
延伸されたブロー成形フィルムの厚さ制御のための方法
【課題】フィルムブロー設備において製造されたフィルムを平坦化後にストレッチ設備において、最終フィルムがフィルム中央からフィルム縁辺部に向かって可能な限り小さな厚さ増幅部を有する厚さ断面を有するように、機械方向において一軸に延伸することを可能にする解決手段を提供することである。
【解決手段】フィルムブロー設備(1)において製造されたチューブラフィルム(6)のフィルム厚さ断面を、ストレッチングにより、フィルム幅全体にわたって平均的なフィルム厚さから可能な限り小さな偏差を有する厚さ横断面を持ったフィルムが製造されるように制御するようにした。
【解決手段】フィルムブロー設備(1)において製造されたチューブラフィルム(6)のフィルム厚さ断面を、ストレッチングにより、フィルム幅全体にわたって平均的なフィルム厚さから可能な限り小さな偏差を有する厚さ横断面を持ったフィルムが製造されるように制御するようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、延伸されたチューブラフィルムのフィルム厚さを制御する方法であって、チューブラフィルムをブロー成形法において製造し、反転するターン引取部において平坦化し、変位させ、次いでストレッチ設備において機械方向に一軸に延伸する、延伸されたチューブラフィルムのフィルム厚さを制御する方法に関する。さらに本発明は、上記本発明に係る方法を実施するための装置に関する。
【0002】
ストレッチ可能なプラスチック材料フィルムの製造には、フィルムブロー成形法が適している。フィルムはストレッチ設備において機械方向に一軸に延伸される。これにより減じられたフィルム厚さを備えたフィルムがもたらされる。ストレッチングにより、例えば抗張力、剛性、透明性、遮断性及び/又は機械内移動性といったフィルム特性が改善される。このようなフィルムは、例えば柔軟な包装材料に使用される。
【背景技術】
【0003】
チューブラフィルムの製造時には、区切られた制御ゾーンを備えたフィルム厚さ断面制御システムが使用される。このシステムにより、シート厚さ断面を、全チューブ周面にわたる厚さの偏差が可能な限り小さくなるように制御することができる。
【0004】
DE10047836A1には、特に制御サイズとして多層フィルムの単数又は複数の個々の層厚さの測定に基づき、フィルムブロー設備においてフィルム厚さ断面を制御する方法が記載されている。
【0005】
キャストフィルム又はラミネートフィルムのための長手方向ストレッチ設備におけるフィルム厚さ制御のためのシステムも公知になっている。フィルムは反転されず、したがって長手方向延伸されたフィルムの厚さ横断面において、調整部材若しくは制御ゾーンを含む押出ノズルに対する個々の測定点の直の割当てがもたらされているので、制御は実質的に簡単に行われる。
【0006】
DE3941185A1において、炉において膨らまされたチューブラフィルムの、下流側に接続されている軸線方向若しくは二軸線方向の延伸部を備えた、フィルムブロー設備からのチューブラフィルムのフィルム厚さを制御する方法が公知であり、厚さにおいて可能な限り小さな偏差を有する最終フィルムがもたらされる。
【0007】
ストレッチ設備における長手方向延伸時には、フィルムはストレッチングの程度に応じて機械方向に延ばされ、これによりフィルム厚さは減じられる。同時に、フィルムは横方向において縮められる。これにより、フィルムの幅は減じられる。この縮小は結果的に、延伸されたフィルムが前もってブロー法において可能な限り一定の厚さに制御されたにもかかわらず、フィルム中心からフィルム縁部に向かって次第に僅かに厚くなるということをもたらす。特に厚さ増幅部はフィルム縁部領域に顕著に形成されている。このことは、次いでフィルムの巻取り時に、フィルムロールにおけるエッジ形成をもたらす。フィルムウェブはロール直径が増大するにつれて縁部において益々拡大し、例えば印刷又はラミネートといった他の加工にとっては極めて不都合である。
【0008】
可能な限り小さなストレッチギャップ(Reckspalt)、適切なロールコーティング、フィルム縁部の機械的な又は静電的な固定、最適化された温度案内又はプラスチック材料の最適な選択といった手段により、縮小、ひいてはフィルムロールにおけるエッジ形成を減じることができる。しかしこのことは、後続の多くの処理ステップにとっては十分ではない。留まるフィルムウェブ(verbleibende Folienbahn)は、フィルム縁部のトリミングによってのみ厚さ断面の十分に小さな偏差を有する。小さな偏差はフィルムウェブの続く巻取り及びさらなる処理にとって必要である。しかしトリミングにより、フィルム幅の大部分は失われる。フィルム幅とは関係なく、各フィルム側方において約200mmが除かれる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】DE10047836A1
【特許文献2】DE3941185A1
【発明の概要】
【発明が解決しようとする課題】
【0010】
したがって本発明の目的は、フィルムブロー設備において製造されたフィルムを平坦化後にストレッチ設備において、最終フィルムがフィルム中央からフィルム縁部に向かって可能な限り小さな厚さ増幅部を有する厚さ断面を有するように、機械方向において一軸に延伸することを可能にする解決手段を提供することである。
【課題を解決するための手段】
【0011】
上記目的は、延伸されたチューブラフィルムのフィルム厚さを制御する方法であって、チューブラフィルムをブロー成形法において製造し、反転するターン引取部において平坦化し、変位させ、次いでストレッチ設備において機械方向に一軸に延伸する、延伸されたチューブラフィルムのフィルム厚さを制御する方法において、フィルムブロー設備において製造されたチューブラフィルムのフィルム厚さ断面を、ストレッチングにより、フィルム幅全体にわたって平均的なフィルム厚さから可能な限り小さな偏差を有する厚さ横断面を持ったフィルムが製造されるように制御することを特徴とする、延伸されたチューブラフィルムのフィルム厚さを制御することにより達成される。
【0012】
好ましくは、押し出されたチューブラフィルムを全周にわたって、フィルム厚さ断面制御システムにより規定された厚さ目標断面となるように制御する。
【0013】
好ましくは、規定された厚さ目標断面は均一なフィルム厚さからの偏差を有し、該偏差を、続く機械方向における一軸の延伸時に生じるフィルム幅にわたるフィルム厚さ変化の補償のために利用する。
【0014】
好ましくは、ターン引取部を通じて発生する目標断面変位をフィルム幅にわたって補償し、連続的に再調整し、1つ又は複数の制御ゾーンに対する平坦化されたチューブラフィルムの1つ又は複数の周面点の割当てを、区切られた制御ゾーンの制御のための制御アルゴリズムにおいて考慮する。
【0015】
好ましくは、機械方向における一軸の延伸後に全フィルム幅にわたってフィルム厚さを測定する測定装置の値からの所定のアルゴリズムを介して、規定された厚さ目標断面を制御する。
【0016】
好ましくは、個々の区切られた制御ゾーンを制御するための制御アルゴリズムは、フィルムブロー設備のフィルム厚さ断面制御による基本断面と、ターン引取部によるチューブラフィルムの変位、及びストレッチプロセスによる干渉によるストレッチ断面と、選択的には、フィルムロールの評価によるロール断面と、の重ね合わせから成る。
【0017】
好ましくは、厚さ目標断面を手動により制御システムにおいて調節する。
【0018】
好ましくは、フィルムをブロッキングされた状態においてストレッチ設備に供給する。
【0019】
好ましくは、チューブラフィルムを片側又は両側において切断して開き、ストレッチ設備に供給する。
【0020】
さらに上記目的は、フィルム厚さを制御する方法を実施するための装置において、装置は、ターン引取部と、少なくとも1つの後続のストレッチ設備と、少なくとも1つの巻取り機とを有するフィルムブロー設備から成ることにより達成される。
【0021】
さらに上記目的は、フィルム厚さを制御する方法を実施するための装置において、制御システムは、区切られた制御ゾーンと、フィルム厚さのための少なくとも2つの測定装置、即ちフィルムブローヘッドの下流でストレッチ設備の上流のチューブラフィルムの厚さ実際断面の測定のための測定装置と、ストレッチ設備の下流側の延伸されたフィルムの厚さ実際断面の測定のための測定装置と、制御・測定ユニットとから成ることにより達成される。
【0022】
さらに上記目的は、フィルム厚さを制御する方法を実施するための装置において、区切られた制御ゾーンはブローヘッド内に、又は固定型又は回転型の冷却リング内に、又は下流側に配置されている、ターン引取部に対して同期的に運動する厚さ制御ユニット内に統合されていることにより達成される。
【発明の効果】
【0023】
チューブラフィルム(Schlauchfolie)の製造時には、通常、区切られた制御ゾーンを備えたフィルム厚さ断面制御システムが使用される。そのために、フィルムブローヘッドの下流側に、チューブラフィルムの周面にわたる厚さ実際断面を検出する測定装置が配置されている。こうして、実際断面と目標断面との比較が行われ、偏差が生じた場合にはフィルムブロープロセスへの所定の制御介入が行われる。厚さ断面への干渉は、区切られた制御ゾーンを介して、例えば空気温度又は空気体積制御により行われる。
【0024】
チューブラフィルムは冷却後、引取装置において平坦化され、ターン引取部(Wendeabzug)を介して案内される。ターン引取部が有する仕事は、平坦化されたフィルムの幅にわたってフィルムブローヘッドに対して一定の厚さ断面の変位により、巻き取られたフィルムのロール品質を改善することである。ロール幅にわたる肉厚・肉薄個所の変位により、ロールは欠陥、いわゆるピストンリング(Kolbenringen)なくもたらされる。
【0025】
平坦化されたチューブはこうしてストレッチ設備(Reckanlage)に供給され、機械方向において一軸に延伸され、次いでロールに巻き取られる。
【0026】
フィルムブロープロセスにおける厚さ実際断面の検出のための測定装置は、既述したように、フィルムブローヘッドと引取部との間、又は引取部とストレッチ設備との間にも配置されていてもよい。
【0027】
フィルム厚さの制御のための方法は、チューブラフィルムがブロッキングされた若しくは平坦化された状態ではなく、平坦フィルムとして延伸される場合に使用することもできる。チューブラフィルムは一側方において又は真ん中において切断され、開かれる。2つの同じ幅のウェブをそれぞれストレッチ設備において延伸し、次いで巻き取るために、チューブラフィルムを、両側において切断することも可能である。
【0028】
ストレッチ時にフィルムは狭められ、フィルム縁部領域においては肉厚個所が生じるので、フィルムブロープロセスにおける周断面の規定の目標値は一定ではなく、機械方向において一軸の延伸後に延伸中の厚さ偏差により全フィルム幅にわたって可能な限り小さな偏差を有する厚さ断面を備えたフィルムがもたらされるように調節される。例えば、フィルムブロープロセスにおいて、互いに相対する2つの肉薄個所を有するチューブラフィルムが製造される。チューブフィルムの平坦化は、これらの肉薄個所がフィルム縁部領域を形成し、延伸されたフィルムが平均的なフィルム厚さから可能な限り小さな偏差を有する厚さ断面を有するように行われる。同じことが、両側において切断されるチューブラフィルムにも当てはまる。一側方において切断されるチューブラフィルムの場合には、フィルムブロープロセスにおいて単に1つの肉薄個所を有するチューブラフィルムが製造される。この個所の中央においてチューブラフィルムは、肉薄個所を切断後に左右にフィルム縁部領域に分配するために切断されるので、ストレッチング後には単に小さな偏差を有する厚さ断面を有するフィルムがもたらされる。
【0029】
フィルムは押出ユニット及び冷却ユニットの下流側において反転する平坦化部へ案内され、フィルムはターン引取部のターンロッド及び変向ローラを介して変位され、引取後に定置の水平の変向ローラに常に達し、ストレッチ設備に向かって垂直に下方に変向される。反転運動により、実際の厚さ断面は連続的に移動する。このことは、設備の定置の押出領域において製造されるフィルムの規定の肉薄個所が、ターン引取部の反転運動に追従しなければならないことを意味する。これによりフィルムは必要な目標厚さ断面、つまり比較的肉薄なフィルム縁部を持って、ストレッチ設備に供給される。このことはフィルム断面制御部の区切られた制御ゾーンにオフセットが重ね合わされることによりもたらされる。オフセットは回転する引取部による角度ずらしを考慮し、回転する引取部による角度移動を考慮し、ターンロッドの回転に追従する。
【0030】
つまり、単数又は複数の区切られた制御ゾーンに対する、引取部において平坦化されたチューブラフィルムの1つ又は複数の周面点の割当てが行われる。制御アルゴリズムは、目標断面における肉薄個所だけがターン引取部に対して平行に反転するようにしている。
【0031】
本発明に係る制御システムのために、ストレッチ設備の後方に、延伸された平坦なフィルムの幅にわたる厚さ実際断面を測定するための測定装置が配置されている。
【0032】
フィルムブロープロセスのための所定の厚さ目標断面は、ストレッチ設備の下流側において測定された厚さ横断面から所定のアルゴリズムを介して計算され、持続的に修正される。これによりストレッチプロセスにより生じる、完成したフィルムの厚さ断面における偏差は補正され、均一なロール直径を有するフィルムロールが製造されることになるので、ロール品質の向上が達成される。
【0033】
これにより同時に、フィルムのトリミング時に両側において切断されるフィルムストリップの幅を明らかに減じる、ということが達成される。
【0034】
付加的には、測定装置においてフィルム厚さを、ロール幅、いわゆるロール断面にわたって総合的に検出することができる。これにより、極めて小さな厚さ偏差は、ロール直径の変化により全体において現れる場合には時間が経った後でようやく確認することができるので、製造されたフィルムの常に同じ領域に発生する極めて小さな厚さ偏差自体を取り除くために、ロール実際断面の値と厚さ目標断面を重ね合わせることができる。
【0035】
個々の制御ゾーンの調整のための制御は、所定のアルゴリズムを介して以下に言及する厚さフィルムの重ね合わせから計算される。区切られた制御ゾーンは、ブローヘッド、定置型又は回転型の冷却リング又は下流側に配置されている、ターン引取部に対して同期的に運動する厚さ制御ユニット内に統合されていてよい。
【0036】
厚さ断面とは、
−ブローヘッドとストレッチ設備との間でチューブラフィルムの周面における厚さ実際断面を検出する基本断面であり、
−ストレッチ設備の下流側においてフィルム幅全体を検出するストレッチ断面であり、反転するターン引取部による角度ずらし及びストレッチング中のフィルム縁部領域の厚さの均一化が考慮されており、
−適切な評価部によって測定されたストレッチ断面の合計であるロール断面(ロール品質を考慮する厚さ合計断面)である。
【0037】
このことは、以下の、
−フィルムブロープロセス中のチューブラフィルム周面にわたるフィルム厚さの制御、
−延伸されたフィルムのフィルム幅にわたるフィルム厚さの制御、
−ロール幅にわたるロール直径の制御、
といった制御サイクルが重ね合わされているので、カスケード化された制御である。
【0038】
厚さ目標断面は手動により制御システムに入力することもできるが、ターンロッドの回転に連続的に追従する必要がある。
【0039】
フィルム厚さの制御のための方法は、ターン引取部が設置されていない設備において使用することもできる。
【0040】
本発明のさらに詳細な構成、特徴及び利点は、従属請求項、及び、例えば本発明の有利な構成が示されている、以下の添付の図面の説明から明らかになる。
【図面の簡単な説明】
【0041】
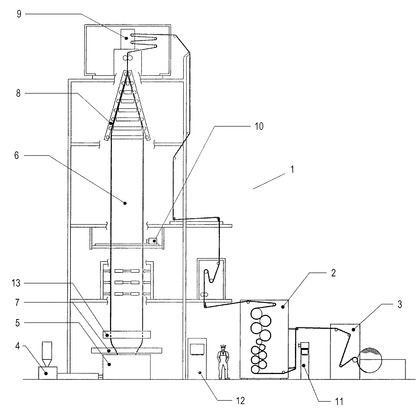
【図1】フィルム厚さを制御する本発明に係る方法が実施される、下流側に接続されたストレッチ設備を備えたフィルムブロー設備を示す図である。
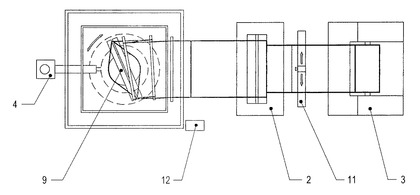
【図2】ストレッチ設備を備えたフィルムブロー設備を上から見た図である。
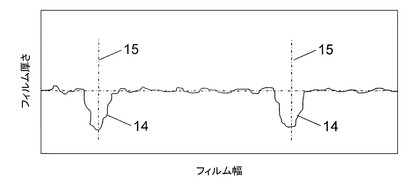
【図3】2つの肉薄個所を備えたフィルムチューブの厚さ実際断面を示すグラフである。
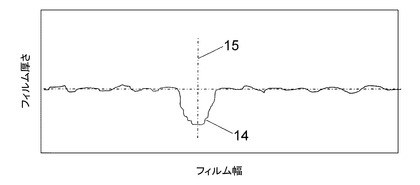
【図4】1つの肉薄個所を備えたフィルムチューブの厚さ実際断面を示すグラフである。
【発明を実施するための形態】
【0042】
以下に、本発明の実施の形態を図面を参照しながら詳細に説明する。
【0043】
図1には、下流側に接続されているストレッチ設備2と、巻取り機3とを備えたフィルムブロー設備1が示されている。加工しようとするプラスチック顆粒が調量装置を介して押出し機4に供給され、押出し機4において溶融されて均質化され、フィルムブローヘッド5に供給される。多層フィルムの製造時に、層数に応じて複数の押出し機が使用される。フィルムブローヘッド5はリングノズルを有し、リングノズルから押し出されたプラスチック質量体が流出する。フィルムブローヘッド5により、チューブラフィルム6の膨張のために冷却エアーの供給が行われる。プラスチックの硬化後、チューブラフィルム6は平坦化ユニット8において平坦化され、ターン引取部9によって連続的に引き取られ変位される。その後、ブロッキングされたフィルムはストレッチ設備2において機械方向に一軸に延伸される。フィルムは巻取り機3に供給されて巻き取られフィルムロールが形成される。
【0044】
フィルム厚さ断面の制御のために、フィルムの実際の断面の検出が、有利には二個所で必要である。チューブラフィルム6の周面における厚さ実際断面は、区切られた制御ゾーン7とターン引取部9との間で測定装置10において検出され、延伸されたフィルムのフィルム幅にわたる厚さ実際断面は、ストレッチ設備2と巻取り機3との間で測定装置11において検出される。チューブラフィルム6の厚さ実際断面の測定のための測定装置10は、有利には一定の高さにおいてブローヘッド5上方においてチューブラフィルム6を中心に回るように配置されている。
【0045】
設備制御部12を介して、フィルムブロー工程全体が制御され、特に駆動装置、冷却エアー、冷却リング、フィルムブローヘッド5に位置するか又は下流側に位置する区切られた制御ゾーン7と、チューブラフィルムの引取り速度とを制御する。
【0046】
測定装置10,11によって測定されたフィルム実際断面は設備制御部12に供給され、目標値/実際値の比較により信号を区切られた制御ゾーン7にさらに送信する。
【0047】
図2には、設備を上方から見た図が示されている。ターン引取部9が各方向(双方向矢印参照)に0〜180°の間において反転運動を実施し、これによりチューブラフィルム6が常に同じエッジにおいて押し合わされない、ということが明確に判る。制御においてこのずれが考慮されない場合には、ブロープロセスにおいてチューブラフィルム6の厚さ断面に刻み付けられる肉薄個所は、平坦化されたフィルムの幅の所定の領域にわたって散逸し、フィルム縁部には存在しないことになる。
【0048】
図3には、2つの肉薄個所14を備えたフィルムチューブ(Folienschlauch)の厚さ実際断面が示されている。このような厚さ実際断面は、例えば制御された状態にあるフィルム厚さ測定装置10によって、区切られた制御ゾーン7と平坦化装置8との間において検出される。2つの鎖線15は折り目エッジ(Falzkante)を示している。折り目エッジは平坦化されたフィルムの2つの側方エッジを形成する。2つの肉薄個所14は、フィルムがストレッチ設備2にブロッキングされたチューブとして供給される場合、2つの縁部領域を形成する。
【0049】
本発明の前記別の実施の形態において、ブローされ、平坦化されたフィルムチューブは、2つの位置15において切断されて開かれ、2つの平坦なフィルムウェブがそれぞれ別個のストレッチ設備2に供給される。2つの肉薄な領域、つまり図3に記載の肉薄個所14の半部はそれぞれ、ストレッチ設備2に供給されたフィルムの縁部領域を形成する。
【0050】
図4には、本発明の第3の実施の形態において使用される、単に1つの肉薄個所14を有するフィルムチューブの厚さ実際断面が示されている。フィルムチューブは肉薄個所14の領域における単に一個所15にのみ沿って切断される。切断されたチューブは次いで平坦なウェブとして開かれ、ストレッチ設備2に供給される。本実施の形態においても肉薄個所14の半部はそれぞれ、ストレッチ設備に供給されたフィルムの縁部領域として見出される。
【符号の説明】
【0051】
1 フィルムブロー設備、 2 ストレッチ設備、 3 巻取り機、 4 押出し機、 5 フィルムブローヘッド、 6 チューブラフィルム、 7 区切られた制御ゾーン(自由選択)、 8 平坦化ユニット、 9 ターン引取部、 10 厚さ測定装置、 11 厚さ測定装置、 12 設備制御部、 13 補助制御ユニット(自由選択)、 14 フィルム厚さ断面における肉薄個所、 15 切断個所
【技術分野】
【0001】
本発明は、延伸されたチューブラフィルムのフィルム厚さを制御する方法であって、チューブラフィルムをブロー成形法において製造し、反転するターン引取部において平坦化し、変位させ、次いでストレッチ設備において機械方向に一軸に延伸する、延伸されたチューブラフィルムのフィルム厚さを制御する方法に関する。さらに本発明は、上記本発明に係る方法を実施するための装置に関する。
【0002】
ストレッチ可能なプラスチック材料フィルムの製造には、フィルムブロー成形法が適している。フィルムはストレッチ設備において機械方向に一軸に延伸される。これにより減じられたフィルム厚さを備えたフィルムがもたらされる。ストレッチングにより、例えば抗張力、剛性、透明性、遮断性及び/又は機械内移動性といったフィルム特性が改善される。このようなフィルムは、例えば柔軟な包装材料に使用される。
【背景技術】
【0003】
チューブラフィルムの製造時には、区切られた制御ゾーンを備えたフィルム厚さ断面制御システムが使用される。このシステムにより、シート厚さ断面を、全チューブ周面にわたる厚さの偏差が可能な限り小さくなるように制御することができる。
【0004】
DE10047836A1には、特に制御サイズとして多層フィルムの単数又は複数の個々の層厚さの測定に基づき、フィルムブロー設備においてフィルム厚さ断面を制御する方法が記載されている。
【0005】
キャストフィルム又はラミネートフィルムのための長手方向ストレッチ設備におけるフィルム厚さ制御のためのシステムも公知になっている。フィルムは反転されず、したがって長手方向延伸されたフィルムの厚さ横断面において、調整部材若しくは制御ゾーンを含む押出ノズルに対する個々の測定点の直の割当てがもたらされているので、制御は実質的に簡単に行われる。
【0006】
DE3941185A1において、炉において膨らまされたチューブラフィルムの、下流側に接続されている軸線方向若しくは二軸線方向の延伸部を備えた、フィルムブロー設備からのチューブラフィルムのフィルム厚さを制御する方法が公知であり、厚さにおいて可能な限り小さな偏差を有する最終フィルムがもたらされる。
【0007】
ストレッチ設備における長手方向延伸時には、フィルムはストレッチングの程度に応じて機械方向に延ばされ、これによりフィルム厚さは減じられる。同時に、フィルムは横方向において縮められる。これにより、フィルムの幅は減じられる。この縮小は結果的に、延伸されたフィルムが前もってブロー法において可能な限り一定の厚さに制御されたにもかかわらず、フィルム中心からフィルム縁部に向かって次第に僅かに厚くなるということをもたらす。特に厚さ増幅部はフィルム縁部領域に顕著に形成されている。このことは、次いでフィルムの巻取り時に、フィルムロールにおけるエッジ形成をもたらす。フィルムウェブはロール直径が増大するにつれて縁部において益々拡大し、例えば印刷又はラミネートといった他の加工にとっては極めて不都合である。
【0008】
可能な限り小さなストレッチギャップ(Reckspalt)、適切なロールコーティング、フィルム縁部の機械的な又は静電的な固定、最適化された温度案内又はプラスチック材料の最適な選択といった手段により、縮小、ひいてはフィルムロールにおけるエッジ形成を減じることができる。しかしこのことは、後続の多くの処理ステップにとっては十分ではない。留まるフィルムウェブ(verbleibende Folienbahn)は、フィルム縁部のトリミングによってのみ厚さ断面の十分に小さな偏差を有する。小さな偏差はフィルムウェブの続く巻取り及びさらなる処理にとって必要である。しかしトリミングにより、フィルム幅の大部分は失われる。フィルム幅とは関係なく、各フィルム側方において約200mmが除かれる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】DE10047836A1
【特許文献2】DE3941185A1
【発明の概要】
【発明が解決しようとする課題】
【0010】
したがって本発明の目的は、フィルムブロー設備において製造されたフィルムを平坦化後にストレッチ設備において、最終フィルムがフィルム中央からフィルム縁部に向かって可能な限り小さな厚さ増幅部を有する厚さ断面を有するように、機械方向において一軸に延伸することを可能にする解決手段を提供することである。
【課題を解決するための手段】
【0011】
上記目的は、延伸されたチューブラフィルムのフィルム厚さを制御する方法であって、チューブラフィルムをブロー成形法において製造し、反転するターン引取部において平坦化し、変位させ、次いでストレッチ設備において機械方向に一軸に延伸する、延伸されたチューブラフィルムのフィルム厚さを制御する方法において、フィルムブロー設備において製造されたチューブラフィルムのフィルム厚さ断面を、ストレッチングにより、フィルム幅全体にわたって平均的なフィルム厚さから可能な限り小さな偏差を有する厚さ横断面を持ったフィルムが製造されるように制御することを特徴とする、延伸されたチューブラフィルムのフィルム厚さを制御することにより達成される。
【0012】
好ましくは、押し出されたチューブラフィルムを全周にわたって、フィルム厚さ断面制御システムにより規定された厚さ目標断面となるように制御する。
【0013】
好ましくは、規定された厚さ目標断面は均一なフィルム厚さからの偏差を有し、該偏差を、続く機械方向における一軸の延伸時に生じるフィルム幅にわたるフィルム厚さ変化の補償のために利用する。
【0014】
好ましくは、ターン引取部を通じて発生する目標断面変位をフィルム幅にわたって補償し、連続的に再調整し、1つ又は複数の制御ゾーンに対する平坦化されたチューブラフィルムの1つ又は複数の周面点の割当てを、区切られた制御ゾーンの制御のための制御アルゴリズムにおいて考慮する。
【0015】
好ましくは、機械方向における一軸の延伸後に全フィルム幅にわたってフィルム厚さを測定する測定装置の値からの所定のアルゴリズムを介して、規定された厚さ目標断面を制御する。
【0016】
好ましくは、個々の区切られた制御ゾーンを制御するための制御アルゴリズムは、フィルムブロー設備のフィルム厚さ断面制御による基本断面と、ターン引取部によるチューブラフィルムの変位、及びストレッチプロセスによる干渉によるストレッチ断面と、選択的には、フィルムロールの評価によるロール断面と、の重ね合わせから成る。
【0017】
好ましくは、厚さ目標断面を手動により制御システムにおいて調節する。
【0018】
好ましくは、フィルムをブロッキングされた状態においてストレッチ設備に供給する。
【0019】
好ましくは、チューブラフィルムを片側又は両側において切断して開き、ストレッチ設備に供給する。
【0020】
さらに上記目的は、フィルム厚さを制御する方法を実施するための装置において、装置は、ターン引取部と、少なくとも1つの後続のストレッチ設備と、少なくとも1つの巻取り機とを有するフィルムブロー設備から成ることにより達成される。
【0021】
さらに上記目的は、フィルム厚さを制御する方法を実施するための装置において、制御システムは、区切られた制御ゾーンと、フィルム厚さのための少なくとも2つの測定装置、即ちフィルムブローヘッドの下流でストレッチ設備の上流のチューブラフィルムの厚さ実際断面の測定のための測定装置と、ストレッチ設備の下流側の延伸されたフィルムの厚さ実際断面の測定のための測定装置と、制御・測定ユニットとから成ることにより達成される。
【0022】
さらに上記目的は、フィルム厚さを制御する方法を実施するための装置において、区切られた制御ゾーンはブローヘッド内に、又は固定型又は回転型の冷却リング内に、又は下流側に配置されている、ターン引取部に対して同期的に運動する厚さ制御ユニット内に統合されていることにより達成される。
【発明の効果】
【0023】
チューブラフィルム(Schlauchfolie)の製造時には、通常、区切られた制御ゾーンを備えたフィルム厚さ断面制御システムが使用される。そのために、フィルムブローヘッドの下流側に、チューブラフィルムの周面にわたる厚さ実際断面を検出する測定装置が配置されている。こうして、実際断面と目標断面との比較が行われ、偏差が生じた場合にはフィルムブロープロセスへの所定の制御介入が行われる。厚さ断面への干渉は、区切られた制御ゾーンを介して、例えば空気温度又は空気体積制御により行われる。
【0024】
チューブラフィルムは冷却後、引取装置において平坦化され、ターン引取部(Wendeabzug)を介して案内される。ターン引取部が有する仕事は、平坦化されたフィルムの幅にわたってフィルムブローヘッドに対して一定の厚さ断面の変位により、巻き取られたフィルムのロール品質を改善することである。ロール幅にわたる肉厚・肉薄個所の変位により、ロールは欠陥、いわゆるピストンリング(Kolbenringen)なくもたらされる。
【0025】
平坦化されたチューブはこうしてストレッチ設備(Reckanlage)に供給され、機械方向において一軸に延伸され、次いでロールに巻き取られる。
【0026】
フィルムブロープロセスにおける厚さ実際断面の検出のための測定装置は、既述したように、フィルムブローヘッドと引取部との間、又は引取部とストレッチ設備との間にも配置されていてもよい。
【0027】
フィルム厚さの制御のための方法は、チューブラフィルムがブロッキングされた若しくは平坦化された状態ではなく、平坦フィルムとして延伸される場合に使用することもできる。チューブラフィルムは一側方において又は真ん中において切断され、開かれる。2つの同じ幅のウェブをそれぞれストレッチ設備において延伸し、次いで巻き取るために、チューブラフィルムを、両側において切断することも可能である。
【0028】
ストレッチ時にフィルムは狭められ、フィルム縁部領域においては肉厚個所が生じるので、フィルムブロープロセスにおける周断面の規定の目標値は一定ではなく、機械方向において一軸の延伸後に延伸中の厚さ偏差により全フィルム幅にわたって可能な限り小さな偏差を有する厚さ断面を備えたフィルムがもたらされるように調節される。例えば、フィルムブロープロセスにおいて、互いに相対する2つの肉薄個所を有するチューブラフィルムが製造される。チューブフィルムの平坦化は、これらの肉薄個所がフィルム縁部領域を形成し、延伸されたフィルムが平均的なフィルム厚さから可能な限り小さな偏差を有する厚さ断面を有するように行われる。同じことが、両側において切断されるチューブラフィルムにも当てはまる。一側方において切断されるチューブラフィルムの場合には、フィルムブロープロセスにおいて単に1つの肉薄個所を有するチューブラフィルムが製造される。この個所の中央においてチューブラフィルムは、肉薄個所を切断後に左右にフィルム縁部領域に分配するために切断されるので、ストレッチング後には単に小さな偏差を有する厚さ断面を有するフィルムがもたらされる。
【0029】
フィルムは押出ユニット及び冷却ユニットの下流側において反転する平坦化部へ案内され、フィルムはターン引取部のターンロッド及び変向ローラを介して変位され、引取後に定置の水平の変向ローラに常に達し、ストレッチ設備に向かって垂直に下方に変向される。反転運動により、実際の厚さ断面は連続的に移動する。このことは、設備の定置の押出領域において製造されるフィルムの規定の肉薄個所が、ターン引取部の反転運動に追従しなければならないことを意味する。これによりフィルムは必要な目標厚さ断面、つまり比較的肉薄なフィルム縁部を持って、ストレッチ設備に供給される。このことはフィルム断面制御部の区切られた制御ゾーンにオフセットが重ね合わされることによりもたらされる。オフセットは回転する引取部による角度ずらしを考慮し、回転する引取部による角度移動を考慮し、ターンロッドの回転に追従する。
【0030】
つまり、単数又は複数の区切られた制御ゾーンに対する、引取部において平坦化されたチューブラフィルムの1つ又は複数の周面点の割当てが行われる。制御アルゴリズムは、目標断面における肉薄個所だけがターン引取部に対して平行に反転するようにしている。
【0031】
本発明に係る制御システムのために、ストレッチ設備の後方に、延伸された平坦なフィルムの幅にわたる厚さ実際断面を測定するための測定装置が配置されている。
【0032】
フィルムブロープロセスのための所定の厚さ目標断面は、ストレッチ設備の下流側において測定された厚さ横断面から所定のアルゴリズムを介して計算され、持続的に修正される。これによりストレッチプロセスにより生じる、完成したフィルムの厚さ断面における偏差は補正され、均一なロール直径を有するフィルムロールが製造されることになるので、ロール品質の向上が達成される。
【0033】
これにより同時に、フィルムのトリミング時に両側において切断されるフィルムストリップの幅を明らかに減じる、ということが達成される。
【0034】
付加的には、測定装置においてフィルム厚さを、ロール幅、いわゆるロール断面にわたって総合的に検出することができる。これにより、極めて小さな厚さ偏差は、ロール直径の変化により全体において現れる場合には時間が経った後でようやく確認することができるので、製造されたフィルムの常に同じ領域に発生する極めて小さな厚さ偏差自体を取り除くために、ロール実際断面の値と厚さ目標断面を重ね合わせることができる。
【0035】
個々の制御ゾーンの調整のための制御は、所定のアルゴリズムを介して以下に言及する厚さフィルムの重ね合わせから計算される。区切られた制御ゾーンは、ブローヘッド、定置型又は回転型の冷却リング又は下流側に配置されている、ターン引取部に対して同期的に運動する厚さ制御ユニット内に統合されていてよい。
【0036】
厚さ断面とは、
−ブローヘッドとストレッチ設備との間でチューブラフィルムの周面における厚さ実際断面を検出する基本断面であり、
−ストレッチ設備の下流側においてフィルム幅全体を検出するストレッチ断面であり、反転するターン引取部による角度ずらし及びストレッチング中のフィルム縁部領域の厚さの均一化が考慮されており、
−適切な評価部によって測定されたストレッチ断面の合計であるロール断面(ロール品質を考慮する厚さ合計断面)である。
【0037】
このことは、以下の、
−フィルムブロープロセス中のチューブラフィルム周面にわたるフィルム厚さの制御、
−延伸されたフィルムのフィルム幅にわたるフィルム厚さの制御、
−ロール幅にわたるロール直径の制御、
といった制御サイクルが重ね合わされているので、カスケード化された制御である。
【0038】
厚さ目標断面は手動により制御システムに入力することもできるが、ターンロッドの回転に連続的に追従する必要がある。
【0039】
フィルム厚さの制御のための方法は、ターン引取部が設置されていない設備において使用することもできる。
【0040】
本発明のさらに詳細な構成、特徴及び利点は、従属請求項、及び、例えば本発明の有利な構成が示されている、以下の添付の図面の説明から明らかになる。
【図面の簡単な説明】
【0041】
【図1】フィルム厚さを制御する本発明に係る方法が実施される、下流側に接続されたストレッチ設備を備えたフィルムブロー設備を示す図である。
【図2】ストレッチ設備を備えたフィルムブロー設備を上から見た図である。
【図3】2つの肉薄個所を備えたフィルムチューブの厚さ実際断面を示すグラフである。
【図4】1つの肉薄個所を備えたフィルムチューブの厚さ実際断面を示すグラフである。
【発明を実施するための形態】
【0042】
以下に、本発明の実施の形態を図面を参照しながら詳細に説明する。
【0043】
図1には、下流側に接続されているストレッチ設備2と、巻取り機3とを備えたフィルムブロー設備1が示されている。加工しようとするプラスチック顆粒が調量装置を介して押出し機4に供給され、押出し機4において溶融されて均質化され、フィルムブローヘッド5に供給される。多層フィルムの製造時に、層数に応じて複数の押出し機が使用される。フィルムブローヘッド5はリングノズルを有し、リングノズルから押し出されたプラスチック質量体が流出する。フィルムブローヘッド5により、チューブラフィルム6の膨張のために冷却エアーの供給が行われる。プラスチックの硬化後、チューブラフィルム6は平坦化ユニット8において平坦化され、ターン引取部9によって連続的に引き取られ変位される。その後、ブロッキングされたフィルムはストレッチ設備2において機械方向に一軸に延伸される。フィルムは巻取り機3に供給されて巻き取られフィルムロールが形成される。
【0044】
フィルム厚さ断面の制御のために、フィルムの実際の断面の検出が、有利には二個所で必要である。チューブラフィルム6の周面における厚さ実際断面は、区切られた制御ゾーン7とターン引取部9との間で測定装置10において検出され、延伸されたフィルムのフィルム幅にわたる厚さ実際断面は、ストレッチ設備2と巻取り機3との間で測定装置11において検出される。チューブラフィルム6の厚さ実際断面の測定のための測定装置10は、有利には一定の高さにおいてブローヘッド5上方においてチューブラフィルム6を中心に回るように配置されている。
【0045】
設備制御部12を介して、フィルムブロー工程全体が制御され、特に駆動装置、冷却エアー、冷却リング、フィルムブローヘッド5に位置するか又は下流側に位置する区切られた制御ゾーン7と、チューブラフィルムの引取り速度とを制御する。
【0046】
測定装置10,11によって測定されたフィルム実際断面は設備制御部12に供給され、目標値/実際値の比較により信号を区切られた制御ゾーン7にさらに送信する。
【0047】
図2には、設備を上方から見た図が示されている。ターン引取部9が各方向(双方向矢印参照)に0〜180°の間において反転運動を実施し、これによりチューブラフィルム6が常に同じエッジにおいて押し合わされない、ということが明確に判る。制御においてこのずれが考慮されない場合には、ブロープロセスにおいてチューブラフィルム6の厚さ断面に刻み付けられる肉薄個所は、平坦化されたフィルムの幅の所定の領域にわたって散逸し、フィルム縁部には存在しないことになる。
【0048】
図3には、2つの肉薄個所14を備えたフィルムチューブ(Folienschlauch)の厚さ実際断面が示されている。このような厚さ実際断面は、例えば制御された状態にあるフィルム厚さ測定装置10によって、区切られた制御ゾーン7と平坦化装置8との間において検出される。2つの鎖線15は折り目エッジ(Falzkante)を示している。折り目エッジは平坦化されたフィルムの2つの側方エッジを形成する。2つの肉薄個所14は、フィルムがストレッチ設備2にブロッキングされたチューブとして供給される場合、2つの縁部領域を形成する。
【0049】
本発明の前記別の実施の形態において、ブローされ、平坦化されたフィルムチューブは、2つの位置15において切断されて開かれ、2つの平坦なフィルムウェブがそれぞれ別個のストレッチ設備2に供給される。2つの肉薄な領域、つまり図3に記載の肉薄個所14の半部はそれぞれ、ストレッチ設備2に供給されたフィルムの縁部領域を形成する。
【0050】
図4には、本発明の第3の実施の形態において使用される、単に1つの肉薄個所14を有するフィルムチューブの厚さ実際断面が示されている。フィルムチューブは肉薄個所14の領域における単に一個所15にのみ沿って切断される。切断されたチューブは次いで平坦なウェブとして開かれ、ストレッチ設備2に供給される。本実施の形態においても肉薄個所14の半部はそれぞれ、ストレッチ設備に供給されたフィルムの縁部領域として見出される。
【符号の説明】
【0051】
1 フィルムブロー設備、 2 ストレッチ設備、 3 巻取り機、 4 押出し機、 5 フィルムブローヘッド、 6 チューブラフィルム、 7 区切られた制御ゾーン(自由選択)、 8 平坦化ユニット、 9 ターン引取部、 10 厚さ測定装置、 11 厚さ測定装置、 12 設備制御部、 13 補助制御ユニット(自由選択)、 14 フィルム厚さ断面における肉薄個所、 15 切断個所
【特許請求の範囲】
【請求項1】
延伸されたチューブラフィルム(6)のフィルム厚さを制御する方法であって、チューブラフィルム(6)をブロー成形法において製造し、反転するターン引取部(9)において平坦化し、変位させ、次いでストレッチ設備(2)において機械方向に一軸に延伸する、延伸されたチューブラフィルムのフィルム厚さを制御する方法において、
フィルムブロー設備(1)において製造されたチューブラフィルム(6)のフィルム厚さ断面を、ストレッチングにより、フィルム幅全体にわたって平均的なフィルム厚さから可能な限り小さな偏差を有する厚さ横断面を持ったフィルムが製造されるように制御することを特徴とする、延伸されたチューブラフィルムのフィルム厚さを制御する方法。
【請求項2】
押し出されたチューブラフィルム(6)を全周にわたって、フィルム厚さ断面制御システムにより規定された厚さ目標断面となるように制御することを特徴とする、請求項1記載のフィルム厚さを制御する方法。
【請求項3】
前記規定された厚さ目標断面は均一なフィルム厚さからの偏差を有し、該偏差を、続く機械方向における一軸の延伸時に生じるフィルム幅にわたるフィルム厚さ変化の補償のために利用することを特徴とする、請求項1又は2記載のフィルム厚さを制御する方法。
【請求項4】
ターン引取部(9)を通じて発生する目標断面変位をフィルム幅にわたって補償し、連続的に再調整し、1つ又は複数の制御ゾーンに対する平坦化されたチューブラフィルム(6)の1つ又は複数の周面点の割当てを、区切られた制御ゾーン(7)の制御のための制御アルゴリズムにおいて考慮することを特徴とする、請求項1から3までのいずれか一項記載のフィルム厚さを制御する方法。
【請求項5】
前記機械方向における一軸の延伸後に全フィルム幅にわたってフィルム厚さを測定する測定装置(11)の値からの所定のアルゴリズムを介して、規定された厚さ目標断面を制御することを特徴とする、請求項1から4までのいずれか一項記載のフィルム厚さを制御する方法。
【請求項6】
個々の区切られた制御ゾーンを制御するための前記制御アルゴリズムは、
−フィルムブロー設備(1)のフィルム厚さ断面制御による基本断面と、
−ターン引取部(9)によるチューブラフィルム(6)の変位、及びストレッチプロセスによる干渉によるストレッチ断面と、
−選択的には、フィルムロールの評価に基づくロール断面と、
の重ね合わせから成ることを特徴とする、請求項1から5までのいずれか一項記載のフィルム厚さを制御する方法。
【請求項7】
前記厚さ目標断面を手動により制御システムにおいて調節することを特徴とする、請求項1から6までのいずれか一項記載のフィルム厚さを制御する方法。
【請求項8】
前記フィルムをブロッキングされた状態においてストレッチ設備(2)に供給することを特徴とする、請求項1から7までのいずれか一項記載のフィルム厚さを制御する方法。
【請求項9】
チューブラフィルム(6)を片側又は両側において切断して開き、前記ストレッチ設備に供給することを特徴とする、請求項1から8までのいずれか一項記載のフィルム厚さを制御する方法。
【請求項10】
請求項1から9までのいずれか一項記載のフィルム厚さを制御する方法を実施するための装置において、該装置は、ターン引取部(9)と、少なくとも1つの後続のストレッチ設備(2)と、少なくとも1つの巻取り機(3)とを有するフィルムブロー設備(1)から成ることを特徴とする、請求項1から9までのいずれか一項記載のフィルム厚さを制御する方法を実施するための装置。
【請求項11】
請求項1から9までのいずれか一項記載のフィルム厚さを制御する方法を実施するための装置において、前記制御システムは、区切られた制御ゾーン(7)と、フィルム厚さのための少なくとも2つの測定装置(10,11)、即ちフィルムブローヘッド(5)の下流でストレッチ設備(2)の上流のチューブラフィルム(6)の厚さ実際断面の測定のための測定装置と、ストレッチ設備(2)の下流側の延伸されたフィルムの厚さ実際断面の測定のための測定装置と、制御・測定ユニット(12)とから成ることを特徴とする、請求項1から9までのいずれか一項記載のフィルム厚さを制御する方法を実施するための装置。
【請求項12】
請求項1から9までのいずれか一項記載のフィルム厚さを制御する方法を実施するための装置において、区切られた制御ゾーンは前記ブローヘッド内に、又は固定型又は回転型の冷却リング内に、又は下流側に配置されている、前記ターン引取部に対して同期的に運動する厚さ制御ユニット内に統合されていることを特徴とする、請求項1から9までのいずれか一項記載のフィルム厚さを制御する方法を実施するための装置。
【請求項1】
延伸されたチューブラフィルム(6)のフィルム厚さを制御する方法であって、チューブラフィルム(6)をブロー成形法において製造し、反転するターン引取部(9)において平坦化し、変位させ、次いでストレッチ設備(2)において機械方向に一軸に延伸する、延伸されたチューブラフィルムのフィルム厚さを制御する方法において、
フィルムブロー設備(1)において製造されたチューブラフィルム(6)のフィルム厚さ断面を、ストレッチングにより、フィルム幅全体にわたって平均的なフィルム厚さから可能な限り小さな偏差を有する厚さ横断面を持ったフィルムが製造されるように制御することを特徴とする、延伸されたチューブラフィルムのフィルム厚さを制御する方法。
【請求項2】
押し出されたチューブラフィルム(6)を全周にわたって、フィルム厚さ断面制御システムにより規定された厚さ目標断面となるように制御することを特徴とする、請求項1記載のフィルム厚さを制御する方法。
【請求項3】
前記規定された厚さ目標断面は均一なフィルム厚さからの偏差を有し、該偏差を、続く機械方向における一軸の延伸時に生じるフィルム幅にわたるフィルム厚さ変化の補償のために利用することを特徴とする、請求項1又は2記載のフィルム厚さを制御する方法。
【請求項4】
ターン引取部(9)を通じて発生する目標断面変位をフィルム幅にわたって補償し、連続的に再調整し、1つ又は複数の制御ゾーンに対する平坦化されたチューブラフィルム(6)の1つ又は複数の周面点の割当てを、区切られた制御ゾーン(7)の制御のための制御アルゴリズムにおいて考慮することを特徴とする、請求項1から3までのいずれか一項記載のフィルム厚さを制御する方法。
【請求項5】
前記機械方向における一軸の延伸後に全フィルム幅にわたってフィルム厚さを測定する測定装置(11)の値からの所定のアルゴリズムを介して、規定された厚さ目標断面を制御することを特徴とする、請求項1から4までのいずれか一項記載のフィルム厚さを制御する方法。
【請求項6】
個々の区切られた制御ゾーンを制御するための前記制御アルゴリズムは、
−フィルムブロー設備(1)のフィルム厚さ断面制御による基本断面と、
−ターン引取部(9)によるチューブラフィルム(6)の変位、及びストレッチプロセスによる干渉によるストレッチ断面と、
−選択的には、フィルムロールの評価に基づくロール断面と、
の重ね合わせから成ることを特徴とする、請求項1から5までのいずれか一項記載のフィルム厚さを制御する方法。
【請求項7】
前記厚さ目標断面を手動により制御システムにおいて調節することを特徴とする、請求項1から6までのいずれか一項記載のフィルム厚さを制御する方法。
【請求項8】
前記フィルムをブロッキングされた状態においてストレッチ設備(2)に供給することを特徴とする、請求項1から7までのいずれか一項記載のフィルム厚さを制御する方法。
【請求項9】
チューブラフィルム(6)を片側又は両側において切断して開き、前記ストレッチ設備に供給することを特徴とする、請求項1から8までのいずれか一項記載のフィルム厚さを制御する方法。
【請求項10】
請求項1から9までのいずれか一項記載のフィルム厚さを制御する方法を実施するための装置において、該装置は、ターン引取部(9)と、少なくとも1つの後続のストレッチ設備(2)と、少なくとも1つの巻取り機(3)とを有するフィルムブロー設備(1)から成ることを特徴とする、請求項1から9までのいずれか一項記載のフィルム厚さを制御する方法を実施するための装置。
【請求項11】
請求項1から9までのいずれか一項記載のフィルム厚さを制御する方法を実施するための装置において、前記制御システムは、区切られた制御ゾーン(7)と、フィルム厚さのための少なくとも2つの測定装置(10,11)、即ちフィルムブローヘッド(5)の下流でストレッチ設備(2)の上流のチューブラフィルム(6)の厚さ実際断面の測定のための測定装置と、ストレッチ設備(2)の下流側の延伸されたフィルムの厚さ実際断面の測定のための測定装置と、制御・測定ユニット(12)とから成ることを特徴とする、請求項1から9までのいずれか一項記載のフィルム厚さを制御する方法を実施するための装置。
【請求項12】
請求項1から9までのいずれか一項記載のフィルム厚さを制御する方法を実施するための装置において、区切られた制御ゾーンは前記ブローヘッド内に、又は固定型又は回転型の冷却リング内に、又は下流側に配置されている、前記ターン引取部に対して同期的に運動する厚さ制御ユニット内に統合されていることを特徴とする、請求項1から9までのいずれか一項記載のフィルム厚さを制御する方法を実施するための装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−24941(P2012−24941A)
【公開日】平成24年2月9日(2012.2.9)
【国際特許分類】
【出願番号】特願2010−162900(P2010−162900)
【出願日】平成22年7月20日(2010.7.20)
【出願人】(505198444)ホソカワ アルピーネ アクチエンゲゼルシャフト (5)
【Fターム(参考)】
【公開日】平成24年2月9日(2012.2.9)
【国際特許分類】
【出願日】平成22年7月20日(2010.7.20)
【出願人】(505198444)ホソカワ アルピーネ アクチエンゲゼルシャフト (5)
【Fターム(参考)】
[ Back to top ]