
幾何誤差計測システム
【課題】不適切な幾何誤差に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、きわめて効果的に防止することが可能な幾何誤差計測システムを提供する。
【解決手段】幾何誤差計測システムSは、予め幾何誤差の閾値を設定可能な閾値記憶領域25と、同定した幾何誤差が閾値を上回っている場合にその事態を報知する出力手段32と、幾何誤差設定値を更新記憶可能なパラメータ記憶領域26とを有している。そして、新たな幾何誤差の計測後に、その計測値に、パラメータ記憶領域26に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、新たに計測された幾何誤差あるいは算出された新たな幾何誤差設定値の内のいずれか一方が閾値を上回っている場合には、幾何誤差設定値を自動更新せず、手動による新たな幾何誤差設定値の設定を可能とする。
【解決手段】幾何誤差計測システムSは、予め幾何誤差の閾値を設定可能な閾値記憶領域25と、同定した幾何誤差が閾値を上回っている場合にその事態を報知する出力手段32と、幾何誤差設定値を更新記憶可能なパラメータ記憶領域26とを有している。そして、新たな幾何誤差の計測後に、その計測値に、パラメータ記憶領域26に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、新たに計測された幾何誤差あるいは算出された新たな幾何誤差設定値の内のいずれか一方が閾値を上回っている場合には、幾何誤差設定値を自動更新せず、手動による新たな幾何誤差設定値の設定を可能とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多軸工作機械において幾何誤差を計測し補正するための幾何誤差計測システムに関するものである。
【背景技術】
【0002】
工作機械として、能率の高い加工や複雑な形状のワークの加工を行う目的で従来の3軸マシニングセンタに回転軸や旋回軸を付加した5軸マシニングセンタ等の多軸工作機械が知られており、そのような多軸工作機械における加工精度の向上が望まれている。
【0003】
多軸工作機械においては、一般的に、軸数が増えると、組み付けの精度が悪化し、加工精度が悪くなる傾向にあるが、組み付けの精度の向上には限界があるため、隣り合う軸間の傾きや位置誤差といった所謂幾何誤差を計測し、その幾何誤差を補正することによって加工精度を向上させる補正システムが開発されている。
【0004】
そして、そのような補正システムにおける幾何誤差の計測(同定)方法として、工作機械の主軸にタッチプローブを付け、テーブルにターゲット(被計測治具)となる球を設置して、自動で旋回軸や回転軸の割出動作を複数回行い、各割出条件でターゲットの位置を計測し、それらの計測結果に基づいて幾何誤差を自動的に求める(同定する)方法が考案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−219132号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記した計測システムにおいては、ターゲットの位置ずれや機械の損傷等の要因により、計測結果に不測の誤差が入り込む事態も起こり得る。それゆえ、当該計測システムに、幾何誤差補正パラメータを自動更新する機能を搭載すると、不測の計測誤差が含まれている場合でも、そのまま幾何誤差補正パラメータを自動更新し、その自動更新された幾何誤差補正パラメータを用いて主軸や回転軸の補正を行ってしまうため、加工精度を向上させることができないばかりか、却って悪化させてしまう事態も起こり得る。
【0007】
本発明の目的は、上記従来の計測システムが有する問題点を解消し、幾何誤差補正パラメータを自動更新する機能を搭載した場合に、外乱等に基づいて不適切な幾何誤差が計測されても、そのような不適切な幾何誤差に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、きわめて効果的に防止することが可能な幾何誤差計測システムを提供することにある。
【課題を解決するための手段】
【0008】
本発明の内、請求項1に記載された発明は、複数の直線軸と回転軸とを具備した多軸工作機械において、主軸にセンサを設けるとともにテーブルに測定ターゲットを設置し、複数の位置決め条件にて前記測定ターゲットの座標を前記センサにより計測し、それらの計測値を用いて、隣り合う軸間に存在する幾何誤差を同定する幾何誤差計測システムであって、予め幾何誤差の閾値を設定可能な閾値設定手段と、同定した幾何誤差が閾値設定手段に設定されている閾値を上回っている場合に、その事態を報知する報知手段とを有することを特徴とするものである。
【0009】
請求項2に記載された発明は、請求項1に記載された発明において、幾何誤差設定値を更新記憶可能な幾何誤差更新手段を有しており、新たな幾何誤差の計測後に、その計測値に、幾何誤差更新手段に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、その新たな幾何誤差設定値が、閾値設定手段に設定されている閾値を上回っている場合には、報知手段が、その事態を報知することを特徴とするものである。
【0010】
請求項3に記載された発明は、請求項1、または請求項2に記載された発明において、新たな幾何誤差の計測後に、その計測値に、幾何誤差更新手段に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、新たに計測された幾何誤差およびその幾何誤差から算出された新たな幾何誤差設定値がいずれも閾値を下回っている場合には、幾何誤差更新手段において、算出された新たな幾何誤差設定値を新たな幾何誤差設定値として自動更新することを特徴とするものである。
【0011】
請求項4に記載された発明は、請求項1〜3のいずれかに記載された発明において、新たな幾何誤差の計測後に、その計測値に、幾何誤差更新手段に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、新たに計測された幾何誤差あるいはその幾何誤差から算出された新たな幾何誤差設定値の内のいずれか一方が閾値を上回っている場合には、幾何誤差更新手段において、算出された新たな幾何誤差設定値を新たな幾何誤差設定値として自動更新せず、手動による新たな幾何誤差設定値の設定を可能とすることを特徴とするものである。
【0012】
請求項5に記載された発明は、請求項1〜4のいずれかに記載された発明において、閾値設定手段が、複数の幾何誤差補正パラメータを含む分類毎に(たとえば、XYZ直角度誤差、主軸傾き誤差、回転軸・旋回軸の傾き誤差や位置誤差等の分類毎に)、別々に閾値を設定可能であることを特徴とするものである。
【発明の効果】
【0013】
請求項1に記載の幾何誤差計測システムは、同定(計測)した幾何誤差が予め設定されている閾値(許容値)を上回っている場合に、報知手段によってその事態が報知されるので、経時変化に関連した機械の状態を容易に把握することができる。それゆえ、請求項1に記載の幾何誤差計測システムによれば、機械の経時的変化や計測ミスに起因した不適切な同定結果に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、効果的に防止することができる。
【0014】
請求項2に記載の幾何誤差計測システムは、同定した幾何誤差に基づいて算出された新たな幾何誤差設定値が、予め設定されている閾値を上回っている場合に、報知手段によってその事態が報知されるので、損傷の蓄積と関連した機械の状態を容易に把握することができる。それゆえ、請求項2に記載の幾何誤差計測システムによれば、機械の損傷の蓄積や計測ミスに起因した不適切な同定結果に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、効果的に防止することができる。
【0015】
請求項3に記載の幾何誤差計測システムは、新たに計測された幾何誤差およびその幾何誤差から算出された新たな幾何誤差設定値がいずれも閾値を下回っている場合に、幾何誤差設定値が自動更新されるので、機械のトラブルや計測ミスに起因した不適切な同定に基づいて幾何誤差設定値が真の数値からかけ離れてしまう事態が生じない。それゆえ、請求項3に記載の幾何誤差計測システムによれば、不適切な幾何誤差設定値に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、非常に効果的に防止することができる。
【0016】
請求項4に記載の幾何誤差計測システムは、新たに計測された幾何誤差およびその幾何誤差から算出された新たな幾何誤差設定値の内のいずれか一方が閾値を上回っている場合に、幾何誤差設定値を自動更新せず、手動による幾何誤差設定値の設定を可能とするので、新たに同定された幾何誤差の評価結果をユーザに確実に認識させることができる。
【0017】
請求項5に記載の幾何誤差計測システムは、複数の幾何誤差補正パラメータを含む分類毎に、別々に閾値を設定可能であるので、短時間の内に容易に適切な閾値の設定をすることができる。たとえば、XYZ直角度誤差や主軸傾き誤差は、機械の組立精度による影響が最も支配的であるため、機械が衝実等しない限り大きく変化することはない。それゆえ、それらの幾何誤差の閾値は、小さくても問題ない。一方、回転軸・旋回軸の傾き誤差や位置誤差は、機械の熱変位等で容易に変化する可能性があり、機種や構造によっても変化するため、比較的に大きな閾値を設定する必要がある場合が多い。請求項5に記載の幾何誤差計測システムによれば、そのような事情を考慮して、幾何誤差の各分類に合った適切な閾値を短時間の内に容易に設定することが可能となる。
【図面の簡単な説明】
【0018】
【図1】マシニングセンタを示す説明図(斜視図)である。
【図2】マシニングセンタの制御機構を示すブロック図である。
【図3】記憶手段の概念図である。
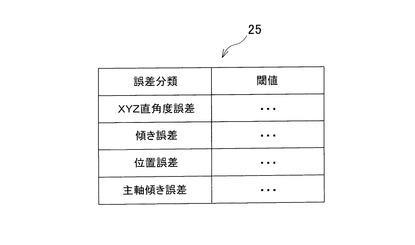
【図4】記憶手段の閾値記憶領域の概念図である。
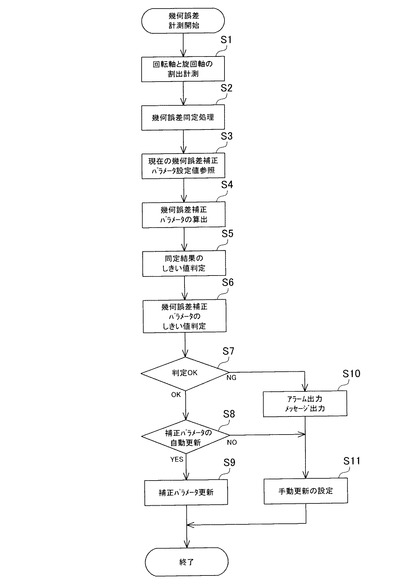
【図5】幾何誤差の計測処理の内容を示すフローチャートである。
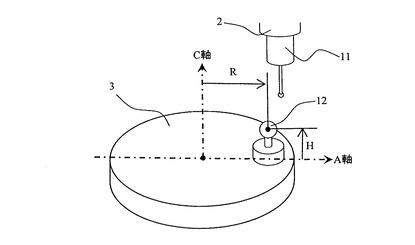
【図6】主軸頭にタッチプローブを装着し、テーブルにターゲットを装着した状態を示す説明図である。
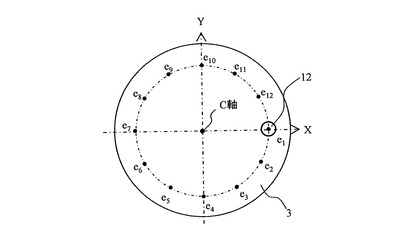
【図7】C軸の複数の割出位置でターゲット球を計測する様子を示す説明図である。
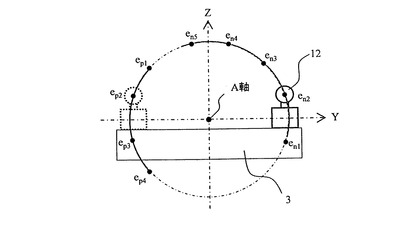
【図8】A軸の複数の割出位置でターゲット球を計測する様子を示す説明図である。
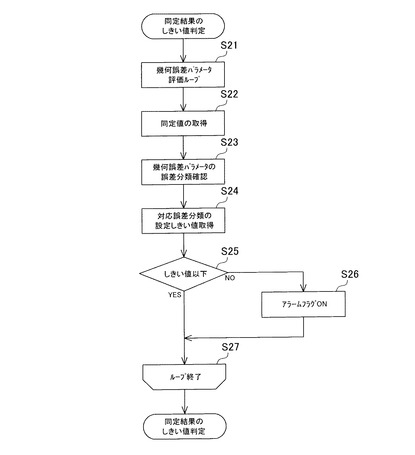
【図9】幾何誤差の計測結果の閾値判定処理の内容を示すフローチャートである。
【発明を実施するための形態】
【0019】
以下、本発明に係る幾何誤差計測システムの一実施形態について、図面に基づいて詳細に説明する。なお、本実施形態に係る幾何誤差計測システムは、幾何誤差補正システムと連携しており、計測(同定)した結果に基づいて、新しい幾何誤差補正パラメータを算出し、当該幾何誤差補正パラメータを新たな幾何誤差設定値(補正値)として自動更新することができるようになっている。
【0020】
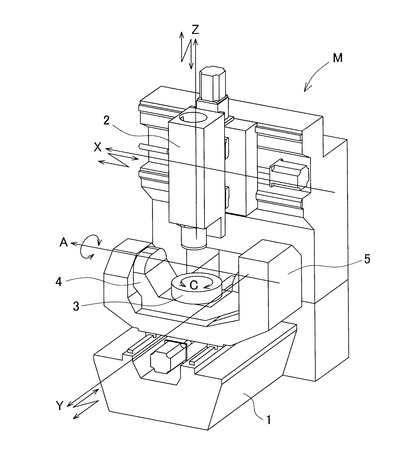
<多軸工作機械の構成>
図1は、多軸工作機械の一例である5軸制御マシニングセンタ(テーブル旋回型5軸機)を示したものである(以下、単にマシニングセンタMという)。マシニングセンタMのベッド(基台)1には、正面視略U字状のトラニオン5が、Y軸に沿ってスライド可能に設けられており、当該トラニオン5には、正面視略U字状のクレードル4が、A軸(回転軸)を中心として、回転可能に設けられている。さらに、クレードル4には、円盤状のテーブル3が、A軸と直交するC軸(回転軸)を中心として、回転可能に設けられている。また、ベッド1の上部には、工具を装着可能な主軸頭2が、Y軸と直交するX軸、および、それらのX,Y軸と直交するZ軸に沿ってスライド可能に設けられている。当該主軸頭2は、装着した工具をZ軸を中心として回転させることができるようになっている。
【0021】
上記マシニングセンタMは、主軸頭2に装着された工具を回転させた状態で、テーブル3に固定された被加工物(ワーク)に対して、当該主軸頭2を相対的にアプローチさせることによって、被加工物と工具との相対位置および相対姿勢を制御しながら、被加工物に対して種々の加工を施すことができるようになっている。また、マシニングセンタMは、上記の如く構成されているため、被加工物から工具までの軸のつながりが、C軸→A軸→Y軸→X軸→Z軸の順番になっている。
【0022】
<マシニングセンタの幾何誤差>
次に、上記したマシニングセンタMの幾何誤差について説明する。ここでは、幾何誤差が、各軸間の相対並進誤差3方向および相対回転誤差3方向の合計6成分(δx,δy,δz,α,β,γ)からなるものであると仮定する。また、各幾何誤差は、挟まれた2つの軸名称を添えて示すものとする。たとえば、C軸とA軸との間のY方向の並進誤差は、δyCA,Y軸とX軸との間のZ軸周りの回転誤差は、γYXと表記する。また、工具を示す記号はTとする。
【0023】
マシニングセンタMにおける被加工物から工具までの軸のつながりは、C軸,A軸,Y軸,X軸,Z軸の順番であるため、Z軸と工具間も考慮すると合計30個の幾何誤差が存在するが、冗長の関係となるものにおいて1つを残し他を除外すると、最終的な幾何誤差は、δxCA,δyCA,αCA,βCA,δyAY,δzAY,βAY,γAY,γYX,αXZ,βXZ,αZT,βZTの合計13個となる。なお、それらの内のγYX,αXZ,βXZ,αZT,βZTの5つは、直進軸に関する幾何誤差であり、それぞれ、X−Y軸間直角度,Y−Z軸間直角度,Z−X軸間直角度,工具−Y軸間直角度,工具−X軸間直角度である。他の8つは、回転軸に関する幾何誤差であり、それぞれ、C軸中心位置X方向誤差,C−A軸間オフセット誤差,A軸角度オフセット誤差,C−A軸間直角度,A軸中心位置Y方向誤差,A軸中心位置Z方向誤差,A−X軸間直角度,A−Y軸間直角度である。それゆえ、マシニングセンタMにおける幾何誤差は、下記の表1の如く、δxCA,δyCA,αCA,βCA,δyAY,δzAY,βAY,γAY,γYX,αXZ,βXZ,αZT,βZTの合計13個のパラメータを求めることによって同定される。
【0024】
【表1】

【0025】
上記した幾何誤差補正パラメータは、下記の表2の如く、基本となる直交3軸におけるXYZ直角度誤差、回転軸・旋回軸に関する傾き誤差、旋回軸・回転軸に関する位置誤差、主軸の傾きに関する主軸傾き誤差の4つに分類することができる。
【0026】
【表2】
【0027】
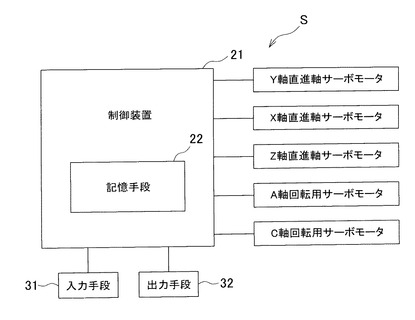
<マシニングセンタの制御機構>
図2は、上記したマシニングセンタMの制御機構を示すブロック図であり、トラニオン5、主軸頭2を並進させるための各サーボモータ、および、クレードル4、テーブル3を回転させるための各サーボモータは、制御装置(数値制御装置)21によって駆動制御されるようになっている。また、制御装置21には、割出位置(割出条件)や幾何誤差の閾値(許容値)等を設定するための入力手段31、後述する閾値判定の結果等を出力する(報知する)ためのモニタやスピーカ等の出力手段32等が接続されている。
【0028】
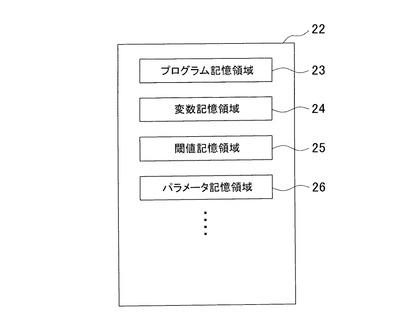
さらに、制御装置21には、記憶手段22が設けられており、当該記憶手段22内には、図3の如く、各種のプログラムを記憶するためのプログラム記憶領域23、各種の演算に用いる変数等を記憶するための変数記憶領域24、予め設定された各種の閾値を記憶するための閾値記憶領域25、各幾何誤差補正パラメータを記憶するためのパラメータ記憶領域26等が設けられている。
【0029】
そして、プログラム記憶領域23には、同定された幾何誤差に基づいて当該幾何誤差の補正に用いる幾何誤差補正パラメータを算出するための補正パラメータ算出プログラムや、幾何誤差補正パラメータを算出する毎に、算出後の幾何誤差補正パラメータを新たな幾何誤差補正パラメータとして自動更新するためのパラメータ更新プログラム等が記憶されている。また、閾値記憶領域25には、図4の如く、直交3軸におけるXYZ直角度誤差、回転軸・旋回軸に関する傾き誤差、回転軸・旋回軸に関する位置誤差、主軸の傾きに関する主軸傾き誤差の4つの分類毎に、それぞれ、予め入力された閾値(予めメーカが出荷段階で設定した数値や、ユーザが任意に設定した数値)が記憶されている。さらに、パラメータ記憶領域26には、前回の幾何誤差の計測に基づいて更新された各幾何誤差補正パラメータ(あるいは作業者によってマニュアルで設定された各幾何誤差補正パラメータ)が記憶されている。
【0030】
かかる制御装置21、トラニオン5、主軸頭2を並進させるための各サーボモータ、および、クレードル4、テーブル3を回転させるための各サーボモータによって、マシニングセンタMの幾何誤差を補正するための幾何誤差補正システムを備えた幾何誤差計測システムSが構成された状態になっている。
【0031】
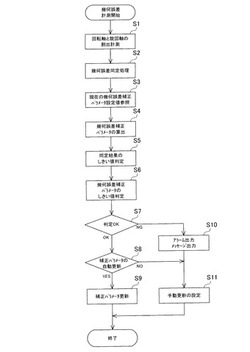
<幾何誤差の計測処理>
図5は、幾何誤差計測システムSによる幾何誤差の計測処理(同定処理)の内容を示すフローチャートである。幾何誤差を同定する場合には、図6の如く、主軸頭2に、工具の代わりにタッチプローブ11を装着させ、テーブル3にターゲットであるターゲット球12を固定させる(ターゲット球12の土台に組み付けられた磁石等によって固定させる)。なお、タッチプローブ11は、ターゲット球12に接触したことを感知するセンサ(図示せず)を有しており、接触を感知した場合に赤外線や電波等で信号を発することができるようになっている。一方、マシニングセンタMの制御装置21は、接続された受信機によりタッチプローブ11から発せられた信号を受信した瞬間(もしくは遅れ分を考慮した時点)の各軸の現在位置を、測定値として記憶手段22に記憶することができるようになっている。
【0032】
そして、ステップ(以下、単にSで示す)1で、制御装置21からの指令により、回転軸(C軸)と旋回軸(A軸)とを複数の条件で割り出し、それそれの割出条件において、タッチプローブ11によりターゲット球12の中心位置等を計測し、その計測値に基づいて、S2で、以下に述べる算出方法を利用して、幾何誤差の同定(計測)を実行する。
【0033】
[幾何誤差の算出方法]
ここで、ターゲット球12の中心位置の計測値と幾何誤差との関係について説明する。ターゲット球12の中心位置がテーブル座標系(幾何誤差がない理想な状態でA軸とC軸との交点を原点とし、そのX軸がマシニングセンタMのX軸に平行であるテーブル3上の座標系)で(R,0,H)であるとする。幾何誤差がない場合のターゲット球12の中心位置計測値(x,y,z)は、A軸角度をa、C軸角度をcとすると、次に示す[数1]で表すことができる。
【0034】
【数1】
【0035】
一方、ターゲット球12の取付位置の誤差(δxWC,δyWC,δzWC)を含めた幾何誤差が存在する場合のターゲット球12の中心位置の計測値(x’,y’,z’)に関する行列関係式は、次の[数2]となる。ただし、幾何誤差が微小であるとして近似している。
【0036】
【数2】
【0037】
この[数2]を展開すると次の[数3]となる。ここで、式の簡略化のため、幾何誤差同士の積は微小であるとして0に近似している。
【0038】
【数3】
【0039】
幾何誤差を同定する際には、初めに、テーブル3の上面が主軸頭2(Z軸)と垂直になる状態(A軸角度a=0°)にA軸を割り出し、C軸角度cを0°から任意の角度ピッチで割り出して1周分nヶ所のターゲット球12の中心位置の計測を行う。たとえば、角度ピッチを30°とすると、図7に示すように0°から330°まで12ヶ所の計測を行う(以下、この計測を割出計測という)。これにより、i=1〜nとするとn個の球中心位置計測値(xi’,yi’,zi’)が得られ、計測値は円軌跡を描くことになる。なお、幾何誤差の同定におけるA軸、C軸の割出位置(割出条件)は、予め、制御装置21の記憶手段22内に記憶されている。
【0040】
ここで、計測値のXY平面上での半径、すなわち、C軸の中心位置から各中心位置計測値までの距離は、幾何誤差がない場合はRであり、幾何誤差がある場合には半径誤差ΔRXYが加わる。このΔRXYは[数3]を変形して近似することで、次の[数4]に示すように算出することができる。
【0041】
【数4】
【0042】
この[数4]に[数3]を代入すると、次の[数5]が得られる。したがって、ΔRXYは0次(半径誤差),1次(中心偏差),2次(楕円形状)の成分を含んだ円軌跡となる。
【0043】
【数5】
【0044】
また、360°を等間隔でn個に分割した角度θ1〜θnの正弦・余弦関数には次の[数6]のような性質がある。
【0045】
【数6】
【0046】
そして、[数5]の2次正弦成分に着目し、この[数6]の性質を利用する。各中心位置計測値に対応するΔRXYiに、それぞれ割り出したときのC軸角度ciの2次の正弦値を掛け合わせて平均を取ることで2次正弦成分rb2が得られ、これを変形すると次に示す[数7]となり、X−Y軸間直角度γYXを求めることができる。
【0047】
【数7】
【0048】
さらに1次成分を抽出する。ΔRXYiにC軸角度ciの1次の余弦値もしくは正弦値を掛け合わせることで1次余弦成分ra1および1次正弦成分rb1が得られ、これを変形して次の[数8]が得られる。
【0049】
【数8】
【0050】
なお、[数3]を変形して各中心位置計測値のX座標x’、Y座標y’の平均をそれぞれ求めることで[数9]が得られる。この[数9]は円軌跡の中心、すなわち1次成分を求めるものであり、[数8]の代わりに用いることができる。
【0051】
【数9】
【0052】
一方、[数3]の中心位置計測値のZ座標の式からわかるように、Z座標値はC軸角度ciに対して0次、1次余弦・正弦成分を持った円である。この円の1次成分を抽出するため、各中心位置計測値のZ座標に、それぞれ割り出したときのC軸角度ciの余弦値、正弦値を掛け合わせると、次の[数10]が得られる。βAYは別の方法もしくは後述の測定および式から求めて代入することにより、C軸の傾き誤差に関する幾何誤差であるβCA,αCAを求めることができる。
【0053】
【数10】
【0054】
次に、A軸を0°以外の任意の角度atに傾けて、C軸角度cを0°から任意の角度ピッチで割り出して1周分nヶ所でターゲット球12の中心位置の計測を行う(割出計測)。先と同様に、中心位置計測値は円軌跡を描くが、その半径、すなわち、A軸とC軸との交点から各中心位置計測値までの距離は、幾何誤差がない場合はRであり、幾何誤差がある場合は半径誤差ΔRが加わる。ΔRは[数3]を変形して近似することで得られる次の[数11]で示される。
【0055】
【数11】
【0056】
この[数11]に[数3]を代入すると次の[数12]が得られる(なお、ra0,ra1,rb1,ra2の詳細な式については省略する)。
【0057】
【数12】
【0058】
この[数12]は[数5]と同様に、0〜2次成分を含んだ円軌跡である。2次正弦成分に着目し、各中心位置計測値に対応するΔRiに、それぞれ割り出したときのC軸角度ciの2次の正弦値を掛け合わせると、次に示す[数13]が得られる。この[数13]に対し[数7]や別の方法で求めたγYXを代入することで、βXZを求めることができる。
【0059】
【数13】
【0060】
ここで、A軸の割り出し角度によっては、主軸頭2とテーブル3等との干渉や、各軸の可動範囲の制限等により、1周分測定できない場合がある。1周分の中心位置計測値がない場合は[数13]を使うことができない。その場合、複数の中心位置計測値を用いて[数12]の係数を最小自乗法等で解くことにより次の[数14]が得られる。
【0061】
【数14】
【0062】
次に、図8に示すように、C軸角度ctを90°もしくは−90°に割り出し、A軸を任意の複数の角度に割り出してmヶ所のターゲット球12の中心位置の計測を行う(割出計測)。A軸は機構的に1周回転することができない場合が多く、できたとしてもタッチプローブ11により計測できないため、1周分ではなく、ある角度範囲の間で計測を行う。中心位置計測値のX座標に着目すると、[数3]から次に示す[数15]が得られる。
【0063】
【数15】
【0064】
すなわち、[数15]は、0,1次成分を含んだ円弧を示しているといえる。ただし、C軸角度ctを90°,−90°と変えて混在させると、ctに依存した0次成分も加わる。[数12]の各成分の係数を変数として最小自乗法等で求めることで次の[数16]が得られる。したがって、βXZを上述の方法もしくは別の方法で求めて代入することで、A軸の傾き誤差に関する幾何誤差γAYとβAYとを求めることができる。
【0065】
【数16】
【0066】
次に、中心位置計測値のY,Z座標に着目する。幾何誤差による円軌跡の半径誤差、すなわち、A軸中心から球中心までの距離の誤差ΔRYZは次の[数17]から得られる。
【0067】
【数17】
【0068】
この[数17]に[数3]を代入すると次の[数18]となる。なお、ra0,rc0の詳細な式については省略する。
【0069】
【数18】
【0070】
したがって、ΔRYZは0〜2次成分を含んだ円弧軌跡であり、各成分の係数を最小自乗法等で解くことにより、次の[数19]が得られる。
【0071】
【数19】
【0072】
ここで、[数18]の係数を求めることは、円弧の半径と中心位置、および円弧に含まれる楕円成分の大きさを求めることと同じである。一般的に、円弧の中心位置や楕円成分を求めることは、円弧角度が小さいほど精度が悪くなる。そこで、図8に示すように、C軸を90°(ターゲット球12の中心位置がep1〜ep4)と−90°(ターゲット球12の中心位置がen1〜en4)の両方に割り出して計測する。これにより円弧角度を広くすることができ、同定精度を上げることができる。なお、αXZを求める必要がない場合は、[数19]において、2次成分であるra2、rb2を0として無視して計算を行っても良い。
【0073】
以上から、前述の方法でターゲット球12の中心位置を複数箇所測定し、上述の数式を用いて計算することで、回転軸(A軸、C軸)に関する幾何誤差8個に加えて、直進軸(Y軸、X軸、Z軸)に関する3個も併せて11個の幾何誤差を同定することが可能である。なお、残りの2つは別の方法で同定しておく必要がある。
【0074】
上記した方法で得られる計測結果(同定値)は、パラメータ記憶領域26に記憶されている幾何誤差補正パラメータの数値(設定値)にかかわらず、前回の計測結果に基づいて更新された幾何誤差補正パラメータの数値からの変化分となる。当該変化分の評価は、経時変化や、衝突等によりダメージを受けたか(損傷したか否か)否かのチェック等に利用することができる。
【0075】
また、上記の如く、幾何誤差を同定した後には、S3以降のステップにより、設定されている幾何誤差補正パラメータを更新する。すなわち、幾何誤差を同定した後には、まず、S3で、パラメータ記憶領域26に記憶されている各幾何誤差補正パラメータの数値(設定値)を参照する(なお、幾何誤差計測システムの作動開始直後には、幾何誤差補正パラメータの設定値は“0”となっている)。そして、続くS4で、同定した数値に、パラメータ記憶領域26に記憶されている各幾何誤差補正パラメータの設定値を加算することによって、各幾何誤差補正パラメータを算出し直す。このように、計測した結果として得られる同定値に、設定されていた各幾何誤差補正パラメータを加算したものが、新たに設定(更新)される各幾何誤差補正パラメータ(設定値)となる。なお、当該更新後の設定値は、マシニングセンタMの幾何誤差そのものを表す。そして、当該更新後の設定値の評価は、ダメージが蓄積しているか否かのチェック等に利用することができる。
【0076】
上記の如く、幾何誤差補正パラメータを算出した後には、S5で、同定結果(幾何誤差補正パラメータの算出結果)に対して、閾値判定(同定結果の評価)を実施する。図9は、閾値判定処理の内容を示すフローチャートである。なお、閾値判定は、すべての幾何誤差補正パラメータに対して実行する。
【0077】
閾値を判定する場合には、S21以下の手順によって幾何誤差補正パラメータの評価ループを実行する。すなわち、幾何誤差補正パラメータの評価ループにおいては、まず、S22で、幾何誤差の計測によって得られた幾何誤差補正パラメータの同定値を取得する。しかる後、S23で、記憶手段22の閾値記憶領域25の内容を参照して、閾値判定を行う幾何誤差補正パラメータの該当する幾何誤差分類を確認し、S24で、当該幾何誤差分類において設定されている閾値を取得する。
【0078】
そして、S25で、S24において取得した幾何誤差補正パラメータの閾値と、計測によって得られた幾何誤差補正パラメータの同定値とを比較し、同定値が閾値を上回っていると判断した場合(S25で“NO”の場合)には、S26で、該当する幾何誤差補正パラメータに対してアラームフラグを有効にする。しかる後、S27で、幾何誤差補正パラメータの評価ループを終了する。
【0079】
一方、S25で、同定値が閾値を下回っていると判断した場合(S25で“YES”の場合)には、アラームフラグを有効にすることなく、幾何誤差補正パラメータの評価ループを終了する。
【0080】
閾値判定処理においては、上記の如き閾値判定(幾何誤差補正パラメータの評価ループ)を、すべての幾何誤差補正パラメータに対して実行する。そして、すべての幾何誤差補正パラメータに対して閾値判定を実行した後には、幾何誤差の計測処理(図5)におけるS6で、新たに算出されたすべての幾何誤差補正パラメータ(すなわち、前回の計測結果に基づいて更新された幾何誤差補正パラメータに今回計測された同定値を加算して算出したもの)に対しても、同様な閾値判定を実行し、新たな幾何誤差補正パラメータが設定されている閾値を上回っている場合には、当該幾何誤差補正パラメータに対してアラームフラグを有効にする。
【0081】
上記したような同定値および新たな幾何誤差補正パラメータの閾値判定が終了した後には、S7で、アラームフラグの確認を行う。すなわち、S7で、アラームフラグが1つも存在しないと判断した場合には、S8で、各幾何誤差補正パラメータを自動更新し(すなわち、今回の計測に基づいて算出された各幾何誤差補正パラメータを新たな幾何誤差補正パラメータとして設定し)、出力手段32であるモニタの画面上に、幾何誤差の補正作業を完了した旨のメッセージを出力して、処理を終了する。
【0082】
一方、S7で、アラームフラグが存在すると判断した場合には、S10で、出力手段32であるモニタの画面上で、閾値を上回った幾何誤差補正パラメータ(同定値あるいは新たに算出された幾何誤差補正パラメータ)の表示を他の幾何誤差補正パラメータの表示と区別することにより(たとえば、異なる色で発光させたり、点滅させたりすることにより)、閾値を上回った幾何誤差補正パラメータが存在する旨を報知する。さらに、モニタの画面上に、閾値を上回った幾何誤差補正パラメータ(同定値あるいは新たに算出された幾何誤差補正パラメータ)が含まれる幾何誤差分類(閾値記憶領域25に記憶されているもの)を表示する。また、この場合には、出力手段32であるスピーカからアラーム音を出力する。かかる場合には、各幾何誤差補正パラメータの自動更新は実行せず、S11で、ユーザがマニュアル(手動)で各幾何誤差補正パラメータを更新できるように制御し、モニタの画面上に、マニュアル更新が可能である旨を表示して、処理を終了する。
【0083】
上記の如く、幾何誤差計測システムSは、計測結果(同定値)の重要度を考慮し、当該計測結果に対して閾値判定を行い、判定に問題がない場合に限って幾何誤差補正パラメータを自動更新し、判定に問題があった場合には、自動更新を実行することなく、メッセージ出力やアラーム出力等によって、その旨をユーザに報知する。
【0084】
<幾何誤差計測システムによる効果>
幾何誤差計測システムSは、上記の如く、予め幾何誤差の閾値を設定可能な閾値設定手段である閾値記憶領域25と、同定した幾何誤差が閾値記憶領域25に設定されている閾値を上回っている場合に、その事態を報知する報知手段である出力手段32とを有しているため、経時変化に関連した機械の状態を容易に把握することができ、機械の経時的変化や計測ミスに起因した不適切な同定結果に基づく補正の実行によりマシニングセンタMの加工精度が低下する事態を、効果的に防止することができる。
【0085】
また、幾何誤差計測システムSは、幾何誤差設定値を更新記憶可能な幾何誤差更新手段であるパラメータ記憶領域26を有しており、新たな幾何誤差の計測後(同定後)に、その計測値に、パラメータ記憶領域26に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、その新たな幾何誤差設定値が、閾値記憶領域25に設定されている閾値を上回っている場合には、出力手段32が、その事態を報知するため、損傷の蓄積と関連した機械の状態を容易に把握することができる。それゆえ、幾何誤差計測システムSによれば、機械の損傷の蓄積や計測ミスに起因した不適切な同定結果に基づく補正の実行によりマシニングセンタMの加工精度が低下する事態を、効果的に防止することができる。
【0086】
さらに、幾何誤差計測システムSは、新たな幾何誤差の計測後に、その計測値に、パラメータ記憶領域26に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、新たに計測された幾何誤差およびその幾何誤差から算出された新たな幾何誤差設定値がいずれも閾値を下回っている場合には、パラメータ記憶領域26において、算出された新たな幾何誤差設定値を新たな幾何誤差設定値として自動更新する。したがって、幾何誤差計測システムSによれば、機械のトラブルや計測ミスに起因した不適切な同定に基づいて幾何誤差設定値が真の数値からかけ離れてしまう事態が起こらず、不適切な幾何誤差設定値に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、非常に効果的に防止することができる。
【0087】
また、幾何誤差計測システムSは、新たな幾何誤差の計測後に、その計測値に、パラメータ記憶領域26に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、新たに計測された幾何誤差あるいはその幾何誤差から算出された新たな幾何誤差設定値の内のいずれか一方が閾値を上回っている場合には、パラメータ記憶領域26において、算出された新たな幾何誤差設定値を新たな幾何誤差設定値として自動更新せず、手動による新たな幾何誤差設定値の設定を可能とする。したがって、幾何誤差計測システムSによれば、新たに同定された幾何誤差の評価結果をユーザに確実に認識させることができる。
【0088】
加えて、幾何誤差計測システムSは、閾値記憶領域25が、複数の幾何誤差補正パラメータを含む分類毎に、別々に閾値を設定可能であるため、幾何誤差の各分類に合った適切な閾値を、短時間の内に容易に設定することができる。
【0089】
<幾何誤差計測システムの変更例>
本発明に係る幾何誤差計測システムは、上記実施形態の態様に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲内で、必要に応じて適宜変更することができる。たとえば、幾何誤差の計測システムは、モニタの画面上への表示やスピーカからのアラーム出力により計測値が閾値を上回っている事態を報知するものに限定されず、LEDやランプ等の発光手段を各種の態様で点灯、点滅させることにより当該事態を報知するもの等に変更することも可能である。
【0090】
また、幾何誤差の計測システムは、上記実施形態の如く、閾値設定手段が複数の幾何誤差補正パラメータを含む分類毎に、別々に閾値を設定可能なものに限定されず、幾何誤差補正パラメータ毎に、閾値を設定可能なものに変更することも可能である。
【0091】
一方、幾何誤差計測システムを用いた幾何誤差の計測方法も、上記実施形態の態様に何ら限定されるものではなく、必要に応じて適宜変更することができる。たとえば、幾何誤差の計測方法は、上記実施形態の如く、球状のターゲット(被計測治具)を用い、その直径や位置を計測することにより幾何誤差を求める方法に限定されず、直方体状等の他の形状のターゲットを用い、その直方体状のターゲットの所定の辺の長さや所定の面同士の間隔を計測することにより幾何誤差を求める方法等に変更することも可能である。
【0092】
また、ターゲットの設置位置(中心位置)や直径の測定は、上記実施形態の如く、タッチプローブをターゲットに接触させる方法に限定されず、非接触で距離が測定できるレーザ変位計を利用した方法や、3つ以上の変位センサを同時にターゲットに接触させて各変位センサの計測値からターゲットの中心位置や直径を求める方法等に変更することも可能である。
【産業上の利用可能性】
【0093】
本発明に係る幾何誤差計測システムは、上記の如く優れた効果を奏するものであるから、各種の多軸工作機械における幾何誤差計測用(同定用)のシステムとして好適に用いることができる。
【符号の説明】
【0094】
S・・幾何誤差計測システム
M・・マシニングセンタ
1・・ベッド
2・・主軸頭
3・・テーブル
4・・クレードル
5・・トラニオン
11・・タッチプローブ
12・・ターゲット球
21・・制御装置
22・・記憶手段
25・・閾値記憶領域(閾値設定手段)
26・・パラメータ記憶領域(幾何誤差更新手段)
【技術分野】
【0001】
本発明は、多軸工作機械において幾何誤差を計測し補正するための幾何誤差計測システムに関するものである。
【背景技術】
【0002】
工作機械として、能率の高い加工や複雑な形状のワークの加工を行う目的で従来の3軸マシニングセンタに回転軸や旋回軸を付加した5軸マシニングセンタ等の多軸工作機械が知られており、そのような多軸工作機械における加工精度の向上が望まれている。
【0003】
多軸工作機械においては、一般的に、軸数が増えると、組み付けの精度が悪化し、加工精度が悪くなる傾向にあるが、組み付けの精度の向上には限界があるため、隣り合う軸間の傾きや位置誤差といった所謂幾何誤差を計測し、その幾何誤差を補正することによって加工精度を向上させる補正システムが開発されている。
【0004】
そして、そのような補正システムにおける幾何誤差の計測(同定)方法として、工作機械の主軸にタッチプローブを付け、テーブルにターゲット(被計測治具)となる球を設置して、自動で旋回軸や回転軸の割出動作を複数回行い、各割出条件でターゲットの位置を計測し、それらの計測結果に基づいて幾何誤差を自動的に求める(同定する)方法が考案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−219132号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記した計測システムにおいては、ターゲットの位置ずれや機械の損傷等の要因により、計測結果に不測の誤差が入り込む事態も起こり得る。それゆえ、当該計測システムに、幾何誤差補正パラメータを自動更新する機能を搭載すると、不測の計測誤差が含まれている場合でも、そのまま幾何誤差補正パラメータを自動更新し、その自動更新された幾何誤差補正パラメータを用いて主軸や回転軸の補正を行ってしまうため、加工精度を向上させることができないばかりか、却って悪化させてしまう事態も起こり得る。
【0007】
本発明の目的は、上記従来の計測システムが有する問題点を解消し、幾何誤差補正パラメータを自動更新する機能を搭載した場合に、外乱等に基づいて不適切な幾何誤差が計測されても、そのような不適切な幾何誤差に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、きわめて効果的に防止することが可能な幾何誤差計測システムを提供することにある。
【課題を解決するための手段】
【0008】
本発明の内、請求項1に記載された発明は、複数の直線軸と回転軸とを具備した多軸工作機械において、主軸にセンサを設けるとともにテーブルに測定ターゲットを設置し、複数の位置決め条件にて前記測定ターゲットの座標を前記センサにより計測し、それらの計測値を用いて、隣り合う軸間に存在する幾何誤差を同定する幾何誤差計測システムであって、予め幾何誤差の閾値を設定可能な閾値設定手段と、同定した幾何誤差が閾値設定手段に設定されている閾値を上回っている場合に、その事態を報知する報知手段とを有することを特徴とするものである。
【0009】
請求項2に記載された発明は、請求項1に記載された発明において、幾何誤差設定値を更新記憶可能な幾何誤差更新手段を有しており、新たな幾何誤差の計測後に、その計測値に、幾何誤差更新手段に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、その新たな幾何誤差設定値が、閾値設定手段に設定されている閾値を上回っている場合には、報知手段が、その事態を報知することを特徴とするものである。
【0010】
請求項3に記載された発明は、請求項1、または請求項2に記載された発明において、新たな幾何誤差の計測後に、その計測値に、幾何誤差更新手段に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、新たに計測された幾何誤差およびその幾何誤差から算出された新たな幾何誤差設定値がいずれも閾値を下回っている場合には、幾何誤差更新手段において、算出された新たな幾何誤差設定値を新たな幾何誤差設定値として自動更新することを特徴とするものである。
【0011】
請求項4に記載された発明は、請求項1〜3のいずれかに記載された発明において、新たな幾何誤差の計測後に、その計測値に、幾何誤差更新手段に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、新たに計測された幾何誤差あるいはその幾何誤差から算出された新たな幾何誤差設定値の内のいずれか一方が閾値を上回っている場合には、幾何誤差更新手段において、算出された新たな幾何誤差設定値を新たな幾何誤差設定値として自動更新せず、手動による新たな幾何誤差設定値の設定を可能とすることを特徴とするものである。
【0012】
請求項5に記載された発明は、請求項1〜4のいずれかに記載された発明において、閾値設定手段が、複数の幾何誤差補正パラメータを含む分類毎に(たとえば、XYZ直角度誤差、主軸傾き誤差、回転軸・旋回軸の傾き誤差や位置誤差等の分類毎に)、別々に閾値を設定可能であることを特徴とするものである。
【発明の効果】
【0013】
請求項1に記載の幾何誤差計測システムは、同定(計測)した幾何誤差が予め設定されている閾値(許容値)を上回っている場合に、報知手段によってその事態が報知されるので、経時変化に関連した機械の状態を容易に把握することができる。それゆえ、請求項1に記載の幾何誤差計測システムによれば、機械の経時的変化や計測ミスに起因した不適切な同定結果に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、効果的に防止することができる。
【0014】
請求項2に記載の幾何誤差計測システムは、同定した幾何誤差に基づいて算出された新たな幾何誤差設定値が、予め設定されている閾値を上回っている場合に、報知手段によってその事態が報知されるので、損傷の蓄積と関連した機械の状態を容易に把握することができる。それゆえ、請求項2に記載の幾何誤差計測システムによれば、機械の損傷の蓄積や計測ミスに起因した不適切な同定結果に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、効果的に防止することができる。
【0015】
請求項3に記載の幾何誤差計測システムは、新たに計測された幾何誤差およびその幾何誤差から算出された新たな幾何誤差設定値がいずれも閾値を下回っている場合に、幾何誤差設定値が自動更新されるので、機械のトラブルや計測ミスに起因した不適切な同定に基づいて幾何誤差設定値が真の数値からかけ離れてしまう事態が生じない。それゆえ、請求項3に記載の幾何誤差計測システムによれば、不適切な幾何誤差設定値に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、非常に効果的に防止することができる。
【0016】
請求項4に記載の幾何誤差計測システムは、新たに計測された幾何誤差およびその幾何誤差から算出された新たな幾何誤差設定値の内のいずれか一方が閾値を上回っている場合に、幾何誤差設定値を自動更新せず、手動による幾何誤差設定値の設定を可能とするので、新たに同定された幾何誤差の評価結果をユーザに確実に認識させることができる。
【0017】
請求項5に記載の幾何誤差計測システムは、複数の幾何誤差補正パラメータを含む分類毎に、別々に閾値を設定可能であるので、短時間の内に容易に適切な閾値の設定をすることができる。たとえば、XYZ直角度誤差や主軸傾き誤差は、機械の組立精度による影響が最も支配的であるため、機械が衝実等しない限り大きく変化することはない。それゆえ、それらの幾何誤差の閾値は、小さくても問題ない。一方、回転軸・旋回軸の傾き誤差や位置誤差は、機械の熱変位等で容易に変化する可能性があり、機種や構造によっても変化するため、比較的に大きな閾値を設定する必要がある場合が多い。請求項5に記載の幾何誤差計測システムによれば、そのような事情を考慮して、幾何誤差の各分類に合った適切な閾値を短時間の内に容易に設定することが可能となる。
【図面の簡単な説明】
【0018】
【図1】マシニングセンタを示す説明図(斜視図)である。
【図2】マシニングセンタの制御機構を示すブロック図である。
【図3】記憶手段の概念図である。
【図4】記憶手段の閾値記憶領域の概念図である。
【図5】幾何誤差の計測処理の内容を示すフローチャートである。
【図6】主軸頭にタッチプローブを装着し、テーブルにターゲットを装着した状態を示す説明図である。
【図7】C軸の複数の割出位置でターゲット球を計測する様子を示す説明図である。
【図8】A軸の複数の割出位置でターゲット球を計測する様子を示す説明図である。
【図9】幾何誤差の計測結果の閾値判定処理の内容を示すフローチャートである。
【発明を実施するための形態】
【0019】
以下、本発明に係る幾何誤差計測システムの一実施形態について、図面に基づいて詳細に説明する。なお、本実施形態に係る幾何誤差計測システムは、幾何誤差補正システムと連携しており、計測(同定)した結果に基づいて、新しい幾何誤差補正パラメータを算出し、当該幾何誤差補正パラメータを新たな幾何誤差設定値(補正値)として自動更新することができるようになっている。
【0020】
<多軸工作機械の構成>
図1は、多軸工作機械の一例である5軸制御マシニングセンタ(テーブル旋回型5軸機)を示したものである(以下、単にマシニングセンタMという)。マシニングセンタMのベッド(基台)1には、正面視略U字状のトラニオン5が、Y軸に沿ってスライド可能に設けられており、当該トラニオン5には、正面視略U字状のクレードル4が、A軸(回転軸)を中心として、回転可能に設けられている。さらに、クレードル4には、円盤状のテーブル3が、A軸と直交するC軸(回転軸)を中心として、回転可能に設けられている。また、ベッド1の上部には、工具を装着可能な主軸頭2が、Y軸と直交するX軸、および、それらのX,Y軸と直交するZ軸に沿ってスライド可能に設けられている。当該主軸頭2は、装着した工具をZ軸を中心として回転させることができるようになっている。
【0021】
上記マシニングセンタMは、主軸頭2に装着された工具を回転させた状態で、テーブル3に固定された被加工物(ワーク)に対して、当該主軸頭2を相対的にアプローチさせることによって、被加工物と工具との相対位置および相対姿勢を制御しながら、被加工物に対して種々の加工を施すことができるようになっている。また、マシニングセンタMは、上記の如く構成されているため、被加工物から工具までの軸のつながりが、C軸→A軸→Y軸→X軸→Z軸の順番になっている。
【0022】
<マシニングセンタの幾何誤差>
次に、上記したマシニングセンタMの幾何誤差について説明する。ここでは、幾何誤差が、各軸間の相対並進誤差3方向および相対回転誤差3方向の合計6成分(δx,δy,δz,α,β,γ)からなるものであると仮定する。また、各幾何誤差は、挟まれた2つの軸名称を添えて示すものとする。たとえば、C軸とA軸との間のY方向の並進誤差は、δyCA,Y軸とX軸との間のZ軸周りの回転誤差は、γYXと表記する。また、工具を示す記号はTとする。
【0023】
マシニングセンタMにおける被加工物から工具までの軸のつながりは、C軸,A軸,Y軸,X軸,Z軸の順番であるため、Z軸と工具間も考慮すると合計30個の幾何誤差が存在するが、冗長の関係となるものにおいて1つを残し他を除外すると、最終的な幾何誤差は、δxCA,δyCA,αCA,βCA,δyAY,δzAY,βAY,γAY,γYX,αXZ,βXZ,αZT,βZTの合計13個となる。なお、それらの内のγYX,αXZ,βXZ,αZT,βZTの5つは、直進軸に関する幾何誤差であり、それぞれ、X−Y軸間直角度,Y−Z軸間直角度,Z−X軸間直角度,工具−Y軸間直角度,工具−X軸間直角度である。他の8つは、回転軸に関する幾何誤差であり、それぞれ、C軸中心位置X方向誤差,C−A軸間オフセット誤差,A軸角度オフセット誤差,C−A軸間直角度,A軸中心位置Y方向誤差,A軸中心位置Z方向誤差,A−X軸間直角度,A−Y軸間直角度である。それゆえ、マシニングセンタMにおける幾何誤差は、下記の表1の如く、δxCA,δyCA,αCA,βCA,δyAY,δzAY,βAY,γAY,γYX,αXZ,βXZ,αZT,βZTの合計13個のパラメータを求めることによって同定される。
【0024】
【表1】
【0025】
上記した幾何誤差補正パラメータは、下記の表2の如く、基本となる直交3軸におけるXYZ直角度誤差、回転軸・旋回軸に関する傾き誤差、旋回軸・回転軸に関する位置誤差、主軸の傾きに関する主軸傾き誤差の4つに分類することができる。
【0026】
【表2】
【0027】
<マシニングセンタの制御機構>
図2は、上記したマシニングセンタMの制御機構を示すブロック図であり、トラニオン5、主軸頭2を並進させるための各サーボモータ、および、クレードル4、テーブル3を回転させるための各サーボモータは、制御装置(数値制御装置)21によって駆動制御されるようになっている。また、制御装置21には、割出位置(割出条件)や幾何誤差の閾値(許容値)等を設定するための入力手段31、後述する閾値判定の結果等を出力する(報知する)ためのモニタやスピーカ等の出力手段32等が接続されている。
【0028】
さらに、制御装置21には、記憶手段22が設けられており、当該記憶手段22内には、図3の如く、各種のプログラムを記憶するためのプログラム記憶領域23、各種の演算に用いる変数等を記憶するための変数記憶領域24、予め設定された各種の閾値を記憶するための閾値記憶領域25、各幾何誤差補正パラメータを記憶するためのパラメータ記憶領域26等が設けられている。
【0029】
そして、プログラム記憶領域23には、同定された幾何誤差に基づいて当該幾何誤差の補正に用いる幾何誤差補正パラメータを算出するための補正パラメータ算出プログラムや、幾何誤差補正パラメータを算出する毎に、算出後の幾何誤差補正パラメータを新たな幾何誤差補正パラメータとして自動更新するためのパラメータ更新プログラム等が記憶されている。また、閾値記憶領域25には、図4の如く、直交3軸におけるXYZ直角度誤差、回転軸・旋回軸に関する傾き誤差、回転軸・旋回軸に関する位置誤差、主軸の傾きに関する主軸傾き誤差の4つの分類毎に、それぞれ、予め入力された閾値(予めメーカが出荷段階で設定した数値や、ユーザが任意に設定した数値)が記憶されている。さらに、パラメータ記憶領域26には、前回の幾何誤差の計測に基づいて更新された各幾何誤差補正パラメータ(あるいは作業者によってマニュアルで設定された各幾何誤差補正パラメータ)が記憶されている。
【0030】
かかる制御装置21、トラニオン5、主軸頭2を並進させるための各サーボモータ、および、クレードル4、テーブル3を回転させるための各サーボモータによって、マシニングセンタMの幾何誤差を補正するための幾何誤差補正システムを備えた幾何誤差計測システムSが構成された状態になっている。
【0031】
<幾何誤差の計測処理>
図5は、幾何誤差計測システムSによる幾何誤差の計測処理(同定処理)の内容を示すフローチャートである。幾何誤差を同定する場合には、図6の如く、主軸頭2に、工具の代わりにタッチプローブ11を装着させ、テーブル3にターゲットであるターゲット球12を固定させる(ターゲット球12の土台に組み付けられた磁石等によって固定させる)。なお、タッチプローブ11は、ターゲット球12に接触したことを感知するセンサ(図示せず)を有しており、接触を感知した場合に赤外線や電波等で信号を発することができるようになっている。一方、マシニングセンタMの制御装置21は、接続された受信機によりタッチプローブ11から発せられた信号を受信した瞬間(もしくは遅れ分を考慮した時点)の各軸の現在位置を、測定値として記憶手段22に記憶することができるようになっている。
【0032】
そして、ステップ(以下、単にSで示す)1で、制御装置21からの指令により、回転軸(C軸)と旋回軸(A軸)とを複数の条件で割り出し、それそれの割出条件において、タッチプローブ11によりターゲット球12の中心位置等を計測し、その計測値に基づいて、S2で、以下に述べる算出方法を利用して、幾何誤差の同定(計測)を実行する。
【0033】
[幾何誤差の算出方法]
ここで、ターゲット球12の中心位置の計測値と幾何誤差との関係について説明する。ターゲット球12の中心位置がテーブル座標系(幾何誤差がない理想な状態でA軸とC軸との交点を原点とし、そのX軸がマシニングセンタMのX軸に平行であるテーブル3上の座標系)で(R,0,H)であるとする。幾何誤差がない場合のターゲット球12の中心位置計測値(x,y,z)は、A軸角度をa、C軸角度をcとすると、次に示す[数1]で表すことができる。
【0034】
【数1】
【0035】
一方、ターゲット球12の取付位置の誤差(δxWC,δyWC,δzWC)を含めた幾何誤差が存在する場合のターゲット球12の中心位置の計測値(x’,y’,z’)に関する行列関係式は、次の[数2]となる。ただし、幾何誤差が微小であるとして近似している。
【0036】
【数2】
【0037】
この[数2]を展開すると次の[数3]となる。ここで、式の簡略化のため、幾何誤差同士の積は微小であるとして0に近似している。
【0038】
【数3】
【0039】
幾何誤差を同定する際には、初めに、テーブル3の上面が主軸頭2(Z軸)と垂直になる状態(A軸角度a=0°)にA軸を割り出し、C軸角度cを0°から任意の角度ピッチで割り出して1周分nヶ所のターゲット球12の中心位置の計測を行う。たとえば、角度ピッチを30°とすると、図7に示すように0°から330°まで12ヶ所の計測を行う(以下、この計測を割出計測という)。これにより、i=1〜nとするとn個の球中心位置計測値(xi’,yi’,zi’)が得られ、計測値は円軌跡を描くことになる。なお、幾何誤差の同定におけるA軸、C軸の割出位置(割出条件)は、予め、制御装置21の記憶手段22内に記憶されている。
【0040】
ここで、計測値のXY平面上での半径、すなわち、C軸の中心位置から各中心位置計測値までの距離は、幾何誤差がない場合はRであり、幾何誤差がある場合には半径誤差ΔRXYが加わる。このΔRXYは[数3]を変形して近似することで、次の[数4]に示すように算出することができる。
【0041】
【数4】
【0042】
この[数4]に[数3]を代入すると、次の[数5]が得られる。したがって、ΔRXYは0次(半径誤差),1次(中心偏差),2次(楕円形状)の成分を含んだ円軌跡となる。
【0043】
【数5】
【0044】
また、360°を等間隔でn個に分割した角度θ1〜θnの正弦・余弦関数には次の[数6]のような性質がある。
【0045】
【数6】
【0046】
そして、[数5]の2次正弦成分に着目し、この[数6]の性質を利用する。各中心位置計測値に対応するΔRXYiに、それぞれ割り出したときのC軸角度ciの2次の正弦値を掛け合わせて平均を取ることで2次正弦成分rb2が得られ、これを変形すると次に示す[数7]となり、X−Y軸間直角度γYXを求めることができる。
【0047】
【数7】
【0048】
さらに1次成分を抽出する。ΔRXYiにC軸角度ciの1次の余弦値もしくは正弦値を掛け合わせることで1次余弦成分ra1および1次正弦成分rb1が得られ、これを変形して次の[数8]が得られる。
【0049】
【数8】
【0050】
なお、[数3]を変形して各中心位置計測値のX座標x’、Y座標y’の平均をそれぞれ求めることで[数9]が得られる。この[数9]は円軌跡の中心、すなわち1次成分を求めるものであり、[数8]の代わりに用いることができる。
【0051】
【数9】
【0052】
一方、[数3]の中心位置計測値のZ座標の式からわかるように、Z座標値はC軸角度ciに対して0次、1次余弦・正弦成分を持った円である。この円の1次成分を抽出するため、各中心位置計測値のZ座標に、それぞれ割り出したときのC軸角度ciの余弦値、正弦値を掛け合わせると、次の[数10]が得られる。βAYは別の方法もしくは後述の測定および式から求めて代入することにより、C軸の傾き誤差に関する幾何誤差であるβCA,αCAを求めることができる。
【0053】
【数10】
【0054】
次に、A軸を0°以外の任意の角度atに傾けて、C軸角度cを0°から任意の角度ピッチで割り出して1周分nヶ所でターゲット球12の中心位置の計測を行う(割出計測)。先と同様に、中心位置計測値は円軌跡を描くが、その半径、すなわち、A軸とC軸との交点から各中心位置計測値までの距離は、幾何誤差がない場合はRであり、幾何誤差がある場合は半径誤差ΔRが加わる。ΔRは[数3]を変形して近似することで得られる次の[数11]で示される。
【0055】
【数11】
【0056】
この[数11]に[数3]を代入すると次の[数12]が得られる(なお、ra0,ra1,rb1,ra2の詳細な式については省略する)。
【0057】
【数12】
【0058】
この[数12]は[数5]と同様に、0〜2次成分を含んだ円軌跡である。2次正弦成分に着目し、各中心位置計測値に対応するΔRiに、それぞれ割り出したときのC軸角度ciの2次の正弦値を掛け合わせると、次に示す[数13]が得られる。この[数13]に対し[数7]や別の方法で求めたγYXを代入することで、βXZを求めることができる。
【0059】
【数13】
【0060】
ここで、A軸の割り出し角度によっては、主軸頭2とテーブル3等との干渉や、各軸の可動範囲の制限等により、1周分測定できない場合がある。1周分の中心位置計測値がない場合は[数13]を使うことができない。その場合、複数の中心位置計測値を用いて[数12]の係数を最小自乗法等で解くことにより次の[数14]が得られる。
【0061】
【数14】
【0062】
次に、図8に示すように、C軸角度ctを90°もしくは−90°に割り出し、A軸を任意の複数の角度に割り出してmヶ所のターゲット球12の中心位置の計測を行う(割出計測)。A軸は機構的に1周回転することができない場合が多く、できたとしてもタッチプローブ11により計測できないため、1周分ではなく、ある角度範囲の間で計測を行う。中心位置計測値のX座標に着目すると、[数3]から次に示す[数15]が得られる。
【0063】
【数15】
【0064】
すなわち、[数15]は、0,1次成分を含んだ円弧を示しているといえる。ただし、C軸角度ctを90°,−90°と変えて混在させると、ctに依存した0次成分も加わる。[数12]の各成分の係数を変数として最小自乗法等で求めることで次の[数16]が得られる。したがって、βXZを上述の方法もしくは別の方法で求めて代入することで、A軸の傾き誤差に関する幾何誤差γAYとβAYとを求めることができる。
【0065】
【数16】
【0066】
次に、中心位置計測値のY,Z座標に着目する。幾何誤差による円軌跡の半径誤差、すなわち、A軸中心から球中心までの距離の誤差ΔRYZは次の[数17]から得られる。
【0067】
【数17】
【0068】
この[数17]に[数3]を代入すると次の[数18]となる。なお、ra0,rc0の詳細な式については省略する。
【0069】
【数18】
【0070】
したがって、ΔRYZは0〜2次成分を含んだ円弧軌跡であり、各成分の係数を最小自乗法等で解くことにより、次の[数19]が得られる。
【0071】
【数19】
【0072】
ここで、[数18]の係数を求めることは、円弧の半径と中心位置、および円弧に含まれる楕円成分の大きさを求めることと同じである。一般的に、円弧の中心位置や楕円成分を求めることは、円弧角度が小さいほど精度が悪くなる。そこで、図8に示すように、C軸を90°(ターゲット球12の中心位置がep1〜ep4)と−90°(ターゲット球12の中心位置がen1〜en4)の両方に割り出して計測する。これにより円弧角度を広くすることができ、同定精度を上げることができる。なお、αXZを求める必要がない場合は、[数19]において、2次成分であるra2、rb2を0として無視して計算を行っても良い。
【0073】
以上から、前述の方法でターゲット球12の中心位置を複数箇所測定し、上述の数式を用いて計算することで、回転軸(A軸、C軸)に関する幾何誤差8個に加えて、直進軸(Y軸、X軸、Z軸)に関する3個も併せて11個の幾何誤差を同定することが可能である。なお、残りの2つは別の方法で同定しておく必要がある。
【0074】
上記した方法で得られる計測結果(同定値)は、パラメータ記憶領域26に記憶されている幾何誤差補正パラメータの数値(設定値)にかかわらず、前回の計測結果に基づいて更新された幾何誤差補正パラメータの数値からの変化分となる。当該変化分の評価は、経時変化や、衝突等によりダメージを受けたか(損傷したか否か)否かのチェック等に利用することができる。
【0075】
また、上記の如く、幾何誤差を同定した後には、S3以降のステップにより、設定されている幾何誤差補正パラメータを更新する。すなわち、幾何誤差を同定した後には、まず、S3で、パラメータ記憶領域26に記憶されている各幾何誤差補正パラメータの数値(設定値)を参照する(なお、幾何誤差計測システムの作動開始直後には、幾何誤差補正パラメータの設定値は“0”となっている)。そして、続くS4で、同定した数値に、パラメータ記憶領域26に記憶されている各幾何誤差補正パラメータの設定値を加算することによって、各幾何誤差補正パラメータを算出し直す。このように、計測した結果として得られる同定値に、設定されていた各幾何誤差補正パラメータを加算したものが、新たに設定(更新)される各幾何誤差補正パラメータ(設定値)となる。なお、当該更新後の設定値は、マシニングセンタMの幾何誤差そのものを表す。そして、当該更新後の設定値の評価は、ダメージが蓄積しているか否かのチェック等に利用することができる。
【0076】
上記の如く、幾何誤差補正パラメータを算出した後には、S5で、同定結果(幾何誤差補正パラメータの算出結果)に対して、閾値判定(同定結果の評価)を実施する。図9は、閾値判定処理の内容を示すフローチャートである。なお、閾値判定は、すべての幾何誤差補正パラメータに対して実行する。
【0077】
閾値を判定する場合には、S21以下の手順によって幾何誤差補正パラメータの評価ループを実行する。すなわち、幾何誤差補正パラメータの評価ループにおいては、まず、S22で、幾何誤差の計測によって得られた幾何誤差補正パラメータの同定値を取得する。しかる後、S23で、記憶手段22の閾値記憶領域25の内容を参照して、閾値判定を行う幾何誤差補正パラメータの該当する幾何誤差分類を確認し、S24で、当該幾何誤差分類において設定されている閾値を取得する。
【0078】
そして、S25で、S24において取得した幾何誤差補正パラメータの閾値と、計測によって得られた幾何誤差補正パラメータの同定値とを比較し、同定値が閾値を上回っていると判断した場合(S25で“NO”の場合)には、S26で、該当する幾何誤差補正パラメータに対してアラームフラグを有効にする。しかる後、S27で、幾何誤差補正パラメータの評価ループを終了する。
【0079】
一方、S25で、同定値が閾値を下回っていると判断した場合(S25で“YES”の場合)には、アラームフラグを有効にすることなく、幾何誤差補正パラメータの評価ループを終了する。
【0080】
閾値判定処理においては、上記の如き閾値判定(幾何誤差補正パラメータの評価ループ)を、すべての幾何誤差補正パラメータに対して実行する。そして、すべての幾何誤差補正パラメータに対して閾値判定を実行した後には、幾何誤差の計測処理(図5)におけるS6で、新たに算出されたすべての幾何誤差補正パラメータ(すなわち、前回の計測結果に基づいて更新された幾何誤差補正パラメータに今回計測された同定値を加算して算出したもの)に対しても、同様な閾値判定を実行し、新たな幾何誤差補正パラメータが設定されている閾値を上回っている場合には、当該幾何誤差補正パラメータに対してアラームフラグを有効にする。
【0081】
上記したような同定値および新たな幾何誤差補正パラメータの閾値判定が終了した後には、S7で、アラームフラグの確認を行う。すなわち、S7で、アラームフラグが1つも存在しないと判断した場合には、S8で、各幾何誤差補正パラメータを自動更新し(すなわち、今回の計測に基づいて算出された各幾何誤差補正パラメータを新たな幾何誤差補正パラメータとして設定し)、出力手段32であるモニタの画面上に、幾何誤差の補正作業を完了した旨のメッセージを出力して、処理を終了する。
【0082】
一方、S7で、アラームフラグが存在すると判断した場合には、S10で、出力手段32であるモニタの画面上で、閾値を上回った幾何誤差補正パラメータ(同定値あるいは新たに算出された幾何誤差補正パラメータ)の表示を他の幾何誤差補正パラメータの表示と区別することにより(たとえば、異なる色で発光させたり、点滅させたりすることにより)、閾値を上回った幾何誤差補正パラメータが存在する旨を報知する。さらに、モニタの画面上に、閾値を上回った幾何誤差補正パラメータ(同定値あるいは新たに算出された幾何誤差補正パラメータ)が含まれる幾何誤差分類(閾値記憶領域25に記憶されているもの)を表示する。また、この場合には、出力手段32であるスピーカからアラーム音を出力する。かかる場合には、各幾何誤差補正パラメータの自動更新は実行せず、S11で、ユーザがマニュアル(手動)で各幾何誤差補正パラメータを更新できるように制御し、モニタの画面上に、マニュアル更新が可能である旨を表示して、処理を終了する。
【0083】
上記の如く、幾何誤差計測システムSは、計測結果(同定値)の重要度を考慮し、当該計測結果に対して閾値判定を行い、判定に問題がない場合に限って幾何誤差補正パラメータを自動更新し、判定に問題があった場合には、自動更新を実行することなく、メッセージ出力やアラーム出力等によって、その旨をユーザに報知する。
【0084】
<幾何誤差計測システムによる効果>
幾何誤差計測システムSは、上記の如く、予め幾何誤差の閾値を設定可能な閾値設定手段である閾値記憶領域25と、同定した幾何誤差が閾値記憶領域25に設定されている閾値を上回っている場合に、その事態を報知する報知手段である出力手段32とを有しているため、経時変化に関連した機械の状態を容易に把握することができ、機械の経時的変化や計測ミスに起因した不適切な同定結果に基づく補正の実行によりマシニングセンタMの加工精度が低下する事態を、効果的に防止することができる。
【0085】
また、幾何誤差計測システムSは、幾何誤差設定値を更新記憶可能な幾何誤差更新手段であるパラメータ記憶領域26を有しており、新たな幾何誤差の計測後(同定後)に、その計測値に、パラメータ記憶領域26に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、その新たな幾何誤差設定値が、閾値記憶領域25に設定されている閾値を上回っている場合には、出力手段32が、その事態を報知するため、損傷の蓄積と関連した機械の状態を容易に把握することができる。それゆえ、幾何誤差計測システムSによれば、機械の損傷の蓄積や計測ミスに起因した不適切な同定結果に基づく補正の実行によりマシニングセンタMの加工精度が低下する事態を、効果的に防止することができる。
【0086】
さらに、幾何誤差計測システムSは、新たな幾何誤差の計測後に、その計測値に、パラメータ記憶領域26に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、新たに計測された幾何誤差およびその幾何誤差から算出された新たな幾何誤差設定値がいずれも閾値を下回っている場合には、パラメータ記憶領域26において、算出された新たな幾何誤差設定値を新たな幾何誤差設定値として自動更新する。したがって、幾何誤差計測システムSによれば、機械のトラブルや計測ミスに起因した不適切な同定に基づいて幾何誤差設定値が真の数値からかけ離れてしまう事態が起こらず、不適切な幾何誤差設定値に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、非常に効果的に防止することができる。
【0087】
また、幾何誤差計測システムSは、新たな幾何誤差の計測後に、その計測値に、パラメータ記憶領域26に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、新たに計測された幾何誤差あるいはその幾何誤差から算出された新たな幾何誤差設定値の内のいずれか一方が閾値を上回っている場合には、パラメータ記憶領域26において、算出された新たな幾何誤差設定値を新たな幾何誤差設定値として自動更新せず、手動による新たな幾何誤差設定値の設定を可能とする。したがって、幾何誤差計測システムSによれば、新たに同定された幾何誤差の評価結果をユーザに確実に認識させることができる。
【0088】
加えて、幾何誤差計測システムSは、閾値記憶領域25が、複数の幾何誤差補正パラメータを含む分類毎に、別々に閾値を設定可能であるため、幾何誤差の各分類に合った適切な閾値を、短時間の内に容易に設定することができる。
【0089】
<幾何誤差計測システムの変更例>
本発明に係る幾何誤差計測システムは、上記実施形態の態様に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲内で、必要に応じて適宜変更することができる。たとえば、幾何誤差の計測システムは、モニタの画面上への表示やスピーカからのアラーム出力により計測値が閾値を上回っている事態を報知するものに限定されず、LEDやランプ等の発光手段を各種の態様で点灯、点滅させることにより当該事態を報知するもの等に変更することも可能である。
【0090】
また、幾何誤差の計測システムは、上記実施形態の如く、閾値設定手段が複数の幾何誤差補正パラメータを含む分類毎に、別々に閾値を設定可能なものに限定されず、幾何誤差補正パラメータ毎に、閾値を設定可能なものに変更することも可能である。
【0091】
一方、幾何誤差計測システムを用いた幾何誤差の計測方法も、上記実施形態の態様に何ら限定されるものではなく、必要に応じて適宜変更することができる。たとえば、幾何誤差の計測方法は、上記実施形態の如く、球状のターゲット(被計測治具)を用い、その直径や位置を計測することにより幾何誤差を求める方法に限定されず、直方体状等の他の形状のターゲットを用い、その直方体状のターゲットの所定の辺の長さや所定の面同士の間隔を計測することにより幾何誤差を求める方法等に変更することも可能である。
【0092】
また、ターゲットの設置位置(中心位置)や直径の測定は、上記実施形態の如く、タッチプローブをターゲットに接触させる方法に限定されず、非接触で距離が測定できるレーザ変位計を利用した方法や、3つ以上の変位センサを同時にターゲットに接触させて各変位センサの計測値からターゲットの中心位置や直径を求める方法等に変更することも可能である。
【産業上の利用可能性】
【0093】
本発明に係る幾何誤差計測システムは、上記の如く優れた効果を奏するものであるから、各種の多軸工作機械における幾何誤差計測用(同定用)のシステムとして好適に用いることができる。
【符号の説明】
【0094】
S・・幾何誤差計測システム
M・・マシニングセンタ
1・・ベッド
2・・主軸頭
3・・テーブル
4・・クレードル
5・・トラニオン
11・・タッチプローブ
12・・ターゲット球
21・・制御装置
22・・記憶手段
25・・閾値記憶領域(閾値設定手段)
26・・パラメータ記憶領域(幾何誤差更新手段)
【特許請求の範囲】
【請求項1】
複数の直線軸と回転軸とを具備した多軸工作機械において、主軸にセンサを設けるとともにテーブルに測定ターゲットを設置し、複数の位置決め条件にて前記測定ターゲットの座標を前記センサにより計測し、それらの計測値を用いて、隣り合う軸間に存在する幾何誤差を同定する幾何誤差計測システムであって、
予め幾何誤差の閾値を設定可能な閾値設定手段と、
同定した幾何誤差が閾値設定手段に設定されている閾値を上回っている場合に、その事態を報知する報知手段とを有することを特徴とする幾何誤差計測システム。
【請求項2】
幾何誤差設定値を更新記憶可能な幾何誤差更新手段を有しており、
新たな幾何誤差の計測後に、その計測値に、幾何誤差更新手段に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、
その新たな幾何誤差設定値が、閾値設定手段に設定されている閾値を上回っている場合には、報知手段が、その事態を報知することを特徴とする請求項1に記載の幾何誤差計測システム。
【請求項3】
新たな幾何誤差の計測後に、その計測値に、幾何誤差更新手段に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、
新たに計測された幾何誤差およびその幾何誤差から算出された新たな幾何誤差設定値がいずれも閾値を下回っている場合には、
幾何誤差更新手段において、算出された新たな幾何誤差設定値を新たな幾何誤差設定値として自動更新することを特徴とする請求項1、または請求項2に記載の幾何誤差計測システム。
【請求項4】
新たな幾何誤差の計測後に、その計測値に、幾何誤差更新手段に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、
新たに計測された幾何誤差あるいはその幾何誤差から算出された新たな幾何誤差設定値の内のいずれか一方が閾値を上回っている場合には、
幾何誤差更新手段において、算出された新たな幾何誤差設定値を新たな幾何誤差設定値として自動更新せず、手動による新たな幾何誤差設定値の設定を可能とすることを特徴とする請求項1〜3のいずれかに記載の幾何誤差計測システム。
【請求項5】
閾値設定手段が、複数の幾何誤差補正パラメータを含む分類毎に、別々に閾値を設定可能であることを特徴とする請求項1〜4のいずれかに記載の幾何誤差計測システム。
【請求項1】
複数の直線軸と回転軸とを具備した多軸工作機械において、主軸にセンサを設けるとともにテーブルに測定ターゲットを設置し、複数の位置決め条件にて前記測定ターゲットの座標を前記センサにより計測し、それらの計測値を用いて、隣り合う軸間に存在する幾何誤差を同定する幾何誤差計測システムであって、
予め幾何誤差の閾値を設定可能な閾値設定手段と、
同定した幾何誤差が閾値設定手段に設定されている閾値を上回っている場合に、その事態を報知する報知手段とを有することを特徴とする幾何誤差計測システム。
【請求項2】
幾何誤差設定値を更新記憶可能な幾何誤差更新手段を有しており、
新たな幾何誤差の計測後に、その計測値に、幾何誤差更新手段に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、
その新たな幾何誤差設定値が、閾値設定手段に設定されている閾値を上回っている場合には、報知手段が、その事態を報知することを特徴とする請求項1に記載の幾何誤差計測システム。
【請求項3】
新たな幾何誤差の計測後に、その計測値に、幾何誤差更新手段に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、
新たに計測された幾何誤差およびその幾何誤差から算出された新たな幾何誤差設定値がいずれも閾値を下回っている場合には、
幾何誤差更新手段において、算出された新たな幾何誤差設定値を新たな幾何誤差設定値として自動更新することを特徴とする請求項1、または請求項2に記載の幾何誤差計測システム。
【請求項4】
新たな幾何誤差の計測後に、その計測値に、幾何誤差更新手段に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、
新たに計測された幾何誤差あるいはその幾何誤差から算出された新たな幾何誤差設定値の内のいずれか一方が閾値を上回っている場合には、
幾何誤差更新手段において、算出された新たな幾何誤差設定値を新たな幾何誤差設定値として自動更新せず、手動による新たな幾何誤差設定値の設定を可能とすることを特徴とする請求項1〜3のいずれかに記載の幾何誤差計測システム。
【請求項5】
閾値設定手段が、複数の幾何誤差補正パラメータを含む分類毎に、別々に閾値を設定可能であることを特徴とする請求項1〜4のいずれかに記載の幾何誤差計測システム。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−107900(P2012−107900A)
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願番号】特願2010−255165(P2010−255165)
【出願日】平成22年11月15日(2010.11.15)
【出願人】(000149066)オークマ株式会社 (476)
【Fターム(参考)】
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願日】平成22年11月15日(2010.11.15)
【出願人】(000149066)オークマ株式会社 (476)
【Fターム(参考)】
[ Back to top ]