
広幅絣織物の製織方法
括り絣の広幅織物を広幅織機で製織するときに起きる諸問題を解決して、着尺の設備を使用し、従来、織成出来なかったデザインの広幅絣織物を提供する。
【課題】 例えば、着尺の3倍幅の広幅にした場合、絣柄に括る経糸の本数を3倍にすると、括りの緊縛度合いが弱くなるため絣柄が不鮮明になって品質の低下を招く。また、重量も3倍になって、染め、乾燥、その他の工程で作業が困難になる。絣糸は、絣柄の大小、粗密により経糸の収縮度ないし伸張度に差異が生じ、絣柄の崩れが起こる。
【解決手段】 経糸を複数の群に分け、群毎に巻き取られた複数の経巻きを同じ軸に回転自在に取り付け、製織に際して、各群の経巻きの回転をそれぞれ個別に制御することによって解決する。
【課題】 例えば、着尺の3倍幅の広幅にした場合、絣柄に括る経糸の本数を3倍にすると、括りの緊縛度合いが弱くなるため絣柄が不鮮明になって品質の低下を招く。また、重量も3倍になって、染め、乾燥、その他の工程で作業が困難になる。絣糸は、絣柄の大小、粗密により経糸の収縮度ないし伸張度に差異が生じ、絣柄の崩れが起こる。
【解決手段】 経糸を複数の群に分け、群毎に巻き取られた複数の経巻きを同じ軸に回転自在に取り付け、製織に際して、各群の経巻きの回転をそれぞれ個別に制御することによって解決する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、着尺幅を対象にした従来の前処理工程と同程度の規模で前処理を行い、広幅織機を用いて括り染めの広幅絣織物を製織する方法に関する。
【背景技術】
【0002】
絣織物は、一般に着尺幅(38cm幅)で織られており、精練、染め、巻き、その他の前処理設備の規模がこれに対応している。しかし、着物だけではなく、洋服地やカーテンなどへの絣織物の用途が広まるにつれて、広幅の絣織物の需要が高まり、例えば、ヤール幅(92cm幅)や120cm幅またはそれ以上の幅の織物が要望されている。
【0003】
広幅の絣織物の製作には、先ず、広幅の織機が必要である。
広幅の織機を使用しても、従来のように1本の経巻きに全部の経糸を巻くと、括り染めの場合は、全幅対象に経糸の引き出し長さを調節するのは極めて困難であり、絣の柄崩れが起きる。その為に、今まで、広幅織機で本格的に括り染めの絣が織られることはなかった。
【0004】
このような状況下に、従来の着尺幅の織機を用いて絣織物を二重に織り、これを拡げて2倍の幅にする製織方法が提案されている(特許文献1)。しかし、二重に折り返す部分は経糸が過密状になって、拡げて1枚にした時、この部分に違和感が生じる。そこで、横口袋組織の袋とじ部分に溶解性経糸を使用し、織成後に溶解消去する改良がなされた(特許文献2)。
【0005】
一旦、仮織りして染め、これを解織した経糸は、重なった緯糸の防染効果によって縞状に染められており、この経糸を絣柄に括って染めることで独特の絣模様を現出した織物(特許文献3)があるが、このように前工程が複雑になると、絣糸の伸長度ないし縮みのばらつきも大きくなる。
【0006】
一方、製織の前工程として、伸張度が異なる絣糸と地糸とを柄合わせしてロールに巻き取る方法が提案されている(特許文献4)。これは、絣糸と地糸をブレーキ装置のついた別々のロールに巻いておき、それぞれに適宜にブレーキをかけることにより絣糸の引き出し速度を加減して柄合わせを行い、絣糸と地糸とを同一のロールに巻き取るものである。
【0007】
また、地経糸と絣経糸を、千巻と間丁および千巻とモデ間にそれぞれ各別に張設して、柄合わせをする織機(特許文献5)や、地経糸と柄出経糸をそれぞれ別個のロールから供給し、地経糸には一定の張力を付与し柄出経糸は間欠的に張力を変化させて立体模様織物を製織する方法および織機(特許文献6)などが提案されている。
【特許文献1】特開昭55−16919号公報
【特許文献2】特公昭61−17935号公報
【特許文献3】実用新案登録第3084300号公報
【特許文献4】特開昭53−38759号公報
【特許文献5】実開平3−34083号公報
【特許文献6】特開平11−256454号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
広幅の織機を用いて広幅の絣織物を製織するとき、経巻きから引き出される絣糸の伸張度は、絣糸の括り、染め、その他の前工程の履歴の相違や、温度、湿度によって異なってくるために、絣の柄合わせが困難である。
【0009】
着尺と同じ柄意匠で、例えば、それを3倍幅の広幅にした場合、絣柄に括る経糸の本数を3倍にすると、括りの緊縛度合いが弱くなるため絣柄が不鮮明になって品質の低下を招く。また、重量も3倍になって、染め、乾燥、その他の工程で作業が困難になる。従って、括り染めの場合には、広幅の絣を製織するときの前工程も、着尺の絣を製織するときの前工程と同程度の規模で行わざるを得ない。これに対処して前工程を複数の群に分けて行うと、柄の相違や処理履歴の相違などによって、群間に収縮度の差異が生じ、これ等を同一の経巻きに巻くと巻き直径の差異となって現れる。すると、同じ角速度で経糸を引き出すとき、経糸の引出し速度が異なってくるために、絣柄の崩れが起こる。
【0010】
本発明は、括り絣を製織するに際して、広幅織機の使用と前処理作業の適正化が組合わさって起きる諸問題を解決しようとするものである。
【課題を解決するための手段】
【0011】
広幅の織機を用い、経巻きから絣糸を引き出して括り絣を製織する広幅の絣織物において、経糸を複数の群に分け、群毎に巻き取られた複数の経巻きを同じ軸に回転自在に取り付け、製織に際して、各群の経巻きの回転をそれぞれ個別に制御することによって解決する。
絣糸は、群毎に括り工程以降の前処理を行ない、群毎に経巻きを作成する。
【発明の効果】
【0012】
広幅絣織物の経糸を括り染めする場合の前処理は、経糸を複数の群に分けることによって、それぞれ着尺の場合と同程度の規模で前処理を行うことが出来るので、作業の困難がなく、着尺用の従来の設備がそのまま使用できる。
【0013】
経糸を複数の群に分け、群毎に前処理して経巻きを準備し、製織に際して、各経巻きの回転をそれぞれ別個に制御することによって、群間の経糸の引き出し速度を同程度になるように調節することが出来るので、全幅の絣柄が設計通りの広幅絣織物に仕上がる。群内の経糸の引出し速度管理は、従来の着尺製織の経験をそのまま生かすことが出来る。
【0014】
製織した織物が巻き取られるのに応じて経糸が引き出され、その引き出される張力で経巻きが回転するようにすれば、複雑な機構が不要である。
【0015】
括り絣においては、絣柄の形の大小、その配置密度の高低、染料の種類や色によって前処理後の収縮度が異なるので、同一の経巻きに巻いていた従来の方法では絣のデザインにかなりの制限があった。また、同時に括ることが出来る経糸の束数に制限があり、括り箇所のピッチ差(括り箇所間の距離差)が大きく違うものは同時に括れないなどの事情から、従来は、絣のデザインにかなりの制限があった。本発明は、経糸を群に分け、群毎に管理出来るので、収縮度の差が大きいものは別群にすることによって、広幅絣織物のデザインの自由度が飛躍的に増大する。また、群毎に括り作業をすることによって、括り箇所のピッチ差が大きく異なるものを一緒に作業する必要がなく、従来、出来なかった広幅一杯に大きく流れるような意匠も可能となり、広幅絣織物のデザインの自由度が飛躍的に増大する。
【発明を実施するための最良の形態】
【0016】
広幅の織機として、従来、タオルや袴地などを織るのに使われた広幅の力織機やレピア織機を使うことが出来る。優に120cmの幅で織ることが出来るので、着尺用織機の約3倍の幅に当たる。120cm幅で織るときは、経糸を3群または状況によりそれ以上に分ける。1つの群は、平均的には40cm幅に相応するものとなるが、前処理の操作性から見ると50cm幅相応程度まで可能である。
【0017】
経糸をどのような群に分けるかについては、前処理作業性、糸の収縮度、デザインなど、その時々の事情によるが、一般には、経糸は、前処理後の収縮度の程度に応じて近いもの同士を1つの群にする。経糸を仮織りして染めたあと解織する工程があるものは、無いものよりも収縮が小さい。括りの箇所数や量が多いものは、少ないものより収縮が小さい。絣柄の配置密度が高いものは、低いものより収縮が少ない。一般に、藍染めは縮みが大きく、ナフトール染料がそれに次ぎ、反応性染料は小さい。ナフトール染料でも赤と黒では縮みが違うなど、色によっても異なってくる。総体的には、群分けを念頭に置いてデザイン設計をする。
【0018】
括り染めの絣糸の一般的な前処理工程は、次のようになる。
(仮織り→精練→染め→解織→チーズ巻き)→整経→精練→晒し→引っ張り→引き合わせ→括り→染め→糊つけ→竿張り(乾燥)→括り糸ほどき→引き合わせ(柄合わせ)→仕上げ糊つけ−(地糸を合流)→乾燥→経巻き。なお、随時、水洗工程などが入る。
仮織り工程は、有る場合と無い場合がある。仮織りした経糸は、整径後の精練・晒し工程が無い。
本発明において、請求項2で「群毎に括り工程以降の前処理を行う」のは、前処理作業性の適正化と、経糸の収縮度の差異で群分けする趣旨である。従って、括り工程より前の工程も群毎に行なう事を妨げない。一般には、仮織り→染め→解織などの群に共通して行う前処理工程は、必ずしも群毎に行う事を要せず、群分け前に処理される。また、精練、晒しなども群分け前に処理される場合があり得る。
【0019】
経巻きから引き出される経糸の引出し速度を制御するために、経巻きの回転や経糸の張力を制御する方法については、従来から多数の発明考案がなされている。本発明においては、公知の適当な方法を選択すればよい。織機の動力に連動して経巻きが間欠的に回転し、この回転角度を調節する機構は、現在、織機で行われている。ただ、群の数だけ調節機構が必要になる。
【実施例1】
【0020】
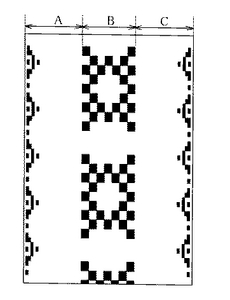
図2は、120cm幅の絣織物の一部である。仮織り−解織のあと、括って経絣の織物とする。図の黒色部は絣柄で藍染め、図の白色部は地で色は白である。幅方向の中央部が左右部分よりも絣柄が大きく且つ配置密度も高い。そのため、前処理工程が終わった後の糸の収縮度は中央部が左右部よりも小さい。この織物を織るために、柄に相応して、経糸を幅方向に左方、中央、右方にほぼ3分の1づつに区分し、図示したようにA、B、Cの3群に分ける。絣糸は纏めて、仮織り〜解織の工程を済ませ、各群に分ける。
【0021】
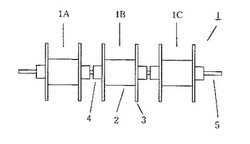
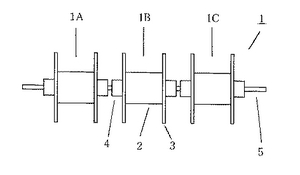
整経〜経巻き工程は、従来の着尺を織る為の公知の方法で行なわれる。図1は、経糸供給ロールとしての複合経巻き1の概略を示す模式的外観図である。ただし、経糸は図示していない。図1は、経糸を3群に分けた場合の例を示している。3群あるので個々の経巻きが3個配置されている。個々の経巻き1A、1B、1Cは、ボビン状の形状で、円形の軸孔を有し、両枠3の外側に軸孔を同じくする筒状体4が一体に取付けられている。中央部2に経糸が巻き取られる。中央部2の幅は群の大きさにより変化させてもよい。A、B、C各群の経糸を巻いた経巻き1A,1B,1Cの3本をそれぞれベアリングを介して1本の軸5に取り付けて複合経巻き1とする。各経巻きは、軸5に対してそれぞれ回転自在である。各経巻きの回転を制御する機構、例えば、ブレーキ装置をそれぞれに取り付ける。複合経巻き1の両軸端を適当な高さに固定して広幅織機の経糸供給位置に設置する。各経巻き1A、1B、1Cから引き出された経糸は3群順に合わせて織機にかける。経巻きから引き出された後の経糸については、公知の操作による。
経糸を引き出す力で経巻きを回転させる場合は、製織に際して、経糸の引き出し速度を調節するために、各群の経巻きのブレーキ装置を調節して回転を制御する。簡単なブレーキ装置としては、筒状体4にそれぞれ適当な重量の荷重をかけて経巻きの回転を制御する。
織機の動力に連動して経巻きを間欠的に回転させる場合は、公知の機構を各経巻きに取り付ける。
本実施例では、緯糸には絣糸を使わず、地糸のみを使用して織成した。
【0022】
経糸を巻いたA、B、C各群の経巻き1A,1B,1Cを、その軸孔と遊びがある状態で1本の軸に順に通し、横移動がないようにすると、簡略な複合経巻き1とすることが出来る。
【0023】
複合経巻き1は、個々の経巻きを着脱自在に軸5に取り付けるのが望ましい。着脱自在にしておくと、経巻きの組み替えが容易になるし、経巻き機への流用などが可能となり、作業性がよくなる。
【0024】
複合経巻き1は、同じ軸5にそれぞれ回転自在に取り付けられた複数個のロールと各ロールの回転をそれぞれ別個に制御する機構を有する経糸供給ロールであり、本実施例の形状等に限定されるものではない。
複合経巻き1は、各群の経糸を巻いた経巻きを1つの軸にまとめているので、コンパクトで作業性がよい。
複合経巻き1は、各経巻き1A、1B、1Cを集合させた形であるが、見方を変えると、経糸供給ロールを幅方向に複数のユニットロールに分割し、各ユニットロールを軸に対して回転自在とし、且つ、回転を個別に制御するように構成した、1本の経糸供給ロールと言える。
【実施例2】
【0025】
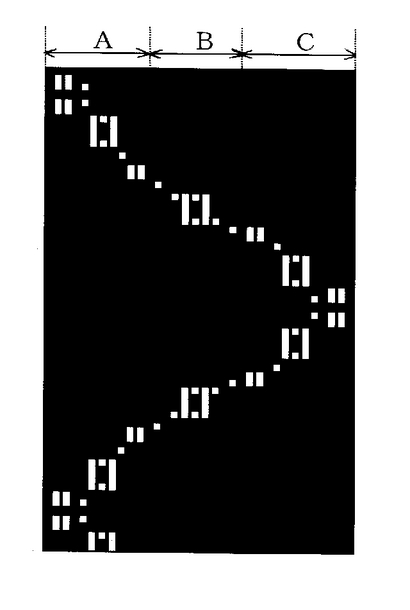
図3は、120cm幅の括り絣の織物の一部である。緯糸には地糸を使った経絣である。絣糸は、前工程の「仮織り−解織工程」を経て3群に分ける。図中、白色部は明色の絣柄で、黒色部は藍染めの地である。前処理は、図示したようにA,B,Cの3群に分けて実施例1に準じて行う。3群に分けているので、作業の困難はない。寧ろ、このデザインは、括り箇所のピッチ差が大きいデザインであるから、3群に分けて括り作業をすることによって、初めて括り染めの絣織物として実現可能となったデザインであると言える。
【図面の簡単な説明】
【0026】
【図1】複合経巻きの模式的外観図である。
【図2】実施例1の120cm幅の絣織物の長さ方向にカットした一部である。意匠は、ほぼ寸法通りに示す。
【図3】実施例2の120cm幅の絣織物の長さ方向にカットした一部である。意匠は、ほぼ寸法通りに示す。
【符号の説明】
【0027】
1 複合経巻き
1A、1B、1C 個々の経巻き
2 中央部
3 枠
4 筒状体
5 軸
【技術分野】
【0001】
本発明は、着尺幅を対象にした従来の前処理工程と同程度の規模で前処理を行い、広幅織機を用いて括り染めの広幅絣織物を製織する方法に関する。
【背景技術】
【0002】
絣織物は、一般に着尺幅(38cm幅)で織られており、精練、染め、巻き、その他の前処理設備の規模がこれに対応している。しかし、着物だけではなく、洋服地やカーテンなどへの絣織物の用途が広まるにつれて、広幅の絣織物の需要が高まり、例えば、ヤール幅(92cm幅)や120cm幅またはそれ以上の幅の織物が要望されている。
【0003】
広幅の絣織物の製作には、先ず、広幅の織機が必要である。
広幅の織機を使用しても、従来のように1本の経巻きに全部の経糸を巻くと、括り染めの場合は、全幅対象に経糸の引き出し長さを調節するのは極めて困難であり、絣の柄崩れが起きる。その為に、今まで、広幅織機で本格的に括り染めの絣が織られることはなかった。
【0004】
このような状況下に、従来の着尺幅の織機を用いて絣織物を二重に織り、これを拡げて2倍の幅にする製織方法が提案されている(特許文献1)。しかし、二重に折り返す部分は経糸が過密状になって、拡げて1枚にした時、この部分に違和感が生じる。そこで、横口袋組織の袋とじ部分に溶解性経糸を使用し、織成後に溶解消去する改良がなされた(特許文献2)。
【0005】
一旦、仮織りして染め、これを解織した経糸は、重なった緯糸の防染効果によって縞状に染められており、この経糸を絣柄に括って染めることで独特の絣模様を現出した織物(特許文献3)があるが、このように前工程が複雑になると、絣糸の伸長度ないし縮みのばらつきも大きくなる。
【0006】
一方、製織の前工程として、伸張度が異なる絣糸と地糸とを柄合わせしてロールに巻き取る方法が提案されている(特許文献4)。これは、絣糸と地糸をブレーキ装置のついた別々のロールに巻いておき、それぞれに適宜にブレーキをかけることにより絣糸の引き出し速度を加減して柄合わせを行い、絣糸と地糸とを同一のロールに巻き取るものである。
【0007】
また、地経糸と絣経糸を、千巻と間丁および千巻とモデ間にそれぞれ各別に張設して、柄合わせをする織機(特許文献5)や、地経糸と柄出経糸をそれぞれ別個のロールから供給し、地経糸には一定の張力を付与し柄出経糸は間欠的に張力を変化させて立体模様織物を製織する方法および織機(特許文献6)などが提案されている。
【特許文献1】特開昭55−16919号公報
【特許文献2】特公昭61−17935号公報
【特許文献3】実用新案登録第3084300号公報
【特許文献4】特開昭53−38759号公報
【特許文献5】実開平3−34083号公報
【特許文献6】特開平11−256454号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
広幅の織機を用いて広幅の絣織物を製織するとき、経巻きから引き出される絣糸の伸張度は、絣糸の括り、染め、その他の前工程の履歴の相違や、温度、湿度によって異なってくるために、絣の柄合わせが困難である。
【0009】
着尺と同じ柄意匠で、例えば、それを3倍幅の広幅にした場合、絣柄に括る経糸の本数を3倍にすると、括りの緊縛度合いが弱くなるため絣柄が不鮮明になって品質の低下を招く。また、重量も3倍になって、染め、乾燥、その他の工程で作業が困難になる。従って、括り染めの場合には、広幅の絣を製織するときの前工程も、着尺の絣を製織するときの前工程と同程度の規模で行わざるを得ない。これに対処して前工程を複数の群に分けて行うと、柄の相違や処理履歴の相違などによって、群間に収縮度の差異が生じ、これ等を同一の経巻きに巻くと巻き直径の差異となって現れる。すると、同じ角速度で経糸を引き出すとき、経糸の引出し速度が異なってくるために、絣柄の崩れが起こる。
【0010】
本発明は、括り絣を製織するに際して、広幅織機の使用と前処理作業の適正化が組合わさって起きる諸問題を解決しようとするものである。
【課題を解決するための手段】
【0011】
広幅の織機を用い、経巻きから絣糸を引き出して括り絣を製織する広幅の絣織物において、経糸を複数の群に分け、群毎に巻き取られた複数の経巻きを同じ軸に回転自在に取り付け、製織に際して、各群の経巻きの回転をそれぞれ個別に制御することによって解決する。
絣糸は、群毎に括り工程以降の前処理を行ない、群毎に経巻きを作成する。
【発明の効果】
【0012】
広幅絣織物の経糸を括り染めする場合の前処理は、経糸を複数の群に分けることによって、それぞれ着尺の場合と同程度の規模で前処理を行うことが出来るので、作業の困難がなく、着尺用の従来の設備がそのまま使用できる。
【0013】
経糸を複数の群に分け、群毎に前処理して経巻きを準備し、製織に際して、各経巻きの回転をそれぞれ別個に制御することによって、群間の経糸の引き出し速度を同程度になるように調節することが出来るので、全幅の絣柄が設計通りの広幅絣織物に仕上がる。群内の経糸の引出し速度管理は、従来の着尺製織の経験をそのまま生かすことが出来る。
【0014】
製織した織物が巻き取られるのに応じて経糸が引き出され、その引き出される張力で経巻きが回転するようにすれば、複雑な機構が不要である。
【0015】
括り絣においては、絣柄の形の大小、その配置密度の高低、染料の種類や色によって前処理後の収縮度が異なるので、同一の経巻きに巻いていた従来の方法では絣のデザインにかなりの制限があった。また、同時に括ることが出来る経糸の束数に制限があり、括り箇所のピッチ差(括り箇所間の距離差)が大きく違うものは同時に括れないなどの事情から、従来は、絣のデザインにかなりの制限があった。本発明は、経糸を群に分け、群毎に管理出来るので、収縮度の差が大きいものは別群にすることによって、広幅絣織物のデザインの自由度が飛躍的に増大する。また、群毎に括り作業をすることによって、括り箇所のピッチ差が大きく異なるものを一緒に作業する必要がなく、従来、出来なかった広幅一杯に大きく流れるような意匠も可能となり、広幅絣織物のデザインの自由度が飛躍的に増大する。
【発明を実施するための最良の形態】
【0016】
広幅の織機として、従来、タオルや袴地などを織るのに使われた広幅の力織機やレピア織機を使うことが出来る。優に120cmの幅で織ることが出来るので、着尺用織機の約3倍の幅に当たる。120cm幅で織るときは、経糸を3群または状況によりそれ以上に分ける。1つの群は、平均的には40cm幅に相応するものとなるが、前処理の操作性から見ると50cm幅相応程度まで可能である。
【0017】
経糸をどのような群に分けるかについては、前処理作業性、糸の収縮度、デザインなど、その時々の事情によるが、一般には、経糸は、前処理後の収縮度の程度に応じて近いもの同士を1つの群にする。経糸を仮織りして染めたあと解織する工程があるものは、無いものよりも収縮が小さい。括りの箇所数や量が多いものは、少ないものより収縮が小さい。絣柄の配置密度が高いものは、低いものより収縮が少ない。一般に、藍染めは縮みが大きく、ナフトール染料がそれに次ぎ、反応性染料は小さい。ナフトール染料でも赤と黒では縮みが違うなど、色によっても異なってくる。総体的には、群分けを念頭に置いてデザイン設計をする。
【0018】
括り染めの絣糸の一般的な前処理工程は、次のようになる。
(仮織り→精練→染め→解織→チーズ巻き)→整経→精練→晒し→引っ張り→引き合わせ→括り→染め→糊つけ→竿張り(乾燥)→括り糸ほどき→引き合わせ(柄合わせ)→仕上げ糊つけ−(地糸を合流)→乾燥→経巻き。なお、随時、水洗工程などが入る。
仮織り工程は、有る場合と無い場合がある。仮織りした経糸は、整径後の精練・晒し工程が無い。
本発明において、請求項2で「群毎に括り工程以降の前処理を行う」のは、前処理作業性の適正化と、経糸の収縮度の差異で群分けする趣旨である。従って、括り工程より前の工程も群毎に行なう事を妨げない。一般には、仮織り→染め→解織などの群に共通して行う前処理工程は、必ずしも群毎に行う事を要せず、群分け前に処理される。また、精練、晒しなども群分け前に処理される場合があり得る。
【0019】
経巻きから引き出される経糸の引出し速度を制御するために、経巻きの回転や経糸の張力を制御する方法については、従来から多数の発明考案がなされている。本発明においては、公知の適当な方法を選択すればよい。織機の動力に連動して経巻きが間欠的に回転し、この回転角度を調節する機構は、現在、織機で行われている。ただ、群の数だけ調節機構が必要になる。
【実施例1】
【0020】
図2は、120cm幅の絣織物の一部である。仮織り−解織のあと、括って経絣の織物とする。図の黒色部は絣柄で藍染め、図の白色部は地で色は白である。幅方向の中央部が左右部分よりも絣柄が大きく且つ配置密度も高い。そのため、前処理工程が終わった後の糸の収縮度は中央部が左右部よりも小さい。この織物を織るために、柄に相応して、経糸を幅方向に左方、中央、右方にほぼ3分の1づつに区分し、図示したようにA、B、Cの3群に分ける。絣糸は纏めて、仮織り〜解織の工程を済ませ、各群に分ける。
【0021】
整経〜経巻き工程は、従来の着尺を織る為の公知の方法で行なわれる。図1は、経糸供給ロールとしての複合経巻き1の概略を示す模式的外観図である。ただし、経糸は図示していない。図1は、経糸を3群に分けた場合の例を示している。3群あるので個々の経巻きが3個配置されている。個々の経巻き1A、1B、1Cは、ボビン状の形状で、円形の軸孔を有し、両枠3の外側に軸孔を同じくする筒状体4が一体に取付けられている。中央部2に経糸が巻き取られる。中央部2の幅は群の大きさにより変化させてもよい。A、B、C各群の経糸を巻いた経巻き1A,1B,1Cの3本をそれぞれベアリングを介して1本の軸5に取り付けて複合経巻き1とする。各経巻きは、軸5に対してそれぞれ回転自在である。各経巻きの回転を制御する機構、例えば、ブレーキ装置をそれぞれに取り付ける。複合経巻き1の両軸端を適当な高さに固定して広幅織機の経糸供給位置に設置する。各経巻き1A、1B、1Cから引き出された経糸は3群順に合わせて織機にかける。経巻きから引き出された後の経糸については、公知の操作による。
経糸を引き出す力で経巻きを回転させる場合は、製織に際して、経糸の引き出し速度を調節するために、各群の経巻きのブレーキ装置を調節して回転を制御する。簡単なブレーキ装置としては、筒状体4にそれぞれ適当な重量の荷重をかけて経巻きの回転を制御する。
織機の動力に連動して経巻きを間欠的に回転させる場合は、公知の機構を各経巻きに取り付ける。
本実施例では、緯糸には絣糸を使わず、地糸のみを使用して織成した。
【0022】
経糸を巻いたA、B、C各群の経巻き1A,1B,1Cを、その軸孔と遊びがある状態で1本の軸に順に通し、横移動がないようにすると、簡略な複合経巻き1とすることが出来る。
【0023】
複合経巻き1は、個々の経巻きを着脱自在に軸5に取り付けるのが望ましい。着脱自在にしておくと、経巻きの組み替えが容易になるし、経巻き機への流用などが可能となり、作業性がよくなる。
【0024】
複合経巻き1は、同じ軸5にそれぞれ回転自在に取り付けられた複数個のロールと各ロールの回転をそれぞれ別個に制御する機構を有する経糸供給ロールであり、本実施例の形状等に限定されるものではない。
複合経巻き1は、各群の経糸を巻いた経巻きを1つの軸にまとめているので、コンパクトで作業性がよい。
複合経巻き1は、各経巻き1A、1B、1Cを集合させた形であるが、見方を変えると、経糸供給ロールを幅方向に複数のユニットロールに分割し、各ユニットロールを軸に対して回転自在とし、且つ、回転を個別に制御するように構成した、1本の経糸供給ロールと言える。
【実施例2】
【0025】
図3は、120cm幅の括り絣の織物の一部である。緯糸には地糸を使った経絣である。絣糸は、前工程の「仮織り−解織工程」を経て3群に分ける。図中、白色部は明色の絣柄で、黒色部は藍染めの地である。前処理は、図示したようにA,B,Cの3群に分けて実施例1に準じて行う。3群に分けているので、作業の困難はない。寧ろ、このデザインは、括り箇所のピッチ差が大きいデザインであるから、3群に分けて括り作業をすることによって、初めて括り染めの絣織物として実現可能となったデザインであると言える。
【図面の簡単な説明】
【0026】
【図1】複合経巻きの模式的外観図である。
【図2】実施例1の120cm幅の絣織物の長さ方向にカットした一部である。意匠は、ほぼ寸法通りに示す。
【図3】実施例2の120cm幅の絣織物の長さ方向にカットした一部である。意匠は、ほぼ寸法通りに示す。
【符号の説明】
【0027】
1 複合経巻き
1A、1B、1C 個々の経巻き
2 中央部
3 枠
4 筒状体
5 軸
【特許請求の範囲】
【請求項1】
広幅の織機を用い、経巻きから絣糸を引き出して括り絣を製織する広幅の絣織物において、経糸を複数の群に分け、群毎に巻き取られた複数の経巻きを同じ軸に回転自在に取り付け、製織に際して、各群の経巻きの回転をそれぞれ個別に制御することを特徴とする広幅絣織物の製織方法。
【請求項2】
経糸を複数の群に分け、絣糸は、群毎に括り工程以降の前処理を行ない、群毎に経巻きを作成する請求項1記載の広幅絣織物の製織方法。
【請求項1】
広幅の織機を用い、経巻きから絣糸を引き出して括り絣を製織する広幅の絣織物において、経糸を複数の群に分け、群毎に巻き取られた複数の経巻きを同じ軸に回転自在に取り付け、製織に際して、各群の経巻きの回転をそれぞれ個別に制御することを特徴とする広幅絣織物の製織方法。
【請求項2】
経糸を複数の群に分け、絣糸は、群毎に括り工程以降の前処理を行ない、群毎に経巻きを作成する請求項1記載の広幅絣織物の製織方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−265767(P2006−265767A)
【公開日】平成18年10月5日(2006.10.5)
【国際特許分類】
【出願番号】特願2005−85164(P2005−85164)
【出願日】平成17年3月24日(2005.3.24)
【出願人】(301050027)有限会社坂田織物 (1)
【Fターム(参考)】
【公開日】平成18年10月5日(2006.10.5)
【国際特許分類】
【出願日】平成17年3月24日(2005.3.24)
【出願人】(301050027)有限会社坂田織物 (1)
【Fターム(参考)】
[ Back to top ]