
広告シートのリサイクル方法及び再生シートの製造方法
【課題】 使用済みの広告シートを再利用する有効な方法、すなわち広告シートとして色柄を付与した樹脂シートや布帛に対し色柄を脱落させる処理を施すことによって、色柄や掲示期間中に付着した汚れを脱落させ、広告シートとして再度利用することができる広告シートのリサイクル方法を提供する。
【解決手段】 色柄を付与された広告シートに対しウォーターカーテン状に水噴射を行うことによって色柄を広告シートから脱落させシートを再利用する広告シートのリサイクル方法。
【解決手段】 色柄を付与された広告シートに対しウォーターカーテン状に水噴射を行うことによって色柄を広告シートから脱落させシートを再利用する広告シートのリサイクル方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、屋内或いは屋外にて使用される広告シートのリサイクル方法及び再生シートの製造方法に関するものである。
【背景技術】
【0002】
現在、屋内外に商品紹介やキャンペーンや告知を行うために様々な広告体が掲示されている。これらの広告体には、基材として樹脂シートや布帛を用いたシート状のものが多く存在する。通常広告というものは寿命が比較的短く、同じ広告体が掲示されている期間は、展示会等のイベントであれば数日、音楽や衣料等の新商品キャンペーン等で数週間、万博等の大型イベントで数ヶ月、企業イメージ等のものであれば1年程度である。この莫大な量の撤去された広告シートは、現状ではほとんどが焼却や埋め立て等廃棄処分となっている。
【0003】
繊維製品のリサイクルとしては一部のポリエステル製品において、再溶融してチップ化し、再び繊維、フィルム、成形品にする技術が具体化しているものの、十分な不純物の除去工程が必要であったり、素材が限定されたりするなどの問題がある。
【0004】
洗浄装置としては、走行する布帛の片側に洗浄液噴射器を設け、反対側に洗浄液の吸引装置を設け、洗浄液を布帛の厚さ方向に貫通させて脱液する装置(特許文献1参照)、処理槽内に導入された布帛に対して複数の噴射ノズルからジェットシャワーを与えるようにした装置(特許文献2参照)等があるが、布帛に付与した色柄を脱落させるには不十分であり、一度広告として掲示された広告シートを回収し、再度色柄を付与したシートとして再利用することはなされていなかった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−59103号公報
【特許文献2】特開2003−155654号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述したように、使用済みの広告シートを再利用する有効な方法は見つかっておらず、広告シートとして色柄を付与した樹脂シートや布帛に対し、付与した色柄を脱落させる処理を施すことによって再度利用することが求められている。
【0007】
本発明は、付与した色柄や掲示期間中に付着した汚れを脱落させ、広告シートとして再度利用することができる広告シートのリサイクル方法及び再生シートの製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
本発明に係る広告シートのリサイクル方法は、色柄を付与された広告シートに対しウォーターカーテン状に水噴射を行うことによって色柄を広告シートから脱落させシートを再利用することを特徴とする。さらに、色柄を付与する方法がインクジェット方式であることを特徴とする。さらに、水噴射の噴出量が噴射ノズル当たり2.0〜10.0L/minであることを特徴とする。さらに、水噴射の噴射圧が3〜15MPaであることを特徴とする。さらに、ウォーターカーテン状の水噴射を、広告シートの表面に対する角度が85〜95度の範囲になるよう設定することを特徴とする。さらに、シートに色柄を付与し広告シートを製造する工程、広告シートを屋外或いは屋内で広告体として掲示する工程、掲示期間終了後に広告シートを回収する工程、回収された広告シートに対しウォーターカーテン状に水噴射を行うことによって色柄を広告シートから脱落させる工程を順に有することを特徴とする。さらに、本発明に係る再生シートの製造方法は、シートに色柄を付与し使用した後、使用済みシートの表面にウォーターカーテン状に水噴射を行うことによって色柄をシートから脱落させることを特徴とする。
【発明の効果】
【0009】
本発明によれば、広告シートにウォーターカーテン状に水噴射をすることで人体や環境へ大きな影響を及ぼす薬剤を使用せずに広告シートを洗浄することが可能で、広告物として色柄を付与し掲示期間を終了した広告シートの色柄と掲示期間中に付着した汚れを脱落させ、再度色柄を付与し広告シートとして利用することができる。
【図面の簡単な説明】
【0010】
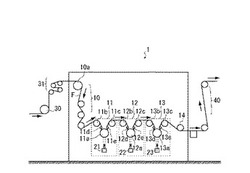
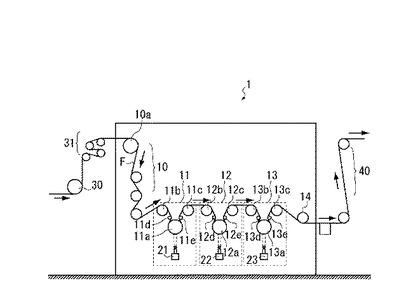
【図1】本発明に係る実施形態のウォーターカーテン状に水噴射を行う装置に関する概略構成図である。
【図2】噴射部を支持ロールの軸方向と直交する方向からみた概略図である。
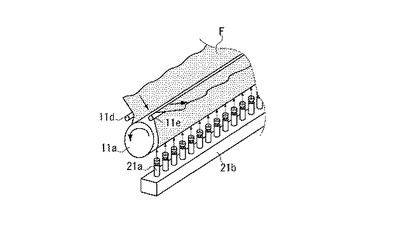
【図3】支持ロール及び噴射部に関する一部拡大斜視図である。
【発明を実施するための形態】
【0011】
以下、本発明の実施形態について図面を用いて詳細に説明する。なお、上記課題解決手段は、以下に記載の構成に限定されるものではなく、同一の技術的思想において種々の構成を採用することができる。
【0012】
本発明のリサイクル方法は、色柄を付与された広告シートに対しウォーターカーテン状に水噴射を行うことによって色柄を広告シートから脱落させシートを再利用する。
【0013】
色柄を付与された広告シートに対して行うウォーターカーテン状の水噴射は、2個以上の噴射ノズルを配置し各噴射ノズルより水を扇状に噴射させ、隣接する噴射ノズルの噴流と端部が重なり合うようにすることで可能となる。
ウォーターカーテン状の水噴射は、例えば図1のような装置を用いてなされる。シートである布帛を洗浄する洗浄装置1は、搬入された布帛Fを搬送する搬入部10、3つの洗浄部11〜13、及び、搬出部14を備えている。搬入される布帛Fは、拡布ロール30により幅方向に拡げられて、搬送ローラ群31により洗浄装置1に搬入される。また、洗浄装置1から搬出された布帛Fは、搬送ローラ群40により次の工程に搬送される。
【0014】
搬入部10は、駆動ロール10aにより布帛Fを所定の搬送速度で搬送して洗浄部11に搬入させる。布帛Fは、その一方の面側が支持ロール11aの支持表面である周面に隙間なく密着した状態で支持される。一方の面側全体が支持表面に密着した状態でもう一方の面側よりウォーターカーテン状に水噴射して洗浄を行うことで、噴射作用による布帛の振動が抑えられて噴射液の運動エネルギーが効率的に洗浄作用に寄与するようになる。
【0015】
また、支持ロール11aは、布帛Fの搬送速度と同じ周速度で回転駆動されるようになっており、布帛Fは支持ロール11aの周面に隙間なく密着した状態で連続搬送を安定して行うことができる。
支持ロール11aは、周面が硬質で平滑な表面であることが好ましく、例えば、金属製で表面が滑面加工されたものが挙げられる。そして、支持ロール11aの周面には、凹凸や孔等は形成されておらず、布帛Fと密着した状態では空隙が形成されないように設定されている。布帛Fを支持ロール11aで搬送しながら連続して洗浄でき、効率よく洗浄処理を行うことができる。
【0016】
洗浄部11は、支持ロール11aの下方に噴射部21を備えており、噴射部21は、本体部21bの上面に上方に向かって洗浄液を噴射する複数の噴射ノズル21aを備えている。 図2は、噴射部21を支持ロール11aの軸方向と直交する方向からみた概略図であり、図3は、支持ロール11a及び噴射部21に関する一部拡大斜視図である。
【0017】
本体部21bの内部には、図示しない供給管路が全長にわたって配設されており、供給管路に接続された複数の分岐管路に各噴射ノズル21aが取り付けられている。そして、図示しない洗浄液供給装置に供給管路が接続されて供給管路に洗浄液が圧送されてくると、各噴射ノズル21aから一斉に洗浄液が噴射されるようになる。
【0018】
複数の噴射ノズル21aは、支持ロール11aの軸方向に沿って全長にわたって等間隔で配列されている。噴射ノズル21aから噴射される洗浄液は、図2の点線で示すように、支持ロール11aの軸方向には扇状に拡がるように所定の噴射角で噴射され、軸方向と直交する方向にはノズル径よりわずかに拡がる程度の所定幅でフラットに噴射されるようになっている。
【0019】
そのため、噴射ノズル21aから噴射された洗浄液が支持ロール11aの表面に当たる噴射領域は、支持ロール11aの軸方向に沿って所定長さの細長い短冊状に形成される。そして、隣接する噴射ノズル21aの噴射領域は、支持ロール11aの軸方向の端部が重複するように設定されているので、すべての噴射ノズル21aの噴射領域全体からなる洗浄領域Rは、支持ロール11aの軸方向に沿って全幅にわたるとともに周方向に所定幅の帯状に設定される。こうして設定された洗浄領域Rでは、布帛Fの一方の面側全体が支持ロール11aの支持表面に密着した状態となっている。
【0020】
各噴射ノズル21aから噴射される噴流の形態は、上述したように扇状でフラットに形成され、隣接する噴射ノズルの噴流と端部が重なり合うようになっているので、全噴射ノズルの噴流Wは、支持ロール11aの軸方向に沿ったウォーターカーテン状に形成される。噴流が重なり合った部分では互いの噴流が交差するものの支持ロール11aに向かって噴射されるため互いに大きく減殺されることはなく、支持ロール11aの表面に加わる噴射圧力は洗浄領域R全体でほぼ均一になる。その結果、噴射による皺の発生を防止することができ、皺の発生による洗浄効果の低下を抑止することが可能となる。
【0021】
こうしたウォーターカーテン状の噴流Wを形成するためには、例えば、各噴射ノズル21aの噴射角を20〜40度に、配列間隔を40〜60mmに設定し、支持ロール11aまでの間隔を80〜150mmに設定するとよい。
【0022】
噴射ノズル21aからの噴射圧力は、洗浄するシートの種類、汚れの程度に応じて設定すればよく、例えば、3.0〜15.0MPaの範囲に設定するのが好ましい。3.0MPa未満であると、色柄の脱落が悪くなる傾向にあり、15.0MPaを超えると、シートを破損させてしまうおそれがある。
噴射ノズル21aからの噴出量は、2.0〜10.0L/minが好ましい。2.0L/min未満であると、ウォーターカーテンが薄くなり十分な洗浄力を確保しにくくなり、十分な洗浄力を確保しようとすると1ノズルで形成できるカーテン幅が狭くなるため、ノズル数を増加させることになりコスト面及び装置メンテナンス性に劣る傾向にある。10.0L/minを超えると、ウォーターカーテンの重量が増し、シートに負荷がかかり破損しやすくなり、もしくは搬送が不安定になる。
【0023】
ウォーターカーテンを形成する水温が60〜90℃であると、色柄や汚れの水への膨潤性や溶解性が高くなることによってよりシートより脱落させやすくなり好ましい。
また、支持表面における噴射方向の角度は85度〜95度に設定するとよい。
このように支持表面に対してほぼ直交する方向にウォーターカーテン状の噴流Wを噴射部から噴射することで、支持表面に密着した状態で支持されている布帛Fに対して全幅にわたってほぼ均一に噴射圧力が加わり、布帛Fに皺が生じることがない。また、布帛Fと支持表面との間に隙間が形成されることがないため、噴射圧力により布帛が振動することがなく、噴射された洗浄液の運動エネルギーが布帛の振動等により減殺されずに洗浄作用に寄与するようになる。また、布帛Fの洗浄処理に使用された洗浄液は、そのまま下方に落下していくため、洗浄された汚れ等が布帛F内に残留することがほとんどなく、汚れ等を確実に洗い落とすことができる。そのため、支持表面の洗浄領域Rでは、布帛Fの洗浄処理を効率よく行うことができ、連続搬送される布帛Fが通過する際に短時間で有効な洗浄処理を行うことが可能となる。
【0024】
洗浄部11において洗浄された布帛Fは、洗浄部12及び13において同様の洗浄処理が行われるようになっている。洗浄部12は、支持ロール12a、ガイドロール12b及び12c、テンションローラ12d及び12e、並びに噴射部22を備えており、洗浄部13は、支持ロール13a、ガイドロール13b及び13c、テンションローラ13d及び13e、並びに噴射部23を備えており、いずれも洗浄部11と同様にウォーターカーテン状の噴流により支持ロールに密着した布帛Fを洗浄する。
【0025】
上述したような洗浄装置によりウォーターカーテン状に水噴射を行うことによって色柄を脱落させ記録基材として再生したシートに色柄を付与し再度広告シートとして利用することができる。
【0026】
本発明に使用するシートとしては、上述した布帛の他に樹脂フィルムやターポリンを用いることができる。布帛の素材としては、ポリエステル、ナイロン、アクリル、アセテート、綿が挙げられる。広告シートを屋外で掲示する場合は特に耐久性が求められるため、ターポリンやポリエステル布帛が好ましい。
【0027】
なお、ポリエステル布帛の染料染色によって製造された広告シートに対しては、ポリエステル繊維中に入り込んだ染料を処理液と温度条件により繊維内部より繊維表面に浮き上がらせた後、同様に均一なウォーターカーテンで洗い流すことにより効率的に色柄を脱落させることができる。
【0028】
さらに、水噴射の前に広告シートをHLBが8〜20の非イオン界面活性剤とアルカリ剤を含む処理液に浸し、その後熱処理することで、色柄を脱落させやすくすることができる。非イオン界面活性剤のHLBが8未満であると、極端に水への親和性が下がり、水噴射後もポリエステル布帛の組織中に残りやすくなり、再利用時の不良を引き起こす原因となるおそれとなる。また、HLBが20を超えると、色材との親和性が下がり、色柄を脱落させる効果が低くなる。
使用する非イオン活性剤としては、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルフェニルエーテル、ポリオキシエチレンポリオキシプロピレングリコール等が挙げられ、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルフェニルエーテルが特に好ましい。
【0029】
処理液のpHは7.0から13.5の範囲であることが好ましく、金属等への腐食やポリエステル布帛の減量のおそれなく使用できる。処理液には、その他アルギン酸ナトリウムやCMC、ポバールなどの水溶性糊剤を含ませることが好ましい。さらには、シリカや珪藻土等の多孔質無機物を配合するとより色柄の脱落性が向上する。
処理液付与後の熱処理は、150℃から190℃で5〜20分行うことが好ましい。ポリエステル布帛中に入り込んだ色材を脱落させる効果が高く、ポリエステル布帛の強度低下を引き起こす可能性が低いためである。
【0030】
シートに色柄を付与する方法としては、スクリーン印刷やインクジェット方式等で行うことができるが、効率的に必要最小限の色材や樹脂を付与することのできるインクジェット方式が経済性に優れ、後の工程の色柄を脱落させる際に効果的である。つまり、最小限の色材や樹脂量で色柄を構成することができるため、色柄をシートから脱落させやすい。
色柄を付与するために使用する色材としては公知の色材が用いられ、なかでも耐光性や耐水性に優れた水不溶性や水難溶性の色材が好ましく、具体的には有機顔料や無機顔料や分散染料やソルベント染料等が挙げられる。
【0031】
インクジェット方式で色材を付与する場合、色材を水や溶剤や樹脂中に分散或いは溶解してインク化し使用する。水系のインクを用いる場合はシートにあらかじめインク受容体を付与しておくことが好ましく、インクの滲みを防ぎ、鮮明な色柄を得ることができる。さらに、水中に分散染料やソルベント染料を分散させたインクを用いる場合は、ポリエステル布帛に染色を行うことが好ましく、ポリエステル布帛に水溶性のインク受容体を付与した後に、インクを付与、その後、スチーミング、洗浄を行うことで、ポリエステル布帛の染色物が得られ、広告シートとして使用することができる。
【0032】
製造された広告シートは、必要に応じて垂れ幕や金属枠等にはめ込む等の施工を行い、必要期間中屋内外で掲示する。掲示期間終了後、広告シートを回収し、施工の際に広告シートに取り付けられた金具等を除去、さらに数枚のシートを縫い合わせるなどして作られた広告シートは1枚ずつ切り離しを行う。
【0033】
(実施の形態例1)
シートとしてポリエステル布帛を使用し染色した例を説明する。
なお、ポリエステル布帛を基材として選択する場合は、引張り強度が30kgf/50mm巾以上の布帛を用いることが好ましい。耐久性が高く再利用の回数を増加させることが可能となるためである。
【0034】
(シートに色柄を付与し広告シートを製造する工程)
広告シートAの作製
ポリエステル布帛(引張強度50kgf/50mm巾)に、DKSファインガムHEL−1(第一工業製薬(株)製、エーテル化カルボキシメチルセルロース)2%、MSリキッド(明成化学工業(株)製、ニトロベンゼンスルホン酸塩、還元防止剤、有効成分30%)5%、水93%を混合した処理液を固形分換算で2g/m2になるようにディップニップ法で付与し170℃で2分間乾燥してインク受理層を形成し、下記に示す分散染料を色材として用いた水系カラーインクをインクジェット方式にて付与した。
Blueインク:C.I.Disperse Blue 73
Redインク:C.I.Disperse Red 92
Yellowインク:C.I.Disperse Yellow 114
なお、インクジェット条件は以下の通りである。
印刷装置:オンデマンド方式シリアル走査型インクジェット装置
解像度:360dpi
単位面積インク付与量:15g/m2
インクジェットによりインクを付与した後、布帛をHTスチーマーを用いて175℃で10分間湿熱処理し、トライポールTK(第一工業製薬(株)製、ノニオン界面活性剤)を2g/L、ソーダ灰2g/Lを含むソーピング浴にて、50℃で10分間処理して洗浄した。その後、サンライフE−48(日華化学(株)製、アニオン系フィックス剤)2g/Lを含むフィックス浴にて、50℃で10分間処理し、乾燥して広告シートAを得た。
【0035】
(広告シートを屋外或いは屋内で広告体として掲示する工程)
製造した広告シートを建築物の外壁面に広告情報印刷面が表側になるように掲示した。
【0036】
(掲示期間終了後に広告シートを回収する工程)
掲示後2ヵ月間の掲示期間を経て、掲示していた広告シートを取り外して回収した。
【0037】
(回収された広告シートに対しウォーターカーテン状に水噴射を行うことによって色柄を広告シートから脱落させる工程)
工程1 広告シートAの洗浄前処理
トライポールTK(第一工業製薬(株)製、非イオン界面活性剤)5g/L、と炭酸カリウム10g/L、DKSファインガムHEL−1(第一工業製薬(株)製、エーテル化カルボキシメチルセルロース)2g/L、ミズカシルP740(水沢化学製、シリカ)10g/Lを含むpH11.0の処理液に浸し、固形分換算で20g/m2になるようにディップニップ法で付与後、170℃で10分間、熱処理を行った。
【0038】
工程2 広告シートAの洗浄処理
図1のシート洗浄装置において、噴射ノズル21a、22a、23aの噴射圧5MPaにおける噴出量を6.0L/min、噴射角を30度、噴射ノズルの配列間隔を50mm、支持ロール11a、12a、13aまでの間隔をそれぞれ120mmに設定し、支持表面における噴射方向の角度を90度に設定した。計3回のウォーターカーテンによる洗浄を実施することで、シートに付着していた色材が除去され、再生シートAを得た。
【0039】
得られた再生シートを用い、シートに色柄を付与し広告シートを製造する工程を再度行った結果、広告シートが得られた。
【0040】
(実施の形態例2)
シートとしてターポリンを使用した例を説明する。
【0041】
(シートに色柄を付与し広告シートを製造する工程)
広告シートBの作製
ターポリン(ポリ塩化ビニルシート、厚み0.1mm)に顔料を色材とした溶剤型インクを、インクジェット印刷機を用いて印刷し、広告シートBを得た。なお、インクジェット条件は実施の形態例1と同様にした。
【0042】
(広告シートを屋外或いは屋内で広告体として掲示する工程)
製造した広告シートを建築物の外壁面に広告情報印刷面が表側になるように掲示した。
【0043】
(掲示期間終了後に広告シートを回収する工程)
掲示後2ヵ月間の掲示期間を経て、掲示していた広告シートを取り外して回収した。
【0044】
(回収された広告シートに対しウォーターカーテン状に水噴射を行うことによって色柄を広告シートから脱落させる工程)
広告シートBの洗浄処理
図1のシート洗浄装置において、噴射ノズル21a、22a、23aの噴射圧5MPaにおける噴出量を6.0L/min、噴射角を30度、噴射ノズルの配列間隔を50mm、支持ロール11a、12a、13aまでの間隔をそれぞれ120mmに設定し、支持表面における噴射方向の角度を90度に設定した。
噴射圧5MPaにてウォーターカーテンを形成した後、広告シートBを洗浄装置に投入し計3回のウォーターカーテンによる洗浄を実施することで、シートに付着していた色材が除去され、再生シートBを得た。
【0045】
得られた再生シートを用い、シートに色柄を付与し広告シートを製造する工程を再度行った結果、広告シートが得られた。
【0046】
(実施の形態例3)
シートとしてポリエステル布帛を使用し顔料にて着色した例を説明する。
【0047】
(シートに色柄を付与し広告シートを製造する工程)
広告シートCの作製
ポリエステル布帛(引張強度50kgf/50mm巾)にミズカシルP740(水沢化学製、シリカ)10%、パスコールJK−831N(明成化学工業製、ウレタン樹脂エマルジョン)30%、スミレーズレジン1001(住化ケムテックス、カチオン樹脂)5%、水55%を混合した処理液をナイフコーティング方式にて5g/m2付与し、140℃で1分間処理してインク受理層を形成し、顔料を色材とした水系インクを、インクジェット印刷機を用いて印刷し、広告シートCを得た。なお、インクジェット条件は実施の形態例1と同様にした。
【0048】
(広告シートを屋外或いは屋内で広告体として掲示する工程)
製造した広告シートを建築物の外壁面に広告情報印刷面が表側になるように掲示した。
【0049】
(掲示期間終了後に広告シートを回収する工程)
広告期間はその広告物件によって異なるが、今回は平均的な期間として2ヵ月間の掲示期間を経て、掲示していた広告シートを取り外して回収した。
【0050】
(回収された広告シートに対しウォーターカーテン状に水噴射を行うことによって色柄を広告シートから脱落させる工程)
広告シートCの洗浄処理
図1のシート洗浄装置において、噴射ノズル21a、22a、23aの噴射圧5MPaにおける噴出量を6.0L/min、噴射角を30度、噴射ノズルの配列間隔を50mm、支持ロール11a、12a、13aまでの間隔をそれぞれ120mmに設定し、支持表面における噴射方向の角度を90度に設定した。
噴射圧5MPaにてウォーターカーテンを形成した後、広告シートCを洗浄装置に投入し計3回のウォーターカーテンによる洗浄を実施することで、シートに付着していた色材が除去され、再生シートCを得た。
【0051】
得られた再生シートを用い、シートに色柄を付与し広告シートを製造する工程を再度行った結果、広告シートが得られた。
【0052】
上述した方法にて、シートに直接色材を樹脂バインダーで接着させてできる色柄を付与した広告シートやインク受容体がシート上に設けられそのインク受容体に色材が付与された広告シートから樹脂バインダーやインク受容体を水圧の力を利用して剥がし取ることで色柄を脱落させることが可能となる。
【符号の説明】
【0053】
1 洗浄装置
11 洗浄部
11a 支持ロール
21 噴射部
21a 噴射ノズル
12 洗浄部
12a 支持ロール
22 噴射部
22a 噴射ノズル
13 洗浄部
13a 支持ロール
23 噴射部
23a 噴射ノズル
F 布帛
R 洗浄領域
W 噴流
【技術分野】
【0001】
本発明は、屋内或いは屋外にて使用される広告シートのリサイクル方法及び再生シートの製造方法に関するものである。
【背景技術】
【0002】
現在、屋内外に商品紹介やキャンペーンや告知を行うために様々な広告体が掲示されている。これらの広告体には、基材として樹脂シートや布帛を用いたシート状のものが多く存在する。通常広告というものは寿命が比較的短く、同じ広告体が掲示されている期間は、展示会等のイベントであれば数日、音楽や衣料等の新商品キャンペーン等で数週間、万博等の大型イベントで数ヶ月、企業イメージ等のものであれば1年程度である。この莫大な量の撤去された広告シートは、現状ではほとんどが焼却や埋め立て等廃棄処分となっている。
【0003】
繊維製品のリサイクルとしては一部のポリエステル製品において、再溶融してチップ化し、再び繊維、フィルム、成形品にする技術が具体化しているものの、十分な不純物の除去工程が必要であったり、素材が限定されたりするなどの問題がある。
【0004】
洗浄装置としては、走行する布帛の片側に洗浄液噴射器を設け、反対側に洗浄液の吸引装置を設け、洗浄液を布帛の厚さ方向に貫通させて脱液する装置(特許文献1参照)、処理槽内に導入された布帛に対して複数の噴射ノズルからジェットシャワーを与えるようにした装置(特許文献2参照)等があるが、布帛に付与した色柄を脱落させるには不十分であり、一度広告として掲示された広告シートを回収し、再度色柄を付与したシートとして再利用することはなされていなかった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−59103号公報
【特許文献2】特開2003−155654号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述したように、使用済みの広告シートを再利用する有効な方法は見つかっておらず、広告シートとして色柄を付与した樹脂シートや布帛に対し、付与した色柄を脱落させる処理を施すことによって再度利用することが求められている。
【0007】
本発明は、付与した色柄や掲示期間中に付着した汚れを脱落させ、広告シートとして再度利用することができる広告シートのリサイクル方法及び再生シートの製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
本発明に係る広告シートのリサイクル方法は、色柄を付与された広告シートに対しウォーターカーテン状に水噴射を行うことによって色柄を広告シートから脱落させシートを再利用することを特徴とする。さらに、色柄を付与する方法がインクジェット方式であることを特徴とする。さらに、水噴射の噴出量が噴射ノズル当たり2.0〜10.0L/minであることを特徴とする。さらに、水噴射の噴射圧が3〜15MPaであることを特徴とする。さらに、ウォーターカーテン状の水噴射を、広告シートの表面に対する角度が85〜95度の範囲になるよう設定することを特徴とする。さらに、シートに色柄を付与し広告シートを製造する工程、広告シートを屋外或いは屋内で広告体として掲示する工程、掲示期間終了後に広告シートを回収する工程、回収された広告シートに対しウォーターカーテン状に水噴射を行うことによって色柄を広告シートから脱落させる工程を順に有することを特徴とする。さらに、本発明に係る再生シートの製造方法は、シートに色柄を付与し使用した後、使用済みシートの表面にウォーターカーテン状に水噴射を行うことによって色柄をシートから脱落させることを特徴とする。
【発明の効果】
【0009】
本発明によれば、広告シートにウォーターカーテン状に水噴射をすることで人体や環境へ大きな影響を及ぼす薬剤を使用せずに広告シートを洗浄することが可能で、広告物として色柄を付与し掲示期間を終了した広告シートの色柄と掲示期間中に付着した汚れを脱落させ、再度色柄を付与し広告シートとして利用することができる。
【図面の簡単な説明】
【0010】
【図1】本発明に係る実施形態のウォーターカーテン状に水噴射を行う装置に関する概略構成図である。
【図2】噴射部を支持ロールの軸方向と直交する方向からみた概略図である。
【図3】支持ロール及び噴射部に関する一部拡大斜視図である。
【発明を実施するための形態】
【0011】
以下、本発明の実施形態について図面を用いて詳細に説明する。なお、上記課題解決手段は、以下に記載の構成に限定されるものではなく、同一の技術的思想において種々の構成を採用することができる。
【0012】
本発明のリサイクル方法は、色柄を付与された広告シートに対しウォーターカーテン状に水噴射を行うことによって色柄を広告シートから脱落させシートを再利用する。
【0013】
色柄を付与された広告シートに対して行うウォーターカーテン状の水噴射は、2個以上の噴射ノズルを配置し各噴射ノズルより水を扇状に噴射させ、隣接する噴射ノズルの噴流と端部が重なり合うようにすることで可能となる。
ウォーターカーテン状の水噴射は、例えば図1のような装置を用いてなされる。シートである布帛を洗浄する洗浄装置1は、搬入された布帛Fを搬送する搬入部10、3つの洗浄部11〜13、及び、搬出部14を備えている。搬入される布帛Fは、拡布ロール30により幅方向に拡げられて、搬送ローラ群31により洗浄装置1に搬入される。また、洗浄装置1から搬出された布帛Fは、搬送ローラ群40により次の工程に搬送される。
【0014】
搬入部10は、駆動ロール10aにより布帛Fを所定の搬送速度で搬送して洗浄部11に搬入させる。布帛Fは、その一方の面側が支持ロール11aの支持表面である周面に隙間なく密着した状態で支持される。一方の面側全体が支持表面に密着した状態でもう一方の面側よりウォーターカーテン状に水噴射して洗浄を行うことで、噴射作用による布帛の振動が抑えられて噴射液の運動エネルギーが効率的に洗浄作用に寄与するようになる。
【0015】
また、支持ロール11aは、布帛Fの搬送速度と同じ周速度で回転駆動されるようになっており、布帛Fは支持ロール11aの周面に隙間なく密着した状態で連続搬送を安定して行うことができる。
支持ロール11aは、周面が硬質で平滑な表面であることが好ましく、例えば、金属製で表面が滑面加工されたものが挙げられる。そして、支持ロール11aの周面には、凹凸や孔等は形成されておらず、布帛Fと密着した状態では空隙が形成されないように設定されている。布帛Fを支持ロール11aで搬送しながら連続して洗浄でき、効率よく洗浄処理を行うことができる。
【0016】
洗浄部11は、支持ロール11aの下方に噴射部21を備えており、噴射部21は、本体部21bの上面に上方に向かって洗浄液を噴射する複数の噴射ノズル21aを備えている。 図2は、噴射部21を支持ロール11aの軸方向と直交する方向からみた概略図であり、図3は、支持ロール11a及び噴射部21に関する一部拡大斜視図である。
【0017】
本体部21bの内部には、図示しない供給管路が全長にわたって配設されており、供給管路に接続された複数の分岐管路に各噴射ノズル21aが取り付けられている。そして、図示しない洗浄液供給装置に供給管路が接続されて供給管路に洗浄液が圧送されてくると、各噴射ノズル21aから一斉に洗浄液が噴射されるようになる。
【0018】
複数の噴射ノズル21aは、支持ロール11aの軸方向に沿って全長にわたって等間隔で配列されている。噴射ノズル21aから噴射される洗浄液は、図2の点線で示すように、支持ロール11aの軸方向には扇状に拡がるように所定の噴射角で噴射され、軸方向と直交する方向にはノズル径よりわずかに拡がる程度の所定幅でフラットに噴射されるようになっている。
【0019】
そのため、噴射ノズル21aから噴射された洗浄液が支持ロール11aの表面に当たる噴射領域は、支持ロール11aの軸方向に沿って所定長さの細長い短冊状に形成される。そして、隣接する噴射ノズル21aの噴射領域は、支持ロール11aの軸方向の端部が重複するように設定されているので、すべての噴射ノズル21aの噴射領域全体からなる洗浄領域Rは、支持ロール11aの軸方向に沿って全幅にわたるとともに周方向に所定幅の帯状に設定される。こうして設定された洗浄領域Rでは、布帛Fの一方の面側全体が支持ロール11aの支持表面に密着した状態となっている。
【0020】
各噴射ノズル21aから噴射される噴流の形態は、上述したように扇状でフラットに形成され、隣接する噴射ノズルの噴流と端部が重なり合うようになっているので、全噴射ノズルの噴流Wは、支持ロール11aの軸方向に沿ったウォーターカーテン状に形成される。噴流が重なり合った部分では互いの噴流が交差するものの支持ロール11aに向かって噴射されるため互いに大きく減殺されることはなく、支持ロール11aの表面に加わる噴射圧力は洗浄領域R全体でほぼ均一になる。その結果、噴射による皺の発生を防止することができ、皺の発生による洗浄効果の低下を抑止することが可能となる。
【0021】
こうしたウォーターカーテン状の噴流Wを形成するためには、例えば、各噴射ノズル21aの噴射角を20〜40度に、配列間隔を40〜60mmに設定し、支持ロール11aまでの間隔を80〜150mmに設定するとよい。
【0022】
噴射ノズル21aからの噴射圧力は、洗浄するシートの種類、汚れの程度に応じて設定すればよく、例えば、3.0〜15.0MPaの範囲に設定するのが好ましい。3.0MPa未満であると、色柄の脱落が悪くなる傾向にあり、15.0MPaを超えると、シートを破損させてしまうおそれがある。
噴射ノズル21aからの噴出量は、2.0〜10.0L/minが好ましい。2.0L/min未満であると、ウォーターカーテンが薄くなり十分な洗浄力を確保しにくくなり、十分な洗浄力を確保しようとすると1ノズルで形成できるカーテン幅が狭くなるため、ノズル数を増加させることになりコスト面及び装置メンテナンス性に劣る傾向にある。10.0L/minを超えると、ウォーターカーテンの重量が増し、シートに負荷がかかり破損しやすくなり、もしくは搬送が不安定になる。
【0023】
ウォーターカーテンを形成する水温が60〜90℃であると、色柄や汚れの水への膨潤性や溶解性が高くなることによってよりシートより脱落させやすくなり好ましい。
また、支持表面における噴射方向の角度は85度〜95度に設定するとよい。
このように支持表面に対してほぼ直交する方向にウォーターカーテン状の噴流Wを噴射部から噴射することで、支持表面に密着した状態で支持されている布帛Fに対して全幅にわたってほぼ均一に噴射圧力が加わり、布帛Fに皺が生じることがない。また、布帛Fと支持表面との間に隙間が形成されることがないため、噴射圧力により布帛が振動することがなく、噴射された洗浄液の運動エネルギーが布帛の振動等により減殺されずに洗浄作用に寄与するようになる。また、布帛Fの洗浄処理に使用された洗浄液は、そのまま下方に落下していくため、洗浄された汚れ等が布帛F内に残留することがほとんどなく、汚れ等を確実に洗い落とすことができる。そのため、支持表面の洗浄領域Rでは、布帛Fの洗浄処理を効率よく行うことができ、連続搬送される布帛Fが通過する際に短時間で有効な洗浄処理を行うことが可能となる。
【0024】
洗浄部11において洗浄された布帛Fは、洗浄部12及び13において同様の洗浄処理が行われるようになっている。洗浄部12は、支持ロール12a、ガイドロール12b及び12c、テンションローラ12d及び12e、並びに噴射部22を備えており、洗浄部13は、支持ロール13a、ガイドロール13b及び13c、テンションローラ13d及び13e、並びに噴射部23を備えており、いずれも洗浄部11と同様にウォーターカーテン状の噴流により支持ロールに密着した布帛Fを洗浄する。
【0025】
上述したような洗浄装置によりウォーターカーテン状に水噴射を行うことによって色柄を脱落させ記録基材として再生したシートに色柄を付与し再度広告シートとして利用することができる。
【0026】
本発明に使用するシートとしては、上述した布帛の他に樹脂フィルムやターポリンを用いることができる。布帛の素材としては、ポリエステル、ナイロン、アクリル、アセテート、綿が挙げられる。広告シートを屋外で掲示する場合は特に耐久性が求められるため、ターポリンやポリエステル布帛が好ましい。
【0027】
なお、ポリエステル布帛の染料染色によって製造された広告シートに対しては、ポリエステル繊維中に入り込んだ染料を処理液と温度条件により繊維内部より繊維表面に浮き上がらせた後、同様に均一なウォーターカーテンで洗い流すことにより効率的に色柄を脱落させることができる。
【0028】
さらに、水噴射の前に広告シートをHLBが8〜20の非イオン界面活性剤とアルカリ剤を含む処理液に浸し、その後熱処理することで、色柄を脱落させやすくすることができる。非イオン界面活性剤のHLBが8未満であると、極端に水への親和性が下がり、水噴射後もポリエステル布帛の組織中に残りやすくなり、再利用時の不良を引き起こす原因となるおそれとなる。また、HLBが20を超えると、色材との親和性が下がり、色柄を脱落させる効果が低くなる。
使用する非イオン活性剤としては、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルフェニルエーテル、ポリオキシエチレンポリオキシプロピレングリコール等が挙げられ、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルフェニルエーテルが特に好ましい。
【0029】
処理液のpHは7.0から13.5の範囲であることが好ましく、金属等への腐食やポリエステル布帛の減量のおそれなく使用できる。処理液には、その他アルギン酸ナトリウムやCMC、ポバールなどの水溶性糊剤を含ませることが好ましい。さらには、シリカや珪藻土等の多孔質無機物を配合するとより色柄の脱落性が向上する。
処理液付与後の熱処理は、150℃から190℃で5〜20分行うことが好ましい。ポリエステル布帛中に入り込んだ色材を脱落させる効果が高く、ポリエステル布帛の強度低下を引き起こす可能性が低いためである。
【0030】
シートに色柄を付与する方法としては、スクリーン印刷やインクジェット方式等で行うことができるが、効率的に必要最小限の色材や樹脂を付与することのできるインクジェット方式が経済性に優れ、後の工程の色柄を脱落させる際に効果的である。つまり、最小限の色材や樹脂量で色柄を構成することができるため、色柄をシートから脱落させやすい。
色柄を付与するために使用する色材としては公知の色材が用いられ、なかでも耐光性や耐水性に優れた水不溶性や水難溶性の色材が好ましく、具体的には有機顔料や無機顔料や分散染料やソルベント染料等が挙げられる。
【0031】
インクジェット方式で色材を付与する場合、色材を水や溶剤や樹脂中に分散或いは溶解してインク化し使用する。水系のインクを用いる場合はシートにあらかじめインク受容体を付与しておくことが好ましく、インクの滲みを防ぎ、鮮明な色柄を得ることができる。さらに、水中に分散染料やソルベント染料を分散させたインクを用いる場合は、ポリエステル布帛に染色を行うことが好ましく、ポリエステル布帛に水溶性のインク受容体を付与した後に、インクを付与、その後、スチーミング、洗浄を行うことで、ポリエステル布帛の染色物が得られ、広告シートとして使用することができる。
【0032】
製造された広告シートは、必要に応じて垂れ幕や金属枠等にはめ込む等の施工を行い、必要期間中屋内外で掲示する。掲示期間終了後、広告シートを回収し、施工の際に広告シートに取り付けられた金具等を除去、さらに数枚のシートを縫い合わせるなどして作られた広告シートは1枚ずつ切り離しを行う。
【0033】
(実施の形態例1)
シートとしてポリエステル布帛を使用し染色した例を説明する。
なお、ポリエステル布帛を基材として選択する場合は、引張り強度が30kgf/50mm巾以上の布帛を用いることが好ましい。耐久性が高く再利用の回数を増加させることが可能となるためである。
【0034】
(シートに色柄を付与し広告シートを製造する工程)
広告シートAの作製
ポリエステル布帛(引張強度50kgf/50mm巾)に、DKSファインガムHEL−1(第一工業製薬(株)製、エーテル化カルボキシメチルセルロース)2%、MSリキッド(明成化学工業(株)製、ニトロベンゼンスルホン酸塩、還元防止剤、有効成分30%)5%、水93%を混合した処理液を固形分換算で2g/m2になるようにディップニップ法で付与し170℃で2分間乾燥してインク受理層を形成し、下記に示す分散染料を色材として用いた水系カラーインクをインクジェット方式にて付与した。
Blueインク:C.I.Disperse Blue 73
Redインク:C.I.Disperse Red 92
Yellowインク:C.I.Disperse Yellow 114
なお、インクジェット条件は以下の通りである。
印刷装置:オンデマンド方式シリアル走査型インクジェット装置
解像度:360dpi
単位面積インク付与量:15g/m2
インクジェットによりインクを付与した後、布帛をHTスチーマーを用いて175℃で10分間湿熱処理し、トライポールTK(第一工業製薬(株)製、ノニオン界面活性剤)を2g/L、ソーダ灰2g/Lを含むソーピング浴にて、50℃で10分間処理して洗浄した。その後、サンライフE−48(日華化学(株)製、アニオン系フィックス剤)2g/Lを含むフィックス浴にて、50℃で10分間処理し、乾燥して広告シートAを得た。
【0035】
(広告シートを屋外或いは屋内で広告体として掲示する工程)
製造した広告シートを建築物の外壁面に広告情報印刷面が表側になるように掲示した。
【0036】
(掲示期間終了後に広告シートを回収する工程)
掲示後2ヵ月間の掲示期間を経て、掲示していた広告シートを取り外して回収した。
【0037】
(回収された広告シートに対しウォーターカーテン状に水噴射を行うことによって色柄を広告シートから脱落させる工程)
工程1 広告シートAの洗浄前処理
トライポールTK(第一工業製薬(株)製、非イオン界面活性剤)5g/L、と炭酸カリウム10g/L、DKSファインガムHEL−1(第一工業製薬(株)製、エーテル化カルボキシメチルセルロース)2g/L、ミズカシルP740(水沢化学製、シリカ)10g/Lを含むpH11.0の処理液に浸し、固形分換算で20g/m2になるようにディップニップ法で付与後、170℃で10分間、熱処理を行った。
【0038】
工程2 広告シートAの洗浄処理
図1のシート洗浄装置において、噴射ノズル21a、22a、23aの噴射圧5MPaにおける噴出量を6.0L/min、噴射角を30度、噴射ノズルの配列間隔を50mm、支持ロール11a、12a、13aまでの間隔をそれぞれ120mmに設定し、支持表面における噴射方向の角度を90度に設定した。計3回のウォーターカーテンによる洗浄を実施することで、シートに付着していた色材が除去され、再生シートAを得た。
【0039】
得られた再生シートを用い、シートに色柄を付与し広告シートを製造する工程を再度行った結果、広告シートが得られた。
【0040】
(実施の形態例2)
シートとしてターポリンを使用した例を説明する。
【0041】
(シートに色柄を付与し広告シートを製造する工程)
広告シートBの作製
ターポリン(ポリ塩化ビニルシート、厚み0.1mm)に顔料を色材とした溶剤型インクを、インクジェット印刷機を用いて印刷し、広告シートBを得た。なお、インクジェット条件は実施の形態例1と同様にした。
【0042】
(広告シートを屋外或いは屋内で広告体として掲示する工程)
製造した広告シートを建築物の外壁面に広告情報印刷面が表側になるように掲示した。
【0043】
(掲示期間終了後に広告シートを回収する工程)
掲示後2ヵ月間の掲示期間を経て、掲示していた広告シートを取り外して回収した。
【0044】
(回収された広告シートに対しウォーターカーテン状に水噴射を行うことによって色柄を広告シートから脱落させる工程)
広告シートBの洗浄処理
図1のシート洗浄装置において、噴射ノズル21a、22a、23aの噴射圧5MPaにおける噴出量を6.0L/min、噴射角を30度、噴射ノズルの配列間隔を50mm、支持ロール11a、12a、13aまでの間隔をそれぞれ120mmに設定し、支持表面における噴射方向の角度を90度に設定した。
噴射圧5MPaにてウォーターカーテンを形成した後、広告シートBを洗浄装置に投入し計3回のウォーターカーテンによる洗浄を実施することで、シートに付着していた色材が除去され、再生シートBを得た。
【0045】
得られた再生シートを用い、シートに色柄を付与し広告シートを製造する工程を再度行った結果、広告シートが得られた。
【0046】
(実施の形態例3)
シートとしてポリエステル布帛を使用し顔料にて着色した例を説明する。
【0047】
(シートに色柄を付与し広告シートを製造する工程)
広告シートCの作製
ポリエステル布帛(引張強度50kgf/50mm巾)にミズカシルP740(水沢化学製、シリカ)10%、パスコールJK−831N(明成化学工業製、ウレタン樹脂エマルジョン)30%、スミレーズレジン1001(住化ケムテックス、カチオン樹脂)5%、水55%を混合した処理液をナイフコーティング方式にて5g/m2付与し、140℃で1分間処理してインク受理層を形成し、顔料を色材とした水系インクを、インクジェット印刷機を用いて印刷し、広告シートCを得た。なお、インクジェット条件は実施の形態例1と同様にした。
【0048】
(広告シートを屋外或いは屋内で広告体として掲示する工程)
製造した広告シートを建築物の外壁面に広告情報印刷面が表側になるように掲示した。
【0049】
(掲示期間終了後に広告シートを回収する工程)
広告期間はその広告物件によって異なるが、今回は平均的な期間として2ヵ月間の掲示期間を経て、掲示していた広告シートを取り外して回収した。
【0050】
(回収された広告シートに対しウォーターカーテン状に水噴射を行うことによって色柄を広告シートから脱落させる工程)
広告シートCの洗浄処理
図1のシート洗浄装置において、噴射ノズル21a、22a、23aの噴射圧5MPaにおける噴出量を6.0L/min、噴射角を30度、噴射ノズルの配列間隔を50mm、支持ロール11a、12a、13aまでの間隔をそれぞれ120mmに設定し、支持表面における噴射方向の角度を90度に設定した。
噴射圧5MPaにてウォーターカーテンを形成した後、広告シートCを洗浄装置に投入し計3回のウォーターカーテンによる洗浄を実施することで、シートに付着していた色材が除去され、再生シートCを得た。
【0051】
得られた再生シートを用い、シートに色柄を付与し広告シートを製造する工程を再度行った結果、広告シートが得られた。
【0052】
上述した方法にて、シートに直接色材を樹脂バインダーで接着させてできる色柄を付与した広告シートやインク受容体がシート上に設けられそのインク受容体に色材が付与された広告シートから樹脂バインダーやインク受容体を水圧の力を利用して剥がし取ることで色柄を脱落させることが可能となる。
【符号の説明】
【0053】
1 洗浄装置
11 洗浄部
11a 支持ロール
21 噴射部
21a 噴射ノズル
12 洗浄部
12a 支持ロール
22 噴射部
22a 噴射ノズル
13 洗浄部
13a 支持ロール
23 噴射部
23a 噴射ノズル
F 布帛
R 洗浄領域
W 噴流
【特許請求の範囲】
【請求項1】
色柄を付与された広告シートに対しウォーターカーテン状に水噴射を行うことによって色柄を広告シートから脱落させシートを再利用することを特徴とする広告シートのリサイクル方法。
【請求項2】
色柄を付与する方法がインクジェット方式であることを特徴とする請求項1に記載の広告シートのリサイクル方法。
【請求項3】
水噴射の噴出量が噴射ノズル当たり2.0〜10.0L/minであることを特徴とする請求項1または2のいずれかに記載の広告シートのリサイクル方法。
【請求項4】
水噴射の噴射圧が3〜15MPaであることを特徴とする請求項1から3のいずれかに記載の広告シートのリサイクル方法。
【請求項5】
ウォーターカーテン状の水噴射を、広告シートの表面に対する角度が85〜95度の範囲になるよう設定することを特徴とする請求項1から4のいずれかに記載の広告シートのリサイクル方法。
【請求項6】
シートに色柄を付与し広告シートを製造する工程、広告シートを屋外或いは屋内で広告体として掲示する工程、掲示期間終了後に広告シートを回収する工程、回収された広告シートに対しウォーターカーテン状に水噴射を行うことによって色柄を広告シートから脱落させる工程を順に有することを特徴とする広告シートのリサイクル方法。
【請求項7】
シートに色柄を付与し使用した後、使用済みシートの表面にウォーターカーテン状に水噴射を行うことによって色柄をシートから脱落させることを特徴とする再生シートの製造方法。
【請求項1】
色柄を付与された広告シートに対しウォーターカーテン状に水噴射を行うことによって色柄を広告シートから脱落させシートを再利用することを特徴とする広告シートのリサイクル方法。
【請求項2】
色柄を付与する方法がインクジェット方式であることを特徴とする請求項1に記載の広告シートのリサイクル方法。
【請求項3】
水噴射の噴出量が噴射ノズル当たり2.0〜10.0L/minであることを特徴とする請求項1または2のいずれかに記載の広告シートのリサイクル方法。
【請求項4】
水噴射の噴射圧が3〜15MPaであることを特徴とする請求項1から3のいずれかに記載の広告シートのリサイクル方法。
【請求項5】
ウォーターカーテン状の水噴射を、広告シートの表面に対する角度が85〜95度の範囲になるよう設定することを特徴とする請求項1から4のいずれかに記載の広告シートのリサイクル方法。
【請求項6】
シートに色柄を付与し広告シートを製造する工程、広告シートを屋外或いは屋内で広告体として掲示する工程、掲示期間終了後に広告シートを回収する工程、回収された広告シートに対しウォーターカーテン状に水噴射を行うことによって色柄を広告シートから脱落させる工程を順に有することを特徴とする広告シートのリサイクル方法。
【請求項7】
シートに色柄を付与し使用した後、使用済みシートの表面にウォーターカーテン状に水噴射を行うことによって色柄をシートから脱落させることを特徴とする再生シートの製造方法。
【図1】


【図2】

【図3】
【図2】
【図3】
【公開番号】特開2010−227894(P2010−227894A)
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願番号】特願2009−80804(P2009−80804)
【出願日】平成21年3月30日(2009.3.30)
【出願人】(000107907)セーレン株式会社 (462)
【Fターム(参考)】
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願日】平成21年3月30日(2009.3.30)
【出願人】(000107907)セーレン株式会社 (462)
【Fターム(参考)】
[ Back to top ]