
延伸高分子成形体製造方法及び装置
【課題】高分子成形体をバッチ式で延伸して延伸高分子成形体を製造する方法に関して、製品強度等の製品特性をオンラインで非破壊で判定できる、延伸高分子成形体の製造方法及び装置を提供しようとする。
【課題を解決するための手段】高分子成形体の両端部をそれぞれ把持具で把持し、該把持具を互いに離れていく方向に相対移動させて延伸して延伸高分子成形体を得る製造方法であって、複数のサンプル用の前記高分子成形体を、延伸に要する延伸力と相関する計測量を計測しつつ延伸し、計測された各計測量と得られた各延伸高分子成形体の品質とを対応させる対応ステップと、生産用の前記高分子成形体を、延伸に要する延伸力と相関する計測量を計測しつつ延伸し、得られた延伸高分子成形体の品質を、該計測量を用いて前記対応ステップで得られた計測量と品質との対応結果に基づき、判定する判定ステップを含んでなる、延伸高分子成形体製造方法である。
【課題を解決するための手段】高分子成形体の両端部をそれぞれ把持具で把持し、該把持具を互いに離れていく方向に相対移動させて延伸して延伸高分子成形体を得る製造方法であって、複数のサンプル用の前記高分子成形体を、延伸に要する延伸力と相関する計測量を計測しつつ延伸し、計測された各計測量と得られた各延伸高分子成形体の品質とを対応させる対応ステップと、生産用の前記高分子成形体を、延伸に要する延伸力と相関する計測量を計測しつつ延伸し、得られた延伸高分子成形体の品質を、該計測量を用いて前記対応ステップで得られた計測量と品質との対応結果に基づき、判定する判定ステップを含んでなる、延伸高分子成形体製造方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、手術用骨ピン等の加工用原料となる、未延伸樹脂棒などの高分子成形体を延伸して延伸高分子成形体を得る方法及び装置に関する。
【背景技術】
【0002】
未延伸樹脂棒などの高分子成形体の延伸は、高分子成形体が細い場合は合成繊維の製造におけるように2組の把持ローラを用いて把持ローラ間に引き取り速度差を与えて、無限長のものを連続的に延伸することが可能であるが、高分子成形体の径がおおよそ2mm以上のものについては、巻き取りや確実な連続的把持が困難であることなどから有限長の未延伸高分子成形体をバッチ式に延伸することが行われる(例えば、特許文献1参照)。また、延伸には加熱をともなうのが一般的であるが、延伸ゾーンにおけるワークの均一な加熱のうえでも、高分子成形体の径が太い場合はバッチ式に延伸するほうが有利であり、装置も簡易化できる。
【0003】
延伸は、一般に機械物性(引っ張り強度、捩じり強度など)の向上を目的に行われるが、原料特性や製造条件の予期せぬ変動などによりその物性が変化する場合がある。製品特性はオンラインで簡便に測定することが難しく、また、製品特性チェックは延伸後の製品を抜き取り検査により破壊検査して行わざるを得ないが、これは手間がかかるとともに破壊検査による歩留まりロスも生ずる。
【0004】
例えば、特許文献1等の方法で延伸高分子成形体を製造する場合、原料ロット間変動や溶融成形中の異常温度上昇などにより未延伸高分子成形体の分子量が小さくなっている場合や分子量にマッチした延伸条件が設定されていない場合などに、延伸後の高分子成形体の強度が不足することがある。
樹脂の分子量はオンラインで簡便に測定することが難しいので、製品強度チェックは延伸後の製品を抜き取り検査により破壊検査して行わざるを得ないが、これは手間がかかるとともに破壊検査による歩留まりロスも生ずる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−233257号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、未延伸樹脂棒などの高分子成形体を延伸して延伸高分子成形体を製造する方法に関して、製品強度等の製品特性をオンラインで非破壊で判定できる、延伸高分子成形体の製造方法及び装置を提供することである。
【課題を解決するための手段】
【0007】
本発明の要旨とするところは、未延伸樹脂棒などの高分子成形体の両端部をそれぞれ把持具で把持し、該把持具を互いに離れていく方向に相対移動させて延伸して延伸高分子成形体を得る製造方法であって、
複数のサンプル用の前記高分子成形体を、延伸に要する延伸力と相関する計測量を計測しつつ延伸し、計測された各計測量と得られた各延伸高分子成形体の品質とを対応させる対応ステップと、
生産用の前記高分子成形体を、延伸に要する延伸力と相関する計測量を計測しつつ延伸し、得られた延伸高分子成形体の品質を、該計測量を用いて前記対応ステップで得られた計測量と品質との対応結果に基づき、判定する判定ステップ
を含んでなる、延伸高分子成形体製造方法であることにある。
【0008】
前記高分子成形体は、未延伸の樹脂棒であり得る。
【0009】
前記高分子成形体製造方法においては、前記把持具がモータを動力として駆動されて相対移動され、前記計測量が該モータのトルクと相関する計測量であり得る。
【0010】
また、本発明の要旨とするところは、高分子成形体の両端部をそれぞれ把持する把持具と、
該把持具を互いに離れていく方向に相対移動させて該高分子成形体を延伸する駆動手段と、
該高分子成形体の延伸中に、該高分子成形体を延伸する延伸力と相関する計測量を計測する計測手段と
を備える
延伸高分子成形体製造装置であることにある。
【0011】
前記延伸高分子成形体製造装置においては、前記駆動手段がモータを駆動源とし得、前記計測量が該モータのトルクと相関する計測量であり得る。
【発明の効果】
【0012】
本発明によると、高分子成形体を延伸して延伸高分子成形体を製造する方法に関して、製品強度等の製品特性をオンラインで非破壊で判定できる、延伸高分子成形体の製造方法及び装置が提供される。
【図面の簡単な説明】
【0013】
【図1】本発明の延伸高分子成形体製造装置の態様の一例を示す説明図である。
【図2】延伸時のモータのトルクの変化を示すグラフである。
【図3】延伸時のモータのトルクの変化を示すグラフである。
【発明を実施するための形態】
【0014】
本発明者らは、未延伸樹脂棒のような高分子成形体を延伸するときの延伸力がこの未延伸高分子成形体の分子量に依存して変わることを見出し、本願発明に至った。一般に、延伸された高分子成形体の強度は構成樹脂の分子量に依存し、分子量が小さい高分子成形体は分子量の大きい高分子成形体より強度が小さいので、延伸中に延伸力を計測することにより、延伸後の高分子成形体の強度を推定することができることがわかった。
【0015】
この延伸力は、高分子成形体の両端部をそれぞれ把持具で把持し、該把持具を互いに離れていく方向に相対移動させて延伸するときの、把持具にかかる力をいう。
延伸力は歪ゲージなどを用いて、延伸時に把持具に生ずる応力を直接測定することにより計測することもできるが、把持具の互いの相対移動のための駆動動力、例えばトルク制御モータで把持具を駆動する場合のモータのトルクや消費電力(ワット)を延伸中に計測することにより測定できる。ある時点での延伸力をF、把持具の速度をvとすると把持具の負荷すなわちモータの負荷WはF×vに比例するからWを時間を追って計測することにより延伸の進行にともなう延伸力を計測できる。また、送りネジ機構を用いて把持具を移動させる場合は、ネジを駆動するモータのトルクについて、T=FL/2πη(T:モータのトルク、L:送りネジのリード、η:効率)であるから、Tを計測することにより延伸力を計測できる。モータのトルクはネジとそれを駆動するモータとの間に歪ゲージなどを内蔵するトルクセンサーを介在させて測定してもよい。
【0016】
本発明においては、延伸高分子成形体の強度を延伸時の延伸力から推定して、その延伸高分子成形体が基準以上の強度を有するかどうかを判定し高分子成形体を良品と基準を満たさない不良品とに選別するのが目的であるから、延伸力そのものの値でなくとも、延伸力と相関する計測量を計測し、その計測量に基づきその延伸高分子成形体が基準以上の強度を有するかどうかを判定してもよい。すなわち、上述のモータの負荷や消費電力を延伸力と相関(正相関あるいは負相関)する計測量として計測し、その計測量に基づき良品か不良品かを判定してもよい。モータの消費電力と実際の延伸力とは延伸装置における機械的な摩擦力などに起因する誤差のため厳密な等価関係が成立しないこともあるが、極めて強い正相関関係は成立しているので、消費電力を延伸力と相関する計測量として用いることは良品か不良品かの判定には充分有効である。
【0017】
本発明において用いられる延伸すべき高分子成形体としては、未延伸の高分子成形体や、半延伸状態の成形体、例えば、所定の張力下で溶融状態でダイから吐出された樹脂棒などが用いられる。あるいはトータルの延伸倍率より低い倍率でプレ延伸された高分子成形体などが用いられる。その他延伸可能な高分子成形体が用いられる。
【0018】
高分子成形体の形状は棒状、フィルム状、繊維状などとくに限定されないが、本発明の延伸高分子成形体製造方法は、通常の連続延伸が工業的に制約の多い直径約2mm以上の樹脂棒の延伸に特に好適に適用される。
【0019】
さらに、本発明はなかでも生体吸収性樹脂からの延伸丸棒の作成に好適に適用される。生体吸収性樹脂としては、ポリ乳酸のほかに、ポリグリコール酸、ポリ−ε−カプロラクトン、ポリジオキサノン等の脂肪族ポリエステル系の生体吸収性樹脂などが挙げられる。
【0020】
生体吸収性樹脂の未延伸丸棒からの延伸丸棒の作成については、下記条件が安定的に高品質の延伸丸棒を得るうえで好ましいが、本発明はこのような製造条件のもとで、延伸丸棒の定められた基準による品質を非破壊で判定することができる。
未延伸丸棒の径:6〜15mm
延伸の初期スパン:100〜400mm
延伸速度:100〜700mm/mm
延伸倍率:2〜8倍
【0021】
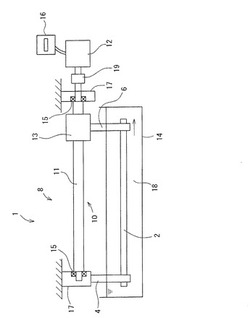
図1に本発明に用いられる延伸高分子成形体製造装置の態様の一例を示す。延伸高分子成形体製造装置1は、未延伸の樹脂棒などの延伸すべき高分子成形体2の両端部をそれぞれ把持する把持具4,6と把持具4,6を互いに離れていく方向に相対移動させて高分子成形体2を延伸する駆動手段8を備える。把持具6が移動機構用ユニット10のリニア運動機構により矢印方向に移動して高分子成形体2が延伸される。
【0022】
移動機構用ユニット10は、送りネジ機構を備え、ボールネジ11と、ボールネジ11に螺合しボールネジ11の回転によりボールネジ11の長手方向に不図示のリニアガイドで案内されて直線移動する移動ナット13を備え、把持具6が移動ナット13に固定されて移動ナット13とともに移動する。符号15はボールネジ11の両端を軸支する軸受部17のベアリングである。把持具4は軸受部17に固定されている。高分子成形体2は把持具4,6に把持された状態で加熱用液18を貯留した加熱槽14中に入れられており、高分子成形体2は把持具4,6に把持された状態で加熱用液18に浸漬されている。加熱用液18を所定の加熱温度に保つことにより、加熱状態での延伸が行われる。
【0023】
ボールネジ11はカップリング19を介してモータ12で駆動される。モータ12にはモータのトルクをモニターするトルクモニター16が接続されており、モータ12のトルクがトルクモニター16に電圧として表示される。
【0024】
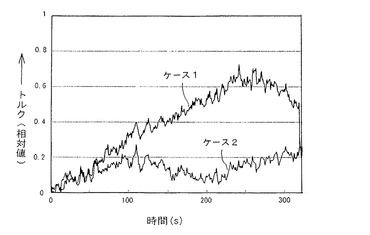
本発明の延伸高分子成形体の製造方法を、樹脂としてポリ乳酸を用いた場合について説明する。高分子成形体はポリ乳酸樹脂原料を溶融押出して得ることができる。図2に延伸高分子成形体製造装置1を用いて樹脂としてポリ乳酸を用いた未延伸高分子成形体を一定速度で延伸したときのモータ12のトルク(相対値)と、延伸開始時点からの経過時間の関係を示す。延伸開始時点からの経過時間は、延伸開始時を起点とする把持具6の変位に比例する。
【0025】
トルクは、トルクモニター16に表示された、トルクに比例する電圧から求めたサーボモータ(モータ12)のトルク(T)であり、前述のように、外部荷重(延伸力)FとのあいだにT=FL/2πηの関係がある。
【0026】
図2における延伸条件等の諸条件を下記する。
未延伸高分子成形体の径:6mm
延伸開始時点における把持具4と把持具6の距離:360mm
把持具6の移動速度:100mm/min
加熱用液18(グリセリン)の液温(延伸温度):62℃
未延伸高分子成形体の分子量(重量平均分子量):ケース1:17万、ケース2:12万
最終延伸倍率:2.5倍
【0027】
図2から、ケース1では延伸力に対応するトルクモニター16により計測されたトルク(相対値)が延伸が進むにつれて増加し、最終延伸倍率に近い時点でピークに達した後降下するという挙動を示すのに対して、ケース2では最終延伸倍率の半分に達しない時点でトルクの降下が始まり次いで再び上昇に転じるという現象が起こることがわかる。従って、例えば、延伸開始後200〜250秒の間のある時点における延伸力、あるいは延伸力と相関する、トルクモニター16の表示電圧のような計測量を計測することにより、未延伸高分子成形体の分子量の大小の判定が可能である。
【0028】
また、表2に、ケース1、2で得られた延伸高分子成形体の引っ張り強度、捩じり強度の値を示す。
【0029】
【表1】

【0030】
ケース2の延伸高分子成形体はケース1の延伸高分子成形体より強度が低く、図2に示す計測量に基づいて延伸高分子成形体の強度等の品質の良否を非破壊で判定することができる。
【0031】
すなわち、複数のサンプル用の延伸すべき高分子成形体を、延伸時の延伸力と相関する計測量を計測しつつ延伸し、計測された各計測量と得られた各延伸高分子成形体の強度等の定められた基準による品質とを対応させる対応ステップで得られた結果に基づき、生産ステージにおいて、生産用の延伸すべき高分子成形体を延伸時の延伸力と相関する計測量を計測しつつ延伸し、得られた延伸高分子成形体の定められた基準による品質を判定する判定ステップで、延伸高分子成形体の品質を非破壊で判定することができる。
【0032】
また、延伸力は延伸温度によっても影響され、延伸力を上述のようにしてモニターすることにより、適切な温度や速度のもとで延伸が行われているかどうかを判定することもできる。コントローラの予期せぬトラブルなどで適切な温度や速度で延伸が行われていない場合は延伸高分子成形体が基準以上の強度を満たさなかったり、分子配向が基準の範囲をはずれ不適切な高分子成形体となったりすることがある。あるいは長手方向や周方向に形状がばらついたりすることがある。従って、このような場合にも、延伸に要する延伸力と相関する計測量を計測しつつ延伸し、計測された各計測量と得られた各延伸高分子成形体の品質とを対応させて、適切な温度や速度のもとで延伸が行われたかどうかと、得られた延伸高分子成形体の定められた基準による品質を判定する判定ステップで延伸高分子成形体の品質を非破壊で判定することができる。
【0033】
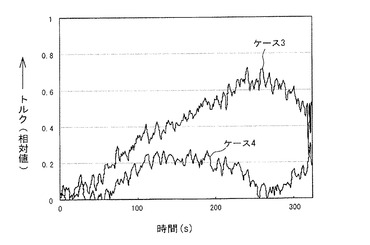
図3に延伸高分子成形体製造装置1を用いて、樹脂としてポリ乳酸を用いた未延伸高分子成形体を一定速度で異なる延伸温度で延伸したときの延伸力に対応するトルクモニター16により計測されたトルク(相対値)と、延伸開始時点からの経過時間の関係を示す。
【0034】
図3における延伸条件等の諸条件を下記する。
未延伸高分子成形体の径:6mm
延伸開始時点における把持具4と把持具6の距離:360mm
把持具6の移動速度:100mm/min
未延伸高分子成形体の分子量(重量平均分子量):17万
最終延伸倍率:2.5倍
加熱用液18(グリセリン)の液温(延伸温度):ケース3:62℃、ケース4:68℃
【0035】
ケース3は延伸温度が適切であって延伸が適切に行われた場合であり、得られた延伸高分子成形体の品質も正常であった。ケース4は延伸温度が高すぎて延伸が適切に行われず、得られた延伸高分子成形体の強度がケース3に比べ低かった。
【0036】
本発明に用いられる樹脂は熱可塑性樹脂であり、熱可塑性樹脂としては溶融押出成形可能なものであればとくに限定されず、生体吸収性樹脂のほかに、例えば、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂、ポリ塩化ビニル、アクリル樹脂、スチレン系樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアリレート、ポリフェニレンエーテル、変性ポリフェニレンエーテル樹脂、全芳香族ポリエステル、ポリアセタール、ポリカーボネート、ポリエーテルイミド、ポリエーテルサルフォン、ポリアミド系樹脂、ポリサルフォン、ポリエーテルエーテルケトン、ポリエーテルケトンなどが挙げられ、これらの樹脂は、用途等に応じて1種類単独でも2種類以上を混合して使用してもよい。また、これらの熱可塑性樹脂には、必要に応じて可塑剤、剥離剤、帯電防止剤、難燃剤、等の種々の添加剤や物性改良のための各種フィラー、ガラス繊維、カーボン繊維等、さらには、着色剤、染料等を混合して使用してもよい。
【産業上の利用可能性】
【0037】
本発明は延伸高分子成形体の生産に広く利用できる。
【符号の説明】
【0038】
延伸高分子成形体製造装置1
高分子成形体2
把持具4,6
駆動手段8
モータ12
移動機構用ユニット10
加熱用液18
加熱槽14
トルクモニター16
【技術分野】
【0001】
本発明は、手術用骨ピン等の加工用原料となる、未延伸樹脂棒などの高分子成形体を延伸して延伸高分子成形体を得る方法及び装置に関する。
【背景技術】
【0002】
未延伸樹脂棒などの高分子成形体の延伸は、高分子成形体が細い場合は合成繊維の製造におけるように2組の把持ローラを用いて把持ローラ間に引き取り速度差を与えて、無限長のものを連続的に延伸することが可能であるが、高分子成形体の径がおおよそ2mm以上のものについては、巻き取りや確実な連続的把持が困難であることなどから有限長の未延伸高分子成形体をバッチ式に延伸することが行われる(例えば、特許文献1参照)。また、延伸には加熱をともなうのが一般的であるが、延伸ゾーンにおけるワークの均一な加熱のうえでも、高分子成形体の径が太い場合はバッチ式に延伸するほうが有利であり、装置も簡易化できる。
【0003】
延伸は、一般に機械物性(引っ張り強度、捩じり強度など)の向上を目的に行われるが、原料特性や製造条件の予期せぬ変動などによりその物性が変化する場合がある。製品特性はオンラインで簡便に測定することが難しく、また、製品特性チェックは延伸後の製品を抜き取り検査により破壊検査して行わざるを得ないが、これは手間がかかるとともに破壊検査による歩留まりロスも生ずる。
【0004】
例えば、特許文献1等の方法で延伸高分子成形体を製造する場合、原料ロット間変動や溶融成形中の異常温度上昇などにより未延伸高分子成形体の分子量が小さくなっている場合や分子量にマッチした延伸条件が設定されていない場合などに、延伸後の高分子成形体の強度が不足することがある。
樹脂の分子量はオンラインで簡便に測定することが難しいので、製品強度チェックは延伸後の製品を抜き取り検査により破壊検査して行わざるを得ないが、これは手間がかかるとともに破壊検査による歩留まりロスも生ずる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−233257号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、未延伸樹脂棒などの高分子成形体を延伸して延伸高分子成形体を製造する方法に関して、製品強度等の製品特性をオンラインで非破壊で判定できる、延伸高分子成形体の製造方法及び装置を提供することである。
【課題を解決するための手段】
【0007】
本発明の要旨とするところは、未延伸樹脂棒などの高分子成形体の両端部をそれぞれ把持具で把持し、該把持具を互いに離れていく方向に相対移動させて延伸して延伸高分子成形体を得る製造方法であって、
複数のサンプル用の前記高分子成形体を、延伸に要する延伸力と相関する計測量を計測しつつ延伸し、計測された各計測量と得られた各延伸高分子成形体の品質とを対応させる対応ステップと、
生産用の前記高分子成形体を、延伸に要する延伸力と相関する計測量を計測しつつ延伸し、得られた延伸高分子成形体の品質を、該計測量を用いて前記対応ステップで得られた計測量と品質との対応結果に基づき、判定する判定ステップ
を含んでなる、延伸高分子成形体製造方法であることにある。
【0008】
前記高分子成形体は、未延伸の樹脂棒であり得る。
【0009】
前記高分子成形体製造方法においては、前記把持具がモータを動力として駆動されて相対移動され、前記計測量が該モータのトルクと相関する計測量であり得る。
【0010】
また、本発明の要旨とするところは、高分子成形体の両端部をそれぞれ把持する把持具と、
該把持具を互いに離れていく方向に相対移動させて該高分子成形体を延伸する駆動手段と、
該高分子成形体の延伸中に、該高分子成形体を延伸する延伸力と相関する計測量を計測する計測手段と
を備える
延伸高分子成形体製造装置であることにある。
【0011】
前記延伸高分子成形体製造装置においては、前記駆動手段がモータを駆動源とし得、前記計測量が該モータのトルクと相関する計測量であり得る。
【発明の効果】
【0012】
本発明によると、高分子成形体を延伸して延伸高分子成形体を製造する方法に関して、製品強度等の製品特性をオンラインで非破壊で判定できる、延伸高分子成形体の製造方法及び装置が提供される。
【図面の簡単な説明】
【0013】
【図1】本発明の延伸高分子成形体製造装置の態様の一例を示す説明図である。
【図2】延伸時のモータのトルクの変化を示すグラフである。
【図3】延伸時のモータのトルクの変化を示すグラフである。
【発明を実施するための形態】
【0014】
本発明者らは、未延伸樹脂棒のような高分子成形体を延伸するときの延伸力がこの未延伸高分子成形体の分子量に依存して変わることを見出し、本願発明に至った。一般に、延伸された高分子成形体の強度は構成樹脂の分子量に依存し、分子量が小さい高分子成形体は分子量の大きい高分子成形体より強度が小さいので、延伸中に延伸力を計測することにより、延伸後の高分子成形体の強度を推定することができることがわかった。
【0015】
この延伸力は、高分子成形体の両端部をそれぞれ把持具で把持し、該把持具を互いに離れていく方向に相対移動させて延伸するときの、把持具にかかる力をいう。
延伸力は歪ゲージなどを用いて、延伸時に把持具に生ずる応力を直接測定することにより計測することもできるが、把持具の互いの相対移動のための駆動動力、例えばトルク制御モータで把持具を駆動する場合のモータのトルクや消費電力(ワット)を延伸中に計測することにより測定できる。ある時点での延伸力をF、把持具の速度をvとすると把持具の負荷すなわちモータの負荷WはF×vに比例するからWを時間を追って計測することにより延伸の進行にともなう延伸力を計測できる。また、送りネジ機構を用いて把持具を移動させる場合は、ネジを駆動するモータのトルクについて、T=FL/2πη(T:モータのトルク、L:送りネジのリード、η:効率)であるから、Tを計測することにより延伸力を計測できる。モータのトルクはネジとそれを駆動するモータとの間に歪ゲージなどを内蔵するトルクセンサーを介在させて測定してもよい。
【0016】
本発明においては、延伸高分子成形体の強度を延伸時の延伸力から推定して、その延伸高分子成形体が基準以上の強度を有するかどうかを判定し高分子成形体を良品と基準を満たさない不良品とに選別するのが目的であるから、延伸力そのものの値でなくとも、延伸力と相関する計測量を計測し、その計測量に基づきその延伸高分子成形体が基準以上の強度を有するかどうかを判定してもよい。すなわち、上述のモータの負荷や消費電力を延伸力と相関(正相関あるいは負相関)する計測量として計測し、その計測量に基づき良品か不良品かを判定してもよい。モータの消費電力と実際の延伸力とは延伸装置における機械的な摩擦力などに起因する誤差のため厳密な等価関係が成立しないこともあるが、極めて強い正相関関係は成立しているので、消費電力を延伸力と相関する計測量として用いることは良品か不良品かの判定には充分有効である。
【0017】
本発明において用いられる延伸すべき高分子成形体としては、未延伸の高分子成形体や、半延伸状態の成形体、例えば、所定の張力下で溶融状態でダイから吐出された樹脂棒などが用いられる。あるいはトータルの延伸倍率より低い倍率でプレ延伸された高分子成形体などが用いられる。その他延伸可能な高分子成形体が用いられる。
【0018】
高分子成形体の形状は棒状、フィルム状、繊維状などとくに限定されないが、本発明の延伸高分子成形体製造方法は、通常の連続延伸が工業的に制約の多い直径約2mm以上の樹脂棒の延伸に特に好適に適用される。
【0019】
さらに、本発明はなかでも生体吸収性樹脂からの延伸丸棒の作成に好適に適用される。生体吸収性樹脂としては、ポリ乳酸のほかに、ポリグリコール酸、ポリ−ε−カプロラクトン、ポリジオキサノン等の脂肪族ポリエステル系の生体吸収性樹脂などが挙げられる。
【0020】
生体吸収性樹脂の未延伸丸棒からの延伸丸棒の作成については、下記条件が安定的に高品質の延伸丸棒を得るうえで好ましいが、本発明はこのような製造条件のもとで、延伸丸棒の定められた基準による品質を非破壊で判定することができる。
未延伸丸棒の径:6〜15mm
延伸の初期スパン:100〜400mm
延伸速度:100〜700mm/mm
延伸倍率:2〜8倍
【0021】
図1に本発明に用いられる延伸高分子成形体製造装置の態様の一例を示す。延伸高分子成形体製造装置1は、未延伸の樹脂棒などの延伸すべき高分子成形体2の両端部をそれぞれ把持する把持具4,6と把持具4,6を互いに離れていく方向に相対移動させて高分子成形体2を延伸する駆動手段8を備える。把持具6が移動機構用ユニット10のリニア運動機構により矢印方向に移動して高分子成形体2が延伸される。
【0022】
移動機構用ユニット10は、送りネジ機構を備え、ボールネジ11と、ボールネジ11に螺合しボールネジ11の回転によりボールネジ11の長手方向に不図示のリニアガイドで案内されて直線移動する移動ナット13を備え、把持具6が移動ナット13に固定されて移動ナット13とともに移動する。符号15はボールネジ11の両端を軸支する軸受部17のベアリングである。把持具4は軸受部17に固定されている。高分子成形体2は把持具4,6に把持された状態で加熱用液18を貯留した加熱槽14中に入れられており、高分子成形体2は把持具4,6に把持された状態で加熱用液18に浸漬されている。加熱用液18を所定の加熱温度に保つことにより、加熱状態での延伸が行われる。
【0023】
ボールネジ11はカップリング19を介してモータ12で駆動される。モータ12にはモータのトルクをモニターするトルクモニター16が接続されており、モータ12のトルクがトルクモニター16に電圧として表示される。
【0024】
本発明の延伸高分子成形体の製造方法を、樹脂としてポリ乳酸を用いた場合について説明する。高分子成形体はポリ乳酸樹脂原料を溶融押出して得ることができる。図2に延伸高分子成形体製造装置1を用いて樹脂としてポリ乳酸を用いた未延伸高分子成形体を一定速度で延伸したときのモータ12のトルク(相対値)と、延伸開始時点からの経過時間の関係を示す。延伸開始時点からの経過時間は、延伸開始時を起点とする把持具6の変位に比例する。
【0025】
トルクは、トルクモニター16に表示された、トルクに比例する電圧から求めたサーボモータ(モータ12)のトルク(T)であり、前述のように、外部荷重(延伸力)FとのあいだにT=FL/2πηの関係がある。
【0026】
図2における延伸条件等の諸条件を下記する。
未延伸高分子成形体の径:6mm
延伸開始時点における把持具4と把持具6の距離:360mm
把持具6の移動速度:100mm/min
加熱用液18(グリセリン)の液温(延伸温度):62℃
未延伸高分子成形体の分子量(重量平均分子量):ケース1:17万、ケース2:12万
最終延伸倍率:2.5倍
【0027】
図2から、ケース1では延伸力に対応するトルクモニター16により計測されたトルク(相対値)が延伸が進むにつれて増加し、最終延伸倍率に近い時点でピークに達した後降下するという挙動を示すのに対して、ケース2では最終延伸倍率の半分に達しない時点でトルクの降下が始まり次いで再び上昇に転じるという現象が起こることがわかる。従って、例えば、延伸開始後200〜250秒の間のある時点における延伸力、あるいは延伸力と相関する、トルクモニター16の表示電圧のような計測量を計測することにより、未延伸高分子成形体の分子量の大小の判定が可能である。
【0028】
また、表2に、ケース1、2で得られた延伸高分子成形体の引っ張り強度、捩じり強度の値を示す。
【0029】
【表1】
【0030】
ケース2の延伸高分子成形体はケース1の延伸高分子成形体より強度が低く、図2に示す計測量に基づいて延伸高分子成形体の強度等の品質の良否を非破壊で判定することができる。
【0031】
すなわち、複数のサンプル用の延伸すべき高分子成形体を、延伸時の延伸力と相関する計測量を計測しつつ延伸し、計測された各計測量と得られた各延伸高分子成形体の強度等の定められた基準による品質とを対応させる対応ステップで得られた結果に基づき、生産ステージにおいて、生産用の延伸すべき高分子成形体を延伸時の延伸力と相関する計測量を計測しつつ延伸し、得られた延伸高分子成形体の定められた基準による品質を判定する判定ステップで、延伸高分子成形体の品質を非破壊で判定することができる。
【0032】
また、延伸力は延伸温度によっても影響され、延伸力を上述のようにしてモニターすることにより、適切な温度や速度のもとで延伸が行われているかどうかを判定することもできる。コントローラの予期せぬトラブルなどで適切な温度や速度で延伸が行われていない場合は延伸高分子成形体が基準以上の強度を満たさなかったり、分子配向が基準の範囲をはずれ不適切な高分子成形体となったりすることがある。あるいは長手方向や周方向に形状がばらついたりすることがある。従って、このような場合にも、延伸に要する延伸力と相関する計測量を計測しつつ延伸し、計測された各計測量と得られた各延伸高分子成形体の品質とを対応させて、適切な温度や速度のもとで延伸が行われたかどうかと、得られた延伸高分子成形体の定められた基準による品質を判定する判定ステップで延伸高分子成形体の品質を非破壊で判定することができる。
【0033】
図3に延伸高分子成形体製造装置1を用いて、樹脂としてポリ乳酸を用いた未延伸高分子成形体を一定速度で異なる延伸温度で延伸したときの延伸力に対応するトルクモニター16により計測されたトルク(相対値)と、延伸開始時点からの経過時間の関係を示す。
【0034】
図3における延伸条件等の諸条件を下記する。
未延伸高分子成形体の径:6mm
延伸開始時点における把持具4と把持具6の距離:360mm
把持具6の移動速度:100mm/min
未延伸高分子成形体の分子量(重量平均分子量):17万
最終延伸倍率:2.5倍
加熱用液18(グリセリン)の液温(延伸温度):ケース3:62℃、ケース4:68℃
【0035】
ケース3は延伸温度が適切であって延伸が適切に行われた場合であり、得られた延伸高分子成形体の品質も正常であった。ケース4は延伸温度が高すぎて延伸が適切に行われず、得られた延伸高分子成形体の強度がケース3に比べ低かった。
【0036】
本発明に用いられる樹脂は熱可塑性樹脂であり、熱可塑性樹脂としては溶融押出成形可能なものであればとくに限定されず、生体吸収性樹脂のほかに、例えば、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂、ポリ塩化ビニル、アクリル樹脂、スチレン系樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアリレート、ポリフェニレンエーテル、変性ポリフェニレンエーテル樹脂、全芳香族ポリエステル、ポリアセタール、ポリカーボネート、ポリエーテルイミド、ポリエーテルサルフォン、ポリアミド系樹脂、ポリサルフォン、ポリエーテルエーテルケトン、ポリエーテルケトンなどが挙げられ、これらの樹脂は、用途等に応じて1種類単独でも2種類以上を混合して使用してもよい。また、これらの熱可塑性樹脂には、必要に応じて可塑剤、剥離剤、帯電防止剤、難燃剤、等の種々の添加剤や物性改良のための各種フィラー、ガラス繊維、カーボン繊維等、さらには、着色剤、染料等を混合して使用してもよい。
【産業上の利用可能性】
【0037】
本発明は延伸高分子成形体の生産に広く利用できる。
【符号の説明】
【0038】
延伸高分子成形体製造装置1
高分子成形体2
把持具4,6
駆動手段8
モータ12
移動機構用ユニット10
加熱用液18
加熱槽14
トルクモニター16
【特許請求の範囲】
【請求項1】
高分子成形体の両端部をそれぞれ把持具で把持し、該把持具を互いに離れていく方向に相対移動させて延伸して延伸高分子成形体を得る製造方法であって、
複数のサンプル用の前記高分子成形体を、延伸に要する延伸力と相関する計測量を計測しつつ延伸し、計測された各計測量と得られた各延伸高分子成形体の品質とを対応させる対応ステップと、
生産用の前記高分子成形体を、延伸に要する延伸力と相関する計測量を計測しつつ延伸し、得られた延伸高分子成形体の品質を、該計測量を用いて前記対応ステップで得られた計測量と品質との対応結果に基づき、判定する判定ステップ
を含んでなる、延伸高分子成形体製造方法。
【請求項2】
前記高分子成形体が未延伸の樹脂棒である請求項1に記載の延伸高分子成形体製造方法。
【請求項3】
前記把持具がモータを動力として駆動されて相対移動され、前記計測量が該モータのトルクと相関する計測量である請求項1または2に記載の延伸高分子成形体製造方法。
【請求項4】
高分子成形体の両端部をそれぞれ把持する把持具と、
該把持具を互いに離れていく方向に相対移動させて該高分子成形体を延伸する駆動手段と、
該高分子成形体の延伸中に、該高分子成形体を延伸する延伸力と相関する計測量を計測する計測手段と
を備える
延伸高分子成形体製造装置。
【請求項5】
前記駆動手段がモータを駆動源とし、前記計測量が該モータのトルクと相関する計測量である請求項4に記載の延伸高分子成形体製造装置。
【請求項1】
高分子成形体の両端部をそれぞれ把持具で把持し、該把持具を互いに離れていく方向に相対移動させて延伸して延伸高分子成形体を得る製造方法であって、
複数のサンプル用の前記高分子成形体を、延伸に要する延伸力と相関する計測量を計測しつつ延伸し、計測された各計測量と得られた各延伸高分子成形体の品質とを対応させる対応ステップと、
生産用の前記高分子成形体を、延伸に要する延伸力と相関する計測量を計測しつつ延伸し、得られた延伸高分子成形体の品質を、該計測量を用いて前記対応ステップで得られた計測量と品質との対応結果に基づき、判定する判定ステップ
を含んでなる、延伸高分子成形体製造方法。
【請求項2】
前記高分子成形体が未延伸の樹脂棒である請求項1に記載の延伸高分子成形体製造方法。
【請求項3】
前記把持具がモータを動力として駆動されて相対移動され、前記計測量が該モータのトルクと相関する計測量である請求項1または2に記載の延伸高分子成形体製造方法。
【請求項4】
高分子成形体の両端部をそれぞれ把持する把持具と、
該把持具を互いに離れていく方向に相対移動させて該高分子成形体を延伸する駆動手段と、
該高分子成形体の延伸中に、該高分子成形体を延伸する延伸力と相関する計測量を計測する計測手段と
を備える
延伸高分子成形体製造装置。
【請求項5】
前記駆動手段がモータを駆動源とし、前記計測量が該モータのトルクと相関する計測量である請求項4に記載の延伸高分子成形体製造装置。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−201042(P2011−201042A)
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願番号】特願2010−68134(P2010−68134)
【出願日】平成22年3月24日(2010.3.24)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願日】平成22年3月24日(2010.3.24)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
[ Back to top ]