
床用化粧部材

【課題】トイレ、洗面、キッチン等の水廻りに使用しても表面及び小口からの吸水がなく、腐れ、カビの発生しにくい床用化粧部材を提供すること。
【解決手段】樹脂系基材の表面に化粧シートを貼り合わせ、床面に敷設して用いる床用化粧部材において、床用化粧部材が1枚で施工箇所の床面全面に敷設可能であり、前記樹脂系基材は1〜15倍の発泡倍率にて発泡しかつ無機系充填剤を30〜70重量%含有する熱可塑性樹脂からなり、前記樹脂系基材の裏面に前記樹脂系基材を貫通しない一方向に平行な複数の溝を設けてなることで前記床用化粧部材の表面側を内側として前記溝と垂直方向に歪曲可能とすることを特徴とする。
【解決手段】樹脂系基材の表面に化粧シートを貼り合わせ、床面に敷設して用いる床用化粧部材において、床用化粧部材が1枚で施工箇所の床面全面に敷設可能であり、前記樹脂系基材は1〜15倍の発泡倍率にて発泡しかつ無機系充填剤を30〜70重量%含有する熱可塑性樹脂からなり、前記樹脂系基材の裏面に前記樹脂系基材を貫通しない一方向に平行な複数の溝を設けてなることで前記床用化粧部材の表面側を内側として前記溝と垂直方向に歪曲可能とすることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、屋内床面に敷設して用いる床用化粧部材に関するものであって、特には洗面所、トイレ、キッチン廻りなど耐水性が求められる箇所へ施工する床用化粧部材に関する。
【背景技術】
【0002】
近年の屋内床面、とりわけリビングや居室にはフローリング材が多く用いられている。フローリング材には、合板、MDF、樹脂板などに塗装したものや、化粧シートをラミネートしたものなどが知られている。近年の内装に関する消費者の意識の高まりやキッチンと一体化したダイニングの登場により、水廻りにもフローリングが要求される傾向にある。この為、フローリングにも耐水性が要求されるようになり、合板の上に樹脂系の化粧シートを貼着し、矩形板状の複数枚の化粧部材を床面に敷設してなる床用化粧部材が実用化されている。
【0003】
このような床用化粧部材は通常のフローリングと比べて表面や木口からの吸水によるフクレ、シミは発生しにくい。しかしながら、意匠的な要求から表面に溝を設けたり、複雑な床面に敷設するために複数の化粧部材を嵌合するための嵌合箇所を設けたりするなどの必要がある。その為その部分で合板が表出するため、そのところからの吸水による腐れ、カビの発生等の不具合が発生することが多く、耐水性は十分とは言えなかった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−193539
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明はこのような問題点を解決するためになされたものであり、すなわちその課題とするところは、トイレ、洗面、キッチン等の水廻りに使用しても表面及び小口からの吸水がなく、腐れ、カビの発生しにくい床用化粧部材を提供することにある。
【課題を解決するための手段】
【0006】
本発明はこの課題を解決したものであり、すなわちその請求項1記載の発明は、樹脂系基材の表面に化粧シートを貼り合わせ、床面に敷設して用いる床用化粧部材において、前記床用化粧部材が1枚で施工箇所の床面全面に敷設可能であり、前記樹脂系基材は1〜15倍の発泡倍率にて発泡しかつ無機系充填剤を30〜70重量%含有する熱可塑性樹脂からなり、前記樹脂系基材の裏面に前記樹脂系基材を貫通しない一方向に平行な複数の溝を設けてなることで前記床用化粧部材の表面側を内側として前記溝と垂直方向に歪曲可能とすることを特徴とする床用化粧部材である。
【0007】
またその請求項2記載の発明は、前記化粧シートの表面側に、前記樹脂系基材を貫通しない、前記樹脂系基材の裏面に設けた溝と平行な方向に、複数の溝を設けてなることを特徴とする床用化粧部材である。
【発明の効果】
【0008】
本発明の床用化粧部材はその請求項1記載の発明により、1枚の床用化粧部材を嵌合部分を設けずに施工箇所の床面全面に敷設可能であり、かつ前記樹脂系基材の構成材料を用いることから十分な耐水性を有するものとなり、かつ床用化粧部材の表面側を内側として歪曲可能とすることから、狭く入り組んだトイレなどにも容易に施工可能になるという作用効果を奏する。
【0009】
本発明はその請求項2記載の発明により、表面に前記樹脂系基材を貫通しない溝を設けることで、フローリングのような意匠性を有しつつ耐水性を確保したものとなり、かつ床用化粧部材の表面側を内側としての歪曲をさらに容易に可能とするという作用効果を奏する。
【図面の簡単な説明】
【0010】
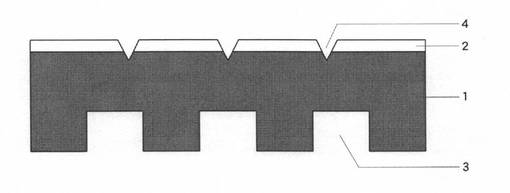
【図1】本発明の床用化粧部材の一実施例の断面の構造を示す説明図である。
【発明を実施するための形態】
【0011】
以下、本発明を図面に基づき詳細に説明する。図1に本発明の床用化粧部材の一実施例の断面の構造を示す。樹脂系基材1に化粧シート2を貼り合わせ、裏面に溝3を設けてなり、表面側に適宜溝4を設けてなる。
【0012】
本発明における樹脂系基材1としては、製造加工の容易な点から熱可塑性樹脂からなるものが用いられる。具体的には例えばポリエチレン、ポリプロピレン、ポリブテン、ポリメチルペンテン、オレフィン系熱可塑性エラストマー等のポリオレフィン樹脂、エチレン−酢酸ビニル共重合体、エチレン−ビニルアルコール共重合体、エチレン−(メタ)アクリル酸(エステル)共重合体、エチレン−(メタ)アクリル酸共重合体金属中和物(いわゆるアイオノマー樹脂)等のオレフィン系共重合体樹脂、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリ酢酸ビニル、ポリビニルアルコール等のポリビニル系樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリテトラメチレンテレフタレート、ポリエチレンイソフタレート、ポリエチレンナフタレート、ポリアリレート、ポリカーボネート等のポリエステル系樹脂、ポリメタクリル酸メチル、ポリメタクリル酸エチル、ポリメタクリル酸ブチル、ポリアクリル酸メチル、ポリアクリル酸エチル、ポリアクリル酸ブチル、ポリアクリロニトリル、ポリメタクリロニトリル等のアクリル系樹脂、ポリスチレン、AS樹脂、ABS樹脂等のスチレン系樹脂、6−ナイロン、6,6−ナイロン等のポリアミド系樹脂、ポリフッ化ビニル、ポリフッ化ビニリデン、ポリテトラフロロエチレン、エチレン−テトラフロロエチレン共重合体、テトラフロロエチレン−パーフロロアルキルビニルエーテル共重合体等のフッ素系樹脂等、或いはそれらの複数種の混合物、共重合体等であっても良い。また、多層押出法等により同種又は異種の熱可塑性樹脂からなる複数層の積層体によって発泡層を構成することもできる。
【0013】
本発明における樹脂系基材1は、1〜15倍の発泡倍率にて発泡してなる。発泡させるために添加される発泡剤の種類には特に制限はなく、従来公知の発泡剤から適宜選択すればよい。具体的には、従来公知の熱可塑性樹脂の発泡法としては、一般的には、熱分解や化学反応によってガスを発生する性質を有する化学物質(化学発泡剤)を利用する化学発泡法と、低沸点の液体又は高圧下で液化した気体(物理発泡剤)が熱の作用により気化する現象を利用する物理発泡法とに分類することができる。前者に用いられる化学発泡剤としては、例えば重炭酸ナトリウム(重曹)、炭酸アンモニウム、重炭酸アンモニウム、亜硝酸アンモニウム、ホウ化水素ナトリウム、軽金属(アルミニウム、マグネシウム等)、アジド化合物(アジ化ナトリウム等)等の無機発泡剤や、アゾ系(アゾジカルボンアミド、アゾビスイソブチロニトリル等)、ニトロソ系(ジニトロソペンタメチレンテトラミン、ジメチルジニトロソテレフタルアミド等)、ヒドラジド系(p,p’−オキシビスベンゼンスルホニルヒドラジド、p−トルエンスルホニルヒドラジド等)等の有機発泡剤などを、それぞれ単独若しくは任意の複数種の組み合わせで使用することができる。また、特に発泡倍率が2倍を超える高発泡化を必要とする場合には、物理発泡法が好適であり、その際、ペンタンヘキサン、ヘプタン等)、クロロフルオロカーボン類(いわゆるフロンガス)等の不活性気体が主に用いられている。また、物理発泡法による発泡押出成形に際しても、発泡体のセル形状を整えるため等の目的で、化学発泡剤を併用することもできる。
【0014】
本発明における樹脂系基材1には、無機系充填剤を30〜70重量%含有してなる。無機系充填剤としては、タルク、炭酸カルシウム、シリカ、酸化チタン、硫酸バリウム、酸化亜鉛、アルミナタルク、クレー、珪酸マグネシウム、チタン酸カリウム、硫酸マグネシウム、水酸化アルミニウム、水酸化マグネシウム、酸化鉄、カーボンブラック、金属粉、炭素繊維、ガラス繊維等が使用可能である。
【0015】
本発明における樹脂系基材1には、その他にも必要に応じて例えば熱安定剤、酸中和剤、紫外線吸収剤、光安定剤、着色剤(染料、顔料等)、充填剤、帯電防止剤、滑剤、造核剤、難燃剤、ブロッキング防止剤、半透明化のための光散乱剤、艶調整剤等の各種添加剤を適宜添加することもできる。これらの添加剤のうち、熱安定剤としてはヒンダードフェノール系、硫黄系、リン系等、酸中和剤としてはステアリン酸金属塩、ハイドロタルサイト等、紫外線吸収剤としてはベンゾトリアゾール系、ベンゾエート系、ベンゾフェノン系、トリアジン系等、光安定剤としてはヒンダードアミン系等、難燃剤としてはハロゲン系、リン系、塩素系等、滑剤としては炭化水素系、脂肪酸系、高級アルコール系、脂肪酸アマイド系、金属石鹸系、エステル系等、造核剤としてはカルボン酸金属塩系、ソルビトール系、リン酸エステル金属塩系等、顔料としては縮合アゾ系、不溶性アゾ系、キナクリドン系、イソインドリノン系、アンスラキノン系、イミダゾロン系、フタロシアニン系、カーボンブラック、酸化チタン、酸化鉄系、コバルトブルー、パール顔料(酸化チタン被覆雲母等)等があり、これらの各種の添加剤を任意の組み合わせで用いることができる。
【0016】
具体例を挙げれば、優れた強度や物理化学的安定性、経済性、成形加工性などの面で、ポリプロピレン系樹脂を主体として構成することが望ましい。ここで用いられるポリプロピレン系樹脂としては、一般のホモポリプロピレン、ランダムポリプロピレン、ブロックポリプロピレン、プロピレン−α−オレフィン共重合体等を主体としつつ、必要に応じてポリブテン、ポリイソプレン、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、エチレン−α−オレフィン共重合体、エチレン−エチルアクリレート共重合体やそれらの酸変性物、アイオノマー樹脂等から選ばれる1種又は2種以上を適宜添加混合した樹脂組成物などを使用することができる。但し、複数種の樹脂を混合して使用する場合には、リサイクル後の物性を確保するために、出来るだけ相溶性の良い樹脂の組合せを選択するか、若しくは相溶化剤を添加しておく等の配慮が求められる。
【0017】
本発明における樹脂系基材1の表面には後述する化粧シート2を貼り合わせてなる。貼り合わせるには適宜表面処理等を施し、接着剤を用いれば良い。(接着剤層は図示しない)使用する接着剤としては、公知の2液のウレタン変性ビニル樹脂からなる水性接着剤や1液酢酸ビニル樹脂エマルジョン系接着剤、湿気硬化型ウレタン樹脂系ホットメルト接着剤等が使用可能である。また熱可塑性樹脂ホットメルト接着剤も使用可能である。塗布量は、乾燥後の重さが3〜20g/m2程度が接着性の観点から好適である。貼り合わせ方法もプロファイルラッピングや成形同時ラミネート法等が使用可能であり、特に限定するものではない。
【0018】
本発明における樹脂系基材1の裏面には、床用化粧部材の表面側を内側として歪曲可能とする、前記樹脂系基材を貫通しない、歪曲方向に垂直な複数の溝3を設けてなる。溝3の深さや間隔などは、床用化粧部材の大きさや厚みや構成材料、施工時に必要とされる歪曲の程度により適宜調整すればよく、特に限定するものではない。
【0019】
本発明における化粧シート2としては、前記樹脂系基材の表面に貼り合わせて表面化粧を行うものであればよく、樹脂シートにベタ印刷あるいは絵柄印刷等で意匠を施し、表面側に表面保護層、中間層に透明樹脂層、裏面側にバッカー層、各層間に接着剤層などを適宜設けたものが使用可能である。前記意匠を施す方法としてはグラビア印刷が好適であるがこれに限定するものではなく、インクジェット印刷によるダイレクト印刷等であっても良く、印刷ではなく転写で設けたものであってもよく、その用途に合わせ適宜選択すればよい。
【0020】
本発明における化粧シート2としては、その表面に適宜溝4を設けても良い。溝4の深さや間隔などは、表面の意匠性、床用化粧部材の大きさや厚みや構成材料、施工時に必要とされる歪曲の程度により適宜調整すればよく、特に限定するものではないが、溝3と平行な方向に、複数設けることにより歪曲がより容易となるため、好適である。
【実施例1】
【0021】
<樹脂系基材の作製>
ポリプロピレン(プライムポリマー(株)製「E105」)70重量部を用い、これにタルク30重量部を200℃で設定した二軸押出機で溶融過熱混合した。これを、発泡倍率1.6倍で厚み12mm、幅1000mmで押出し、冷却、固化した後、1800mmの長さに切断、堆積し、80℃のオーブンで6時間加熱した後外気冷却を行い、樹脂系基材を得た。
【0022】
<化粧シートの作製>
着色ポリプロピレン樹脂シート「RIVEST TPO」(厚み0.070mm、リケンテクノス(株)製)を用い、これに2液ウレタン樹脂系バインダーのグラビアインキにて木目柄をグラビア印刷にて設け、その上に透明ポリプロピレン樹脂を押出しラミネートし、更にその上に、乾燥後の塗布量1.3g/m2の2液ウレタン樹脂のリコート層を設け、最後に紫外線硬化型塗料を10g/m2塗布、硬化させて化粧シートを作製した。
【0023】
<床用化粧部材の作製>
前記化粧シートの裏面に湿気硬化型ウレタン樹脂系ホットメルト接着剤(DIC(株)製「タイフォース」を乾燥後の塗布厚が50μmとなるように塗布し、前記樹脂系基材を貼り合せ、湿気硬化型ウレタン樹脂系ホットメルト接着剤が充分硬化するまで7日間養生し、前記樹脂系基材の裏面に巾2.0mm深さ5.0mmのV溝を形成した。
【0024】
<比較例1>
実施例1の<樹脂系基材の作製>において、発泡倍率を16倍とした以外は実施例1と同様にして床用化粧部材を得た。
【0025】
<比較例2>
実施例1の<樹脂系基材の作製>において、タルクを75重量部とした以外は実施例1と同様にして床用化粧部材を得た。
【0026】
<耐水試験>
70℃温水に2時間浸漬後、60℃のオーブンにて3時間乾燥させた後の試験体の変化を観察した。実施例1および比較例1は著しい変化がなかったが、比較例2は樹脂系基材に含有される無機系充填剤部分が薄黒く変色した。
【0027】
<鋼球落下試験>
鋼球(φ50、重さ500g)を75cmの高さから落下させ、へこみの深さを測定する。実施例1は0.22mm、比較例2は0.35mm、比較例1は0.58mmであった。以上の結果を表1に示す。
【0028】
【表1】

【産業上の利用可能性】
【0029】
本発明の床用化粧部材は、特に洗面所、トイレ、キッチン廻りなど耐水性が求められる箇所へ利用可能である。
【符号の説明】
【0030】
1…樹脂系基材
2…化粧シート
3…溝
4…溝
【技術分野】
【0001】
本発明は、屋内床面に敷設して用いる床用化粧部材に関するものであって、特には洗面所、トイレ、キッチン廻りなど耐水性が求められる箇所へ施工する床用化粧部材に関する。
【背景技術】
【0002】
近年の屋内床面、とりわけリビングや居室にはフローリング材が多く用いられている。フローリング材には、合板、MDF、樹脂板などに塗装したものや、化粧シートをラミネートしたものなどが知られている。近年の内装に関する消費者の意識の高まりやキッチンと一体化したダイニングの登場により、水廻りにもフローリングが要求される傾向にある。この為、フローリングにも耐水性が要求されるようになり、合板の上に樹脂系の化粧シートを貼着し、矩形板状の複数枚の化粧部材を床面に敷設してなる床用化粧部材が実用化されている。
【0003】
このような床用化粧部材は通常のフローリングと比べて表面や木口からの吸水によるフクレ、シミは発生しにくい。しかしながら、意匠的な要求から表面に溝を設けたり、複雑な床面に敷設するために複数の化粧部材を嵌合するための嵌合箇所を設けたりするなどの必要がある。その為その部分で合板が表出するため、そのところからの吸水による腐れ、カビの発生等の不具合が発生することが多く、耐水性は十分とは言えなかった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−193539
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明はこのような問題点を解決するためになされたものであり、すなわちその課題とするところは、トイレ、洗面、キッチン等の水廻りに使用しても表面及び小口からの吸水がなく、腐れ、カビの発生しにくい床用化粧部材を提供することにある。
【課題を解決するための手段】
【0006】
本発明はこの課題を解決したものであり、すなわちその請求項1記載の発明は、樹脂系基材の表面に化粧シートを貼り合わせ、床面に敷設して用いる床用化粧部材において、前記床用化粧部材が1枚で施工箇所の床面全面に敷設可能であり、前記樹脂系基材は1〜15倍の発泡倍率にて発泡しかつ無機系充填剤を30〜70重量%含有する熱可塑性樹脂からなり、前記樹脂系基材の裏面に前記樹脂系基材を貫通しない一方向に平行な複数の溝を設けてなることで前記床用化粧部材の表面側を内側として前記溝と垂直方向に歪曲可能とすることを特徴とする床用化粧部材である。
【0007】
またその請求項2記載の発明は、前記化粧シートの表面側に、前記樹脂系基材を貫通しない、前記樹脂系基材の裏面に設けた溝と平行な方向に、複数の溝を設けてなることを特徴とする床用化粧部材である。
【発明の効果】
【0008】
本発明の床用化粧部材はその請求項1記載の発明により、1枚の床用化粧部材を嵌合部分を設けずに施工箇所の床面全面に敷設可能であり、かつ前記樹脂系基材の構成材料を用いることから十分な耐水性を有するものとなり、かつ床用化粧部材の表面側を内側として歪曲可能とすることから、狭く入り組んだトイレなどにも容易に施工可能になるという作用効果を奏する。
【0009】
本発明はその請求項2記載の発明により、表面に前記樹脂系基材を貫通しない溝を設けることで、フローリングのような意匠性を有しつつ耐水性を確保したものとなり、かつ床用化粧部材の表面側を内側としての歪曲をさらに容易に可能とするという作用効果を奏する。
【図面の簡単な説明】
【0010】
【図1】本発明の床用化粧部材の一実施例の断面の構造を示す説明図である。
【発明を実施するための形態】
【0011】
以下、本発明を図面に基づき詳細に説明する。図1に本発明の床用化粧部材の一実施例の断面の構造を示す。樹脂系基材1に化粧シート2を貼り合わせ、裏面に溝3を設けてなり、表面側に適宜溝4を設けてなる。
【0012】
本発明における樹脂系基材1としては、製造加工の容易な点から熱可塑性樹脂からなるものが用いられる。具体的には例えばポリエチレン、ポリプロピレン、ポリブテン、ポリメチルペンテン、オレフィン系熱可塑性エラストマー等のポリオレフィン樹脂、エチレン−酢酸ビニル共重合体、エチレン−ビニルアルコール共重合体、エチレン−(メタ)アクリル酸(エステル)共重合体、エチレン−(メタ)アクリル酸共重合体金属中和物(いわゆるアイオノマー樹脂)等のオレフィン系共重合体樹脂、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリ酢酸ビニル、ポリビニルアルコール等のポリビニル系樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリテトラメチレンテレフタレート、ポリエチレンイソフタレート、ポリエチレンナフタレート、ポリアリレート、ポリカーボネート等のポリエステル系樹脂、ポリメタクリル酸メチル、ポリメタクリル酸エチル、ポリメタクリル酸ブチル、ポリアクリル酸メチル、ポリアクリル酸エチル、ポリアクリル酸ブチル、ポリアクリロニトリル、ポリメタクリロニトリル等のアクリル系樹脂、ポリスチレン、AS樹脂、ABS樹脂等のスチレン系樹脂、6−ナイロン、6,6−ナイロン等のポリアミド系樹脂、ポリフッ化ビニル、ポリフッ化ビニリデン、ポリテトラフロロエチレン、エチレン−テトラフロロエチレン共重合体、テトラフロロエチレン−パーフロロアルキルビニルエーテル共重合体等のフッ素系樹脂等、或いはそれらの複数種の混合物、共重合体等であっても良い。また、多層押出法等により同種又は異種の熱可塑性樹脂からなる複数層の積層体によって発泡層を構成することもできる。
【0013】
本発明における樹脂系基材1は、1〜15倍の発泡倍率にて発泡してなる。発泡させるために添加される発泡剤の種類には特に制限はなく、従来公知の発泡剤から適宜選択すればよい。具体的には、従来公知の熱可塑性樹脂の発泡法としては、一般的には、熱分解や化学反応によってガスを発生する性質を有する化学物質(化学発泡剤)を利用する化学発泡法と、低沸点の液体又は高圧下で液化した気体(物理発泡剤)が熱の作用により気化する現象を利用する物理発泡法とに分類することができる。前者に用いられる化学発泡剤としては、例えば重炭酸ナトリウム(重曹)、炭酸アンモニウム、重炭酸アンモニウム、亜硝酸アンモニウム、ホウ化水素ナトリウム、軽金属(アルミニウム、マグネシウム等)、アジド化合物(アジ化ナトリウム等)等の無機発泡剤や、アゾ系(アゾジカルボンアミド、アゾビスイソブチロニトリル等)、ニトロソ系(ジニトロソペンタメチレンテトラミン、ジメチルジニトロソテレフタルアミド等)、ヒドラジド系(p,p’−オキシビスベンゼンスルホニルヒドラジド、p−トルエンスルホニルヒドラジド等)等の有機発泡剤などを、それぞれ単独若しくは任意の複数種の組み合わせで使用することができる。また、特に発泡倍率が2倍を超える高発泡化を必要とする場合には、物理発泡法が好適であり、その際、ペンタンヘキサン、ヘプタン等)、クロロフルオロカーボン類(いわゆるフロンガス)等の不活性気体が主に用いられている。また、物理発泡法による発泡押出成形に際しても、発泡体のセル形状を整えるため等の目的で、化学発泡剤を併用することもできる。
【0014】
本発明における樹脂系基材1には、無機系充填剤を30〜70重量%含有してなる。無機系充填剤としては、タルク、炭酸カルシウム、シリカ、酸化チタン、硫酸バリウム、酸化亜鉛、アルミナタルク、クレー、珪酸マグネシウム、チタン酸カリウム、硫酸マグネシウム、水酸化アルミニウム、水酸化マグネシウム、酸化鉄、カーボンブラック、金属粉、炭素繊維、ガラス繊維等が使用可能である。
【0015】
本発明における樹脂系基材1には、その他にも必要に応じて例えば熱安定剤、酸中和剤、紫外線吸収剤、光安定剤、着色剤(染料、顔料等)、充填剤、帯電防止剤、滑剤、造核剤、難燃剤、ブロッキング防止剤、半透明化のための光散乱剤、艶調整剤等の各種添加剤を適宜添加することもできる。これらの添加剤のうち、熱安定剤としてはヒンダードフェノール系、硫黄系、リン系等、酸中和剤としてはステアリン酸金属塩、ハイドロタルサイト等、紫外線吸収剤としてはベンゾトリアゾール系、ベンゾエート系、ベンゾフェノン系、トリアジン系等、光安定剤としてはヒンダードアミン系等、難燃剤としてはハロゲン系、リン系、塩素系等、滑剤としては炭化水素系、脂肪酸系、高級アルコール系、脂肪酸アマイド系、金属石鹸系、エステル系等、造核剤としてはカルボン酸金属塩系、ソルビトール系、リン酸エステル金属塩系等、顔料としては縮合アゾ系、不溶性アゾ系、キナクリドン系、イソインドリノン系、アンスラキノン系、イミダゾロン系、フタロシアニン系、カーボンブラック、酸化チタン、酸化鉄系、コバルトブルー、パール顔料(酸化チタン被覆雲母等)等があり、これらの各種の添加剤を任意の組み合わせで用いることができる。
【0016】
具体例を挙げれば、優れた強度や物理化学的安定性、経済性、成形加工性などの面で、ポリプロピレン系樹脂を主体として構成することが望ましい。ここで用いられるポリプロピレン系樹脂としては、一般のホモポリプロピレン、ランダムポリプロピレン、ブロックポリプロピレン、プロピレン−α−オレフィン共重合体等を主体としつつ、必要に応じてポリブテン、ポリイソプレン、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、エチレン−α−オレフィン共重合体、エチレン−エチルアクリレート共重合体やそれらの酸変性物、アイオノマー樹脂等から選ばれる1種又は2種以上を適宜添加混合した樹脂組成物などを使用することができる。但し、複数種の樹脂を混合して使用する場合には、リサイクル後の物性を確保するために、出来るだけ相溶性の良い樹脂の組合せを選択するか、若しくは相溶化剤を添加しておく等の配慮が求められる。
【0017】
本発明における樹脂系基材1の表面には後述する化粧シート2を貼り合わせてなる。貼り合わせるには適宜表面処理等を施し、接着剤を用いれば良い。(接着剤層は図示しない)使用する接着剤としては、公知の2液のウレタン変性ビニル樹脂からなる水性接着剤や1液酢酸ビニル樹脂エマルジョン系接着剤、湿気硬化型ウレタン樹脂系ホットメルト接着剤等が使用可能である。また熱可塑性樹脂ホットメルト接着剤も使用可能である。塗布量は、乾燥後の重さが3〜20g/m2程度が接着性の観点から好適である。貼り合わせ方法もプロファイルラッピングや成形同時ラミネート法等が使用可能であり、特に限定するものではない。
【0018】
本発明における樹脂系基材1の裏面には、床用化粧部材の表面側を内側として歪曲可能とする、前記樹脂系基材を貫通しない、歪曲方向に垂直な複数の溝3を設けてなる。溝3の深さや間隔などは、床用化粧部材の大きさや厚みや構成材料、施工時に必要とされる歪曲の程度により適宜調整すればよく、特に限定するものではない。
【0019】
本発明における化粧シート2としては、前記樹脂系基材の表面に貼り合わせて表面化粧を行うものであればよく、樹脂シートにベタ印刷あるいは絵柄印刷等で意匠を施し、表面側に表面保護層、中間層に透明樹脂層、裏面側にバッカー層、各層間に接着剤層などを適宜設けたものが使用可能である。前記意匠を施す方法としてはグラビア印刷が好適であるがこれに限定するものではなく、インクジェット印刷によるダイレクト印刷等であっても良く、印刷ではなく転写で設けたものであってもよく、その用途に合わせ適宜選択すればよい。
【0020】
本発明における化粧シート2としては、その表面に適宜溝4を設けても良い。溝4の深さや間隔などは、表面の意匠性、床用化粧部材の大きさや厚みや構成材料、施工時に必要とされる歪曲の程度により適宜調整すればよく、特に限定するものではないが、溝3と平行な方向に、複数設けることにより歪曲がより容易となるため、好適である。
【実施例1】
【0021】
<樹脂系基材の作製>
ポリプロピレン(プライムポリマー(株)製「E105」)70重量部を用い、これにタルク30重量部を200℃で設定した二軸押出機で溶融過熱混合した。これを、発泡倍率1.6倍で厚み12mm、幅1000mmで押出し、冷却、固化した後、1800mmの長さに切断、堆積し、80℃のオーブンで6時間加熱した後外気冷却を行い、樹脂系基材を得た。
【0022】
<化粧シートの作製>
着色ポリプロピレン樹脂シート「RIVEST TPO」(厚み0.070mm、リケンテクノス(株)製)を用い、これに2液ウレタン樹脂系バインダーのグラビアインキにて木目柄をグラビア印刷にて設け、その上に透明ポリプロピレン樹脂を押出しラミネートし、更にその上に、乾燥後の塗布量1.3g/m2の2液ウレタン樹脂のリコート層を設け、最後に紫外線硬化型塗料を10g/m2塗布、硬化させて化粧シートを作製した。
【0023】
<床用化粧部材の作製>
前記化粧シートの裏面に湿気硬化型ウレタン樹脂系ホットメルト接着剤(DIC(株)製「タイフォース」を乾燥後の塗布厚が50μmとなるように塗布し、前記樹脂系基材を貼り合せ、湿気硬化型ウレタン樹脂系ホットメルト接着剤が充分硬化するまで7日間養生し、前記樹脂系基材の裏面に巾2.0mm深さ5.0mmのV溝を形成した。
【0024】
<比較例1>
実施例1の<樹脂系基材の作製>において、発泡倍率を16倍とした以外は実施例1と同様にして床用化粧部材を得た。
【0025】
<比較例2>
実施例1の<樹脂系基材の作製>において、タルクを75重量部とした以外は実施例1と同様にして床用化粧部材を得た。
【0026】
<耐水試験>
70℃温水に2時間浸漬後、60℃のオーブンにて3時間乾燥させた後の試験体の変化を観察した。実施例1および比較例1は著しい変化がなかったが、比較例2は樹脂系基材に含有される無機系充填剤部分が薄黒く変色した。
【0027】
<鋼球落下試験>
鋼球(φ50、重さ500g)を75cmの高さから落下させ、へこみの深さを測定する。実施例1は0.22mm、比較例2は0.35mm、比較例1は0.58mmであった。以上の結果を表1に示す。
【0028】
【表1】
【産業上の利用可能性】
【0029】
本発明の床用化粧部材は、特に洗面所、トイレ、キッチン廻りなど耐水性が求められる箇所へ利用可能である。
【符号の説明】
【0030】
1…樹脂系基材
2…化粧シート
3…溝
4…溝
【特許請求の範囲】
【請求項1】
樹脂系基材の表面に化粧シートを貼り合わせ、床面に敷設して用いる床用化粧部材において、前記床用化粧部材が1枚で施工箇所の床面全面に敷設可能であり、前記樹脂系基材は1〜15倍の発泡倍率にて発泡しかつ無機系充填剤を30〜70重量%含有する熱可塑性樹脂からなり、前記樹脂系基材の裏面に前記樹脂系基材を貫通しない一方向に平行な複数の溝を設けてなることで前記床用化粧部材の表面側を内側として前記溝と垂直方向に歪曲可能とすることを特徴とする床用化粧部材。
【請求項2】
前記化粧シートの表面側に、前記樹脂系基材を貫通しない、前記樹脂系基材の裏面に設けた溝と平行な方向に、複数の溝を設けてなることを特徴とする床用化粧部材。
【請求項1】
樹脂系基材の表面に化粧シートを貼り合わせ、床面に敷設して用いる床用化粧部材において、前記床用化粧部材が1枚で施工箇所の床面全面に敷設可能であり、前記樹脂系基材は1〜15倍の発泡倍率にて発泡しかつ無機系充填剤を30〜70重量%含有する熱可塑性樹脂からなり、前記樹脂系基材の裏面に前記樹脂系基材を貫通しない一方向に平行な複数の溝を設けてなることで前記床用化粧部材の表面側を内側として前記溝と垂直方向に歪曲可能とすることを特徴とする床用化粧部材。
【請求項2】
前記化粧シートの表面側に、前記樹脂系基材を貫通しない、前記樹脂系基材の裏面に設けた溝と平行な方向に、複数の溝を設けてなることを特徴とする床用化粧部材。
【図1】

【公開番号】特開2013−47417(P2013−47417A)
【公開日】平成25年3月7日(2013.3.7)
【国際特許分類】
【出願番号】特願2011−185805(P2011−185805)
【出願日】平成23年8月29日(2011.8.29)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
【公開日】平成25年3月7日(2013.3.7)
【国際特許分類】
【出願日】平成23年8月29日(2011.8.29)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
[ Back to top ]