
延伸多孔質ポリテトラフルオロエチレンフィルム積層シート及びこのシートから構成されるガスケット
【課題】延伸多孔質PTFEフィルム積層シートの耐クリープ性とフィルム間の接着性を高める。
【解決手段】延伸多孔質ポリテトラフルオロエチレンフィルムを熱圧着で積層一体化したシートは、シートの比表面積が9.0m2/g以上、密度が0.5g/cm3以上0.75g/cm3未満である。このようなシートでは平面方向のうち、少なくとも一方向でマトリクス強度が、例えば、120MPa以上であり、かつ直交方向におけるマトリクス強度の比が、例えば、0.5〜2である。またシートの厚さ方向中央でのフィルム間の180度剥離強度が、例えば、0.20N/mm以上である。面圧50MPaで1時間シートを圧縮したときの応力緩和率が、例えば、45%以下である。
【解決手段】延伸多孔質ポリテトラフルオロエチレンフィルムを熱圧着で積層一体化したシートは、シートの比表面積が9.0m2/g以上、密度が0.5g/cm3以上0.75g/cm3未満である。このようなシートでは平面方向のうち、少なくとも一方向でマトリクス強度が、例えば、120MPa以上であり、かつ直交方向におけるマトリクス強度の比が、例えば、0.5〜2である。またシートの厚さ方向中央でのフィルム間の180度剥離強度が、例えば、0.20N/mm以上である。面圧50MPaで1時間シートを圧縮したときの応力緩和率が、例えば、45%以下である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は耐薬品性に優れた延伸多孔質ポリテトラフルオロエチレンフィルム(以下、ePTFEフィルムという)を積層一体化したシートに関するものである。
【背景技術】
【0002】
延伸多孔質ポリテトラフルオロエチレンフィルムを所定厚さまで積層したePTFEシートは、耐薬品性、耐熱性、純粋性、滑り性といった、ポリテトラフルオロエチレン素材(以下、PTFEという)によってもたらされる優れた特性に加え、延伸多孔質化することによって強靭性、クッション性、断熱性にも優れており、クッション材、断熱材、摺動材、各種カバー材などの様々な分野で使用されており、特にガスケットはその代表的用途である。
【0003】
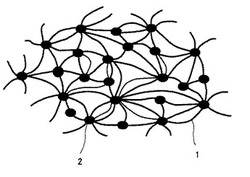
延伸多孔質ポリテトラフルオロエチレン(ePTFE)フィルムを所定厚みまで積層し、熱圧着によって一体化したシートから切り出したガスケット(以下、ePTFEシートガスケットという)は、PTFEモールディングパウダーの圧縮成形体を切削して得られるスカイブドPTFEガスケットに比べ、耐クリープ性が改善され、さらに馴染み性にも優れていることが知られている(特許文献1、2など)。ePTFEフィルムは、PTFEのファインパウダーと潤滑剤を混合成形し、潤滑剤を除去した後、高温で延伸し、さらに必要に応じて焼成することによって得られる(特許文献3)。二軸延伸されたePTFEフィルムは、図1に示すように、島状に点在するノード(結節)2と、このノード2を繋ぎかつ網の目状に張り巡らされたフィブリル1とから形成されている。ノード2の正体はPTFEの折り畳み結晶である。フィブリル1は、延伸によってこの折り畳みが解けて引き出された直線状の分子鎖であると考えられている。しかし上記のようなePTFEフィルムを積層一体化したシート(以下、ePTFEフィルム積層シートという)は、スカイブドPTFEシートよりも耐クリープ性が改善されているとはいえ、さらなる耐クリープ性の向上が求められる。
【0004】
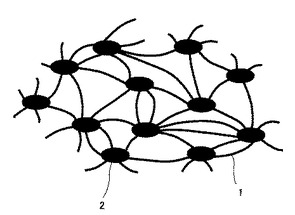
特許文献4〜5は、クリープの原因がノードにあることを発見し、ノードをできるだけ小さくすれば耐クリープ性を改善できると提唱した。そこでこの特許文献4〜5は、延伸倍率を高めて多量のフィブリルを引き出したePTFEシートガスケットを開発した。このePTFEシートガスケットは、図2に示すように、フィブリル1によって繋がれるノード3が極めて小さくなっており、もはやノードとは呼べないような構造になっている(以下、このような構造をノードレス構造と称する場合がある)。
【特許文献1】実開平03−89133号公報(実用新案登録請求の範囲)
【特許文献2】特開平10−237203号公報(特許請求の範囲)
【特許文献3】特開昭46−7284号公報(特許請求の範囲)
【特許文献4】特開平11−80705号公報(段落0006、0012)
【特許文献5】特表2006−524283号公報(段落0022)
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし本発明者らの検討によれば、特許文献4〜5では、ePTFEフィルム間の接着性が低下することが判明した。シートガスケットは、ePTFEフィルム積層体(シート材料、原反などともいう)からトムソン刃型で所定の形状に打ち抜いて作られることが多い。トムソン刃型とは、ベースとなる板材から型抜き用の刃を垂直に突出させた刃型のことであり、その構造上、刃の合わせ目が存在し、この合わせ目部分ではカット残りが発生しやすい。カット残りが発生した場合、打ち抜いたガスケットをシートから引きちぎっており、一般的なシートガスケットではこの段階でトラブルは発生しない。ところがePTFEシートガスケットでは、ePTFEフィルムの引張強度が非常に高いため、ePTFEフィルム間の接着性が低いと、カット残りの部分が引きちぎられる前に、カットされた部分とカット残りとが剥離してしまい、シートガスケットの生産性が低下する。またガスケットとして使用している途中でフィルムが剥離する虞もある。
【0006】
本発明は上記の様な事情に着目してなされたものであって、その目的は、耐クリープ性だけでなく、ePTFEフィルム間の接着性を高めることができる延伸多孔質PTFEフィルム積層シート及びこのシートから構成されるガスケットを提供することにある。
【課題を解決するための手段】
【0007】
フィブリル部分が結晶化度の高いPTFE分子に相当するのに対し、ノード部分は、アモルファス状態である。このノード部分は、圧縮応力によって塑性変形しやすく、クリープの原因になる。そこで特許文献4〜5では延伸倍率を高め、ノードをできるだけ小さくすることによって、耐クリープ性を高めている。しかし、ePTFEフィルム同士の接着にはノードが重要な役割を果たしていると考えられる。上述したように、ノード部分は、アモルファス状態であるため、フィブリルに比べてより低温で軟化(変形)する。そのためePTFEフィルムを積層して熱圧着するとき、熱によって軟化しやすいノード同士の間で、またはノードとフィブリルとの間で熱接着が可能になる。耐クリープ性を高めるためにノードを小さくしてしまうと、ePTFEフィルム間の接着性が低下してしまうことから、耐クリープ性とePTFEフィルム間の接着性との両特性を良好にするには、さらなる発想の転換が必要であった。
【0008】
本発明者らが前記課題を解決するために鋭意研究を重ねた結果、ノードのサイズを小さくして耐クリープ性を高めた場合であっても、この小さいノードを数多く発生させ、かつフィブリルの量も増やせば、高い耐クリープ性を維持したままで、ePTFEフィルム間の接着性も高めることができることが判明した。しかし、ノードを小さくしてフィブリルの量を増やした場合、ノードとフィブリルとの区別がつきにくくなる。しかも走査型電子顕微鏡で観察した場合には観察方向で多数のノードやフィブリルが重なって観察され、この新構造を直接的に客観化することは難しい。そこでさらに検討を進めた結果、小さいノードを数多く発生させ、かつフィブリルの量も増やした場合には、ePTFEの比表面積も高まっているといえること、そしてこの視点に立ってePTFEを管理すれば耐クリープ性とePTFEフィルム間の接着性の両方を確実に高めることができることを見出し、本発明を完成した。
【0009】
すなわち、本発明に係る延伸多孔質ポリテトラフルオロエチレンフィルム積層シートは、延伸多孔質ポリテトラフルオロエチレンフィルムを熱圧着で積層一体化したシートであって、シートの比表面積が9.0m2/g以上、密度が0.5g/cm3以上0.75g/cm3未満である点にその要旨を有する。このシートは平面方向のうち、少なくとも一方向でマトリクス強度が、例えば、120MPa以上であり、かつ2つの直交方向におけるマトリクス強度の比が、例えば、0.5〜2である。またシートの厚さ方向中央でのフィルム間の180度剥離強度が、例えば、0.20N/mm以上である。さらに面圧50MPaで圧縮したときの1時間後の応力緩和率が、例えば、45%以下である。
【0010】
ポリテトラフルオロエチレンのファインパウダーをリダクション・レシオ100以上でペースト押し出し、得られたテープを機械方向に延伸速度100%/sec以上、延伸倍率3倍以上で延伸し、次いで幅方向に延伸速度50%/sec以上、延伸倍率10倍以上で延伸することによって前記延伸多孔質ポリテトラフルオロエチレンフィルムを製造できる。
【0011】
上記延伸多孔質ポリテトラフルオロエチレンフィルム積層シートを圧密化して、シートの密度を0.75g/cm3以上、2.2g/cm3以下にしてもよい。また延伸多孔質ポリテトラフルオロエチレンシートの表面又は中間層に、密度1.6g/cm3以上のフッ素樹脂層が形成してもよい(複合シートという)。
【0012】
本発明にはガスケットが含まれる。このガスケットは、凹凸吸収部(シール面の凹凸に追従する部分)が、前記延伸多孔質ポリテトラフルオロエチレンフィルム積層シート又は複合シートから構成されている。
【発明の効果】
【0013】
本発明では、ノードと、このノードを繋ぐフィブリルとからなる延伸多孔質ポリテトラフルオロエチレンフィルムを積層一体化したシートにおいて、シートの比表面積を大きくしているため、シートの耐クリープ性、マトリクス強度、及びePTFEフィルム間の接着性を良好にできる。
【発明を実施するための最良の形態】
【0014】
本発明の積層シートは、延伸多孔質PTFEフィルム(二軸延伸多孔質PTFEフィルムなど)を熱圧着で積層一体化したものである。そして本発明では、この延伸多孔質PTFEフィルム(ePTFEフィルム)のノードを小さくしつつも、ノードの数密度を上げることによってノードの総面積を増やし、かつフィブリルの量を増やすとの思想の下でePTFEの構造を制御している。この様にしてePTFEの構造を制御すれば、接着力を低下させることなく、高強度で低クリープのePTFEフィルム積層シートが得られる。
【0015】
より詳細に説明すると、通常、PTFEのファインパウダーをペースト押し出し、得られたテープを延伸することによって多孔質化したPTFE(延伸多孔質PTFE)が製造されている。このPTFEは融点以上の温度でも溶融しない樹脂であり、その延伸メカニズムは独特である。すなわちファインパウダー(PTFE粒子)では、複数のPTFE分子鎖がリボン状に寄り集まって構造体(ラメラ)を形成しており、このラメラがさらに俵状に折り畳まれて1次粒子を形成し、この1次粒子が複数寄り集まって2次粒子を構成している。押出工程ではPTFE粒子が強い剪断力を受けており、この剪断力によってPTFEの1次粒子間でPTFEフィルム分子鎖の絡み合い(ラメラ同士の引っかかり)が形成される。1次粒子間でPTFE分子鎖の絡み合いを作っておけば、延伸工程で1次粒子中から折り畳み結晶(ラメラ)を引き出しつつ、2次粒子を解裂させることができ、PTFEが多孔質化される。1次粒子の絡み合い点は、互いに近接する複数箇所で生じていると考えられ、走査型電子顕微鏡(SEM)などで観察されるフィブリルはこれらの複数の点から複数のラメラが一定方向に引き出され、寄り集まったものと考えられる。ノードとは延伸工程で解裂することなく残った複数の1次粒子の集まり(2次粒子)と考えられる。
【0016】
上記延伸多孔質化メカニズムにおいて、本発明者らは、押出工程の剪断力、延伸工程の延伸倍率、及び延伸速度に着目した。剪断力を大きくするほど、PTFE1次粒子の間でPTFE分子鎖の絡み合い点が増える。また延伸工程では、ノードとフィブリルの結合部位(結節点)からフィブリルがさらに引き出される現象とPTFE2次粒子が解裂する現象が同時に起きており、この割合は延伸速度により変わる。例えば、低速で延伸するとフィブリルが引き出される現象の割合が増え、反対に高速で延伸するとPTFE2次粒子の解裂する現象の割合が増える。また延伸倍率を高くするほど、フィブリルの引き出しや2次粒子の解列が多くなる。本発明者らは、研究と実験を重ね、この推定メカニズムに到達した。そして押出工程で高い剪断力を与え、かつ延伸工程で高速かつ高倍率で延伸すれば、ノードを小さくでき、かつノードの数とフィブリルの本数が増えることを見出した。
【0017】
すなわち、押出工程での剪断力が小さいと、高速・高倍率で延伸しても絡み合い点のない1次粒子間の距離が開くだけであって、却ってフィブリルの本数が減り、強度が低下する。また押出工程での剪断力が小さい場合でも、低速・高倍率で延伸すれば2次粒子の解裂を抑えつつフィブリルを長く伸ばすことができ、強度や耐クリープ性を向上できる。しかしこの場合には、ノードの数が減り、かつノードのサイズも小さくなり、接着力が低下する。これらに対して、押出工程で高い剪断力を与えておくと、高速・高倍率延伸で延伸して2次粒子に解裂が生じても、1次粒子間でフィブリルが発生し、必要なフィブリル本数を確保することができ、強度と耐クリープ性を向上させることができる。しかもノードの数とフィブリルの本数が多いため、接着力も高めることができる。
【0018】
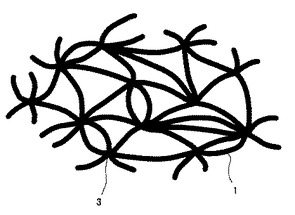
以上のように本発明は、ノードを小さくしつつ、ノードやフィブリルの数を増やすことをその思想としており、走査型電子顕微鏡写真を観察する限り、本発明のePTFEフィルムでは小さなノードやフィブリルが確かに増えている印象を受ける。図3は、この構造を概念的に示したものであり、図1〜図2に比べ、小さなノード2が数多く形成されており、またフィブリル1の数も多いことを表現している。しかし、この新構造を直接的に客観化(定量化)することは難しい。その理由として、ノードを小さくしてフィブリルの量を増やした場合、ノードとフィブリルとの境目が曖昧になってこれらを明瞭に区別することが難しくなること、走査型電子顕微鏡で観察した場合には観察方向で多数のノードやフィブリルが重なって観察されており、手前側と奥側との識別が上手くできないことなどが挙げられる。
【0019】
上記新構造を定量的に表現するには、比表面積を利用するのが適当である。押出工程での剪断力を小さくし、低速で延伸した場合、たとえ延伸倍率を高めてフィブリルを長くしたとしても、押出工程で生じた互いに近接する複数の絡み合い点から複数のラメラが一定方向に引き出されており、かつラメラが長いため、静電気力によって多くのラメラが寄り集まった状態となる。一方、押出工程での剪断力を大きくし、かつ高速で延伸した場合、短いラメラが様々な方向に伸びるため、ラメラの寄り集まりが抑制される。このため、後者は前者に比べてフィブリルの表面積が大きくなり、ePTFEフィルム(ePTFEフィルム積層シート)全体で観察した場合にも比表面積が大きくなる。
【0020】
従って本発明のePTFEフィルム積層シートの比表面積は、9.0m2/g以上、好ましくは9.5m2/g以上、さらに好ましくは10.0m2/g以上である。比表面積が大きいほど、小さなノードが数多く形成されているといえ、かつラメラがより集まることなくフィブリルが形成されているといえ、強度、耐クリープ性、及びePTFEフィルム間の接着性を全て良好にできる。なお比表面積の上限は特に限定されないが、例えば、15m2/g以下、特に12m2/g以下程度であってもよい。
【0021】
ePTFEフィルム積層シートのマトリクス強度は、シートの平面方向のうち少なくとも一方向で、例えば、120MPa以上、好ましくは150MPa以上、さらに好ましくは180MPa以上である。マトリクス強度の上限は特に限定されないが、例えば、250MPa以下、特に230MPa以下程度であってもよい。2つの直交する方向のマトリクス強度の比(例えば、幅方向のマトリクス強度/機械方向のマトリクス強度)は、例えば、0.5〜2程度、好ましくは0.7〜1.4程度、さらに好ましくは0.9〜1.1程度である。
【0022】
なおマトリクス強度とは、ePTFEフィルム積層シートの引張強度T、ePTFEフィルム積層シートの見掛け密度(嵩密度)ρ1、及びPTFEの真密度(2.2g/cm3)ρ2に基づき、下記式に従って算出された値である。
マトリクス強度=T×ρ2/ρ1
【0023】
またePTFEフィルム積層シートのクリープ特性は、応力緩和率によって評価できる。本発明のePTFEフィルム積層シートを面圧50MPaで圧縮したときの1時間後の応力緩和率は、例えば、45%以下、好ましくは40%以下、さらに好ましくは35%以下である。応力緩和率の下限は特に限定されないが、例えば、20%以上、特に25%以上である。
【0024】
ePTFEフィルム積層シートのフィルム間の接着性は、180度剥離強度によって評価できる。本発明のePTFEフィルム積層シートをその厚さ方向中央から剥離したときの180度剥離強度は、例えば、0.20N/mm以上、好ましくは0.25N/mm以上、さらに好ましくは0.30N/mm以上である。剥離強度の上限は特に限定されないが、3N/mm以下、特に2N/mm以下程度であってもよい。
【0025】
ePTFEフィルムの厚さは、例えば、5〜200μm程度、好ましくは10〜150μm程度、さらに好ましくは15〜100μm程度である。またePTFEフィルム積層シートの厚さは、例えば、0.1〜30mm程度、好ましくは0.5〜20mm程度、さらに好ましくは1〜10mm程度である。
【0026】
また本発明のePTFEフィルム積層シートの密度(見掛け密度、嵩密度)は小さく設定されており、具体的には、0.75g/cm3未満、好ましくは0.70g/cm3以下である。シート密度を小さくするためには、熱圧着時の強い押圧を避ける必要がある。従来技術のように単純にノードを小さくした場合、強い押圧を避けると、ePTFEフィルム間の接着力が不足するが、本発明では、比表面積を所定の範囲に制御しているため、強い押圧を避けてもePTFEフィルム間の接着力が不足する虞がない。そして強い押圧を避けて積層シートの密度を小さくすれば、クッション性(凹凸追従性)や断熱性などのシート特性を良好にできる。ePTFEフィルム積層シートの密度の下限は、0.4g/cm3以上程度、好ましくは0.5g/cm3以上程度である。
【0027】
前記ePTFEフィルムを得るには、上述したように、押出工程における剪断力を大きくし、延伸工程における延伸速度と延伸倍率を大きくすることが重要である。押出工程の剪断力を大きくするためには、リダクション・レシオ(押出シリンダーと押出物の断面積の比。R.R.と略記されることが多い)を大きくすればよく、本発明のePTFEフィルムを得るにはこのリダクション・レシオを、例えば、100以上、好ましくは120以上、さらに好ましくは150以上にすることが推奨される。なおリダクション・レシオの上限は特に限定されないが、押出作業の容易さなどの観点から、例えば1500以下、好ましくは500以下、さらに好ましくは300以下程度にしてもよい。
【0028】
延伸速度及び延伸倍率は、延伸回数と延伸方向に合わせて設定する必要があり、例えば、機械方向(MD)、幅方向(TD)の順に合計2回延伸する場合の延伸速度と延伸倍率は、以下のようにする。
【0029】
機械方向(MD):延伸速度(延伸倍率を延伸に要した時間で割った値)は、例えば、100%/sec以上、好ましくは200〜600%/sec、さらに好ましくは300〜500%/secにする。延伸倍率は、例えば、3倍以上、好ましくは3.5〜10倍、さらに好ましくは4.0〜8倍程度にする。
【0030】
幅方向(TD):延伸速度は、例えば、50%/sec以上、好ましくは70〜500%/sec、さらに好ましくは100〜300%/secにする。延伸倍率は、10倍以上、好ましくは11〜30倍、さらに好ましくは12〜20倍にする。
【0031】
なお機械方向の延伸倍率と幅方向の延伸倍率との績は、例えば、40倍以上、好ましくは50〜300倍、さらに好ましくは60〜200倍程度である。また延伸温度は、例えば、機械方向への延伸(一次延伸)の段階で、PTFEの融点(327℃)未満、好ましくは280〜320℃程度とし、幅方向への延伸(二次延伸)の段階で、280℃以上、好ましくは300〜380℃とすることが多い。
【0032】
上記以外の順序や回数で延伸する場合には、上記条件を参考にしつつ全体として高速度、高倍率延伸になるように延伸条件を適宜設定すればよい。
【0033】
なお押出工程では、潤滑剤(成形助剤ともいう。例えば、ソルベントナフサなど)を使用するのが一般的である。また押出工程で得られたテープは、所定の厚さまで圧延し、次いで機械方向及び幅方向の順に延伸するのが一般的であるが、この機械方向の延伸の前に幅方向(TD)に予備延伸(拡張処理)することもある。そして押出工程で使用した潤滑剤は、適当な段階、例えば予備延伸後かつ機械方向への延伸前の段階で、乾燥などによって除去するのが一般的である。
【0034】
予備延伸速度は、例えば300%/sec以下、好ましくは150〜250%/sec程度である。予備延伸倍率は、例えば、2〜20倍、好ましくは3〜10倍程度である。予備延伸温度は、例えば、50〜120℃程度である。
【0035】
このようにして得られるePTFEフィルムを積層し、熱圧着によって一体化すれば、本発明のePTFEフィルム積層シートを得ることができる。なお上述したように、本発明のePTFEフィルム積層シートは、密度を低く設定している。従って、熱圧着の条件(加熱温度、押圧力)は、この低密度を達成可能な範囲で設定できる。加熱温度は、例えば、327〜380℃程度、好ましくは350〜375℃程度、さらに好ましくは360〜370℃程度の範囲から設定すればよい。押圧力については、フィルムの積層状態を維持でき、かつ高密度化しない範囲で設定すればよい。
【0036】
なお本発明のシートは、前記低密度のePTFEフィルム積層シートをさらに圧密化処理したものであってもよい。圧密化処理とは、ePTFEフィルムの空孔を圧潰する処理のことをいい、例えば、熱ロールでePTFEフィルム積層シートを圧延する方法、熱プレス機でePTFEフィルム積層シートを圧縮する方法、ePTFEフィルム積層シートを袋体に入れて真空引きした後、オートクレーブなどで加圧する方法などのような加熱加圧による圧密化処理法が挙げられる。
【0037】
圧密化処理したePTFEフィルム積層シートの密度は、例えば、0.75〜2.2g/cm3程度、好ましくは1.2〜2.1g/cm3程度、さらに好ましくは1.7〜2.0g/cm3程度である。また圧密化処理したシートの厚さは、例えば、0.5〜6.5mm程度、好ましくは1.0〜5.0mm程度、さらに好ましくは1.5〜3.0mm程度である。
【0038】
ePTFEフィルム積層シートは、必要に応じて、その表面(片側表面又は両側表面)或いは中間層に、密度が1.6g/cm3以上のフッ素樹脂層(例えば、フィルム又はシート)を形成してもよい(このようなシートを以下、複合シートという)。表面に高密度のフッ素樹脂層を形成すれば、シートの厚さ方向への流体の浸透を防止することができる。また両側表面(両面)に高密度のフッ素樹脂層を形成しておけば、この複合シートをリング状に打ち抜き、内周部近傍を圧密化処理することによって、流体の浸透をより高度に防止できるガスケットを製造できる。またシートの厚さ方向の任意の位置(中間層)に高密度のフッ素樹脂層を一枚又は複数枚挿入すれば、シートの剛性を高めることができる。
【0039】
好ましいフッ素樹脂層としては、PTFEからなるフッ素樹脂層(PTFE層)が挙げられる。このPTFE層は、好ましくは空孔率が0%であり、多孔質PTFEを圧密化処理して空孔を完全に圧潰したものであってもよく、スカイブドPTFEであってもよい。フッ素樹脂層は、熱圧着等の適当な手段によって、ePTFEフィルム積層シートに固着できる。
【0040】
本発明のePTFE積層シートは、クッション材、断熱材、摺動材、各種カバー材などとして使用できる。特に本発明のePTFE積層シートは、比表面積が大きく、耐クリープ性、マトリクス強度、ePTFEフィルム間の接着性などに優れていることから、これらの特性が有利に作用する用途に使用することがより望ましい。この望ましい用途としては、バルブシート、ダイヤフラム、クッションシート、ガスケットなど(特にガスケット)が例示できる。
【0041】
本発明のePTFE積層シートをガスケットに応用する場合、ガスケットの凹凸吸収部(シール面の凹凸に追従するための部分)をePTFE積層シートガスケットで構成すればよい。ePTFE積層シートは、シール面の凹凸に対する馴染み性(追従性)に優れているため、凹凸吸収部に用いることで界面漏れの防止に役立てることができる。さらに本発明のePTFE積層シートからなるガスケットは、従来の高強度・低クリープePTFEガスケットに比べて、ePTFEフィルム間の接着性にも優れており、ガスケット性能を著しく改善できる。
【0042】
このガスケットは、凹凸吸収部が本発明のシートで構成されている限り、特に限定されない。例えば、ePTFE積層シートをガスケットの平面形状に切り出したもの(以下、切り出しシートという)をそのままガスケットとして用いてもよく、またこの切り出しシートを略同一の平面形状を有する芯材(硬質部材)の両面に重ね合わせたものをガスケットとして用いてもよい。
【実施例】
【0043】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0044】
実施例1
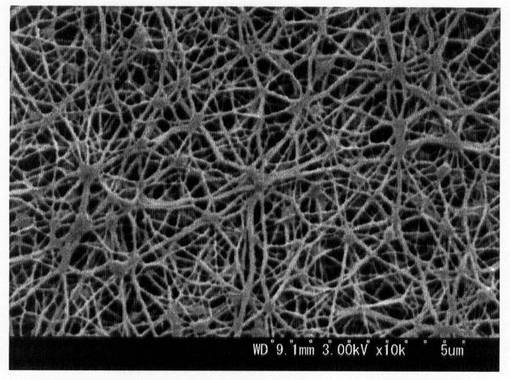
PTFEファインパウダー(旭硝子(株)製「CD123」)に潤滑剤としてソルベントナフサを17質量%添加し、混合することによって得られるペースト状物を円筒形状に圧縮した。圧縮物を温度60℃で予熱した後、リダクション・レシオ(R.R.)160:1、押出速度15m/minの条件でペースト押し出した。押出後、ロール圧延し、厚さ0.6mmのテープを得た。このテープを温度80℃に保持しつつ、延伸倍率6倍、延伸速度180%/secの条件で、幅方向に予備延伸(拡張処理)し、潤滑剤を乾燥除去した。次に、このテープを温度300℃に保持しつつ、延伸速度400%/sec、延伸倍率5倍の条件で、機械方向(長さ方向)に延伸し、その後、温度330℃に保持しつつ、延伸速度200%/sec、延伸倍率16倍の条件で幅方向に延伸した。延伸後、360℃で加熱して焼成し、厚さ0.041mm、密度0.36g/cm3のePTFEフィルムを得た。このePTFEフィルムは、高R.R.で押出後、高速度で高倍率延伸することによって製造されていることから、図3の概念図に相当する。このePTFEフィルムの走査型電子顕微鏡写真を図4に示す。
【0045】
直径1,000mm、長さ1,550mmのステンレス製の中空マンドレルに得られたePTFEフィルムを125回巻回し、この円筒状積層体をオーブンに入れて温度365℃で60分間焼成した。焼成後、オーブンから円筒状積層体を取り出して室温まで冷却した。積層体を軸方向に切り開き、4辺の端部を切断除去することにより、大きさ1524mm×1524mm、厚さ2.8mm、密度0.67g/cm3、単位面積当たりの質量:0.19g/cm2のePTFEフィルム積層シートを2枚得た。
【0046】
比較例1
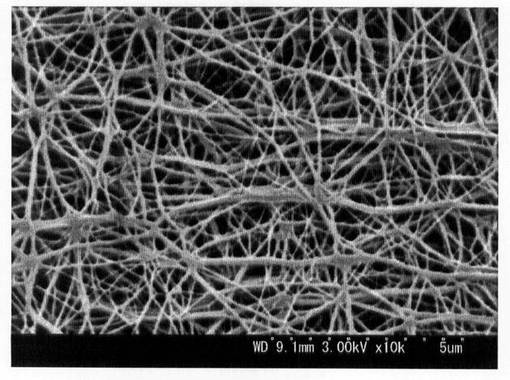
PTFEファインパウダー(旭硝子(株)製「CD123」)に潤滑剤としてソルベントナフサを17質量%添加し、混合することによって得られるペースト状物を円筒形状に圧縮した。圧縮物を温度50℃で予熱した後、リダクション・レシオ(R.R.)80:1、押出速度20m/minの条件でペースト押し出した。押出後、ロール圧延し、厚さ0.5mmのテープを得た。このテープの潤滑剤を乾燥除去した後、温度300℃に保持しつつ、延伸速度50%/sec、延伸倍率5倍の条件で、機械方向に延伸した。次に、温度380℃に保持しつつ、延伸速度200%/sec、延伸倍率18倍の条件で幅方向に延伸した。延伸後、350℃で加熱して焼成し、厚さ0.050mm、密度0.30g/cm3のePTFEフィルムを得た。このePTFEフィルムは、幅方向の延伸速度が速い点で本発明例(図3)と共通するものの、リダクション・レシオ(R.R.)を大きくすることなく延伸倍率を高めており、かつ機械方向の延伸速度が遅い点では高倍率延伸の従来例(図2)と共通しており、その構造は図3と図2の間にあるといえる。このePTFEフィルムの走査型電子顕微鏡写真を図5に示す。
【0047】
得られたePTFEフィルムを用い、実施例1と同様して、大きさ1524mm×1524mm、厚さ2.9mm、密度0.63g/cm3、単位面積当たりの質量:0.18g/cm2のePTFEフィルム積層シートを2枚得た。
【0048】
比較例2
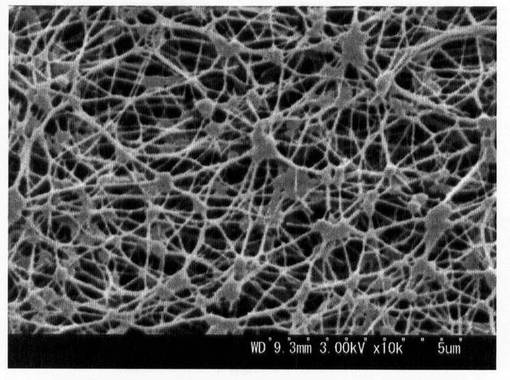
PTFEファインパウダー(旭硝子(株)製「CD123」)に潤滑剤としてソルベントナフサを18質量%添加し、混合することによって得られるペースト状物を円筒形状に圧縮した。圧縮物を雰囲気温度50℃で予熱した後、リダクション・レシオ(R.R.)40:1、押出速度20m/minの条件でペースト押し出した。押出後、ロール圧延し、厚さ0.7mmのテープを得た。このテープを温度80℃に保持しつつ、延伸倍率5倍、延伸速度200%/secの条件で、幅方向に予備延伸(拡張処理)し、潤滑剤を乾燥除去した。次に、このテープを温度300℃に保持しつつ、延伸速度400%/sec、延伸倍率5倍の条件で機械方向に延伸し、その後、温度220℃に保持しつつ、延伸速度80%/sec、延伸倍率6倍の条件で幅方向に延伸した。延伸後、360℃で加熱して焼成し、厚さ0.055mm、密度0.30g/cm3のePTFEフィルムを得た。このePTFEフィルムは、本延伸倍率が低く、かつ幅方向の本延伸速度が遅い点では低倍率延伸の従来例(図1)と共通するものの、予備延伸を含めて考えたときの延伸倍率が大きくなっていることから、少し本発明例(図3)に近づいているといえ、また機械方向の延伸速度が速い点でも本発明例(図3)と共通することから、その構造は図1と図3の間にあるといえる。このePTFEフィルムの走査型電子顕微鏡写真を図6に示す。
【0049】
得られたePTFEフィルムを用い、実施例1と同様にして、大きさ1524mm×1524mm、厚さ3.1mm、密度0.59g/cm3、単位面積当たりの質量:0.18g/cm2のePTFEフィルム積層シートを2枚得た。
【0050】
比較例3
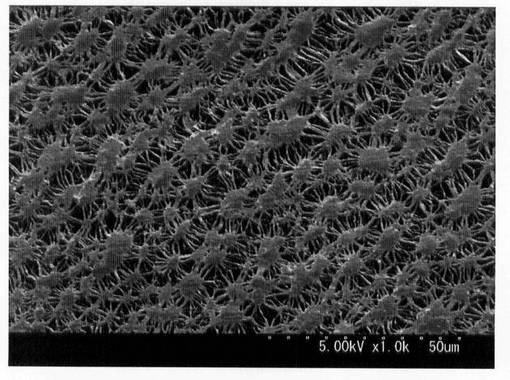
宇明泰化工股▲ふん▼有限公司(Yeu Ming Tai Chemical Industrial Co., Ltd)から2000年に購入したePTFEフィルム積層シート(商品名「SEALON GASKET SHEET」、大きさ1524mm×1524mm、厚さ3.0mm、密度0.85g/cm3、単位面積当たりの質量:0.255g/cm2)を用いた。このePTFEフィルム積層シートは、延伸倍率が極めて小さい(面積倍率:400〜800%程度の)特許文献2の実施品に相当し、その走査型電子顕微鏡写真を図7に示す。
【0051】
実施例及び比較例のePTFEフィルム積層シートから所定のサイズの試験片を切り出し、以下の評価を実施した。その結果を下記表1に示す。
【0052】
(1)比表面積
各シートから長さ100mm、幅100mmの試験片を切出し、各辺が1.2〜2.0mmのサイコロ状に細かくして評価用サンプルとした。ガス吸着測定装置(日本ベル(株)製「BELSORP18−PLUS」)にサンプルを入れ、温度120℃で4時間の脱気乾燥処理した後、液体窒素温度での窒素ガスの吸着等温線を測定することにより、サンプル1g当たりの表面積を算出した。
【0053】
(2)マトリクス強度
各シートからJIS K 6251に規定するダンベル状3号形試験片を切り出した。引張試験機で引張速度200mm/minで試験片を引っ張り、試験片が破断したときの荷重を試験片の断面積で割り、引張強度を求めた。下記式に従ってマトリクス強度を算出した。
マトリクス強度(MPa)=[引張強度(MPa)]×[無孔質ePTFEの密度:2.2g/cm3]/[シートの密度(g/cm3)]
【0054】
(3)剥離強度
各シートから長さ120mm、幅1.45cmの試験片を切り出した。試験片の厚さ方向のほぼ中間にカミソリ刃で切り込みを入れ、その部分から試験片(フィルム積層体)を約50mmにわたって2つに割いた。2つの先端部をチャックでつまみ、互いに反対方向に、引張速度200mm/minで引っ張ったときの最大荷重を求め、試験片の幅(1.45cm)で除すことによって、180度剥離強度を求めた。
【0055】
なお剥離強度の測定値は試験片の厚さの影響も受ける。そのため測定シートの厚さが5mm以上になる場合には、一部の層を引き剥がして試験片の厚さを3mmに調整してから、剥離強度を測定する。上記実施例及び比較例では、シート厚みが3mmであったため、厚み調整することなくそのまま剥離強度を測定した。
【0056】
(4)応力緩和率
各シートから直径30mmの試験片を切り出した。圧縮試験機を用いて、直径6.4mmのアンビルで試験片を圧縮し、荷重が1.6kN(面圧50MPa相当)になった時点で圧縮を止めた。この状態で1時間放置した後の荷重を読みとり、下記式に従って応力緩和率を算出した。
応力緩和率(%)=[1時間放置後の荷重(kN)]/[初期荷重:1.6kN]×100(%)
【0057】
なお応力緩和率の測定値は、試料の単位面積当たりの質量(以下、坪量という)の影響もうけるため、応力緩和率の測定には、坪量が0.17〜0.20g/cm2の試験片を用いることとした。シートの坪量が前記範囲から外れる場合は、一部の層を引き剥がしたり、試験片を重ね合わせるなどして坪量を調整する。上記実施例1及び比較例1〜2では、シートの坪量が0.18〜0.19g/cm2であったため、坪量の調整をすることなくそのまま応力緩和率を測定した。比較例3では、シートの坪量が0.255g/cm2であったため、一部の層を引き剥がして坪量を0.19g/cm2に調整してから応力緩和率を測定した。
【0058】
【表1】

【0059】
比較例2〜3は、延伸倍率が低いために、比表面積が小さくなっている例である。この比較例2〜3のePTFEフィルム積層シートは、ePTFEフィルム間の接着性には優れているが、耐クリープ性に劣る。比較例1は、延伸倍率が高いものの、押出工程でのリダクション・レシオ(R.R.)が低いために、比表面積が小さくなっている例である。この比較例1のePTFEフィルム積層シートは、耐クリープ性は改善されているが、接着性が低下している。
【0060】
これらに対して実施例1は、適切な条件(高リダクション・レシオ、高延伸速度、高延伸倍率)で製造されているために比表面積が大きくなっている。そのため、接着性と耐クリープ性の両方に優れており、さらにマトリクス強度も優れている。
【図面の簡単な説明】
【0061】
【図1】図1は従来のePTFEフィルム積層シートの一例におけるノード−フィブリル構造を示す概念図である。
【図2】図2は従来のePTFEフィルム積層シートの他の例におけるノード−フィブリル構造を示す概念図である。
【図3】図3は本発明のePTFEフィルム積層シートの一例におけるノード−フィブリル構造を示す概念図である。
【図4】図4は実施例1のePTFEフィルムの走査型電子顕微鏡写真である。
【図5】図5は比較例1のePTFEフィルムの走査型電子顕微鏡写真である。
【図6】図6は比較例2のePTFEフィルムの走査型電子顕微鏡写真である。
【図7】図7は比較例3のePTFEフィルム積層シートの走査型電子顕微鏡写真である。
【符号の説明】
【0062】
1 フィブリル
2 ノード
【技術分野】
【0001】
本発明は耐薬品性に優れた延伸多孔質ポリテトラフルオロエチレンフィルム(以下、ePTFEフィルムという)を積層一体化したシートに関するものである。
【背景技術】
【0002】
延伸多孔質ポリテトラフルオロエチレンフィルムを所定厚さまで積層したePTFEシートは、耐薬品性、耐熱性、純粋性、滑り性といった、ポリテトラフルオロエチレン素材(以下、PTFEという)によってもたらされる優れた特性に加え、延伸多孔質化することによって強靭性、クッション性、断熱性にも優れており、クッション材、断熱材、摺動材、各種カバー材などの様々な分野で使用されており、特にガスケットはその代表的用途である。
【0003】
延伸多孔質ポリテトラフルオロエチレン(ePTFE)フィルムを所定厚みまで積層し、熱圧着によって一体化したシートから切り出したガスケット(以下、ePTFEシートガスケットという)は、PTFEモールディングパウダーの圧縮成形体を切削して得られるスカイブドPTFEガスケットに比べ、耐クリープ性が改善され、さらに馴染み性にも優れていることが知られている(特許文献1、2など)。ePTFEフィルムは、PTFEのファインパウダーと潤滑剤を混合成形し、潤滑剤を除去した後、高温で延伸し、さらに必要に応じて焼成することによって得られる(特許文献3)。二軸延伸されたePTFEフィルムは、図1に示すように、島状に点在するノード(結節)2と、このノード2を繋ぎかつ網の目状に張り巡らされたフィブリル1とから形成されている。ノード2の正体はPTFEの折り畳み結晶である。フィブリル1は、延伸によってこの折り畳みが解けて引き出された直線状の分子鎖であると考えられている。しかし上記のようなePTFEフィルムを積層一体化したシート(以下、ePTFEフィルム積層シートという)は、スカイブドPTFEシートよりも耐クリープ性が改善されているとはいえ、さらなる耐クリープ性の向上が求められる。
【0004】
特許文献4〜5は、クリープの原因がノードにあることを発見し、ノードをできるだけ小さくすれば耐クリープ性を改善できると提唱した。そこでこの特許文献4〜5は、延伸倍率を高めて多量のフィブリルを引き出したePTFEシートガスケットを開発した。このePTFEシートガスケットは、図2に示すように、フィブリル1によって繋がれるノード3が極めて小さくなっており、もはやノードとは呼べないような構造になっている(以下、このような構造をノードレス構造と称する場合がある)。
【特許文献1】実開平03−89133号公報(実用新案登録請求の範囲)
【特許文献2】特開平10−237203号公報(特許請求の範囲)
【特許文献3】特開昭46−7284号公報(特許請求の範囲)
【特許文献4】特開平11−80705号公報(段落0006、0012)
【特許文献5】特表2006−524283号公報(段落0022)
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし本発明者らの検討によれば、特許文献4〜5では、ePTFEフィルム間の接着性が低下することが判明した。シートガスケットは、ePTFEフィルム積層体(シート材料、原反などともいう)からトムソン刃型で所定の形状に打ち抜いて作られることが多い。トムソン刃型とは、ベースとなる板材から型抜き用の刃を垂直に突出させた刃型のことであり、その構造上、刃の合わせ目が存在し、この合わせ目部分ではカット残りが発生しやすい。カット残りが発生した場合、打ち抜いたガスケットをシートから引きちぎっており、一般的なシートガスケットではこの段階でトラブルは発生しない。ところがePTFEシートガスケットでは、ePTFEフィルムの引張強度が非常に高いため、ePTFEフィルム間の接着性が低いと、カット残りの部分が引きちぎられる前に、カットされた部分とカット残りとが剥離してしまい、シートガスケットの生産性が低下する。またガスケットとして使用している途中でフィルムが剥離する虞もある。
【0006】
本発明は上記の様な事情に着目してなされたものであって、その目的は、耐クリープ性だけでなく、ePTFEフィルム間の接着性を高めることができる延伸多孔質PTFEフィルム積層シート及びこのシートから構成されるガスケットを提供することにある。
【課題を解決するための手段】
【0007】
フィブリル部分が結晶化度の高いPTFE分子に相当するのに対し、ノード部分は、アモルファス状態である。このノード部分は、圧縮応力によって塑性変形しやすく、クリープの原因になる。そこで特許文献4〜5では延伸倍率を高め、ノードをできるだけ小さくすることによって、耐クリープ性を高めている。しかし、ePTFEフィルム同士の接着にはノードが重要な役割を果たしていると考えられる。上述したように、ノード部分は、アモルファス状態であるため、フィブリルに比べてより低温で軟化(変形)する。そのためePTFEフィルムを積層して熱圧着するとき、熱によって軟化しやすいノード同士の間で、またはノードとフィブリルとの間で熱接着が可能になる。耐クリープ性を高めるためにノードを小さくしてしまうと、ePTFEフィルム間の接着性が低下してしまうことから、耐クリープ性とePTFEフィルム間の接着性との両特性を良好にするには、さらなる発想の転換が必要であった。
【0008】
本発明者らが前記課題を解決するために鋭意研究を重ねた結果、ノードのサイズを小さくして耐クリープ性を高めた場合であっても、この小さいノードを数多く発生させ、かつフィブリルの量も増やせば、高い耐クリープ性を維持したままで、ePTFEフィルム間の接着性も高めることができることが判明した。しかし、ノードを小さくしてフィブリルの量を増やした場合、ノードとフィブリルとの区別がつきにくくなる。しかも走査型電子顕微鏡で観察した場合には観察方向で多数のノードやフィブリルが重なって観察され、この新構造を直接的に客観化することは難しい。そこでさらに検討を進めた結果、小さいノードを数多く発生させ、かつフィブリルの量も増やした場合には、ePTFEの比表面積も高まっているといえること、そしてこの視点に立ってePTFEを管理すれば耐クリープ性とePTFEフィルム間の接着性の両方を確実に高めることができることを見出し、本発明を完成した。
【0009】
すなわち、本発明に係る延伸多孔質ポリテトラフルオロエチレンフィルム積層シートは、延伸多孔質ポリテトラフルオロエチレンフィルムを熱圧着で積層一体化したシートであって、シートの比表面積が9.0m2/g以上、密度が0.5g/cm3以上0.75g/cm3未満である点にその要旨を有する。このシートは平面方向のうち、少なくとも一方向でマトリクス強度が、例えば、120MPa以上であり、かつ2つの直交方向におけるマトリクス強度の比が、例えば、0.5〜2である。またシートの厚さ方向中央でのフィルム間の180度剥離強度が、例えば、0.20N/mm以上である。さらに面圧50MPaで圧縮したときの1時間後の応力緩和率が、例えば、45%以下である。
【0010】
ポリテトラフルオロエチレンのファインパウダーをリダクション・レシオ100以上でペースト押し出し、得られたテープを機械方向に延伸速度100%/sec以上、延伸倍率3倍以上で延伸し、次いで幅方向に延伸速度50%/sec以上、延伸倍率10倍以上で延伸することによって前記延伸多孔質ポリテトラフルオロエチレンフィルムを製造できる。
【0011】
上記延伸多孔質ポリテトラフルオロエチレンフィルム積層シートを圧密化して、シートの密度を0.75g/cm3以上、2.2g/cm3以下にしてもよい。また延伸多孔質ポリテトラフルオロエチレンシートの表面又は中間層に、密度1.6g/cm3以上のフッ素樹脂層が形成してもよい(複合シートという)。
【0012】
本発明にはガスケットが含まれる。このガスケットは、凹凸吸収部(シール面の凹凸に追従する部分)が、前記延伸多孔質ポリテトラフルオロエチレンフィルム積層シート又は複合シートから構成されている。
【発明の効果】
【0013】
本発明では、ノードと、このノードを繋ぐフィブリルとからなる延伸多孔質ポリテトラフルオロエチレンフィルムを積層一体化したシートにおいて、シートの比表面積を大きくしているため、シートの耐クリープ性、マトリクス強度、及びePTFEフィルム間の接着性を良好にできる。
【発明を実施するための最良の形態】
【0014】
本発明の積層シートは、延伸多孔質PTFEフィルム(二軸延伸多孔質PTFEフィルムなど)を熱圧着で積層一体化したものである。そして本発明では、この延伸多孔質PTFEフィルム(ePTFEフィルム)のノードを小さくしつつも、ノードの数密度を上げることによってノードの総面積を増やし、かつフィブリルの量を増やすとの思想の下でePTFEの構造を制御している。この様にしてePTFEの構造を制御すれば、接着力を低下させることなく、高強度で低クリープのePTFEフィルム積層シートが得られる。
【0015】
より詳細に説明すると、通常、PTFEのファインパウダーをペースト押し出し、得られたテープを延伸することによって多孔質化したPTFE(延伸多孔質PTFE)が製造されている。このPTFEは融点以上の温度でも溶融しない樹脂であり、その延伸メカニズムは独特である。すなわちファインパウダー(PTFE粒子)では、複数のPTFE分子鎖がリボン状に寄り集まって構造体(ラメラ)を形成しており、このラメラがさらに俵状に折り畳まれて1次粒子を形成し、この1次粒子が複数寄り集まって2次粒子を構成している。押出工程ではPTFE粒子が強い剪断力を受けており、この剪断力によってPTFEの1次粒子間でPTFEフィルム分子鎖の絡み合い(ラメラ同士の引っかかり)が形成される。1次粒子間でPTFE分子鎖の絡み合いを作っておけば、延伸工程で1次粒子中から折り畳み結晶(ラメラ)を引き出しつつ、2次粒子を解裂させることができ、PTFEが多孔質化される。1次粒子の絡み合い点は、互いに近接する複数箇所で生じていると考えられ、走査型電子顕微鏡(SEM)などで観察されるフィブリルはこれらの複数の点から複数のラメラが一定方向に引き出され、寄り集まったものと考えられる。ノードとは延伸工程で解裂することなく残った複数の1次粒子の集まり(2次粒子)と考えられる。
【0016】
上記延伸多孔質化メカニズムにおいて、本発明者らは、押出工程の剪断力、延伸工程の延伸倍率、及び延伸速度に着目した。剪断力を大きくするほど、PTFE1次粒子の間でPTFE分子鎖の絡み合い点が増える。また延伸工程では、ノードとフィブリルの結合部位(結節点)からフィブリルがさらに引き出される現象とPTFE2次粒子が解裂する現象が同時に起きており、この割合は延伸速度により変わる。例えば、低速で延伸するとフィブリルが引き出される現象の割合が増え、反対に高速で延伸するとPTFE2次粒子の解裂する現象の割合が増える。また延伸倍率を高くするほど、フィブリルの引き出しや2次粒子の解列が多くなる。本発明者らは、研究と実験を重ね、この推定メカニズムに到達した。そして押出工程で高い剪断力を与え、かつ延伸工程で高速かつ高倍率で延伸すれば、ノードを小さくでき、かつノードの数とフィブリルの本数が増えることを見出した。
【0017】
すなわち、押出工程での剪断力が小さいと、高速・高倍率で延伸しても絡み合い点のない1次粒子間の距離が開くだけであって、却ってフィブリルの本数が減り、強度が低下する。また押出工程での剪断力が小さい場合でも、低速・高倍率で延伸すれば2次粒子の解裂を抑えつつフィブリルを長く伸ばすことができ、強度や耐クリープ性を向上できる。しかしこの場合には、ノードの数が減り、かつノードのサイズも小さくなり、接着力が低下する。これらに対して、押出工程で高い剪断力を与えておくと、高速・高倍率延伸で延伸して2次粒子に解裂が生じても、1次粒子間でフィブリルが発生し、必要なフィブリル本数を確保することができ、強度と耐クリープ性を向上させることができる。しかもノードの数とフィブリルの本数が多いため、接着力も高めることができる。
【0018】
以上のように本発明は、ノードを小さくしつつ、ノードやフィブリルの数を増やすことをその思想としており、走査型電子顕微鏡写真を観察する限り、本発明のePTFEフィルムでは小さなノードやフィブリルが確かに増えている印象を受ける。図3は、この構造を概念的に示したものであり、図1〜図2に比べ、小さなノード2が数多く形成されており、またフィブリル1の数も多いことを表現している。しかし、この新構造を直接的に客観化(定量化)することは難しい。その理由として、ノードを小さくしてフィブリルの量を増やした場合、ノードとフィブリルとの境目が曖昧になってこれらを明瞭に区別することが難しくなること、走査型電子顕微鏡で観察した場合には観察方向で多数のノードやフィブリルが重なって観察されており、手前側と奥側との識別が上手くできないことなどが挙げられる。
【0019】
上記新構造を定量的に表現するには、比表面積を利用するのが適当である。押出工程での剪断力を小さくし、低速で延伸した場合、たとえ延伸倍率を高めてフィブリルを長くしたとしても、押出工程で生じた互いに近接する複数の絡み合い点から複数のラメラが一定方向に引き出されており、かつラメラが長いため、静電気力によって多くのラメラが寄り集まった状態となる。一方、押出工程での剪断力を大きくし、かつ高速で延伸した場合、短いラメラが様々な方向に伸びるため、ラメラの寄り集まりが抑制される。このため、後者は前者に比べてフィブリルの表面積が大きくなり、ePTFEフィルム(ePTFEフィルム積層シート)全体で観察した場合にも比表面積が大きくなる。
【0020】
従って本発明のePTFEフィルム積層シートの比表面積は、9.0m2/g以上、好ましくは9.5m2/g以上、さらに好ましくは10.0m2/g以上である。比表面積が大きいほど、小さなノードが数多く形成されているといえ、かつラメラがより集まることなくフィブリルが形成されているといえ、強度、耐クリープ性、及びePTFEフィルム間の接着性を全て良好にできる。なお比表面積の上限は特に限定されないが、例えば、15m2/g以下、特に12m2/g以下程度であってもよい。
【0021】
ePTFEフィルム積層シートのマトリクス強度は、シートの平面方向のうち少なくとも一方向で、例えば、120MPa以上、好ましくは150MPa以上、さらに好ましくは180MPa以上である。マトリクス強度の上限は特に限定されないが、例えば、250MPa以下、特に230MPa以下程度であってもよい。2つの直交する方向のマトリクス強度の比(例えば、幅方向のマトリクス強度/機械方向のマトリクス強度)は、例えば、0.5〜2程度、好ましくは0.7〜1.4程度、さらに好ましくは0.9〜1.1程度である。
【0022】
なおマトリクス強度とは、ePTFEフィルム積層シートの引張強度T、ePTFEフィルム積層シートの見掛け密度(嵩密度)ρ1、及びPTFEの真密度(2.2g/cm3)ρ2に基づき、下記式に従って算出された値である。
マトリクス強度=T×ρ2/ρ1
【0023】
またePTFEフィルム積層シートのクリープ特性は、応力緩和率によって評価できる。本発明のePTFEフィルム積層シートを面圧50MPaで圧縮したときの1時間後の応力緩和率は、例えば、45%以下、好ましくは40%以下、さらに好ましくは35%以下である。応力緩和率の下限は特に限定されないが、例えば、20%以上、特に25%以上である。
【0024】
ePTFEフィルム積層シートのフィルム間の接着性は、180度剥離強度によって評価できる。本発明のePTFEフィルム積層シートをその厚さ方向中央から剥離したときの180度剥離強度は、例えば、0.20N/mm以上、好ましくは0.25N/mm以上、さらに好ましくは0.30N/mm以上である。剥離強度の上限は特に限定されないが、3N/mm以下、特に2N/mm以下程度であってもよい。
【0025】
ePTFEフィルムの厚さは、例えば、5〜200μm程度、好ましくは10〜150μm程度、さらに好ましくは15〜100μm程度である。またePTFEフィルム積層シートの厚さは、例えば、0.1〜30mm程度、好ましくは0.5〜20mm程度、さらに好ましくは1〜10mm程度である。
【0026】
また本発明のePTFEフィルム積層シートの密度(見掛け密度、嵩密度)は小さく設定されており、具体的には、0.75g/cm3未満、好ましくは0.70g/cm3以下である。シート密度を小さくするためには、熱圧着時の強い押圧を避ける必要がある。従来技術のように単純にノードを小さくした場合、強い押圧を避けると、ePTFEフィルム間の接着力が不足するが、本発明では、比表面積を所定の範囲に制御しているため、強い押圧を避けてもePTFEフィルム間の接着力が不足する虞がない。そして強い押圧を避けて積層シートの密度を小さくすれば、クッション性(凹凸追従性)や断熱性などのシート特性を良好にできる。ePTFEフィルム積層シートの密度の下限は、0.4g/cm3以上程度、好ましくは0.5g/cm3以上程度である。
【0027】
前記ePTFEフィルムを得るには、上述したように、押出工程における剪断力を大きくし、延伸工程における延伸速度と延伸倍率を大きくすることが重要である。押出工程の剪断力を大きくするためには、リダクション・レシオ(押出シリンダーと押出物の断面積の比。R.R.と略記されることが多い)を大きくすればよく、本発明のePTFEフィルムを得るにはこのリダクション・レシオを、例えば、100以上、好ましくは120以上、さらに好ましくは150以上にすることが推奨される。なおリダクション・レシオの上限は特に限定されないが、押出作業の容易さなどの観点から、例えば1500以下、好ましくは500以下、さらに好ましくは300以下程度にしてもよい。
【0028】
延伸速度及び延伸倍率は、延伸回数と延伸方向に合わせて設定する必要があり、例えば、機械方向(MD)、幅方向(TD)の順に合計2回延伸する場合の延伸速度と延伸倍率は、以下のようにする。
【0029】
機械方向(MD):延伸速度(延伸倍率を延伸に要した時間で割った値)は、例えば、100%/sec以上、好ましくは200〜600%/sec、さらに好ましくは300〜500%/secにする。延伸倍率は、例えば、3倍以上、好ましくは3.5〜10倍、さらに好ましくは4.0〜8倍程度にする。
【0030】
幅方向(TD):延伸速度は、例えば、50%/sec以上、好ましくは70〜500%/sec、さらに好ましくは100〜300%/secにする。延伸倍率は、10倍以上、好ましくは11〜30倍、さらに好ましくは12〜20倍にする。
【0031】
なお機械方向の延伸倍率と幅方向の延伸倍率との績は、例えば、40倍以上、好ましくは50〜300倍、さらに好ましくは60〜200倍程度である。また延伸温度は、例えば、機械方向への延伸(一次延伸)の段階で、PTFEの融点(327℃)未満、好ましくは280〜320℃程度とし、幅方向への延伸(二次延伸)の段階で、280℃以上、好ましくは300〜380℃とすることが多い。
【0032】
上記以外の順序や回数で延伸する場合には、上記条件を参考にしつつ全体として高速度、高倍率延伸になるように延伸条件を適宜設定すればよい。
【0033】
なお押出工程では、潤滑剤(成形助剤ともいう。例えば、ソルベントナフサなど)を使用するのが一般的である。また押出工程で得られたテープは、所定の厚さまで圧延し、次いで機械方向及び幅方向の順に延伸するのが一般的であるが、この機械方向の延伸の前に幅方向(TD)に予備延伸(拡張処理)することもある。そして押出工程で使用した潤滑剤は、適当な段階、例えば予備延伸後かつ機械方向への延伸前の段階で、乾燥などによって除去するのが一般的である。
【0034】
予備延伸速度は、例えば300%/sec以下、好ましくは150〜250%/sec程度である。予備延伸倍率は、例えば、2〜20倍、好ましくは3〜10倍程度である。予備延伸温度は、例えば、50〜120℃程度である。
【0035】
このようにして得られるePTFEフィルムを積層し、熱圧着によって一体化すれば、本発明のePTFEフィルム積層シートを得ることができる。なお上述したように、本発明のePTFEフィルム積層シートは、密度を低く設定している。従って、熱圧着の条件(加熱温度、押圧力)は、この低密度を達成可能な範囲で設定できる。加熱温度は、例えば、327〜380℃程度、好ましくは350〜375℃程度、さらに好ましくは360〜370℃程度の範囲から設定すればよい。押圧力については、フィルムの積層状態を維持でき、かつ高密度化しない範囲で設定すればよい。
【0036】
なお本発明のシートは、前記低密度のePTFEフィルム積層シートをさらに圧密化処理したものであってもよい。圧密化処理とは、ePTFEフィルムの空孔を圧潰する処理のことをいい、例えば、熱ロールでePTFEフィルム積層シートを圧延する方法、熱プレス機でePTFEフィルム積層シートを圧縮する方法、ePTFEフィルム積層シートを袋体に入れて真空引きした後、オートクレーブなどで加圧する方法などのような加熱加圧による圧密化処理法が挙げられる。
【0037】
圧密化処理したePTFEフィルム積層シートの密度は、例えば、0.75〜2.2g/cm3程度、好ましくは1.2〜2.1g/cm3程度、さらに好ましくは1.7〜2.0g/cm3程度である。また圧密化処理したシートの厚さは、例えば、0.5〜6.5mm程度、好ましくは1.0〜5.0mm程度、さらに好ましくは1.5〜3.0mm程度である。
【0038】
ePTFEフィルム積層シートは、必要に応じて、その表面(片側表面又は両側表面)或いは中間層に、密度が1.6g/cm3以上のフッ素樹脂層(例えば、フィルム又はシート)を形成してもよい(このようなシートを以下、複合シートという)。表面に高密度のフッ素樹脂層を形成すれば、シートの厚さ方向への流体の浸透を防止することができる。また両側表面(両面)に高密度のフッ素樹脂層を形成しておけば、この複合シートをリング状に打ち抜き、内周部近傍を圧密化処理することによって、流体の浸透をより高度に防止できるガスケットを製造できる。またシートの厚さ方向の任意の位置(中間層)に高密度のフッ素樹脂層を一枚又は複数枚挿入すれば、シートの剛性を高めることができる。
【0039】
好ましいフッ素樹脂層としては、PTFEからなるフッ素樹脂層(PTFE層)が挙げられる。このPTFE層は、好ましくは空孔率が0%であり、多孔質PTFEを圧密化処理して空孔を完全に圧潰したものであってもよく、スカイブドPTFEであってもよい。フッ素樹脂層は、熱圧着等の適当な手段によって、ePTFEフィルム積層シートに固着できる。
【0040】
本発明のePTFE積層シートは、クッション材、断熱材、摺動材、各種カバー材などとして使用できる。特に本発明のePTFE積層シートは、比表面積が大きく、耐クリープ性、マトリクス強度、ePTFEフィルム間の接着性などに優れていることから、これらの特性が有利に作用する用途に使用することがより望ましい。この望ましい用途としては、バルブシート、ダイヤフラム、クッションシート、ガスケットなど(特にガスケット)が例示できる。
【0041】
本発明のePTFE積層シートをガスケットに応用する場合、ガスケットの凹凸吸収部(シール面の凹凸に追従するための部分)をePTFE積層シートガスケットで構成すればよい。ePTFE積層シートは、シール面の凹凸に対する馴染み性(追従性)に優れているため、凹凸吸収部に用いることで界面漏れの防止に役立てることができる。さらに本発明のePTFE積層シートからなるガスケットは、従来の高強度・低クリープePTFEガスケットに比べて、ePTFEフィルム間の接着性にも優れており、ガスケット性能を著しく改善できる。
【0042】
このガスケットは、凹凸吸収部が本発明のシートで構成されている限り、特に限定されない。例えば、ePTFE積層シートをガスケットの平面形状に切り出したもの(以下、切り出しシートという)をそのままガスケットとして用いてもよく、またこの切り出しシートを略同一の平面形状を有する芯材(硬質部材)の両面に重ね合わせたものをガスケットとして用いてもよい。
【実施例】
【0043】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0044】
実施例1
PTFEファインパウダー(旭硝子(株)製「CD123」)に潤滑剤としてソルベントナフサを17質量%添加し、混合することによって得られるペースト状物を円筒形状に圧縮した。圧縮物を温度60℃で予熱した後、リダクション・レシオ(R.R.)160:1、押出速度15m/minの条件でペースト押し出した。押出後、ロール圧延し、厚さ0.6mmのテープを得た。このテープを温度80℃に保持しつつ、延伸倍率6倍、延伸速度180%/secの条件で、幅方向に予備延伸(拡張処理)し、潤滑剤を乾燥除去した。次に、このテープを温度300℃に保持しつつ、延伸速度400%/sec、延伸倍率5倍の条件で、機械方向(長さ方向)に延伸し、その後、温度330℃に保持しつつ、延伸速度200%/sec、延伸倍率16倍の条件で幅方向に延伸した。延伸後、360℃で加熱して焼成し、厚さ0.041mm、密度0.36g/cm3のePTFEフィルムを得た。このePTFEフィルムは、高R.R.で押出後、高速度で高倍率延伸することによって製造されていることから、図3の概念図に相当する。このePTFEフィルムの走査型電子顕微鏡写真を図4に示す。
【0045】
直径1,000mm、長さ1,550mmのステンレス製の中空マンドレルに得られたePTFEフィルムを125回巻回し、この円筒状積層体をオーブンに入れて温度365℃で60分間焼成した。焼成後、オーブンから円筒状積層体を取り出して室温まで冷却した。積層体を軸方向に切り開き、4辺の端部を切断除去することにより、大きさ1524mm×1524mm、厚さ2.8mm、密度0.67g/cm3、単位面積当たりの質量:0.19g/cm2のePTFEフィルム積層シートを2枚得た。
【0046】
比較例1
PTFEファインパウダー(旭硝子(株)製「CD123」)に潤滑剤としてソルベントナフサを17質量%添加し、混合することによって得られるペースト状物を円筒形状に圧縮した。圧縮物を温度50℃で予熱した後、リダクション・レシオ(R.R.)80:1、押出速度20m/minの条件でペースト押し出した。押出後、ロール圧延し、厚さ0.5mmのテープを得た。このテープの潤滑剤を乾燥除去した後、温度300℃に保持しつつ、延伸速度50%/sec、延伸倍率5倍の条件で、機械方向に延伸した。次に、温度380℃に保持しつつ、延伸速度200%/sec、延伸倍率18倍の条件で幅方向に延伸した。延伸後、350℃で加熱して焼成し、厚さ0.050mm、密度0.30g/cm3のePTFEフィルムを得た。このePTFEフィルムは、幅方向の延伸速度が速い点で本発明例(図3)と共通するものの、リダクション・レシオ(R.R.)を大きくすることなく延伸倍率を高めており、かつ機械方向の延伸速度が遅い点では高倍率延伸の従来例(図2)と共通しており、その構造は図3と図2の間にあるといえる。このePTFEフィルムの走査型電子顕微鏡写真を図5に示す。
【0047】
得られたePTFEフィルムを用い、実施例1と同様して、大きさ1524mm×1524mm、厚さ2.9mm、密度0.63g/cm3、単位面積当たりの質量:0.18g/cm2のePTFEフィルム積層シートを2枚得た。
【0048】
比較例2
PTFEファインパウダー(旭硝子(株)製「CD123」)に潤滑剤としてソルベントナフサを18質量%添加し、混合することによって得られるペースト状物を円筒形状に圧縮した。圧縮物を雰囲気温度50℃で予熱した後、リダクション・レシオ(R.R.)40:1、押出速度20m/minの条件でペースト押し出した。押出後、ロール圧延し、厚さ0.7mmのテープを得た。このテープを温度80℃に保持しつつ、延伸倍率5倍、延伸速度200%/secの条件で、幅方向に予備延伸(拡張処理)し、潤滑剤を乾燥除去した。次に、このテープを温度300℃に保持しつつ、延伸速度400%/sec、延伸倍率5倍の条件で機械方向に延伸し、その後、温度220℃に保持しつつ、延伸速度80%/sec、延伸倍率6倍の条件で幅方向に延伸した。延伸後、360℃で加熱して焼成し、厚さ0.055mm、密度0.30g/cm3のePTFEフィルムを得た。このePTFEフィルムは、本延伸倍率が低く、かつ幅方向の本延伸速度が遅い点では低倍率延伸の従来例(図1)と共通するものの、予備延伸を含めて考えたときの延伸倍率が大きくなっていることから、少し本発明例(図3)に近づいているといえ、また機械方向の延伸速度が速い点でも本発明例(図3)と共通することから、その構造は図1と図3の間にあるといえる。このePTFEフィルムの走査型電子顕微鏡写真を図6に示す。
【0049】
得られたePTFEフィルムを用い、実施例1と同様にして、大きさ1524mm×1524mm、厚さ3.1mm、密度0.59g/cm3、単位面積当たりの質量:0.18g/cm2のePTFEフィルム積層シートを2枚得た。
【0050】
比較例3
宇明泰化工股▲ふん▼有限公司(Yeu Ming Tai Chemical Industrial Co., Ltd)から2000年に購入したePTFEフィルム積層シート(商品名「SEALON GASKET SHEET」、大きさ1524mm×1524mm、厚さ3.0mm、密度0.85g/cm3、単位面積当たりの質量:0.255g/cm2)を用いた。このePTFEフィルム積層シートは、延伸倍率が極めて小さい(面積倍率:400〜800%程度の)特許文献2の実施品に相当し、その走査型電子顕微鏡写真を図7に示す。
【0051】
実施例及び比較例のePTFEフィルム積層シートから所定のサイズの試験片を切り出し、以下の評価を実施した。その結果を下記表1に示す。
【0052】
(1)比表面積
各シートから長さ100mm、幅100mmの試験片を切出し、各辺が1.2〜2.0mmのサイコロ状に細かくして評価用サンプルとした。ガス吸着測定装置(日本ベル(株)製「BELSORP18−PLUS」)にサンプルを入れ、温度120℃で4時間の脱気乾燥処理した後、液体窒素温度での窒素ガスの吸着等温線を測定することにより、サンプル1g当たりの表面積を算出した。
【0053】
(2)マトリクス強度
各シートからJIS K 6251に規定するダンベル状3号形試験片を切り出した。引張試験機で引張速度200mm/minで試験片を引っ張り、試験片が破断したときの荷重を試験片の断面積で割り、引張強度を求めた。下記式に従ってマトリクス強度を算出した。
マトリクス強度(MPa)=[引張強度(MPa)]×[無孔質ePTFEの密度:2.2g/cm3]/[シートの密度(g/cm3)]
【0054】
(3)剥離強度
各シートから長さ120mm、幅1.45cmの試験片を切り出した。試験片の厚さ方向のほぼ中間にカミソリ刃で切り込みを入れ、その部分から試験片(フィルム積層体)を約50mmにわたって2つに割いた。2つの先端部をチャックでつまみ、互いに反対方向に、引張速度200mm/minで引っ張ったときの最大荷重を求め、試験片の幅(1.45cm)で除すことによって、180度剥離強度を求めた。
【0055】
なお剥離強度の測定値は試験片の厚さの影響も受ける。そのため測定シートの厚さが5mm以上になる場合には、一部の層を引き剥がして試験片の厚さを3mmに調整してから、剥離強度を測定する。上記実施例及び比較例では、シート厚みが3mmであったため、厚み調整することなくそのまま剥離強度を測定した。
【0056】
(4)応力緩和率
各シートから直径30mmの試験片を切り出した。圧縮試験機を用いて、直径6.4mmのアンビルで試験片を圧縮し、荷重が1.6kN(面圧50MPa相当)になった時点で圧縮を止めた。この状態で1時間放置した後の荷重を読みとり、下記式に従って応力緩和率を算出した。
応力緩和率(%)=[1時間放置後の荷重(kN)]/[初期荷重:1.6kN]×100(%)
【0057】
なお応力緩和率の測定値は、試料の単位面積当たりの質量(以下、坪量という)の影響もうけるため、応力緩和率の測定には、坪量が0.17〜0.20g/cm2の試験片を用いることとした。シートの坪量が前記範囲から外れる場合は、一部の層を引き剥がしたり、試験片を重ね合わせるなどして坪量を調整する。上記実施例1及び比較例1〜2では、シートの坪量が0.18〜0.19g/cm2であったため、坪量の調整をすることなくそのまま応力緩和率を測定した。比較例3では、シートの坪量が0.255g/cm2であったため、一部の層を引き剥がして坪量を0.19g/cm2に調整してから応力緩和率を測定した。
【0058】
【表1】
【0059】
比較例2〜3は、延伸倍率が低いために、比表面積が小さくなっている例である。この比較例2〜3のePTFEフィルム積層シートは、ePTFEフィルム間の接着性には優れているが、耐クリープ性に劣る。比較例1は、延伸倍率が高いものの、押出工程でのリダクション・レシオ(R.R.)が低いために、比表面積が小さくなっている例である。この比較例1のePTFEフィルム積層シートは、耐クリープ性は改善されているが、接着性が低下している。
【0060】
これらに対して実施例1は、適切な条件(高リダクション・レシオ、高延伸速度、高延伸倍率)で製造されているために比表面積が大きくなっている。そのため、接着性と耐クリープ性の両方に優れており、さらにマトリクス強度も優れている。
【図面の簡単な説明】
【0061】
【図1】図1は従来のePTFEフィルム積層シートの一例におけるノード−フィブリル構造を示す概念図である。
【図2】図2は従来のePTFEフィルム積層シートの他の例におけるノード−フィブリル構造を示す概念図である。
【図3】図3は本発明のePTFEフィルム積層シートの一例におけるノード−フィブリル構造を示す概念図である。
【図4】図4は実施例1のePTFEフィルムの走査型電子顕微鏡写真である。
【図5】図5は比較例1のePTFEフィルムの走査型電子顕微鏡写真である。
【図6】図6は比較例2のePTFEフィルムの走査型電子顕微鏡写真である。
【図7】図7は比較例3のePTFEフィルム積層シートの走査型電子顕微鏡写真である。
【符号の説明】
【0062】
1 フィブリル
2 ノード
【特許請求の範囲】
【請求項1】
延伸多孔質ポリテトラフルオロエチレンフィルムを熱圧着で積層一体化したシートであって、シートの比表面積が9.0m2/g以上、密度が0.5g/cm3以上0.75g/cm3未満である積層シート。
【請求項2】
シートの平面方向のうち、少なくとも一方向でマトリクス強度が120MPa以上であり、かつ2つの直交方向におけるマトリクス強度の比が0.5〜2である請求項1に記載の積層シート。
【請求項3】
シートの厚さ方向中央でのフィルム間の180度剥離強度が0.20N/mm以上である請求項1又は2に記載の積層シート。
【請求項4】
面圧50MPaで圧縮したときの1時間後の応力緩和率が45%以下である請求項1〜3のいずれかに記載の積層シート。
【請求項5】
前記延伸多孔質ポリテトラフルオロエチレンフィルムが、ポリテトラフルオロエチレンのファインパウダーをリダクション・レシオ100以上でペースト押し出し、得られたテープを機械方向に延伸速度100%/sec以上、延伸倍率3倍以上で延伸し、次いで幅方向に延伸速度50%/sec以上、延伸倍率10倍以上で延伸することによって得られるものである請求項1〜4のいずれかに記載の積層シート。
【請求項6】
請求項1〜5のいずれかに記載のシートを圧密化したものであって、密度が0.75g/cm3以上、2.2g/cm3以下である積層シート。
【請求項7】
請求項1〜6のいずれかに記載のシートの表面又は中間層に、密度1.6g/cm3以上のフッ素樹脂層が形成されている複合シート。
【請求項8】
シール面の凹凸に追従するための凹凸吸収部が、請求項1〜6のいずれかに記載の積層シート又は請求項7に記載の複合シートから構成されているガスケット。
【請求項1】
延伸多孔質ポリテトラフルオロエチレンフィルムを熱圧着で積層一体化したシートであって、シートの比表面積が9.0m2/g以上、密度が0.5g/cm3以上0.75g/cm3未満である積層シート。
【請求項2】
シートの平面方向のうち、少なくとも一方向でマトリクス強度が120MPa以上であり、かつ2つの直交方向におけるマトリクス強度の比が0.5〜2である請求項1に記載の積層シート。
【請求項3】
シートの厚さ方向中央でのフィルム間の180度剥離強度が0.20N/mm以上である請求項1又は2に記載の積層シート。
【請求項4】
面圧50MPaで圧縮したときの1時間後の応力緩和率が45%以下である請求項1〜3のいずれかに記載の積層シート。
【請求項5】
前記延伸多孔質ポリテトラフルオロエチレンフィルムが、ポリテトラフルオロエチレンのファインパウダーをリダクション・レシオ100以上でペースト押し出し、得られたテープを機械方向に延伸速度100%/sec以上、延伸倍率3倍以上で延伸し、次いで幅方向に延伸速度50%/sec以上、延伸倍率10倍以上で延伸することによって得られるものである請求項1〜4のいずれかに記載の積層シート。
【請求項6】
請求項1〜5のいずれかに記載のシートを圧密化したものであって、密度が0.75g/cm3以上、2.2g/cm3以下である積層シート。
【請求項7】
請求項1〜6のいずれかに記載のシートの表面又は中間層に、密度1.6g/cm3以上のフッ素樹脂層が形成されている複合シート。
【請求項8】
シール面の凹凸に追従するための凹凸吸収部が、請求項1〜6のいずれかに記載の積層シート又は請求項7に記載の複合シートから構成されているガスケット。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2009−73051(P2009−73051A)
【公開日】平成21年4月9日(2009.4.9)
【国際特許分類】
【出願番号】特願2007−244334(P2007−244334)
【出願日】平成19年9月20日(2007.9.20)
【出願人】(000107387)ジャパンゴアテックス株式会社 (121)
【Fターム(参考)】
【公開日】平成21年4月9日(2009.4.9)
【国際特許分類】
【出願日】平成19年9月20日(2007.9.20)
【出願人】(000107387)ジャパンゴアテックス株式会社 (121)
【Fターム(参考)】
[ Back to top ]