
廃碍子から耐熱性窯業製品を製造する方法
【課題】廃碍子をリサイクルして、耐熱性に優れた窯業製品を製造する方法の提供。
【解決手段】廃碍子を破砕する際に、碍子内部のキャップが同時に割れてしまい、金属またはピン金具を接着するセメント(モルタル)が混入して耐火性を下げてしまうということを避ける。そのために、廃碍子をジョークラッシャーで粗粉砕するに際し、ジョークラッシャーの開口部の間隔を、廃碍子のセメントで碍子に固定された金具部よりも大きくし、その結果、金具部は破損しないでジョークラッシャーを通過するものとし、次に粗粉砕物から前記金具部を取り除き、その後、得られた廃碍子の粗粉砕物を、成形・焼結が可能な粒径まで粉砕し、この廃碍子粉砕物を成形し、焼成して、耐熱性窯業製品を得る。
【解決手段】廃碍子を破砕する際に、碍子内部のキャップが同時に割れてしまい、金属またはピン金具を接着するセメント(モルタル)が混入して耐火性を下げてしまうということを避ける。そのために、廃碍子をジョークラッシャーで粗粉砕するに際し、ジョークラッシャーの開口部の間隔を、廃碍子のセメントで碍子に固定された金具部よりも大きくし、その結果、金具部は破損しないでジョークラッシャーを通過するものとし、次に粗粉砕物から前記金具部を取り除き、その後、得られた廃碍子の粗粉砕物を、成形・焼結が可能な粒径まで粉砕し、この廃碍子粉砕物を成形し、焼成して、耐熱性窯業製品を得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、廃碍子をリサイクルして、廃碍子から耐熱性窯業製品を製造する方法およびその方法により得られた耐熱性窯業製品に関する。
【背景技術】
【0002】
現在、年間約1000tの碍子屑が発生しているが、そのリサイクル率は3%と低い状況にある。廃碍子の再利用、リサイクルの提案としては、例えば、特許文献1(特開2005−152828号公報)および特許文献2(特開2005−153093号公報)には、廃碍子を粉砕し、得られた粉砕物の粒径に応じて、再生路盤材、路盤表層材、法面緑化基盤材、およびブラスト処理用ブラスト材として用いるとの開示がある。これら特許文献にあっては、碍子に接合されている金属類を除去することの記載はあるが、廃碍子の粉砕物を窯業製品原料として再利用することの開示又は示唆はない。
【0003】
また、特許文献3(特開平7−118041号公報)、特許文献4(特開2002−346933号公報)、および特許文献5(特開2002−284553号公報)には、廃碍子の粉砕片または粉砕物を、コンクリート、アスファルトの骨材や、ブラスト材としてリサイクルすることが開示されている。しかしながら、碍子粉砕物を窯業製品原料として再利用することの開示又は示唆はない。
【0004】
耐火レンガ等の耐熱性窯業製品には、アルミナ含有率が20〜25%程度の陶磁器屑、さらには35%以上の磁器屑が骨材として利用されている。懸垂碍子などの碍子は、磁器部分のアルミナ含有率が高く、耐熱性窯業製品へのリサイクルが可能である。例えば、特許文献6(特開平11−147752号公報)には、廃棄物としての碍子を粉砕し、これを焼成して建材としてリサイクルすることが開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−152828号公報
【特許文献2】特開2005−153093号公報
【特許文献3】特開平7−118041号公報
【特許文献4】特開2002−346933号公報
【特許文献5】特開2002−284553号公報
【特許文献6】特開平11−147752号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
碍子は磁器部分のアルミナ含有率が高く、耐熱性窯業製品へのリサイクルが可能であるが、本発明者らの知る限りでは、廃碍子の粉砕物を原料とし、耐熱性の窯業製品を製造しても、耐熱性において十分でないことがあった。それは、今般、本発明者らが得た知見によると、廃碍子を粗砕機で破砕すると碍子のキャップが同時に割れてしまい、キャップ、ピンなどの金具を接着するセメント(モルタル)が破砕物に混入して、このセメント成分が耐火性を下げてしまうということに起因するものであった。
【0007】
従って、本発明は、廃碍子をリサイクルして、耐熱性に優れた窯業製品を製造することができる方法の提供をその目的としている。
【0008】
さらに、本発明は、廃碍子からリサイクルして得られた耐熱性に優れた窯業製品の提供をその目的としている。
【0009】
さらに本発明は、廃碍子をリサイクルして、廃碍子から不定形耐熱性窯業製品を製造する方法、および廃碍子から耐熱性窯業製品を製造するための原料を得る方法の提供をその目的としている。
【課題を解決するための手段】
【0010】
そして、本発明による廃碍子から耐熱性窯業製品を製造する方法は、該廃碍子が、磁器からなる本体と、該本体にセメントで固定された金具部とからなり、本体の径が金具部の径よりも大であるものであり、該廃碍子を圧縮破砕機により粗粉砕し、ここで圧縮破砕機の破砕後の被破砕物の大きさを決める開口部の間隔を、金具部よりも大であり、かつ本体の径よりも小として、金具部は破損しないで圧縮破砕機を通過するものとし、次に粗粉砕物から前記金具部を取り除き、得られた廃碍子の粗粉砕物を、成形・焼結が可能な粒径まで微粉砕し、得られた廃碍子粉砕物に、必要に応じて他の窯業製品原料を添加した後、廃碍子粉砕物を成形し、焼成して、耐熱性窯業製品を得ることを特徴とするものである。上記において好適な圧縮破砕機としては、ジョークラッシャーが挙げられる。
【0011】
また、本発明による耐熱性窯業製品は、上記の方法によって得られた耐熱性窯業製品である。
【0012】
また、本発明による廃碍子から不定形耐熱性窯業製品を製造する方法は、該廃碍子が、磁器からなる本体と、該本体にセメントで固定された金具部とからなり、本体の径が金具部の径よりも大であるものであり、該廃碍子を圧縮破砕機により粗粉砕し、ここで圧縮破砕機の破砕後の被破砕物の大きさを決める開口部の間隔を、金具部よりも大であり、かつ本体の径よりも小として、金具部は破損しないで圧縮破砕機を通過するものとし、次に粗粉砕物から前記金具部を取り除き、得られた廃碍子の粗粉砕物を微粉砕し、得られた廃碍子粉砕物に、必要に応じて他の不定形耐火物窯業製品原料を添加することを特徴とするものである。
【0013】
また、本発明による廃碍子から耐熱性窯業製品製造のための原料を得る方法は、該廃碍子が、磁器からなる本体と、該本体にセメントで固定された金具部とからなり、本体の径が金具部の径よりも大であるものであり、該廃碍子を圧縮破砕機により粗粉砕し、ここで圧縮破砕機の破砕後の被破砕物の大きさを決める開口部の間隔を、金具部よりも大であり、かつ本体の径よりも小として、金具部は破損しないで圧縮破砕機を通過するものとし、次に粗粉砕物から前記金具部を取り除き、得られた廃碍子の粗粉砕物を、成形・焼結が可能な粒径まで粉砕することを特徴とするものである。
【図面の簡単な説明】
【0014】
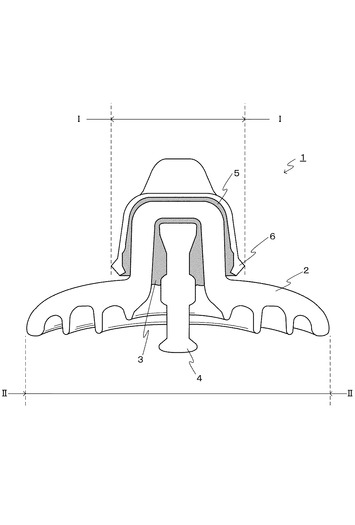
【図1】懸垂碍子の断面図である。
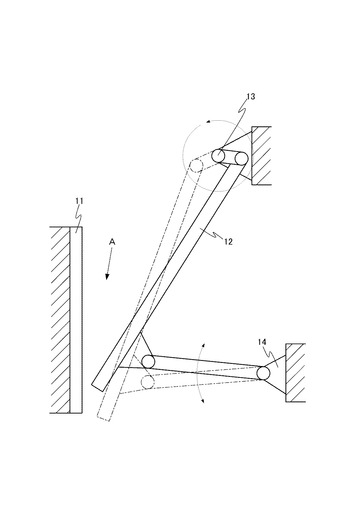
【図2】本発明において廃碍子の粗粉砕に好適に用いられる、ジョークラッシャーの基本構造を示す図である。
【図3】ジョークラッシャーにおいて、固定歯11と、動歯12の位置関係を模式的に表した図である。
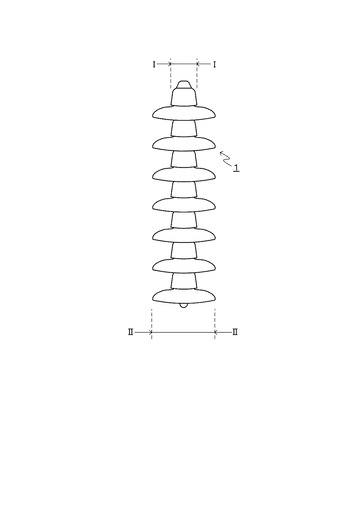
【図4】複数の懸垂碍子が結合された状態を示す図である。
【発明を実施するための形態】
【0015】
碍子
本発明は、磁器からなる本体と、該本体にセメントで固定された金具部とからなる碍子であって、本体の径が金具部の径よりも大であるものに適用可能である。すなわち、本発明は、金具部の径が本体の径よりも小さな碍子に適用可能である。ここで、本体の径および金具部の径とは、本体または金具部が円形の場合には直径を意味し、楕円形の場合にはもっとも長い幅を有する部分の長さを意味する。本発明を提供可能な碍子の具体例としては、懸垂碍子、長幹碍子、配電用碍子などが挙げられる。
【0016】
図1は、懸垂碍子の基本構造を示す、懸垂碍子の断面図である。懸垂碍子1は、磁器からなる本体2と、その内側にセメント(モルタル)3で接着・固定されたピン4と、その外側にセメント5で接着・固定された金属からなるキャップ部6とからなる。本明細書にあっては、碍子において、セメントで金具部材が固定されてなる部分を金具部と呼ぶ。また、本明細書において懸垂碍子の金具部の径とは、図1中のI−I線が示すキャップ部6の幅を意味し、本体の径とは図1中のII−II線が示す本体の幅を意味する。
【0017】
粗粉砕
本発明において、まず、廃碍子は圧縮破砕機にて粗粉砕される。圧縮破砕機の具体例としては、ジョークラッシャー、ロールクラッシャーなどが挙げられるが、ただし圧縮破砕機は、破砕後の被破砕物の大きさを決めるための開口部を有することが必要である。本発明の好ましい態様によれば、圧縮破砕機として、ジョークラッシャーを用いる。ジョークラッシャーとは、動歯(スイングジョー)を固定歯に対して揺動させて、両歯間に粉砕物を入れて破砕を行うものを意味し、シングルトグルクラッシャー、ダブルトグルクラッシャーのいずれの機構のものであってもよい。シングルトグルジョークラッシャーの模式図を図2に示す。図中、固定歯11と、動歯12は図に示すように対向して置かれ、動歯12の一方の端部は、図示しない動力により軸13を中心とした回転運動に伴い揺動する。動歯12の一方の端部付近は、軸固定装置14により、動歯12の揺動にともない図中の矢印の方向に往復運動可能なように固定されている。図2中のAの方向より廃碍子が投入され、固定歯11と、動歯12との間で廃碍子に応力が加えられ、碍子は粗破砕される。
【0018】
本発明にあっては、圧縮破砕機の破砕後の被破砕物の大きさを決めるための開口部の間隔を、金具部よりも大であり、かつ本体の径よりも小として、その結果、金具部は破損しないで圧縮破砕機を通過するものとする。ジョークラッシャーの場合、固定歯11と、動歯12とが形成する開口部の間隔を、廃碍子のセメントで碍子に固定された金具部よりも大きくし、かつ本体の径よりも小さくする。その結果、金具部は破損しないでジョークラッシャーを通過するものとされる。ここで、ジョークラッシャーの開口部の間隔とは、固定歯11と、動歯12とが揺動動作中に取る最小の間隔を意味する。図3は、固定歯11と、動歯12の位置関係を模式的に表した図である。ジョークラッシャーの固定歯11および動歯12は、平板な構造に加え、複数の溝部を有した構造であってもよい。固定歯11および動歯12が平板であっても、複数の溝部を有するものであっても、本明細書において、両者の間隔とは、揺動動作中に両者が取る最小の距離を意味する。図3において、両者の最短距離を示す直線III−III線上の距離Cが、本明細書におけるジョークラッシャーの開口部の間隔である。
【0019】
本発明の一つの態様にあっては、図4に示されるように、複数の懸垂碍子が結合された状態で、懸垂碍子が破砕機に投入されてよい。懸垂碍子は図4に示されるように複数結合されて使用されるが、特に一つ一つばらばらにすることなく、適当な個数が結合された状態で破砕機に投入されてよく、またこの方が一つ一つ投入するよりも投入効率がよいといえる。
【0020】
本発明にあっては、碍子の磁器からなる本体部分は破砕されるが、金具部は破損しないでジョークラッシャーのような圧縮破砕機を通過する。従って、磁器からなる本体の破砕物に、金属、さらには金属を碍子に接着・固定するセメントが混入しない。よって粗粉砕物から金具部を取り除けば、磁器の比率の高い、すなわちアルミナ含有率の高い碍子粉砕物が効率よく得られる。本発明の好ましい態様によれば、粗粉砕物のアルミナ含有率は35%以上である。
【0021】
本発明による方法にあっては、次に、粗粉砕物から金具部を取り除く。その方法は、例えば磁石により取り除かれても、手作業により取り除かれてもよい。
【0022】
微粉砕
得られた粗粉砕物は、さらに粉砕操作に付され、成形・焼結が可能な粒径のものとされる。粉砕手段および粒径は、適宜決定されてよいが、例えば粉砕手段としては、インパクトクラッシャーのような衝撃破砕方式によることが好ましい。また粒径は、一般的には30mm以下とされ、好ましくは10mm以下とされる。
【0023】
成形・焼成
本発明において廃碍子粉砕物は、耐熱性窯業製品の製造の原料として知られている成分と同様に利用可能なものである。従って、成形および焼成の条件は、通常の窯業製品の製造の条件と同一であってよい。また、耐熱性窯業製品の製造に通常用いられている他の原料、例えばシャモット、粘土、バインダーなどを添加して、窯業製品を製造してよい。また、その性能または特性を改善するために添加されている成分を添加してもよい。
【0024】
焼成は、廃碍子のような高アルミナ含有量の場合、1,100℃〜1,500℃の範囲で行われてよく、より好ましくは1,200℃〜1,400℃の範囲である。
【0025】
本発明によれば、最終的に得られる窯業製品は、耐熱性に優れたものである。最終的に得られる窯業製品の具体例としては、耐火れんががあり、本発明により得られた耐火れんがは、さらに耐酸性、耐摩耗性、耐熱衝撃性にも優れたものである。
【0026】
不定形耐熱性窯業製品
本発明の別の態様によれば、本発明は、不定形耐熱性窯業製品の製造方法を提供する。その方法は、上述した耐熱性窯業製品の製造方法において、廃碍子を粗粉砕し、さらに微粉砕した後、成形および焼成を行わず、必要に応じて他の不定形耐火物窯業製品原料を添加することを含んでなる。ここで、不定形耐熱窯業製品の具体例としては、キャスタブル、吹付け材、パッキング材、モルタル、またはプラスチック材が挙げられる。
【0027】
本発明の不定形耐熱窯業製品の具体例として、得られた廃碍子粉砕物に、セメント、好ましくはアルミナセメントを混合することにより、耐熱性キャスタブルとすることができる。従って、本発明によれば、廃碍子からキャスタブルを製造する方法がさらに提供される。
【0028】
耐熱性窯業製品製造のための原料
上記のとおり、本発明により得られた廃碍子の粉砕物は、耐熱性窯業製品の製造の原料として知られている成分と同様に利用可能なものである。従って、本発明の別の態様によれば、廃碍子から耐熱性窯業製品製造のための原料を得る方法が提供され、この方法は、上述した耐熱性窯業製品の製造方法において、廃碍子を粗粉砕し、さらに成形・焼結が可能な粒径まで粉砕することを特徴とする。
【実施例】
【0029】
例1:ジョークラッシャーによる懸垂碍子の粗粉砕
本体の直径が26cmの懸垂碍子が9個連結した1ユニットを、碍子の連結個数が最大6個となるように連結部のピンを抜いて分割した。それを、図2に示される基本構造を有したジョークラッシャーに投入し、粉砕した。ここで、懸垂碍子の金具部が直径11.5cm、長さ12cmの円筒形であったことから、ジョークラッシャーの固定歯11と、動歯12の間隔は、15cmとした。その結果、碍子の金具部は破砕されず、磁器の本体部分は破砕されて、ジョークラッシャーから排出された。金具部を手作業で除き、実施例に用いる懸垂碍子の粗粉砕物を得た。なお、懸垂碍子2,000kgの投入量に対して、粗粉砕物として1,096kg(収率54.8%)を得た。
【0030】
また比較のため、ジョークラッシャーの固定歯11と動歯12の間隔を8cmとし、懸垂碍子の金具部の直径よりも小さくし、金具部も同時に破砕されるようにした以外は、上記と同様にして懸垂碍子を粉砕し、比較例に用いる粗粉砕物を得た。この結果、粉砕された金具部からモルタルを含む磁器部も混入したため、その収率は実施例よりも向上し、懸垂碍子2,000kgから、粗破砕物1,246kgを得た(収率62.3%)。
【0031】
実施例及び比較例で用いる各粗粉砕物について、それぞれ化学分析を行った。結果は表1に示されるとおりであり、実施例に用いる粗粉砕物は、Al2O3とSiO2の含有量が高く、耐火物原料として種々の用途に十分に使用可能であると考えられた。一方、比較例に用いる粗粉砕物は、Al2O3とSiO2以外の成分が多くなり、耐火物原料としては使用が限られると考えられた。
【0032】

【0033】
例2:インパクトクラッシャーによる粉砕
例1で得られた実施例及び比較例に用いる各粗粉砕物を、それぞれインパクトクラッシャーにより粉砕し、これらを実施例1及び比較例1によって得られた粉砕物とした。粉砕を行った結果、いずれの場合も特に問題となる事象は認められず、問題なく粉砕できることが確認された。また、得られた各粉砕物の粒度分布は、下記の表2に示される通りであった。
【0034】
【0035】
さらに、得られた実施例1及び比較例1の各粉砕物をJIS R 2204に準じて、その耐火度を測定した。その結果、実施例の耐火度はSK34であり、比較例のそれはSK30であった。
【0036】
例3:れんがの作成試験
例2で得られた実施例1及び比較例1の粉砕物を使用して、それぞれ、れんがを作成した。すなわち、例2で得られた各粉砕物550kgに、それぞれ、シャモット350kg、粘土100kgを混合して各混合物を得た。
【0037】
次に、上記で得られた各混合物を、23cm×11.5cm×6.5cmの大きさに成形し、その後、下記の表3に示される各焼成温度で焼成して、それぞれ、れんがを得た。比較例1の粉砕物を含む混合物は、その最適焼成温度が実施例1の粉砕物を含む混合物よりも30℃低い1,260℃であったため、比較例1のものについては1,260℃の温度で焼成し、実施例1のものについては1,290℃の温度で焼成した。
【0038】
上記のようにして得た実施例1及び比較例1の各れんがについて、表3に示した通りの物性、圧縮強さ、耐火度を、それぞれに示したJISに準拠して測定した。また、外観を目視で観察した。その結果は、表3に示される通りであった。耐火度は、実施例1のれんがではSK32であったのに対し、比較例1のれんがはSK29であり、実施例1のれんがと比べて耐火度が劣る結果となった。また、焼成後のれんがの外観は、実施例1のれんがは、通常の耐火物原料を用いたれんがと比べても遜色なく良好であったのに対し、比較例1のれんがは、不純物によるものと思われる褐色の斑点が認められ、原料の一部が溶融しており、耐熱性に劣っていた。
【0039】
【0040】
例4:キャスタブルの作成試験
例2で得られた各粉砕物を使用してキャスタブルを作成した。すなわち、例2で得られた実施例1及び比較例1の各粉砕物525kgに、それぞれ、シャモット150kg、アルミナセメント300kgを混合し、実施例1及び比較例1の各キャスタブルを得た。
【0041】
得られたそれぞれのキャスタブルの流動性を確認したところ、いずれも良好であった。次に、得られた各キャスタブル10kgに、水2kgを加え、4cm×4cm×16cmの大きさの型に流し込み、乾燥させて複数の試験片を得た。その際の可使用時間はおよび硬化時間は下記の表4に示される通りであった。
【0042】
【0043】
次に、上記のようにして乾燥した各試験片を、下記の表5及び表6に示される3種類の温度でそれぞれ焼成した。そして、得られた実施例1及び比較例1の、各温度で焼成した試験片について、表5および表6に示される通りの物性、曲げ強さを、それぞれ示されているJISに準拠して測定した。また、その外観を目視で観察した。その結果は、表5および6に示される通りであった。すなわち、表5に示されるように、実施例1の焼成した試験片は、いずれの焼成温度のものも良好な結果を示したのに対し、比較例1の焼成した試験片は、表6に示されるように、1,300℃で焼成したものは原料の一部が溶融しており、斑点状に変色しており、耐熱性に劣っていた。
【0044】
【0045】
【0046】
例1で使用したと同様のジョークラッシャーを用い、ジョークラッシャーの固定歯11と、動歯12の間隔を、それぞれ表7に示したものに変えた以外は同様にして、例1で使用したと同様の懸垂碍子を粗粉砕した粗粉砕物を得た。これらを、それぞれ参考例1、参考例2及び比較参考例2の各粗粉砕物とし、表7に、各粗粉砕物の収率を示した。表7中に、先に説明した実施例1及び比較例1の粉砕物に使用した粗粉砕物を実施例1及び比較例1として合わせて示した。この結果、粗粉砕の対象とした懸垂碍子の金具部が、直径11.5cm、長さが12cmであったことを勘案すると、ジョークラッシャーの開口部の間隔を設定する場合の、金具部よりも大きくする程度は、金具部の最大の大きさに、より近くした場合の方が粗粉砕収率が向上することが確認できた。
【0047】
【0048】
さらに、得られた各粗粉砕物について、それぞれ化学分析を行い、その結果を表8に示した。ジョークラッシャーの開口部の間隔を、金物部の長さと同じ12cmの間隔とした比較参考例2の場合は、セメントの主成分であるCaO成分が増加しており、僅かだがモルタルが混入したことが認められた。これに対し、ジョークラッシャーの開口部の間隔を12.5cm以上としている、参考例1、実施例1及び参考例2の場合は、いずれもモルタル成分の混入は認められなかった。上記のことから、ジョークラッシャー等の圧縮破砕機の破砕後の被破砕物の大きさを決めることとなる開口部の間隔を決定する場合、廃碍子の金具部の最大長よりも、数ミリ程度の範囲で大きい間隔とすれば、収率よく、しかも金具部に用いられているモルタルを含まない粗粉砕物が得られることが確認された。したがって、このように、圧縮破砕機の開口部の間隔を決定すれば、廃碍子のリサイクルがより効率よくでき、しかも、得られた粗粉砕物を利用して得られるものは、リサイクル品でありながら高品位な耐熱性窯業製品となるので、多様な用途への再利用の実現が期待できる。
【0049】
【技術分野】
【0001】
本発明は、廃碍子をリサイクルして、廃碍子から耐熱性窯業製品を製造する方法およびその方法により得られた耐熱性窯業製品に関する。
【背景技術】
【0002】
現在、年間約1000tの碍子屑が発生しているが、そのリサイクル率は3%と低い状況にある。廃碍子の再利用、リサイクルの提案としては、例えば、特許文献1(特開2005−152828号公報)および特許文献2(特開2005−153093号公報)には、廃碍子を粉砕し、得られた粉砕物の粒径に応じて、再生路盤材、路盤表層材、法面緑化基盤材、およびブラスト処理用ブラスト材として用いるとの開示がある。これら特許文献にあっては、碍子に接合されている金属類を除去することの記載はあるが、廃碍子の粉砕物を窯業製品原料として再利用することの開示又は示唆はない。
【0003】
また、特許文献3(特開平7−118041号公報)、特許文献4(特開2002−346933号公報)、および特許文献5(特開2002−284553号公報)には、廃碍子の粉砕片または粉砕物を、コンクリート、アスファルトの骨材や、ブラスト材としてリサイクルすることが開示されている。しかしながら、碍子粉砕物を窯業製品原料として再利用することの開示又は示唆はない。
【0004】
耐火レンガ等の耐熱性窯業製品には、アルミナ含有率が20〜25%程度の陶磁器屑、さらには35%以上の磁器屑が骨材として利用されている。懸垂碍子などの碍子は、磁器部分のアルミナ含有率が高く、耐熱性窯業製品へのリサイクルが可能である。例えば、特許文献6(特開平11−147752号公報)には、廃棄物としての碍子を粉砕し、これを焼成して建材としてリサイクルすることが開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−152828号公報
【特許文献2】特開2005−153093号公報
【特許文献3】特開平7−118041号公報
【特許文献4】特開2002−346933号公報
【特許文献5】特開2002−284553号公報
【特許文献6】特開平11−147752号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
碍子は磁器部分のアルミナ含有率が高く、耐熱性窯業製品へのリサイクルが可能であるが、本発明者らの知る限りでは、廃碍子の粉砕物を原料とし、耐熱性の窯業製品を製造しても、耐熱性において十分でないことがあった。それは、今般、本発明者らが得た知見によると、廃碍子を粗砕機で破砕すると碍子のキャップが同時に割れてしまい、キャップ、ピンなどの金具を接着するセメント(モルタル)が破砕物に混入して、このセメント成分が耐火性を下げてしまうということに起因するものであった。
【0007】
従って、本発明は、廃碍子をリサイクルして、耐熱性に優れた窯業製品を製造することができる方法の提供をその目的としている。
【0008】
さらに、本発明は、廃碍子からリサイクルして得られた耐熱性に優れた窯業製品の提供をその目的としている。
【0009】
さらに本発明は、廃碍子をリサイクルして、廃碍子から不定形耐熱性窯業製品を製造する方法、および廃碍子から耐熱性窯業製品を製造するための原料を得る方法の提供をその目的としている。
【課題を解決するための手段】
【0010】
そして、本発明による廃碍子から耐熱性窯業製品を製造する方法は、該廃碍子が、磁器からなる本体と、該本体にセメントで固定された金具部とからなり、本体の径が金具部の径よりも大であるものであり、該廃碍子を圧縮破砕機により粗粉砕し、ここで圧縮破砕機の破砕後の被破砕物の大きさを決める開口部の間隔を、金具部よりも大であり、かつ本体の径よりも小として、金具部は破損しないで圧縮破砕機を通過するものとし、次に粗粉砕物から前記金具部を取り除き、得られた廃碍子の粗粉砕物を、成形・焼結が可能な粒径まで微粉砕し、得られた廃碍子粉砕物に、必要に応じて他の窯業製品原料を添加した後、廃碍子粉砕物を成形し、焼成して、耐熱性窯業製品を得ることを特徴とするものである。上記において好適な圧縮破砕機としては、ジョークラッシャーが挙げられる。
【0011】
また、本発明による耐熱性窯業製品は、上記の方法によって得られた耐熱性窯業製品である。
【0012】
また、本発明による廃碍子から不定形耐熱性窯業製品を製造する方法は、該廃碍子が、磁器からなる本体と、該本体にセメントで固定された金具部とからなり、本体の径が金具部の径よりも大であるものであり、該廃碍子を圧縮破砕機により粗粉砕し、ここで圧縮破砕機の破砕後の被破砕物の大きさを決める開口部の間隔を、金具部よりも大であり、かつ本体の径よりも小として、金具部は破損しないで圧縮破砕機を通過するものとし、次に粗粉砕物から前記金具部を取り除き、得られた廃碍子の粗粉砕物を微粉砕し、得られた廃碍子粉砕物に、必要に応じて他の不定形耐火物窯業製品原料を添加することを特徴とするものである。
【0013】
また、本発明による廃碍子から耐熱性窯業製品製造のための原料を得る方法は、該廃碍子が、磁器からなる本体と、該本体にセメントで固定された金具部とからなり、本体の径が金具部の径よりも大であるものであり、該廃碍子を圧縮破砕機により粗粉砕し、ここで圧縮破砕機の破砕後の被破砕物の大きさを決める開口部の間隔を、金具部よりも大であり、かつ本体の径よりも小として、金具部は破損しないで圧縮破砕機を通過するものとし、次に粗粉砕物から前記金具部を取り除き、得られた廃碍子の粗粉砕物を、成形・焼結が可能な粒径まで粉砕することを特徴とするものである。
【図面の簡単な説明】
【0014】
【図1】懸垂碍子の断面図である。
【図2】本発明において廃碍子の粗粉砕に好適に用いられる、ジョークラッシャーの基本構造を示す図である。
【図3】ジョークラッシャーにおいて、固定歯11と、動歯12の位置関係を模式的に表した図である。
【図4】複数の懸垂碍子が結合された状態を示す図である。
【発明を実施するための形態】
【0015】
碍子
本発明は、磁器からなる本体と、該本体にセメントで固定された金具部とからなる碍子であって、本体の径が金具部の径よりも大であるものに適用可能である。すなわち、本発明は、金具部の径が本体の径よりも小さな碍子に適用可能である。ここで、本体の径および金具部の径とは、本体または金具部が円形の場合には直径を意味し、楕円形の場合にはもっとも長い幅を有する部分の長さを意味する。本発明を提供可能な碍子の具体例としては、懸垂碍子、長幹碍子、配電用碍子などが挙げられる。
【0016】
図1は、懸垂碍子の基本構造を示す、懸垂碍子の断面図である。懸垂碍子1は、磁器からなる本体2と、その内側にセメント(モルタル)3で接着・固定されたピン4と、その外側にセメント5で接着・固定された金属からなるキャップ部6とからなる。本明細書にあっては、碍子において、セメントで金具部材が固定されてなる部分を金具部と呼ぶ。また、本明細書において懸垂碍子の金具部の径とは、図1中のI−I線が示すキャップ部6の幅を意味し、本体の径とは図1中のII−II線が示す本体の幅を意味する。
【0017】
粗粉砕
本発明において、まず、廃碍子は圧縮破砕機にて粗粉砕される。圧縮破砕機の具体例としては、ジョークラッシャー、ロールクラッシャーなどが挙げられるが、ただし圧縮破砕機は、破砕後の被破砕物の大きさを決めるための開口部を有することが必要である。本発明の好ましい態様によれば、圧縮破砕機として、ジョークラッシャーを用いる。ジョークラッシャーとは、動歯(スイングジョー)を固定歯に対して揺動させて、両歯間に粉砕物を入れて破砕を行うものを意味し、シングルトグルクラッシャー、ダブルトグルクラッシャーのいずれの機構のものであってもよい。シングルトグルジョークラッシャーの模式図を図2に示す。図中、固定歯11と、動歯12は図に示すように対向して置かれ、動歯12の一方の端部は、図示しない動力により軸13を中心とした回転運動に伴い揺動する。動歯12の一方の端部付近は、軸固定装置14により、動歯12の揺動にともない図中の矢印の方向に往復運動可能なように固定されている。図2中のAの方向より廃碍子が投入され、固定歯11と、動歯12との間で廃碍子に応力が加えられ、碍子は粗破砕される。
【0018】
本発明にあっては、圧縮破砕機の破砕後の被破砕物の大きさを決めるための開口部の間隔を、金具部よりも大であり、かつ本体の径よりも小として、その結果、金具部は破損しないで圧縮破砕機を通過するものとする。ジョークラッシャーの場合、固定歯11と、動歯12とが形成する開口部の間隔を、廃碍子のセメントで碍子に固定された金具部よりも大きくし、かつ本体の径よりも小さくする。その結果、金具部は破損しないでジョークラッシャーを通過するものとされる。ここで、ジョークラッシャーの開口部の間隔とは、固定歯11と、動歯12とが揺動動作中に取る最小の間隔を意味する。図3は、固定歯11と、動歯12の位置関係を模式的に表した図である。ジョークラッシャーの固定歯11および動歯12は、平板な構造に加え、複数の溝部を有した構造であってもよい。固定歯11および動歯12が平板であっても、複数の溝部を有するものであっても、本明細書において、両者の間隔とは、揺動動作中に両者が取る最小の距離を意味する。図3において、両者の最短距離を示す直線III−III線上の距離Cが、本明細書におけるジョークラッシャーの開口部の間隔である。
【0019】
本発明の一つの態様にあっては、図4に示されるように、複数の懸垂碍子が結合された状態で、懸垂碍子が破砕機に投入されてよい。懸垂碍子は図4に示されるように複数結合されて使用されるが、特に一つ一つばらばらにすることなく、適当な個数が結合された状態で破砕機に投入されてよく、またこの方が一つ一つ投入するよりも投入効率がよいといえる。
【0020】
本発明にあっては、碍子の磁器からなる本体部分は破砕されるが、金具部は破損しないでジョークラッシャーのような圧縮破砕機を通過する。従って、磁器からなる本体の破砕物に、金属、さらには金属を碍子に接着・固定するセメントが混入しない。よって粗粉砕物から金具部を取り除けば、磁器の比率の高い、すなわちアルミナ含有率の高い碍子粉砕物が効率よく得られる。本発明の好ましい態様によれば、粗粉砕物のアルミナ含有率は35%以上である。
【0021】
本発明による方法にあっては、次に、粗粉砕物から金具部を取り除く。その方法は、例えば磁石により取り除かれても、手作業により取り除かれてもよい。
【0022】
微粉砕
得られた粗粉砕物は、さらに粉砕操作に付され、成形・焼結が可能な粒径のものとされる。粉砕手段および粒径は、適宜決定されてよいが、例えば粉砕手段としては、インパクトクラッシャーのような衝撃破砕方式によることが好ましい。また粒径は、一般的には30mm以下とされ、好ましくは10mm以下とされる。
【0023】
成形・焼成
本発明において廃碍子粉砕物は、耐熱性窯業製品の製造の原料として知られている成分と同様に利用可能なものである。従って、成形および焼成の条件は、通常の窯業製品の製造の条件と同一であってよい。また、耐熱性窯業製品の製造に通常用いられている他の原料、例えばシャモット、粘土、バインダーなどを添加して、窯業製品を製造してよい。また、その性能または特性を改善するために添加されている成分を添加してもよい。
【0024】
焼成は、廃碍子のような高アルミナ含有量の場合、1,100℃〜1,500℃の範囲で行われてよく、より好ましくは1,200℃〜1,400℃の範囲である。
【0025】
本発明によれば、最終的に得られる窯業製品は、耐熱性に優れたものである。最終的に得られる窯業製品の具体例としては、耐火れんががあり、本発明により得られた耐火れんがは、さらに耐酸性、耐摩耗性、耐熱衝撃性にも優れたものである。
【0026】
不定形耐熱性窯業製品
本発明の別の態様によれば、本発明は、不定形耐熱性窯業製品の製造方法を提供する。その方法は、上述した耐熱性窯業製品の製造方法において、廃碍子を粗粉砕し、さらに微粉砕した後、成形および焼成を行わず、必要に応じて他の不定形耐火物窯業製品原料を添加することを含んでなる。ここで、不定形耐熱窯業製品の具体例としては、キャスタブル、吹付け材、パッキング材、モルタル、またはプラスチック材が挙げられる。
【0027】
本発明の不定形耐熱窯業製品の具体例として、得られた廃碍子粉砕物に、セメント、好ましくはアルミナセメントを混合することにより、耐熱性キャスタブルとすることができる。従って、本発明によれば、廃碍子からキャスタブルを製造する方法がさらに提供される。
【0028】
耐熱性窯業製品製造のための原料
上記のとおり、本発明により得られた廃碍子の粉砕物は、耐熱性窯業製品の製造の原料として知られている成分と同様に利用可能なものである。従って、本発明の別の態様によれば、廃碍子から耐熱性窯業製品製造のための原料を得る方法が提供され、この方法は、上述した耐熱性窯業製品の製造方法において、廃碍子を粗粉砕し、さらに成形・焼結が可能な粒径まで粉砕することを特徴とする。
【実施例】
【0029】
例1:ジョークラッシャーによる懸垂碍子の粗粉砕
本体の直径が26cmの懸垂碍子が9個連結した1ユニットを、碍子の連結個数が最大6個となるように連結部のピンを抜いて分割した。それを、図2に示される基本構造を有したジョークラッシャーに投入し、粉砕した。ここで、懸垂碍子の金具部が直径11.5cm、長さ12cmの円筒形であったことから、ジョークラッシャーの固定歯11と、動歯12の間隔は、15cmとした。その結果、碍子の金具部は破砕されず、磁器の本体部分は破砕されて、ジョークラッシャーから排出された。金具部を手作業で除き、実施例に用いる懸垂碍子の粗粉砕物を得た。なお、懸垂碍子2,000kgの投入量に対して、粗粉砕物として1,096kg(収率54.8%)を得た。
【0030】
また比較のため、ジョークラッシャーの固定歯11と動歯12の間隔を8cmとし、懸垂碍子の金具部の直径よりも小さくし、金具部も同時に破砕されるようにした以外は、上記と同様にして懸垂碍子を粉砕し、比較例に用いる粗粉砕物を得た。この結果、粉砕された金具部からモルタルを含む磁器部も混入したため、その収率は実施例よりも向上し、懸垂碍子2,000kgから、粗破砕物1,246kgを得た(収率62.3%)。
【0031】
実施例及び比較例で用いる各粗粉砕物について、それぞれ化学分析を行った。結果は表1に示されるとおりであり、実施例に用いる粗粉砕物は、Al2O3とSiO2の含有量が高く、耐火物原料として種々の用途に十分に使用可能であると考えられた。一方、比較例に用いる粗粉砕物は、Al2O3とSiO2以外の成分が多くなり、耐火物原料としては使用が限られると考えられた。
【0032】
【0033】
例2:インパクトクラッシャーによる粉砕
例1で得られた実施例及び比較例に用いる各粗粉砕物を、それぞれインパクトクラッシャーにより粉砕し、これらを実施例1及び比較例1によって得られた粉砕物とした。粉砕を行った結果、いずれの場合も特に問題となる事象は認められず、問題なく粉砕できることが確認された。また、得られた各粉砕物の粒度分布は、下記の表2に示される通りであった。
【0034】
【0035】
さらに、得られた実施例1及び比較例1の各粉砕物をJIS R 2204に準じて、その耐火度を測定した。その結果、実施例の耐火度はSK34であり、比較例のそれはSK30であった。
【0036】
例3:れんがの作成試験
例2で得られた実施例1及び比較例1の粉砕物を使用して、それぞれ、れんがを作成した。すなわち、例2で得られた各粉砕物550kgに、それぞれ、シャモット350kg、粘土100kgを混合して各混合物を得た。
【0037】
次に、上記で得られた各混合物を、23cm×11.5cm×6.5cmの大きさに成形し、その後、下記の表3に示される各焼成温度で焼成して、それぞれ、れんがを得た。比較例1の粉砕物を含む混合物は、その最適焼成温度が実施例1の粉砕物を含む混合物よりも30℃低い1,260℃であったため、比較例1のものについては1,260℃の温度で焼成し、実施例1のものについては1,290℃の温度で焼成した。
【0038】
上記のようにして得た実施例1及び比較例1の各れんがについて、表3に示した通りの物性、圧縮強さ、耐火度を、それぞれに示したJISに準拠して測定した。また、外観を目視で観察した。その結果は、表3に示される通りであった。耐火度は、実施例1のれんがではSK32であったのに対し、比較例1のれんがはSK29であり、実施例1のれんがと比べて耐火度が劣る結果となった。また、焼成後のれんがの外観は、実施例1のれんがは、通常の耐火物原料を用いたれんがと比べても遜色なく良好であったのに対し、比較例1のれんがは、不純物によるものと思われる褐色の斑点が認められ、原料の一部が溶融しており、耐熱性に劣っていた。
【0039】
【0040】
例4:キャスタブルの作成試験
例2で得られた各粉砕物を使用してキャスタブルを作成した。すなわち、例2で得られた実施例1及び比較例1の各粉砕物525kgに、それぞれ、シャモット150kg、アルミナセメント300kgを混合し、実施例1及び比較例1の各キャスタブルを得た。
【0041】
得られたそれぞれのキャスタブルの流動性を確認したところ、いずれも良好であった。次に、得られた各キャスタブル10kgに、水2kgを加え、4cm×4cm×16cmの大きさの型に流し込み、乾燥させて複数の試験片を得た。その際の可使用時間はおよび硬化時間は下記の表4に示される通りであった。
【0042】
【0043】
次に、上記のようにして乾燥した各試験片を、下記の表5及び表6に示される3種類の温度でそれぞれ焼成した。そして、得られた実施例1及び比較例1の、各温度で焼成した試験片について、表5および表6に示される通りの物性、曲げ強さを、それぞれ示されているJISに準拠して測定した。また、その外観を目視で観察した。その結果は、表5および6に示される通りであった。すなわち、表5に示されるように、実施例1の焼成した試験片は、いずれの焼成温度のものも良好な結果を示したのに対し、比較例1の焼成した試験片は、表6に示されるように、1,300℃で焼成したものは原料の一部が溶融しており、斑点状に変色しており、耐熱性に劣っていた。
【0044】
【0045】
【0046】
例1で使用したと同様のジョークラッシャーを用い、ジョークラッシャーの固定歯11と、動歯12の間隔を、それぞれ表7に示したものに変えた以外は同様にして、例1で使用したと同様の懸垂碍子を粗粉砕した粗粉砕物を得た。これらを、それぞれ参考例1、参考例2及び比較参考例2の各粗粉砕物とし、表7に、各粗粉砕物の収率を示した。表7中に、先に説明した実施例1及び比較例1の粉砕物に使用した粗粉砕物を実施例1及び比較例1として合わせて示した。この結果、粗粉砕の対象とした懸垂碍子の金具部が、直径11.5cm、長さが12cmであったことを勘案すると、ジョークラッシャーの開口部の間隔を設定する場合の、金具部よりも大きくする程度は、金具部の最大の大きさに、より近くした場合の方が粗粉砕収率が向上することが確認できた。
【0047】
【0048】
さらに、得られた各粗粉砕物について、それぞれ化学分析を行い、その結果を表8に示した。ジョークラッシャーの開口部の間隔を、金物部の長さと同じ12cmの間隔とした比較参考例2の場合は、セメントの主成分であるCaO成分が増加しており、僅かだがモルタルが混入したことが認められた。これに対し、ジョークラッシャーの開口部の間隔を12.5cm以上としている、参考例1、実施例1及び参考例2の場合は、いずれもモルタル成分の混入は認められなかった。上記のことから、ジョークラッシャー等の圧縮破砕機の破砕後の被破砕物の大きさを決めることとなる開口部の間隔を決定する場合、廃碍子の金具部の最大長よりも、数ミリ程度の範囲で大きい間隔とすれば、収率よく、しかも金具部に用いられているモルタルを含まない粗粉砕物が得られることが確認された。したがって、このように、圧縮破砕機の開口部の間隔を決定すれば、廃碍子のリサイクルがより効率よくでき、しかも、得られた粗粉砕物を利用して得られるものは、リサイクル品でありながら高品位な耐熱性窯業製品となるので、多様な用途への再利用の実現が期待できる。
【0049】
【特許請求の範囲】
【請求項1】
廃碍子から耐熱性窯業製品を製造する方法であって、
該廃碍子が、磁器からなる本体と、該本体にセメントで固定された金具部とからなり、本体の径が金具部の径よりも大であるものであり、
該廃碍子を圧縮破砕機により粗粉砕し、ここで圧縮破砕機の破砕後の被破砕物の大きさを決める開口部の間隔を、金具部よりも大であり、かつ本体の径よりも小として、金具部は破損しないで圧縮破砕機を通過するものとし、次に粗粉砕物から前記金具部を取り除き、
得られた廃碍子の粗粉砕物を、成形・焼結が可能な粒径まで微粉砕し、
得られた廃碍子粉砕物に、必要に応じて他の窯業製品原料を添加した後、廃碍子粉砕物を成形し、焼成して、耐熱性窯業製品を得ることを特徴とする、方法。
【請求項2】
圧縮破砕機がジョークラッシャーである、請求項1に記載の方法。
【請求項3】
得られた廃碍子の粗粉砕物を、成形・焼結が可能な粒径まで粉砕する行程が、衝撃破砕方式により行われる、請求項1又は2に記載の方法。
【請求項4】
得られる窯業製品が、耐火れんがである、請求項1〜3のいずれか一項に記載の方法。
【請求項5】
請求項1〜4のいずれか一項に記載の方法によって得られたことを特徴とする、耐熱性窯業製品。
【請求項6】
廃碍子から不定形耐熱性窯業製品を製造する方法であって、
該廃碍子が、磁器からなる本体と、該本体にセメントで固定された金具部とからなり、本体の径が金具部の径よりも大であるものであり、
該廃碍子を圧縮破砕機により粗粉砕し、ここで圧縮破砕機の破砕後の被破砕物の大きさを決める開口部の間隔を、金具部よりも大であり、かつ本体の径よりも小として、金具部は破損しないで圧縮破砕機を通過するものとし、次に粗粉砕物から前記金具部を取り除き、
得られた廃碍子の粗粉砕物を微粉砕し、
得られた廃碍子粉砕物に、必要に応じて他の不定形耐火物窯業製品原料を添加することを特徴とする、方法。
【請求項7】
不定形耐熱性窯業製品が、キャスタブル、吹付け材、パッキング材、モルタル、またはプラスチック材である、請求項6に記載の方法。
【請求項8】
得られた廃碍子粉砕物に、セメントを添加することを含んでなり、不定形耐火物窯業製品が耐火キャスタブルである、請求項6に記載の方法。
【請求項9】
請求項6に記載の方法によって製造された、キャスタブル、吹付け材、パッキング材、モルタル、またはプラスチック材から選択されることを特徴とする不定形耐熱性窯業製品。
【請求項10】
廃碍子から耐熱性窯業製品製造のための原料を得る方法であって、
該廃碍子が、磁器からなる本体と、該本体にセメントで固定された金具部とからなり、本体の径が金具部の径よりも大であるものであり、
該廃碍子を圧縮破砕機により粗粉砕し、ここで圧縮破砕機の破砕後の被破砕物の大きさを決める開口部の間隔を、金具部よりも大であり、かつ本体の径よりも小として、金具部は破損しないで圧縮破砕機を通過するものとし、次に粗粉砕物から前記金具部を取り除き、
得られた廃碍子の粗粉砕物を、成形・焼結が可能な粒径まで粉砕することを特徴とする、方法。
【請求項11】
請求項10に記載の方法によって製造された、耐熱性窯業製品製造のための原料。
【請求項1】
廃碍子から耐熱性窯業製品を製造する方法であって、
該廃碍子が、磁器からなる本体と、該本体にセメントで固定された金具部とからなり、本体の径が金具部の径よりも大であるものであり、
該廃碍子を圧縮破砕機により粗粉砕し、ここで圧縮破砕機の破砕後の被破砕物の大きさを決める開口部の間隔を、金具部よりも大であり、かつ本体の径よりも小として、金具部は破損しないで圧縮破砕機を通過するものとし、次に粗粉砕物から前記金具部を取り除き、
得られた廃碍子の粗粉砕物を、成形・焼結が可能な粒径まで微粉砕し、
得られた廃碍子粉砕物に、必要に応じて他の窯業製品原料を添加した後、廃碍子粉砕物を成形し、焼成して、耐熱性窯業製品を得ることを特徴とする、方法。
【請求項2】
圧縮破砕機がジョークラッシャーである、請求項1に記載の方法。
【請求項3】
得られた廃碍子の粗粉砕物を、成形・焼結が可能な粒径まで粉砕する行程が、衝撃破砕方式により行われる、請求項1又は2に記載の方法。
【請求項4】
得られる窯業製品が、耐火れんがである、請求項1〜3のいずれか一項に記載の方法。
【請求項5】
請求項1〜4のいずれか一項に記載の方法によって得られたことを特徴とする、耐熱性窯業製品。
【請求項6】
廃碍子から不定形耐熱性窯業製品を製造する方法であって、
該廃碍子が、磁器からなる本体と、該本体にセメントで固定された金具部とからなり、本体の径が金具部の径よりも大であるものであり、
該廃碍子を圧縮破砕機により粗粉砕し、ここで圧縮破砕機の破砕後の被破砕物の大きさを決める開口部の間隔を、金具部よりも大であり、かつ本体の径よりも小として、金具部は破損しないで圧縮破砕機を通過するものとし、次に粗粉砕物から前記金具部を取り除き、
得られた廃碍子の粗粉砕物を微粉砕し、
得られた廃碍子粉砕物に、必要に応じて他の不定形耐火物窯業製品原料を添加することを特徴とする、方法。
【請求項7】
不定形耐熱性窯業製品が、キャスタブル、吹付け材、パッキング材、モルタル、またはプラスチック材である、請求項6に記載の方法。
【請求項8】
得られた廃碍子粉砕物に、セメントを添加することを含んでなり、不定形耐火物窯業製品が耐火キャスタブルである、請求項6に記載の方法。
【請求項9】
請求項6に記載の方法によって製造された、キャスタブル、吹付け材、パッキング材、モルタル、またはプラスチック材から選択されることを特徴とする不定形耐熱性窯業製品。
【請求項10】
廃碍子から耐熱性窯業製品製造のための原料を得る方法であって、
該廃碍子が、磁器からなる本体と、該本体にセメントで固定された金具部とからなり、本体の径が金具部の径よりも大であるものであり、
該廃碍子を圧縮破砕機により粗粉砕し、ここで圧縮破砕機の破砕後の被破砕物の大きさを決める開口部の間隔を、金具部よりも大であり、かつ本体の径よりも小として、金具部は破損しないで圧縮破砕機を通過するものとし、次に粗粉砕物から前記金具部を取り除き、
得られた廃碍子の粗粉砕物を、成形・焼結が可能な粒径まで粉砕することを特徴とする、方法。
【請求項11】
請求項10に記載の方法によって製造された、耐熱性窯業製品製造のための原料。
【図1】

【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−82112(P2012−82112A)
【公開日】平成24年4月26日(2012.4.26)
【国際特許分類】
【出願番号】特願2010−230749(P2010−230749)
【出願日】平成22年10月13日(2010.10.13)
【出願人】(000213297)中部電力株式会社 (811)
【出願人】(391009419)美濃窯業株式会社 (33)
【Fターム(参考)】
【公開日】平成24年4月26日(2012.4.26)
【国際特許分類】
【出願日】平成22年10月13日(2010.10.13)
【出願人】(000213297)中部電力株式会社 (811)
【出願人】(391009419)美濃窯業株式会社 (33)
【Fターム(参考)】
[ Back to top ]