
延伸ブロー成形操作中の熱可塑性プリフォームの内側表面温度および外側表面温度の両方を測定し、制御するための方法および機器
各プリフォームの断面内の温度分布がブロー成形操作前に最適化されるように、プリフォームを状態調整する延伸ブロー成形システムが提供される。システムは、システムの熱状態調整セクション全体にわたって輸送の異なる段階でプリフォームの外側表面温度および内側表面温度の両方を直接モニタすることができる温度測定および制御システムを有する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ブロー成形システムに関する。より具体的には、ブロー成形操作前に各プリフォームの断面内の温度分布が最適化されるように、プリフォームを状態調整する延伸ブロー成形に関する。
【背景技術】
【0002】
背景として、一定の材料を延伸ブロー成形するよう試みるときに、もっとも重要なプロセス変数の1つは、ブローされているときのプリフォームの温度分布である。この変数は、最終的なブロー成形品のもっとも重要な物理的特性に相当な影響を与えることが多い。理想的には、プリフォームの壁断面の温度分布は、ブロー成形操作のために最適化されなければならない。加えて、システムを通って動いているプリフォームが、1つのプリフォームから次のプリフォームで温度プロファイルが一致するならば、自動ブロー成形プロセスにおいて有利である。より具体的には、プリフォームの内側表面温度および外側表面温度の両方が互いに、l且つ材料の好適なブロー成形温度で等しいことが有利である。
【0003】
下記の米国特許は、すべて参照のためにここに組み込まれるものであるが、自動ブロー成形操作前のプリフォームブランクの熱状態調整に関連した現在の最新技術を述べている。
【特許文献1】米国特許第4,079,104号
【特許文献2】米国特許第5,066,222号
【特許文献3】米国特許第5,322,651号
【特許文献4】米国特許第5,607,706号
【0004】
これらの特許を総合すると、下記を教示している。すなわち、1)一連の動的に運搬されるプリフォームの温度を、ブロー成形操作が可能で、最適化される遷移温度へ上げるための赤外線放射の使用、2)プリフォームの外側から赤外線放射を受けるときに、プリフォームの外側および内側の両方の質的に時間変化する温度の挙動、3)内側プリフォーム表面温度が外側温度に「追いつく」ことができるように、プリフォームの外側に強制空気冷却を使用する利益、4)プリフォームからプリフォームへの周囲熱差を補償するための赤外線放射再熱サイクルの前にプリフォームブランクを熱的に予め状態調整する利益、5)プロセス制御の目的で、ある程度の平均外側表面温度情報を提供するパイロメータを使用すること、および、6)ブロー成形操作の前に熱エネルギをより均一に送出するために、赤外線放射が加えられるときに、その軸を中心にしてプリフォームを回転することの利益、である。
【0005】
しかし、現場では、そのような品目がブロー成形操作に入るとき、プリフォームの外側表面温度および内側表面温度の両方を正確に決定し、制御する必要性がある。たとえば、上記特許に記載されたような最新技術の実現は、もっぱら、プリフォームの外側表面温度に平均した自動プロセス制御測定を提供することに限定されている。重要な制御パラメータ(たとえば、内側プリフォーム温度および外側プリフォーム温度)に関連するプロセス情報は、赤外線温度測定技術および方法の既存の限界による範囲に限定されている。
【0006】
たとえば、既存の最新技術の実現において、プリフォームの外側表面温度は、パイロメータを使用して測定される。パイロメータは、当分野ではよく知られており、視野(FOV)内に置かれた物体の正確な定量的な温度測定を行うことができる。しかし、パイロメータの重大な限界は、その応答時間が比較的遅いことである。パイロメータを使用して正確な温度測定を得るために、検査下の物体は、数百ミリ秒から秒までの範囲の時間期間の間、パイロメータの視野(FOV)内にとどまる必要がある。動的ブロー成形システムにおいて、プリフォームがシステムを通って輸送される速度は、パイロメータを使用するといずれか1つのプリフォームを正確に温度測定することはできない。むしろ、最新技術では、システムを通って進んだ最後の数個のプリフォームの平均表面温度を得るためにパイロメータを使用している。このサンプリングスキームの1つの限界は、相当なプリフォームによる温度の変動が存在する場合には、平均化され、先行技術の機械に展開されたプロセス制御機器によって検出されないままであることである。
【0007】
プリフォームが既存の最新技術の機械を通って輸送される速度では、温度測定は、部品が検知装置の視野(FOV)から出る前に、2ミリ秒以内に行われなければならない。この時間は短かすぎて、パイロメータは正確な温度測定を行うことができない。温度を測定するための直接接触方法、たとえば熱電対等は、速度限界のため、且つ、そのような装置は、熱く柔軟なプリフォームを損傷する可能性があるため、実用的ではない。そのような損傷が発生した場合には、望ましくないことに、プロセスに高いメンテナンスの努力を要することになる。
【0008】
さらにパイロメータの遅い応答時間に関する、おそらくはより厳しい限界は、動いているプリフォームの内側表面温度の合理的且つ正確な測定を行なうことができる、直接の実用的なやり方がこれまでなかったことである。プリフォーム10の内側表面温度は、プリフォームの開口端を通って直接測定されることができるだけである。複雑な熱伝導方程式および複数の時間間隔をおいた、パイロメータを使用する間接方法は、理論化されているが、工場生産システムに実用化されていない。そのようなシステムを実現し、維持し、キャリブレートする困難さは、深刻な欠点である。さらに、そのようなシステムは、間接測定から予測するだけであり、これは、制御されていない環境的なおよび他の変数が、温度予測に悪影響を与え、そのような予測の不正確さおよび疑義につながる可能性がある。
本発明は、これらの難題等を克服するものである。
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明の目的は、システムの熱状態調整部分全体にわたって輸送の異なる段階でプリフォームの外側表面温度および内側表面温度を直接モニタすることができる温度測定および制御システムを備えたブロー成形システムを提供することである。
本発明の別の目的は、プリフォームの長軸に沿って温度プロファイルをおよびしたがって全体的な製造操作を最適化するために、ブロー成形機械の加熱要素および冷却制御要素の両方を制御するために自動的な方法で、これらの内側表面温度測定および/または外側表面温度測定を使用することである。
【0010】
本発明の別の目的は、ブロー成形操作へ向けて動的に動いているときに個別のプリフォームの測定を行うことができる温度測定および制御システムを備えたブロー成形システムを提供することであり、平均プリフォーム温度測定に基づいて制御決定を行う必要性をなくすることである。
本発明のさらに別の目的は、摂氏1度以下の正確さで別々の部品の動的表面温度測定を行なうことである。
本発明のさらに別の目的は、正確な熱プロファイルを提供するために、選択された個別プリフォームの特定のサブ部分または領域を測定するための技術を提供することである。
【0011】
本発明の別の態様は、延伸ブロー成形プロセスまたはエネルギ消費効率を最適化するため、特定の熱測定を、ブロー後の品質またはプロセス測定に相関させるか、またはリンクさせる方法を提供することである。
本発明の別の態様は、メンテナンス時間を最小限にし、且つ製造システム性能を最適化するために、モールド、スピンドルおよびランプ等の特定の機械構成要素を特定の熱データおよびプロファイルに直接関係づけることである。
【課題を解決するための手段】
【0012】
本発明の1つの実施形態において、本発明によるシステムは、延伸ブロー成形機械の熱状態調整セクションを通って一連のプリフォームを輸送するように作動する運搬手段と、プリフォームの外側表面温度測定およびプリフォームの内側表面温度測定の少なくとも一方を獲得するために適所に展開された、少なくとも1つの高速スナップショットの作動をする熱赤外線温度センサと、赤外線温度センサによって供給された温度データをモニタし、これに応答して熱状態調整セクションへ送られる制御信号を生成する赤外線処理および制御サブシステムと、を具備する。
【0013】
本発明の別の実施形態において、本発明方法は、ブロー成形機械の熱状態調整セクションを通って一連のプリフォームを輸送するステップと、プリフォームの外側表面温度およびプリフォームの内側表面温度の少なくとも一方を輸送中に測定することができるように、高速スナップショットの作動をする少なくとも1つの熱赤外線温度センサを構成するステップと、ブロー成形機械を通って輸送された各個別プリフォームの外側表面温度測定および内側表面温度測定の少なくとも一つを獲得するステップと、ブロー成形機械の赤外線放射サブシステムおよび外側表面冷却サブシステムの状態をモニタするステップと、外側表面温度測定または内側表面温度測定および熱制御サブシステム状態データに応答して熱制御信号を生成するステップと、赤外線放射サブシステムおよび外側表面冷却サブシステムの少なくとも一つへこの熱制御信号を通信し、前記輸送されたプリフォームの温度プロファイルの閉鎖ループ制御を実現するステップと、を含む。
【0014】
本発明の別の実施形態において、センサ機器は、標本の表面温度を決定するために標本によって発せられる熱エネルギを選択的に検出するように作用的なセンサ要素と、センサ要素に連結された冷却要素と、センサ要素と標本との間に視野を画成するために位置決めされた要素と、視野を選択的に可能にし無効にするための手段と、を具備する。
【発明を実施するための最良の形態】
【0015】
本発明の目的は、改良された温度測定および制御の特徴を備えた改良された熱状態調整セクションを有するブロー成形システムを提供することである。このシステムの温度測定および制御の特徴は、システムの熱状態調整セクション全体にわたって、輸送の異なる段階でプリフォームの内側表面温度および外側表面温度の一方または両方を直接モニタすることを可能にすることである。すなわち、本発明は、個別のプリフォームおよびその選択されたサブ部分を直接且つ精密に測定するための方法を実現する。当分野におけるこの進歩は、今までは知られていなかったものであり、ブロー成形分野に大きい利益を提供する。
【0016】
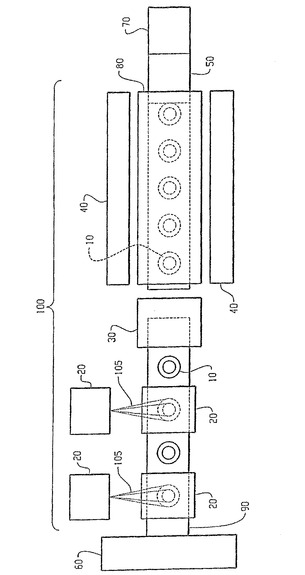
図1(a)および(b)を参照すると、熱状態調整セクション100の構成要素は、高速赤外線温度センサ20と、赤外線温度処理および制御サブシステム30と、を含む。赤外線温度処理および制御サブシステム30は、既存の先行技術で実現可能な赤外線放射サブシステム40および外側表面冷却サブシステム50に直接、インタフェースで連結されている。
【0017】
本発明によるシステムは、製造操作の閉鎖ループ制御を容易にするように構成されている。この点に関し、本システムは、システムの熱状態調整部分全体にわたって輸送の異なる段階で、プリフォームの外側表面温度および内側表面温度を直接モニタすることができる。当然ながら、本発明を使用するプリフォームの外側表面温度のみ、または内側表面温度のみの測定が、状況によっては有利であってもよいことを理解すべきである。そのため、本発明は、内側表面温度および外側表面温度の両方を検出することのみに限定されず、一方または他方を検出するようにも展開されていてもよい。プリフォームの長軸に沿った温度プロファイル、およびしたがって全体的な製造操作を最適化するために、内側温度測定および/または外側温度測定が、ブロー成形機械の加熱要素および冷却制御要素の両方を制御するために自動的な方法で使用される。たとえば、このシステムは、好ましくは、スピンドルおよび/またはランプ等の特定の機械構成要素を特定の熱データおよびプロファイルに直接関係づけることができ、メンテナンスの時間を最小限にし、且つ製造システム性能を最適化する。さらに、このシステムは、特定の熱測定をブロー後のその後の品質またはプロセス測定へ相関させるか、リンクさせるやり方を提供し、延伸ブロー成形プロセスまたはエネルギ消費効率を最適化する。
【0018】
操作において、プリフォーム10は、プリフォーム切り込み機構70によってブロー成形システムの熱状態調整セクション100内に入る。これらの供給機構は、当分野では慣用的である。ひとたびシステム内に挿入されると、プリフォーム10は、熱状態調整セクション100を通って運搬装置80を経由して輸送され、赤外線放射が、赤外線放射アセンブリ(単/複)40によってプリフォーム10に加えられる。赤外線放射は、プリフォーム10の温度をブロー成形操作に好適な温度へ上げるために、この段階で加えられる。運搬装置80および赤外線アセンブリ40は、当分野でよく知られている形態を取ることが好ましい。たとえば、赤外線アセンブリ40は、異なる高さを有する石英赤外線灯のバンクの形態を取ってもよい。同時に、外側表面温度は、表面冷却機構50によって低下される。表面冷却機構50は、典型的に、強制空気対流冷却器、たとえばファンとして、実施される。
【0019】
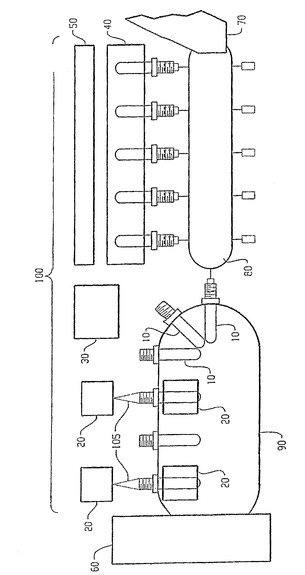
プリフォーム10は、好適な温度へ加熱された後、ブロー成形セクション60への途中で受動ゾーンを通って運搬装置90を経由して輸送される。図1(a)および(b)は、ブロー成形セクション60へ近づくときに、各プリフォームの外側表面温度および内側表面温度の両方をサンプリングするように、この受動ゾーン内に展開された数個の高速赤外線温度センサ20を示す。プリフォーム10が個別センサ20の視野(FOV)105内にあるときに、スナップショット温度の測定が行われることが好ましい。プリフォーム10の外側表面温度は、本発明の高速赤外線温度センサ20を使用し、センサ20の視野(FOV)105をプリフォーム10の外側円筒形表面に方向づけることによって(図1(a)にあるように)、測定される。同様に、プリフォーム10の内側表面温度は、センサ20の視野(FOV)105をプリフォーム10のプリフォーム開口内に方向づけることによって(図1(b)にあるように)、測定されることができる。
【0020】
図1(a)および(b)には、合計4つのセンサ20が描かれている(2つは外側表面温度を測定するように展開され、2つは内側表面温度を測定するように展開される)。図示するように、センサ20は、熱エネルギがプリフォーム10へ加えられた後に展開される。センサはまた、延伸ブロー成形プロセスの熱状態調整フェーズ中の異なる時間に温度を検出するように展開されてもよい。当然ながら、本発明はまた、様々な形態および構成で、プロセスの熱状態調整セクション内でいずれの数のセンサ20(1つまたはそれ以上)を展開する実施形態にも広がる。たとえば、複数のセンサがバンクに配置されてもよい。これはまた、プリフォーム切り込みセクション70に、または、ブロー成形セクション60の前の他のいずれの場所に、センサ20を配置することを含む。該センサはまた、たとえば、後述するように、正確な熱プロファイルを提供するために、プリフォーム(たとえば、その長さ方向に沿った異なる位置で)の選択された単数または複数の部分(またはサブ部分または領域)の表面温度を検知するように、戦略的に配置されてもよい。さらに、該センサは、摂氏1度以下の精度で別々の部品の動的表面温度測定を提供することが好ましい。
【0021】
本発明の1つの態様は、高速赤外線温度センサ20の性質および構造である。本発明によって述べられた高速赤外線温度センサ20は、感光性要素として高速鉛塩またはインジウムガリウムヒ素 (InGaAs)高速デテクタを使用して展開される。一定の種類の鉛塩化合物(特にセレン化鉛(PbSe)および硫化鉛(PbS))およびInGaAsは、摂氏40度(℃)から摂氏150度(℃)の温度範囲の物体によって発せられる放射線に適切な感受性がある。これらの装置の応答時間は、急速に輸送されたプリフォーム10の開口を通って高速温度測定サンプリングをすることができるほど十分に速い。センサは、様々なモードで機能する。たとえば、センサは、スナップショット作用モードで機能してもよい。本開示に記載されたように適切に設計され、実現された高速赤外線温度センサ20は、熱可塑性ブローモルダー用の改良された測定および制御システムの実現を可能にする。
【0022】
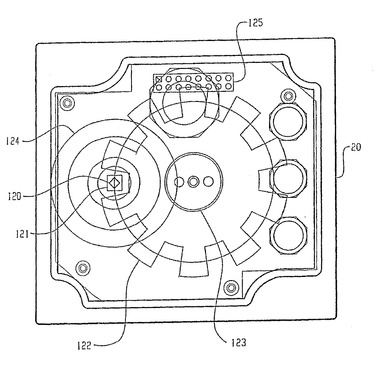
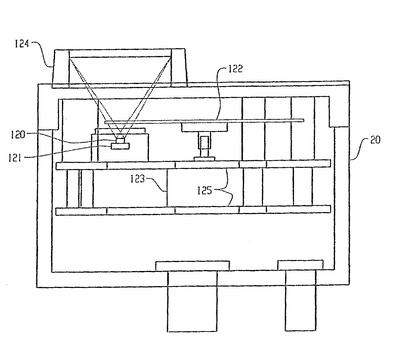
より具体的には、本発明によって規定された高速温度センサ20の1つの好適な実施態様は、図2(a)および2(b)に例示される。高速赤外線デテクタ要素120が、感光性要素として使用される。上記のように、デテクタは、インジウムガリウムヒ素 (InGaAs)、セレン化鉛(PbSe)および硫化鉛(PbS)を含む様々な適切な材料のいずれから形成されてもよい。しかし、好適な実施形態において、デテクタ要素120は、PbSeデテクタを使用して作られる。
【0023】
熱電(TE)冷却要素121が、高速赤外線デテクタ要素120に直接接触して位置する。ソリッドステートのTE冷却要素が当分野ではよく知られている。電流がTE冷却器の個別のソリッドステートセルを通って流れることによって、TE冷却要素は、その構造物の一方の側から他方の側へ熱エネルギを移すパターンを呈する。TE冷却要素を使用して、単に適切な電気信号を冷却器を通って進ませることによって、TE冷却器の一方の側に接触して置かれた物体を加熱するか、または冷却するかの両方が可能となる。熱赤外線デテクタの測定感度パラメータがその操作温度に直接関連づけられるという事実は、赤外線検知の当分野ではよく知られている。高速赤外線デテクタ要素120が安定した定量化可能な温度測定を獲得するために、その操作温度は、厳しい制限内に制御される必要がある。好適な実施態様において、高速赤外線デテクタ要素120の操作温度を、およそ摂氏10度(℃)を中心とした厳しい操作ウインドウ内に安定させるために、TE冷却要素121が使用される。
【0024】
高速赤外線温度センサ20の別の態様は、チョッパーホイール122および関連チョッパーモータ123の使用である。センサ入力信号をチョッピングするプロセスが、赤外線測定の結果として得られる信号対雑音比(SNR)を増加することは、赤外線検知の当分野ではよく知られている。この文脈で、チョッピングという用語は、当該の場面から赤外線デテクタ要素120への直接的な光学経路を交互に可能にし、無効にするプロセスを意味する。そのようなパターンを制定する様々な手段が当分野にはある。好適な実施形態において、有利なチョッピングプロセスは、関連チョッパーモータ123によって駆動された機械的チョッパーホイール122を使用して可能になる。制御された頻度で高速赤外線デテクタ120へ赤外線入力をチョッピングすることによって、赤外線デテクタ要素120に近接して位置するサポートおよびパッケージングエンティティ(デテクタハウジング、デテクタウインドウ等)によって発せられた赤外線放射から生じる大きな低周波数およびDC信号を取り除くことが可能になる。入力信号をチョッピングすることは、同様にデテクタバイアス電圧および電流に関連したDC信号を効果的に取り除くことも可能にする。
【0025】
10からおそらく200ヘルツ(Hz)の範囲の速度で入力信号をチョップすることが、赤外線センサの最新技術では典型的である。これらの種類のチョップ周波数は、既存のチョッパーホイールを使用するか、または、フォーク型機械アセンブリをチューニングして容易に達成することができる。これらの速度で入力信号をチョッピングする動作が、静止部品または緩徐に動く部品を測定するのに十分である一方、延伸ブロー成形システムの熱状態調整セクション100を通って動くプリフォーム10等の急速に動く製造部品の表面温度測定の獲得を確実にするために、周波数が一桁または二桁大きい信号チョップ速度が必要である。いずれの個別プリフォーム10の運動に非同期的に走りながら、高速赤外線温度センサ20の視野(FOV)105内にある全体的な時間枠中に、緩徐に回転するチョッパーホイール122が閉鎖位置またはブロックされた位置にあることができる状況を考え出すことが可能となる。チョッパーホイール122の速度を上げることによって、位置決め不確実性の容認可能な範囲内で、プリフォーム10が高速赤外線温度センサ20の視野(FOV)105内にある間に、チョッパーホイール122が常に開状態または非ブロック化状態に達するという状態に達することが可能である。本発明の好適な実施形態において、1〜5キロヘルツ(KHz)の範囲内のチョップ周波数が好適である。高速赤外線温度センサ20の実施において、チョッパーモータ123用に高速ブラシレスDCモータを、およびチョッパーホイール122用にマルチサイクルチョッパーホイールを使用して、これらの好適なチョップ速度を達成することが可能であり、したがって、このようにして操作のスナップショットアクション温度測定モードと称されるものを達成することが可能となる。高速赤外線デテクタ要素120は複数の要素区域または線状デテクタアレイとして実現することができることが、当業者には明らかである。このように実施されて、高速赤外線温度センサ20は、スナップショットアクション熱赤外線カメラとして操作される。
【0026】
高速赤外線温度センサ20の好適な実施形態においては、視野(FOV)105を境界明瞭な領域へ限定するために、レンズ要素124が使用される。このレンズ要素は、好ましくはフレスネル型のレンズとして実現される。これらの種類の画像形成構成要素は、赤外線検知の分野ではよく知られている。あるいは、これは、屈折性光学構成要素か、または反射性光学構成要素のいずれかを使用して実現することができる。
【0027】
高速赤外線温度センサシステムのいずれかの特定の用途に適切な特定の視野を有するように、オプチクスを設計することによって、多くの異なる種類の異なるサイズ、形状、および距離の、速く移動する品目を高速で測定することが可能になる。特定の用途のための好適な実施形態において、センサ20内に電磁気エネルギを適切にガイドするのを容易にするために、当分野で公知である光学技術の使用を必要とする品目の特殊なサブ領域を測定することが望ましいことが多い。
【0028】
たとえば、センサは、その長さ方向に沿って相当数のゾーンのプリフォーム10をチェックし、各ゾーンの特定な温度を実証するように実施されてもよい。これは、オプチクスおよび/またはマシンビジョン分野の当業者に公知の様々な焦点合わせおよび位置決め技術を使用して達成することができる。そのように測定することによって、既存のシステムよりもかなり精密に、赤外線放射サブシステム40および/または対流ブロワ50へループを閉鎖することが可能である。これは、内側表面および外側表面の両方で達成されてもよいことを理解すべきである。プリフォームの長さ方向に沿った異なる位置で平均温度を得るために、複数のパイロメータが実現されてもよい一方、本発明は、個別のプリフォームまたはサブ部分のより精密な測定を可能にし、いずれのそのような平均化に対して顕著な改良を示すこともさらに理解すべきである。さらに、システムは、内側または外側のいずれかで、プリフォームのサブ部分の測定を可能にすることで、最も有利になることを認識すべきである。
【0029】
複数の測定点またはサブ領域の測定が互いに近接している用途の場合には、1つのセンサ120内部に複数のデテクタ要素を位置決めすることが必要になることもある。この実施形態は、物理的なサイズおよび用途の必要性と一致した実用性の制約に依存して、デテクタ要素が共通のチョッパーまたは複数の平行チョッパーを使用するようにして、実現することができる。
【0030】
高速赤外線温度センサ20の一部として、センサ制御および処理回路基板125も含まれる。この基板または基板セット125を使用して、デテクタ信号処理、モータ速度制御、アナログ−デジタル変換、閉鎖ループTE冷却器制御、および、データ受信および送信を含む機能を行うが、それらに限定されない。
【0031】
ここに記載されたように実施形態を調整することによって、以前に利用可能であったシステムでは不可能であった高速温度測定が可能になる。本発明は、射出成形されたポリエチレンテレフタレート(PET)プリフォームに関連して述べられているが、本発明は、従来、特定的な高速温度スナップショット場所で、速すぎて適切且つ正確に測定することができなかった他の高速用途の相当な範囲に適用可能であることは、容易に明らかである。
【0032】
本発明の好適な実施形態において、赤外線温度処理および制御サブシステム30は、データディスプレイおよびロギング機能を備えた高度に知的なマルチファンクションマイクロプロセッサ系コンピュータとして実現される。このフォーマットにおいて、赤外線温度処理および制御サブシステム30は、赤外線温度センサ20から温度信号を受け取るか、またはモニタする。これらの入力信号に応答して、赤外線放射サブシステム40および外側表面冷却サブシステム50へ発せられる適切な制御信号を(たとえば、サブシステム30に保存されてもよい所望の熱プロファイルに基づいた様々なハードウェアおよびソフトウェア技術によって)生成する。制御信号は、サブシステム40および50によって様々な機能が行われるのを容易にする。たとえば、制御信号は、サブシステム40を方向づけて、そのエネルギレベルを上げるか、またはエネルギレベルを下げることができる。同様に、制御信号は、冷却サブシステム用に類似コマンド構造として作用させることができる。当然ながら、サブシステム30はまた、制御信号がプロセスに効果的に生成されるように、サブシステム40および50の状態(たとえば、エネルギレベル)をモニタすることが好ましい。これらの機能に加えて、赤外線温度処理および制御サブシステム30の好適な実施形態ではまた、赤外線温度センサ20によって作られた表面温度測定に関連したデータ表示およびロギング機能を提供するように、特定の時間にわたってセンサによって提供された温度データもモニタする。
【0033】
あるいは、赤外線温度処理および制御サブシステム30は、工業用プログラマブルロジックコントローラ(PLC)として実現することができる。このような実施態様では、データロギングおよび温度情報の表示は省略される。赤外線温度処理および制御サブシステム30は、最小限のやり方で機能し、赤外線温度センサ20から温度信号を受け取り、赤外線放射サブシステム40および外側表面冷却サブシステム50に制御信号を提供する。
【0034】
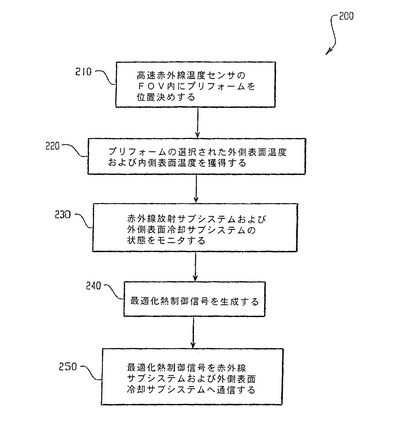
次に図3を参照すると、操作の基本的なステップを反映する好適な温度測定および制御方法200が示される。プリフォーム10は、運搬手段90を経由してブロー成形システムの熱状態調整セクション100の受動ゾーンを通って輸送される。幾分の時間に、プリフォーム10は、様々な赤外線温度センサ20のそれぞれの視野(FOV)105を通って進む(ステップ210)。プリフォーム10が個別センサ20のそれぞれの視野(FOV)105内にあるときに、プリフォーム10の表面温度(単/複)が測定される。様々なセンサ20は、外側表面温度測定および内側表面温度測定の少なくとも一つを獲得するために、適切に展開され位置決めされる(ステップ220)。ブロー成形システムを通って進む個別プリフォーム10に行われているリアルタイム温度測定と同時に、赤外線放射サブシステム40および外側表面冷却サブシステム50の操作状態がモニタされる(ステップ230)。次いで、延伸ブロー成形操作の前に、プリフォーム10の熱プロファイルを最適にする適切な制御信号内に、外側表面温度および/または内側表面温度およびサブシステム状態データを減少するアルゴリズムが、サブシステム30によって加えられる(ステップ240)。次いで、これらの制御信号は、赤外線放射サブシステム40および外側表面冷却サブシステム50へ通信され、プリフォーム10の熱プロファイルの最適化された閉鎖ループ制御を制定する(ステップ250)。上記のように、たとえば、システムは、好ましくはスピンドルおよび/またはランプ等の特定の機械構成要素を特定の熱データおよびプロファイルに直接関係づけ、メンテナンスの時間を最小限にし、製造システム性能を最適化することができる。
【0035】
上記の説明は、単に本発明の特定の実施形態の開示を提供し、これを限定する目的には意図されない。そのようであるため、本発明は、上述の実施形態のみに限定されない。むしろ、当業者は、本発明の範囲内に入る代替の実施形態を思いつくことができることが認識される。
【図面の簡単な説明】
【0036】
【図1(a)】本発明の実施形態を例示する図である。
【図1(b)】本発明の実施形態を例示する図である。
【図2(a)】本発明によるセンサを例示する図である。
【図2(b)】本発明によるセンサを例示する図である。
【図3】本発明による方法を例示するフローチャートである。
【技術分野】
【0001】
本発明は、ブロー成形システムに関する。より具体的には、ブロー成形操作前に各プリフォームの断面内の温度分布が最適化されるように、プリフォームを状態調整する延伸ブロー成形に関する。
【背景技術】
【0002】
背景として、一定の材料を延伸ブロー成形するよう試みるときに、もっとも重要なプロセス変数の1つは、ブローされているときのプリフォームの温度分布である。この変数は、最終的なブロー成形品のもっとも重要な物理的特性に相当な影響を与えることが多い。理想的には、プリフォームの壁断面の温度分布は、ブロー成形操作のために最適化されなければならない。加えて、システムを通って動いているプリフォームが、1つのプリフォームから次のプリフォームで温度プロファイルが一致するならば、自動ブロー成形プロセスにおいて有利である。より具体的には、プリフォームの内側表面温度および外側表面温度の両方が互いに、l且つ材料の好適なブロー成形温度で等しいことが有利である。
【0003】
下記の米国特許は、すべて参照のためにここに組み込まれるものであるが、自動ブロー成形操作前のプリフォームブランクの熱状態調整に関連した現在の最新技術を述べている。
【特許文献1】米国特許第4,079,104号
【特許文献2】米国特許第5,066,222号
【特許文献3】米国特許第5,322,651号
【特許文献4】米国特許第5,607,706号
【0004】
これらの特許を総合すると、下記を教示している。すなわち、1)一連の動的に運搬されるプリフォームの温度を、ブロー成形操作が可能で、最適化される遷移温度へ上げるための赤外線放射の使用、2)プリフォームの外側から赤外線放射を受けるときに、プリフォームの外側および内側の両方の質的に時間変化する温度の挙動、3)内側プリフォーム表面温度が外側温度に「追いつく」ことができるように、プリフォームの外側に強制空気冷却を使用する利益、4)プリフォームからプリフォームへの周囲熱差を補償するための赤外線放射再熱サイクルの前にプリフォームブランクを熱的に予め状態調整する利益、5)プロセス制御の目的で、ある程度の平均外側表面温度情報を提供するパイロメータを使用すること、および、6)ブロー成形操作の前に熱エネルギをより均一に送出するために、赤外線放射が加えられるときに、その軸を中心にしてプリフォームを回転することの利益、である。
【0005】
しかし、現場では、そのような品目がブロー成形操作に入るとき、プリフォームの外側表面温度および内側表面温度の両方を正確に決定し、制御する必要性がある。たとえば、上記特許に記載されたような最新技術の実現は、もっぱら、プリフォームの外側表面温度に平均した自動プロセス制御測定を提供することに限定されている。重要な制御パラメータ(たとえば、内側プリフォーム温度および外側プリフォーム温度)に関連するプロセス情報は、赤外線温度測定技術および方法の既存の限界による範囲に限定されている。
【0006】
たとえば、既存の最新技術の実現において、プリフォームの外側表面温度は、パイロメータを使用して測定される。パイロメータは、当分野ではよく知られており、視野(FOV)内に置かれた物体の正確な定量的な温度測定を行うことができる。しかし、パイロメータの重大な限界は、その応答時間が比較的遅いことである。パイロメータを使用して正確な温度測定を得るために、検査下の物体は、数百ミリ秒から秒までの範囲の時間期間の間、パイロメータの視野(FOV)内にとどまる必要がある。動的ブロー成形システムにおいて、プリフォームがシステムを通って輸送される速度は、パイロメータを使用するといずれか1つのプリフォームを正確に温度測定することはできない。むしろ、最新技術では、システムを通って進んだ最後の数個のプリフォームの平均表面温度を得るためにパイロメータを使用している。このサンプリングスキームの1つの限界は、相当なプリフォームによる温度の変動が存在する場合には、平均化され、先行技術の機械に展開されたプロセス制御機器によって検出されないままであることである。
【0007】
プリフォームが既存の最新技術の機械を通って輸送される速度では、温度測定は、部品が検知装置の視野(FOV)から出る前に、2ミリ秒以内に行われなければならない。この時間は短かすぎて、パイロメータは正確な温度測定を行うことができない。温度を測定するための直接接触方法、たとえば熱電対等は、速度限界のため、且つ、そのような装置は、熱く柔軟なプリフォームを損傷する可能性があるため、実用的ではない。そのような損傷が発生した場合には、望ましくないことに、プロセスに高いメンテナンスの努力を要することになる。
【0008】
さらにパイロメータの遅い応答時間に関する、おそらくはより厳しい限界は、動いているプリフォームの内側表面温度の合理的且つ正確な測定を行なうことができる、直接の実用的なやり方がこれまでなかったことである。プリフォーム10の内側表面温度は、プリフォームの開口端を通って直接測定されることができるだけである。複雑な熱伝導方程式および複数の時間間隔をおいた、パイロメータを使用する間接方法は、理論化されているが、工場生産システムに実用化されていない。そのようなシステムを実現し、維持し、キャリブレートする困難さは、深刻な欠点である。さらに、そのようなシステムは、間接測定から予測するだけであり、これは、制御されていない環境的なおよび他の変数が、温度予測に悪影響を与え、そのような予測の不正確さおよび疑義につながる可能性がある。
本発明は、これらの難題等を克服するものである。
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明の目的は、システムの熱状態調整部分全体にわたって輸送の異なる段階でプリフォームの外側表面温度および内側表面温度を直接モニタすることができる温度測定および制御システムを備えたブロー成形システムを提供することである。
本発明の別の目的は、プリフォームの長軸に沿って温度プロファイルをおよびしたがって全体的な製造操作を最適化するために、ブロー成形機械の加熱要素および冷却制御要素の両方を制御するために自動的な方法で、これらの内側表面温度測定および/または外側表面温度測定を使用することである。
【0010】
本発明の別の目的は、ブロー成形操作へ向けて動的に動いているときに個別のプリフォームの測定を行うことができる温度測定および制御システムを備えたブロー成形システムを提供することであり、平均プリフォーム温度測定に基づいて制御決定を行う必要性をなくすることである。
本発明のさらに別の目的は、摂氏1度以下の正確さで別々の部品の動的表面温度測定を行なうことである。
本発明のさらに別の目的は、正確な熱プロファイルを提供するために、選択された個別プリフォームの特定のサブ部分または領域を測定するための技術を提供することである。
【0011】
本発明の別の態様は、延伸ブロー成形プロセスまたはエネルギ消費効率を最適化するため、特定の熱測定を、ブロー後の品質またはプロセス測定に相関させるか、またはリンクさせる方法を提供することである。
本発明の別の態様は、メンテナンス時間を最小限にし、且つ製造システム性能を最適化するために、モールド、スピンドルおよびランプ等の特定の機械構成要素を特定の熱データおよびプロファイルに直接関係づけることである。
【課題を解決するための手段】
【0012】
本発明の1つの実施形態において、本発明によるシステムは、延伸ブロー成形機械の熱状態調整セクションを通って一連のプリフォームを輸送するように作動する運搬手段と、プリフォームの外側表面温度測定およびプリフォームの内側表面温度測定の少なくとも一方を獲得するために適所に展開された、少なくとも1つの高速スナップショットの作動をする熱赤外線温度センサと、赤外線温度センサによって供給された温度データをモニタし、これに応答して熱状態調整セクションへ送られる制御信号を生成する赤外線処理および制御サブシステムと、を具備する。
【0013】
本発明の別の実施形態において、本発明方法は、ブロー成形機械の熱状態調整セクションを通って一連のプリフォームを輸送するステップと、プリフォームの外側表面温度およびプリフォームの内側表面温度の少なくとも一方を輸送中に測定することができるように、高速スナップショットの作動をする少なくとも1つの熱赤外線温度センサを構成するステップと、ブロー成形機械を通って輸送された各個別プリフォームの外側表面温度測定および内側表面温度測定の少なくとも一つを獲得するステップと、ブロー成形機械の赤外線放射サブシステムおよび外側表面冷却サブシステムの状態をモニタするステップと、外側表面温度測定または内側表面温度測定および熱制御サブシステム状態データに応答して熱制御信号を生成するステップと、赤外線放射サブシステムおよび外側表面冷却サブシステムの少なくとも一つへこの熱制御信号を通信し、前記輸送されたプリフォームの温度プロファイルの閉鎖ループ制御を実現するステップと、を含む。
【0014】
本発明の別の実施形態において、センサ機器は、標本の表面温度を決定するために標本によって発せられる熱エネルギを選択的に検出するように作用的なセンサ要素と、センサ要素に連結された冷却要素と、センサ要素と標本との間に視野を画成するために位置決めされた要素と、視野を選択的に可能にし無効にするための手段と、を具備する。
【発明を実施するための最良の形態】
【0015】
本発明の目的は、改良された温度測定および制御の特徴を備えた改良された熱状態調整セクションを有するブロー成形システムを提供することである。このシステムの温度測定および制御の特徴は、システムの熱状態調整セクション全体にわたって、輸送の異なる段階でプリフォームの内側表面温度および外側表面温度の一方または両方を直接モニタすることを可能にすることである。すなわち、本発明は、個別のプリフォームおよびその選択されたサブ部分を直接且つ精密に測定するための方法を実現する。当分野におけるこの進歩は、今までは知られていなかったものであり、ブロー成形分野に大きい利益を提供する。
【0016】
図1(a)および(b)を参照すると、熱状態調整セクション100の構成要素は、高速赤外線温度センサ20と、赤外線温度処理および制御サブシステム30と、を含む。赤外線温度処理および制御サブシステム30は、既存の先行技術で実現可能な赤外線放射サブシステム40および外側表面冷却サブシステム50に直接、インタフェースで連結されている。
【0017】
本発明によるシステムは、製造操作の閉鎖ループ制御を容易にするように構成されている。この点に関し、本システムは、システムの熱状態調整部分全体にわたって輸送の異なる段階で、プリフォームの外側表面温度および内側表面温度を直接モニタすることができる。当然ながら、本発明を使用するプリフォームの外側表面温度のみ、または内側表面温度のみの測定が、状況によっては有利であってもよいことを理解すべきである。そのため、本発明は、内側表面温度および外側表面温度の両方を検出することのみに限定されず、一方または他方を検出するようにも展開されていてもよい。プリフォームの長軸に沿った温度プロファイル、およびしたがって全体的な製造操作を最適化するために、内側温度測定および/または外側温度測定が、ブロー成形機械の加熱要素および冷却制御要素の両方を制御するために自動的な方法で使用される。たとえば、このシステムは、好ましくは、スピンドルおよび/またはランプ等の特定の機械構成要素を特定の熱データおよびプロファイルに直接関係づけることができ、メンテナンスの時間を最小限にし、且つ製造システム性能を最適化する。さらに、このシステムは、特定の熱測定をブロー後のその後の品質またはプロセス測定へ相関させるか、リンクさせるやり方を提供し、延伸ブロー成形プロセスまたはエネルギ消費効率を最適化する。
【0018】
操作において、プリフォーム10は、プリフォーム切り込み機構70によってブロー成形システムの熱状態調整セクション100内に入る。これらの供給機構は、当分野では慣用的である。ひとたびシステム内に挿入されると、プリフォーム10は、熱状態調整セクション100を通って運搬装置80を経由して輸送され、赤外線放射が、赤外線放射アセンブリ(単/複)40によってプリフォーム10に加えられる。赤外線放射は、プリフォーム10の温度をブロー成形操作に好適な温度へ上げるために、この段階で加えられる。運搬装置80および赤外線アセンブリ40は、当分野でよく知られている形態を取ることが好ましい。たとえば、赤外線アセンブリ40は、異なる高さを有する石英赤外線灯のバンクの形態を取ってもよい。同時に、外側表面温度は、表面冷却機構50によって低下される。表面冷却機構50は、典型的に、強制空気対流冷却器、たとえばファンとして、実施される。
【0019】
プリフォーム10は、好適な温度へ加熱された後、ブロー成形セクション60への途中で受動ゾーンを通って運搬装置90を経由して輸送される。図1(a)および(b)は、ブロー成形セクション60へ近づくときに、各プリフォームの外側表面温度および内側表面温度の両方をサンプリングするように、この受動ゾーン内に展開された数個の高速赤外線温度センサ20を示す。プリフォーム10が個別センサ20の視野(FOV)105内にあるときに、スナップショット温度の測定が行われることが好ましい。プリフォーム10の外側表面温度は、本発明の高速赤外線温度センサ20を使用し、センサ20の視野(FOV)105をプリフォーム10の外側円筒形表面に方向づけることによって(図1(a)にあるように)、測定される。同様に、プリフォーム10の内側表面温度は、センサ20の視野(FOV)105をプリフォーム10のプリフォーム開口内に方向づけることによって(図1(b)にあるように)、測定されることができる。
【0020】
図1(a)および(b)には、合計4つのセンサ20が描かれている(2つは外側表面温度を測定するように展開され、2つは内側表面温度を測定するように展開される)。図示するように、センサ20は、熱エネルギがプリフォーム10へ加えられた後に展開される。センサはまた、延伸ブロー成形プロセスの熱状態調整フェーズ中の異なる時間に温度を検出するように展開されてもよい。当然ながら、本発明はまた、様々な形態および構成で、プロセスの熱状態調整セクション内でいずれの数のセンサ20(1つまたはそれ以上)を展開する実施形態にも広がる。たとえば、複数のセンサがバンクに配置されてもよい。これはまた、プリフォーム切り込みセクション70に、または、ブロー成形セクション60の前の他のいずれの場所に、センサ20を配置することを含む。該センサはまた、たとえば、後述するように、正確な熱プロファイルを提供するために、プリフォーム(たとえば、その長さ方向に沿った異なる位置で)の選択された単数または複数の部分(またはサブ部分または領域)の表面温度を検知するように、戦略的に配置されてもよい。さらに、該センサは、摂氏1度以下の精度で別々の部品の動的表面温度測定を提供することが好ましい。
【0021】
本発明の1つの態様は、高速赤外線温度センサ20の性質および構造である。本発明によって述べられた高速赤外線温度センサ20は、感光性要素として高速鉛塩またはインジウムガリウムヒ素 (InGaAs)高速デテクタを使用して展開される。一定の種類の鉛塩化合物(特にセレン化鉛(PbSe)および硫化鉛(PbS))およびInGaAsは、摂氏40度(℃)から摂氏150度(℃)の温度範囲の物体によって発せられる放射線に適切な感受性がある。これらの装置の応答時間は、急速に輸送されたプリフォーム10の開口を通って高速温度測定サンプリングをすることができるほど十分に速い。センサは、様々なモードで機能する。たとえば、センサは、スナップショット作用モードで機能してもよい。本開示に記載されたように適切に設計され、実現された高速赤外線温度センサ20は、熱可塑性ブローモルダー用の改良された測定および制御システムの実現を可能にする。
【0022】
より具体的には、本発明によって規定された高速温度センサ20の1つの好適な実施態様は、図2(a)および2(b)に例示される。高速赤外線デテクタ要素120が、感光性要素として使用される。上記のように、デテクタは、インジウムガリウムヒ素 (InGaAs)、セレン化鉛(PbSe)および硫化鉛(PbS)を含む様々な適切な材料のいずれから形成されてもよい。しかし、好適な実施形態において、デテクタ要素120は、PbSeデテクタを使用して作られる。
【0023】
熱電(TE)冷却要素121が、高速赤外線デテクタ要素120に直接接触して位置する。ソリッドステートのTE冷却要素が当分野ではよく知られている。電流がTE冷却器の個別のソリッドステートセルを通って流れることによって、TE冷却要素は、その構造物の一方の側から他方の側へ熱エネルギを移すパターンを呈する。TE冷却要素を使用して、単に適切な電気信号を冷却器を通って進ませることによって、TE冷却器の一方の側に接触して置かれた物体を加熱するか、または冷却するかの両方が可能となる。熱赤外線デテクタの測定感度パラメータがその操作温度に直接関連づけられるという事実は、赤外線検知の当分野ではよく知られている。高速赤外線デテクタ要素120が安定した定量化可能な温度測定を獲得するために、その操作温度は、厳しい制限内に制御される必要がある。好適な実施態様において、高速赤外線デテクタ要素120の操作温度を、およそ摂氏10度(℃)を中心とした厳しい操作ウインドウ内に安定させるために、TE冷却要素121が使用される。
【0024】
高速赤外線温度センサ20の別の態様は、チョッパーホイール122および関連チョッパーモータ123の使用である。センサ入力信号をチョッピングするプロセスが、赤外線測定の結果として得られる信号対雑音比(SNR)を増加することは、赤外線検知の当分野ではよく知られている。この文脈で、チョッピングという用語は、当該の場面から赤外線デテクタ要素120への直接的な光学経路を交互に可能にし、無効にするプロセスを意味する。そのようなパターンを制定する様々な手段が当分野にはある。好適な実施形態において、有利なチョッピングプロセスは、関連チョッパーモータ123によって駆動された機械的チョッパーホイール122を使用して可能になる。制御された頻度で高速赤外線デテクタ120へ赤外線入力をチョッピングすることによって、赤外線デテクタ要素120に近接して位置するサポートおよびパッケージングエンティティ(デテクタハウジング、デテクタウインドウ等)によって発せられた赤外線放射から生じる大きな低周波数およびDC信号を取り除くことが可能になる。入力信号をチョッピングすることは、同様にデテクタバイアス電圧および電流に関連したDC信号を効果的に取り除くことも可能にする。
【0025】
10からおそらく200ヘルツ(Hz)の範囲の速度で入力信号をチョップすることが、赤外線センサの最新技術では典型的である。これらの種類のチョップ周波数は、既存のチョッパーホイールを使用するか、または、フォーク型機械アセンブリをチューニングして容易に達成することができる。これらの速度で入力信号をチョッピングする動作が、静止部品または緩徐に動く部品を測定するのに十分である一方、延伸ブロー成形システムの熱状態調整セクション100を通って動くプリフォーム10等の急速に動く製造部品の表面温度測定の獲得を確実にするために、周波数が一桁または二桁大きい信号チョップ速度が必要である。いずれの個別プリフォーム10の運動に非同期的に走りながら、高速赤外線温度センサ20の視野(FOV)105内にある全体的な時間枠中に、緩徐に回転するチョッパーホイール122が閉鎖位置またはブロックされた位置にあることができる状況を考え出すことが可能となる。チョッパーホイール122の速度を上げることによって、位置決め不確実性の容認可能な範囲内で、プリフォーム10が高速赤外線温度センサ20の視野(FOV)105内にある間に、チョッパーホイール122が常に開状態または非ブロック化状態に達するという状態に達することが可能である。本発明の好適な実施形態において、1〜5キロヘルツ(KHz)の範囲内のチョップ周波数が好適である。高速赤外線温度センサ20の実施において、チョッパーモータ123用に高速ブラシレスDCモータを、およびチョッパーホイール122用にマルチサイクルチョッパーホイールを使用して、これらの好適なチョップ速度を達成することが可能であり、したがって、このようにして操作のスナップショットアクション温度測定モードと称されるものを達成することが可能となる。高速赤外線デテクタ要素120は複数の要素区域または線状デテクタアレイとして実現することができることが、当業者には明らかである。このように実施されて、高速赤外線温度センサ20は、スナップショットアクション熱赤外線カメラとして操作される。
【0026】
高速赤外線温度センサ20の好適な実施形態においては、視野(FOV)105を境界明瞭な領域へ限定するために、レンズ要素124が使用される。このレンズ要素は、好ましくはフレスネル型のレンズとして実現される。これらの種類の画像形成構成要素は、赤外線検知の分野ではよく知られている。あるいは、これは、屈折性光学構成要素か、または反射性光学構成要素のいずれかを使用して実現することができる。
【0027】
高速赤外線温度センサシステムのいずれかの特定の用途に適切な特定の視野を有するように、オプチクスを設計することによって、多くの異なる種類の異なるサイズ、形状、および距離の、速く移動する品目を高速で測定することが可能になる。特定の用途のための好適な実施形態において、センサ20内に電磁気エネルギを適切にガイドするのを容易にするために、当分野で公知である光学技術の使用を必要とする品目の特殊なサブ領域を測定することが望ましいことが多い。
【0028】
たとえば、センサは、その長さ方向に沿って相当数のゾーンのプリフォーム10をチェックし、各ゾーンの特定な温度を実証するように実施されてもよい。これは、オプチクスおよび/またはマシンビジョン分野の当業者に公知の様々な焦点合わせおよび位置決め技術を使用して達成することができる。そのように測定することによって、既存のシステムよりもかなり精密に、赤外線放射サブシステム40および/または対流ブロワ50へループを閉鎖することが可能である。これは、内側表面および外側表面の両方で達成されてもよいことを理解すべきである。プリフォームの長さ方向に沿った異なる位置で平均温度を得るために、複数のパイロメータが実現されてもよい一方、本発明は、個別のプリフォームまたはサブ部分のより精密な測定を可能にし、いずれのそのような平均化に対して顕著な改良を示すこともさらに理解すべきである。さらに、システムは、内側または外側のいずれかで、プリフォームのサブ部分の測定を可能にすることで、最も有利になることを認識すべきである。
【0029】
複数の測定点またはサブ領域の測定が互いに近接している用途の場合には、1つのセンサ120内部に複数のデテクタ要素を位置決めすることが必要になることもある。この実施形態は、物理的なサイズおよび用途の必要性と一致した実用性の制約に依存して、デテクタ要素が共通のチョッパーまたは複数の平行チョッパーを使用するようにして、実現することができる。
【0030】
高速赤外線温度センサ20の一部として、センサ制御および処理回路基板125も含まれる。この基板または基板セット125を使用して、デテクタ信号処理、モータ速度制御、アナログ−デジタル変換、閉鎖ループTE冷却器制御、および、データ受信および送信を含む機能を行うが、それらに限定されない。
【0031】
ここに記載されたように実施形態を調整することによって、以前に利用可能であったシステムでは不可能であった高速温度測定が可能になる。本発明は、射出成形されたポリエチレンテレフタレート(PET)プリフォームに関連して述べられているが、本発明は、従来、特定的な高速温度スナップショット場所で、速すぎて適切且つ正確に測定することができなかった他の高速用途の相当な範囲に適用可能であることは、容易に明らかである。
【0032】
本発明の好適な実施形態において、赤外線温度処理および制御サブシステム30は、データディスプレイおよびロギング機能を備えた高度に知的なマルチファンクションマイクロプロセッサ系コンピュータとして実現される。このフォーマットにおいて、赤外線温度処理および制御サブシステム30は、赤外線温度センサ20から温度信号を受け取るか、またはモニタする。これらの入力信号に応答して、赤外線放射サブシステム40および外側表面冷却サブシステム50へ発せられる適切な制御信号を(たとえば、サブシステム30に保存されてもよい所望の熱プロファイルに基づいた様々なハードウェアおよびソフトウェア技術によって)生成する。制御信号は、サブシステム40および50によって様々な機能が行われるのを容易にする。たとえば、制御信号は、サブシステム40を方向づけて、そのエネルギレベルを上げるか、またはエネルギレベルを下げることができる。同様に、制御信号は、冷却サブシステム用に類似コマンド構造として作用させることができる。当然ながら、サブシステム30はまた、制御信号がプロセスに効果的に生成されるように、サブシステム40および50の状態(たとえば、エネルギレベル)をモニタすることが好ましい。これらの機能に加えて、赤外線温度処理および制御サブシステム30の好適な実施形態ではまた、赤外線温度センサ20によって作られた表面温度測定に関連したデータ表示およびロギング機能を提供するように、特定の時間にわたってセンサによって提供された温度データもモニタする。
【0033】
あるいは、赤外線温度処理および制御サブシステム30は、工業用プログラマブルロジックコントローラ(PLC)として実現することができる。このような実施態様では、データロギングおよび温度情報の表示は省略される。赤外線温度処理および制御サブシステム30は、最小限のやり方で機能し、赤外線温度センサ20から温度信号を受け取り、赤外線放射サブシステム40および外側表面冷却サブシステム50に制御信号を提供する。
【0034】
次に図3を参照すると、操作の基本的なステップを反映する好適な温度測定および制御方法200が示される。プリフォーム10は、運搬手段90を経由してブロー成形システムの熱状態調整セクション100の受動ゾーンを通って輸送される。幾分の時間に、プリフォーム10は、様々な赤外線温度センサ20のそれぞれの視野(FOV)105を通って進む(ステップ210)。プリフォーム10が個別センサ20のそれぞれの視野(FOV)105内にあるときに、プリフォーム10の表面温度(単/複)が測定される。様々なセンサ20は、外側表面温度測定および内側表面温度測定の少なくとも一つを獲得するために、適切に展開され位置決めされる(ステップ220)。ブロー成形システムを通って進む個別プリフォーム10に行われているリアルタイム温度測定と同時に、赤外線放射サブシステム40および外側表面冷却サブシステム50の操作状態がモニタされる(ステップ230)。次いで、延伸ブロー成形操作の前に、プリフォーム10の熱プロファイルを最適にする適切な制御信号内に、外側表面温度および/または内側表面温度およびサブシステム状態データを減少するアルゴリズムが、サブシステム30によって加えられる(ステップ240)。次いで、これらの制御信号は、赤外線放射サブシステム40および外側表面冷却サブシステム50へ通信され、プリフォーム10の熱プロファイルの最適化された閉鎖ループ制御を制定する(ステップ250)。上記のように、たとえば、システムは、好ましくはスピンドルおよび/またはランプ等の特定の機械構成要素を特定の熱データおよびプロファイルに直接関係づけ、メンテナンスの時間を最小限にし、製造システム性能を最適化することができる。
【0035】
上記の説明は、単に本発明の特定の実施形態の開示を提供し、これを限定する目的には意図されない。そのようであるため、本発明は、上述の実施形態のみに限定されない。むしろ、当業者は、本発明の範囲内に入る代替の実施形態を思いつくことができることが認識される。
【図面の簡単な説明】
【0036】
【図1(a)】本発明の実施形態を例示する図である。
【図1(b)】本発明の実施形態を例示する図である。
【図2(a)】本発明によるセンサを例示する図である。
【図2(b)】本発明によるセンサを例示する図である。
【図3】本発明による方法を例示するフローチャートである。
【特許請求の範囲】
【請求項1】
延伸ブロー成形機械の延伸ブロー成形操作中に熱可塑性プリフォームの内側表面温度および外側表面温度の一方または両方を測定し制御するためのシステムであって、前記延伸ブロー成形機械が熱状態調整セクションを有するシステムにおいて、
前記延伸ブロー成形機械の前記熱状態調整セクションを通って一連のプリフォームを輸送するように作動する運搬手段と、
プリフォームの外側表面温度測定およびプリフォームの内側表面温度測定の少なくとも一方を獲得するために展開され、位置決めされた、少なくとも1つの高速スナップショットの作動をする熱赤外線温度センサと、
前記赤外線温度センサによって供給された温度データをモニタし、これに応答して前記熱状態調整セクションへ送られる制御信号を生成する赤外線処理および制御サブシステムと、
を具備するシステム。
【請求項2】
前記高速スナップショット作用熱赤外線温度センサは、鉛塩デテクタを使用して実現される、請求項1に記載のシステム。
【請求項3】
前記デテクタは、セレン化鉛(PbSe)デテクタである、請求項2に記載のシステム。
【請求項4】
前記デテクタは、硫化鉛(PBS)デテクタである、請求項2に記載のシステム。
【請求項5】
前記高速スナップショット作用熱赤外線温度センサは、InGaAsデテクタを使用して実現される、請求項1に記載のシステム。
【請求項6】
前記赤外線処理および制御サブシステムは、データディスプレイおよびロギング機能を備えたマルチファンクションコンピュータとして実現される、請求項1に記載のシステム。
【請求項7】
前記赤外線処理および制御サブシステムは、工業用PLCとして実現される、請求項1に記載のシステム。
【請求項8】
前記延伸ブロー成形操作の熱状態調整フェーズ中の異なる時間に温度情報を獲得するために、2つまたはそれ以上の外側表面温度センサおよび2つまたはそれ以上の内側表面温度センサが展開される、請求項1に記載のシステム。
【請求項9】
前記プリフォームの長さ方向に沿った異なる位置で前記外側表面温度を同時に獲得するために、2つまたはそれ以上の外側表面温度センサのバンクが展開される、請求項1に記載のシステム。
【請求項10】
前記プリフォームの長さ方向に沿った異なる位置で前記内側表面温度を同時に獲得するために、複数の内側表面温度センサが展開される、請求項1に記載のシステム。
【請求項11】
前記延伸ブロー成形操作の熱状態調整フェーズ中の異なる時間に温度情報を獲得するために、外側表面温度センサの2つまたはそれ以上のバンクおよび2つまたはそれ以上の内側表面温度センサが展開される、請求項1に記載のシステム。
【請求項12】
前記高速スナップショットの作動をする熱赤外線温度センサは、熱赤外線カメラとして実現される、請求項1に記載のシステム。
【請求項13】
延伸ブロー成形システム内のプリフォーム温度プロファイル測定および制御の方法であって、
ブロー成形機械の熱状態調整セクションを通って一連のプリフォームを輸送するステップと、
前記プリフォームの外側表面温度および前記プリフォームの内側表面温度の少なくとも一つを輸送中に測定することができるように、高速スナップショットの作動をする少なくとも1つの熱赤外線温度センサを構成するステップと、
前記ブロー成形機械を通って輸送された各個別プリフォームの外側表面温度測定および内側表面温度測定の少なくとも一つを獲得するステップと、
前記ブロー成形機械の赤外線放射サブシステムおよび外側表面冷却サブシステムの状態をモニタするステップと、
前記外側表面温度測定または前記内側表面温度測定および熱制御サブシステム状態データに応答して熱制御信号を生成するステップと、
前記赤外線放射サブシステムおよび前記外側表面冷却サブシステムの少なくとも一つへこの熱制御信号を通信し、前記輸送されたプリフォームの温度プロファイルの閉鎖ループ制御を実現するステップと、
を含む方法。
【請求項14】
前記内側表面温度を獲得するステップは、前記プリフォームの選択されたサブ部分の内側表面温度を測定することを含む、請求項13に記載の方法。
【請求項15】
前記外側表面温度を獲得するステップは、前記プリフォームの選択されたサブ部分の外側表面温度を測定することを含む、請求項13に記載の方法。
【請求項16】
前記獲得は、延伸ブロー成形プロセス中の異なる時間に起る、請求項13に記載の方法。
【請求項17】
前記獲得は、前記プリフォームの長さ方向に沿った異なる位置で起る、請求項13に記載の方法。
【請求項18】
個別プリフォームの熱測定データを、スピンドルまたはランプを含む特定の機械構成要素へ相関させるステップをさらに含む、請求項13に記載の方法。
【請求項19】
個別プリフォームの温度測定を、その後の容器品質測定へ相関させるステップをさらに含む、請求項13記載の方法。
【請求項20】
センサ機器であって、
標本の表面温度を決定するために標本によって発せられた熱エネルギを選択的に検出するように作動するセンサ要素と、
前記センサ要素に連結された冷却要素と、
前記センサ要素と前記標本との間に視野を画成するために位置決めされた要素と、
前記視野を選択的に可能にし、無効にするための手段と、
を具備する、センサ機器。
【請求項21】
前記センサ要素は、およそ摂氏40度(℃)から摂氏150度(℃)の温度範囲に作動する、請求項20に記載の機器。
【請求項22】
前記視野を選択的に可能にし、無効にするための手段は、チョッパーホイールおよびモータアセンブリを具備する、請求項20に記載の機器。
【請求項23】
前記チョッパーホイールおよびモータアセンブリは、1〜5キロヘルツ(KHz)の範囲内のチョップ周波数で作動する、請求項22に記載の機器。
【請求項24】
前記冷却要素は、熱電冷却要素である、請求項20に記載の機器。
【請求項25】
視野を画成するために位置する要素は、レンズ要素である、請求項20に記載の機器。
【請求項1】
延伸ブロー成形機械の延伸ブロー成形操作中に熱可塑性プリフォームの内側表面温度および外側表面温度の一方または両方を測定し制御するためのシステムであって、前記延伸ブロー成形機械が熱状態調整セクションを有するシステムにおいて、
前記延伸ブロー成形機械の前記熱状態調整セクションを通って一連のプリフォームを輸送するように作動する運搬手段と、
プリフォームの外側表面温度測定およびプリフォームの内側表面温度測定の少なくとも一方を獲得するために展開され、位置決めされた、少なくとも1つの高速スナップショットの作動をする熱赤外線温度センサと、
前記赤外線温度センサによって供給された温度データをモニタし、これに応答して前記熱状態調整セクションへ送られる制御信号を生成する赤外線処理および制御サブシステムと、
を具備するシステム。
【請求項2】
前記高速スナップショット作用熱赤外線温度センサは、鉛塩デテクタを使用して実現される、請求項1に記載のシステム。
【請求項3】
前記デテクタは、セレン化鉛(PbSe)デテクタである、請求項2に記載のシステム。
【請求項4】
前記デテクタは、硫化鉛(PBS)デテクタである、請求項2に記載のシステム。
【請求項5】
前記高速スナップショット作用熱赤外線温度センサは、InGaAsデテクタを使用して実現される、請求項1に記載のシステム。
【請求項6】
前記赤外線処理および制御サブシステムは、データディスプレイおよびロギング機能を備えたマルチファンクションコンピュータとして実現される、請求項1に記載のシステム。
【請求項7】
前記赤外線処理および制御サブシステムは、工業用PLCとして実現される、請求項1に記載のシステム。
【請求項8】
前記延伸ブロー成形操作の熱状態調整フェーズ中の異なる時間に温度情報を獲得するために、2つまたはそれ以上の外側表面温度センサおよび2つまたはそれ以上の内側表面温度センサが展開される、請求項1に記載のシステム。
【請求項9】
前記プリフォームの長さ方向に沿った異なる位置で前記外側表面温度を同時に獲得するために、2つまたはそれ以上の外側表面温度センサのバンクが展開される、請求項1に記載のシステム。
【請求項10】
前記プリフォームの長さ方向に沿った異なる位置で前記内側表面温度を同時に獲得するために、複数の内側表面温度センサが展開される、請求項1に記載のシステム。
【請求項11】
前記延伸ブロー成形操作の熱状態調整フェーズ中の異なる時間に温度情報を獲得するために、外側表面温度センサの2つまたはそれ以上のバンクおよび2つまたはそれ以上の内側表面温度センサが展開される、請求項1に記載のシステム。
【請求項12】
前記高速スナップショットの作動をする熱赤外線温度センサは、熱赤外線カメラとして実現される、請求項1に記載のシステム。
【請求項13】
延伸ブロー成形システム内のプリフォーム温度プロファイル測定および制御の方法であって、
ブロー成形機械の熱状態調整セクションを通って一連のプリフォームを輸送するステップと、
前記プリフォームの外側表面温度および前記プリフォームの内側表面温度の少なくとも一つを輸送中に測定することができるように、高速スナップショットの作動をする少なくとも1つの熱赤外線温度センサを構成するステップと、
前記ブロー成形機械を通って輸送された各個別プリフォームの外側表面温度測定および内側表面温度測定の少なくとも一つを獲得するステップと、
前記ブロー成形機械の赤外線放射サブシステムおよび外側表面冷却サブシステムの状態をモニタするステップと、
前記外側表面温度測定または前記内側表面温度測定および熱制御サブシステム状態データに応答して熱制御信号を生成するステップと、
前記赤外線放射サブシステムおよび前記外側表面冷却サブシステムの少なくとも一つへこの熱制御信号を通信し、前記輸送されたプリフォームの温度プロファイルの閉鎖ループ制御を実現するステップと、
を含む方法。
【請求項14】
前記内側表面温度を獲得するステップは、前記プリフォームの選択されたサブ部分の内側表面温度を測定することを含む、請求項13に記載の方法。
【請求項15】
前記外側表面温度を獲得するステップは、前記プリフォームの選択されたサブ部分の外側表面温度を測定することを含む、請求項13に記載の方法。
【請求項16】
前記獲得は、延伸ブロー成形プロセス中の異なる時間に起る、請求項13に記載の方法。
【請求項17】
前記獲得は、前記プリフォームの長さ方向に沿った異なる位置で起る、請求項13に記載の方法。
【請求項18】
個別プリフォームの熱測定データを、スピンドルまたはランプを含む特定の機械構成要素へ相関させるステップをさらに含む、請求項13に記載の方法。
【請求項19】
個別プリフォームの温度測定を、その後の容器品質測定へ相関させるステップをさらに含む、請求項13記載の方法。
【請求項20】
センサ機器であって、
標本の表面温度を決定するために標本によって発せられた熱エネルギを選択的に検出するように作動するセンサ要素と、
前記センサ要素に連結された冷却要素と、
前記センサ要素と前記標本との間に視野を画成するために位置決めされた要素と、
前記視野を選択的に可能にし、無効にするための手段と、
を具備する、センサ機器。
【請求項21】
前記センサ要素は、およそ摂氏40度(℃)から摂氏150度(℃)の温度範囲に作動する、請求項20に記載の機器。
【請求項22】
前記視野を選択的に可能にし、無効にするための手段は、チョッパーホイールおよびモータアセンブリを具備する、請求項20に記載の機器。
【請求項23】
前記チョッパーホイールおよびモータアセンブリは、1〜5キロヘルツ(KHz)の範囲内のチョップ周波数で作動する、請求項22に記載の機器。
【請求項24】
前記冷却要素は、熱電冷却要素である、請求項20に記載の機器。
【請求項25】
視野を画成するために位置する要素は、レンズ要素である、請求項20に記載の機器。
【図1(a)】

【図1(b)】
【図2(a)】
【図2(b)】
【図3】
【図1(b)】
【図2(a)】
【図2(b)】
【図3】
【公表番号】特表2007−521986(P2007−521986A)
【公表日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願番号】特願2006−549372(P2006−549372)
【出願日】平成17年1月5日(2005.1.5)
【国際出願番号】PCT/US2005/000234
【国際公開番号】WO2005/067591
【国際公開日】平成17年7月28日(2005.7.28)
【出願人】(501401283)プレスコ テクノロジー インコーポレーテッド (13)
【氏名又は名称原語表記】PRESSCO TECHNOLOGY INC.
【Fターム(参考)】
【公表日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願日】平成17年1月5日(2005.1.5)
【国際出願番号】PCT/US2005/000234
【国際公開番号】WO2005/067591
【国際公開日】平成17年7月28日(2005.7.28)
【出願人】(501401283)プレスコ テクノロジー インコーポレーテッド (13)
【氏名又は名称原語表記】PRESSCO TECHNOLOGY INC.
【Fターム(参考)】
[ Back to top ]