
平行流型エレクトレットフィルター
【課題】製造が容易で、かつ、圧力損失が低くても捕集効率の高い平行流型エレクトレットフィルターを得ることができる。
【解決手段】複数枚のエレクトレット化シートが積層された平行流型エアフィルターであって、前記エレクトレット化シートは突起部を有し、該突起部が、積層されたエレクトレット化シートの互いの間隔を保つスペーサーの役割を果たしていることを特徴とする平行流型エレクトレットフィルター。
【解決手段】複数枚のエレクトレット化シートが積層された平行流型エアフィルターであって、前記エレクトレット化シートは突起部を有し、該突起部が、積層されたエレクトレット化シートの互いの間隔を保つスペーサーの役割を果たしていることを特徴とする平行流型エレクトレットフィルター。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、空気中に含まれる塵埃などを除去する平行流型エレクトレットフィルターに関する。
【背景技術】
【0002】
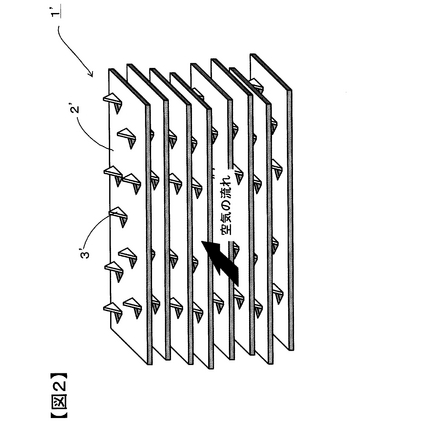
従来の平行流型エレクトレットフィルターとしては、波板状シートと平板状シートとを重ねて融着または接着し、得られた単位をさらに多段に積み重ねて接着したハニカム構造体が、例えば特許文献1などに示されている。これら従来型フィルターでは、図3に示すように、波板状シート6と平板状シート5とを積層して形成される孔を通風路としており、これらシートのいずれか一方あるいは両方にエレクトレット加工が施されているため、通風路を流れる空気中に含まれる塵埃は、これらシートの持つ電荷によって、静電吸着される構成となっている。
【0003】
しかしながら、従来型フィルターのハニカム構造体は、その構成単位を段ボールと同じ要領で製造しているため、波板状シートのひだが大きく、平板状シートを多段に積み重ねる際の間隔が大きくなりすぎてしまい、通風路の中央付近を通過する塵埃に対しては静電吸着力が十分に作用せず、捕集効率が低いという欠点があった。
【0004】
また、従来型フィルターでは、波板状シートと平板状シートとが、空気の流れ方向に対して平行に線状に接着されているため接触面積が大きく、塵埃を静電吸着するためのシートの有効面積割合が減少してしまうという欠点があった。
【0005】
更に、従来型フィルターの製造では、初めに段ボール状のシートを多数製造し、これを多段に積み重ねて接着してブロック状のものを成形し、最後に必要なフィルターサイズに切断することが必要なため、工程が煩雑で、しかも、表面に現れるハニカム形状の多数の孔が、切断する過程で潰れてしまうことがあり、フィルターとして使用したときに、圧力損失の高いものとなってしまうことがあった。
【特許文献1】特許第2856486号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明の目的は、製造が容易で、かつ、圧力損失が低くても捕集効率の高い平行流型エレクトレットフィルターを提供することである。
【課題を解決するための手段】
【0007】
前記課題を解決するために種々の検討を行い、エレクトレット化シートに突起部を設けてスペーサーとすることで、前記課題を解決できることを見出し、本発明を完成した。
【0008】
すなわち、本発明の平行流型エレクトレットフィルターは次の構成をとる。
(1)複数枚のエレクトレット化シートが積層された平行流型エアフィルターであって、
前記エレクトレット化シートは突起部を有し、該突起部が、積層されたエレクトレット化シートの互いの間隔を保つスペーサーの役割を果たしていることを特徴とする平行流型エレクトレットフィルター。
(2)前記突起部が、エレクトレット化シートに千鳥状に配置されている上記(1)に記載の平行流型エレクトレットフィルター。
(3)前記突起部が、エレクトレット化シートにランダムに配置されている上記(1)に記載の平行流型エレクトレットフィルター。
(4)前記突起部が、エレクトレット化シートに塗布された樹脂である上記(1)〜(3)のいずれかに記載の平行流型エレクトレットフィルター。
(5)前記突起部が、エレクトレット化シートに入れた切れ込みを立ち上げたものである上記(1)〜(3)のいずれかに記載の平行流型エレクトレットフィルター。
(6)前記突起部が、エレクトレット化シートに成型されたエンボスである上記(1)〜(3)のいずれかに記載の平行流型エレクトレットフィルター。
【発明の効果】
【0009】
本発明の平行流型エレクトレットフィルターは、エレクトレット化シート上に突起部を設け、その突起部で、積層されたエレクトレット化シートの互いの間隔を保つので、圧力損失を低く抑えつつろ過材の有効利用率を高めて捕集効率を高くすることができる。また、製造も容易で材料費等も抑えることができる。
【発明を実施するための最良の形態】
【0010】
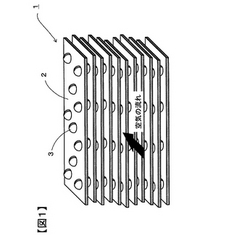
本発明の平行流型エレクトレットフィルターは、例えば図1に示すように、複数枚のエレクトレット化シート2が積層されてなる。そして、そのエレクトレット化シート2には、空気の流れ方向に関して間欠的に突起部3が設けられており、その突起部3が、積層されたエレクトレット化シート2の互いの間隔を保つスペーサーの役割を果たしている。 ここで、本発明に用いるエレクトレット化シート2を構成する材料としては、エレクトレット加工が可能なシート状物であれば何らの制約を設ける必要はなく、フィルムの他、スパンボンドやケミカルボンド、メルトブローなどの不織布、また織物や編物などが利用可能である。シートの原料は特に限定されるものではなく、ポリエチレン、ポリプロピレン、ポリエステル、ポリフルオロエチレン、ポリフルオロビニリデン、ナイロン、アクリルなどの合成樹脂を好適に用いることができ、コロナ荷電、電界荷電、電子線照射など公知の手段でエレクトレット化を行うことができる。
【0011】
エレクトレット化シート2は、厚さが薄い方がフィルターとした時の圧力損失を低くすることが出来るので好ましいが、一方で厚さが薄すぎるとシート自体の剛性が低下してしまい、風圧による撓みが生じるなどの問題が起こってしまう。そのため、本発明に用いるエレクトレット化シート2としては、厚さが0.06〜1.5mmの範囲内であることが好ましい。より好ましくは、厚さが0.10〜1.0mmの範囲内であるエレクトレット化シートを使用するのが、フィルターの低圧力損失化および高捕集効率化の観点から良い。
【0012】
また、本発明においては、上述したように、突起部3によって積層されたエレクトレット化シート2の間隔を保つが、この間隔は狭い方がフィルターとした時の捕集効率を高くすることができるので好ましい。一方で間隔が狭すぎると、フィルター開口面積に対する通風孔の割合が低下し、圧力損失が高くなってしまう問題がある。そのため、本発明の平行流型エレクトレットフィルターのエレクトレット化シート2の間隔としては、0.5〜2.5mmの範囲内であることが好ましい。より好ましくは、エレクトレット化シートの間隔を0.7〜2.0mmの範囲内とするのが、フィルターの低圧力損失化および高捕集効率化の観点から良い。
【0013】
そして、突起部3は、規則的に配置しても良いが、エアフィルターの空気の流れ方向に対して千鳥状もしくはランダムに配置する方が、エアフィルターとした時に積層したエレクトレット化シート2の間を通る空気が乱流となりやすく、空気中の塵埃などがエレクトレット化シートに静電吸着されやすくなるため好ましい。また、突起部3を設ける面は、エレクトレット化シートの片面であっても両面であっても良い。
【0014】
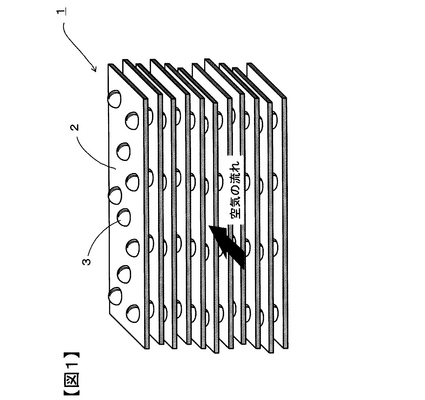
突起部3の形成は、機械による連続加工が可能であることが、製造が容易にあり、コスト的にも有利であるため好ましい。したがって、ホットメルト樹脂などのビード加工の他、エレクトレット化シートの一部に入れた切れ込みを折り曲げて立ち上げる方法や、エンボス加工などが好適に用いられる。図2に、エレクトレット化シート2‘の一部に切り込みを入れ、その切り込みを折り曲げ立ち上げて突起部3’を形成したエアフィルター1‘を示す。
【0015】
突起部3の大きさは、小さい方がエレクトレット化シート2を積層する時の接触面積を減らし、空気中の塵埃などを静電吸着する有効面積を増やすことができるので好ましく、接触面積の割合はエレクトレット化シート2の面積の10%以下とすることが良い。
【0016】
本発明の平行流型エレクトレットフィルターは、例えば、次のようにして製造することができる。
巻き出し機より引き出されたシート原反は、コロナ放電機などのエレクトレット化装置に導入され、エレクトレット化処理をされる。エレクトレット化装置より出てきたシートは、そのままホットメルトビード加工機などの突起部付設装置へと導入されて、シート上の全巾にわたり、間欠的に突起部を設置され、シート上に多数の突起部のある連続したエレクトレット化シートとなる。このようにして得られたシートは、裁断機へと導入されて、ある一定の送り量で定寸カットされることにより、エレクトレットフィルターろ材を得る。このろ材を多数積み重ねることにより、本発明の平行流型エレクトレットフィルターを得ることができる。このような方法で製造されると、エレクトレットフィルターろ材はシート状のまま切断されるので、端面がシャープであり、エレクトレット化シートを積層したときの通風路の入り口形状が潰れてしまうことがなく、圧力損失の低いフィルターを得ることができる。
【実施例】
【0017】
以下に、実施例を挙げて本発明をさらに具体的に説明するが、本発明はその要旨を越えない限りこれらの実施例に限定されるものではない。また、実施例において使用する特性値は、次の測定法により測定したものである。
(1)圧力損失および捕集効率
JIS−B−9908 形式1の方法で測定した。
(2)QF値
以下の式により算出した。
【0018】
QF値(Pa−1)=−ln〔{1−[捕集効率(%)]/100}/[圧力損失(Pa)]〕
QF値は、圧力損失当たりの捕集効率を表し、値が大きいほど高性能なフィルターであると言うことができる。
【0019】
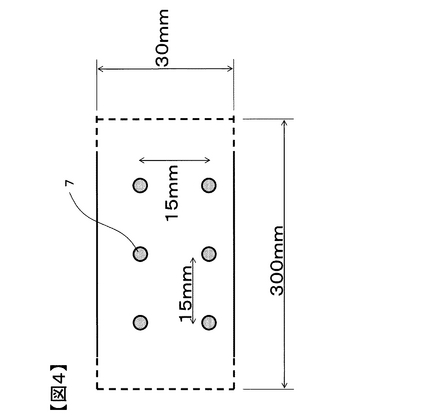
(実施例1)巾300mm、厚さ0.3mmのポリエステルフィルムをコロナ放電法でエレクトレット化したシートの片面に、CD方向の間隔が15mm、MD方向の間隔が15mmとなるように、半径1.0mmの半球状のポリオレフィン系ホットメルト樹脂を塗布して突起部を形成した(図4参照)。このエレクトレット化シートを送り量30mmで定寸カットしたものを、高さ300mmとなるように多段に積み重ねてアルミニウム製のケーシングに組み込み、本発明の平行流型エレクトレットフィルターを得た。得られたフィルターの特性値を測定した結果を表1に示す。
【0020】
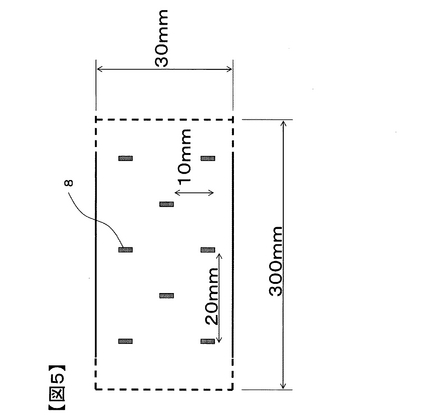
(実施例2)コロナ放電法によりエレクトレット加工したポリプロピレン製メルトブロー不織布(目付30g/m2厚さ0.33mm)にポリエステル短繊維の樹脂加工不織布(目付37g/m2、厚さ0.34mm)をウレタン系接着剤(塗布量4g/m2)で貼り合わせたフィルターろ材(厚さ0.7mm)を、巾300mmにスリット加工すると共に、底辺2.0mm、高さ1.5mmの二等辺三角形の切れ込みを90度に立ち上げた突起部を、CD方向の間隔が20mm、MD方向の間隔が10mmとなるように、空気の流れ方向に対して千鳥配置した(図5参照)。このエレクトレット化シートを送り量30mmで定寸カットしたものを、高さ300mmとなるように多段に積み重ねてアルミニウム製のケーシングに組み込み、本発明の平行流型エレクトレットフィルターを得た。得られたフィルターの特性値を、測定した結果を表1に示す。
【0021】
(比較例1)コロナ放電法によりエレクトレット加工したポリプロピレン製メルトブロー不織布(目付40g/m2、厚さ0.40mm)を、山高さ3.0mmでコルゲート加工した波板状シートと、同じメルトブロー不織布よりなる平板状シートとを、多段に積層、接着してハニカム状ブロックを得た。これを巾300mm、高さ300mm、奥行き30mmのサイズにカットしたものをアルミニウム製のケーシングに組み込み、平行流型エレクトレットフィルターを得た。得られたフィルターの特性値を、測定した結果を表1に示す。
【0022】
【表1】

【産業上の利用可能性】
【0023】
本発明の平行流型エレクトレットフィルターは、たとえば、廉価型のフィルターが好まれる空気清浄機やルームエアコンなどのフィルターとして好適に利用することができる。
【図面の簡単な説明】
【0024】
【図1】本発明の一実施形態を示す平行流型エレクトレットフィルターの要部拡大斜視図である。
【図2】本発明の他の実施形態を示す平行流型エレクトレットフィルターの要部拡大斜視図である。
【図3】従来の平行流型フィルターの斜視図である。
【図4】実施例1で用いたエレクトレット化シートの突起部配置概略図である。
【図5】実施例2で用いたエレクトレット化シートの突起部配置概略図である。
【符号の説明】
【0025】
1、1’: エアフィルター
2、2’: エレクトレット化シート
3、3’: 突起部
4: エアフィルター
5: 平板状シート
6: 波板状シート
7: 半球状のポリオレフィン系ホットメルト樹脂による突起部
8: 二等辺三角形の切れ込みを90度立ち上げたものによる突起部
【技術分野】
【0001】
本発明は、空気中に含まれる塵埃などを除去する平行流型エレクトレットフィルターに関する。
【背景技術】
【0002】
従来の平行流型エレクトレットフィルターとしては、波板状シートと平板状シートとを重ねて融着または接着し、得られた単位をさらに多段に積み重ねて接着したハニカム構造体が、例えば特許文献1などに示されている。これら従来型フィルターでは、図3に示すように、波板状シート6と平板状シート5とを積層して形成される孔を通風路としており、これらシートのいずれか一方あるいは両方にエレクトレット加工が施されているため、通風路を流れる空気中に含まれる塵埃は、これらシートの持つ電荷によって、静電吸着される構成となっている。
【0003】
しかしながら、従来型フィルターのハニカム構造体は、その構成単位を段ボールと同じ要領で製造しているため、波板状シートのひだが大きく、平板状シートを多段に積み重ねる際の間隔が大きくなりすぎてしまい、通風路の中央付近を通過する塵埃に対しては静電吸着力が十分に作用せず、捕集効率が低いという欠点があった。
【0004】
また、従来型フィルターでは、波板状シートと平板状シートとが、空気の流れ方向に対して平行に線状に接着されているため接触面積が大きく、塵埃を静電吸着するためのシートの有効面積割合が減少してしまうという欠点があった。
【0005】
更に、従来型フィルターの製造では、初めに段ボール状のシートを多数製造し、これを多段に積み重ねて接着してブロック状のものを成形し、最後に必要なフィルターサイズに切断することが必要なため、工程が煩雑で、しかも、表面に現れるハニカム形状の多数の孔が、切断する過程で潰れてしまうことがあり、フィルターとして使用したときに、圧力損失の高いものとなってしまうことがあった。
【特許文献1】特許第2856486号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明の目的は、製造が容易で、かつ、圧力損失が低くても捕集効率の高い平行流型エレクトレットフィルターを提供することである。
【課題を解決するための手段】
【0007】
前記課題を解決するために種々の検討を行い、エレクトレット化シートに突起部を設けてスペーサーとすることで、前記課題を解決できることを見出し、本発明を完成した。
【0008】
すなわち、本発明の平行流型エレクトレットフィルターは次の構成をとる。
(1)複数枚のエレクトレット化シートが積層された平行流型エアフィルターであって、
前記エレクトレット化シートは突起部を有し、該突起部が、積層されたエレクトレット化シートの互いの間隔を保つスペーサーの役割を果たしていることを特徴とする平行流型エレクトレットフィルター。
(2)前記突起部が、エレクトレット化シートに千鳥状に配置されている上記(1)に記載の平行流型エレクトレットフィルター。
(3)前記突起部が、エレクトレット化シートにランダムに配置されている上記(1)に記載の平行流型エレクトレットフィルター。
(4)前記突起部が、エレクトレット化シートに塗布された樹脂である上記(1)〜(3)のいずれかに記載の平行流型エレクトレットフィルター。
(5)前記突起部が、エレクトレット化シートに入れた切れ込みを立ち上げたものである上記(1)〜(3)のいずれかに記載の平行流型エレクトレットフィルター。
(6)前記突起部が、エレクトレット化シートに成型されたエンボスである上記(1)〜(3)のいずれかに記載の平行流型エレクトレットフィルター。
【発明の効果】
【0009】
本発明の平行流型エレクトレットフィルターは、エレクトレット化シート上に突起部を設け、その突起部で、積層されたエレクトレット化シートの互いの間隔を保つので、圧力損失を低く抑えつつろ過材の有効利用率を高めて捕集効率を高くすることができる。また、製造も容易で材料費等も抑えることができる。
【発明を実施するための最良の形態】
【0010】
本発明の平行流型エレクトレットフィルターは、例えば図1に示すように、複数枚のエレクトレット化シート2が積層されてなる。そして、そのエレクトレット化シート2には、空気の流れ方向に関して間欠的に突起部3が設けられており、その突起部3が、積層されたエレクトレット化シート2の互いの間隔を保つスペーサーの役割を果たしている。 ここで、本発明に用いるエレクトレット化シート2を構成する材料としては、エレクトレット加工が可能なシート状物であれば何らの制約を設ける必要はなく、フィルムの他、スパンボンドやケミカルボンド、メルトブローなどの不織布、また織物や編物などが利用可能である。シートの原料は特に限定されるものではなく、ポリエチレン、ポリプロピレン、ポリエステル、ポリフルオロエチレン、ポリフルオロビニリデン、ナイロン、アクリルなどの合成樹脂を好適に用いることができ、コロナ荷電、電界荷電、電子線照射など公知の手段でエレクトレット化を行うことができる。
【0011】
エレクトレット化シート2は、厚さが薄い方がフィルターとした時の圧力損失を低くすることが出来るので好ましいが、一方で厚さが薄すぎるとシート自体の剛性が低下してしまい、風圧による撓みが生じるなどの問題が起こってしまう。そのため、本発明に用いるエレクトレット化シート2としては、厚さが0.06〜1.5mmの範囲内であることが好ましい。より好ましくは、厚さが0.10〜1.0mmの範囲内であるエレクトレット化シートを使用するのが、フィルターの低圧力損失化および高捕集効率化の観点から良い。
【0012】
また、本発明においては、上述したように、突起部3によって積層されたエレクトレット化シート2の間隔を保つが、この間隔は狭い方がフィルターとした時の捕集効率を高くすることができるので好ましい。一方で間隔が狭すぎると、フィルター開口面積に対する通風孔の割合が低下し、圧力損失が高くなってしまう問題がある。そのため、本発明の平行流型エレクトレットフィルターのエレクトレット化シート2の間隔としては、0.5〜2.5mmの範囲内であることが好ましい。より好ましくは、エレクトレット化シートの間隔を0.7〜2.0mmの範囲内とするのが、フィルターの低圧力損失化および高捕集効率化の観点から良い。
【0013】
そして、突起部3は、規則的に配置しても良いが、エアフィルターの空気の流れ方向に対して千鳥状もしくはランダムに配置する方が、エアフィルターとした時に積層したエレクトレット化シート2の間を通る空気が乱流となりやすく、空気中の塵埃などがエレクトレット化シートに静電吸着されやすくなるため好ましい。また、突起部3を設ける面は、エレクトレット化シートの片面であっても両面であっても良い。
【0014】
突起部3の形成は、機械による連続加工が可能であることが、製造が容易にあり、コスト的にも有利であるため好ましい。したがって、ホットメルト樹脂などのビード加工の他、エレクトレット化シートの一部に入れた切れ込みを折り曲げて立ち上げる方法や、エンボス加工などが好適に用いられる。図2に、エレクトレット化シート2‘の一部に切り込みを入れ、その切り込みを折り曲げ立ち上げて突起部3’を形成したエアフィルター1‘を示す。
【0015】
突起部3の大きさは、小さい方がエレクトレット化シート2を積層する時の接触面積を減らし、空気中の塵埃などを静電吸着する有効面積を増やすことができるので好ましく、接触面積の割合はエレクトレット化シート2の面積の10%以下とすることが良い。
【0016】
本発明の平行流型エレクトレットフィルターは、例えば、次のようにして製造することができる。
巻き出し機より引き出されたシート原反は、コロナ放電機などのエレクトレット化装置に導入され、エレクトレット化処理をされる。エレクトレット化装置より出てきたシートは、そのままホットメルトビード加工機などの突起部付設装置へと導入されて、シート上の全巾にわたり、間欠的に突起部を設置され、シート上に多数の突起部のある連続したエレクトレット化シートとなる。このようにして得られたシートは、裁断機へと導入されて、ある一定の送り量で定寸カットされることにより、エレクトレットフィルターろ材を得る。このろ材を多数積み重ねることにより、本発明の平行流型エレクトレットフィルターを得ることができる。このような方法で製造されると、エレクトレットフィルターろ材はシート状のまま切断されるので、端面がシャープであり、エレクトレット化シートを積層したときの通風路の入り口形状が潰れてしまうことがなく、圧力損失の低いフィルターを得ることができる。
【実施例】
【0017】
以下に、実施例を挙げて本発明をさらに具体的に説明するが、本発明はその要旨を越えない限りこれらの実施例に限定されるものではない。また、実施例において使用する特性値は、次の測定法により測定したものである。
(1)圧力損失および捕集効率
JIS−B−9908 形式1の方法で測定した。
(2)QF値
以下の式により算出した。
【0018】
QF値(Pa−1)=−ln〔{1−[捕集効率(%)]/100}/[圧力損失(Pa)]〕
QF値は、圧力損失当たりの捕集効率を表し、値が大きいほど高性能なフィルターであると言うことができる。
【0019】
(実施例1)巾300mm、厚さ0.3mmのポリエステルフィルムをコロナ放電法でエレクトレット化したシートの片面に、CD方向の間隔が15mm、MD方向の間隔が15mmとなるように、半径1.0mmの半球状のポリオレフィン系ホットメルト樹脂を塗布して突起部を形成した(図4参照)。このエレクトレット化シートを送り量30mmで定寸カットしたものを、高さ300mmとなるように多段に積み重ねてアルミニウム製のケーシングに組み込み、本発明の平行流型エレクトレットフィルターを得た。得られたフィルターの特性値を測定した結果を表1に示す。
【0020】
(実施例2)コロナ放電法によりエレクトレット加工したポリプロピレン製メルトブロー不織布(目付30g/m2厚さ0.33mm)にポリエステル短繊維の樹脂加工不織布(目付37g/m2、厚さ0.34mm)をウレタン系接着剤(塗布量4g/m2)で貼り合わせたフィルターろ材(厚さ0.7mm)を、巾300mmにスリット加工すると共に、底辺2.0mm、高さ1.5mmの二等辺三角形の切れ込みを90度に立ち上げた突起部を、CD方向の間隔が20mm、MD方向の間隔が10mmとなるように、空気の流れ方向に対して千鳥配置した(図5参照)。このエレクトレット化シートを送り量30mmで定寸カットしたものを、高さ300mmとなるように多段に積み重ねてアルミニウム製のケーシングに組み込み、本発明の平行流型エレクトレットフィルターを得た。得られたフィルターの特性値を、測定した結果を表1に示す。
【0021】
(比較例1)コロナ放電法によりエレクトレット加工したポリプロピレン製メルトブロー不織布(目付40g/m2、厚さ0.40mm)を、山高さ3.0mmでコルゲート加工した波板状シートと、同じメルトブロー不織布よりなる平板状シートとを、多段に積層、接着してハニカム状ブロックを得た。これを巾300mm、高さ300mm、奥行き30mmのサイズにカットしたものをアルミニウム製のケーシングに組み込み、平行流型エレクトレットフィルターを得た。得られたフィルターの特性値を、測定した結果を表1に示す。
【0022】
【表1】
【産業上の利用可能性】
【0023】
本発明の平行流型エレクトレットフィルターは、たとえば、廉価型のフィルターが好まれる空気清浄機やルームエアコンなどのフィルターとして好適に利用することができる。
【図面の簡単な説明】
【0024】
【図1】本発明の一実施形態を示す平行流型エレクトレットフィルターの要部拡大斜視図である。
【図2】本発明の他の実施形態を示す平行流型エレクトレットフィルターの要部拡大斜視図である。
【図3】従来の平行流型フィルターの斜視図である。
【図4】実施例1で用いたエレクトレット化シートの突起部配置概略図である。
【図5】実施例2で用いたエレクトレット化シートの突起部配置概略図である。
【符号の説明】
【0025】
1、1’: エアフィルター
2、2’: エレクトレット化シート
3、3’: 突起部
4: エアフィルター
5: 平板状シート
6: 波板状シート
7: 半球状のポリオレフィン系ホットメルト樹脂による突起部
8: 二等辺三角形の切れ込みを90度立ち上げたものによる突起部
【特許請求の範囲】
【請求項1】
複数枚のエレクトレット化シートが積層された平行流型エアフィルターであって、前記エレクトレット化シートは突起部を有し、該突起部が、積層されたエレクトレット化シートの互いの間隔を保つスペーサーの役割を果たしていることを特徴とする平行流型エレクトレットフィルター。
【請求項2】
前記突起部が、エレクトレット化シートに千鳥状に配置されている請求項1に記載の平行流型エレクトレットフィルター。
【請求項3】
前記突起部が、エレクトレット化シートにランダムに配置されている請求項1に記載の平行流型エレクトレットフィルター。
【請求項4】
前記突起部が、エレクトレット化シートに塗布された樹脂である請求項1〜3のいずれかに記載の平行流型エレクトレットフィルター。
【請求項5】
前記突起部が、エレクトレット化シートに入れた切れ込みを立ち上げたものである請求項1〜3のいずれかに記載の平行流型エレクトレットフィルター。
【請求項6】
前記突起部が、エレクトレット化シートに成型されたエンボスである請求項1〜3のいずれかに記載の平行流型エレクトレットフィルター。
【請求項1】
複数枚のエレクトレット化シートが積層された平行流型エアフィルターであって、前記エレクトレット化シートは突起部を有し、該突起部が、積層されたエレクトレット化シートの互いの間隔を保つスペーサーの役割を果たしていることを特徴とする平行流型エレクトレットフィルター。
【請求項2】
前記突起部が、エレクトレット化シートに千鳥状に配置されている請求項1に記載の平行流型エレクトレットフィルター。
【請求項3】
前記突起部が、エレクトレット化シートにランダムに配置されている請求項1に記載の平行流型エレクトレットフィルター。
【請求項4】
前記突起部が、エレクトレット化シートに塗布された樹脂である請求項1〜3のいずれかに記載の平行流型エレクトレットフィルター。
【請求項5】
前記突起部が、エレクトレット化シートに入れた切れ込みを立ち上げたものである請求項1〜3のいずれかに記載の平行流型エレクトレットフィルター。
【請求項6】
前記突起部が、エレクトレット化シートに成型されたエンボスである請求項1〜3のいずれかに記載の平行流型エレクトレットフィルター。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−341220(P2006−341220A)
【公開日】平成18年12月21日(2006.12.21)
【国際特許分類】
【出願番号】特願2005−170669(P2005−170669)
【出願日】平成17年6月10日(2005.6.10)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成18年12月21日(2006.12.21)
【国際特許分類】
【出願日】平成17年6月10日(2005.6.10)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]