
延伸装置のクリップチェーン走行速度の制御方法
【課題】安価な装置によって、一対のクリップチェーンの走行速度を精度良く一致させることができるクリップチェーンの走行速度の制御方法を提供する。
【解決手段】延伸装置のクリップ装置1において、第1、2のクリップチェーン2a、2bを、エンコーダ8付の第1、2の駆動モータ9a、9bによって駆動される第1、2の駆動スプロケット7a、7bによって走行させる。エンコーダの出力パルスをカウントして第1、2のカウント値(Lp、Rp)を得、これらは第1、2の駆動スプロケットが1周する毎に0にリセットするようにする。そうすると、第1、2のカウント値(Lp、Rp)は第1、2の駆動スプロケットの回転角度を表すことになる。第1、2のカウント値(Lp、Rp)の偏差を求め、偏差が無くなるように第2の駆動モータの回転速度を補正する。
【解決手段】延伸装置のクリップ装置1において、第1、2のクリップチェーン2a、2bを、エンコーダ8付の第1、2の駆動モータ9a、9bによって駆動される第1、2の駆動スプロケット7a、7bによって走行させる。エンコーダの出力パルスをカウントして第1、2のカウント値(Lp、Rp)を得、これらは第1、2の駆動スプロケットが1周する毎に0にリセットするようにする。そうすると、第1、2のカウント値(Lp、Rp)は第1、2の駆動スプロケットの回転角度を表すことになる。第1、2のカウント値(Lp、Rp)の偏差を求め、偏差が無くなるように第2の駆動モータの回転速度を補正する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィルムの流れ方向に対して左右に設けられている一対のクリップチェーンの、それぞれのクリップによってフィルムの両端部を把持して幅方向に遠心する延伸装置において、前記一対のクリップチェーンの走行速度を制御する方法に関するものである。
【背景技術】
【0002】
配向性のある樹脂で成形されたフィルムを軟化点と融点との中間の温度雰囲気で引き延ばすと、引っ張り強度の大きなフィルム、配向性を備えたフィルム等が得られるが、このようなフィルムを得るための装置は延伸装置として従来周知である。延伸装置には、フィルムを長さ方向の1方向だけ延伸する1軸延伸装置や、長さ方向と幅方向の2方向に延伸できる2軸延伸装置が知られているが、2軸延伸装置のようにフィルムを幅方向に延伸する延伸装置にはクリップ装置が設けられている。クリップ装置は文献を挙げるまでもなく周知であり、フィルムの流れ方向に対して左右に設けられている一対のクリップチェーンから構成されている。クリップチェーンは、フィルムの端部を把持する複数個のクリップから構成され、これらのクリップが互いにエンドレスに連結されている。このような一対のクリップチェーンは、送り出されるフィルムの両側に配置された左右一対のレールに案内され、フィルムの送り方向に向かって互いに少しずつ離間するように走行するようになっている。このようなクリップ装置は所定の温度雰囲気に保つ炉の内部に設けられている。従って、一対のクリップチェーンのそれぞれのクリップによってフィルムの両端部を把持して、左右のそれぞれの駆動用のスプロケットによって一対のクリップチェーンを走行させると、フィルムは所定の温度雰囲気の中で幅方向に延伸されることになる。
【0003】
延伸装置においては、一方と他方のクリップチェーンの走行速度を一致させ、それによって延伸されるフィルムに配向差が生じないようにする必要がある。例えば、左右の駆動用のスプロケットを駆動する、それぞれのモータとこれらを同期して制御するコントローラが設けられている延伸装置が周知である。このような装置においては、モータの回転速度自体をコントローラによって同期して、駆動用のスプロケットの回転を同期させ、それによって一対のクリップチェーンの走行速度が一致するように制御している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−224464号公報
【0005】
特許文献1にも、一対のクリップチェーンの走行速度を制御する方法が記載されている。特許文献1によると、連続する複数個のクリップ、例えば6個のクリップ毎にクリップグループとして管理し、それぞれのクリップグループにおいては、特定の1個のクリップに感知体を貼り付け、これを特定クリップとする。そして、クリップチェーンの近傍に設けられているセンサによって、この検知体を検出するようにする。特許文献1に記載の制御方法によると、クリップチェーンが走行するとき、特定クリップを検出する。そうするとクリップグループ毎の走行速度が得られる。計測されたクリップグループの走行速度をフィルム製造ラインの基準速度と比較して、偏差がある場合には走行速度を調整する。双方のクリップチェーンにおいて、クリップグループの走行速度を基準速度に一致するように制御すると、一対のクリップチェーンの走行速度は一致することになる。
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来の、モータを同期させる制御機能を備えたコントローラによっても、左右のモータは同期して回転して、一対のクリップチェーンの走行速度は一致するので、フィルムは一様に延伸されて配向差は生じ難く、比較的品質の良いフィルムは得られる。しかしながら、解決すべき問題も見受けられる。具体的には、このようなモータおよびコントローラは汎用性に劣り、一般的に非常に高価であるので、装置全体を安価に提供できないという問題がある。特許文献1に記載のクリップチェーンの走行速度の制御方法によれば、クリップグループ毎に走行速度を検出してフィルム製造ラインの基準速度に一致するように制御するので、一方と他方のクリップチェーンの走行速度はある程度一致することになる。しかしながら、特許文献1に記載の制御方法においては、走行速度はクリップグループを単位として検出されるようになっているので、速度の検出の精度は高いとは言えない。つまり、個々のクリップの走行速度を検出するのではなく、複数個のクリップの平均走行速度を検出しているので、正確な速度は得にくい。さらには、クリップチェーンを構成しているクリップの総数は、1クリップグループあたりのクリップ個数の倍数にしなければならず、設計の自由度が小さくなってしまう。また、特定クリップには格別に検知体を設けなければならないので、クリップ個数が多い場合には、メンテナンスが大変になってしまう。
【0007】
本発明は、上記したような問題点を解決したクリップチェーンの走行速度の制御方法を提供することを目的としており、具体的には、クリップチェーンの設計の自由度の妨げになることもなく、安価な装置によって、一対のクリップチェーンの走行速度を精度良く一致させることができる延伸装置のクリップチェーンの走行速度の制御方法を提供することを目的としている。
【課題を解決するための手段】
【0008】
本発明は、上記目的を達成するために、第1、2のクリップチェーンのそれぞれのクリップによってフィルムの一方と他方の端部を把持して幅方向に遠心する延伸装置において、第1、2のクリップチェーンを同期して走行する走行速度の制御方法として構成する。第1、2のクリップチェーンは、エンコーダ付の第1、2のモータによってそれぞれ第1、2のスプロケットを回転して、それによって独立して走行させる。これらのエンコーダの出力パルスをカウントして第1、2のモータの第1、2のカウント値を得て、第1、2のスプロケットの第1、2の回転角度とを対応させる。また、第1、2のカウント値はスプロケットが1周する毎に0にリセットする。そして、このような第1、2のカウント値を比較して、第1、2の回転角度の差分を得、差分が無くなるように第2のモータの回転速度を補正するように構成する。
【0009】
かくして、請求項1記載の発明は、上記目的を達成するために、第1、2のクリップチェーンのそれぞれのクリップによってフィルムの一方と他方の端部を把持して幅方向に遠心する延伸装置において、エンコーダ付の第1、2のモータによってそれぞれ第1、2のスプロケットを回転して、前記第1、2のクリップチェーンを独立して走行させるとき、前記エンコーダの出力パルスをカウントして得られる前記第1、2のモータの第1、2のカウント値と、前記第1、2のスプロケットの第1、2の回転角度のそれぞれとを対応させ、そして前記第1、2のカウント値のそれぞれは前記第1、2のスプロケットが1周する毎に0にリセットし、前記第1、2のカウント値を比較して、それによって前記第1、2の回転角度の差分を得、該差分が無くなるように前記第2のモータの回転速度を補正するように構成される。
請求項2に記載の発明は、請求項1に記載の制御方法において、前記第1、2のカウント値は、前記延伸装置の運転開始時にも0にリセットするように構成される。
【発明の効果】
【0010】
以上のように、本発明によると、第1、2のクリップチェーンのそれぞれのクリップによってフィルムの一方と他方の端部を把持して幅方向に遠心する延伸装置において、エンコーダ付の第1、2のモータによってそれぞれ第1、2のスプロケットを回転して、前記第1、2のクリップチェーンを独立して走行させるように構成されている。つまり汎用的なエンコーダ付のモータによって駆動するだけであるので、装置全体のコストを低減することができ、安価にクリップチェーンの走行速度を制御する方法を提供することができる。そして、エンコーダの出力パルスをカウントして得られる第1、2のモータの第1、2のカウント値と、第1、2のスプロケットの第1、2の回転角度のそれぞれとを対応させるように構成されているので、第1、2の回転角度を容易に検出することができる。さらに第1、2のカウント値のそれぞれは第1、2のスプロケットが1周する毎に0にリセットするように構成されているので、安定して制御できることになる。通常このようなカウント値は、頻繁にはリセットされず最大カウント値に達するまでは累積されているが、そうすると装置において誤差が生じたとしても、簡単にはカウント値を補正することができない。これに対して本発明においてはスプロケットが1周する毎に0にリセットするので、すなわち頻繁に0にリセットするので、もし装置において誤差が生じたとしても、0にリセットして容易にカウント値を補正することも可能になる。さらには、カウント値のリセットに関する処理は、一般的に制御プログラムの不具合が混入し易い処理であるが、本発明においては頻繁にリセットされるようになっているので、万一不具合があっても発見されやすく、制御プログラムの信頼性が増すという本発明に特有の効果も得られる。本発明においては、このような第1、2のカウント値を比較して、それによって第1、2の回転角度の差分を得、該差分が無くなるように前記第2のモータの回転速度を補正するように構成されているので、第1のクリップチェーンをマスターとして走行速度を制御するようにし、第2のクリップチェーンはスレーブとして、第1のクリップチェーンに走行速度に一致するように走行速度を補正することができる。つまり、容易に第1、2のクリップチェーンの走行速度を一致させることができる。
【図面の簡単な説明】
【0011】
【図1】延伸装置のクリップチェーンの走行速度を制御する本発明の実施の形態に係る制御方法を模式的に説明するブロック図である。
【図2】延伸装置のクリップチェーンの走行速度を制御する本発明の実施の形態に係る制御方法の処理を模式的に説明するフローチャートである。
【図3】延伸装置のクリップチェーンの走行速度を制御する本発明の実施の形態に係る制御方法において、クリップチェーンを駆動するエンコーダ付モータのカウント値を変化を示すグラフである。
【発明を実施するための形態】
【0012】
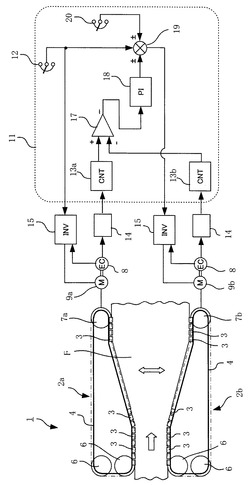
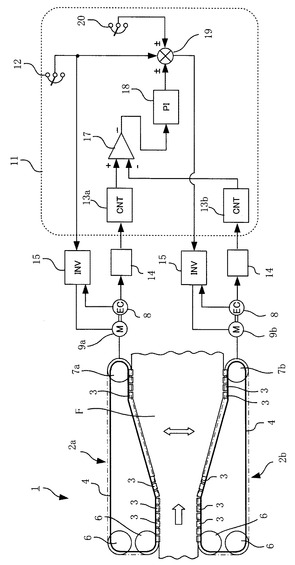
以下、本発明の実施の形態について説明する。本発明の実施の形態に係る延伸装置は、従来周知の延伸装置と同様に、内部を所定の温度雰囲気に維持すると共にフィルムの入口と出口を備えた炉、この炉内に設けられているクリップ装置等から構成されている。図1には、クリップ装置1が模式的に示されている。クリップ装置1も文献を挙げるまでもなく従来周知であり、一対のクリップチェーン、すなわち第1、2のクリップチェーン2a、2bから構成されている。第1、2のクリップチェーン2a、2bは、フィルムFの流れ方向に対して左右に対称に設けられている。それぞれのクリップチェーン2a、2bは、互いにエンドレスに連結されている複数個のクリップ3、3、…から構成され、循環するレール4、ガイドギヤ6、6等にガイドされている。そして、第1、2のクリップチェーン2a、2bは、それぞれ第1、2の駆動スプロケット7a、7bによって駆動されて走行するようになっている。一対のレール4、4は、フィルムFの流れ方向に対して末広がりに配置されているので、第1、2のクリップチェーン2a、2bは離間する方向に走行することになり、それによってフィルムFが幅方向に延伸されることになる。クリップ3、3、…も周知であるので具体的な構造については説明を省略するが、レール4、4の近傍に設けられているクリップクローザによって閉じてフィルムFを把持し、クリップオープナによって開いてフィルムFを解放するようになっている。図1にはクリップクローザとクリップオープナは示されていない。クリップ装置1はこのように構成されているので、炉内を所定の温度雰囲気にして、第1、2の駆動スプロケット7a、7bを駆動して第1、2のクリップチェーン2a、2bを走行させ、そしてフィルムFをクリップ装置1に送ると、フィルムFは両端面がクリップチェーン2、2のそれぞれのクリップ3、3、…によって把持され、幅方向に延伸され、そしてクリップ3、3、…が開いてフィルムFは装置外に送り出される。
【0013】
本実施の形態においては、第1、2の駆動スプロケット7a、7bは、それぞれエンコーダ8、8付の第1、2の駆動モータ9a、9bによって独立して駆動されている。すなわち汎用的なモータによって駆動されている。そしてこれらの第1、2の駆動モータ9a、9bは、本実施の形態に係るコントローラ11によって制御されている。第1、2のクリップチェーン2a、2bのそれぞれの走行速度は、第1、2の駆動スプロケット7a、7bの回転速度によって決定されるが、本実施の形態においては、第2の駆動スプロケット7bの回転速度が、第1の駆動スプロケット7aの回転速度に一致するように、第2の駆動モータ9bの回転速度を補正している。これによって第1、2のクリップチェーン2a、2bの走行速度を一致させている。以下、コントローラ11について説明する。
【0014】
コントローラ11の処理を模式的に示すブロック図が図1に示されているが、コントローラ11には、速度設定器12が設けられ、駆動スプロケットの基準となる回転速度、すなわち基準回転速度がこの速度設定器12において設定されるようになっている。基準回転速度が設定されると、第1の駆動モータ9aを駆動するインバータ15に入力されるようになっている。また、基準回転速度は、加算器19にも入力され、次に説明する補正回転速度が加算されて第2の駆動モータ9bを駆動するインバータ15に入力されるようになっている。
【0015】
コントローラ11には、第1、2の高速カウンタ13a、13bが設けられ、それぞれ第1、2の駆動モータ9a、9bのエンコーダ8、8から出力されるパルスが、アイソレータ14、14を介して入力されている。第1、2の高速カウンタ13a、13bは、パルスをカウントして、それぞれ第1、2のカウント値とする。これらの第1、2のカウント値は、それぞれ駆動スプロケット7a、7bの回転角度と対応付けられており、後で説明するように、駆動スプロケット7a、7bが1周する毎に0にリセットされている。このような第1、2のカウント値は、比較器17に入力され、後で説明するように第1、2のカウント値の差分、すなわち偏差が計算されている。この偏差にマイナスが乗じられてPI制御器18に入力され、偏差に応じた補正回転速度が計算され、前記した加算器19に入力されている。加算器19には、補正速度設定器20において設定される校正用回転速度も入力されるようになっているが、この校正用回転速度は、第1、2の駆動モータ9a、9b、あるいはこれらを駆動するそれぞれのインバータ15、15の特性に差があるときに、これを補正するために使用されるものであり、通常は0が設定されている。この加算器19において、速度設定器12から出力される基準回転速度に、補正回転速度と、校正用回転速度が加算され、第2の駆動モータ9bを駆動するインバータ15に入力されるようになっている。
【0016】
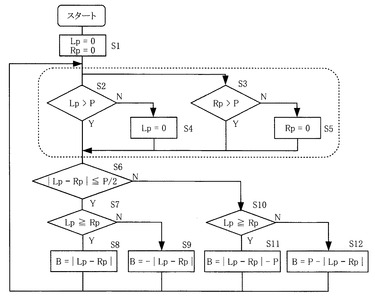
本実施の形態に係るコントローラ1を備えたクリップ装置1の作用を説明する。コントローラ11をスタートする。コントローラ11は、図2に示されているように、ステップS1によって、第1、2のカウント値Lp、Rpを0にリセットする。これによって、第1、2の駆動スプロケット7a、7bの回転角は初期化される。コントローラ11がスタートすると、速度設定器12において設定されている所定の基準回転速度が、第1、2の駆動モータ9a、9bのインバータ15、15に入力され、第1、2の駆動モータ9a、9bは、それぞれ独立に基準回転速度になるように回転する。延伸装置の炉を所定の温度にし、フィルムFをクリップ装置1に送ると従来周知のようにフィルムFは延伸される。コントローラ11の第1、2の高速カウンタ13a、13bにおいては、エンコーダ8、8から出力されるパルスをカウントし、第1、2のカウント値Lp、Rpを計算する。このとき、ステップS2、S3において、カウント値が駆動スプロケット7a、7bの1周に相当する最大カウント値Pに達しているか否かを判断し、最大カウント値Pを超えたらステップS4、S5によって0にリセットする。このようにして計算された第1、2のカウント値Lp、Rpによって、第1、2の駆動スプロケット7a、7bの回転角度が分かる。
【0017】
比較器17において第1、2のカウント値Lp、Rpの偏差Bを計算する。前記したように第1、2のカウント値Lp、Rpは、最大カウント値Pを超える度にリセットされるので、単純にその差分を計算することはできない。次のようにして偏差Bを計算する。最初にステップ6において第1、2のカウント値Lp、Rpの差の絶対値が、最大カウント値Pの1/2より大きいか否かをチェックする。もし、最大カウント値Pの1/2より小さいときには、ステップS7において第1、2のカウント値Lp、Rpの大小を比較する。第1のカウント値Lpの方が大きいときには、ステップS8により偏差Bを以下のように計算する。
B=|Lp−Rp|
第2のカウント値Rpの方が大きいときには、ステップS9により偏差Bを以下のように計算する。
B=−|Lp−Rp|
第1、2のカウント値Lp、Rpの差の絶対値が、最大カウント値Pの1/2より大きいときには、ステップS10において、第1、2のカウント値Lp、Rpの大小を比較する。第1のカウント値Lpの方が大きいときには、ステップS11により偏差Bを以下のように計算する。
B=|Lp−Rp|−P
第2のカウント値Rpの方が大きいときには、ステップS12により偏差Bを以下のように計算する。
B=P−|Lp−Rp|
【0018】
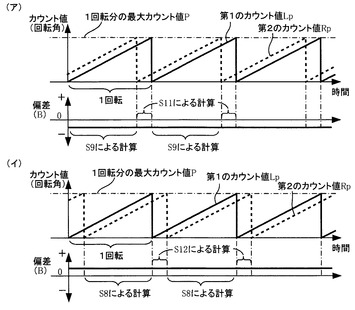
図3の(ア)には、クリップ装置1を運転しているときの、カウント値Lp、Rpの変化の様子がグラフで示されており、第1のカウント値Lpは実線で、第2のカウント値Rpは点線で示されている。上段のグラフには、第1のカウント値Lpの方が第2のカウント値Rpより進んでいる状態、つまり第1の駆動スプロケット7aが第1の駆動スプロケット7bより進んでいる状態が示されている。偏差Bは、ステップS9とステップS11によって計算されて下段のグラフのようになる。また、図3の(イ)の上段のグラフには、第1のカウント値Lpの方が第2のカウント値Rpより遅れている状態、つまり第1の駆動スプロケット7aが第1の駆動スプロケット7bより遅れている状態が示されている。偏差Bは、ステップS8とステップS12によって計算されて下段のグラフのようになる。
【0019】
このようにして、偏差Bを計算したら、ステップS2およびステップS3に戻り処理を繰り返す。また計算された偏差Bにはマイナスが乗じられてPI制御器18に送られる。つまり、PI制御器18においては、偏差Bを無くすように補正回転速度を計算する必要があるので、PI制御器18の入力にマイナスが乗じられる。PI制御器18において、補正回転速度を計算して加算器19に送る。加算器19において基準回転速度の、補正回転速度、および校正用回転速度が設定されているときには校正用回転速度も加算して、第2の駆動モータ9bのインバータ15に送る。これによって、第2の駆動モータ9bの回転速度は第1の駆動モータ9aの回転速度に一致するように補正され、第1、2の駆動スプロケット7a、7bは同期する。つまり第1、2のクリップチェーン2a、2bは同期する。
【符号の説明】
【0020】
1 クリップ装置
2a 第1のクリップチェーン 2b 第2のクリップチェーン
3 クリップ 4 レール
7a 第1の駆動スプロケット 7b 第2の駆動スプロケット
8 エンコーダ
9a 第1の駆動モータ 9b 第1の駆動モータ
11 コントローラ 12 速度設定器
13a 第1の高速カウンタ 13b 第2の高速カウンタ
17 比較器 19 加算器
【技術分野】
【0001】
本発明は、フィルムの流れ方向に対して左右に設けられている一対のクリップチェーンの、それぞれのクリップによってフィルムの両端部を把持して幅方向に遠心する延伸装置において、前記一対のクリップチェーンの走行速度を制御する方法に関するものである。
【背景技術】
【0002】
配向性のある樹脂で成形されたフィルムを軟化点と融点との中間の温度雰囲気で引き延ばすと、引っ張り強度の大きなフィルム、配向性を備えたフィルム等が得られるが、このようなフィルムを得るための装置は延伸装置として従来周知である。延伸装置には、フィルムを長さ方向の1方向だけ延伸する1軸延伸装置や、長さ方向と幅方向の2方向に延伸できる2軸延伸装置が知られているが、2軸延伸装置のようにフィルムを幅方向に延伸する延伸装置にはクリップ装置が設けられている。クリップ装置は文献を挙げるまでもなく周知であり、フィルムの流れ方向に対して左右に設けられている一対のクリップチェーンから構成されている。クリップチェーンは、フィルムの端部を把持する複数個のクリップから構成され、これらのクリップが互いにエンドレスに連結されている。このような一対のクリップチェーンは、送り出されるフィルムの両側に配置された左右一対のレールに案内され、フィルムの送り方向に向かって互いに少しずつ離間するように走行するようになっている。このようなクリップ装置は所定の温度雰囲気に保つ炉の内部に設けられている。従って、一対のクリップチェーンのそれぞれのクリップによってフィルムの両端部を把持して、左右のそれぞれの駆動用のスプロケットによって一対のクリップチェーンを走行させると、フィルムは所定の温度雰囲気の中で幅方向に延伸されることになる。
【0003】
延伸装置においては、一方と他方のクリップチェーンの走行速度を一致させ、それによって延伸されるフィルムに配向差が生じないようにする必要がある。例えば、左右の駆動用のスプロケットを駆動する、それぞれのモータとこれらを同期して制御するコントローラが設けられている延伸装置が周知である。このような装置においては、モータの回転速度自体をコントローラによって同期して、駆動用のスプロケットの回転を同期させ、それによって一対のクリップチェーンの走行速度が一致するように制御している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−224464号公報
【0005】
特許文献1にも、一対のクリップチェーンの走行速度を制御する方法が記載されている。特許文献1によると、連続する複数個のクリップ、例えば6個のクリップ毎にクリップグループとして管理し、それぞれのクリップグループにおいては、特定の1個のクリップに感知体を貼り付け、これを特定クリップとする。そして、クリップチェーンの近傍に設けられているセンサによって、この検知体を検出するようにする。特許文献1に記載の制御方法によると、クリップチェーンが走行するとき、特定クリップを検出する。そうするとクリップグループ毎の走行速度が得られる。計測されたクリップグループの走行速度をフィルム製造ラインの基準速度と比較して、偏差がある場合には走行速度を調整する。双方のクリップチェーンにおいて、クリップグループの走行速度を基準速度に一致するように制御すると、一対のクリップチェーンの走行速度は一致することになる。
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来の、モータを同期させる制御機能を備えたコントローラによっても、左右のモータは同期して回転して、一対のクリップチェーンの走行速度は一致するので、フィルムは一様に延伸されて配向差は生じ難く、比較的品質の良いフィルムは得られる。しかしながら、解決すべき問題も見受けられる。具体的には、このようなモータおよびコントローラは汎用性に劣り、一般的に非常に高価であるので、装置全体を安価に提供できないという問題がある。特許文献1に記載のクリップチェーンの走行速度の制御方法によれば、クリップグループ毎に走行速度を検出してフィルム製造ラインの基準速度に一致するように制御するので、一方と他方のクリップチェーンの走行速度はある程度一致することになる。しかしながら、特許文献1に記載の制御方法においては、走行速度はクリップグループを単位として検出されるようになっているので、速度の検出の精度は高いとは言えない。つまり、個々のクリップの走行速度を検出するのではなく、複数個のクリップの平均走行速度を検出しているので、正確な速度は得にくい。さらには、クリップチェーンを構成しているクリップの総数は、1クリップグループあたりのクリップ個数の倍数にしなければならず、設計の自由度が小さくなってしまう。また、特定クリップには格別に検知体を設けなければならないので、クリップ個数が多い場合には、メンテナンスが大変になってしまう。
【0007】
本発明は、上記したような問題点を解決したクリップチェーンの走行速度の制御方法を提供することを目的としており、具体的には、クリップチェーンの設計の自由度の妨げになることもなく、安価な装置によって、一対のクリップチェーンの走行速度を精度良く一致させることができる延伸装置のクリップチェーンの走行速度の制御方法を提供することを目的としている。
【課題を解決するための手段】
【0008】
本発明は、上記目的を達成するために、第1、2のクリップチェーンのそれぞれのクリップによってフィルムの一方と他方の端部を把持して幅方向に遠心する延伸装置において、第1、2のクリップチェーンを同期して走行する走行速度の制御方法として構成する。第1、2のクリップチェーンは、エンコーダ付の第1、2のモータによってそれぞれ第1、2のスプロケットを回転して、それによって独立して走行させる。これらのエンコーダの出力パルスをカウントして第1、2のモータの第1、2のカウント値を得て、第1、2のスプロケットの第1、2の回転角度とを対応させる。また、第1、2のカウント値はスプロケットが1周する毎に0にリセットする。そして、このような第1、2のカウント値を比較して、第1、2の回転角度の差分を得、差分が無くなるように第2のモータの回転速度を補正するように構成する。
【0009】
かくして、請求項1記載の発明は、上記目的を達成するために、第1、2のクリップチェーンのそれぞれのクリップによってフィルムの一方と他方の端部を把持して幅方向に遠心する延伸装置において、エンコーダ付の第1、2のモータによってそれぞれ第1、2のスプロケットを回転して、前記第1、2のクリップチェーンを独立して走行させるとき、前記エンコーダの出力パルスをカウントして得られる前記第1、2のモータの第1、2のカウント値と、前記第1、2のスプロケットの第1、2の回転角度のそれぞれとを対応させ、そして前記第1、2のカウント値のそれぞれは前記第1、2のスプロケットが1周する毎に0にリセットし、前記第1、2のカウント値を比較して、それによって前記第1、2の回転角度の差分を得、該差分が無くなるように前記第2のモータの回転速度を補正するように構成される。
請求項2に記載の発明は、請求項1に記載の制御方法において、前記第1、2のカウント値は、前記延伸装置の運転開始時にも0にリセットするように構成される。
【発明の効果】
【0010】
以上のように、本発明によると、第1、2のクリップチェーンのそれぞれのクリップによってフィルムの一方と他方の端部を把持して幅方向に遠心する延伸装置において、エンコーダ付の第1、2のモータによってそれぞれ第1、2のスプロケットを回転して、前記第1、2のクリップチェーンを独立して走行させるように構成されている。つまり汎用的なエンコーダ付のモータによって駆動するだけであるので、装置全体のコストを低減することができ、安価にクリップチェーンの走行速度を制御する方法を提供することができる。そして、エンコーダの出力パルスをカウントして得られる第1、2のモータの第1、2のカウント値と、第1、2のスプロケットの第1、2の回転角度のそれぞれとを対応させるように構成されているので、第1、2の回転角度を容易に検出することができる。さらに第1、2のカウント値のそれぞれは第1、2のスプロケットが1周する毎に0にリセットするように構成されているので、安定して制御できることになる。通常このようなカウント値は、頻繁にはリセットされず最大カウント値に達するまでは累積されているが、そうすると装置において誤差が生じたとしても、簡単にはカウント値を補正することができない。これに対して本発明においてはスプロケットが1周する毎に0にリセットするので、すなわち頻繁に0にリセットするので、もし装置において誤差が生じたとしても、0にリセットして容易にカウント値を補正することも可能になる。さらには、カウント値のリセットに関する処理は、一般的に制御プログラムの不具合が混入し易い処理であるが、本発明においては頻繁にリセットされるようになっているので、万一不具合があっても発見されやすく、制御プログラムの信頼性が増すという本発明に特有の効果も得られる。本発明においては、このような第1、2のカウント値を比較して、それによって第1、2の回転角度の差分を得、該差分が無くなるように前記第2のモータの回転速度を補正するように構成されているので、第1のクリップチェーンをマスターとして走行速度を制御するようにし、第2のクリップチェーンはスレーブとして、第1のクリップチェーンに走行速度に一致するように走行速度を補正することができる。つまり、容易に第1、2のクリップチェーンの走行速度を一致させることができる。
【図面の簡単な説明】
【0011】
【図1】延伸装置のクリップチェーンの走行速度を制御する本発明の実施の形態に係る制御方法を模式的に説明するブロック図である。
【図2】延伸装置のクリップチェーンの走行速度を制御する本発明の実施の形態に係る制御方法の処理を模式的に説明するフローチャートである。
【図3】延伸装置のクリップチェーンの走行速度を制御する本発明の実施の形態に係る制御方法において、クリップチェーンを駆動するエンコーダ付モータのカウント値を変化を示すグラフである。
【発明を実施するための形態】
【0012】
以下、本発明の実施の形態について説明する。本発明の実施の形態に係る延伸装置は、従来周知の延伸装置と同様に、内部を所定の温度雰囲気に維持すると共にフィルムの入口と出口を備えた炉、この炉内に設けられているクリップ装置等から構成されている。図1には、クリップ装置1が模式的に示されている。クリップ装置1も文献を挙げるまでもなく従来周知であり、一対のクリップチェーン、すなわち第1、2のクリップチェーン2a、2bから構成されている。第1、2のクリップチェーン2a、2bは、フィルムFの流れ方向に対して左右に対称に設けられている。それぞれのクリップチェーン2a、2bは、互いにエンドレスに連結されている複数個のクリップ3、3、…から構成され、循環するレール4、ガイドギヤ6、6等にガイドされている。そして、第1、2のクリップチェーン2a、2bは、それぞれ第1、2の駆動スプロケット7a、7bによって駆動されて走行するようになっている。一対のレール4、4は、フィルムFの流れ方向に対して末広がりに配置されているので、第1、2のクリップチェーン2a、2bは離間する方向に走行することになり、それによってフィルムFが幅方向に延伸されることになる。クリップ3、3、…も周知であるので具体的な構造については説明を省略するが、レール4、4の近傍に設けられているクリップクローザによって閉じてフィルムFを把持し、クリップオープナによって開いてフィルムFを解放するようになっている。図1にはクリップクローザとクリップオープナは示されていない。クリップ装置1はこのように構成されているので、炉内を所定の温度雰囲気にして、第1、2の駆動スプロケット7a、7bを駆動して第1、2のクリップチェーン2a、2bを走行させ、そしてフィルムFをクリップ装置1に送ると、フィルムFは両端面がクリップチェーン2、2のそれぞれのクリップ3、3、…によって把持され、幅方向に延伸され、そしてクリップ3、3、…が開いてフィルムFは装置外に送り出される。
【0013】
本実施の形態においては、第1、2の駆動スプロケット7a、7bは、それぞれエンコーダ8、8付の第1、2の駆動モータ9a、9bによって独立して駆動されている。すなわち汎用的なモータによって駆動されている。そしてこれらの第1、2の駆動モータ9a、9bは、本実施の形態に係るコントローラ11によって制御されている。第1、2のクリップチェーン2a、2bのそれぞれの走行速度は、第1、2の駆動スプロケット7a、7bの回転速度によって決定されるが、本実施の形態においては、第2の駆動スプロケット7bの回転速度が、第1の駆動スプロケット7aの回転速度に一致するように、第2の駆動モータ9bの回転速度を補正している。これによって第1、2のクリップチェーン2a、2bの走行速度を一致させている。以下、コントローラ11について説明する。
【0014】
コントローラ11の処理を模式的に示すブロック図が図1に示されているが、コントローラ11には、速度設定器12が設けられ、駆動スプロケットの基準となる回転速度、すなわち基準回転速度がこの速度設定器12において設定されるようになっている。基準回転速度が設定されると、第1の駆動モータ9aを駆動するインバータ15に入力されるようになっている。また、基準回転速度は、加算器19にも入力され、次に説明する補正回転速度が加算されて第2の駆動モータ9bを駆動するインバータ15に入力されるようになっている。
【0015】
コントローラ11には、第1、2の高速カウンタ13a、13bが設けられ、それぞれ第1、2の駆動モータ9a、9bのエンコーダ8、8から出力されるパルスが、アイソレータ14、14を介して入力されている。第1、2の高速カウンタ13a、13bは、パルスをカウントして、それぞれ第1、2のカウント値とする。これらの第1、2のカウント値は、それぞれ駆動スプロケット7a、7bの回転角度と対応付けられており、後で説明するように、駆動スプロケット7a、7bが1周する毎に0にリセットされている。このような第1、2のカウント値は、比較器17に入力され、後で説明するように第1、2のカウント値の差分、すなわち偏差が計算されている。この偏差にマイナスが乗じられてPI制御器18に入力され、偏差に応じた補正回転速度が計算され、前記した加算器19に入力されている。加算器19には、補正速度設定器20において設定される校正用回転速度も入力されるようになっているが、この校正用回転速度は、第1、2の駆動モータ9a、9b、あるいはこれらを駆動するそれぞれのインバータ15、15の特性に差があるときに、これを補正するために使用されるものであり、通常は0が設定されている。この加算器19において、速度設定器12から出力される基準回転速度に、補正回転速度と、校正用回転速度が加算され、第2の駆動モータ9bを駆動するインバータ15に入力されるようになっている。
【0016】
本実施の形態に係るコントローラ1を備えたクリップ装置1の作用を説明する。コントローラ11をスタートする。コントローラ11は、図2に示されているように、ステップS1によって、第1、2のカウント値Lp、Rpを0にリセットする。これによって、第1、2の駆動スプロケット7a、7bの回転角は初期化される。コントローラ11がスタートすると、速度設定器12において設定されている所定の基準回転速度が、第1、2の駆動モータ9a、9bのインバータ15、15に入力され、第1、2の駆動モータ9a、9bは、それぞれ独立に基準回転速度になるように回転する。延伸装置の炉を所定の温度にし、フィルムFをクリップ装置1に送ると従来周知のようにフィルムFは延伸される。コントローラ11の第1、2の高速カウンタ13a、13bにおいては、エンコーダ8、8から出力されるパルスをカウントし、第1、2のカウント値Lp、Rpを計算する。このとき、ステップS2、S3において、カウント値が駆動スプロケット7a、7bの1周に相当する最大カウント値Pに達しているか否かを判断し、最大カウント値Pを超えたらステップS4、S5によって0にリセットする。このようにして計算された第1、2のカウント値Lp、Rpによって、第1、2の駆動スプロケット7a、7bの回転角度が分かる。
【0017】
比較器17において第1、2のカウント値Lp、Rpの偏差Bを計算する。前記したように第1、2のカウント値Lp、Rpは、最大カウント値Pを超える度にリセットされるので、単純にその差分を計算することはできない。次のようにして偏差Bを計算する。最初にステップ6において第1、2のカウント値Lp、Rpの差の絶対値が、最大カウント値Pの1/2より大きいか否かをチェックする。もし、最大カウント値Pの1/2より小さいときには、ステップS7において第1、2のカウント値Lp、Rpの大小を比較する。第1のカウント値Lpの方が大きいときには、ステップS8により偏差Bを以下のように計算する。
B=|Lp−Rp|
第2のカウント値Rpの方が大きいときには、ステップS9により偏差Bを以下のように計算する。
B=−|Lp−Rp|
第1、2のカウント値Lp、Rpの差の絶対値が、最大カウント値Pの1/2より大きいときには、ステップS10において、第1、2のカウント値Lp、Rpの大小を比較する。第1のカウント値Lpの方が大きいときには、ステップS11により偏差Bを以下のように計算する。
B=|Lp−Rp|−P
第2のカウント値Rpの方が大きいときには、ステップS12により偏差Bを以下のように計算する。
B=P−|Lp−Rp|
【0018】
図3の(ア)には、クリップ装置1を運転しているときの、カウント値Lp、Rpの変化の様子がグラフで示されており、第1のカウント値Lpは実線で、第2のカウント値Rpは点線で示されている。上段のグラフには、第1のカウント値Lpの方が第2のカウント値Rpより進んでいる状態、つまり第1の駆動スプロケット7aが第1の駆動スプロケット7bより進んでいる状態が示されている。偏差Bは、ステップS9とステップS11によって計算されて下段のグラフのようになる。また、図3の(イ)の上段のグラフには、第1のカウント値Lpの方が第2のカウント値Rpより遅れている状態、つまり第1の駆動スプロケット7aが第1の駆動スプロケット7bより遅れている状態が示されている。偏差Bは、ステップS8とステップS12によって計算されて下段のグラフのようになる。
【0019】
このようにして、偏差Bを計算したら、ステップS2およびステップS3に戻り処理を繰り返す。また計算された偏差Bにはマイナスが乗じられてPI制御器18に送られる。つまり、PI制御器18においては、偏差Bを無くすように補正回転速度を計算する必要があるので、PI制御器18の入力にマイナスが乗じられる。PI制御器18において、補正回転速度を計算して加算器19に送る。加算器19において基準回転速度の、補正回転速度、および校正用回転速度が設定されているときには校正用回転速度も加算して、第2の駆動モータ9bのインバータ15に送る。これによって、第2の駆動モータ9bの回転速度は第1の駆動モータ9aの回転速度に一致するように補正され、第1、2の駆動スプロケット7a、7bは同期する。つまり第1、2のクリップチェーン2a、2bは同期する。
【符号の説明】
【0020】
1 クリップ装置
2a 第1のクリップチェーン 2b 第2のクリップチェーン
3 クリップ 4 レール
7a 第1の駆動スプロケット 7b 第2の駆動スプロケット
8 エンコーダ
9a 第1の駆動モータ 9b 第1の駆動モータ
11 コントローラ 12 速度設定器
13a 第1の高速カウンタ 13b 第2の高速カウンタ
17 比較器 19 加算器
【特許請求の範囲】
【請求項1】
第1、2のクリップチェーンのそれぞれのクリップによってフィルムの一方と他方の端部を把持して幅方向に遠心する延伸装置において、エンコーダ付の第1、2のモータによってそれぞれ第1、2のスプロケットを回転して、前記第1、2のクリップチェーンを独立して走行させるとき、
前記エンコーダの出力パルスをカウントして得られる前記第1、2のモータの第1、2のカウント値と、前記第1、2のスプロケットの第1、2の回転角度のそれぞれとを対応させ、そして前記第1、2のカウント値のそれぞれは前記第1、2のスプロケットが1周する毎に0にリセットし、
前記第1、2のカウント値を比較して、それによって前記第1、2の回転角度の差分を得、該差分が無くなるように前記第2のモータの回転速度を補正することを特徴とするフィルム延伸装置のクリップチェーンの走行速度の制御方法。
【請求項2】
請求項1に記載の制御方法において、前記第1、2のカウント値は、前記延伸装置の運転開始時にも0にリセットすることを特徴とするフィルム延伸装置のクリップチェーンの走行速度の制御方法。
【請求項1】
第1、2のクリップチェーンのそれぞれのクリップによってフィルムの一方と他方の端部を把持して幅方向に遠心する延伸装置において、エンコーダ付の第1、2のモータによってそれぞれ第1、2のスプロケットを回転して、前記第1、2のクリップチェーンを独立して走行させるとき、
前記エンコーダの出力パルスをカウントして得られる前記第1、2のモータの第1、2のカウント値と、前記第1、2のスプロケットの第1、2の回転角度のそれぞれとを対応させ、そして前記第1、2のカウント値のそれぞれは前記第1、2のスプロケットが1周する毎に0にリセットし、
前記第1、2のカウント値を比較して、それによって前記第1、2の回転角度の差分を得、該差分が無くなるように前記第2のモータの回転速度を補正することを特徴とするフィルム延伸装置のクリップチェーンの走行速度の制御方法。
【請求項2】
請求項1に記載の制御方法において、前記第1、2のカウント値は、前記延伸装置の運転開始時にも0にリセットすることを特徴とするフィルム延伸装置のクリップチェーンの走行速度の制御方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−187788(P2012−187788A)
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願番号】特願2011−52527(P2011−52527)
【出願日】平成23年3月10日(2011.3.10)
【出願人】(000004215)株式会社日本製鋼所 (840)
【Fターム(参考)】
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願日】平成23年3月10日(2011.3.10)
【出願人】(000004215)株式会社日本製鋼所 (840)
【Fターム(参考)】
[ Back to top ]