
平面度測定装置及び平面度測定方法
【課題】 測定対象ベルトの平面度を精度良く測定する。
【解決手段】 互いに平行となるように所定間隔をもって配置された一対の円柱状部材と、前記一対の円柱状部材に架け渡された測定対象ベルトの平面度を測定する測定手段と、前記測定手段による平面度測定前に、前記測定対象ベルトが搭載される被搭載装置に該測定対象ベルトが搭載された時に該測定対象ベルトに作用する予め定められた規定荷重に、該規定荷重との合計荷重が該測定対象ベルトの破損限界荷重未満となるような追加荷重を加えた合計荷重を、前記一対の円柱状部材の少なくとも一方を介して該測定対象ベルトの長手方向に加えた後に、該合計荷重から前記追加荷重を除いた前記規定荷重を前記測定対象ベルトの長手方向に加える張架手段と、を備える。
【解決手段】 互いに平行となるように所定間隔をもって配置された一対の円柱状部材と、前記一対の円柱状部材に架け渡された測定対象ベルトの平面度を測定する測定手段と、前記測定手段による平面度測定前に、前記測定対象ベルトが搭載される被搭載装置に該測定対象ベルトが搭載された時に該測定対象ベルトに作用する予め定められた規定荷重に、該規定荷重との合計荷重が該測定対象ベルトの破損限界荷重未満となるような追加荷重を加えた合計荷重を、前記一対の円柱状部材の少なくとも一方を介して該測定対象ベルトの長手方向に加えた後に、該合計荷重から前記追加荷重を除いた前記規定荷重を前記測定対象ベルトの長手方向に加える張架手段と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、平面度測定装置及び平面度測定方法に係り、特に、電子写真複写機、プリンタ、ファクシミリ、及びこれらの複合機等の電子写真方式を用いる画像形成装置や、各種装置に搭載されるベルトを測定対象とする平面度測定装置及び平面度の測定方法に関する。
【背景技術】
【0002】
電子写真方式を利用した画像形成装置等の各種装置には、搬送部材として用いられる搬送ベルトや、像担持体上に形成されたトナー像が転写される転写ベルト等の各種ベルトが搭載されている。
【0003】
これらの装置において用いられるベルトには、高い平面度が要求される場合があり、平面度の測定には、ベルト表面の変位を測定するための変位計が用いられている(例えば、特許文献1及び特許文献2参照)。
【0004】
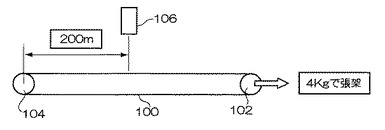
特許文献1の技術によれば、ベルトの平面度測定時には、図7に示すように、一対の互いに平行に設けられたロール102及びロール104に架け渡された無端ベルト100を4kgの荷重で張架し、この張架した状態において無端ベルト100表面変位をレーザ変位計106により測定した測定結果に基づいて、平面度を算出している。
【0005】
特許文献2の技術によれば、環状の電子写真装置用ベルトを2本の軸に架け渡し、一方の軸の長手方向両端部を介して各端部に2kgの荷重をかけることにより、電車写真装置用ベルトに4kgの荷重をベルトの長手方向に加えた状態で、ベルトの幅方向の波打ちを計測している。
【特許文献1】特開2002―148899号公報
【特許文献2】特開2002―169380号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら上記技術では、平面度の測定時には、単に所定レベルの荷重を一度ベルトに加えた状態において測定を行っているので、成型時例えば金型の磨耗、材料成分の不均一、熱硬化の収縮ばらつき、経時変化等によりベルトの長手方向の長さが幅方向にわたって均一ではない場合には、ベルトへの荷重が幅方向に均一に加わらず、精度良く平面度を測定することは困難であった。また、従来の技術では、ベルトが被搭載装置に搭載された時と同様の荷重を加えた状態において、平面度を測定しているものではないため、実際のベルトの使用環境における平面度を精度良く測定するとはいえなかった。
【0007】
本発明は、上記事実を考慮してなされたものであり、測定対象ベルトの平面度を精度良く測定可能な平面度測定装置及び平面度測定方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明の平面度測定装置は、互いに平行となるように所定間隔をもって配置された一対の円柱状部材と、前記一対の円柱状部材に架け渡された測定対象ベルトの平面度を測定する測定手段と、前記測定手段による平面度測定前に、前記測定対象ベルトが搭載される被搭載装置に該測定対象ベルトが搭載された時に該測定対象ベルトに作用する予め定められた規定荷重に、該規定荷重との合計荷重が該測定対象ベルトの破損限界荷重未満となるような追加荷重を加えた合計荷重を、前記一対の円柱状部材の少なくとも一方を介して該測定対象ベルトの長手方向に加えた後に、該合計荷重から前記追加荷重を除いた前記規定荷重を前記測定対象ベルトの長手方向に加える張架手段と、を備えている。
【0009】
本発明の平面度測定装置の測定手段は、互いに平行となるように所定間隔をもって配置された一対の円柱状部材に架け渡された測定対象ベルトの平面度を測定する。
【0010】
張架手段は、測定手段による平面度測定前に、測定対象ベルトが搭載される被搭載装置に該測定対象ベルトが搭載されたときに該測定対象ベルトに作用する予め定められた規定荷重に追加荷重を加えた合計荷重を、一対の円柱状部材の少なくとも一方を介して測定対象ベルトの長手方向に加える。
【0011】
追加加重は、規定加重に追加加重を加えた合計加重が、測定対象ベルトの破損限界加重未満となるように定められ、規定加重に追加加重を加えた合計加重を測定対象ベルトの長手方向に加えた後に、測定対象ベルトを荷重が加えられた状態から解放したときに、荷重をかける前の状態に戻るような荷重であることが好ましい。
【0012】
このように、張架手段によって、規定荷重に追加荷重を加えた合計荷重を、円柱状部材を介して測定対象ベルトの長手方向に加えた後に、追加荷重を外して規定荷重のみを加えた状態で、測定手段によって測定対象ベルトの平面度を測定するので、測定対象ベルトが被搭載装置に搭載された状態における平面度を測定することができると共に、測定対象ベルトの長手方向の長さが幅方向において均一ではない場合であっても、規定荷重のみを加えて平面度を測定する前に、規定荷重に追加荷重を加えた合計荷重を一度加えることによって測定対象ベルトと円柱状部材とを該測定対象ベルトの幅方向に渡って密接させることができるので、測定対象ベルトの平面度を精度良く測定することができる。
【0013】
なお、円柱状部材の長手方向両端部には、自動調芯部材を設けることができる。
【0014】
また、前記円柱状部材の少なくとも一方は、該円柱状部材を回転するための駆動手段を備えることができる。
【0015】
円柱状部材の少なくとも一方に、駆動手段を設けることにより、測定手段による測定対象ベルトの平面度測定時に該駆動手段によって円柱状部材を回転駆動することで、一対の円柱状部材に架け渡された測定対象ベルトを長手方向に搬送させることができ、測定手段により測定対象ベルトの平面度を長手方向にわたって測定することができる。
【0016】
また、測定手段には、測定手段を測定対象ベルトの幅方向の一端から他端に向かって移動させるための移動手段を設けることができる。このような移動手段を設けるようにすれば、測定対象ベルトの幅方向の一端から他端に向かって平面度を測定することができると共に、上記駆動手段によって円柱状部材を回転駆動させることにより、測定対象ベルトの長手方向及び幅方向の全領域に渡って、平面度を測定することができる。
【0017】
本発明のベルト平面度測定方法によって、測定対象ベルトの平面度を精度良く測定することができる。具体的には、本発明のベルト平面度測定方法は、互いに平行となるように所定間隔をもって配置された一対の円柱状部材を備え、該一対の円柱状部材に架け渡された測定対象ベルトの平面度を測定手段によって測定する測定方法であって、前記測定対象ベルトが搭載される被搭載装置に該測定対象ベルトが搭載された時に該測定対象ベルトに作用する予め定められた規定荷重に、該規定荷重との合計荷重が該測定対象ベルトの破損限界荷重未満となるような追加荷重を加えた合計荷重を、前記一対の円柱状部材の少なくとも一方を介して該測定対象ベルトの長手方向に加える工程と、該合計荷重から前記追加荷重を除いた前記規定荷重を前記測定対象ベルトの長手方向に加える工程と、長手方向に前記規定荷重が加えられた前記測定対象ベルトの平面度を測定する工程と、を備えている。
【発明の効果】
【0018】
本発明のベルト平面度測定装置及びベルト平面度測定方法によれば、張架手段によって規定荷重に追加荷重を加えた合計荷重を、円柱状部材を介して測定対象ベルトの長手方向に加えた後に、追加荷重を外して規定荷重のみを加えた状態で、測定手段によって測定対象ベルトの平面度を測定するので、測定対象ベルトの平面度を精度良く測定することができる、という効果を有する。
【発明を実施するための最良の形態】
【0019】
以下、図面を参照して本発明の実施の形態の一例を詳細に説明する。
【0020】
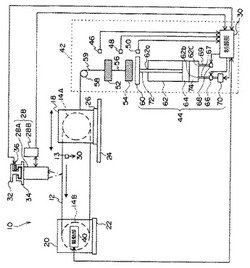
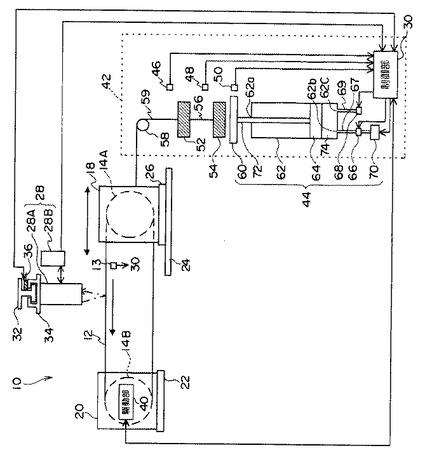
図1には、本実施の形態に係るベルト平面度測定装置10の構成を模式的に示した。
【0021】
本発明のベルト平面度測定装置10は、測定対象となる測定対象ベルト12を架け渡すための円柱状のロール14A及びロール14Bが互いに平行となるように所定間隔をもって配設されている。
【0022】
なお、ロール14A及びロール14Bが本発明の円柱状部材に相当する。
【0023】
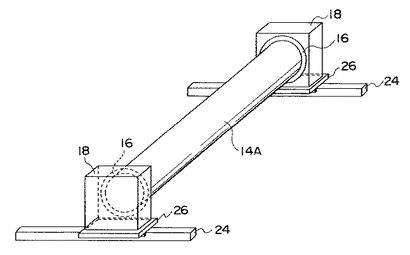
図2に示すように、ロール14Aの軸方向両端部各々は、自動調芯ベアリング16を備えた軸受18によって回転自在に支持されており、ロール14Aは、自動調芯ベアリング16の中心を支点として調芯可能に設けられている。軸受18は、ベルト平面度測定装置10の図示を省略する筐体に支持されている。
【0024】
一対の軸受18各々は、一対のレール24上に載置されたリニアガイド26上に着脱可能に固定されている。一対のレール24は、ロール14A及びロール14Bが互いに近接する方向及び離間する方向へロール14Aが移動可能となるように、互いに平行となるように延設されている。
【0025】
このため、一対の軸受18によって支持されているロール14Aは、ロール14Bと互いに軸方向に平行となるように維持されたまま、互いに近接する方向または離間される方向へと移動可能に設けられている。
【0026】
ロール14Bの軸方向両端部もまた、各々軸受20(図1参照)によって回転自在に支持されている。ロール14Bの軸方向両端部を支持する一対の軸受20は、各々支持基板22を介して、ベルト平面度測定装置10の図示を省略する筐体に支持されている。
【0027】
なお、軸受20もまた、自動調芯ベアリング(図示省略)を備えるようにしてもよい。
【0028】
ロール14Aを支持する一対の軸受18の少なくとも一方は、ロール14A及びリニアガイド26から着脱可能に設けられている。同様にロール14B各々を支持する一対の軸受20の少なくとも一方は、ロール14B及び図示を省略する筐体から着脱可能に設けられている。
【0029】
このように、ロール14Aを支持する一対の軸受18の少なくとも一方、及びロール14Bを支持する一対の軸受20の少なくとも一方を、各々ロール14A及びロール14Bから着脱可能に設けることにより、測定対象となる測定対象ベルト12をロール14A及びロール14Bに架け渡すことができるように構成されている。
【0030】
ロール14Aの近傍には、測定対象ベルト12がロール14A及びロール14Bに架け渡されたことを検知するための検知センサ13が設けられている。検知センサ13は、制御部30と信号授受可能に接続されている。
【0031】
また、本発明のベルト平面度測定装置10には、ロール14A及びロール14Bに架け渡された測定対象ベルト12の平面度を測定するための測定手段としての変位計28が設けられている。
【0032】
変位計28としては、磁界、光、音波を媒体とした非接触方式を採用した変位計(過電流式、光学式、超音波式、及びレーザフォーカス式)や、ダイヤルゲージや差動トランス等の接触式の変位計などが挙げられるが、本発明のベルト平面度測定装置10では、測定対象ベルト12がロール14A及びロール14Bに掛け渡されて張られている状態で平面度を計測する必要があり、接触式の変位計では接触部分で測定対象ベルト12が変形してしまう可能性がある。そこで、測定対象ベルト12の変形を発生させずに平面度を計測するために、非接触式の変位計を採用することが好ましい。
【0033】
また、非接触式の変位計の中でも、精度が高く且つ応答速度が速く、あらゆる材質の測定が可能であることから、半導体レーザを用いたレーザ変位計や超音波を用いた超音波変位計を用いることが好ましい。
【0034】
変位計28は、変位センサヘッド28Aと、変位センサヘッド28Aを制御するためのコントローラ28Bとを含んで構成されている。コントローラ28Bは、ベルト平面度測定装置10に搭載されているデバイス各々を制御するための制御部30に信号授受に接続されており、制御部30から受信した信号に応じて変位センサヘッド28Aによる変位量の測定開始及び終了を制御するとともに、測定結果を制御部30へ送信する。
【0035】
なお、本実施の形態では、測定対象ベルト12の幅方向の一端から他端までの変位量の計測結果の最大値と最小値の差分を平面度として測定する。
【0036】
変位センサヘッド28Aは、ロール14A及びロール14Bに架け渡された測定対象ベルト12の幅方向の一端から他端までの変位量を計測可能となるように、ロール14Bの軸方向と平行な方向に延伸された長尺状のレール32によって該レール32の長手方向に移動可能に支持されたリニアガイド34に固定されている。リニアガイド34には、該リニアガイド34をレール32の長手方向両端間を移動させるための駆動部36が設けられている。駆動部36は、制御部30に信号授受可能に接続されており、制御部30の制御によって、レール32の一端から他端へとリニアガイド34移動させる。すなわち、駆動部36によって、変位センサヘッド28Aを測定対象ベルト12の幅方向の一端から他端へと移動させることが可能に構成されている。なお、レール32は、ベルト平面度測定装置10の図示を省略する筐体に固定されている。
【0037】
このように構成され、制御部30の制御により駆動部36が駆動されることによって、変位センサヘッド28Aがレール32の一端から他端へ移動すると、ロール14Aとロール14Bとに架け渡された測定対象ベルト12の幅方向の一端から他端に渡って、変位計28により変位量を測定することができる。
【0038】
ロール14Bの一端または両端には、図示を省略するギアを介して、該ロール14Bを所定方向に回転駆動させるための駆動部40が設けられている。駆動部40は、制御部30とデータや信号授受可能に接続されており、制御部30による制御によって、ロール14Bを所定方向に回転駆動する。
【0039】
このため、ロール14B及びロール14Aに測定対象ベルト12が架け渡され、張架された状態においてロール14Bが所定方向に駆動されると共に、変位計28による平面度測定が開始されることによって、測定対象ベルト12の長手方向(周方向)の平面度を変位計28によって測定することができる。
【0040】
すなわち、本発明のベルト平面度測定装置10では、ロール14Aとロール14Bとに架け渡された測定対象ベルト12の幅方向の一端から他端及び、測定対象ベルト12の長手方向において、変位計28による測定が可能となるように構成されており、測定対象ベルト12の全領域に渡って平面度を測定可能に構成されている。
【0041】
また、本発明のベルト平面度測定装置10は、ロール14Aとロール14Bとに架け渡された測定対象ベルト12の長手方向に、ロール14Aを介して所定の荷重を加えて測定対象ベルト12を張架するための張架部42を含んで構成されている。
【0042】
張架部42は、シリンダ44、制御部30、センサ46、センサ48、センサ50、及び規定荷重の第1の重り、及び追加荷重の第2の重りを含んで構成されている。
【0043】
規定荷重とは、測定対象ベルト12が搭載されるべき被搭載装置に搭載されたときに該測定対象ベルト12に作用する予め定められた荷重である。被搭載装置としては、電子写真方式を用いた画像形成装置等が挙げられる。測定対象ベルト12が画像形成装置に搭載される場合には、例えば、転写ベルトや搬送ベルト等として搭載される。このような装置に搭載される測定対象ベルト12については、該装置における使用環境や搭載される部位等に応じて、作用される荷重が予め定められている。第1の重りは、規定荷重に相当する重量を有する材料であればよく、特に材料は限定されるものではない。
【0044】
追加荷重とは、上記規定荷重と追加荷重との合計荷重が、測定対象ベルト12の破損限界荷重未満となるような荷重であることが必須であり、上記規定荷重にこの追加荷重を加えた合計荷重を測定対象ベルト12の長手方向に加えたのちに、該合計荷重を除いて測定対象ベルト12が荷重された状態から解放された時に、該測定対象ベルト12の長手方向の長さまたは周長が、合計荷重を加える前の長手方向の長さまたは周長と同一となるような荷重であることが好ましい。
【0045】
なお、この限界荷重は、測定対象ベルト12の材質、作製方法、作製条件、及び測定対象ベルトの膜厚や長手方向長さ、幅方向長さ等により異なるため、本発明のベルト平面度測定装置10による平面度の測定前に、予め測定されているものとする。
【0046】
第1の重り52及び第2の重り54は、互いにピアノ線等のワイヤ56によって接続されている。また、第1の重り52は、ピアノ線等のワイヤ59により、ロール58を介して一対の軸受け18の双方に固着されている。
【0047】
シリンダ44は、円筒状のシリンダ本体62を備えている。シリンダ本体62は、両端に開口孔部を備え、内径が全長に渡り一定とされた円筒状に形成されている。
【0048】
シリンダ本体62内には、ピストン64が配置されると共に、密閉された圧力室74内に充填された空気や液体による圧力によってピストン64を摺動可能に設けられている。シリンダ本体62には、シリンダ本体62の開口孔部62aを介して、一端がピストン64に固着され、他端が荷重受部60に固着された支持軸72が設けられている。
【0049】
荷重受部60は、前記第2の重り54を受けると共に、前記第2の重り54及び前記第1の重り52の双方を受けるためのものである。
【0050】
すなわち、荷重受部60は、ピストン64に作用する液体または空気による圧力によってピストン64がシリンダ本体62内を摺動することで、第2の重り54、または第1の重り52及び第2の重り54を受けたり、上記第1の重り52及び第2の重り54の双方を受けない状態となるように、位置変動される。
【0051】
シリンダ本体62の開口孔部62aが設けられた面の他端面には、開口孔部62b及び開口孔部62cが設けられている。
【0052】
圧力室74は、開口孔部62b及びパイプ67を介してコンプレッサー70に連通されている。パイプ67の開口孔部62bとコンプレッサー70との間には、コンプレッサーにより圧縮空気または圧縮液体が開口孔部62bを介して圧力室74へ導入されることを阻止または解放するための電磁弁66が設けられている。
【0053】
また、圧力室74は、開口孔部62c及びパイプ69を介して、シリンダ本体62外部へ解放されている。このパイプ69には、圧力室74内の空気または液体をシリンダ本体62の外部へ排出または排出阻止するための電磁弁68が設けられている。
【0054】
電磁弁66、電磁弁68、及びコンプレッサー70は、制御部30とデータや信号授受可能に接続されている。
【0055】
制御部30によって、電磁弁68を閉じるように制御すると共に電磁弁66を解放するように制御した後に、コンプレッサー70によってパイプ67を通じて密閉された圧力室74内へ圧縮空気、圧縮ガス、または圧縮液体を圧入する。これによって、ピストン64がシリンダ本体62内を荷重受部60方向へと移動し、ピストン64に支持軸72を介して支持されている荷重受部60が第2の重り54のみを受ける位置まで押し出されると、ワイヤ59及び一対の軸受18を介して、測定対象ベルト12に第1の重り52に対応する荷重のみを加えることができる。
【0056】
さらに、制御部30によって、電磁弁68を閉じるように制御したまま電磁弁66を解放するように制御した後に、コンプレッサー70によってパイプ67を通じて密閉された圧力室74へ圧縮空気、圧縮ガス、または圧縮液体をさらに圧入する。これによって、ピストン64がシリンダ本体62内を荷重受部60方向へとさらに移動し、ピストン64に支持軸72を介して支持されている荷重受部60が第2の重り54に加えて第1の重り52を受ける位置まで押し出されると、測定対象ベルト12には、第1の重り52及び第2の重り52の何れの荷重も加わらない状態となる。
【0057】
反対に、制御部30によって、電磁弁66を閉じるように制御すると共に、電磁弁68を解放するように制御することにより、圧力室74内の圧縮空気、圧縮ガス、または圧縮液体がパイプ69を介してシリンダ本体62外部へ排出されると、ピストン64がシリンダ本体62内を荷重受部60の反設置方向へと移動されて、荷重受部60が第2の重り54のみを受ける位置まで戻されると、測定対象ベルト12は、第1の重り52に応じた荷重のみが加えられた状態となる。
【0058】
さらに、制御部30によって、電磁弁66を閉じるように制御したまま、電磁弁68を解放するように制御することにより、圧力室74内の圧縮空気、圧縮ガス、または圧縮液体がパイプ69を介してシリンダ本体62外部へさらに排出され、ピストン64がシリンダ本体62内を荷重受部60の反設置方向へとさらに移動されて、荷重受部60が第2の重り54及び第1の重り52の双方を受けない位置まで戻されると、測定対象ベルト12には、第1の重り52及び第2の重りの合計荷重が加えられた状態となる。
【0059】
なお、張架部42には、荷重受部60が所定位置にあることを検知するためのセンサ46、センサ48、センサ50が設けられている。これらのセンサ46、センサ48、及びセンサ50は、制御部30と信号授受可能に接続されている。
【0060】
センサ50は、荷重受部60が、第1の重り52及び第2の重り54の双方を受けない位置に位置していることを検知する。すなわち、センサ50によって荷重受部60が検知されているときには、規定荷重と追加荷重を加えた合計荷重が測定対象ベルト12の長手方向に加えられた状態にある。
【0061】
センサ48は、荷重受部60が、第2の重り54のみを受ける位置に位置していることを検知する。すなわち、センサ48によって荷重受部60が検知されているときには、規定荷重のみが測定対象ベルト12の長手方向に加えられた状態にある。
【0062】
センサ46は、荷重受部60が、第2の重り54及び第1の重り52の双方を受ける位置に位置していることを検知する。すなわち、センサ46によって荷重受部60が検知されているときには、何れの荷重の測定対象ベルト12の長手方向に加えられていない状態にある。
【0063】
なお、本実施の形態では、張架部42として、コンプレッサーを用いて第1の重り52及び第2の重り54が測定対象ベルト12の長手方向に荷重を加えるように調製する場合を説明したが、このような重りの調製手段としては、コンプレッサーに限られるものではない。例えば、一軸のモータ付ステージを用いて荷重調製を行うようにしても良い。この場合における、モータ付ステージの、重りを受ける位置への移動は、あらかじめ制御部30に記憶されたプログラムが実行されることにより、制御するようにすればよい。
【0064】
また、張架部42は、測定対象ベルト12の長手方向に、荷重をかけない状態と、規定荷重、または規定荷重及び追加荷重の合計荷重を加えた状態となるように荷重制御可能な構成であればよく、上述のように重りを用いた構成に限られない。
例えば、上記第1の重り52及び第2の重り54の代わりに、バネ部材を用い、このバネ部材の伸張を、制御することによっても可能である。この場合は規定荷重をばねの伸び量で確保し、追加荷重を得るにはさらに伸び量をふやすことで可能となる。ただしあらかじめ伸び量と荷重値の関係は算出しておくことが必要となる。
【0065】
次に、本発明のベルト平面度測定装置10において、測定対象ベルト12の平面度を測定するときに、制御部30によって実行される処理を説明する。
【0066】
なお、ベルト平面度測定装置10において、測定対象ベルト12の平面度測定前には、初期状態として、測定対象ベルト12には規定荷重及び追加荷重の何れの荷重も加えられていない状態にあるものとする。
【0067】
例えば、ベルト平面度測定装置10の図示を省略する電源スイッチが操作されることによって、ベルト平面度測定装置10の装置各部に電力が供給されたときに、制御部30は、電磁弁68を閉じるように制御すると共に電磁弁66を解放するように制御した後に、コンプレッサー70によってパイプ67を通じて密閉された圧力室74へ圧縮空気、圧縮ガス、または圧縮液体を圧入する制御を、センサ46によって荷重受部60が検知されるまで継続するようにすればよい。このようにすることによって、ピストン64がシリンダ本体62内を荷重受部60方向へと移動して、荷重受部60がセンサ46によって検知される位置まで移動されることにより、荷重受部60が第2の重り54に加えて第1の重り52を受ける位置まで押し出され、測定対象ベルト12には、第1の重り52及び第2の重り52の何れの荷重も受けない状態となる。
【0068】
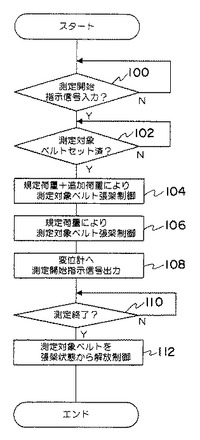
制御部30では、所定時間毎に、図3に示す処理ルーチンが実行されて、ステップ100へ進み、ベルト平面度測定装置10に予め設けられた、測定開始を指示するための図示を省略した指示ボタンがユーザによって操作されることにより、測定開始を指示する測定開始指示信号が入力されたことを判別するまで否定判断を繰返し、肯定されるとステップ102へ進む。
【0069】
ステップ102では、測定対象ベルト12がロール14A及びロール14Bに架け渡された状態にあるか否かを判別し、肯定されると、ステップ104へ進む。
【0070】
ステップ104の判断は、測定対象ベルト12がロール14A及びロール14Bに架け渡されたことを検知するための検知センサ13から検知信号が入力されたか否かを判別することによって判断可能である。
【0071】
ステップ104では、測定対象ベルト12の長手方向に、規定荷重と追加荷重との合計荷重が加えられるように、張架部42を制御する。
【0072】
ステップ104の制御は、電磁弁66を閉じるように制御すると共に、電磁弁68を解放するように制御することにより、圧力室74内の圧縮空気、圧縮ガス、または圧縮液体を、パイプ69を介してシリンダ本体62外部へ排出する処理を、センサ50により荷重受部60が検知されてセンサ50から検知信号が入力されるまで継続し、センサ50から検知信号が入力されると、電磁弁66及び電磁弁68を閉じるように制御する。
【0073】
荷重受部60が、センサ46によって検知される位置からセンサ50によって検知される位置へと移動されることによって、荷重受部60が第2の重り54及び第1の重り52の双方を受けない位置に位置されると、測定対象ベルト12には、第1の重り52による規定荷重及び第2の重りによる追加荷重の合計荷重が加えられた状態となる。
【0074】
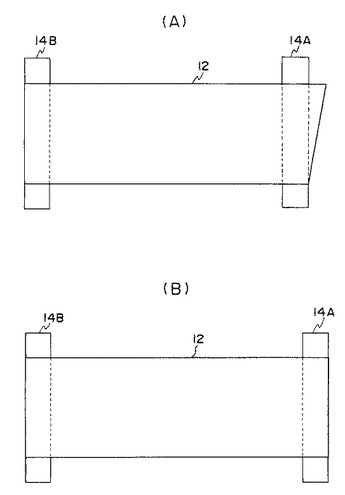
ステップ104の処理によって、測定対象ベルト12に規定荷重以上の荷重が加えられるので、図4(A)に示すように、測定対象ベルト12の長手方向(周方向)の長さが、幅方向において均一ではない場合であっても、図4(B)に示すように、ロール14Aの軸方向の一端から他端に沿って、測定対象ベルト12の内周の幅方向の一端から他端を密着させることができる。
【0075】
次のステップ106では、測定対象ベルト12の長手方向に、規定荷重のみが加えられるように、張架部42を制御する。
【0076】
ステップ106の制御は、電磁弁68を閉じるように制御すると共に、電磁弁66を解放するように制御した後に、コンプレッサー70によってパイプ67を通じて密閉された圧力室74へ圧縮空気、圧縮ガス、または圧縮液体を圧入する処理を、センサ48により荷重受部60が検知されてセンサ48から検知信号が入力されるまで継続し、センサ48から検知信号が入力されると、電磁弁66及び電磁弁68を閉じるように制御すると共に、駆動を停止するようにコンプレッサー70を制御する。
【0077】
荷重受部60が、センサ50によって検知される位置からセンサ48によって検知される位置まで移動されて、第2の重り54のみを受ける位置に位置すると、測定対象ベルト12には、第1の重り52による規定荷重のみが加えられた状態となる。
【0078】
次のステップ108では、変位計28へ、測定開始指示信号を出力すると共に、変位計28を測定対象ベルト12の幅方向の一端から他端に向かって、該変位計28が該幅方向を予め定められた間隔及び回数計測可能な速度で移動するように、駆動部36を制御する。
【0079】
ステップ108の処理によって、変位計28によって測定対象ベルト12の変位量の測定が開始されると共に、駆動部36によって変位計28の変位センサヘッド28Aが測定対象ベルト12の幅方向一端から他端に向かって移動されることによって、測定対象ベルト12の幅方向の一端から他端にわたる変位量が測定される。変位センサヘッド28Aによって測定された変位量は、コントローラ28Bによって制御部30へと逐次出力される。
制御部30では、測定された測定対象ベルト12の幅方向の一端から他端までの変位量の計測結果の最大値と最小値の差分を平面度として算出する。これによって、測定対象ベルト12の平面度が測定される。
【0080】
次のステップ110では、変位計28による測定が終了したか否かを判別する。ステップ110の判断は、駆動部36が測定対象ベルト12の幅方向の一端から他端に達したことを検知するために、レール32の一端及び他端の各々にセンサを設けるようにし、これらのセンサを制御部30に信号授受可能に接続し、これらセンサの何れか一方からの検知信号の入力を判別することによって判断可能である。
【0081】
次のステップ112では、測定対象ベルト12を張架された状態から解放するように制御した後に、本ルーチンを終了する。
【0082】
ステップ112の処理は、電磁弁68を閉じるように制御すると共に電磁弁66を解放するように制御した後に、コンプレッサー70によってパイプ67を通じて密閉された圧力室74へ圧縮空気、圧縮ガス、または圧縮液体を圧入する処理を、センサ46から検知信号が入力されるまで行うようにすればよい。このようにすることによって、ピストン64がシリンダ本体62内を荷重受部60方向へと移動して、荷重受部60がセンサ46によって検知される位置まで移動されることにより、荷重受部60が第2の重り54に加えて第1の重り52を受ける位置まで押し出され、測定対象ベルト12には、第1の重り52及び第2の重り52の何れの荷重も受けない状態となる。
【0083】
以上説明したように、本発明のベルト平面度測定装置10によれば、測定手段としての変位計28による測定対象ベルト12の平面度の測定前に、測定対象ベルト12の長手方向に該測定対象ベルトの規定荷重に追加荷重を加えた合計荷重を加えた後に、追加荷重を除いた規定荷重のみを加えた後に、変位計28による平面度の測定を行うので、長手方向の長さが幅方向に渡って不均一な、すなわち内周長に差がある測定対象ベルト12であっても、ロール14A及びロール14Bに密着させた状態で平面度を測定することができる。
【0084】
このため、精度良く測定対象ベルトの平面度を測定することができる。
【0085】
また、被搭載装置に測定対象ベルトが搭載されたときに該測定対象ベルトに作用する予め定められた規定荷重を加えた状態で、平面度を測定することができるので、実際に測定対象ベルトが使用される環境に応じた平面度を精度良く測定することができる。
【0086】
また、変位計28を測定対象ベルト12の幅方向に移動させることができるとともに、ロール14Bを回転駆動することによって測定対象ベルト12を所定方向に回転搬送させることができるので、変位計28によって、測定対象ベルト12の幅方向及び長さ方向の全面わたり、平面度を測定することができる。
【実施例】
【0087】
(実施例1)
<測定対象ベルト>
測定対象ベルト12として、以下のベルトを用いた。
・材質:ポリイミド樹脂
・形状:無端ベルト
・測定対象ベルト12が、画像形成装置(富士ゼロックス社製:ApeosPort C5540)に中間転写体として搭載されたときに加わる規定荷重:4kg
・膜厚:80μm
・周長:1148mm
・幅方向長さ:369mm
<ロール>
・ロール14A及びロール14Bの直径:φ28
<変位計>
・LK−030(キーエンス社製)
<規定荷重>
・規定荷重としての第1の重り52の重量:4kg
<追加荷重>
・追加荷重としての第2の重り54の重量:2kg
中間転写体は画像形成装置内で張架された状態で使用され、そのときの規定荷重は、上述のように4kgである。このため、中間転写体には、一般に弾性率の高い材質が要求される。本実施例で使用される中間転写体はポリイミド材により構成されており、ヤング率が3000MPa以上である。このため、破損限界荷重は、規定荷重の10倍以上余裕があるといえる。
破損限界荷重の数値は測定対象ベルトとしての中間転写体の膜厚や周長にも依存してくるが、材質によりほとんど特定される。もちろん、追加荷重が大きければ大きいほど平面度の数値がよくなるが、実際に画像形成装置に搭載されたときにかかる規定荷重より所定荷重以上超過した荷重をかけた状態で平面度を測定すると、実際の製品品質検査として不適であるといえる。そこで、本発明では、規定荷重の1/2の荷重を追加荷重として定めた。このような値となるように、追加荷重を定めることにより、追加荷重を外して規定荷重のみをかけた状態で、精度良く平面度を計測することができる。
【0088】
―測定結果―
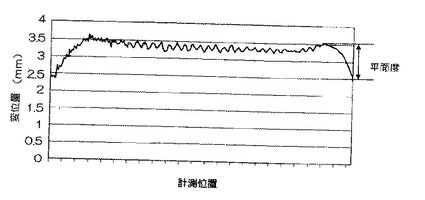
上記測定対象ベルト12の幅方向の平面度を本発明のベルト平面度測定装置10によって測定したところ、図5に示す結果が得られた。
【0089】
(比較例1)
平面度測定前に、規定荷重のみを加えて平面度の測定を行った以外は、実施例1と同様に平面度を測定した。
【0090】
―測定結果―
【0091】
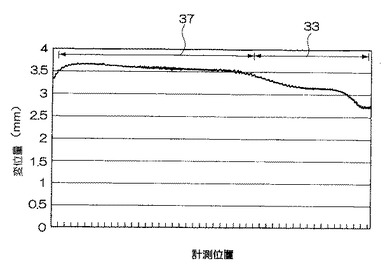
本発明のベルト平面度測定装置10の一対のロール14A及びロール14Bに張架された測定対象ベルトに、規定荷重のみを加えて平面度の測定を行ったところ、(すなわち、図3に示すステップ104の処理を行わずに平面度を測定した)、図6に示す結果が得られた。
【0092】
比較例1の測定結果を示す図6に示されるように、規定荷重のみを加えて平面度の測定を行った場合には、図4(A)に示すように、測定対象ベルト12の幅方向において周長が一定でないなどの要因により、測定対象ベルト12とロール14Aとが幅方向に密接に接触せずたるんだたるみ領域が発生することから、このたるみ領域に相当する計測位置33の測定結果と、たるみ領域以外の領域に相当する計測位置37の測定結果とに差が生じていることが分かる。
【0093】
一方、実施例1の測定結果を示す図5に示されるように、測定対象ロールの長手方向に、規定荷重に追加荷重を加えた合計荷重を加えた後に、規定荷重のみを加えて平面度の計測を行うことにより、たるみ領域の発生を抑制して測定対象ベルト12とロール14Aとが当接する領域を比較例1に比べて多くすることができると考えられることから、測定対象ベルト12の幅方向の一端から他端に向かって、上記たるみによる影響を受けることなく、精度良く平面度が計測されていることがわかる。
【図面の簡単な説明】
【0094】
【図1】本発明のベルト平面度測定装置を模式的に示す概略構成図である。
【図2】本発明のベルト平面度測定装置における、荷重が加えられるロール周辺を示す模式図である。
【図3】平面度測定時に、制御部で実行される処理を示すフローチャートである。
【図4】一対のロールに張架された状態の測定対象ベルトを示す模式図であり、(A)は、測定対象ベルトの長手方向長さが幅方向に渡って均一ではなく、ロールに密接に接触していない状態を示す模式図であり、(B)は、は、測定対象ベルトがロールに密接に接触するように張架されている状態を示す模式図である。
【図5】本発明の平面度測定装置において、一対のロールに張架された測定対象ベルトの長手方向に、規定荷重に追加荷重を加えた合計荷重を加えた後に規定荷重のみを加えた状態で測定対象ベルトの幅方向の一端から他端に向かって平面度を測定したときの、幅方向端部を基準とした計測位置と平面度との関係を示す線図である。
【図6】一対のロールに張架された測定対象ベルトの長手方向に規定荷重のみを加えた状態で測定対象ベルトの幅方向の一端から他端に向かって平面度を測定したときの、幅方向端部を基準とした計測位置と平面度との関係を示す線図である。
【図7】従来の方式における平面度測定方法を示す模式図である。
【符号の説明】
【0095】
10 ベルト平面度測定装置
12 測定対象ベルト
14A ロール
14B ロール
28 変位計
42 張架部
44 シリンダ
【技術分野】
【0001】
本発明は、平面度測定装置及び平面度測定方法に係り、特に、電子写真複写機、プリンタ、ファクシミリ、及びこれらの複合機等の電子写真方式を用いる画像形成装置や、各種装置に搭載されるベルトを測定対象とする平面度測定装置及び平面度の測定方法に関する。
【背景技術】
【0002】
電子写真方式を利用した画像形成装置等の各種装置には、搬送部材として用いられる搬送ベルトや、像担持体上に形成されたトナー像が転写される転写ベルト等の各種ベルトが搭載されている。
【0003】
これらの装置において用いられるベルトには、高い平面度が要求される場合があり、平面度の測定には、ベルト表面の変位を測定するための変位計が用いられている(例えば、特許文献1及び特許文献2参照)。
【0004】
特許文献1の技術によれば、ベルトの平面度測定時には、図7に示すように、一対の互いに平行に設けられたロール102及びロール104に架け渡された無端ベルト100を4kgの荷重で張架し、この張架した状態において無端ベルト100表面変位をレーザ変位計106により測定した測定結果に基づいて、平面度を算出している。
【0005】
特許文献2の技術によれば、環状の電子写真装置用ベルトを2本の軸に架け渡し、一方の軸の長手方向両端部を介して各端部に2kgの荷重をかけることにより、電車写真装置用ベルトに4kgの荷重をベルトの長手方向に加えた状態で、ベルトの幅方向の波打ちを計測している。
【特許文献1】特開2002―148899号公報
【特許文献2】特開2002―169380号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら上記技術では、平面度の測定時には、単に所定レベルの荷重を一度ベルトに加えた状態において測定を行っているので、成型時例えば金型の磨耗、材料成分の不均一、熱硬化の収縮ばらつき、経時変化等によりベルトの長手方向の長さが幅方向にわたって均一ではない場合には、ベルトへの荷重が幅方向に均一に加わらず、精度良く平面度を測定することは困難であった。また、従来の技術では、ベルトが被搭載装置に搭載された時と同様の荷重を加えた状態において、平面度を測定しているものではないため、実際のベルトの使用環境における平面度を精度良く測定するとはいえなかった。
【0007】
本発明は、上記事実を考慮してなされたものであり、測定対象ベルトの平面度を精度良く測定可能な平面度測定装置及び平面度測定方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明の平面度測定装置は、互いに平行となるように所定間隔をもって配置された一対の円柱状部材と、前記一対の円柱状部材に架け渡された測定対象ベルトの平面度を測定する測定手段と、前記測定手段による平面度測定前に、前記測定対象ベルトが搭載される被搭載装置に該測定対象ベルトが搭載された時に該測定対象ベルトに作用する予め定められた規定荷重に、該規定荷重との合計荷重が該測定対象ベルトの破損限界荷重未満となるような追加荷重を加えた合計荷重を、前記一対の円柱状部材の少なくとも一方を介して該測定対象ベルトの長手方向に加えた後に、該合計荷重から前記追加荷重を除いた前記規定荷重を前記測定対象ベルトの長手方向に加える張架手段と、を備えている。
【0009】
本発明の平面度測定装置の測定手段は、互いに平行となるように所定間隔をもって配置された一対の円柱状部材に架け渡された測定対象ベルトの平面度を測定する。
【0010】
張架手段は、測定手段による平面度測定前に、測定対象ベルトが搭載される被搭載装置に該測定対象ベルトが搭載されたときに該測定対象ベルトに作用する予め定められた規定荷重に追加荷重を加えた合計荷重を、一対の円柱状部材の少なくとも一方を介して測定対象ベルトの長手方向に加える。
【0011】
追加加重は、規定加重に追加加重を加えた合計加重が、測定対象ベルトの破損限界加重未満となるように定められ、規定加重に追加加重を加えた合計加重を測定対象ベルトの長手方向に加えた後に、測定対象ベルトを荷重が加えられた状態から解放したときに、荷重をかける前の状態に戻るような荷重であることが好ましい。
【0012】
このように、張架手段によって、規定荷重に追加荷重を加えた合計荷重を、円柱状部材を介して測定対象ベルトの長手方向に加えた後に、追加荷重を外して規定荷重のみを加えた状態で、測定手段によって測定対象ベルトの平面度を測定するので、測定対象ベルトが被搭載装置に搭載された状態における平面度を測定することができると共に、測定対象ベルトの長手方向の長さが幅方向において均一ではない場合であっても、規定荷重のみを加えて平面度を測定する前に、規定荷重に追加荷重を加えた合計荷重を一度加えることによって測定対象ベルトと円柱状部材とを該測定対象ベルトの幅方向に渡って密接させることができるので、測定対象ベルトの平面度を精度良く測定することができる。
【0013】
なお、円柱状部材の長手方向両端部には、自動調芯部材を設けることができる。
【0014】
また、前記円柱状部材の少なくとも一方は、該円柱状部材を回転するための駆動手段を備えることができる。
【0015】
円柱状部材の少なくとも一方に、駆動手段を設けることにより、測定手段による測定対象ベルトの平面度測定時に該駆動手段によって円柱状部材を回転駆動することで、一対の円柱状部材に架け渡された測定対象ベルトを長手方向に搬送させることができ、測定手段により測定対象ベルトの平面度を長手方向にわたって測定することができる。
【0016】
また、測定手段には、測定手段を測定対象ベルトの幅方向の一端から他端に向かって移動させるための移動手段を設けることができる。このような移動手段を設けるようにすれば、測定対象ベルトの幅方向の一端から他端に向かって平面度を測定することができると共に、上記駆動手段によって円柱状部材を回転駆動させることにより、測定対象ベルトの長手方向及び幅方向の全領域に渡って、平面度を測定することができる。
【0017】
本発明のベルト平面度測定方法によって、測定対象ベルトの平面度を精度良く測定することができる。具体的には、本発明のベルト平面度測定方法は、互いに平行となるように所定間隔をもって配置された一対の円柱状部材を備え、該一対の円柱状部材に架け渡された測定対象ベルトの平面度を測定手段によって測定する測定方法であって、前記測定対象ベルトが搭載される被搭載装置に該測定対象ベルトが搭載された時に該測定対象ベルトに作用する予め定められた規定荷重に、該規定荷重との合計荷重が該測定対象ベルトの破損限界荷重未満となるような追加荷重を加えた合計荷重を、前記一対の円柱状部材の少なくとも一方を介して該測定対象ベルトの長手方向に加える工程と、該合計荷重から前記追加荷重を除いた前記規定荷重を前記測定対象ベルトの長手方向に加える工程と、長手方向に前記規定荷重が加えられた前記測定対象ベルトの平面度を測定する工程と、を備えている。
【発明の効果】
【0018】
本発明のベルト平面度測定装置及びベルト平面度測定方法によれば、張架手段によって規定荷重に追加荷重を加えた合計荷重を、円柱状部材を介して測定対象ベルトの長手方向に加えた後に、追加荷重を外して規定荷重のみを加えた状態で、測定手段によって測定対象ベルトの平面度を測定するので、測定対象ベルトの平面度を精度良く測定することができる、という効果を有する。
【発明を実施するための最良の形態】
【0019】
以下、図面を参照して本発明の実施の形態の一例を詳細に説明する。
【0020】
図1には、本実施の形態に係るベルト平面度測定装置10の構成を模式的に示した。
【0021】
本発明のベルト平面度測定装置10は、測定対象となる測定対象ベルト12を架け渡すための円柱状のロール14A及びロール14Bが互いに平行となるように所定間隔をもって配設されている。
【0022】
なお、ロール14A及びロール14Bが本発明の円柱状部材に相当する。
【0023】
図2に示すように、ロール14Aの軸方向両端部各々は、自動調芯ベアリング16を備えた軸受18によって回転自在に支持されており、ロール14Aは、自動調芯ベアリング16の中心を支点として調芯可能に設けられている。軸受18は、ベルト平面度測定装置10の図示を省略する筐体に支持されている。
【0024】
一対の軸受18各々は、一対のレール24上に載置されたリニアガイド26上に着脱可能に固定されている。一対のレール24は、ロール14A及びロール14Bが互いに近接する方向及び離間する方向へロール14Aが移動可能となるように、互いに平行となるように延設されている。
【0025】
このため、一対の軸受18によって支持されているロール14Aは、ロール14Bと互いに軸方向に平行となるように維持されたまま、互いに近接する方向または離間される方向へと移動可能に設けられている。
【0026】
ロール14Bの軸方向両端部もまた、各々軸受20(図1参照)によって回転自在に支持されている。ロール14Bの軸方向両端部を支持する一対の軸受20は、各々支持基板22を介して、ベルト平面度測定装置10の図示を省略する筐体に支持されている。
【0027】
なお、軸受20もまた、自動調芯ベアリング(図示省略)を備えるようにしてもよい。
【0028】
ロール14Aを支持する一対の軸受18の少なくとも一方は、ロール14A及びリニアガイド26から着脱可能に設けられている。同様にロール14B各々を支持する一対の軸受20の少なくとも一方は、ロール14B及び図示を省略する筐体から着脱可能に設けられている。
【0029】
このように、ロール14Aを支持する一対の軸受18の少なくとも一方、及びロール14Bを支持する一対の軸受20の少なくとも一方を、各々ロール14A及びロール14Bから着脱可能に設けることにより、測定対象となる測定対象ベルト12をロール14A及びロール14Bに架け渡すことができるように構成されている。
【0030】
ロール14Aの近傍には、測定対象ベルト12がロール14A及びロール14Bに架け渡されたことを検知するための検知センサ13が設けられている。検知センサ13は、制御部30と信号授受可能に接続されている。
【0031】
また、本発明のベルト平面度測定装置10には、ロール14A及びロール14Bに架け渡された測定対象ベルト12の平面度を測定するための測定手段としての変位計28が設けられている。
【0032】
変位計28としては、磁界、光、音波を媒体とした非接触方式を採用した変位計(過電流式、光学式、超音波式、及びレーザフォーカス式)や、ダイヤルゲージや差動トランス等の接触式の変位計などが挙げられるが、本発明のベルト平面度測定装置10では、測定対象ベルト12がロール14A及びロール14Bに掛け渡されて張られている状態で平面度を計測する必要があり、接触式の変位計では接触部分で測定対象ベルト12が変形してしまう可能性がある。そこで、測定対象ベルト12の変形を発生させずに平面度を計測するために、非接触式の変位計を採用することが好ましい。
【0033】
また、非接触式の変位計の中でも、精度が高く且つ応答速度が速く、あらゆる材質の測定が可能であることから、半導体レーザを用いたレーザ変位計や超音波を用いた超音波変位計を用いることが好ましい。
【0034】
変位計28は、変位センサヘッド28Aと、変位センサヘッド28Aを制御するためのコントローラ28Bとを含んで構成されている。コントローラ28Bは、ベルト平面度測定装置10に搭載されているデバイス各々を制御するための制御部30に信号授受に接続されており、制御部30から受信した信号に応じて変位センサヘッド28Aによる変位量の測定開始及び終了を制御するとともに、測定結果を制御部30へ送信する。
【0035】
なお、本実施の形態では、測定対象ベルト12の幅方向の一端から他端までの変位量の計測結果の最大値と最小値の差分を平面度として測定する。
【0036】
変位センサヘッド28Aは、ロール14A及びロール14Bに架け渡された測定対象ベルト12の幅方向の一端から他端までの変位量を計測可能となるように、ロール14Bの軸方向と平行な方向に延伸された長尺状のレール32によって該レール32の長手方向に移動可能に支持されたリニアガイド34に固定されている。リニアガイド34には、該リニアガイド34をレール32の長手方向両端間を移動させるための駆動部36が設けられている。駆動部36は、制御部30に信号授受可能に接続されており、制御部30の制御によって、レール32の一端から他端へとリニアガイド34移動させる。すなわち、駆動部36によって、変位センサヘッド28Aを測定対象ベルト12の幅方向の一端から他端へと移動させることが可能に構成されている。なお、レール32は、ベルト平面度測定装置10の図示を省略する筐体に固定されている。
【0037】
このように構成され、制御部30の制御により駆動部36が駆動されることによって、変位センサヘッド28Aがレール32の一端から他端へ移動すると、ロール14Aとロール14Bとに架け渡された測定対象ベルト12の幅方向の一端から他端に渡って、変位計28により変位量を測定することができる。
【0038】
ロール14Bの一端または両端には、図示を省略するギアを介して、該ロール14Bを所定方向に回転駆動させるための駆動部40が設けられている。駆動部40は、制御部30とデータや信号授受可能に接続されており、制御部30による制御によって、ロール14Bを所定方向に回転駆動する。
【0039】
このため、ロール14B及びロール14Aに測定対象ベルト12が架け渡され、張架された状態においてロール14Bが所定方向に駆動されると共に、変位計28による平面度測定が開始されることによって、測定対象ベルト12の長手方向(周方向)の平面度を変位計28によって測定することができる。
【0040】
すなわち、本発明のベルト平面度測定装置10では、ロール14Aとロール14Bとに架け渡された測定対象ベルト12の幅方向の一端から他端及び、測定対象ベルト12の長手方向において、変位計28による測定が可能となるように構成されており、測定対象ベルト12の全領域に渡って平面度を測定可能に構成されている。
【0041】
また、本発明のベルト平面度測定装置10は、ロール14Aとロール14Bとに架け渡された測定対象ベルト12の長手方向に、ロール14Aを介して所定の荷重を加えて測定対象ベルト12を張架するための張架部42を含んで構成されている。
【0042】
張架部42は、シリンダ44、制御部30、センサ46、センサ48、センサ50、及び規定荷重の第1の重り、及び追加荷重の第2の重りを含んで構成されている。
【0043】
規定荷重とは、測定対象ベルト12が搭載されるべき被搭載装置に搭載されたときに該測定対象ベルト12に作用する予め定められた荷重である。被搭載装置としては、電子写真方式を用いた画像形成装置等が挙げられる。測定対象ベルト12が画像形成装置に搭載される場合には、例えば、転写ベルトや搬送ベルト等として搭載される。このような装置に搭載される測定対象ベルト12については、該装置における使用環境や搭載される部位等に応じて、作用される荷重が予め定められている。第1の重りは、規定荷重に相当する重量を有する材料であればよく、特に材料は限定されるものではない。
【0044】
追加荷重とは、上記規定荷重と追加荷重との合計荷重が、測定対象ベルト12の破損限界荷重未満となるような荷重であることが必須であり、上記規定荷重にこの追加荷重を加えた合計荷重を測定対象ベルト12の長手方向に加えたのちに、該合計荷重を除いて測定対象ベルト12が荷重された状態から解放された時に、該測定対象ベルト12の長手方向の長さまたは周長が、合計荷重を加える前の長手方向の長さまたは周長と同一となるような荷重であることが好ましい。
【0045】
なお、この限界荷重は、測定対象ベルト12の材質、作製方法、作製条件、及び測定対象ベルトの膜厚や長手方向長さ、幅方向長さ等により異なるため、本発明のベルト平面度測定装置10による平面度の測定前に、予め測定されているものとする。
【0046】
第1の重り52及び第2の重り54は、互いにピアノ線等のワイヤ56によって接続されている。また、第1の重り52は、ピアノ線等のワイヤ59により、ロール58を介して一対の軸受け18の双方に固着されている。
【0047】
シリンダ44は、円筒状のシリンダ本体62を備えている。シリンダ本体62は、両端に開口孔部を備え、内径が全長に渡り一定とされた円筒状に形成されている。
【0048】
シリンダ本体62内には、ピストン64が配置されると共に、密閉された圧力室74内に充填された空気や液体による圧力によってピストン64を摺動可能に設けられている。シリンダ本体62には、シリンダ本体62の開口孔部62aを介して、一端がピストン64に固着され、他端が荷重受部60に固着された支持軸72が設けられている。
【0049】
荷重受部60は、前記第2の重り54を受けると共に、前記第2の重り54及び前記第1の重り52の双方を受けるためのものである。
【0050】
すなわち、荷重受部60は、ピストン64に作用する液体または空気による圧力によってピストン64がシリンダ本体62内を摺動することで、第2の重り54、または第1の重り52及び第2の重り54を受けたり、上記第1の重り52及び第2の重り54の双方を受けない状態となるように、位置変動される。
【0051】
シリンダ本体62の開口孔部62aが設けられた面の他端面には、開口孔部62b及び開口孔部62cが設けられている。
【0052】
圧力室74は、開口孔部62b及びパイプ67を介してコンプレッサー70に連通されている。パイプ67の開口孔部62bとコンプレッサー70との間には、コンプレッサーにより圧縮空気または圧縮液体が開口孔部62bを介して圧力室74へ導入されることを阻止または解放するための電磁弁66が設けられている。
【0053】
また、圧力室74は、開口孔部62c及びパイプ69を介して、シリンダ本体62外部へ解放されている。このパイプ69には、圧力室74内の空気または液体をシリンダ本体62の外部へ排出または排出阻止するための電磁弁68が設けられている。
【0054】
電磁弁66、電磁弁68、及びコンプレッサー70は、制御部30とデータや信号授受可能に接続されている。
【0055】
制御部30によって、電磁弁68を閉じるように制御すると共に電磁弁66を解放するように制御した後に、コンプレッサー70によってパイプ67を通じて密閉された圧力室74内へ圧縮空気、圧縮ガス、または圧縮液体を圧入する。これによって、ピストン64がシリンダ本体62内を荷重受部60方向へと移動し、ピストン64に支持軸72を介して支持されている荷重受部60が第2の重り54のみを受ける位置まで押し出されると、ワイヤ59及び一対の軸受18を介して、測定対象ベルト12に第1の重り52に対応する荷重のみを加えることができる。
【0056】
さらに、制御部30によって、電磁弁68を閉じるように制御したまま電磁弁66を解放するように制御した後に、コンプレッサー70によってパイプ67を通じて密閉された圧力室74へ圧縮空気、圧縮ガス、または圧縮液体をさらに圧入する。これによって、ピストン64がシリンダ本体62内を荷重受部60方向へとさらに移動し、ピストン64に支持軸72を介して支持されている荷重受部60が第2の重り54に加えて第1の重り52を受ける位置まで押し出されると、測定対象ベルト12には、第1の重り52及び第2の重り52の何れの荷重も加わらない状態となる。
【0057】
反対に、制御部30によって、電磁弁66を閉じるように制御すると共に、電磁弁68を解放するように制御することにより、圧力室74内の圧縮空気、圧縮ガス、または圧縮液体がパイプ69を介してシリンダ本体62外部へ排出されると、ピストン64がシリンダ本体62内を荷重受部60の反設置方向へと移動されて、荷重受部60が第2の重り54のみを受ける位置まで戻されると、測定対象ベルト12は、第1の重り52に応じた荷重のみが加えられた状態となる。
【0058】
さらに、制御部30によって、電磁弁66を閉じるように制御したまま、電磁弁68を解放するように制御することにより、圧力室74内の圧縮空気、圧縮ガス、または圧縮液体がパイプ69を介してシリンダ本体62外部へさらに排出され、ピストン64がシリンダ本体62内を荷重受部60の反設置方向へとさらに移動されて、荷重受部60が第2の重り54及び第1の重り52の双方を受けない位置まで戻されると、測定対象ベルト12には、第1の重り52及び第2の重りの合計荷重が加えられた状態となる。
【0059】
なお、張架部42には、荷重受部60が所定位置にあることを検知するためのセンサ46、センサ48、センサ50が設けられている。これらのセンサ46、センサ48、及びセンサ50は、制御部30と信号授受可能に接続されている。
【0060】
センサ50は、荷重受部60が、第1の重り52及び第2の重り54の双方を受けない位置に位置していることを検知する。すなわち、センサ50によって荷重受部60が検知されているときには、規定荷重と追加荷重を加えた合計荷重が測定対象ベルト12の長手方向に加えられた状態にある。
【0061】
センサ48は、荷重受部60が、第2の重り54のみを受ける位置に位置していることを検知する。すなわち、センサ48によって荷重受部60が検知されているときには、規定荷重のみが測定対象ベルト12の長手方向に加えられた状態にある。
【0062】
センサ46は、荷重受部60が、第2の重り54及び第1の重り52の双方を受ける位置に位置していることを検知する。すなわち、センサ46によって荷重受部60が検知されているときには、何れの荷重の測定対象ベルト12の長手方向に加えられていない状態にある。
【0063】
なお、本実施の形態では、張架部42として、コンプレッサーを用いて第1の重り52及び第2の重り54が測定対象ベルト12の長手方向に荷重を加えるように調製する場合を説明したが、このような重りの調製手段としては、コンプレッサーに限られるものではない。例えば、一軸のモータ付ステージを用いて荷重調製を行うようにしても良い。この場合における、モータ付ステージの、重りを受ける位置への移動は、あらかじめ制御部30に記憶されたプログラムが実行されることにより、制御するようにすればよい。
【0064】
また、張架部42は、測定対象ベルト12の長手方向に、荷重をかけない状態と、規定荷重、または規定荷重及び追加荷重の合計荷重を加えた状態となるように荷重制御可能な構成であればよく、上述のように重りを用いた構成に限られない。
例えば、上記第1の重り52及び第2の重り54の代わりに、バネ部材を用い、このバネ部材の伸張を、制御することによっても可能である。この場合は規定荷重をばねの伸び量で確保し、追加荷重を得るにはさらに伸び量をふやすことで可能となる。ただしあらかじめ伸び量と荷重値の関係は算出しておくことが必要となる。
【0065】
次に、本発明のベルト平面度測定装置10において、測定対象ベルト12の平面度を測定するときに、制御部30によって実行される処理を説明する。
【0066】
なお、ベルト平面度測定装置10において、測定対象ベルト12の平面度測定前には、初期状態として、測定対象ベルト12には規定荷重及び追加荷重の何れの荷重も加えられていない状態にあるものとする。
【0067】
例えば、ベルト平面度測定装置10の図示を省略する電源スイッチが操作されることによって、ベルト平面度測定装置10の装置各部に電力が供給されたときに、制御部30は、電磁弁68を閉じるように制御すると共に電磁弁66を解放するように制御した後に、コンプレッサー70によってパイプ67を通じて密閉された圧力室74へ圧縮空気、圧縮ガス、または圧縮液体を圧入する制御を、センサ46によって荷重受部60が検知されるまで継続するようにすればよい。このようにすることによって、ピストン64がシリンダ本体62内を荷重受部60方向へと移動して、荷重受部60がセンサ46によって検知される位置まで移動されることにより、荷重受部60が第2の重り54に加えて第1の重り52を受ける位置まで押し出され、測定対象ベルト12には、第1の重り52及び第2の重り52の何れの荷重も受けない状態となる。
【0068】
制御部30では、所定時間毎に、図3に示す処理ルーチンが実行されて、ステップ100へ進み、ベルト平面度測定装置10に予め設けられた、測定開始を指示するための図示を省略した指示ボタンがユーザによって操作されることにより、測定開始を指示する測定開始指示信号が入力されたことを判別するまで否定判断を繰返し、肯定されるとステップ102へ進む。
【0069】
ステップ102では、測定対象ベルト12がロール14A及びロール14Bに架け渡された状態にあるか否かを判別し、肯定されると、ステップ104へ進む。
【0070】
ステップ104の判断は、測定対象ベルト12がロール14A及びロール14Bに架け渡されたことを検知するための検知センサ13から検知信号が入力されたか否かを判別することによって判断可能である。
【0071】
ステップ104では、測定対象ベルト12の長手方向に、規定荷重と追加荷重との合計荷重が加えられるように、張架部42を制御する。
【0072】
ステップ104の制御は、電磁弁66を閉じるように制御すると共に、電磁弁68を解放するように制御することにより、圧力室74内の圧縮空気、圧縮ガス、または圧縮液体を、パイプ69を介してシリンダ本体62外部へ排出する処理を、センサ50により荷重受部60が検知されてセンサ50から検知信号が入力されるまで継続し、センサ50から検知信号が入力されると、電磁弁66及び電磁弁68を閉じるように制御する。
【0073】
荷重受部60が、センサ46によって検知される位置からセンサ50によって検知される位置へと移動されることによって、荷重受部60が第2の重り54及び第1の重り52の双方を受けない位置に位置されると、測定対象ベルト12には、第1の重り52による規定荷重及び第2の重りによる追加荷重の合計荷重が加えられた状態となる。
【0074】
ステップ104の処理によって、測定対象ベルト12に規定荷重以上の荷重が加えられるので、図4(A)に示すように、測定対象ベルト12の長手方向(周方向)の長さが、幅方向において均一ではない場合であっても、図4(B)に示すように、ロール14Aの軸方向の一端から他端に沿って、測定対象ベルト12の内周の幅方向の一端から他端を密着させることができる。
【0075】
次のステップ106では、測定対象ベルト12の長手方向に、規定荷重のみが加えられるように、張架部42を制御する。
【0076】
ステップ106の制御は、電磁弁68を閉じるように制御すると共に、電磁弁66を解放するように制御した後に、コンプレッサー70によってパイプ67を通じて密閉された圧力室74へ圧縮空気、圧縮ガス、または圧縮液体を圧入する処理を、センサ48により荷重受部60が検知されてセンサ48から検知信号が入力されるまで継続し、センサ48から検知信号が入力されると、電磁弁66及び電磁弁68を閉じるように制御すると共に、駆動を停止するようにコンプレッサー70を制御する。
【0077】
荷重受部60が、センサ50によって検知される位置からセンサ48によって検知される位置まで移動されて、第2の重り54のみを受ける位置に位置すると、測定対象ベルト12には、第1の重り52による規定荷重のみが加えられた状態となる。
【0078】
次のステップ108では、変位計28へ、測定開始指示信号を出力すると共に、変位計28を測定対象ベルト12の幅方向の一端から他端に向かって、該変位計28が該幅方向を予め定められた間隔及び回数計測可能な速度で移動するように、駆動部36を制御する。
【0079】
ステップ108の処理によって、変位計28によって測定対象ベルト12の変位量の測定が開始されると共に、駆動部36によって変位計28の変位センサヘッド28Aが測定対象ベルト12の幅方向一端から他端に向かって移動されることによって、測定対象ベルト12の幅方向の一端から他端にわたる変位量が測定される。変位センサヘッド28Aによって測定された変位量は、コントローラ28Bによって制御部30へと逐次出力される。
制御部30では、測定された測定対象ベルト12の幅方向の一端から他端までの変位量の計測結果の最大値と最小値の差分を平面度として算出する。これによって、測定対象ベルト12の平面度が測定される。
【0080】
次のステップ110では、変位計28による測定が終了したか否かを判別する。ステップ110の判断は、駆動部36が測定対象ベルト12の幅方向の一端から他端に達したことを検知するために、レール32の一端及び他端の各々にセンサを設けるようにし、これらのセンサを制御部30に信号授受可能に接続し、これらセンサの何れか一方からの検知信号の入力を判別することによって判断可能である。
【0081】
次のステップ112では、測定対象ベルト12を張架された状態から解放するように制御した後に、本ルーチンを終了する。
【0082】
ステップ112の処理は、電磁弁68を閉じるように制御すると共に電磁弁66を解放するように制御した後に、コンプレッサー70によってパイプ67を通じて密閉された圧力室74へ圧縮空気、圧縮ガス、または圧縮液体を圧入する処理を、センサ46から検知信号が入力されるまで行うようにすればよい。このようにすることによって、ピストン64がシリンダ本体62内を荷重受部60方向へと移動して、荷重受部60がセンサ46によって検知される位置まで移動されることにより、荷重受部60が第2の重り54に加えて第1の重り52を受ける位置まで押し出され、測定対象ベルト12には、第1の重り52及び第2の重り52の何れの荷重も受けない状態となる。
【0083】
以上説明したように、本発明のベルト平面度測定装置10によれば、測定手段としての変位計28による測定対象ベルト12の平面度の測定前に、測定対象ベルト12の長手方向に該測定対象ベルトの規定荷重に追加荷重を加えた合計荷重を加えた後に、追加荷重を除いた規定荷重のみを加えた後に、変位計28による平面度の測定を行うので、長手方向の長さが幅方向に渡って不均一な、すなわち内周長に差がある測定対象ベルト12であっても、ロール14A及びロール14Bに密着させた状態で平面度を測定することができる。
【0084】
このため、精度良く測定対象ベルトの平面度を測定することができる。
【0085】
また、被搭載装置に測定対象ベルトが搭載されたときに該測定対象ベルトに作用する予め定められた規定荷重を加えた状態で、平面度を測定することができるので、実際に測定対象ベルトが使用される環境に応じた平面度を精度良く測定することができる。
【0086】
また、変位計28を測定対象ベルト12の幅方向に移動させることができるとともに、ロール14Bを回転駆動することによって測定対象ベルト12を所定方向に回転搬送させることができるので、変位計28によって、測定対象ベルト12の幅方向及び長さ方向の全面わたり、平面度を測定することができる。
【実施例】
【0087】
(実施例1)
<測定対象ベルト>
測定対象ベルト12として、以下のベルトを用いた。
・材質:ポリイミド樹脂
・形状:無端ベルト
・測定対象ベルト12が、画像形成装置(富士ゼロックス社製:ApeosPort C5540)に中間転写体として搭載されたときに加わる規定荷重:4kg
・膜厚:80μm
・周長:1148mm
・幅方向長さ:369mm
<ロール>
・ロール14A及びロール14Bの直径:φ28
<変位計>
・LK−030(キーエンス社製)
<規定荷重>
・規定荷重としての第1の重り52の重量:4kg
<追加荷重>
・追加荷重としての第2の重り54の重量:2kg
中間転写体は画像形成装置内で張架された状態で使用され、そのときの規定荷重は、上述のように4kgである。このため、中間転写体には、一般に弾性率の高い材質が要求される。本実施例で使用される中間転写体はポリイミド材により構成されており、ヤング率が3000MPa以上である。このため、破損限界荷重は、規定荷重の10倍以上余裕があるといえる。
破損限界荷重の数値は測定対象ベルトとしての中間転写体の膜厚や周長にも依存してくるが、材質によりほとんど特定される。もちろん、追加荷重が大きければ大きいほど平面度の数値がよくなるが、実際に画像形成装置に搭載されたときにかかる規定荷重より所定荷重以上超過した荷重をかけた状態で平面度を測定すると、実際の製品品質検査として不適であるといえる。そこで、本発明では、規定荷重の1/2の荷重を追加荷重として定めた。このような値となるように、追加荷重を定めることにより、追加荷重を外して規定荷重のみをかけた状態で、精度良く平面度を計測することができる。
【0088】
―測定結果―
上記測定対象ベルト12の幅方向の平面度を本発明のベルト平面度測定装置10によって測定したところ、図5に示す結果が得られた。
【0089】
(比較例1)
平面度測定前に、規定荷重のみを加えて平面度の測定を行った以外は、実施例1と同様に平面度を測定した。
【0090】
―測定結果―
【0091】
本発明のベルト平面度測定装置10の一対のロール14A及びロール14Bに張架された測定対象ベルトに、規定荷重のみを加えて平面度の測定を行ったところ、(すなわち、図3に示すステップ104の処理を行わずに平面度を測定した)、図6に示す結果が得られた。
【0092】
比較例1の測定結果を示す図6に示されるように、規定荷重のみを加えて平面度の測定を行った場合には、図4(A)に示すように、測定対象ベルト12の幅方向において周長が一定でないなどの要因により、測定対象ベルト12とロール14Aとが幅方向に密接に接触せずたるんだたるみ領域が発生することから、このたるみ領域に相当する計測位置33の測定結果と、たるみ領域以外の領域に相当する計測位置37の測定結果とに差が生じていることが分かる。
【0093】
一方、実施例1の測定結果を示す図5に示されるように、測定対象ロールの長手方向に、規定荷重に追加荷重を加えた合計荷重を加えた後に、規定荷重のみを加えて平面度の計測を行うことにより、たるみ領域の発生を抑制して測定対象ベルト12とロール14Aとが当接する領域を比較例1に比べて多くすることができると考えられることから、測定対象ベルト12の幅方向の一端から他端に向かって、上記たるみによる影響を受けることなく、精度良く平面度が計測されていることがわかる。
【図面の簡単な説明】
【0094】
【図1】本発明のベルト平面度測定装置を模式的に示す概略構成図である。
【図2】本発明のベルト平面度測定装置における、荷重が加えられるロール周辺を示す模式図である。
【図3】平面度測定時に、制御部で実行される処理を示すフローチャートである。
【図4】一対のロールに張架された状態の測定対象ベルトを示す模式図であり、(A)は、測定対象ベルトの長手方向長さが幅方向に渡って均一ではなく、ロールに密接に接触していない状態を示す模式図であり、(B)は、は、測定対象ベルトがロールに密接に接触するように張架されている状態を示す模式図である。
【図5】本発明の平面度測定装置において、一対のロールに張架された測定対象ベルトの長手方向に、規定荷重に追加荷重を加えた合計荷重を加えた後に規定荷重のみを加えた状態で測定対象ベルトの幅方向の一端から他端に向かって平面度を測定したときの、幅方向端部を基準とした計測位置と平面度との関係を示す線図である。
【図6】一対のロールに張架された測定対象ベルトの長手方向に規定荷重のみを加えた状態で測定対象ベルトの幅方向の一端から他端に向かって平面度を測定したときの、幅方向端部を基準とした計測位置と平面度との関係を示す線図である。
【図7】従来の方式における平面度測定方法を示す模式図である。
【符号の説明】
【0095】
10 ベルト平面度測定装置
12 測定対象ベルト
14A ロール
14B ロール
28 変位計
42 張架部
44 シリンダ
【特許請求の範囲】
【請求項1】
互いに平行となるように所定間隔をもって配置された一対の円柱状部材と、
前記一対の円柱状部材に架け渡された測定対象ベルトの平面度を測定する測定手段と、
前記測定手段による平面度測定前に、前記測定対象ベルトが搭載される被搭載装置に該測定対象ベルトが搭載された時に該測定対象ベルトに作用する予め定められた規定荷重に、該規定荷重との合計荷重が該測定対象ベルトの破損限界荷重未満となるような追加荷重を加えた合計荷重を、前記一対の円柱状部材の少なくとも一方を介して該測定対象ベルトの長手方向に加えた後に、該合計荷重から前記追加荷重を除いた前記規定荷重を前記測定対象ベルトの長手方向に加える張架手段と、
を備えたベルト平面度測定装置。
【請求項2】
互いに平行となるように所定間隔をもって配置された一対の円柱状部材を備え、該一対の円柱状部材に架け渡された測定対象ベルトの平面度を測定手段によって測定する測定方法であって、
前記測定対象ベルトが搭載される被搭載装置に該測定対象ベルトが搭載された時に該測定対象ベルトに作用する予め定められた規定荷重に、該規定荷重との合計荷重が該測定対象ベルトの破損限界荷重未満となるような追加荷重を加えた合計荷重を、前記一対の円柱状部材の少なくとも一方を介して該測定対象ベルトの長手方向に加える工程と、
該合計荷重から前記追加荷重を除いた前記規定荷重を前記測定対象ベルトの長手方向に加える工程と、
長手方向に前記規定荷重が加えられた前記測定対象ベルトの平面度を測定する工程と、
を備えたベルト平面度測定方法。
【請求項1】
互いに平行となるように所定間隔をもって配置された一対の円柱状部材と、
前記一対の円柱状部材に架け渡された測定対象ベルトの平面度を測定する測定手段と、
前記測定手段による平面度測定前に、前記測定対象ベルトが搭載される被搭載装置に該測定対象ベルトが搭載された時に該測定対象ベルトに作用する予め定められた規定荷重に、該規定荷重との合計荷重が該測定対象ベルトの破損限界荷重未満となるような追加荷重を加えた合計荷重を、前記一対の円柱状部材の少なくとも一方を介して該測定対象ベルトの長手方向に加えた後に、該合計荷重から前記追加荷重を除いた前記規定荷重を前記測定対象ベルトの長手方向に加える張架手段と、
を備えたベルト平面度測定装置。
【請求項2】
互いに平行となるように所定間隔をもって配置された一対の円柱状部材を備え、該一対の円柱状部材に架け渡された測定対象ベルトの平面度を測定手段によって測定する測定方法であって、
前記測定対象ベルトが搭載される被搭載装置に該測定対象ベルトが搭載された時に該測定対象ベルトに作用する予め定められた規定荷重に、該規定荷重との合計荷重が該測定対象ベルトの破損限界荷重未満となるような追加荷重を加えた合計荷重を、前記一対の円柱状部材の少なくとも一方を介して該測定対象ベルトの長手方向に加える工程と、
該合計荷重から前記追加荷重を除いた前記規定荷重を前記測定対象ベルトの長手方向に加える工程と、
長手方向に前記規定荷重が加えられた前記測定対象ベルトの平面度を測定する工程と、
を備えたベルト平面度測定方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2007−57341(P2007−57341A)
【公開日】平成19年3月8日(2007.3.8)
【国際特許分類】
【出願番号】特願2005−242048(P2005−242048)
【出願日】平成17年8月24日(2005.8.24)
【出願人】(000005496)富士ゼロックス株式会社 (21,908)
【Fターム(参考)】
【公開日】平成19年3月8日(2007.3.8)
【国際特許分類】
【出願日】平成17年8月24日(2005.8.24)
【出願人】(000005496)富士ゼロックス株式会社 (21,908)
【Fターム(参考)】
[ Back to top ]