリオキシエチレンナフチルエーテル(n=13) 5.0g
キレスト400(キレート剤) 0.1g
水 94.75g
【0165】
得られた平版印刷版を、三菱ダイヤ型F2印刷機(三菱重工業社製)で、DIC−GEOS(s)紅のインキを用いて印刷し、1万枚印刷した後におけるブランケットの汚れを目視で評価した。評価結果を下記第1表に示す。下記第1表中の記号の意味は以下のとおりである。
A:ブランケットがほとんど汚れていない
B:ブランケットが汚れているが許容範囲
C:ブランケットが汚れており印刷物が明らかに汚れている
なお、実用上の観点から、「C」でないことが要求される。
【0166】
【表1】
【0167】
【表2】
【0168】
上記第1表の結果から、実施例1〜43は、いずれも画像抜けの原因となる膨れの発生を抑制する効果に優れ、かつ、耐汚れ性も優れることが分かった。
【0169】
このとき、陽極酸化皮膜上のベーマイト突起状物の平均高さが6nm以上15nm未満である実施例よりも、平均高さが6nm未満である実施例の方が、耐汚れ性により優れることが分かった。
実施例1〜43においては、水蒸気処理の水蒸気温度がより高いほど、また、処理時間がより短いほど、陽極酸化皮膜上のベーマイト突起状物の平均高さが低くなる傾向にあることが分かった。
【0170】
また、水蒸気の温度が同じ130℃である実施例1〜3を対比すると、処理時間が長いほど比(h/d)の値が大きくなる傾向があり、膨れの発生を抑制する効果により優れることが分かった。これは、水蒸気の温度が150℃である実施例4〜9、同温度が170℃である実施例18〜20、同温度が200℃である実施例10〜12、および、同温度が350℃である実施例17,21,22についても同様の傾向が見られた。
【0171】
また、炭化アルミニウム濃度が異なる実施例6,13,14を対比すると、炭化アルミニウム濃度が最低(2ppm)である実施例6が、画像抜けの原因となる膨れの発生を抑制する効果により優れることが分かった。
【0172】
また、粗面化処理の条件が異なる実施例6,15,16を対比すると、粗面化処理の条件によらず、いずれも同等に、画像抜けの原因となる膨れの発生を抑制する効果に優れ、かつ、耐汚れ性も優れることが分かった。
【0173】
また、水蒸気処理の処理時間が同じ5秒である実施例2,6,11,17を対比すると、水蒸気の温度が高いほど比(h/d)の値が大きくなる傾向があり、画像抜けの原因となる膨れの発生を抑制する効果により優れることが分かった。
【0174】
また、実施例1〜22と実施例23〜43とを対比すると、事前塗工処理の有無が比(h/d)の値に影響を与えることが分かった。具体的には、事前塗工処理を施すことにより比(h/d)の値が大きくなり、膨れの発生を抑制する効果により優れる傾向にあることが分かった。
例えば、水蒸気処理における水蒸気の温度が130℃である実施例2と実施例23〜27とを対比すると、事前塗工処理を施していない実施例2よりも、事前塗工処理を施した実施例23〜27の方が、他の条件は同じであっても、比(h/d)の値が大きくなり、膨れの発生を抑制する効果がより優れる傾向にあることが分かった。
これは、水蒸気の温度が170℃である実施例19と実施例28〜31との対比結果、水蒸気の温度が200℃であって水蒸気処理の時間が1秒である実施例10と実施例32〜35との対比結果、水蒸気の温度が200℃であって水蒸気処理の時間が5秒である実施例11と実施例36〜39との対比結果、および、水蒸気の温度が350℃である実施例21と実施例40〜43との対比結果からも、同様の傾向が見られた。
【0175】
また、事前塗工処理における水の塗工量も、比(h/d)の値に影響を与えることが分かった。
例えば、実施例23〜27を見ると、事前塗工処理における水の塗工量が0.5cc/m2である実施例23は、事前塗工処理を施していない実施例2と比べて比(h/d)の値が大きくなっておらず、また、塗工量が10cc/m2である実施例27は実施例2と比べて比(h/d)の値が僅かに減少していた。これに対して、水の塗工量が1〜6cc/m2である実施例24〜26は、比(h/d)の値が大きくなっていた。
【0176】
なお、水蒸気処理における水蒸気の温度が高いほど事前塗工処理の効果が大きくなる傾向も見られた。例えば、水蒸気の温度が130℃の場合、事前塗工処理を行った実施例25の比(h/d)の値は、当該処理を行わなかった実施例2に対して1.2倍程度であるが、水蒸気の温度が170℃の場合、当該処理を行った実施例29の比(h/d)の値は、当該処理を行わなかった実施例19に対して1.3倍程度であった。
【0177】
これに対して、水蒸気処理を施さない比較例1は、画像抜けの原因となる膨れの発生を抑制する効果が得られないことが分かった。
また、水蒸気処理の温度範囲が130℃未満である比較例2,3は、陽極酸化皮膜上のベーマイト突起状物の高さが15nm以上であり、耐汚れ性に劣ることが分かった。さらに、比(h/d)の値が0.2未満であり、画像抜けの原因となる膨れの発生を抑制する効果に劣ることが分かった。
【符号の説明】
【0178】
1、12 アルミニウム板
2、4 ローラ状ブラシ
3 研磨スラリー液
5、6、7、8 支持ローラ
ta アノード反応時間
tc カソード反応時間
tp 電流が0からピークに達するまでの時間
Ia アノードサイクル側のピーク時の電流
Ic カソードサイクル側のピーク時の電流
50 主電解槽
51 交流電源
52 ラジアルドラムローラ
53a,53b 主極
54 電解液供給口
55 電解液
56 スリット
57 電解液通路
58 補助陽極
60 補助陽極槽
W アルミニウム板
101 アルミニウム
102 陽極酸化皮膜
103 炭化アルミニウム
104 水酸化アルミニウム
105 感光性層
106 マイクロポア
107 ベーマイト突起状物
d マイクロポアのポア径
h ベーマイト突起状物の高さ
【特許請求の範囲】
【請求項1】
アルミニウム板と、その上にアルミニウムの陽極酸化皮膜とを備え、前記陽極酸化皮膜中に前記アルミニウム板とは反対側の表面から深さ方向にのびるマイクロポアを有する平版印刷版用支持体であって、
前記マイクロポアの内部の少なくとも一部がベーマイトからなる突起状物によって封孔され、前記陽極酸化皮膜上のベーマイトからなる突起状物の平均高さが15nm未満である、平版印刷版用支持体。
【請求項2】
前記マイクロポアの平均ポア径(d)に対する、当該マイクロポアを封孔する前記突起状物の前記ポア径方向の平均高さ(h)の比(h/d)が0.2以上である、請求項1に記載の平版印刷版用支持体。
【請求項3】
請求項1または2に記載の平版印刷版用支持体上に、(A)増感色素、(B)重合開始剤、(C)重合性化合物、および、(D)バインダーポリマーを有する感光性層を有する、平版印刷版原版。
【請求項4】
前記感光性層上に保護層を有する、請求項3に記載の平版印刷版原版。
【請求項1】
アルミニウム板と、その上にアルミニウムの陽極酸化皮膜とを備え、前記陽極酸化皮膜中に前記アルミニウム板とは反対側の表面から深さ方向にのびるマイクロポアを有する平版印刷版用支持体であって、
前記マイクロポアの内部の少なくとも一部がベーマイトからなる突起状物によって封孔され、前記陽極酸化皮膜上のベーマイトからなる突起状物の平均高さが15nm未満である、平版印刷版用支持体。
【請求項2】
前記マイクロポアの平均ポア径(d)に対する、当該マイクロポアを封孔する前記突起状物の前記ポア径方向の平均高さ(h)の比(h/d)が0.2以上である、請求項1に記載の平版印刷版用支持体。
【請求項3】
請求項1または2に記載の平版印刷版用支持体上に、(A)増感色素、(B)重合開始剤、(C)重合性化合物、および、(D)バインダーポリマーを有する感光性層を有する、平版印刷版原版。
【請求項4】
前記感光性層上に保護層を有する、請求項3に記載の平版印刷版原版。
【図1】

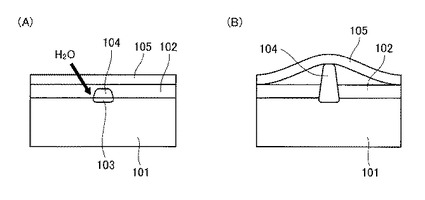
【図2】
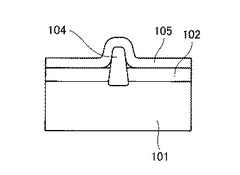
【図3】
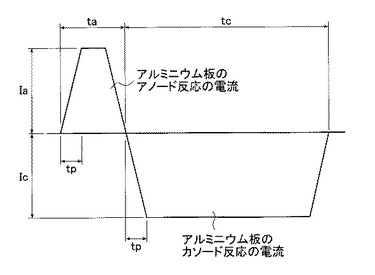
【図4】
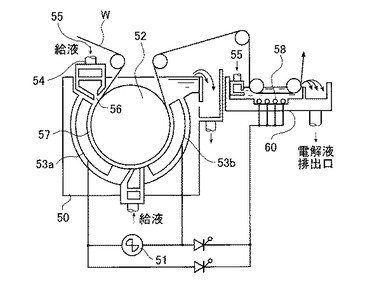
【図5】
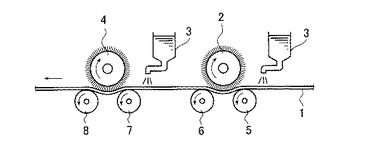
【図6】
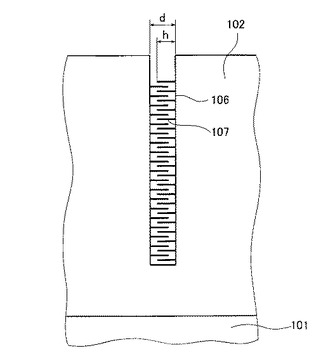
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−187909(P2012−187909A)
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願番号】特願2011−148202(P2011−148202)
【出願日】平成23年7月4日(2011.7.4)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願日】平成23年7月4日(2011.7.4)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]