
座屈拘束ブレースおよびその製造方法
【課題】 拘束材の滑り接触面の均し作業が不要で、製造の容易な座屈拘束ブレースおよびその製造方法を提供する。
【解決手段】 この座屈拘束ブレース1は、芯材2と、この芯材2の両面に沿って配置した一対の拘束材3とを有する。一対の拘束材3は、それぞれ芯材2側が開口した溝形鋼材4と、この溝形鋼材4内に充填したモルタルまたはコンクリート5とを有する。このモルタルまたはコンクリート5の表面を覆いかつこのモルタルまたはコンクリート5にその硬化によって接着された板状の蓋部材6を設ける。
【解決手段】 この座屈拘束ブレース1は、芯材2と、この芯材2の両面に沿って配置した一対の拘束材3とを有する。一対の拘束材3は、それぞれ芯材2側が開口した溝形鋼材4と、この溝形鋼材4内に充填したモルタルまたはコンクリート5とを有する。このモルタルまたはコンクリート5の表面を覆いかつこのモルタルまたはコンクリート5にその硬化によって接着された板状の蓋部材6を設ける。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、構造物の骨組みに組み込まれ、地震等の際に振動エネルギーを吸収して振動を減衰させる座屈拘束ブレースに関する。
【背景技術】
【0002】
座屈拘束ブレースとしては、従来より、芯材の周囲を鋼板のみで補剛したもの、RCで補剛したもの、鋼材とモルタルで被覆したもの等、様々な補剛形式が提案され、実用化されている。例えばその一例として、両フランジが不等辺となった溝形断面に鋼板を曲げ加工した溝形鋼材内に、モルタルまたはコンクリートを充填してなる一対の拘束材で、芯材を挟み付けた構成のものが知られている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−293461号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
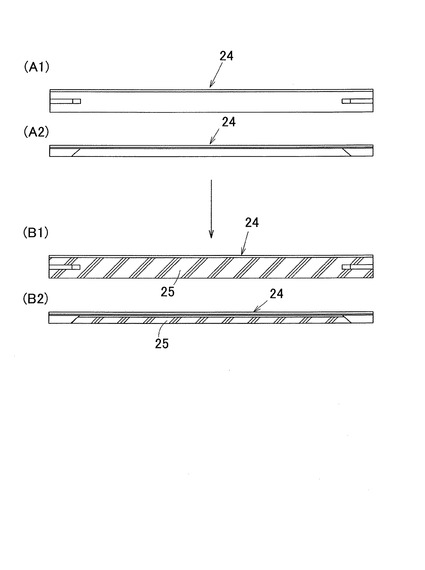
上記構成の座屈拘束ブレースでは、拘束材の製作において、図5(A1),(A2)に平面図および断面図で示す溝形鋼材24内に、図5(B1),(B2)に平面図および断面図で示すようにモルタル(またはコンクリート)25を充填する。この後、打ち上がり面の不陸を最小限に抑えるために、硬化したモルタル25の表面をグラインダで平滑に均す作業を行う。
このモルタル25の表面の均し作業は、広い面を均等に均す必要があり、例えば長い座屈拘束ブレースでは7〜8mに渡って均等に均す必要がある。均等に均すために、何度も均し作業を行うことが必要な場合もある。モルタル25の表面に不陸があると、芯材と拘束材との間の滑りが円滑に生じず、座屈拘束ブレースとしての機能が損なわれるためである。このため均し作業が難しく、作業や天端レベル管理に多くの人工が割かれている。
【0005】
この発明の目的は、拘束材の滑り接触面の均し作業が不要で、製造の容易な座屈拘束ブレースおよびその製造方法を提供することである。
【課題を解決するための手段】
【0006】
この発明の座屈拘束ブレースは、芯材と、この芯材の両面に沿って配置した一対の拘束材とを有する座屈拘束ブレースにおいて、前記一対の拘束材は、それぞれ前記芯材側が開口した溝形鋼材と、この溝形鋼材内に充填したモルタルまたはコンクリートと、このモルタルまたはコンクリートの表面を覆いかつこのモルタルまたはコンクリートにその硬化によって接着された板状の蓋部材とを有することを特徴とする。
この構成によると、蓋部材の表面が芯材に接面する拘束材の天端となることから、硬化後のモルタルまたはコンクリートの表面を平滑にする均す作業が不要で、天端レベルの管理も要らず、拘束材を容易に製作できる。これにより、座屈拘束ブレースを容易に製造できる。
【0007】
この発明において,前記蓋部材が、プレキャストコンクリート、合板、または鋼板からなるものあっても良い。
【0008】
この発明の座屈拘束ブレースの製造方法は、この発明の座屈拘束ブレースを製造する方法であって、溝形鋼材内にモルタルまたはコンクリートを充填する過程と、前記モルタルまたはコンクリートの表面が硬化する前に、その表面に板状の蓋部材を被せて拘束材とする過程と、前記拘束材の一対をそれらの前記蓋部材が芯材に対向するように芯材の両面に沿って配置して座屈拘束ブレースとする過程とを含むことを特徴とする。
この製造方法によると、蓋部材の表面が芯材に接面する拘束材の天端となるが、モルタルまたはコンクリートの表面が硬化する前に蓋部材を被せるため、モルタルまたはコンクリートの硬化に伴う接着力で、蓋部材がモルタルまたはコンクリートに接着される。そのため、硬化後のモルタルまたはコンクリートの表面を平滑にする均す作業が不要で、また蓋部材をモルタルまたはコンクリートに接着する作業も不要となる。このため、天端レベルの管理も要らず、拘束材を容易に製作できる。これにより、座屈拘束ブレースを容易に製造することができる。
【0009】
この発明の他の座屈拘束ブレースの製造方法は、この発明の座屈拘束ブレースを製造する方法であって、充填用孔を有する板状の蓋部材を、溝形鋼材内に設けた支持具の上に配置する過程と、前記蓋部材の充填用孔から前記溝形鋼材内にモルタルまたはコンクリートを充填して拘束材とする過程と、前記拘束材の一対をそれらの前記蓋部材が芯材に対向するように芯材の両面に沿って配置して座屈拘束ブレースとする過程とを含むことを特徴とする。
この製造方法によると、蓋部材の表面が芯材に接面する拘束材の天端となるが、蓋部材に充填用孔を設けてモルタルまたはコンクリートを充填するため、その充填されたモルタルまたはコンクリートの硬化に伴って、蓋部材がモルタルまたはコンクリートに接着される。蓋部材は、溝形鋼材内に支持具で支持するため、その表面の高さを適正な高さに支持しておいて、モルタルまたはコンクリートの充填が行える。そのため、硬化後のモルタルまたはコンクリートの表面を平滑にする均す作業が不要で、天端レベルの管理も要らず、拘束材を容易に製作できる。これにより、座屈拘束ブレースを容易に製造できる。
【発明の効果】
【0010】
この発明の座屈拘束ブレースは、芯材と、この芯材の両面に沿って配置した一対の拘束材とを有する座屈拘束ブレースにおいて、前記一対の拘束材は、それぞれ前記芯材側が開口した溝形鋼材と、この溝形鋼材内に充填したモルタルまたはコンクリートと、このモルタルまたはコンクリートの表面を覆いかつこのモルタルまたはコンクリートにその硬化によって接着された板状の蓋部材とを有するものとしたので、拘束材の滑り接触面の均し作業が不要で、座屈拘束ブレースを容易に製造することができる。
この発明の座屈拘束ブレースの製造方法は、この発明の座屈拘束ブレースを製造する方法であって、溝形鋼材内にモルタルまたはコンクリートを充填する過程と、前記モルタルまたはコンクリートの表面が硬化する前に、その表面に板状の蓋部材を被せて拘束材とする過程と、前記拘束材の一対をそれらの前記蓋部材が芯材に対向するように芯材の両面に沿って配置して座屈拘束ブレースとする過程とを含むものとしたので、拘束材の滑り接触面の均し作業が不要で、座屈拘束ブレースを容易に製造することができる。
この発明の他の座屈拘束ブレースの製造方法は、この発明の座屈拘束ブレースを製造する方法であって、充填用孔を有する板状の蓋部材を、溝形鋼材内に設けた支持具の上に配置する過程と、前記蓋部材の充填用孔から前記溝形鋼材内にモルタルまたはコンクリートを充填して拘束材とする過程と、前記拘束材の一対をそれらの前記蓋部材が芯材に対向するように芯材の両面に沿って配置して座屈拘束ブレースとする過程とを含むものとしたので、拘束材の滑り接触面の均し作業が不要で、座屈拘束ブレースを容易に製造することができる。
【図面の簡単な説明】
【0011】
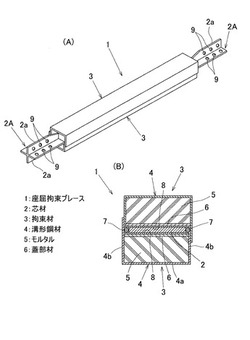
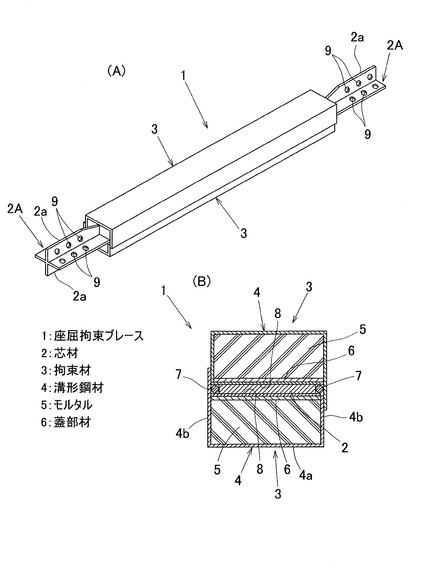
【図1】(A)はこの発明の一実施形態にかかる座屈拘束ブレースの斜視図、(B)はその断面図である。
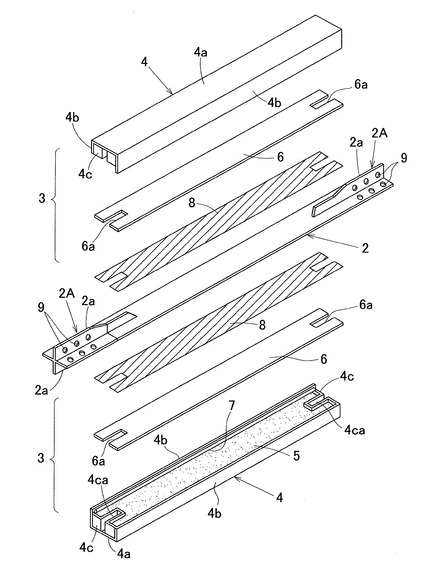
【図2】同座屈拘束ブレースの分解斜視図である。
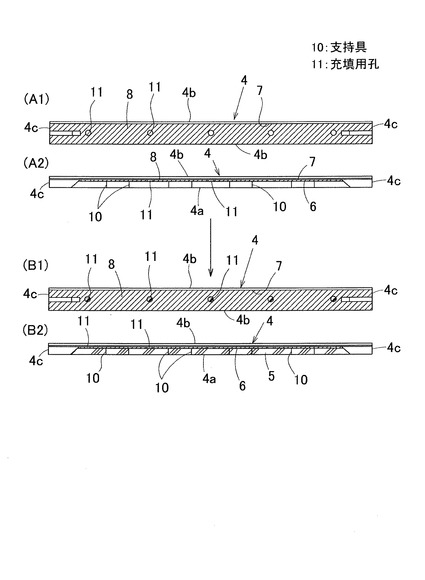
【図3】同座屈拘束ブレースにおける拘束材の製作手順の一例の説明図である。
【図4】同拘束材の製作手順の他の例の説明図である。
【図5】従来例における拘束材の製作手順の説明図である。
【発明を実施するための形態】
【0012】
この発明の一実施形態を図1ないし図3と共に説明する。図1(A),(B)はこの座屈拘束ブレースの斜視図および断面図を、図2はその分解斜視図をそれぞれ示す。この座屈拘束ブレース1は、芯材2と、この芯材2の両面に沿って配置した一対の拘束材3とを有する。芯材2は、図2のように細長い平鋼板で、SN材(建築構造用圧延鋼材)やLYP材(極低降伏点鋼材)等の降伏点の低い鉄鋼材料からなる。芯材2の両端部2Aは、柱や梁等の鉄骨材との継手となる部分であり、その両面の幅方向中央位置からそれぞれ垂直に突出するリブ2aを有する断面十字状とされている。芯材2の両端部2Aには複数のボルト孔9が穿設されている。拘束材3は、芯材2の両端部2Aの先端側部分を除く芯材2の略全体を覆うように配置されている。
【0013】
前記一対の拘束材3は、図2のように、それぞれ前記芯材2側が開口した溝形鋼材4と、この溝形鋼材4内に充填したモルタル5と、そのモルタル5の表面を覆う板状の蓋部材6とを有する。モルタル5の代わりにコンクリートを充填しても良い。蓋部材6は、プレキャストコンクリート、合板、鋼板、または別打ちのRC版(すなわち鉄筋コンクリート版)からなる。溝形鋼材4は、ウエブ4aの両端から垂直に立ち上がる両フランジ4bが不等辺となった溝形断面に鋼板を折り曲げた曲げ加工品である。前記両フランジ4bのうち、幅寸法を長くした一方のフランジ4bの内面における芯材2の配置される高さ相当位置には、溝形鋼材4の長さ方向に延びて芯材2を幅方向に位置規制する棒状のスペーサ7が溶接等により固定されている。上記幅寸法を長くしたフランジ4bは、他方の拘束材3の溝形鋼材4における幅寸法の短い方のフランジ4bの外面に被さり、その被さり部分が互いに溶接等で接合されている。
【0014】
溝形鋼材4の両端部には、それらの端部開口を閉塞する蓋片4cがそれぞれ設けられ、これら両蓋片4cと、前記ウエブ4aおよび両フランジ4bにより、溝形鋼材4内が方形箱状に囲まれている。前記両蓋片4cには、溝形鋼材4内側に延びて芯材2の両端部2Aのリブ2aの一部が係合する凹部4caが形成されている。これと同様に、前記蓋部材6の両端部にも、芯材2の両端部2Aのリブ2aの一部が係合する切欠部6aが形成されている。また、芯材2の蓋部材6と対向する表面、または蓋部材6の芯材2と対向する表面には、アンボンド材8が貼り付けられる。アンボンド材8は、例えば板状ないしシート状のブチルゴム等からなる。
【0015】
図3は、前記拘束材3の製作手順の一例を示す。図3(A1),(A2)に平面図および断面図で示すように、溝形鋼材4のウエブ4a、両フランジ4b、および両蓋片4cで囲まれた方形箱状の内部に、図3(B1),(B2)に平面図および断面図で示すように、モルタル5を充填する。このとき、モルタル5の充填高さは、芯材2の配置高さ(スペーサ7の位置に相当)よりも前記蓋部材6の厚さ相当分だけ低くする。モルタル5の表面は、簡単に締め固めを行っておいても良い。この後、モルタル5が硬化する前に、図3(C1),(C2)に平面図および断面図で示すように、モルタル5の表面に蓋部材6を被せる。蓋部材6の芯材2と対向する表面には、アンボンド材8を貼り付けておいても良い。モルタル5が硬化すると、モルタル5の接着力により、モルタル5の表面に蓋部材6が接着されて、拘束材3が完成する。
なお、蓋部材6の裏面は、モルタル5との接着が強固に行えるように、表面を粗くしておくことが好ましく、目粗し程度であれば良い。蓋部材6が別打RC版からなる場合、均されている面は芯材2と対向する一面だけで良く、モルタル5に対面する他の一面は仕上げる必要がない。むしろ仕上げない方が良い。この場合に、別打RC版の型枠底面となる面を芯材2と対向する面とすれば良く、型枠の開口側の面は仕上げる必要がない。
【0016】
このようにして製作された一対の拘束材3で、図1のように芯材2を挟み付けることにより、座屈拘束ブレース1が構成される。芯材2を挟む一対の拘束材3の表面は板状の蓋部材6で構成されているので、従来例の場合のように、拘束材における溝形鋼材内に充填されたモルタルの硬化後の表面を均す作業は不要である。
【0017】
この構成の座屈拘束ブレース1によると、芯材2を挟み付ける一対の拘束材3が、溝形鋼材4内に充填したモルタル(またはコンクリート)5と、このモルタル5の表面を覆いかつこのモルタル5の硬化によって接着された板状の蓋部材6とを有するものとしているので、蓋部材6の表面が芯材2に接面する拘束材3の天端となり、上記したように硬化後のモルタルの表面を均す作業が不要で、天端レベルの管理も要らず、拘束材3を容易に製作できる。これにより、座屈拘束ブレース1の製造が容易になる。
【0018】
なお、芯材2と拘束材3との間にアンボンド材8を介在させるが、従来行なわれているように芯材2の両面にアンボンド材8を貼り付けると、芯材2を回転させる作業を要する。しかし、この実施形態の場合、拘束材3の天端となる蓋部材6の表面にアンボンド材8を貼り付けるため、芯材2を回転する作業が不要となり、そのため座屈拘束ブレース1の製造がさらに容易になる。
【0019】
図4は、前記拘束材3の製作手順の他の例を示す。図4(A1),(A2)に平面図および断面図で示すように、溝形鋼材4のウエブ4a、両フランジ4b、および両蓋片4cで囲まれた方形箱状の内部に複数の支持具10を設け、これらの支持具10の上に複数の充填用孔11を有する蓋部材6を配置する。このとき、蓋部材6の天端は、芯材2に接面する高さとする。支持具10には、例えば鋼製、コンクリート製、木製等のものが用いられ、またその形状は、ピン状、板状、ブロック状など、任意の形状のもので良く、モルタル5の充填の障害にならない形状および配置とされる。
次に、蓋部材6の充填用孔11から、図4(B1),(B2)に平面図および断面図で示すように溝形鋼材4内にモルタル5を充填する。すべての充填用孔11からモルタル5があふれれば、充填を完了する。あふれたモルタル5は取り除く。この場合も、蓋部材6の芯材2と対向する表面には、予めアンボンド材8を貼り付けておく。このようにして、モルタル5の硬化後には、モルタル5の表面に蓋部材6が接着されて、拘束材3が完成する。
【符号の説明】
【0020】
1…座屈拘束ブレース
2…芯材
3…拘束材
4…溝形鋼材
5…モルタル(またはコンクリート)
6…蓋部材
10…支持具
11…充填用孔
【技術分野】
【0001】
この発明は、構造物の骨組みに組み込まれ、地震等の際に振動エネルギーを吸収して振動を減衰させる座屈拘束ブレースに関する。
【背景技術】
【0002】
座屈拘束ブレースとしては、従来より、芯材の周囲を鋼板のみで補剛したもの、RCで補剛したもの、鋼材とモルタルで被覆したもの等、様々な補剛形式が提案され、実用化されている。例えばその一例として、両フランジが不等辺となった溝形断面に鋼板を曲げ加工した溝形鋼材内に、モルタルまたはコンクリートを充填してなる一対の拘束材で、芯材を挟み付けた構成のものが知られている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−293461号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記構成の座屈拘束ブレースでは、拘束材の製作において、図5(A1),(A2)に平面図および断面図で示す溝形鋼材24内に、図5(B1),(B2)に平面図および断面図で示すようにモルタル(またはコンクリート)25を充填する。この後、打ち上がり面の不陸を最小限に抑えるために、硬化したモルタル25の表面をグラインダで平滑に均す作業を行う。
このモルタル25の表面の均し作業は、広い面を均等に均す必要があり、例えば長い座屈拘束ブレースでは7〜8mに渡って均等に均す必要がある。均等に均すために、何度も均し作業を行うことが必要な場合もある。モルタル25の表面に不陸があると、芯材と拘束材との間の滑りが円滑に生じず、座屈拘束ブレースとしての機能が損なわれるためである。このため均し作業が難しく、作業や天端レベル管理に多くの人工が割かれている。
【0005】
この発明の目的は、拘束材の滑り接触面の均し作業が不要で、製造の容易な座屈拘束ブレースおよびその製造方法を提供することである。
【課題を解決するための手段】
【0006】
この発明の座屈拘束ブレースは、芯材と、この芯材の両面に沿って配置した一対の拘束材とを有する座屈拘束ブレースにおいて、前記一対の拘束材は、それぞれ前記芯材側が開口した溝形鋼材と、この溝形鋼材内に充填したモルタルまたはコンクリートと、このモルタルまたはコンクリートの表面を覆いかつこのモルタルまたはコンクリートにその硬化によって接着された板状の蓋部材とを有することを特徴とする。
この構成によると、蓋部材の表面が芯材に接面する拘束材の天端となることから、硬化後のモルタルまたはコンクリートの表面を平滑にする均す作業が不要で、天端レベルの管理も要らず、拘束材を容易に製作できる。これにより、座屈拘束ブレースを容易に製造できる。
【0007】
この発明において,前記蓋部材が、プレキャストコンクリート、合板、または鋼板からなるものあっても良い。
【0008】
この発明の座屈拘束ブレースの製造方法は、この発明の座屈拘束ブレースを製造する方法であって、溝形鋼材内にモルタルまたはコンクリートを充填する過程と、前記モルタルまたはコンクリートの表面が硬化する前に、その表面に板状の蓋部材を被せて拘束材とする過程と、前記拘束材の一対をそれらの前記蓋部材が芯材に対向するように芯材の両面に沿って配置して座屈拘束ブレースとする過程とを含むことを特徴とする。
この製造方法によると、蓋部材の表面が芯材に接面する拘束材の天端となるが、モルタルまたはコンクリートの表面が硬化する前に蓋部材を被せるため、モルタルまたはコンクリートの硬化に伴う接着力で、蓋部材がモルタルまたはコンクリートに接着される。そのため、硬化後のモルタルまたはコンクリートの表面を平滑にする均す作業が不要で、また蓋部材をモルタルまたはコンクリートに接着する作業も不要となる。このため、天端レベルの管理も要らず、拘束材を容易に製作できる。これにより、座屈拘束ブレースを容易に製造することができる。
【0009】
この発明の他の座屈拘束ブレースの製造方法は、この発明の座屈拘束ブレースを製造する方法であって、充填用孔を有する板状の蓋部材を、溝形鋼材内に設けた支持具の上に配置する過程と、前記蓋部材の充填用孔から前記溝形鋼材内にモルタルまたはコンクリートを充填して拘束材とする過程と、前記拘束材の一対をそれらの前記蓋部材が芯材に対向するように芯材の両面に沿って配置して座屈拘束ブレースとする過程とを含むことを特徴とする。
この製造方法によると、蓋部材の表面が芯材に接面する拘束材の天端となるが、蓋部材に充填用孔を設けてモルタルまたはコンクリートを充填するため、その充填されたモルタルまたはコンクリートの硬化に伴って、蓋部材がモルタルまたはコンクリートに接着される。蓋部材は、溝形鋼材内に支持具で支持するため、その表面の高さを適正な高さに支持しておいて、モルタルまたはコンクリートの充填が行える。そのため、硬化後のモルタルまたはコンクリートの表面を平滑にする均す作業が不要で、天端レベルの管理も要らず、拘束材を容易に製作できる。これにより、座屈拘束ブレースを容易に製造できる。
【発明の効果】
【0010】
この発明の座屈拘束ブレースは、芯材と、この芯材の両面に沿って配置した一対の拘束材とを有する座屈拘束ブレースにおいて、前記一対の拘束材は、それぞれ前記芯材側が開口した溝形鋼材と、この溝形鋼材内に充填したモルタルまたはコンクリートと、このモルタルまたはコンクリートの表面を覆いかつこのモルタルまたはコンクリートにその硬化によって接着された板状の蓋部材とを有するものとしたので、拘束材の滑り接触面の均し作業が不要で、座屈拘束ブレースを容易に製造することができる。
この発明の座屈拘束ブレースの製造方法は、この発明の座屈拘束ブレースを製造する方法であって、溝形鋼材内にモルタルまたはコンクリートを充填する過程と、前記モルタルまたはコンクリートの表面が硬化する前に、その表面に板状の蓋部材を被せて拘束材とする過程と、前記拘束材の一対をそれらの前記蓋部材が芯材に対向するように芯材の両面に沿って配置して座屈拘束ブレースとする過程とを含むものとしたので、拘束材の滑り接触面の均し作業が不要で、座屈拘束ブレースを容易に製造することができる。
この発明の他の座屈拘束ブレースの製造方法は、この発明の座屈拘束ブレースを製造する方法であって、充填用孔を有する板状の蓋部材を、溝形鋼材内に設けた支持具の上に配置する過程と、前記蓋部材の充填用孔から前記溝形鋼材内にモルタルまたはコンクリートを充填して拘束材とする過程と、前記拘束材の一対をそれらの前記蓋部材が芯材に対向するように芯材の両面に沿って配置して座屈拘束ブレースとする過程とを含むものとしたので、拘束材の滑り接触面の均し作業が不要で、座屈拘束ブレースを容易に製造することができる。
【図面の簡単な説明】
【0011】
【図1】(A)はこの発明の一実施形態にかかる座屈拘束ブレースの斜視図、(B)はその断面図である。
【図2】同座屈拘束ブレースの分解斜視図である。
【図3】同座屈拘束ブレースにおける拘束材の製作手順の一例の説明図である。
【図4】同拘束材の製作手順の他の例の説明図である。
【図5】従来例における拘束材の製作手順の説明図である。
【発明を実施するための形態】
【0012】
この発明の一実施形態を図1ないし図3と共に説明する。図1(A),(B)はこの座屈拘束ブレースの斜視図および断面図を、図2はその分解斜視図をそれぞれ示す。この座屈拘束ブレース1は、芯材2と、この芯材2の両面に沿って配置した一対の拘束材3とを有する。芯材2は、図2のように細長い平鋼板で、SN材(建築構造用圧延鋼材)やLYP材(極低降伏点鋼材)等の降伏点の低い鉄鋼材料からなる。芯材2の両端部2Aは、柱や梁等の鉄骨材との継手となる部分であり、その両面の幅方向中央位置からそれぞれ垂直に突出するリブ2aを有する断面十字状とされている。芯材2の両端部2Aには複数のボルト孔9が穿設されている。拘束材3は、芯材2の両端部2Aの先端側部分を除く芯材2の略全体を覆うように配置されている。
【0013】
前記一対の拘束材3は、図2のように、それぞれ前記芯材2側が開口した溝形鋼材4と、この溝形鋼材4内に充填したモルタル5と、そのモルタル5の表面を覆う板状の蓋部材6とを有する。モルタル5の代わりにコンクリートを充填しても良い。蓋部材6は、プレキャストコンクリート、合板、鋼板、または別打ちのRC版(すなわち鉄筋コンクリート版)からなる。溝形鋼材4は、ウエブ4aの両端から垂直に立ち上がる両フランジ4bが不等辺となった溝形断面に鋼板を折り曲げた曲げ加工品である。前記両フランジ4bのうち、幅寸法を長くした一方のフランジ4bの内面における芯材2の配置される高さ相当位置には、溝形鋼材4の長さ方向に延びて芯材2を幅方向に位置規制する棒状のスペーサ7が溶接等により固定されている。上記幅寸法を長くしたフランジ4bは、他方の拘束材3の溝形鋼材4における幅寸法の短い方のフランジ4bの外面に被さり、その被さり部分が互いに溶接等で接合されている。
【0014】
溝形鋼材4の両端部には、それらの端部開口を閉塞する蓋片4cがそれぞれ設けられ、これら両蓋片4cと、前記ウエブ4aおよび両フランジ4bにより、溝形鋼材4内が方形箱状に囲まれている。前記両蓋片4cには、溝形鋼材4内側に延びて芯材2の両端部2Aのリブ2aの一部が係合する凹部4caが形成されている。これと同様に、前記蓋部材6の両端部にも、芯材2の両端部2Aのリブ2aの一部が係合する切欠部6aが形成されている。また、芯材2の蓋部材6と対向する表面、または蓋部材6の芯材2と対向する表面には、アンボンド材8が貼り付けられる。アンボンド材8は、例えば板状ないしシート状のブチルゴム等からなる。
【0015】
図3は、前記拘束材3の製作手順の一例を示す。図3(A1),(A2)に平面図および断面図で示すように、溝形鋼材4のウエブ4a、両フランジ4b、および両蓋片4cで囲まれた方形箱状の内部に、図3(B1),(B2)に平面図および断面図で示すように、モルタル5を充填する。このとき、モルタル5の充填高さは、芯材2の配置高さ(スペーサ7の位置に相当)よりも前記蓋部材6の厚さ相当分だけ低くする。モルタル5の表面は、簡単に締め固めを行っておいても良い。この後、モルタル5が硬化する前に、図3(C1),(C2)に平面図および断面図で示すように、モルタル5の表面に蓋部材6を被せる。蓋部材6の芯材2と対向する表面には、アンボンド材8を貼り付けておいても良い。モルタル5が硬化すると、モルタル5の接着力により、モルタル5の表面に蓋部材6が接着されて、拘束材3が完成する。
なお、蓋部材6の裏面は、モルタル5との接着が強固に行えるように、表面を粗くしておくことが好ましく、目粗し程度であれば良い。蓋部材6が別打RC版からなる場合、均されている面は芯材2と対向する一面だけで良く、モルタル5に対面する他の一面は仕上げる必要がない。むしろ仕上げない方が良い。この場合に、別打RC版の型枠底面となる面を芯材2と対向する面とすれば良く、型枠の開口側の面は仕上げる必要がない。
【0016】
このようにして製作された一対の拘束材3で、図1のように芯材2を挟み付けることにより、座屈拘束ブレース1が構成される。芯材2を挟む一対の拘束材3の表面は板状の蓋部材6で構成されているので、従来例の場合のように、拘束材における溝形鋼材内に充填されたモルタルの硬化後の表面を均す作業は不要である。
【0017】
この構成の座屈拘束ブレース1によると、芯材2を挟み付ける一対の拘束材3が、溝形鋼材4内に充填したモルタル(またはコンクリート)5と、このモルタル5の表面を覆いかつこのモルタル5の硬化によって接着された板状の蓋部材6とを有するものとしているので、蓋部材6の表面が芯材2に接面する拘束材3の天端となり、上記したように硬化後のモルタルの表面を均す作業が不要で、天端レベルの管理も要らず、拘束材3を容易に製作できる。これにより、座屈拘束ブレース1の製造が容易になる。
【0018】
なお、芯材2と拘束材3との間にアンボンド材8を介在させるが、従来行なわれているように芯材2の両面にアンボンド材8を貼り付けると、芯材2を回転させる作業を要する。しかし、この実施形態の場合、拘束材3の天端となる蓋部材6の表面にアンボンド材8を貼り付けるため、芯材2を回転する作業が不要となり、そのため座屈拘束ブレース1の製造がさらに容易になる。
【0019】
図4は、前記拘束材3の製作手順の他の例を示す。図4(A1),(A2)に平面図および断面図で示すように、溝形鋼材4のウエブ4a、両フランジ4b、および両蓋片4cで囲まれた方形箱状の内部に複数の支持具10を設け、これらの支持具10の上に複数の充填用孔11を有する蓋部材6を配置する。このとき、蓋部材6の天端は、芯材2に接面する高さとする。支持具10には、例えば鋼製、コンクリート製、木製等のものが用いられ、またその形状は、ピン状、板状、ブロック状など、任意の形状のもので良く、モルタル5の充填の障害にならない形状および配置とされる。
次に、蓋部材6の充填用孔11から、図4(B1),(B2)に平面図および断面図で示すように溝形鋼材4内にモルタル5を充填する。すべての充填用孔11からモルタル5があふれれば、充填を完了する。あふれたモルタル5は取り除く。この場合も、蓋部材6の芯材2と対向する表面には、予めアンボンド材8を貼り付けておく。このようにして、モルタル5の硬化後には、モルタル5の表面に蓋部材6が接着されて、拘束材3が完成する。
【符号の説明】
【0020】
1…座屈拘束ブレース
2…芯材
3…拘束材
4…溝形鋼材
5…モルタル(またはコンクリート)
6…蓋部材
10…支持具
11…充填用孔
【特許請求の範囲】
【請求項1】
芯材と、この芯材の両面に沿って配置した一対の拘束材とを有する座屈拘束ブレースにおいて、前記一対の拘束材は、それぞれ前記芯材側が開口した溝形鋼材と、この溝形鋼材内に充填したモルタルまたはコンクリートと、このモルタルまたはコンクリートの表面を覆いかつこのモルタルまたはコンクリートにその硬化によって接着された板状の蓋部材とを有することを特徴とする座屈拘束ブレース。
【請求項2】
請求項1において、前記蓋部材が、プレキャストコンクリート、合板、または鋼板からなる座屈拘束ブレース。
【請求項3】
請求項1に記載の座屈拘束ブレースを製造する方法であって、溝形鋼材内にモルタルまたはコンクリートを充填する過程と、前記モルタルまたはコンクリートの表面が硬化する前に、その表面に板状の蓋部材を被せて拘束材とする過程と、前記拘束材の一対をそれらの前記蓋部材が芯材に対向するように芯材の両面に沿って配置して座屈拘束ブレースとする過程とを含むことを特徴とする座屈拘束ブレースの製造方法。
【請求項4】
請求項1に記載の座屈拘束ブレースを製造する方法であって、充填用孔を有する板状の蓋部材を、溝形鋼材内に設けた支持具の上に配置する過程と、前記蓋部材の充填用孔から前記溝形鋼材内にモルタルまたはコンクリートを充填して拘束材とする過程と、前記拘束材の一対をそれらの前記蓋部材が芯材に対向するように芯材の両面に沿って配置して座屈拘束ブレースとする過程とを含むことを特徴とする座屈拘束ブレースの製造方法。
【請求項1】
芯材と、この芯材の両面に沿って配置した一対の拘束材とを有する座屈拘束ブレースにおいて、前記一対の拘束材は、それぞれ前記芯材側が開口した溝形鋼材と、この溝形鋼材内に充填したモルタルまたはコンクリートと、このモルタルまたはコンクリートの表面を覆いかつこのモルタルまたはコンクリートにその硬化によって接着された板状の蓋部材とを有することを特徴とする座屈拘束ブレース。
【請求項2】
請求項1において、前記蓋部材が、プレキャストコンクリート、合板、または鋼板からなる座屈拘束ブレース。
【請求項3】
請求項1に記載の座屈拘束ブレースを製造する方法であって、溝形鋼材内にモルタルまたはコンクリートを充填する過程と、前記モルタルまたはコンクリートの表面が硬化する前に、その表面に板状の蓋部材を被せて拘束材とする過程と、前記拘束材の一対をそれらの前記蓋部材が芯材に対向するように芯材の両面に沿って配置して座屈拘束ブレースとする過程とを含むことを特徴とする座屈拘束ブレースの製造方法。
【請求項4】
請求項1に記載の座屈拘束ブレースを製造する方法であって、充填用孔を有する板状の蓋部材を、溝形鋼材内に設けた支持具の上に配置する過程と、前記蓋部材の充填用孔から前記溝形鋼材内にモルタルまたはコンクリートを充填して拘束材とする過程と、前記拘束材の一対をそれらの前記蓋部材が芯材に対向するように芯材の両面に沿って配置して座屈拘束ブレースとする過程とを含むことを特徴とする座屈拘束ブレースの製造方法。
【図1】


【図2】
【図3】

【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−32701(P2013−32701A)
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願番号】特願2012−248665(P2012−248665)
【出願日】平成24年11月12日(2012.11.12)
【分割の表示】特願2008−95708(P2008−95708)の分割
【原出願日】平成20年4月2日(2008.4.2)
【出願人】(390037154)大和ハウス工業株式会社 (946)
【Fターム(参考)】
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願日】平成24年11月12日(2012.11.12)
【分割の表示】特願2008−95708(P2008−95708)の分割
【原出願日】平成20年4月2日(2008.4.2)
【出願人】(390037154)大和ハウス工業株式会社 (946)
【Fターム(参考)】
[ Back to top ]