
床用化粧シート
【課題】立体的な塗装の厚み感があり、凹みなどが付き難く、化粧シートの巻き取り適性に優れ、かつ色調の調整が容易であり、かつ耐傷性、耐キャスター性、耐衝撃性などもあり、容易に製造可能で加工適性も優れた床用化粧シートを提供すること。
【解決手段】着色熱可塑性樹脂層の上に絵柄模様層と透明熱可塑性樹脂層を少なくともこの順に設けてなる化粧シートにおいて、前記着色熱可塑性樹脂がポリブチレンテレフタレート樹脂を主剤としてなり、ポリブチレンテレフタレート樹脂100重量部に対して、共重合ポリエステル樹脂を5〜15重量部、エラストマー樹脂を0.2〜0.5重量部添加してなるものからなることを特徴とする。
【解決手段】着色熱可塑性樹脂層の上に絵柄模様層と透明熱可塑性樹脂層を少なくともこの順に設けてなる化粧シートにおいて、前記着色熱可塑性樹脂がポリブチレンテレフタレート樹脂を主剤としてなり、ポリブチレンテレフタレート樹脂100重量部に対して、共重合ポリエステル樹脂を5〜15重量部、エラストマー樹脂を0.2〜0.5重量部添加してなるものからなることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、住宅、店舗、事務所、体育館などの木質系床材の表面に貼り合わせて用いる床用化粧シートに関する。特には木質系床材に貼り合わせて用い、耐傷性、耐キャスター性、立体的な塗装の厚み感、耐衝撃性、寸法安定性、表面強度などに優れ、基材に貼り合わせる前のシートの巻き取り適性に優れた床用化粧シートに関する。
【背景技術】
【0002】
木質系床材からなる板貼り用の床材としては、合板に突き板を貼り、木工機械にて溝加工して、溝部を着色した後紫外線硬化型塗料を塗布し硬化させたものが知られている。しかしながら、突き板が天然木のため、色がばらつき、壁や天井、家具との色調の調和が困難であった。
【0003】
また、木質系床材の表面に凹状溝を設け、表面に導管着色用合成樹脂塗料を塗布し、凹状溝以外の塗料を除去した後、木目柄の導管凹部を形成し、凹状溝以外の木質系床材表面に透明合成樹脂塗料を塗布する方法が知られている。しかしながら、木質系床材と合成樹脂塗料からなる構成のため、キャスター付き椅子による傷付き耐性いわゆる耐キャスター性を出すことが困難であった。また、一度凹みが出来ると復元しにくいといった問題があった。
【0004】
また、木質系床材上に、着色熱可塑性樹脂、絵柄模様、透明熱可塑性樹脂をこの順に設けた化粧シートを、着色熱可塑性樹脂側を貼り合わせる床用化粧シートを用いる方法も知られている。
前記熱可塑性樹脂としては、従来、柔軟で加工しやすく、しかも安値なポリ塩化ビニル系樹脂が多用されていた。しかしながらポリ塩化ビニル樹脂は燃焼の際に塩化水素やダイオキシン等の毒性物質を発生するので、火災時の問題や使用後の焼却処分による環境問題等が指摘され、特に内装材としての使用が問題視されるようになってきており、ポリ塩化ビニル樹脂性のものと同等の性能を有する樹脂の使用が望まれていた。
【0005】
このような問題点に対しては、既に、ポリエステル系樹脂、特には非晶質のポリエチレンテレフタレートなどが好適に用いられるようになってきた。しかし、化粧シートとしてのクッション性、表面耐性などを考慮すると、ある程度の厚みが必要なものとなっていた。
【0006】
しかしながら、化粧シートが厚すぎると、ウエーブ状(巻き状態)で巻き取りにくく、木質系床材との連続ラミネート時にライン上でシートカットが困難なものとなる。よって生産性が上がらないため、熱可塑性樹脂化粧シートと木質系床材とをラミネートする際には、予め木質系床材と同等の大きさにカットした化粧シートを準備して、枚葉方式で、1枚1枚積層するなどの方法をとらなければならなかった
【0007】
全体の厚みを抑えた上で着色熱可塑性樹脂をポリエステル系樹脂とし、透明熱可塑性樹脂をさらに硬いアクリル系樹脂とすることも考えられたが、硬すぎて脆くなり、また必要とする厚みの範囲で十分薄くしても硬いため、化粧シートとして巻き取りが困難なものとなるという問題点があった。
【特許文献1】特開2002−337291号公報
【特許文献2】特開2002−059512号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明はこのような問題点を解決するためになされたものであり、その課題とするところは、立体的な塗装の厚み感があり、凹みなどが付き難く、化粧シートの巻き取り適性に優れ、かつ色調の調整が容易であり、かつ耐傷性、耐キャスター性、耐衝撃性などもあり、容易に製造可能で加工適性も優れた床用化粧シートを提供することにある。
【課題を解決するための手段】
【0009】
本発明はこの課題を解決したものであり即ち請求項1記載の発明は、着色熱可塑性樹脂層の上に絵柄模様層と透明熱可塑性樹脂層を少なくともこの順に設けてなる化粧シートにおいて、前記着色熱可塑性樹脂がポリブチレンテレフタレート樹脂を主剤としてなり、ポリブチレンテレフタレート樹脂100重量部に対して、共重合ポリエステル樹脂を5〜15重量部、エラストマー樹脂を0.2〜0.5重量部添加してなるものからなることを特徴とする床用化粧シートである。
【0010】
また、請求項2記載の発明は前記着色熱可塑性樹脂層の厚みが70〜160μmであることを特徴とする請求項1記載の床用化粧シートである。
【発明の効果】
【0011】
本発明はその請求項1に記載の発明により、ポリブチレンテレフタレート樹脂(以下PBTとする。)を主剤とする着色熱可塑性樹脂に共重合ポリエステル樹脂を好適な範囲で添加することで印刷適性が好適なものとなり、またさらにエラストマー樹脂を好適な範囲で添加することによりフラットな形状以外へ積層するときの追従性が良くなるという効果を奏する。また、化粧シート製造時に容易に巻き取ることができるようになり、ロール−ツー−ロール(roll to roll)での生産が容易なものとなるという効果を奏する。
【0012】
また、その請求項2に記載の発明により、前記透明熱可塑性樹脂層の厚みを限定した範囲のものとすることにより、熱シワの発生が抑制されつつ、印刷後の巻き取りが容易なものとなるという効果を奏するものとなる。
【発明を実施するための最良の形態】
【0013】
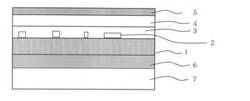
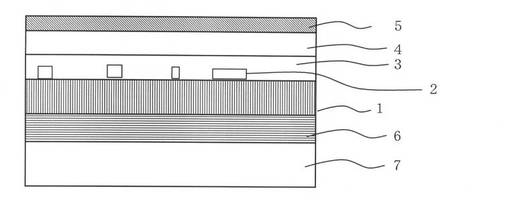
以下、本発明を図面に基づき詳細に説明する。図1に本発明の床用化粧シートの一実施例の断面の構造を示す。着色熱可塑性樹脂層1、絵柄模様層2、透明熱可塑性樹脂層3からなり、適宜接着剤層4と表面保護層5とを設けてなる。このようにして得た化粧シートは、接着層6を介して木質系床材7などへ接着されて化粧材とすることができる床用化粧シートとして用いられる。
【0014】
本発明における着色熱可塑性樹脂層1にはPBTを主剤とする樹脂が用いられ、この樹脂によるシート状のものが用いられる。このPBTを主剤とする樹脂に、また、前記PBTへ共重合ポリエステル樹脂を5重量部から15重量部に添加することにより印刷適正がよくなり、またフラットな形状以外へ積層するときの追従性が良くなる効果がある。この共重合ポリエステル樹脂が5重量部を下回ると印刷時のインキの着肉が悪くなる。また、共重合ポリエステル樹脂が15重量部を上回ると合板の日本農林規格の一類浸漬試験が不合格となる。
本発明における共重合ポリエステルとしては、1,4−シクロヘキサンジメタノール共重合ポリエチレンテレフタレート樹脂である通称PET−G樹脂が好適に用いられるが、特にこれに限定されるものではなく、ポリエチレンテレフタレートに少量のエチレンテレフタレート以外のエステル単位を含むものが適宜使用可能である。
【0015】
更に、前記PBTへエラストマーを添加することにより、化粧シート製造時に容易に巻き取ることができるのでロール−ツー−ロール(roll to roll)での生産が容易なものとなるという効果を奏する。このエラストマーが0.2重量部を下回ると下台層の着色PBT層と上台の透明熱可塑性樹脂層の剥離を生じやすくなる。また、エラストマーが0.5重量部を上回ると印刷時のシートの伸び縮みが生じやすくなり、多色印刷時の柄の見当が合わせにくくなる。
本発明におけるエラストマーとしては、ポリカプロラクトンが好適に用いられるが、特にこれに限定されるものではなく、ポリブチレンアジペートのような脂肪族ポリエステルなども適宜使用可能である。
【0016】
更に、顔料などの着色剤を添加することで着色熱可塑性樹脂層とするが、着色剤のほかにも適宜無機フィラー、滑剤、熱可塑性エラストマー、相溶化剤などを添加しても良い。
【0017】
着色熱可塑性樹脂層1の厚みは、後述する透明熱可塑性樹脂層3と合わせて床用化粧シートとした際の表面の各種耐性と、木質系床材7に貼りあわせる前の化粧シートとしての巻き取り適性を考慮すると、50〜200μmが望ましい。50μm未満だと印刷時に熱シワ等が出やすいものとなり、200μmより厚いと、印刷時等に巻き取り難くなる。
【0018】
本発明における絵柄模様層2は所望の絵柄の意匠を付与するために設けられるものである。絵柄模様層2のなす絵柄の種類は特に限定されず、例えば木目柄、石目柄、布目柄、砂目柄、抽象柄、幾何学図形、文字又は記号、或いはそれらの組み合わせ等、所望により任意である。
【0019】
絵柄模様層2は印刷インキ等の印刷により設けることが可能である。印刷インキ等の種類は特に限定されず、従来係る化粧シートに使用されている任意の印刷インキを使用することができる。具体的には、例えばブチラール系、アクリル系、ウレタン系、ポリエステル系、エポキシ系、アルキド系、ポリアミド系等のバインダー樹脂に、有機又は無機の染料又は顔料や、必要に応じて体質顔料、充填剤、粘着付与剤、分散剤、消泡剤、安定剤その他の添加剤を適宜添加し、適当な希釈溶剤で所望の粘度に調整したものが使用可能である。
【0020】
接着剤層4は、絵柄模様層2を設けた着色熱可塑性樹脂層1と後述する透明熱可塑性樹脂層3とを接着するために適宜設ける。接着剤層4に使用する接着剤としては、前記目的を達成できるものであれば特に限定するものではないが、2液ウレタン樹脂接着剤等が使用可能である。塗布量としては乾燥後の塗布量が、1〜10g/m2程度が望ましい。
【0021】
本発明における透明熱可塑性樹脂層3としては、ポリオレフィン系樹脂を主剤とするものであり、用いるポリオレフィン系樹脂としては、ポリプロピレン樹脂、ポリエチレン樹脂などを主剤として1種あるいは複数種の樹脂を主剤とする単層あるいは複数の層からなるものが適用可能である。その厚みとしては、前記着色熱可塑性樹脂層1と併せて床用化粧シートとした際の表面の各種耐性と、木質系床材7に貼りあわせる前の化粧シートとしての巻き取り適性を考慮すると、70〜150μmが望ましい。また、透明樹脂熱可塑性樹脂層6には、表面に木目の導管などの凹部(図字せず)を施しても良い。
【0022】
適宜設ける表面保護層5としては、本発明の床用化粧シートの表面耐性を向上させるためのものである。表面保護層5に用いる樹脂としては、紫外線硬化型樹脂や2液ウレタン系樹脂が好適に用いられ、これらに公知の紫外線吸収剤、光安定剤、ガラスビーズなどを適宜添加して良い。
【0023】
表面保護層5を設ける方法としては、特に制限はなく、例えばグラビアコート法、ロールコーター法などの従来公知の任意のコーティング法が適宜適用できる。また、前記の樹脂等を、透明熱可塑性樹脂層3上に乾燥後の塗布量として6〜15g/m2となる程度に塗布するのが好適であるが、特にこれらの樹脂や塗布量に限定されるものではなく、耐衝撃性試験、耐キャスター性試験の復元性を考慮にいれて、表面硬度を適宜調節することが望ましい。
【0024】
その他、本発明の化粧シートには、適宜、その表面にエンボスロールによるエンボス加工など、凹凸模様(図示せず)を付与しても良い。またその凹部に着色樹脂を充填するワイピング処理などを行っても良い。
【0025】
本発明の床用化粧シートを貼り合せる木質系床材7としては、特に限定するものではないが、南洋材合板、針葉樹合板、パーティクルボード、中密度繊維板(MDF)、日本農林規格に規定される普通合板が使用可能である。また、木紛添加オレフィン系樹脂からなる基材も使用可能である。厚みは3〜25mm程度が好適である。
【0026】
接着層6は木質系床材7と着色熱可塑性樹脂層1を接着するために適宜設ける。接着層6に使用する接着剤としては、前記木質系床材7にて用いた構成材料と後述する着色熱可塑性樹脂層1に用いるPBTを主剤とした樹脂とを接着可能とするものであれば特に限定するものではないが、公知の2液のウレタン変性ビニル樹脂からなる水性接着剤や1液酢酸ビニル樹脂エマルジョン系接着剤、湿気硬化型ウレタン樹脂系ホットメルト接着剤等が使用可能である。また熱可塑性樹脂ホットメルト接着剤も使用可能である。
接着層6は木質系床材7の表面に接着剤を塗布することで設けることが可能であるが、床用化粧シートの着色熱可塑性樹脂層1側に塗布して設けても良いし、両方に設けてから貼り合わせることで設けるものとしても良い。塗布量は、乾燥後の重さが3〜20g/m2程度が接着性の観点から好適である。
【実施例1】
【0027】
着色熱可塑性樹脂層1として、厚さ150μmの着色PBTフィルム(PBT100重量部、共重合ポリエステル樹脂(米国イーストマンケミカル社製「PET−G」)10重量部、エラストマー(ポリカプロラクトン)0.3重量部)を用い、この片面に絵柄模様層2として、2液硬化型ウレタン樹脂系グラビアインキ(東洋インキ製造(株)製:「ラミスター」)で木目柄をグラビア印刷機により印刷した。
【0028】
その後、前記絵柄模様層2上に接着剤層4としてポリエステルポリオールを主剤としイソホロンジイソシアネートを硬化剤とする2液ウレタン樹脂系接着剤を用い、乾燥後の塗布量が2g/m2になるように塗工し、その上に透明熱可塑性樹脂層3として、透明ポリプロピレン樹脂と接着性樹脂(マレイン酸変性ポリプロピレン樹脂)とを、透明ポリプロピレン樹脂の厚みが80μm、接着性樹脂の厚みが20μmとなり、接着性樹脂が絵柄模様層2側になるように共押出ラミネートした。
【0029】
前記透明熱可塑性樹脂層3の表面上に、乾燥後の厚みが1g/m2となるように2液ウレタン樹脂からなるリコート層を設け、その表面に表面保護層5として、ウレタンアクリレート(ダイセル・ユーシービ(株)製「Ebecryl 4858」)100部とペンタエリスリトールテトラアクリレート(ダイセル・ユーシービ(株)製「PETA−K」)20部、ベンゾフェノン系光開始剤(ダイセル・ユーシービ(株)製「Ebecryl BZO」)0.5部、ベンゾトリアゾール系紫外線吸収剤0.5部、ヒンダードアミン系光安定剤0.5部、ガラスビーズ2部を添加した紫外線硬化型樹脂を用い、これを厚さ5μmとなるように塗布し、メタルハライドランプによる紫外線照射により硬化させ、床用化粧シートを得た。
【0030】
以上の工程を全て1ライン上で行ったが、ロールから巻き出し、ロールに巻き取る工程を問題なく行うことができた。
【0031】
木質系床材7として厚み12mmのラワン合板を用い、この表面に接着剤層2として2液水性エマルジョン接着剤(中央理化工業(株)製「リカボンド」(「BA−10L」と「BA−11B」を100重量部:5重量部で混合)を用い、これをウエット状態で100g/m2に塗工したあと、ラミネータにて前記化粧シートの着色熱可塑性樹脂層1側を貼り合わせ、12時間養生し、本発明の床用化粧シートを用いた化粧材を得た。
【0032】
<比較例1>
前記着色熱可塑性樹脂層1のエラストマーの重量部数を0重量部にした以外は実施例1と同様にして床用化粧シートを得た。
【0033】
<比較例2>
前記着色熱可塑性樹脂層1の共重合ポリエステル樹脂の重量部数を20重量部にした以外は実施例1と同様にして床用化粧シートを得、床用化粧材を得た。
【0034】
<比較例3>
前記着色熱可塑性樹脂層1のエラストマーの重量部数を0.6重量部にした以外は実施例1と同様にして床用化粧シートを得、床用化粧材を得た。
【0035】
<比較例4>
前記着色熱可塑性樹脂層1の共重合ポリエステル樹脂の重量部数を1重量部にした以外は実施例1と同様にして床用化粧シートを得、床用化粧材を得た。
【0036】
<比較例5>
前記着色熱可塑性樹脂層1の厚みを250μmにした以外は実施例1と同様にして床用化粧シートを得、床用化粧材を得た。
【0037】
<比較例6>
前記着色熱可塑性樹脂層1の厚みを25μmにした以外は実施例1と同様にして床用化粧シートを得、床用化粧材を得た。
【0038】
<耐キャスター性試験>
実施例1、比較例1〜6で得られた床用化粧材上で、ポリカーボネート製のダブルキャスター(直径40mm、1輪の幅9mm、2輪間の幅18mm)に25kgの重りで荷重をかけ(約245N)、1万回(1ストローク20cm以上、5千往復)、キャスターを速度20cm/秒で動かした。その後の痕について観察した。
【0039】
<耐衝撃性試験>
実施例1、比較例1〜6で得られた化粧材に対し、本来は塗膜の評価法であるデュポン式落球試験(JIS K5400)に準拠して試験を行った。ただし、評価方法としては、高さ300mmから重りを落下させて、床材の凹み量の測定および表面の観察を行った。
【0040】
<巻き取り適性試験>
本発明の床化粧シートの下台着色PBTシートへの印刷時、上台としての透明熱可塑性樹脂層との積層時の目視評価を行なった。
【0041】
<表面状態試験>
本発明の床化粧シートの外観観察を行なった。
【0042】
<JAS一類浸漬試験>
合板の日本農林規格に順じて試験を行なった。
【0043】
<層間密着性試験>
JAS一類浸漬試験後の層間密着を観察した。
【0044】
<印適試験>
本発明の床化粧シートの着色熱可塑性樹脂層1への印刷時に、インキの着肉を観察した。以上の結果を表1に示す。
【0045】
【表1】

【産業上の利用可能性】
【0046】
本発明の床用化粧シートは、住宅、店舗、事務所、体育館などに用いられ、耐衝撃性、耐キャスター性、寸法安定性、化粧シートの巻き取り適性、凹みなどの表面強度に優れた床用化粧シートとして使用可能である。
【図面の簡単な説明】
【0047】
【図1】本発明の床用化粧シートの一実施例の断面の構造を示す説明図である。
【符号の説明】
【0048】
1…着色熱可塑性樹脂層
2…絵柄模様層
3…透明熱可塑性樹脂層
4…接着剤層
5…表面保護層
6…接着層
7…木質系床材
【技術分野】
【0001】
本発明は、住宅、店舗、事務所、体育館などの木質系床材の表面に貼り合わせて用いる床用化粧シートに関する。特には木質系床材に貼り合わせて用い、耐傷性、耐キャスター性、立体的な塗装の厚み感、耐衝撃性、寸法安定性、表面強度などに優れ、基材に貼り合わせる前のシートの巻き取り適性に優れた床用化粧シートに関する。
【背景技術】
【0002】
木質系床材からなる板貼り用の床材としては、合板に突き板を貼り、木工機械にて溝加工して、溝部を着色した後紫外線硬化型塗料を塗布し硬化させたものが知られている。しかしながら、突き板が天然木のため、色がばらつき、壁や天井、家具との色調の調和が困難であった。
【0003】
また、木質系床材の表面に凹状溝を設け、表面に導管着色用合成樹脂塗料を塗布し、凹状溝以外の塗料を除去した後、木目柄の導管凹部を形成し、凹状溝以外の木質系床材表面に透明合成樹脂塗料を塗布する方法が知られている。しかしながら、木質系床材と合成樹脂塗料からなる構成のため、キャスター付き椅子による傷付き耐性いわゆる耐キャスター性を出すことが困難であった。また、一度凹みが出来ると復元しにくいといった問題があった。
【0004】
また、木質系床材上に、着色熱可塑性樹脂、絵柄模様、透明熱可塑性樹脂をこの順に設けた化粧シートを、着色熱可塑性樹脂側を貼り合わせる床用化粧シートを用いる方法も知られている。
前記熱可塑性樹脂としては、従来、柔軟で加工しやすく、しかも安値なポリ塩化ビニル系樹脂が多用されていた。しかしながらポリ塩化ビニル樹脂は燃焼の際に塩化水素やダイオキシン等の毒性物質を発生するので、火災時の問題や使用後の焼却処分による環境問題等が指摘され、特に内装材としての使用が問題視されるようになってきており、ポリ塩化ビニル樹脂性のものと同等の性能を有する樹脂の使用が望まれていた。
【0005】
このような問題点に対しては、既に、ポリエステル系樹脂、特には非晶質のポリエチレンテレフタレートなどが好適に用いられるようになってきた。しかし、化粧シートとしてのクッション性、表面耐性などを考慮すると、ある程度の厚みが必要なものとなっていた。
【0006】
しかしながら、化粧シートが厚すぎると、ウエーブ状(巻き状態)で巻き取りにくく、木質系床材との連続ラミネート時にライン上でシートカットが困難なものとなる。よって生産性が上がらないため、熱可塑性樹脂化粧シートと木質系床材とをラミネートする際には、予め木質系床材と同等の大きさにカットした化粧シートを準備して、枚葉方式で、1枚1枚積層するなどの方法をとらなければならなかった
【0007】
全体の厚みを抑えた上で着色熱可塑性樹脂をポリエステル系樹脂とし、透明熱可塑性樹脂をさらに硬いアクリル系樹脂とすることも考えられたが、硬すぎて脆くなり、また必要とする厚みの範囲で十分薄くしても硬いため、化粧シートとして巻き取りが困難なものとなるという問題点があった。
【特許文献1】特開2002−337291号公報
【特許文献2】特開2002−059512号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明はこのような問題点を解決するためになされたものであり、その課題とするところは、立体的な塗装の厚み感があり、凹みなどが付き難く、化粧シートの巻き取り適性に優れ、かつ色調の調整が容易であり、かつ耐傷性、耐キャスター性、耐衝撃性などもあり、容易に製造可能で加工適性も優れた床用化粧シートを提供することにある。
【課題を解決するための手段】
【0009】
本発明はこの課題を解決したものであり即ち請求項1記載の発明は、着色熱可塑性樹脂層の上に絵柄模様層と透明熱可塑性樹脂層を少なくともこの順に設けてなる化粧シートにおいて、前記着色熱可塑性樹脂がポリブチレンテレフタレート樹脂を主剤としてなり、ポリブチレンテレフタレート樹脂100重量部に対して、共重合ポリエステル樹脂を5〜15重量部、エラストマー樹脂を0.2〜0.5重量部添加してなるものからなることを特徴とする床用化粧シートである。
【0010】
また、請求項2記載の発明は前記着色熱可塑性樹脂層の厚みが70〜160μmであることを特徴とする請求項1記載の床用化粧シートである。
【発明の効果】
【0011】
本発明はその請求項1に記載の発明により、ポリブチレンテレフタレート樹脂(以下PBTとする。)を主剤とする着色熱可塑性樹脂に共重合ポリエステル樹脂を好適な範囲で添加することで印刷適性が好適なものとなり、またさらにエラストマー樹脂を好適な範囲で添加することによりフラットな形状以外へ積層するときの追従性が良くなるという効果を奏する。また、化粧シート製造時に容易に巻き取ることができるようになり、ロール−ツー−ロール(roll to roll)での生産が容易なものとなるという効果を奏する。
【0012】
また、その請求項2に記載の発明により、前記透明熱可塑性樹脂層の厚みを限定した範囲のものとすることにより、熱シワの発生が抑制されつつ、印刷後の巻き取りが容易なものとなるという効果を奏するものとなる。
【発明を実施するための最良の形態】
【0013】
以下、本発明を図面に基づき詳細に説明する。図1に本発明の床用化粧シートの一実施例の断面の構造を示す。着色熱可塑性樹脂層1、絵柄模様層2、透明熱可塑性樹脂層3からなり、適宜接着剤層4と表面保護層5とを設けてなる。このようにして得た化粧シートは、接着層6を介して木質系床材7などへ接着されて化粧材とすることができる床用化粧シートとして用いられる。
【0014】
本発明における着色熱可塑性樹脂層1にはPBTを主剤とする樹脂が用いられ、この樹脂によるシート状のものが用いられる。このPBTを主剤とする樹脂に、また、前記PBTへ共重合ポリエステル樹脂を5重量部から15重量部に添加することにより印刷適正がよくなり、またフラットな形状以外へ積層するときの追従性が良くなる効果がある。この共重合ポリエステル樹脂が5重量部を下回ると印刷時のインキの着肉が悪くなる。また、共重合ポリエステル樹脂が15重量部を上回ると合板の日本農林規格の一類浸漬試験が不合格となる。
本発明における共重合ポリエステルとしては、1,4−シクロヘキサンジメタノール共重合ポリエチレンテレフタレート樹脂である通称PET−G樹脂が好適に用いられるが、特にこれに限定されるものではなく、ポリエチレンテレフタレートに少量のエチレンテレフタレート以外のエステル単位を含むものが適宜使用可能である。
【0015】
更に、前記PBTへエラストマーを添加することにより、化粧シート製造時に容易に巻き取ることができるのでロール−ツー−ロール(roll to roll)での生産が容易なものとなるという効果を奏する。このエラストマーが0.2重量部を下回ると下台層の着色PBT層と上台の透明熱可塑性樹脂層の剥離を生じやすくなる。また、エラストマーが0.5重量部を上回ると印刷時のシートの伸び縮みが生じやすくなり、多色印刷時の柄の見当が合わせにくくなる。
本発明におけるエラストマーとしては、ポリカプロラクトンが好適に用いられるが、特にこれに限定されるものではなく、ポリブチレンアジペートのような脂肪族ポリエステルなども適宜使用可能である。
【0016】
更に、顔料などの着色剤を添加することで着色熱可塑性樹脂層とするが、着色剤のほかにも適宜無機フィラー、滑剤、熱可塑性エラストマー、相溶化剤などを添加しても良い。
【0017】
着色熱可塑性樹脂層1の厚みは、後述する透明熱可塑性樹脂層3と合わせて床用化粧シートとした際の表面の各種耐性と、木質系床材7に貼りあわせる前の化粧シートとしての巻き取り適性を考慮すると、50〜200μmが望ましい。50μm未満だと印刷時に熱シワ等が出やすいものとなり、200μmより厚いと、印刷時等に巻き取り難くなる。
【0018】
本発明における絵柄模様層2は所望の絵柄の意匠を付与するために設けられるものである。絵柄模様層2のなす絵柄の種類は特に限定されず、例えば木目柄、石目柄、布目柄、砂目柄、抽象柄、幾何学図形、文字又は記号、或いはそれらの組み合わせ等、所望により任意である。
【0019】
絵柄模様層2は印刷インキ等の印刷により設けることが可能である。印刷インキ等の種類は特に限定されず、従来係る化粧シートに使用されている任意の印刷インキを使用することができる。具体的には、例えばブチラール系、アクリル系、ウレタン系、ポリエステル系、エポキシ系、アルキド系、ポリアミド系等のバインダー樹脂に、有機又は無機の染料又は顔料や、必要に応じて体質顔料、充填剤、粘着付与剤、分散剤、消泡剤、安定剤その他の添加剤を適宜添加し、適当な希釈溶剤で所望の粘度に調整したものが使用可能である。
【0020】
接着剤層4は、絵柄模様層2を設けた着色熱可塑性樹脂層1と後述する透明熱可塑性樹脂層3とを接着するために適宜設ける。接着剤層4に使用する接着剤としては、前記目的を達成できるものであれば特に限定するものではないが、2液ウレタン樹脂接着剤等が使用可能である。塗布量としては乾燥後の塗布量が、1〜10g/m2程度が望ましい。
【0021】
本発明における透明熱可塑性樹脂層3としては、ポリオレフィン系樹脂を主剤とするものであり、用いるポリオレフィン系樹脂としては、ポリプロピレン樹脂、ポリエチレン樹脂などを主剤として1種あるいは複数種の樹脂を主剤とする単層あるいは複数の層からなるものが適用可能である。その厚みとしては、前記着色熱可塑性樹脂層1と併せて床用化粧シートとした際の表面の各種耐性と、木質系床材7に貼りあわせる前の化粧シートとしての巻き取り適性を考慮すると、70〜150μmが望ましい。また、透明樹脂熱可塑性樹脂層6には、表面に木目の導管などの凹部(図字せず)を施しても良い。
【0022】
適宜設ける表面保護層5としては、本発明の床用化粧シートの表面耐性を向上させるためのものである。表面保護層5に用いる樹脂としては、紫外線硬化型樹脂や2液ウレタン系樹脂が好適に用いられ、これらに公知の紫外線吸収剤、光安定剤、ガラスビーズなどを適宜添加して良い。
【0023】
表面保護層5を設ける方法としては、特に制限はなく、例えばグラビアコート法、ロールコーター法などの従来公知の任意のコーティング法が適宜適用できる。また、前記の樹脂等を、透明熱可塑性樹脂層3上に乾燥後の塗布量として6〜15g/m2となる程度に塗布するのが好適であるが、特にこれらの樹脂や塗布量に限定されるものではなく、耐衝撃性試験、耐キャスター性試験の復元性を考慮にいれて、表面硬度を適宜調節することが望ましい。
【0024】
その他、本発明の化粧シートには、適宜、その表面にエンボスロールによるエンボス加工など、凹凸模様(図示せず)を付与しても良い。またその凹部に着色樹脂を充填するワイピング処理などを行っても良い。
【0025】
本発明の床用化粧シートを貼り合せる木質系床材7としては、特に限定するものではないが、南洋材合板、針葉樹合板、パーティクルボード、中密度繊維板(MDF)、日本農林規格に規定される普通合板が使用可能である。また、木紛添加オレフィン系樹脂からなる基材も使用可能である。厚みは3〜25mm程度が好適である。
【0026】
接着層6は木質系床材7と着色熱可塑性樹脂層1を接着するために適宜設ける。接着層6に使用する接着剤としては、前記木質系床材7にて用いた構成材料と後述する着色熱可塑性樹脂層1に用いるPBTを主剤とした樹脂とを接着可能とするものであれば特に限定するものではないが、公知の2液のウレタン変性ビニル樹脂からなる水性接着剤や1液酢酸ビニル樹脂エマルジョン系接着剤、湿気硬化型ウレタン樹脂系ホットメルト接着剤等が使用可能である。また熱可塑性樹脂ホットメルト接着剤も使用可能である。
接着層6は木質系床材7の表面に接着剤を塗布することで設けることが可能であるが、床用化粧シートの着色熱可塑性樹脂層1側に塗布して設けても良いし、両方に設けてから貼り合わせることで設けるものとしても良い。塗布量は、乾燥後の重さが3〜20g/m2程度が接着性の観点から好適である。
【実施例1】
【0027】
着色熱可塑性樹脂層1として、厚さ150μmの着色PBTフィルム(PBT100重量部、共重合ポリエステル樹脂(米国イーストマンケミカル社製「PET−G」)10重量部、エラストマー(ポリカプロラクトン)0.3重量部)を用い、この片面に絵柄模様層2として、2液硬化型ウレタン樹脂系グラビアインキ(東洋インキ製造(株)製:「ラミスター」)で木目柄をグラビア印刷機により印刷した。
【0028】
その後、前記絵柄模様層2上に接着剤層4としてポリエステルポリオールを主剤としイソホロンジイソシアネートを硬化剤とする2液ウレタン樹脂系接着剤を用い、乾燥後の塗布量が2g/m2になるように塗工し、その上に透明熱可塑性樹脂層3として、透明ポリプロピレン樹脂と接着性樹脂(マレイン酸変性ポリプロピレン樹脂)とを、透明ポリプロピレン樹脂の厚みが80μm、接着性樹脂の厚みが20μmとなり、接着性樹脂が絵柄模様層2側になるように共押出ラミネートした。
【0029】
前記透明熱可塑性樹脂層3の表面上に、乾燥後の厚みが1g/m2となるように2液ウレタン樹脂からなるリコート層を設け、その表面に表面保護層5として、ウレタンアクリレート(ダイセル・ユーシービ(株)製「Ebecryl 4858」)100部とペンタエリスリトールテトラアクリレート(ダイセル・ユーシービ(株)製「PETA−K」)20部、ベンゾフェノン系光開始剤(ダイセル・ユーシービ(株)製「Ebecryl BZO」)0.5部、ベンゾトリアゾール系紫外線吸収剤0.5部、ヒンダードアミン系光安定剤0.5部、ガラスビーズ2部を添加した紫外線硬化型樹脂を用い、これを厚さ5μmとなるように塗布し、メタルハライドランプによる紫外線照射により硬化させ、床用化粧シートを得た。
【0030】
以上の工程を全て1ライン上で行ったが、ロールから巻き出し、ロールに巻き取る工程を問題なく行うことができた。
【0031】
木質系床材7として厚み12mmのラワン合板を用い、この表面に接着剤層2として2液水性エマルジョン接着剤(中央理化工業(株)製「リカボンド」(「BA−10L」と「BA−11B」を100重量部:5重量部で混合)を用い、これをウエット状態で100g/m2に塗工したあと、ラミネータにて前記化粧シートの着色熱可塑性樹脂層1側を貼り合わせ、12時間養生し、本発明の床用化粧シートを用いた化粧材を得た。
【0032】
<比較例1>
前記着色熱可塑性樹脂層1のエラストマーの重量部数を0重量部にした以外は実施例1と同様にして床用化粧シートを得た。
【0033】
<比較例2>
前記着色熱可塑性樹脂層1の共重合ポリエステル樹脂の重量部数を20重量部にした以外は実施例1と同様にして床用化粧シートを得、床用化粧材を得た。
【0034】
<比較例3>
前記着色熱可塑性樹脂層1のエラストマーの重量部数を0.6重量部にした以外は実施例1と同様にして床用化粧シートを得、床用化粧材を得た。
【0035】
<比較例4>
前記着色熱可塑性樹脂層1の共重合ポリエステル樹脂の重量部数を1重量部にした以外は実施例1と同様にして床用化粧シートを得、床用化粧材を得た。
【0036】
<比較例5>
前記着色熱可塑性樹脂層1の厚みを250μmにした以外は実施例1と同様にして床用化粧シートを得、床用化粧材を得た。
【0037】
<比較例6>
前記着色熱可塑性樹脂層1の厚みを25μmにした以外は実施例1と同様にして床用化粧シートを得、床用化粧材を得た。
【0038】
<耐キャスター性試験>
実施例1、比較例1〜6で得られた床用化粧材上で、ポリカーボネート製のダブルキャスター(直径40mm、1輪の幅9mm、2輪間の幅18mm)に25kgの重りで荷重をかけ(約245N)、1万回(1ストローク20cm以上、5千往復)、キャスターを速度20cm/秒で動かした。その後の痕について観察した。
【0039】
<耐衝撃性試験>
実施例1、比較例1〜6で得られた化粧材に対し、本来は塗膜の評価法であるデュポン式落球試験(JIS K5400)に準拠して試験を行った。ただし、評価方法としては、高さ300mmから重りを落下させて、床材の凹み量の測定および表面の観察を行った。
【0040】
<巻き取り適性試験>
本発明の床化粧シートの下台着色PBTシートへの印刷時、上台としての透明熱可塑性樹脂層との積層時の目視評価を行なった。
【0041】
<表面状態試験>
本発明の床化粧シートの外観観察を行なった。
【0042】
<JAS一類浸漬試験>
合板の日本農林規格に順じて試験を行なった。
【0043】
<層間密着性試験>
JAS一類浸漬試験後の層間密着を観察した。
【0044】
<印適試験>
本発明の床化粧シートの着色熱可塑性樹脂層1への印刷時に、インキの着肉を観察した。以上の結果を表1に示す。
【0045】
【表1】
【産業上の利用可能性】
【0046】
本発明の床用化粧シートは、住宅、店舗、事務所、体育館などに用いられ、耐衝撃性、耐キャスター性、寸法安定性、化粧シートの巻き取り適性、凹みなどの表面強度に優れた床用化粧シートとして使用可能である。
【図面の簡単な説明】
【0047】
【図1】本発明の床用化粧シートの一実施例の断面の構造を示す説明図である。
【符号の説明】
【0048】
1…着色熱可塑性樹脂層
2…絵柄模様層
3…透明熱可塑性樹脂層
4…接着剤層
5…表面保護層
6…接着層
7…木質系床材
【特許請求の範囲】
【請求項1】
着色熱可塑性樹脂層の上に絵柄模様層と透明熱可塑性樹脂層を少なくともこの順に設けてなる化粧シートにおいて、前記着色熱可塑性樹脂がポリブチレンテレフタレート樹脂を主剤としてなり、ポリブチレンテレフタレート樹脂100重量部に対して、共重合ポリエステル樹脂を5〜15重量部、エラストマー樹脂を0.2〜0.5重量部添加してなるものであることを特徴とする床用化粧シート。
【請求項2】
前記着色熱可塑性樹脂層の厚みが50〜200μmであることを特徴とする請求項1記載の床用化粧シート。
【請求項1】
着色熱可塑性樹脂層の上に絵柄模様層と透明熱可塑性樹脂層を少なくともこの順に設けてなる化粧シートにおいて、前記着色熱可塑性樹脂がポリブチレンテレフタレート樹脂を主剤としてなり、ポリブチレンテレフタレート樹脂100重量部に対して、共重合ポリエステル樹脂を5〜15重量部、エラストマー樹脂を0.2〜0.5重量部添加してなるものであることを特徴とする床用化粧シート。
【請求項2】
前記着色熱可塑性樹脂層の厚みが50〜200μmであることを特徴とする請求項1記載の床用化粧シート。
【図1】

【公開番号】特開2009−299342(P2009−299342A)
【公開日】平成21年12月24日(2009.12.24)
【国際特許分類】
【出願番号】特願2008−154754(P2008−154754)
【出願日】平成20年6月13日(2008.6.13)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
【公開日】平成21年12月24日(2009.12.24)
【国際特許分類】
【出願日】平成20年6月13日(2008.6.13)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
[ Back to top ]