
延伸光学フィルムの製造方法
【課題】高効率であって、且つ、延伸されたフィルムの幾何学的性状(例えば厚み)及び光学的特性(例えば面内方向のレターデーションRe)が、面内において均一である延伸光学フィルムの製造方法を提供する。
【解決手段】長尺の延伸前フィルムを複数の把持子で把持して移動させることにより、前記延伸前フィルムをその長手方向及び幅方向に同時に延伸することを含む、延伸光学フィルムの製造方法であって、前記延伸に供する前記延伸前フィルムの総厚み又は前記延伸前フィルムを構成する層のうち一層以上の層の厚みが、前記幅方向において、前記延伸前フィルムの端部より中央部のほうが薄い厚み勾配を有する、延伸光学フィルムの製造方法。
【解決手段】長尺の延伸前フィルムを複数の把持子で把持して移動させることにより、前記延伸前フィルムをその長手方向及び幅方向に同時に延伸することを含む、延伸光学フィルムの製造方法であって、前記延伸に供する前記延伸前フィルムの総厚み又は前記延伸前フィルムを構成する層のうち一層以上の層の厚みが、前記幅方向において、前記延伸前フィルムの端部より中央部のほうが薄い厚み勾配を有する、延伸光学フィルムの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、延伸光学フィルムの製造方法に関する。
【背景技術】
【0002】
液晶表示装置には、性能向上のために位相差フィルム等の光学フィルムが使用されている。光学フィルムとしては、フィルムを延伸することにより異方性を付与した延伸光学フィルムが広く使用されている。
【0003】
一般に、延伸フィルムの製造方法の一つとして、延伸前フィルムを、その面に平行な2つの異なる方向に延伸する同時二軸延伸が知られている(例えば、特許文献1)。同時二軸延伸は、逐次二軸延伸に比べて、二軸延伸フィルムを高効率で製造することができるという利点がある。しかしながら、同時二軸延伸では、延伸されたフィルムの幾何学的性状(例えば厚み)及び光学的特性(例えば面内方向のレターデーションRe)を、面内において均一にすることが難しい。これは、光学的特性を厳密に管理する必要がある延伸光学フィルムの製造において、特に問題となる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−046879号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、高効率であって、且つ、延伸されたフィルムの幾何学的性状(例えば厚み)及び光学的特性(例えば面内方向のレターデーションRe)が、面内において均一である延伸光学フィルムの製造方法を提供することにある。
【課題を解決するための手段】
【0006】
本発明者は、前記課題を解決するために検討する過程において、従来よりも精密に同時二軸延伸の諸条件(延伸前フィルムの厚みのばらつき、延伸速度のばらつき、延伸倍率のばらつきなど)を精密に制御しうるよう、延伸システムを調整していった。その結果、本発明者は、同時二軸延伸においては、一軸延伸及び逐次二軸延伸等の他の延伸方法では見られない、特定の傾向で厚み及びReの不均一性が発生することを見出した。この特定の傾向の不均一性は、精密度が低い製品の製造に適用されていた従来の同時二軸延伸においては全く見出されない程軽微なものである。しかしながら、より精密な延伸フィルムの光学的特性の均一性が求められる、高品質な延伸光学フィルムの製造方法においては、かかる不均一性は製品の性能に影響を与える要素であることを、本発明者は初めて見出した。さらに、本発明者は、かかる不均一性を、特定の態様の延伸前フィルムを用いた延伸を行うことにより解決しうることをも見出した。本発明は、これらの知見に基づいて完成されたものである。
すなわち、本発明によれば、下記のものが提供される:
【0007】
〔1〕 長尺の延伸前フィルムを複数の把持子で把持して移動させることにより、前記延伸前フィルムをその長手方向及び幅方向に同時に延伸することを含む、延伸光学フィルムの製造方法であって、
前記延伸に供する前記延伸前フィルムの総厚み又は前記延伸前フィルムを構成する層のうち一層以上の層の厚みが、前記幅方向において、前記延伸前フィルムの端部より中央部のほうが薄い厚み勾配を有する、延伸光学フィルムの製造方法。
〔2〕 〔1〕に記載の延伸光学フィルムの製造方法であって、
前記延伸前フィルムが、複数の層からなり、前記複数の層のうち一層以上の層が、前記幅方向において前記延伸前フィルムの端部より中央部のほうが薄い厚み勾配を有する層である、延伸光学フィルムの製造方法。
〔3〕 〔2〕に記載の延伸光学フィルムの製造方法であって、
前記幅方向において前記延伸前フィルムの端部より中央部のほうが薄い厚み勾配を有する層が、前記延伸において光学異方性を付与される層である、延伸光学フィルムの製造方法。
〔4〕 〔3〕に記載の延伸光学フィルムの製造方法であって、
前記複数の層のうち、前記延伸において光学異方性を付与される層以外の一層以上の層の厚みが、前記幅方向において、前記延伸前フィルムの端部より中央部のほうが厚い厚み勾配を有する、延伸光学フィルムの製造方法。
【発明の効果】
【0008】
本発明の製造方法によれば、製造効率が高い同時二軸延伸において、従来の同時二軸延伸で得られた延伸光学フィルムより幅方向の光学的特性が均一な、高品質の延伸光学フィルムを製造することができる。
【図面の簡単な説明】
【0009】
【図1】図1は、本発明の製造方法を実施しうるパンタグラフ方式の同時二軸延伸機における、リンク装置による延伸の機構を概略的に示す上面図である。
【図2】図2は、本発明の製造方法に用いる延伸前フィルムを、その長手方向に垂直な面で切断した断面を概略的に示した断面図である。
【図3】図3は、図2に示す延伸前フィルム2を同時二軸延伸により延伸して得られた延伸光学フィルムを、その幅方向に平行で且つフィルム面に垂直な面で切断した断面を、そのΔnの幅方向の分布のグラフ(上段のグラフ)、内層厚みの幅方向の分布のグラフ(中段のグラフ)及びReの幅方向の分布のグラフ(下段のグラフ)と整列させて概略的に示した模式図である。
【図4】図4は、本発明との対比のための延伸前フィルムを、その長手方向に垂直な面で切断した断面を概略的に示した断面図である。
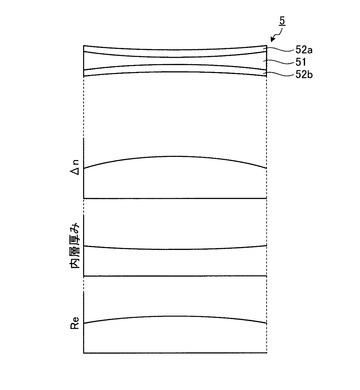
【図5】図5は、図4に示す延伸前フィルム4を同時二軸延伸により延伸して得られた延伸光学フィルムを、その幅方向に平行で且つフィルム面に垂直な面で切断した断面を、そのΔnの幅方向の分布のグラフ(上段のグラフ)、内層厚みの幅方向の分布のグラフ(中段のグラフ)及びReの幅方向の分布のグラフ(下段のグラフ)と整列させて概略的に示した模式図である。
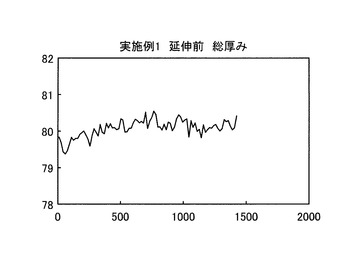
【図6】図6は、実施例1における延伸前フィルムの総厚みの測定結果を示すグラフである。
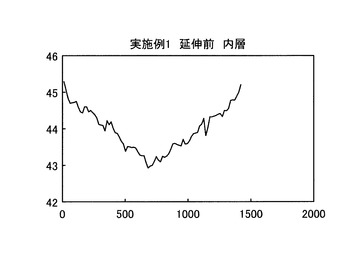
【図7】図7は、実施例1における延伸前フィルムの内層厚みの測定結果を示すグラフである。
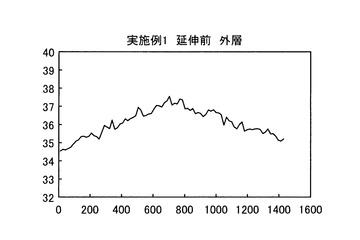
【図8】図8は、実施例1における延伸前フィルムの外層2層合計厚みの測定結果を示すグラフである。
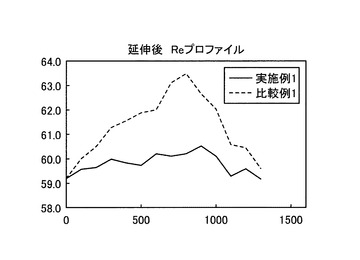
【図9】図9は、実施例1及び比較例1における延伸光学フィルムの幅方向のReプロファイルの測定結果を示すグラフである。
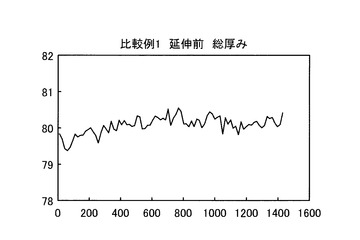
【図10】図10は、比較例1における延伸前フィルムの総厚みの測定結果を示すグラフである。
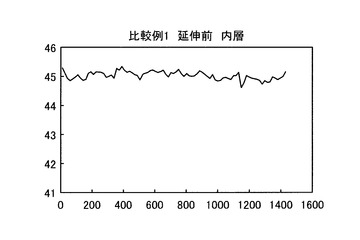
【図11】図11は、比較例1における延伸前フィルムの内層厚みの測定結果を示すグラフである。
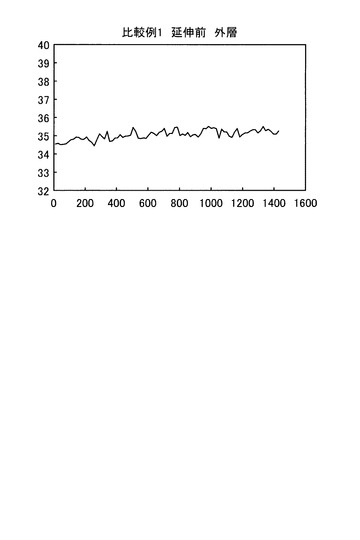
【図12】図12は、比較例1における延伸前フィルムの外層2層合計厚みの測定結果を示すグラフである。
【発明を実施するための形態】
【0010】
以下、実施形態及び例示物等を示して本発明について詳細に説明するが、本発明は以下に示す実施形態及び例示物等に限定されるものではなく、本発明の特許請求の範囲及びその均等の範囲を逸脱しない範囲において任意に変更して実施できる。
【0011】
〔延伸〕
本発明の延伸光学フィルムの製造方法は、長尺の延伸前フィルムの端部を複数の把持子で把持して移動させることにより、前記延伸前フィルムをその長手方向及び幅方向に同時に延伸することを含む。このような、フィルムの長手方向及び幅方向(即ち短手方向)への延伸が同時に行われる延伸方法は、一般的に同時二軸延伸と呼ばれる延伸方法である。
「長尺」とは、その幅に対して、少なくとも5倍以上の長さを有するものをいい、好ましくは10倍若しくはそれ以上の長さを有し、具体的にはロール状に巻き取られて保管又は運搬される程度の長さを有するものをいう。また、長尺のフィルムの加工において、フィルムは通常長手方向に沿って搬送されるので、フィルムの長手方向は通常はフィルムの流れ方向(搬送方向)に一致する。
延伸の全工程において、長手方向の延伸と幅方向の延伸は、通常それらの開始から終了までの全部が同時に行われるが、その一部のみが同時に行われてもよい。例えば、長手方向の延伸と幅方向の延伸とを同時に開始し、その後幅方向の延伸を終了する一方長手方向の延伸を続け、その後長手方向の延伸を終了するという工程であってもよい。
【0012】
本発明の製造方法において、延伸倍率は、所望の条件に応じて適宜調節することができる。例えば、長手方向への延伸倍率は、通常1.2倍以上、好ましくは1.4倍以上、より好ましくは1.6倍以上であり、通常3.5倍以下、好ましくは3倍以下、より好ましくは2.5倍以下である。一方幅方向への延伸倍率は、通常1.1倍以上、好ましくは1.15倍以上、より好ましくは1.2倍以上であり、通常3倍以下、好ましくは2.5倍以下、より好ましくは2倍以下である。
【0013】
本発明の製造方法において、延伸温度は、所望の条件、特に延伸前フィルムを構成する材料のガラス転移温度に適合するよう適宜調整することができ、例えば、光学異方性を付与する層のガラス転移温度Tg(a)を基準として、Tg(a)−5℃〜Tg(a)+15℃の範囲内とすることができる。
【0014】
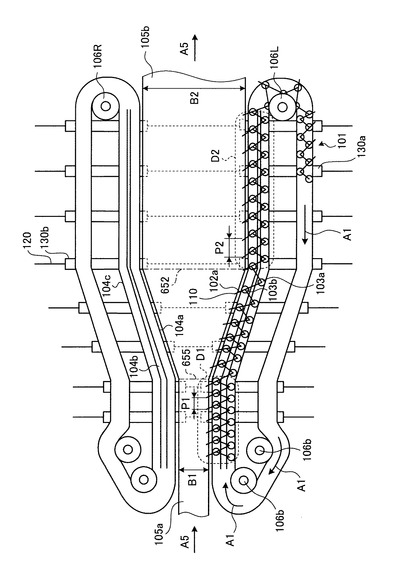
本発明における同時二軸延伸の具体例と、かかる同時二軸延伸を行う装置の具体例を、図1を参照して説明する。図1は、本発明の製造方法を実施しうるパンタグラフ方式の同時二軸延伸機における、リンク装置による延伸の機構を概略的に示す上面図である。
【0015】
図1において、延伸前フィルムは、矢印A5の方向に沿って上流(図1における左側)から連続的に供給され、延伸機内を通過する。リンク装置101は、ジグザグ状に連結された複数のリンクプレートから主に構成される。リンク装置101は、リンクプレート102aを含む複数のリンクプレートを輪状に連結させ、輪状の装置とするが、図1においてはその一部を省略して図示している。また、リンク装置101は通常、フィルムの流れ方向の左右両脇に一対設けられるが、図1においてはその一端側を省略して図示している。リンク装置101は、軸受けローラー103a及び103bがガイドレール104a〜104cにより形成される溝内を通り、出口スプロケット106L及び106R並びに入口スプロケット106bにより駆動されることにより、矢印A1に示される方向に周回する。
【0016】
リンクプレート102aの端部には把持子110を備える。適切な任意の機構(不図示)により、把持子110は領域D1において延伸前フィルム105aを把持する。また、ガイドレール104の幅の増減により、リンク装置101は領域D1で完全に収縮した状態となり、収縮時のリンクピッチ、即ち延伸前フィルムを把持する際のピッチは図1においてP1で示す長さとなる。
【0017】
リンク装置101はその後、延伸開始部655に到達した後、伸展しながらオーブン内のフィルムの進行方向A5に対し末広がりに進行し、延伸終了部652に到達した時点で伸展した状態となり、リンクピッチはP2で示す長さとなる。この末広がりの進行により、延伸前フィルムは幅方向に、(B2/B1)倍の延伸倍率で延伸され、且つ長手方向には(P2/P1)倍の延伸倍率で延伸され、延伸光学フィルムとなる。(B2/B1)の値及び(P2/P1)の値は、駆動軸120により支持されるガイドレール保持部130a、130bの位置を調節することにより調節することができる。リンクプレート102aが領域D2を出る前に把持子110は適切な任意の機構によりは延伸光学フィルム105bを離し、その後リンクプレート102aは領域D1に向かって戻される。延伸光学フィルム105bは、流れ方向に沿って、下流へと送出される。
【0018】
〔延伸前フィルム〕
本発明の製造方法において、延伸前フィルムとは、本発明の製造方法において延伸に供されるフィルムである。延伸前フィルムは、通常、未延伸のフィルムであるが、予備的な延伸が既に施されたフィルムであってもよい。
【0019】
〔延伸前フィルム:厚み勾配〕
本発明に用いる延伸前フィルムにおいては、その総厚み又は前記延伸前フィルムを構成する層のうち一層以上の層の厚みが、前記幅方向において、前記延伸前フィルムの端部より中央部のほうが薄い厚み勾配(かかる厚み勾配を、以下において、「凹状の厚み勾配」ということがある。)を有する。
かかる厚み勾配の有無は、単純移動平均(幅5mmを1区間とし、20区間移動平均)に基づいて判断することができる。また、かかる凹状の厚み勾配の程度は、所望の延伸光学フィルムの物性(幅方向に均一なRe値等)が得られるよう適宜調節することができるが、例えば、(延伸前フィルム端部の厚み−延伸前フィルム中央部の厚み)/(延伸前フィルムの平均厚み)の値として、上限が好ましくは0.11以下、より好ましくは0.08以下であり、下限は好ましくは0.01以上、より好ましくは0.02以上である。
【0020】
好ましい態様においては、延伸前フィルムは、複数の層からなり、前記複数の層のうち一層以上の層が、前記幅方向において凹状の厚み勾配を有する層である。
より好ましい態様においては、前記幅方向において凹状の厚み勾配を有する層が、前記延伸において光学異方性を付与される層である。
さらにより好ましい態様においては、前記複数の層のうち、前記延伸において光学異方性を付与される層以外の一層以上の厚みが、前記幅方向において、前記延伸前フィルムの端部より中央部のほうが厚い厚み勾配(かかる厚み勾配を、以下において「凸状の厚み勾配」ということがある。)を有する。
【0021】
延伸前フィルムを構成する複数の層のうち一部の層に光学異方性を付与する具体的方法は、特に限定されないが、各層を構成する材料及び延伸条件を適宜選択することにより、かかる選択的な光学異方性の付与を達成することができる。例えば、内層とその外側の外層とからなる延伸前フィルムの延伸に際し、延伸の温度を、内層のガラス転移温度より低く、且つ外層のガラス転移温度に近いか若しくは外装のガラス転移温度より高い温度とすることにより、内層のみに選択的に光学異方性を付与することができる。この場合、外層の厚みが不均一であっても、延伸光学フィルムの機械的強度や全光線透過率などの特性が許容範囲内であれば、延伸光学フィルムとして有用なものとすることができる。
【0022】
これらの態様の利点及び具体例を、図2及び図3を参照して説明する。
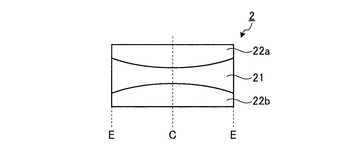
図2は、本発明の製造方法に用いる延伸前フィルムを、その長手方向に垂直な面で切断した断面を概略的に示した断面図である。
図2に示す延伸前フィルム2は、長尺の複層フィルムであり、内層21と、内層21の上下の面にそれぞれ設けられた外層22a及び22bとの3層を有している。延伸前フィルム2においては、内層21の幅方向の厚みは、凹状の厚み勾配、即ち、端部Eより中央部Cのほうが薄い厚み勾配を有している。一方、延伸前フィルム2の外層22a及び22bは、凸状の厚み勾配、即ち、端部Eより中央部Cのほうが厚い厚み勾配を有している。延伸前フィルム2のフィルム総厚みは、厚みの勾配が無く、均一な厚みを有している。
【0023】
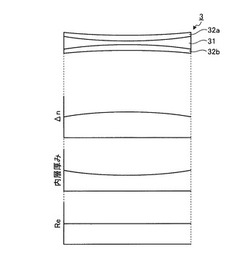
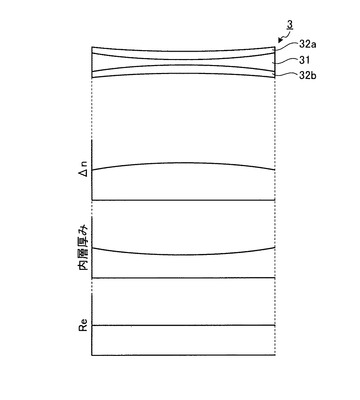
図3は、図2に示す延伸前フィルム2を同時二軸延伸により延伸して得られた延伸光学フィルムを、その幅方向に平行で且つフィルム面に垂直な面で切断した断面を、そのΔnの幅方向の分布のグラフ(上段のグラフ)、内層厚みの幅方向の分布のグラフ(中段のグラフ)及びReの幅方向の分布のグラフ(下段のグラフ)と整列させて概略的に示した模式図である。
延伸前フィルム2を延伸する際、内層21並びに外層22a及び22bの材料及び延伸条件(延伸温度等)を適宜選択して延伸前フィルム2を延伸することで、外層に比べて優先的に内層21に光学異方性を発現させ、一方外層22a及び22bは延伸フィルムに強度を賦与するための概ね等方な層とすることができる。図3に示す延伸光学フィルム3は、そのような条件で延伸を行って得たものであり、延伸前フィルム2内層21並びに外層22a及び22bにそれぞれ由来する、内層31並びに外層32a及び32bを有している。したがって、延伸光学フィルム3は、概ね内層31のみが光学異方性を有し、外層32a及び32bは光学的に概ね等方な層である。そのため、延伸光学フィルム3のΔn及びReは、外層32a及び32bには殆ど影響されず、内層31の厚み及び光学異方性に基づいて主に発現する。
【0024】
本発明者が見出したところによれば、同時二軸延伸によりフィルムを延伸し異方性を有する延伸フィルムとすると、得られる延伸フィルムの厚みdは、端部より中央部のほうが薄い勾配を生じ、一方、そのΔn値(Δn=nx−ny;ここでnx及びnyは延伸フィルムの面内方向の遅相軸及び進相軸における屈折率)は、端部より中央部のほうが大きくなる勾配を生じる。このようなΔn値の勾配は、一軸延伸及び逐次二軸延伸で得られる延伸フィルムにおいては見られないものである。そして、延伸フィルムのRe値(Re=Δn×d)は、これらの勾配が打ち消しあって均等に近くなるが、Δnによる勾配の傾向が比較的強く表れ、結果としてReは端部より中央部のほうが大きくなる勾配を生じる。
【0025】
図2及び図3に示した例のように、延伸前フィルムの複数の層うちの一層以上の層が、幅方向において凹状の厚み勾配を有することにより、得られる延伸光学フィルムにおける幅方向のRe分布を均等にすることができ、その結果、幅方向のRe分布が均等な延伸光学フィルムを得ることができる。
【0026】
さらに、幅方向において凹状の厚み勾配を有する層が、延伸において光学異方性を付与される層であることにより、幅方向の均等なRe分布等の所望の光学的性能を得ながら、且つ、延伸光学フィルムの強度をも確保することができる。即ち、延伸光学フィルムにおいて光学異方性を付与された層が幅方向において比較的高い度合いの凹状の厚み勾配を有しているにもかかわらず、延伸において光学異方性を付与されない、即ち延伸を経ても等方なフィルムにより、幅方向全体における強度を確保することができ、高い光学性能と高い強度とを兼ね備えた延伸光学フィルムを得ることができる。特に、図2及び図3に示した例のように、延伸において光学異方性を付与される層以外の一層以上の層の厚みが、幅方向において凸状の厚み勾配を有することにより、延伸光学フィルム中央部の強度を特に良好なものとすることができ、且つ、延伸光学フィルム全体の幅方向の厚み勾配を少なくすることができる。
【0027】
図2及び図3に示した例との対比のため、本発明の製造方法に用いるための要件を満たさない延伸前フィルムを用いた製造方法の例を図4及び図5に示す。
図4は、図2に示した延伸前フィルム2との対比のための延伸前フィルムを、その長手方向に垂直な面で切断した断面を概略的に示した断面図である。図4に示す延伸前フィルムは、内層41、外層42a及び外層42bを有し、これらはそれぞれ図2に示す延伸前フィルム2の内層21、外層22a及び外層22bに対応する。内層41、外層42a及び外層42bは、幅方向において厚み勾配を有しない他は、延伸前フィルム2の内層21、外層22a及び外層22bと同一の層である。
【0028】
図5は、図4に示す延伸前フィルム4を同時二軸延伸により延伸して得られた延伸光学フィルムを、その幅方向に平行で且つフィルム面に垂直な面で切断した断面を、そのΔnの幅方向の分布のグラフ(上段のグラフ)、内層厚みの幅方向の分布のグラフ(中段のグラフ)及びReの幅方向の分布のグラフ(下段のグラフ)と整列させて概略的に示した模式図である。
延伸前フィルム4を延伸する際の条件は、上で説明した延伸前フィルム2を延伸した条件と同一とし、それにより、内層41に優先的に光学異方性を発現させ、一方外層42a及び42bは延伸フィルムに強度を賦与するための概ね等方な層としている。図5に示す延伸光学フィルム5は、そのような条件で延伸を行って得たものであり、延伸前フィルム4内層41並びに外層42a及び42bにそれぞれ由来する、内層51並びに外層52a及び52bを有している。したがって、延伸光学フィルム5は、内層51が主に光学異方性を有し、外層52a及び52bは光学的に概ね等方な層である。
【0029】
既に説明した通り、本発明者が見出したところによれば、同時二軸延伸によりフィルムを延伸し異方性を有する延伸フィルムとすると、得られる延伸フィルムの厚みdは、端部より中央部のほうが薄い勾配を生じ、一方、そのΔn値は、端部より中央部のほうが大きくなる勾配を生じる。そして、延伸フィルムのRe値は、これらの勾配が打ち消しあって均等に近くなるが、Δnによる勾配の傾向が比較的強く表れ、結果としてReは端部より中央部のほうが大きくなる勾配を生じる。
延伸前フィルム4は、その内層41が凹状の厚み勾配を有していない。そのため、それを延伸して得られた延伸光学フィルム5においては、Δnの勾配が、図3の延伸光学フィルム3のそれより大きく表れる。一方、延伸光学フィルム5においては、内層51の厚み勾配は、延伸光学フィルム3のそれより小さく表れる。そして、Δnによる勾配の傾向が比較的強く表れることにより、結果として延伸光学フィルム5のReは端部より中央部のほうが大きくなる勾配を生じる。
延伸前フィルム4の全体的な厚みの幅方向の分布は、延伸前フィルム2のそれと同一であったため、延伸光学フィルム5の全体的な厚みの幅方向の分布も、延伸光学フィルム3のそれとほぼ同様となる。しかしながら、延伸光学フィルムの強度の確保にかかわる層である外層52a及び52bの厚さが、中央部において比較的薄くなっているため、延伸光学フィルム5の強度は、中央部付近において不足しうる。
【0030】
〔延伸前フィルム:材料〕
本発明の延伸光学フィルムの製造方法に用いる延伸前フィルムの材料としては、熱可塑性樹脂を用いることができる。熱可塑性樹脂としては、延伸光学フィルムとするのに適した樹脂を適宜選択することができる。
【0031】
延伸前フィルムとして、延伸において光学異方性を付与される層とその他の層からなる複層フィルムを用いる場合、かかる複層フィルムの例としては、光学異方性を付与するために有利な樹脂からなる層(以下、適宜「A層」ということがある。)と、強度を確保するために有利な樹脂からなる層(以下、適宜「B層」ということがある。)とを組み合わせたフィルムを挙げることができる。
【0032】
A層の材料の樹脂としては、固有複屈折値が負の樹脂(以下、適宜「樹脂A」ということがある。)が挙げられる。一方、B層の材料の樹脂としては、透明な樹脂(以下、適宜「樹脂B」ということがある。)が挙げられる。
【0033】
樹脂Aに含まれる重合体の例を挙げると、スチレン系重合体、ポリアクリロニトリル重合体、ポリメチルメタクリレート重合体、あるいはこれらの多元共重合ポリマーなどが挙げられる。前記のスチレン系重合体は、スチレン単位構造を繰り返し単位の一部又は全部として有する重合体であり、例えば、ポリスチレン;スチレン、α−メチルスチレン、o−メチルスチレン、p−メチルスチレン、p−クロロスチレン、p−ニトロスチレン、p−アミノスチレン、p−カルボキシスチレン、p−フェニルスチレン等のスチレン系単量体と、エチレン、プロピレン、ブタジエン、イソプレン、アクリロニトリル、メタクリロニトリル、α−クロロアクリロニトリル、N−フェニルマレイミド、アクリル酸メチル、メタクリル酸メチル、アクリル酸エチル、メタクリル酸エチル、アクリル酸、メタクリル酸、無水マレイン酸、酢酸ビニル等のその他の単量体との共重合体などが挙げられる。これらの中でも位相差発現性が高いという観点からスチレン系重合体が好ましく、中でもポリスチレン、スチレンとN−フェニルマレイミドとの共重合体又はスチレンと無水マレイン酸との共重合体が特に好ましい。
これらの重合体は1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。
【0034】
樹脂Aに含まれる重合体の分子量は使用目的に応じて適宜選定されるが、溶媒としてシクロヘキサンを用いて(但し、重合体がシクロヘキサンに溶解しない場合にはトルエンを用いてもよい)ゲル・パーミエーション・クロマトグラフィーで測定したポリイソプレン換算(溶媒がトルエンのときは、ポリスチレン換算)の重量平均分子量(Mw)で、通常10,000以上、好ましくは15,000以上、より好ましくは20,000以上であり、通常100,000以下、好ましくは80,000以下、より好ましくは50,000以下である。重量平均分子量がこのような範囲にあることにより、得られる延伸光学フィルムの機械的強度及び成型加工性などが高度にバランスされるため好ましい。
【0035】
樹脂Aには、必要に応じて、例えば酸化防止剤、熱安定剤、光安定剤、紫外線吸収剤、帯電防止剤、分散剤、塩素捕捉剤、難燃剤、結晶化核剤、強化剤、ブロッキング防止剤、防曇剤、離型剤、顔料、有機又は無機の充填剤、中和剤、滑剤、分解剤、金属不活性化剤、汚染防止剤、および抗菌剤、ならびにその他の樹脂、熱可塑性エラストマーなどの公知の添加剤を、本発明の効果を損なわない範囲で含ませてもよい。これらの添加剤の量は、樹脂Aに含まれる重合体100重量部に対して、通常0〜50重量部、好ましくは0〜30重量部である。
【0036】
樹脂Bは、厚み1mmの試験片を形成して測定した全光線透過率が、通常70%以上、好ましくは80%以上、より好ましくは90%以上である透明性を有した樹脂であることが好ましい。
【0037】
樹脂Bに含まれる重合体の例を挙げると、アクリル重合体、メタクリル重合体、ポリカーボネート重合体、ポリエステル重合体、ポリエーテルスルホン重合体、ポリアリレート重合体、ポリイミド重合体、鎖状ポリオレフィン重合体、ポリエチレンテレフタレート重合体、ポリスルホン重合体、ポリ塩化ビニル重合体、ジアセチルセルロース重合体、トリアセチルセルロース重合体、脂環式オレフィン重合体などが挙げられる。これらの中でも、脂環式オレフィン重合体及びメタクリル重合体が好適である。
【0038】
メタクリル重合体は、メタクリル酸アルキルエステル単位を主モノマー単位として含む重合体である。メタクリル重合体としては、メタクリル酸メチル、メタクリル酸エチルなどの炭素数1〜4のアルキル基を有するメタクリル酸アルキルエステルの単独重合体;アルキル基の水素がOH基、COOH基若しくはNH2基などの官能基によって置換された炭素数1〜4のアルキル基を有するメタクリル酸アルキルエステルの単独重合体;又はメタクリル酸アルキルエステルと、スチレン、酢酸ビニル、α,β−モノエチレン性不飽和カルボン酸、ビニルトルエン、α−メチルスチレン、アクリロニトリル、アクリル酸アルキルエステル等のメタクリル酸アルキルエステル以外のエチレン性不飽和単量体との共重合体などが挙げられる。これらのうち、アクリル酸アルキルエステルがメタクリル酸アルキルエステルとの共重合に好適である。好適なメタクリル重合体では、官能基によって置換されていてもよい炭素数1〜4のアルキル基を有するメタクリル酸アルキルエステル単位を、好ましくは50〜100重量%、より好ましくは50〜99.9重量%、さらに好ましくは50〜99.5重量%含有し、アクリル酸アルキルエステル単位を好ましくは0〜50重量%、より好ましくは0.1〜50重量%、さらに好ましくは0.5〜50重量%含有する。
【0039】
脂環式オレフィン重合体は、主鎖及び/又は側鎖に脂環構造を有する非晶性の熱可塑性重合体である。脂環式オレフィン重合体中の脂環構造としては、飽和脂環炭化水素(シクロアルカン)構造、不飽和脂環炭化水素(シクロアルケン)構造などが挙げられる。なかでも、機械強度、耐熱性などの観点から、シクロアルカン構造が好ましい。脂環構造を構成する炭素原子数には、格別な制限はないが、通常4個以上、好ましくは5個以上であり、通常30個以下、好ましくは20個以下、より好ましくは15個以下であるときに、機械強度、耐熱性、及びフィルムの成形性の特性が高度にバランスされ、好適である。
【0040】
脂環式オレフィン重合体を構成する脂環構造を有する繰り返し単位の割合は、好ましくは55重量%以上、さらに好ましくは70重量%以上、特に好ましくは90重量%以上である。脂環式オレフィン重合体中の脂環式構造を有する繰り返し単位の割合がこの範囲にあると、透明性および耐熱性の観点から好ましい。
【0041】
脂環式オレフィン重合体としては、例えば、ノルボルネン重合体、単環の環状オレフィン重合体、環状共役ジエン重合体、ビニル脂環式炭化水素重合体、及び、これらの水素化物等が挙げられる。これらの中で、ノルボルネン重合体は、透明性と成形性が良好なため、好適に用いることができる。
【0042】
ノルボルネン重合体としては、例えば、ノルボルネン構造を有する単量体の開環重合体若しくはノルボルネン構造を有する単量体と他の単量体との開環共重合体、又はそれらの水素化物;ノルボルネン構造を有する単量体の付加重合体若しくはノルボルネン構造を有する単量体と他の単量体との付加共重合体、又はそれらの水素化物等が挙げられる。これらの中で、ノルボルネン構造を有する単量体の開環(共)重合体水素化物は、透明性、成形性、耐熱性、低吸湿性、寸法安定性、軽量性などの観点から、特に好適に用いることができる。
なお、これらの重合体は1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。
【0043】
樹脂Bに含まれる重合体の分子量は使用目的に応じて適宜選定されるが、溶媒としてシクロヘキサンを用いて(但し、重合体がシクロヘキサンに溶解しない場合にはトルエンを用いてもよい)ゲル・パーミエーション・クロマトグラフィーで測定したポリイソプレン換算(溶媒がトルエンのときは、ポリスチレン換算)の重量平均分子量(Mw)で、通常10,000以上、好ましくは15,000以上、より好ましくは20,000以上であり、通常100,000以下、好ましくは80,000以下、より好ましくは50,000以下である。重量平均分子量がこのような範囲にあることにより、得られる延伸光学フィルムの機械的強度及び成型加工性などが高度にバランスされるため好ましい。
【0044】
樹脂Bには、必要に応じて、樹脂Aと同様に公知の添加剤を、本発明の効果を損なわない範囲で含ませてもよい。これらの添加剤の量は、樹脂Bに含まれる重合体100重量部に対して、通常0〜50重量部、好ましくは0〜30重量部である。
【0045】
樹脂Aのガラス転移温度をTg(a)(℃)、樹脂Bのガラス転移温度をTg(b)(℃)とした場合、Tg(a)>Tg(b)+8℃であることが好ましく、Tg(a)>Tg(b)+20℃であることがより好ましく、Tg(a)>Tg(b)+24℃であることがさらに好ましい。また、一般的には、Tg(a)<Tg(b)+50℃である。
【0046】
樹脂Bのガラス転移温度Tg(b)は、好ましくは40℃以上、より好ましくは60℃以上である。また、樹脂Bのガラス転移温度Tg(b)の上限値は、通常140℃以下である。
【0047】
〔延伸前フィルム:その他の幾何学的性状〕
延伸前フィルムがA層及びB層からなる複層フィルムである場合において、A層の平均厚みは、A層及びB層の総厚(即ち、A層の厚みとB層の厚みの合計)の平均に対する割合で、通常20%以上、好ましくは30%以上、より好ましくは40%以上である。このようにA層の厚みを厚くすることにより、好適な光学特性を発現させることができる。
また、A層及びB層の総厚の平均に対するA層の平均厚みの割合の上限は、通常80%未満である。A層の厚みを80%未満とすることにより、得られる延伸光学フィルムが脆くなることを防ぎハンドリング性を良好に保つことができる。
【0048】
ここで、延伸前フィルムが備えるA層及びB層の層数は、それぞれ、1層でもよく、2層以上でもよい。A層及びB層を2層以上備える場合、A層及びB層それぞれの厚みの合計により、前記のA層及びB層の総厚に対するA層の厚みの割合を算出するものとする。
なお、各層の厚みは、フィルムをエポキシ樹脂に包埋したのち、ミクロトーム(例えば、大和光機工業(株)、RUB−2100)を用いて0.05μm厚にスライスし、透過型電子顕微鏡を用いて断面を観察して測定することにより求めることができる。
【0049】
A層及びB層の平均総厚は、特に限定されず、延伸倍率などに応じて適宜設定することができ、所望の延伸光学フィルムの厚さ(上限は、通常180μm以下であり、120μm以下や、60μm以下とすることもできる。下限は通常25μm以上、好ましくは30μm以上、より好ましくは35μm以上)に応じて、適宜設定することができる。
【0050】
延伸前フィルムの幅は、特に限定されないが、450〜2000mm、好ましくは1000〜1600mmとすることができる。
【0051】
〔延伸前フィルム:調製方法〕
本発明の製造方法に用いる延伸前フィルムの調製方法としては、例えば、共押出Tダイ法、共押出インフレーション法、共押出ラミネーション法等の共押出による成形方法;ドライラミネーション等のフィルムラミネーション成形方法;基材樹脂フィルムに対して樹脂溶液をコーティングするようなコーティング成形方法などの公知の方法が適宜できる。中でも、製造効率や、フィルム中に溶剤などの揮発性成分を残留させないという観点から、共押出による成形方法が好ましい。押出し温度は、フィルムを構成する樹脂(樹脂A、樹脂B等)の種類に応じて適宜選択され得る。
延伸前フィルムを構成する各層の幅方向に、凹状又は凸状の厚み勾配を付与する方法としては、例えばTダイを用いる場合であれば、ダイの開口の形状を適宜調整する方法を挙げることができる。
〔延伸光学フィルムの性状等〕
前記延伸により延伸されたフィルムは、そのまま、又は把持子により把持されていた部分を切り落とす操作や、所望の形状に切り出す操作等の任意の操作を経て、製品としての延伸光学フィルムとすることができる。
本発明の製造方法により得られる延伸光学フィルムの性状は、延伸前フィルムの性状と延伸の条件等により定まり特に限定されないが、例えば、そのReの幅方向の分布のばらつきが、0.6nm〜2nmといった、非常に小さい範囲のものとすることができる。なお、Reの幅方向の分布のばらつきは、正面レターデーションReの最大値と最小値の差により表している。
【0052】
〔製造物の用途〕
本発明の製造方法により得られた延伸光学フィルムは、それ単独あるいは他の部材と組み合わせて、位相差板や視野角補償フィルムとして、液晶表示装置、有機EL表示装置、プラズマ表示装置、FED(電界放出)表示装置、SED(表面電界)表示装置などに広く応用が可能である。
【0053】
〔その他〕
上記の開示は、説明のため、本発明を、好ましい実施形態を参照して記載したものであるが、本発明は、本願請求の範囲及びその均等の全範囲のみにより限定されるものであるため、上記実施の形態において、さらにさまざまな修正及び変更を行うことができる。
例えば、図2を参照して上で説明した延伸前フィルムは、その総厚みが幅方向に均等なものであり、得られる延伸光学フィルムはその総厚みが幅方向に凹状の勾配を有するものであったが、延伸前フィルムの総厚みの分布を幅方向に凸状の勾配を有する分布に変更することができる。このような分布とすることにより、延伸光学フィルムの総厚み分布を均等なものとすることも可能である。
また、より均一な厚みを有する延伸光学フィルムを得るため、延伸の工程を経て搬出される延伸光学フィルムの厚み及び光学特性を測定し、かかる測定結果に応じて、ダイの開口を制御する等のフィードバック操作を行うこともできる。
【実施例】
【0054】
以下において、本発明を、実施例及び比較例を示しながら、さらに詳細に説明するが、本発明は以下の実施例のみに限定されるものではない。
【0055】
<実施例1>
(1−1:延伸機)
二軸延伸を実施するための延伸機として、図1に概略的に示すパンタグラフ方式の同時二軸延伸機を用意した。当該延伸機は、延伸領域(延伸開始部655から延伸終了部652までの領域)を含む作業環境温度を一定に保つオーブン内に設置され、一対のループ状のリンク装置101を備える。リンク装置101を構成するリンクプレート102aの端部に設けられた多数の把持子110により延伸前フィルムを把持し、矢印A5方向に搬送しながら延伸領域において延伸を行い、同時二軸延伸を行った。
【0056】
(1−2:延伸前フィルムの調製)
内層樹脂としてのポリスチレン樹脂(ノバケミカル製、商品名「ダイラークD332」、無水マレイン酸共重合物、ガラス転移温度130℃)と、外層樹脂としてのメタクリル樹脂(住友化学製、製品名「スミペックスHT55Z」、ガラス転移温度105℃)とを、溶融状態でTダイからシート状に押出して冷却することにより、幅1450mmで、内層樹脂が外層樹脂に挟まれた、2種3層の多層フィルムを、延伸前フィルムとして連続的に調製した。得られた延伸前フィルムの総厚み、内層厚み及び外層2層の合計厚みを、インライン多層膜厚測定装置(ISIS社製、商品名StraDex)を用い、インラインで測定間隔は幅方向5mm間隔で、ラインスピードは5m/分で、フィルム幅方向に290回測定することにより、幅方向全域にわたる測定値を得た。この測定を30回行い平均値を求めた結果を、図6(総厚み)、図7(内層厚み)及び図8(外層2層合計厚み)に示す。図6〜図8及び図10〜図12のグラフにおいて、横軸は、流れ方向の上流から下流を観察した場合におけるフィルムの左端から測定点までの距離をフィルムの幅方向に測った値を示し、縦軸は対応する測定点における厚み(μm)を示す。図6に示される通り、延伸前フィルムの総厚みは80μm前後で略均一であったが、内層厚みは、凹状の厚み勾配を有していた。また、外層2層合計厚みは、凸状の厚み勾配を有していた。
【0057】
(1−3:延伸光学フィルムの製造)
(1−2)で調製した延伸前フィルムを、(1−1)で説明した延伸機に供給し、延伸機による同時2軸延伸を開始した。把持子による把持は、延伸前フィルムの幅方向の20〜1430mmの領域が少なくとも延伸領域に含まれるよう行った。延伸倍率は縦(長手方向、MD方向)1.8倍、横(幅方向、TD方向)1.2倍とし、延伸温度は130℃とした。延伸完了後、延伸前フィルムの幅方向の163〜1288mmの領域に相当する領域を残して両側の耳を切り落として、幅1350mmの延伸光学フィルムとした。得られた延伸光学フィルムの面内方向のリターデーションReを、インライン位相差計(王子計測機器社製:KOBRA−WIST/2RT)を用いて測定した。結果を図9に示す。
【0058】
図9の結果から明らかなとおり、本発明の延伸光学フィルムの製造方法によれば、同時二軸延伸による延伸で、フィルムの幅方向のReのばらつきが少ないフィルムを得ることができる。
【0059】
<比較例1>
工程(1−2)において、Tダイの開口の形状を変更し、内層及び外層のいずれも厚み勾配を有しない延伸前フィルムを押し出した他は、実施例1と同様に操作し、延伸前フィルムを製造し、これを延伸し、延伸光学フィルムを得た。延伸前フィルムの総厚み、内層厚み、及び外層2層合計厚みを、実施例1と同様に測定した。測定結果をそれぞれ図10〜図12に示す。また、延伸光学フィルムのReも、実施例1と同様に測定した。測定結果を図9に示す。
【0060】
図9の結果から明らかなとおり、延伸前フィルムの内層の幅方向の厚み勾配を設けなかった本比較例では、得られた延伸光学フィルムの幅方向のReのばらつきが、実施例1に比べて大きく現れ、中央部のReが端部のReに比べて不所望に大きい延伸光学フィルムが得られた。
【符号の説明】
【0061】
101 リンク装置
102a リンクプレート
103a、103b 軸受けローラー
104a〜104c ガイドレール
106L、106R 出口スプロケット
106b 入口スプロケット
110 把持子
105a 延伸前フィルム
655 延伸開始部
652 延伸終了部
105b 延伸光学フィルム
120 駆動軸
130a、130b ガイドレール保持部
2、4 延伸前フィルム
21、41 延伸前フィルム内層
22a、22b、42a、42b 延伸前フィルム外層
E 端部
C 中央部
3、5 延伸光学フィルム
31、51 延伸光学フィルム内層
32a、32b、52a、52b 延伸光学フィルム外層
【技術分野】
【0001】
本発明は、延伸光学フィルムの製造方法に関する。
【背景技術】
【0002】
液晶表示装置には、性能向上のために位相差フィルム等の光学フィルムが使用されている。光学フィルムとしては、フィルムを延伸することにより異方性を付与した延伸光学フィルムが広く使用されている。
【0003】
一般に、延伸フィルムの製造方法の一つとして、延伸前フィルムを、その面に平行な2つの異なる方向に延伸する同時二軸延伸が知られている(例えば、特許文献1)。同時二軸延伸は、逐次二軸延伸に比べて、二軸延伸フィルムを高効率で製造することができるという利点がある。しかしながら、同時二軸延伸では、延伸されたフィルムの幾何学的性状(例えば厚み)及び光学的特性(例えば面内方向のレターデーションRe)を、面内において均一にすることが難しい。これは、光学的特性を厳密に管理する必要がある延伸光学フィルムの製造において、特に問題となる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−046879号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、高効率であって、且つ、延伸されたフィルムの幾何学的性状(例えば厚み)及び光学的特性(例えば面内方向のレターデーションRe)が、面内において均一である延伸光学フィルムの製造方法を提供することにある。
【課題を解決するための手段】
【0006】
本発明者は、前記課題を解決するために検討する過程において、従来よりも精密に同時二軸延伸の諸条件(延伸前フィルムの厚みのばらつき、延伸速度のばらつき、延伸倍率のばらつきなど)を精密に制御しうるよう、延伸システムを調整していった。その結果、本発明者は、同時二軸延伸においては、一軸延伸及び逐次二軸延伸等の他の延伸方法では見られない、特定の傾向で厚み及びReの不均一性が発生することを見出した。この特定の傾向の不均一性は、精密度が低い製品の製造に適用されていた従来の同時二軸延伸においては全く見出されない程軽微なものである。しかしながら、より精密な延伸フィルムの光学的特性の均一性が求められる、高品質な延伸光学フィルムの製造方法においては、かかる不均一性は製品の性能に影響を与える要素であることを、本発明者は初めて見出した。さらに、本発明者は、かかる不均一性を、特定の態様の延伸前フィルムを用いた延伸を行うことにより解決しうることをも見出した。本発明は、これらの知見に基づいて完成されたものである。
すなわち、本発明によれば、下記のものが提供される:
【0007】
〔1〕 長尺の延伸前フィルムを複数の把持子で把持して移動させることにより、前記延伸前フィルムをその長手方向及び幅方向に同時に延伸することを含む、延伸光学フィルムの製造方法であって、
前記延伸に供する前記延伸前フィルムの総厚み又は前記延伸前フィルムを構成する層のうち一層以上の層の厚みが、前記幅方向において、前記延伸前フィルムの端部より中央部のほうが薄い厚み勾配を有する、延伸光学フィルムの製造方法。
〔2〕 〔1〕に記載の延伸光学フィルムの製造方法であって、
前記延伸前フィルムが、複数の層からなり、前記複数の層のうち一層以上の層が、前記幅方向において前記延伸前フィルムの端部より中央部のほうが薄い厚み勾配を有する層である、延伸光学フィルムの製造方法。
〔3〕 〔2〕に記載の延伸光学フィルムの製造方法であって、
前記幅方向において前記延伸前フィルムの端部より中央部のほうが薄い厚み勾配を有する層が、前記延伸において光学異方性を付与される層である、延伸光学フィルムの製造方法。
〔4〕 〔3〕に記載の延伸光学フィルムの製造方法であって、
前記複数の層のうち、前記延伸において光学異方性を付与される層以外の一層以上の層の厚みが、前記幅方向において、前記延伸前フィルムの端部より中央部のほうが厚い厚み勾配を有する、延伸光学フィルムの製造方法。
【発明の効果】
【0008】
本発明の製造方法によれば、製造効率が高い同時二軸延伸において、従来の同時二軸延伸で得られた延伸光学フィルムより幅方向の光学的特性が均一な、高品質の延伸光学フィルムを製造することができる。
【図面の簡単な説明】
【0009】
【図1】図1は、本発明の製造方法を実施しうるパンタグラフ方式の同時二軸延伸機における、リンク装置による延伸の機構を概略的に示す上面図である。
【図2】図2は、本発明の製造方法に用いる延伸前フィルムを、その長手方向に垂直な面で切断した断面を概略的に示した断面図である。
【図3】図3は、図2に示す延伸前フィルム2を同時二軸延伸により延伸して得られた延伸光学フィルムを、その幅方向に平行で且つフィルム面に垂直な面で切断した断面を、そのΔnの幅方向の分布のグラフ(上段のグラフ)、内層厚みの幅方向の分布のグラフ(中段のグラフ)及びReの幅方向の分布のグラフ(下段のグラフ)と整列させて概略的に示した模式図である。
【図4】図4は、本発明との対比のための延伸前フィルムを、その長手方向に垂直な面で切断した断面を概略的に示した断面図である。
【図5】図5は、図4に示す延伸前フィルム4を同時二軸延伸により延伸して得られた延伸光学フィルムを、その幅方向に平行で且つフィルム面に垂直な面で切断した断面を、そのΔnの幅方向の分布のグラフ(上段のグラフ)、内層厚みの幅方向の分布のグラフ(中段のグラフ)及びReの幅方向の分布のグラフ(下段のグラフ)と整列させて概略的に示した模式図である。
【図6】図6は、実施例1における延伸前フィルムの総厚みの測定結果を示すグラフである。
【図7】図7は、実施例1における延伸前フィルムの内層厚みの測定結果を示すグラフである。
【図8】図8は、実施例1における延伸前フィルムの外層2層合計厚みの測定結果を示すグラフである。
【図9】図9は、実施例1及び比較例1における延伸光学フィルムの幅方向のReプロファイルの測定結果を示すグラフである。
【図10】図10は、比較例1における延伸前フィルムの総厚みの測定結果を示すグラフである。
【図11】図11は、比較例1における延伸前フィルムの内層厚みの測定結果を示すグラフである。
【図12】図12は、比較例1における延伸前フィルムの外層2層合計厚みの測定結果を示すグラフである。
【発明を実施するための形態】
【0010】
以下、実施形態及び例示物等を示して本発明について詳細に説明するが、本発明は以下に示す実施形態及び例示物等に限定されるものではなく、本発明の特許請求の範囲及びその均等の範囲を逸脱しない範囲において任意に変更して実施できる。
【0011】
〔延伸〕
本発明の延伸光学フィルムの製造方法は、長尺の延伸前フィルムの端部を複数の把持子で把持して移動させることにより、前記延伸前フィルムをその長手方向及び幅方向に同時に延伸することを含む。このような、フィルムの長手方向及び幅方向(即ち短手方向)への延伸が同時に行われる延伸方法は、一般的に同時二軸延伸と呼ばれる延伸方法である。
「長尺」とは、その幅に対して、少なくとも5倍以上の長さを有するものをいい、好ましくは10倍若しくはそれ以上の長さを有し、具体的にはロール状に巻き取られて保管又は運搬される程度の長さを有するものをいう。また、長尺のフィルムの加工において、フィルムは通常長手方向に沿って搬送されるので、フィルムの長手方向は通常はフィルムの流れ方向(搬送方向)に一致する。
延伸の全工程において、長手方向の延伸と幅方向の延伸は、通常それらの開始から終了までの全部が同時に行われるが、その一部のみが同時に行われてもよい。例えば、長手方向の延伸と幅方向の延伸とを同時に開始し、その後幅方向の延伸を終了する一方長手方向の延伸を続け、その後長手方向の延伸を終了するという工程であってもよい。
【0012】
本発明の製造方法において、延伸倍率は、所望の条件に応じて適宜調節することができる。例えば、長手方向への延伸倍率は、通常1.2倍以上、好ましくは1.4倍以上、より好ましくは1.6倍以上であり、通常3.5倍以下、好ましくは3倍以下、より好ましくは2.5倍以下である。一方幅方向への延伸倍率は、通常1.1倍以上、好ましくは1.15倍以上、より好ましくは1.2倍以上であり、通常3倍以下、好ましくは2.5倍以下、より好ましくは2倍以下である。
【0013】
本発明の製造方法において、延伸温度は、所望の条件、特に延伸前フィルムを構成する材料のガラス転移温度に適合するよう適宜調整することができ、例えば、光学異方性を付与する層のガラス転移温度Tg(a)を基準として、Tg(a)−5℃〜Tg(a)+15℃の範囲内とすることができる。
【0014】
本発明における同時二軸延伸の具体例と、かかる同時二軸延伸を行う装置の具体例を、図1を参照して説明する。図1は、本発明の製造方法を実施しうるパンタグラフ方式の同時二軸延伸機における、リンク装置による延伸の機構を概略的に示す上面図である。
【0015】
図1において、延伸前フィルムは、矢印A5の方向に沿って上流(図1における左側)から連続的に供給され、延伸機内を通過する。リンク装置101は、ジグザグ状に連結された複数のリンクプレートから主に構成される。リンク装置101は、リンクプレート102aを含む複数のリンクプレートを輪状に連結させ、輪状の装置とするが、図1においてはその一部を省略して図示している。また、リンク装置101は通常、フィルムの流れ方向の左右両脇に一対設けられるが、図1においてはその一端側を省略して図示している。リンク装置101は、軸受けローラー103a及び103bがガイドレール104a〜104cにより形成される溝内を通り、出口スプロケット106L及び106R並びに入口スプロケット106bにより駆動されることにより、矢印A1に示される方向に周回する。
【0016】
リンクプレート102aの端部には把持子110を備える。適切な任意の機構(不図示)により、把持子110は領域D1において延伸前フィルム105aを把持する。また、ガイドレール104の幅の増減により、リンク装置101は領域D1で完全に収縮した状態となり、収縮時のリンクピッチ、即ち延伸前フィルムを把持する際のピッチは図1においてP1で示す長さとなる。
【0017】
リンク装置101はその後、延伸開始部655に到達した後、伸展しながらオーブン内のフィルムの進行方向A5に対し末広がりに進行し、延伸終了部652に到達した時点で伸展した状態となり、リンクピッチはP2で示す長さとなる。この末広がりの進行により、延伸前フィルムは幅方向に、(B2/B1)倍の延伸倍率で延伸され、且つ長手方向には(P2/P1)倍の延伸倍率で延伸され、延伸光学フィルムとなる。(B2/B1)の値及び(P2/P1)の値は、駆動軸120により支持されるガイドレール保持部130a、130bの位置を調節することにより調節することができる。リンクプレート102aが領域D2を出る前に把持子110は適切な任意の機構によりは延伸光学フィルム105bを離し、その後リンクプレート102aは領域D1に向かって戻される。延伸光学フィルム105bは、流れ方向に沿って、下流へと送出される。
【0018】
〔延伸前フィルム〕
本発明の製造方法において、延伸前フィルムとは、本発明の製造方法において延伸に供されるフィルムである。延伸前フィルムは、通常、未延伸のフィルムであるが、予備的な延伸が既に施されたフィルムであってもよい。
【0019】
〔延伸前フィルム:厚み勾配〕
本発明に用いる延伸前フィルムにおいては、その総厚み又は前記延伸前フィルムを構成する層のうち一層以上の層の厚みが、前記幅方向において、前記延伸前フィルムの端部より中央部のほうが薄い厚み勾配(かかる厚み勾配を、以下において、「凹状の厚み勾配」ということがある。)を有する。
かかる厚み勾配の有無は、単純移動平均(幅5mmを1区間とし、20区間移動平均)に基づいて判断することができる。また、かかる凹状の厚み勾配の程度は、所望の延伸光学フィルムの物性(幅方向に均一なRe値等)が得られるよう適宜調節することができるが、例えば、(延伸前フィルム端部の厚み−延伸前フィルム中央部の厚み)/(延伸前フィルムの平均厚み)の値として、上限が好ましくは0.11以下、より好ましくは0.08以下であり、下限は好ましくは0.01以上、より好ましくは0.02以上である。
【0020】
好ましい態様においては、延伸前フィルムは、複数の層からなり、前記複数の層のうち一層以上の層が、前記幅方向において凹状の厚み勾配を有する層である。
より好ましい態様においては、前記幅方向において凹状の厚み勾配を有する層が、前記延伸において光学異方性を付与される層である。
さらにより好ましい態様においては、前記複数の層のうち、前記延伸において光学異方性を付与される層以外の一層以上の厚みが、前記幅方向において、前記延伸前フィルムの端部より中央部のほうが厚い厚み勾配(かかる厚み勾配を、以下において「凸状の厚み勾配」ということがある。)を有する。
【0021】
延伸前フィルムを構成する複数の層のうち一部の層に光学異方性を付与する具体的方法は、特に限定されないが、各層を構成する材料及び延伸条件を適宜選択することにより、かかる選択的な光学異方性の付与を達成することができる。例えば、内層とその外側の外層とからなる延伸前フィルムの延伸に際し、延伸の温度を、内層のガラス転移温度より低く、且つ外層のガラス転移温度に近いか若しくは外装のガラス転移温度より高い温度とすることにより、内層のみに選択的に光学異方性を付与することができる。この場合、外層の厚みが不均一であっても、延伸光学フィルムの機械的強度や全光線透過率などの特性が許容範囲内であれば、延伸光学フィルムとして有用なものとすることができる。
【0022】
これらの態様の利点及び具体例を、図2及び図3を参照して説明する。
図2は、本発明の製造方法に用いる延伸前フィルムを、その長手方向に垂直な面で切断した断面を概略的に示した断面図である。
図2に示す延伸前フィルム2は、長尺の複層フィルムであり、内層21と、内層21の上下の面にそれぞれ設けられた外層22a及び22bとの3層を有している。延伸前フィルム2においては、内層21の幅方向の厚みは、凹状の厚み勾配、即ち、端部Eより中央部Cのほうが薄い厚み勾配を有している。一方、延伸前フィルム2の外層22a及び22bは、凸状の厚み勾配、即ち、端部Eより中央部Cのほうが厚い厚み勾配を有している。延伸前フィルム2のフィルム総厚みは、厚みの勾配が無く、均一な厚みを有している。
【0023】
図3は、図2に示す延伸前フィルム2を同時二軸延伸により延伸して得られた延伸光学フィルムを、その幅方向に平行で且つフィルム面に垂直な面で切断した断面を、そのΔnの幅方向の分布のグラフ(上段のグラフ)、内層厚みの幅方向の分布のグラフ(中段のグラフ)及びReの幅方向の分布のグラフ(下段のグラフ)と整列させて概略的に示した模式図である。
延伸前フィルム2を延伸する際、内層21並びに外層22a及び22bの材料及び延伸条件(延伸温度等)を適宜選択して延伸前フィルム2を延伸することで、外層に比べて優先的に内層21に光学異方性を発現させ、一方外層22a及び22bは延伸フィルムに強度を賦与するための概ね等方な層とすることができる。図3に示す延伸光学フィルム3は、そのような条件で延伸を行って得たものであり、延伸前フィルム2内層21並びに外層22a及び22bにそれぞれ由来する、内層31並びに外層32a及び32bを有している。したがって、延伸光学フィルム3は、概ね内層31のみが光学異方性を有し、外層32a及び32bは光学的に概ね等方な層である。そのため、延伸光学フィルム3のΔn及びReは、外層32a及び32bには殆ど影響されず、内層31の厚み及び光学異方性に基づいて主に発現する。
【0024】
本発明者が見出したところによれば、同時二軸延伸によりフィルムを延伸し異方性を有する延伸フィルムとすると、得られる延伸フィルムの厚みdは、端部より中央部のほうが薄い勾配を生じ、一方、そのΔn値(Δn=nx−ny;ここでnx及びnyは延伸フィルムの面内方向の遅相軸及び進相軸における屈折率)は、端部より中央部のほうが大きくなる勾配を生じる。このようなΔn値の勾配は、一軸延伸及び逐次二軸延伸で得られる延伸フィルムにおいては見られないものである。そして、延伸フィルムのRe値(Re=Δn×d)は、これらの勾配が打ち消しあって均等に近くなるが、Δnによる勾配の傾向が比較的強く表れ、結果としてReは端部より中央部のほうが大きくなる勾配を生じる。
【0025】
図2及び図3に示した例のように、延伸前フィルムの複数の層うちの一層以上の層が、幅方向において凹状の厚み勾配を有することにより、得られる延伸光学フィルムにおける幅方向のRe分布を均等にすることができ、その結果、幅方向のRe分布が均等な延伸光学フィルムを得ることができる。
【0026】
さらに、幅方向において凹状の厚み勾配を有する層が、延伸において光学異方性を付与される層であることにより、幅方向の均等なRe分布等の所望の光学的性能を得ながら、且つ、延伸光学フィルムの強度をも確保することができる。即ち、延伸光学フィルムにおいて光学異方性を付与された層が幅方向において比較的高い度合いの凹状の厚み勾配を有しているにもかかわらず、延伸において光学異方性を付与されない、即ち延伸を経ても等方なフィルムにより、幅方向全体における強度を確保することができ、高い光学性能と高い強度とを兼ね備えた延伸光学フィルムを得ることができる。特に、図2及び図3に示した例のように、延伸において光学異方性を付与される層以外の一層以上の層の厚みが、幅方向において凸状の厚み勾配を有することにより、延伸光学フィルム中央部の強度を特に良好なものとすることができ、且つ、延伸光学フィルム全体の幅方向の厚み勾配を少なくすることができる。
【0027】
図2及び図3に示した例との対比のため、本発明の製造方法に用いるための要件を満たさない延伸前フィルムを用いた製造方法の例を図4及び図5に示す。
図4は、図2に示した延伸前フィルム2との対比のための延伸前フィルムを、その長手方向に垂直な面で切断した断面を概略的に示した断面図である。図4に示す延伸前フィルムは、内層41、外層42a及び外層42bを有し、これらはそれぞれ図2に示す延伸前フィルム2の内層21、外層22a及び外層22bに対応する。内層41、外層42a及び外層42bは、幅方向において厚み勾配を有しない他は、延伸前フィルム2の内層21、外層22a及び外層22bと同一の層である。
【0028】
図5は、図4に示す延伸前フィルム4を同時二軸延伸により延伸して得られた延伸光学フィルムを、その幅方向に平行で且つフィルム面に垂直な面で切断した断面を、そのΔnの幅方向の分布のグラフ(上段のグラフ)、内層厚みの幅方向の分布のグラフ(中段のグラフ)及びReの幅方向の分布のグラフ(下段のグラフ)と整列させて概略的に示した模式図である。
延伸前フィルム4を延伸する際の条件は、上で説明した延伸前フィルム2を延伸した条件と同一とし、それにより、内層41に優先的に光学異方性を発現させ、一方外層42a及び42bは延伸フィルムに強度を賦与するための概ね等方な層としている。図5に示す延伸光学フィルム5は、そのような条件で延伸を行って得たものであり、延伸前フィルム4内層41並びに外層42a及び42bにそれぞれ由来する、内層51並びに外層52a及び52bを有している。したがって、延伸光学フィルム5は、内層51が主に光学異方性を有し、外層52a及び52bは光学的に概ね等方な層である。
【0029】
既に説明した通り、本発明者が見出したところによれば、同時二軸延伸によりフィルムを延伸し異方性を有する延伸フィルムとすると、得られる延伸フィルムの厚みdは、端部より中央部のほうが薄い勾配を生じ、一方、そのΔn値は、端部より中央部のほうが大きくなる勾配を生じる。そして、延伸フィルムのRe値は、これらの勾配が打ち消しあって均等に近くなるが、Δnによる勾配の傾向が比較的強く表れ、結果としてReは端部より中央部のほうが大きくなる勾配を生じる。
延伸前フィルム4は、その内層41が凹状の厚み勾配を有していない。そのため、それを延伸して得られた延伸光学フィルム5においては、Δnの勾配が、図3の延伸光学フィルム3のそれより大きく表れる。一方、延伸光学フィルム5においては、内層51の厚み勾配は、延伸光学フィルム3のそれより小さく表れる。そして、Δnによる勾配の傾向が比較的強く表れることにより、結果として延伸光学フィルム5のReは端部より中央部のほうが大きくなる勾配を生じる。
延伸前フィルム4の全体的な厚みの幅方向の分布は、延伸前フィルム2のそれと同一であったため、延伸光学フィルム5の全体的な厚みの幅方向の分布も、延伸光学フィルム3のそれとほぼ同様となる。しかしながら、延伸光学フィルムの強度の確保にかかわる層である外層52a及び52bの厚さが、中央部において比較的薄くなっているため、延伸光学フィルム5の強度は、中央部付近において不足しうる。
【0030】
〔延伸前フィルム:材料〕
本発明の延伸光学フィルムの製造方法に用いる延伸前フィルムの材料としては、熱可塑性樹脂を用いることができる。熱可塑性樹脂としては、延伸光学フィルムとするのに適した樹脂を適宜選択することができる。
【0031】
延伸前フィルムとして、延伸において光学異方性を付与される層とその他の層からなる複層フィルムを用いる場合、かかる複層フィルムの例としては、光学異方性を付与するために有利な樹脂からなる層(以下、適宜「A層」ということがある。)と、強度を確保するために有利な樹脂からなる層(以下、適宜「B層」ということがある。)とを組み合わせたフィルムを挙げることができる。
【0032】
A層の材料の樹脂としては、固有複屈折値が負の樹脂(以下、適宜「樹脂A」ということがある。)が挙げられる。一方、B層の材料の樹脂としては、透明な樹脂(以下、適宜「樹脂B」ということがある。)が挙げられる。
【0033】
樹脂Aに含まれる重合体の例を挙げると、スチレン系重合体、ポリアクリロニトリル重合体、ポリメチルメタクリレート重合体、あるいはこれらの多元共重合ポリマーなどが挙げられる。前記のスチレン系重合体は、スチレン単位構造を繰り返し単位の一部又は全部として有する重合体であり、例えば、ポリスチレン;スチレン、α−メチルスチレン、o−メチルスチレン、p−メチルスチレン、p−クロロスチレン、p−ニトロスチレン、p−アミノスチレン、p−カルボキシスチレン、p−フェニルスチレン等のスチレン系単量体と、エチレン、プロピレン、ブタジエン、イソプレン、アクリロニトリル、メタクリロニトリル、α−クロロアクリロニトリル、N−フェニルマレイミド、アクリル酸メチル、メタクリル酸メチル、アクリル酸エチル、メタクリル酸エチル、アクリル酸、メタクリル酸、無水マレイン酸、酢酸ビニル等のその他の単量体との共重合体などが挙げられる。これらの中でも位相差発現性が高いという観点からスチレン系重合体が好ましく、中でもポリスチレン、スチレンとN−フェニルマレイミドとの共重合体又はスチレンと無水マレイン酸との共重合体が特に好ましい。
これらの重合体は1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。
【0034】
樹脂Aに含まれる重合体の分子量は使用目的に応じて適宜選定されるが、溶媒としてシクロヘキサンを用いて(但し、重合体がシクロヘキサンに溶解しない場合にはトルエンを用いてもよい)ゲル・パーミエーション・クロマトグラフィーで測定したポリイソプレン換算(溶媒がトルエンのときは、ポリスチレン換算)の重量平均分子量(Mw)で、通常10,000以上、好ましくは15,000以上、より好ましくは20,000以上であり、通常100,000以下、好ましくは80,000以下、より好ましくは50,000以下である。重量平均分子量がこのような範囲にあることにより、得られる延伸光学フィルムの機械的強度及び成型加工性などが高度にバランスされるため好ましい。
【0035】
樹脂Aには、必要に応じて、例えば酸化防止剤、熱安定剤、光安定剤、紫外線吸収剤、帯電防止剤、分散剤、塩素捕捉剤、難燃剤、結晶化核剤、強化剤、ブロッキング防止剤、防曇剤、離型剤、顔料、有機又は無機の充填剤、中和剤、滑剤、分解剤、金属不活性化剤、汚染防止剤、および抗菌剤、ならびにその他の樹脂、熱可塑性エラストマーなどの公知の添加剤を、本発明の効果を損なわない範囲で含ませてもよい。これらの添加剤の量は、樹脂Aに含まれる重合体100重量部に対して、通常0〜50重量部、好ましくは0〜30重量部である。
【0036】
樹脂Bは、厚み1mmの試験片を形成して測定した全光線透過率が、通常70%以上、好ましくは80%以上、より好ましくは90%以上である透明性を有した樹脂であることが好ましい。
【0037】
樹脂Bに含まれる重合体の例を挙げると、アクリル重合体、メタクリル重合体、ポリカーボネート重合体、ポリエステル重合体、ポリエーテルスルホン重合体、ポリアリレート重合体、ポリイミド重合体、鎖状ポリオレフィン重合体、ポリエチレンテレフタレート重合体、ポリスルホン重合体、ポリ塩化ビニル重合体、ジアセチルセルロース重合体、トリアセチルセルロース重合体、脂環式オレフィン重合体などが挙げられる。これらの中でも、脂環式オレフィン重合体及びメタクリル重合体が好適である。
【0038】
メタクリル重合体は、メタクリル酸アルキルエステル単位を主モノマー単位として含む重合体である。メタクリル重合体としては、メタクリル酸メチル、メタクリル酸エチルなどの炭素数1〜4のアルキル基を有するメタクリル酸アルキルエステルの単独重合体;アルキル基の水素がOH基、COOH基若しくはNH2基などの官能基によって置換された炭素数1〜4のアルキル基を有するメタクリル酸アルキルエステルの単独重合体;又はメタクリル酸アルキルエステルと、スチレン、酢酸ビニル、α,β−モノエチレン性不飽和カルボン酸、ビニルトルエン、α−メチルスチレン、アクリロニトリル、アクリル酸アルキルエステル等のメタクリル酸アルキルエステル以外のエチレン性不飽和単量体との共重合体などが挙げられる。これらのうち、アクリル酸アルキルエステルがメタクリル酸アルキルエステルとの共重合に好適である。好適なメタクリル重合体では、官能基によって置換されていてもよい炭素数1〜4のアルキル基を有するメタクリル酸アルキルエステル単位を、好ましくは50〜100重量%、より好ましくは50〜99.9重量%、さらに好ましくは50〜99.5重量%含有し、アクリル酸アルキルエステル単位を好ましくは0〜50重量%、より好ましくは0.1〜50重量%、さらに好ましくは0.5〜50重量%含有する。
【0039】
脂環式オレフィン重合体は、主鎖及び/又は側鎖に脂環構造を有する非晶性の熱可塑性重合体である。脂環式オレフィン重合体中の脂環構造としては、飽和脂環炭化水素(シクロアルカン)構造、不飽和脂環炭化水素(シクロアルケン)構造などが挙げられる。なかでも、機械強度、耐熱性などの観点から、シクロアルカン構造が好ましい。脂環構造を構成する炭素原子数には、格別な制限はないが、通常4個以上、好ましくは5個以上であり、通常30個以下、好ましくは20個以下、より好ましくは15個以下であるときに、機械強度、耐熱性、及びフィルムの成形性の特性が高度にバランスされ、好適である。
【0040】
脂環式オレフィン重合体を構成する脂環構造を有する繰り返し単位の割合は、好ましくは55重量%以上、さらに好ましくは70重量%以上、特に好ましくは90重量%以上である。脂環式オレフィン重合体中の脂環式構造を有する繰り返し単位の割合がこの範囲にあると、透明性および耐熱性の観点から好ましい。
【0041】
脂環式オレフィン重合体としては、例えば、ノルボルネン重合体、単環の環状オレフィン重合体、環状共役ジエン重合体、ビニル脂環式炭化水素重合体、及び、これらの水素化物等が挙げられる。これらの中で、ノルボルネン重合体は、透明性と成形性が良好なため、好適に用いることができる。
【0042】
ノルボルネン重合体としては、例えば、ノルボルネン構造を有する単量体の開環重合体若しくはノルボルネン構造を有する単量体と他の単量体との開環共重合体、又はそれらの水素化物;ノルボルネン構造を有する単量体の付加重合体若しくはノルボルネン構造を有する単量体と他の単量体との付加共重合体、又はそれらの水素化物等が挙げられる。これらの中で、ノルボルネン構造を有する単量体の開環(共)重合体水素化物は、透明性、成形性、耐熱性、低吸湿性、寸法安定性、軽量性などの観点から、特に好適に用いることができる。
なお、これらの重合体は1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。
【0043】
樹脂Bに含まれる重合体の分子量は使用目的に応じて適宜選定されるが、溶媒としてシクロヘキサンを用いて(但し、重合体がシクロヘキサンに溶解しない場合にはトルエンを用いてもよい)ゲル・パーミエーション・クロマトグラフィーで測定したポリイソプレン換算(溶媒がトルエンのときは、ポリスチレン換算)の重量平均分子量(Mw)で、通常10,000以上、好ましくは15,000以上、より好ましくは20,000以上であり、通常100,000以下、好ましくは80,000以下、より好ましくは50,000以下である。重量平均分子量がこのような範囲にあることにより、得られる延伸光学フィルムの機械的強度及び成型加工性などが高度にバランスされるため好ましい。
【0044】
樹脂Bには、必要に応じて、樹脂Aと同様に公知の添加剤を、本発明の効果を損なわない範囲で含ませてもよい。これらの添加剤の量は、樹脂Bに含まれる重合体100重量部に対して、通常0〜50重量部、好ましくは0〜30重量部である。
【0045】
樹脂Aのガラス転移温度をTg(a)(℃)、樹脂Bのガラス転移温度をTg(b)(℃)とした場合、Tg(a)>Tg(b)+8℃であることが好ましく、Tg(a)>Tg(b)+20℃であることがより好ましく、Tg(a)>Tg(b)+24℃であることがさらに好ましい。また、一般的には、Tg(a)<Tg(b)+50℃である。
【0046】
樹脂Bのガラス転移温度Tg(b)は、好ましくは40℃以上、より好ましくは60℃以上である。また、樹脂Bのガラス転移温度Tg(b)の上限値は、通常140℃以下である。
【0047】
〔延伸前フィルム:その他の幾何学的性状〕
延伸前フィルムがA層及びB層からなる複層フィルムである場合において、A層の平均厚みは、A層及びB層の総厚(即ち、A層の厚みとB層の厚みの合計)の平均に対する割合で、通常20%以上、好ましくは30%以上、より好ましくは40%以上である。このようにA層の厚みを厚くすることにより、好適な光学特性を発現させることができる。
また、A層及びB層の総厚の平均に対するA層の平均厚みの割合の上限は、通常80%未満である。A層の厚みを80%未満とすることにより、得られる延伸光学フィルムが脆くなることを防ぎハンドリング性を良好に保つことができる。
【0048】
ここで、延伸前フィルムが備えるA層及びB層の層数は、それぞれ、1層でもよく、2層以上でもよい。A層及びB層を2層以上備える場合、A層及びB層それぞれの厚みの合計により、前記のA層及びB層の総厚に対するA層の厚みの割合を算出するものとする。
なお、各層の厚みは、フィルムをエポキシ樹脂に包埋したのち、ミクロトーム(例えば、大和光機工業(株)、RUB−2100)を用いて0.05μm厚にスライスし、透過型電子顕微鏡を用いて断面を観察して測定することにより求めることができる。
【0049】
A層及びB層の平均総厚は、特に限定されず、延伸倍率などに応じて適宜設定することができ、所望の延伸光学フィルムの厚さ(上限は、通常180μm以下であり、120μm以下や、60μm以下とすることもできる。下限は通常25μm以上、好ましくは30μm以上、より好ましくは35μm以上)に応じて、適宜設定することができる。
【0050】
延伸前フィルムの幅は、特に限定されないが、450〜2000mm、好ましくは1000〜1600mmとすることができる。
【0051】
〔延伸前フィルム:調製方法〕
本発明の製造方法に用いる延伸前フィルムの調製方法としては、例えば、共押出Tダイ法、共押出インフレーション法、共押出ラミネーション法等の共押出による成形方法;ドライラミネーション等のフィルムラミネーション成形方法;基材樹脂フィルムに対して樹脂溶液をコーティングするようなコーティング成形方法などの公知の方法が適宜できる。中でも、製造効率や、フィルム中に溶剤などの揮発性成分を残留させないという観点から、共押出による成形方法が好ましい。押出し温度は、フィルムを構成する樹脂(樹脂A、樹脂B等)の種類に応じて適宜選択され得る。
延伸前フィルムを構成する各層の幅方向に、凹状又は凸状の厚み勾配を付与する方法としては、例えばTダイを用いる場合であれば、ダイの開口の形状を適宜調整する方法を挙げることができる。
〔延伸光学フィルムの性状等〕
前記延伸により延伸されたフィルムは、そのまま、又は把持子により把持されていた部分を切り落とす操作や、所望の形状に切り出す操作等の任意の操作を経て、製品としての延伸光学フィルムとすることができる。
本発明の製造方法により得られる延伸光学フィルムの性状は、延伸前フィルムの性状と延伸の条件等により定まり特に限定されないが、例えば、そのReの幅方向の分布のばらつきが、0.6nm〜2nmといった、非常に小さい範囲のものとすることができる。なお、Reの幅方向の分布のばらつきは、正面レターデーションReの最大値と最小値の差により表している。
【0052】
〔製造物の用途〕
本発明の製造方法により得られた延伸光学フィルムは、それ単独あるいは他の部材と組み合わせて、位相差板や視野角補償フィルムとして、液晶表示装置、有機EL表示装置、プラズマ表示装置、FED(電界放出)表示装置、SED(表面電界)表示装置などに広く応用が可能である。
【0053】
〔その他〕
上記の開示は、説明のため、本発明を、好ましい実施形態を参照して記載したものであるが、本発明は、本願請求の範囲及びその均等の全範囲のみにより限定されるものであるため、上記実施の形態において、さらにさまざまな修正及び変更を行うことができる。
例えば、図2を参照して上で説明した延伸前フィルムは、その総厚みが幅方向に均等なものであり、得られる延伸光学フィルムはその総厚みが幅方向に凹状の勾配を有するものであったが、延伸前フィルムの総厚みの分布を幅方向に凸状の勾配を有する分布に変更することができる。このような分布とすることにより、延伸光学フィルムの総厚み分布を均等なものとすることも可能である。
また、より均一な厚みを有する延伸光学フィルムを得るため、延伸の工程を経て搬出される延伸光学フィルムの厚み及び光学特性を測定し、かかる測定結果に応じて、ダイの開口を制御する等のフィードバック操作を行うこともできる。
【実施例】
【0054】
以下において、本発明を、実施例及び比較例を示しながら、さらに詳細に説明するが、本発明は以下の実施例のみに限定されるものではない。
【0055】
<実施例1>
(1−1:延伸機)
二軸延伸を実施するための延伸機として、図1に概略的に示すパンタグラフ方式の同時二軸延伸機を用意した。当該延伸機は、延伸領域(延伸開始部655から延伸終了部652までの領域)を含む作業環境温度を一定に保つオーブン内に設置され、一対のループ状のリンク装置101を備える。リンク装置101を構成するリンクプレート102aの端部に設けられた多数の把持子110により延伸前フィルムを把持し、矢印A5方向に搬送しながら延伸領域において延伸を行い、同時二軸延伸を行った。
【0056】
(1−2:延伸前フィルムの調製)
内層樹脂としてのポリスチレン樹脂(ノバケミカル製、商品名「ダイラークD332」、無水マレイン酸共重合物、ガラス転移温度130℃)と、外層樹脂としてのメタクリル樹脂(住友化学製、製品名「スミペックスHT55Z」、ガラス転移温度105℃)とを、溶融状態でTダイからシート状に押出して冷却することにより、幅1450mmで、内層樹脂が外層樹脂に挟まれた、2種3層の多層フィルムを、延伸前フィルムとして連続的に調製した。得られた延伸前フィルムの総厚み、内層厚み及び外層2層の合計厚みを、インライン多層膜厚測定装置(ISIS社製、商品名StraDex)を用い、インラインで測定間隔は幅方向5mm間隔で、ラインスピードは5m/分で、フィルム幅方向に290回測定することにより、幅方向全域にわたる測定値を得た。この測定を30回行い平均値を求めた結果を、図6(総厚み)、図7(内層厚み)及び図8(外層2層合計厚み)に示す。図6〜図8及び図10〜図12のグラフにおいて、横軸は、流れ方向の上流から下流を観察した場合におけるフィルムの左端から測定点までの距離をフィルムの幅方向に測った値を示し、縦軸は対応する測定点における厚み(μm)を示す。図6に示される通り、延伸前フィルムの総厚みは80μm前後で略均一であったが、内層厚みは、凹状の厚み勾配を有していた。また、外層2層合計厚みは、凸状の厚み勾配を有していた。
【0057】
(1−3:延伸光学フィルムの製造)
(1−2)で調製した延伸前フィルムを、(1−1)で説明した延伸機に供給し、延伸機による同時2軸延伸を開始した。把持子による把持は、延伸前フィルムの幅方向の20〜1430mmの領域が少なくとも延伸領域に含まれるよう行った。延伸倍率は縦(長手方向、MD方向)1.8倍、横(幅方向、TD方向)1.2倍とし、延伸温度は130℃とした。延伸完了後、延伸前フィルムの幅方向の163〜1288mmの領域に相当する領域を残して両側の耳を切り落として、幅1350mmの延伸光学フィルムとした。得られた延伸光学フィルムの面内方向のリターデーションReを、インライン位相差計(王子計測機器社製:KOBRA−WIST/2RT)を用いて測定した。結果を図9に示す。
【0058】
図9の結果から明らかなとおり、本発明の延伸光学フィルムの製造方法によれば、同時二軸延伸による延伸で、フィルムの幅方向のReのばらつきが少ないフィルムを得ることができる。
【0059】
<比較例1>
工程(1−2)において、Tダイの開口の形状を変更し、内層及び外層のいずれも厚み勾配を有しない延伸前フィルムを押し出した他は、実施例1と同様に操作し、延伸前フィルムを製造し、これを延伸し、延伸光学フィルムを得た。延伸前フィルムの総厚み、内層厚み、及び外層2層合計厚みを、実施例1と同様に測定した。測定結果をそれぞれ図10〜図12に示す。また、延伸光学フィルムのReも、実施例1と同様に測定した。測定結果を図9に示す。
【0060】
図9の結果から明らかなとおり、延伸前フィルムの内層の幅方向の厚み勾配を設けなかった本比較例では、得られた延伸光学フィルムの幅方向のReのばらつきが、実施例1に比べて大きく現れ、中央部のReが端部のReに比べて不所望に大きい延伸光学フィルムが得られた。
【符号の説明】
【0061】
101 リンク装置
102a リンクプレート
103a、103b 軸受けローラー
104a〜104c ガイドレール
106L、106R 出口スプロケット
106b 入口スプロケット
110 把持子
105a 延伸前フィルム
655 延伸開始部
652 延伸終了部
105b 延伸光学フィルム
120 駆動軸
130a、130b ガイドレール保持部
2、4 延伸前フィルム
21、41 延伸前フィルム内層
22a、22b、42a、42b 延伸前フィルム外層
E 端部
C 中央部
3、5 延伸光学フィルム
31、51 延伸光学フィルム内層
32a、32b、52a、52b 延伸光学フィルム外層
【特許請求の範囲】
【請求項1】
長尺の延伸前フィルムを複数の把持子で把持して移動させることにより、前記延伸前フィルムをその長手方向及び幅方向に同時に延伸することを含む、延伸光学フィルムの製造方法であって、
前記延伸に供する前記延伸前フィルムの総厚み又は前記延伸前フィルムを構成する層のうち一層以上の層の厚みが、前記幅方向において、前記延伸前フィルムの端部より中央部のほうが薄い厚み勾配を有する、延伸光学フィルムの製造方法。
【請求項2】
請求項1に記載の延伸光学フィルムの製造方法であって、
前記延伸前フィルムが、複数の層からなり、前記複数の層のうち一層以上の層が、前記幅方向において前記延伸前フィルムの端部より中央部のほうが薄い厚み勾配を有する層である、延伸光学フィルムの製造方法。
【請求項3】
請求項2に記載の延伸光学フィルムの製造方法であって、
前記幅方向において前記延伸前フィルムの端部より中央部のほうが薄い厚み勾配を有する層が、前記延伸において光学異方性を付与される層である、延伸光学フィルムの製造方法。
【請求項4】
請求項3に記載の延伸光学フィルムの製造方法であって、
前記複数の層のうち、前記延伸において光学異方性を付与される層以外の一層以上の層の厚みが、前記幅方向において、前記延伸前フィルムの端部より中央部のほうが厚い厚み勾配を有する、延伸光学フィルムの製造方法。
【請求項1】
長尺の延伸前フィルムを複数の把持子で把持して移動させることにより、前記延伸前フィルムをその長手方向及び幅方向に同時に延伸することを含む、延伸光学フィルムの製造方法であって、
前記延伸に供する前記延伸前フィルムの総厚み又は前記延伸前フィルムを構成する層のうち一層以上の層の厚みが、前記幅方向において、前記延伸前フィルムの端部より中央部のほうが薄い厚み勾配を有する、延伸光学フィルムの製造方法。
【請求項2】
請求項1に記載の延伸光学フィルムの製造方法であって、
前記延伸前フィルムが、複数の層からなり、前記複数の層のうち一層以上の層が、前記幅方向において前記延伸前フィルムの端部より中央部のほうが薄い厚み勾配を有する層である、延伸光学フィルムの製造方法。
【請求項3】
請求項2に記載の延伸光学フィルムの製造方法であって、
前記幅方向において前記延伸前フィルムの端部より中央部のほうが薄い厚み勾配を有する層が、前記延伸において光学異方性を付与される層である、延伸光学フィルムの製造方法。
【請求項4】
請求項3に記載の延伸光学フィルムの製造方法であって、
前記複数の層のうち、前記延伸において光学異方性を付与される層以外の一層以上の層の厚みが、前記幅方向において、前記延伸前フィルムの端部より中央部のほうが厚い厚み勾配を有する、延伸光学フィルムの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−35445(P2012−35445A)
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願番号】特願2010−175543(P2010−175543)
【出願日】平成22年8月4日(2010.8.4)
【出願人】(000229117)日本ゼオン株式会社 (1,870)
【Fターム(参考)】
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願日】平成22年8月4日(2010.8.4)
【出願人】(000229117)日本ゼオン株式会社 (1,870)
【Fターム(参考)】
[ Back to top ]