
延性かつ耐食性の表面層を有する物体
本発明は、表面が耐食性であるとともに十分に延性でもあり、クラック又はその他の耐食性を弱らせ又は損なう脆弱部を生じることなく表面又は物体全体を機械的に加工できるようにする物体に関する。表面層は、タンタルなどの耐熱金属を少なくとも80%含有することが好ましく、コア要素と表面層との間に必要な延性及び接着能力を有する合金層が生成される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、表面が耐食性であるとともに十分に延性でもあり、クラック又はその他の耐食性を弱らせ又は損なう脆弱部を生じることなく表面又は物体全体を機械的に加工できるようにする物体に関する。表面層は、タンタルなどの耐熱金属を少なくとも80%含有することが好ましく、コア要素と表面層との間に必要な延性及び接着能力を有する合金層が生成される。
【背景技術】
【0002】
腐食性の強い環境に配置されることを意図された物体は、物体を保護するために耐食性の外面を有する必要がある。物体全体を耐食性材料で製造することにより、このような耐食性外面を提供することができる。しかしながら、このことは、このような物体の製造に関わるコストに起因して、或いは耐食性材料が、強度、磁性、可撓性、耐久性、密度、重量、熱又は電気伝導率、(加圧成形、プレス成形、溶接、鍛造、ネジ加工、ハンダ付け又は接着などに関する)加工性、弾力性、疲労特性、潤滑関連特性、硬度、粗度などの観点において物体が満たす又は有する必要があるその他の要件又は特性を満たさない可能性があるという理由で望ましくないことがある。従って、物体をタンタル(Ta)などの耐食性材料の層でコーティングすることにより耐食性外面を提供することが多い。
【0003】
このような表面層は、コーティングの下の物体を浸食性の高い環境に露出させるスポットを生じるピンホールの無い密閉されたものであることが重要であり、高融点金属、特にニオブ及びタンタルでメッキするための溶融バスについて記載した欧州特許第0578605号B1などのいくつかの文献に、このようなピンホールの無い層を施す方法が記載されている。
【0004】
このバスは、酸化物イオンと析出される金属のイオンとを含有するアルカリ金属フッ化物融液からなる。融液内の析出される金属と酸化物イオン又はその他のカチオンとの間のモル比は所定の比率内に保たれる必要がある。レドックス準位は、溶融バスが金属形態の特定の高融点金属と接しているときに到達する値に対応する値に保たれる必要がある。
【0005】
別の例として、金属表面を改質する方法に関する欧州特許第1501962号B1があり、この方法はCVDに適したチャンバ内における基板上の化学蒸着を含み、この化学蒸着は少なくとも、
金属表面に取り込まれる金属化合物を含む反応ガス流で基材を化学蒸着させるステップと、反応剤の流れを遮断することにより化学蒸着を中断するステップとを含む。
【0006】
米国特許第5,087,856号の文献には、実質的にタンタルからなる表面層で覆われたステンレス鋼のコアを有する物体が記載されており、この物体は、ステンレス鋼又は電解研磨タングステンで作られた細いワイヤ又はコアを有する充電器のための放電電極であり、細線上にコーティングが施される。コーティングを形成するために、タンタル、ニオブ、ジルコニウム、チタン又は周期表上の同族に属する類似の元素を含有するアモルファス合金が、スパッタリング、CVD(化学蒸着)又は同様の技術により堆積される。アモルファス合金内のタンタルの含有量は、10%〜70%となるように選択される。
【0007】
しかしながら、70%の含有量でも多くの腐食環境にとっては十分な耐食性でなく、少なくとも70%、より良好には80%を超える濃度が必要となることが多い。
【0008】
米国特許第4,736,486号の文献には、高濃度の酸による腐食への耐性が極めて高く、ステンレス鋼上にコーティングされたときに優れた接着特性を有する合金が記載されており、この合金は60〜90原子百分率のタンタル又はタングステンで形成され、残りは、304Lステンレス鋼などのステンレス鋼で見られる比率の鉄、クロム及びニッケルである。これらは、一部がタンタル又はタングステンで一部がステンレス鋼のスパッタリングターゲットを使用するスパッタ堆積により、コーティング対象の表面上に原位置で形成される。
【0009】
この文献などで公開されるように、このような高タンタルな表面コーティングを特にステンレス鋼に接着させることは、特にピンホールが無いことも要求される場合には周知の課題である。国際公開WO1998/046809号の文献には、溶融塩から得られる耐熱金属、主にタンタル及びニオブでの電気メッキに関するとともに、耐食性コーティング及びバリアコーティングの生成において、化学、冶金、薬学、医療産業、タービン製造、航空機及び宇宙機、及びその他の工学分野に適用できる解決法が提案されている。本発明の本質は、コーティング対象の物品を、耐熱金属及びアルカリ金属の両方からなるフッ化物、及びナトリウム、カリウム及び塩化セシウムからなる共晶融液を含有する溶融電解質に浸漬した場合、この物品が、電解質の作動温度である700〜770℃にまで暖められた結果、電解質を直流又は反転電流が流れ、電気メッキサイクルの一部であるアノードQa及びカソードQcにおける電気量が0≦Qa/Qc<0.9という比率に対応するように電流パラメータを調整することにある。物品の品質を向上させるためには、電解質の重量が物品の重量を5倍又はそれ以上超過することが望ましい。この技術的結果として、従来の材料で作られた工業用途のための物品上に、均一な厚みで高品質なタンタル又はニオブのコーティングの生成が得られる。結果として生じるコーティングの開放気孔率は0.001%以下であり、基材への接着力は8kg/mmほどに上る。
【0010】
コーティングされた物体によっては、コーティングを施した後に機械的加工を受けるものもあるが、これは、燃料電池、熱交換器、ラボオンチップなどのシステムにおいて、使用する面に流路としての溝を有する物体を加工することが望まれるからである。表面に溝を形成するというような物体を加工する処理では、この処理により、物体を加工する区域におけるコーティング材料の耐食性が弱まるというリスクがあり得る。この加工は、より大きなコーティングされた試作成型品から物体を取り出した結果でもあり得る。物体はまた、運用中に、又は単に運用環境のみに起因して機械的に衝撃、強打、打撃、粉砕、塑性又は弾性変形を受ける可能性があり、これは一般に工具、回転翼の羽根、ファン、送風機、ピストンなどによる場合がある。他の物体は、設置中の工具の影響により意図せず機械的に変形され得る。例えば、ナットは、レンチで締め付けられたときに僅かに変形することがある。さらに、部品が(設定時に正しく設置するために工具で打ち付けるなどの)過酷な取り扱いを受け、これがコーティング及び基材を変形させる可能性がある。いかなる場合においても、加工され、変形され、或いは単に影響を受けた区域は、腐食に対して弱い区域又は点を示すことになり、これらを組み合わせた物体が腐食環境に置かれたときに腐食するリスクがある。このことは極めて望ましくない。
【0011】
硬い耐摩耗面を与えるなどのような、腐食特性の他に何らかの機械的特性を生み出すためにこのような層を加えることが知られている。米国特許第4,341,834号などにこのことが記載されており、該特許は、TiC、TiN又はTiCNからなる内側コーティング層を有する又は有していない基材と、基材又は内側コーティング層の表面上でチタンのハロゲン化物と、水素と、一酸化炭素又は二酸化炭素或いはこれらの混合物とを800°〜1200℃の温度で反応させることにより、これらの上に形成されたオキシ炭化チタンからなる中間層と、中間層の外面上に形成されたアルミニウム酸化物からなる外側コーティング層とを含む切断ツール又は耐摩耗性機械部品を作成する方法を教示している。内側層、中間層、及び外側コーティング層の厚みは、それぞれ約0.5〜20ミクロン、0.5〜20ミクロン、及び0.5〜10ミクロンである。この発明によるコーティングされた超硬合金物品の基材は、(1)周期表の4a族、5a族、及び6a族の金属の炭化物、窒化物、及び炭窒化物のうちの少なくとも1つと(2)Fe、Ni、Co、W、Mo、及びCrのうちの少なくとも1つとを含む。上記のグループ(1)の代表的な金属は、Ti、Zr、Hf、V、Nb、Ta、Cr、Mo、及びWである。この特徴を有する超硬合金は公知であり、例えばP.Kiefferによる「Hartmetalle(ハードメタル)」、シュプリンガーフェアラーク(ウィーン−ニューヨーク)、1965年、に開示されている。この発明における使用に適したこれらの合金の例は、WC−TiC−TaC−Co合金、WC−Co合金、WC−TiC−Co合金、WC−TiC−TaC−NbC−Co合金、WC−TiC−Mo2C−Ni−Co合金、及びTiC−Mo−Ni合金である。例えば、出発原料の粉末を混合するステップと、混合物を予備成型品にプレス加工するステップと、予備成型品を焼結するステップとを含む処理などの公知の処理により、これらの超硬合金を製造することができる。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】欧州特許0578605号B1
【特許文献2】欧州特許1501962号B1
【特許文献3】米国特許第5,087,856号公報
【特許文献4】国際公開WO1998/046809号
【特許文献5】米国特許第4,341,834号公報
【非特許文献】
【0013】
【非特許文献1】P.Kiefferによる「Hartmetalle(ハードメタル)」、シュプリンガーフェアラーク(ウィーン−ニューヨーク)、1965年
【発明の概要】
【発明が解決しようとする課題】
【0014】
米国特許第4,341,834号などに記載される切断ツールのための硬性コーティングなどとは異なる、耐食性かつ延性コーティングを有する物体を作成することが本発明の目的である。
【課題を解決するための手段】
【0015】
この物体は、塑性又は弾性変形を暗示できる処理を受ける場合であっても耐食性でなければならない。本発明のさらなる目的は、物体の表面が何らかの機械的加工を受け、或いは機械的に衝撃、強打、打撃、粉砕、塑性又は弾性変形を受けた場合に耐食性を有する物体を作成することである。例えば物体は、場合によっては表面を粗面化するために、表面構造を形成する圧延又は刻印処理を受けて表面積を増加させることにより、スプレイコーティングしたセラミック層などの次のコーティング層の接着性を高めることができる。
− この目的は、延性表面を有する耐食性物体を作成することにより達成され、この物体は、
− 第1の基材から作成され、外面を有するコア要素と、
− コア要素の外面の少なくとも一部を覆う少なくとも70%の濃度の耐食性材料を含むコーティング層と、
を含み、コア要素とコーティング層との間に合金域が存在し、該合金域は、前記耐食性材料の濃度がコーティング層内の濃度の90%である部分から前記耐食性材料の濃度がコーティング層内の濃度の10%である部分までの0.1マイクロメートル〜10マイクロメートルの厚みを有する。
【0016】
本発明はさらに、耐食性の高い実質的にピンホールの無い表面コーティング層を含む鉄含有コア要素を有する物体に関し、前記表面層は、タンタル、又は反応金属又は耐熱金属又はタンタルと同族の金属のような、鋼よりも耐食性が大幅に高い金属であることが好ましく、このような金属には、W、Nb、Mo、Ti、Hf、Zrが含まれる。コア要素自体は、タンタル又は別様に表面コーティングを構成する(単複の)金属を実質的に含まない。コア要素は、Niを50重量%以下の濃度で含有することがさらに好ましい。
【0017】
特に本発明の目的は、鉄含有コア要素を鋼とし、好ましくはステンレス鋼又は炭素鋼とすることである。
【0018】
表面の良好な耐食性を保証するために、金属化成分は、タンタルを80%以上含有する組成(酸素、窒素、炭素などの非金属の含有量は全て無視されることを意味する金属純度)を有する必要がある。タンタルを80%以上含有していれば、表面の能力は純タンタルの能力と実質的に同じになる。
【0019】
本発明の目的は、さらに表面コーティングが延性であり良好な接着性を有する物体を作成することである。鉄含有コア要素に付着する能力は、コア要素とタンタル表面との間の境界面の構造に大きく影響されることが経験的に分かっている。
【0020】
これは本発明の主な特徴により達成され、コア要素と耐食性表面層との間に合金域を有する物体が提供される。例えば、コア要素が(AIS316Lのような)オーステナイト系ステンレス鋼である場合、特にNi、Cr及びFeといった合金元素の濃度の分布が接着性にとって重要となる。
【0021】
境界面は、コア要素から表面層にかけて増加する濃度のタンタルを含有する。タンタル表面と境界面又は合金域との間の移行部は、タンタル濃度が表面濃度の90%となる深さにより定められる。合金域からコア要素までの移行部は、タンタル濃度が表面濃度の10%となる深さにより定められる。一般に、合金域は、物体内に0.1マイクロメートル〜10マイクロメートル、より好ましくは0.3〜2.0マイクロメートル入り込んだところに存在する。
【0022】
適当な組成の合金域を保証するためには、CVD処理を用いるときの処理温度が重要な因子となる。500℃未満の温度では、物体内の合金物質の拡散速度が一般に低すぎて有意でない。ステンレス鋼のコア上で1200℃以上の温度を使用した場合、ニッケルの拡散速度が高すぎて合金物質の適当な構造を達成できないことが経験的に分かっている。境界面では、ニッケルを多く含有する合金層が形成される。ニッケル含有量の高いこのような合金は、脆すぎて良好な付着性又は接着性が得られないことが判明している。大まかに言えば、良好な接着性を保証するためには、20%を超えるニッケルを含有するタンタル含有相は存在することができず、合金内のニッケル含有量は鉄の含有量未満でなければならない。合金域内の或る場所におけるニッケル含有量が鉄の含有量の10倍よりも高い場合、タンタル/ニッケル合金が形成されることにより接着性が悪くなるリスクがある。同様に、ニッケル含有量はあらゆる場所においてタンタル含有量を超えてはいけない。(炭素鋼などの)ニッケル含有量が1%よりも低い鉄ベースの基材では、1200℃の温度まで良好な結果が得られる。
【0023】
従って、Ni、Fe及びTaといった合金元素を含むが、Niの重量濃度があらゆる場所において20%以下であり、より好ましくは15%未満であり、さらに好ましくは10%未満である合金域をコア要素とコーティングとの間に作成することが本発明のさらなる目的である。
【0024】
このような物体を作成する方法を紹介することが本発明のさらなる目的であり、この方法は、
・第1の基材から作成され、外面を有するコア要素(2)を提供するステップと、
・700〜1200℃の温度のCVD処理により、コア要素の少なくとも一部に耐食性材料のコーティング層(4)を加えるステップと、
・コア要素(2)とコーティング層(4)との間に、上記耐食性材料の濃度がコーティング層内の濃度の90%である場所から上記耐食性材料の濃度がコーティング層内の濃度の10%である場所までの厚みが少なくとも0.1マイクロメートルである合金域(3)の形成を保証する割合で上記コーティング層を加えるステップと、
を含む。
【0025】
さらに、本発明の目的は、塑性又は弾性変形、機械的変形、圧延、刻印、延伸などの機械処理を受けるのに十分に延性な表面を有するこのような耐食性物体を作成することである。
【0026】
さらに、本発明の目的は、耐食性表面を有する物体を作成する方法を提供することであり、この物体の表面は、打撃又は衝撃による圧延、刻印などの機械的加工を受ける。この目的は、
− 第1の基材から作成され、外面を有するコア要素(2)を提供するステップと、
− 700〜1200℃の温度のCVD処理により、コア要素の少なくとも一部に耐食性材料のコーティング層(4)を加えるステップと、
− コア要素(2)とコーティング層(4)との間に、上記耐食性材料の濃度がコーティング層内の濃度の90%である場所から上記耐食性材料の濃度がコーティング層内の濃度の10%である場所までの厚みが少なくとも0.1マイクロメートルである合金域(3)の形成を保証する割合で上記コーティング層を加えるステップと、
− 物体の表面を機械的に加工するステップにして、コア要素の表面、合金域及びコーティング層が加工によって影響を受ける、ステップと、
を含む方法を提供することにより達成される。
【0027】
さらに、本発明の目的は、耐食性表面を含む物体を提供することであり、この物体の表面は、打撃又は衝撃による圧延、刻印などの機械的加工を受ける。
この目的は、
・第1の基材から製造されて外面を有するコア要素と、
・コア要素の外面の少なくとも一部を覆う少なくとも70%の濃度の耐食性材料を含むコーティング層と、
コア要素とコーティング層との間に合金域が存在し、該合金域が、前記耐食性材料の濃度がコーティング層内の濃度の90%である部分から前記耐食性材料の濃度がコーティング層内の濃度の10%である部分まで0.1マイクロメートル〜10マイクロメートルの厚みを有し、物体の表面が機械的に加工されることにより、コア要素の表面、合金域及びコーティング層が当該加工により影響を受けて成る物体
により達成される。
【図面の簡単な説明】
【0028】
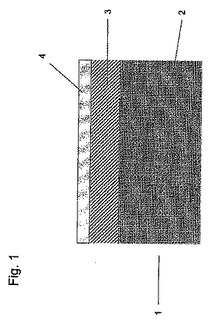
【図1】コア要素とコーティングとの間に合金域が存在する本発明の概略図である。
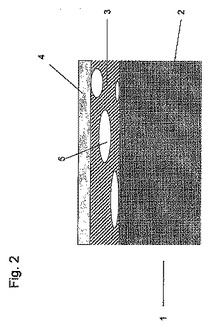
【図2】合金域内の空隙の概略図である。
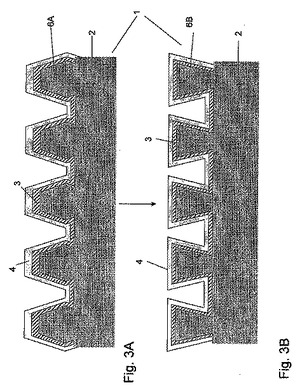
【図3A】本発明の物体の表面加工の第1の実施形態の概略図である。
【図3B】本発明の物体の表面加工の第1の実施形態の概略図である。
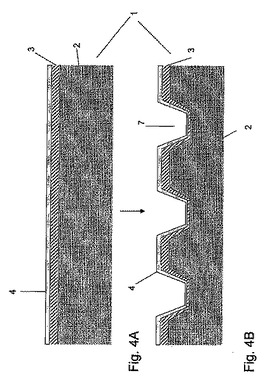
【図4A】本発明の物体の表面加工の第2の実施形態の概略図である。
【図4B】本発明の物体の表面加工の第2の実施形態の概略図である。
【発明を実施するための形態】
【0029】
図1は本発明の物体(1)の概略図であり、この物体は、表面を有するコア要素(2)と、コア要素(2)の少なくとも一部を覆う耐食コーティング(4)とを含み、この耐食コーティングは少なくとも80重量%のタンタルで構成され、或いはW、Nb、Mo、Ti、Hfなどのタンタルと同じ金属グループの金属で構成されることが好ましい。コア要素(2)とコーティング(4)との間には、境界面、すなわち合金部分(3)が存在してコーティング(4)の良好な接着性が保証される。
【0030】
拡散が温度により制御され、さもなければ好ましくない拡散パラメータがコーティングと基材との境界面にカーケンダル空隙を生じさせる可能性があり、このことは、合金元素のコア要素(2)からの拡散流が合金元素のコーティング(4)からの拡散流と異なる場合、物質の正味フローが存在するようになることを意味する。物質の正味フローが存在するようになると、結晶構造内の欠損原子であり細孔又は多孔を形成する同等の逆の空孔の正味フローが存在するようになる。
【0031】
図2は、特に、コア要素(2)が鋼、又は単にNi含有要素であるときに、合金層(3)内に空ポケット又は空所である多孔(5)が存在する場合のこの一般的な問題点を示している。これらの多孔(5)は、コーティング(4)をコア要素(2)に接着する際に脆弱部を与えるが、これらの多孔は弱点部分であるので、コーティングされた物体(1)が、場合によっては物体の成形/製造の一部として、又は物体の使用の一部として機械的変形を受けているときに、コーティング層内のこれらの脆弱部にクラックが現れることにより多孔にピンホールを生成し得る。
【0032】
機械的変形に耐えるのに十分な延性のある耐食性コーティング層(4)を有するこのような物体(1)は、特にNi、Fe及びTaといった合金元素を含むが、Niの重量濃度があらゆる場所において20%以下である、より好ましくは15%未満であり、さらに好ましくは10%未満である合金域(3)をコア要素(2)とコーティング(4)との間に形成することにより保証される。
【0033】
この境界面又は合金域(3)は、コア要素から表面層にかけて増加する濃度のタンタルを含有する。タンタル表面すなわちコーティング(4)と、境界面すなわち合金域(3)との間の移行部は、タンタル濃度が表面濃度の90%となる深さにより定められる。合金域(3)からコア要素(2)への移行部は、タンタル濃度が表面濃度の10%となる深さにより定められる。一般に、合金域(3)は、物体内に0.1マイクロメートル〜10マイクロメートル、より好ましくは0.3〜2.0マイクロメートル入り込んだところに存在する。
【0034】
処理温度が700℃〜1200℃の範囲にある場合には、温度が合金域における元素の拡散の制御に使用される主なパラメータとなるので、スパッタリングなどの「コールドプロセス」は所望の合金域(3)の形成には適していないと思われる。従って、コア要素の外面の少なくとも一部に耐食性材料を加えるには、700〜1200℃の温度のCVD処理が好ましい。
【0035】
コア要素(2)とコーティング層(4)との間に、上記耐食性材料の濃度がコーティング層内の濃度の90%である場所から上記耐食性材料の濃度がコーティング層内の濃度の10%である場所までの厚みが少なくとも0.1マイクロメートルである合金域(3)の形成を保証する割合でコーティング層が加えられる。
【0036】
通常、処理時間は1〜20時間の範囲であり、或いは5〜10時間であることがより好ましい。
【0037】
処理温度を与える1つの決定的な因子はコア要素(2)内のNiの濃度であり、Niが多いほどより低い温度が必要とされ、Niが少ないほどより高い温度が許容される。
【0038】
<<実施例1>>
例えば、コア要素(1)がオーステナイトステンレス鋼(AISI304又は316)で構成され、コーティングを950℃で堆積した場合、非多孔質の良好に接着したコーティングが得られることが判明し、この場合、タンタルとステンレス鋼エレメントとの相互拡散部である合金域は、顕微鏡写真の目視観測により約1.5μmであった。
【0039】
<<実施例2>>
最大0.5%のCを含む炭素鋼基材を625〜900℃でコーティングすることにより、ステンレス鋼上のコーティングと同様のコーティングが得られるが、この場合良好な接着性がより容易に得られる。875℃で195分間堆積したコーティングでは、顕微鏡写真で視覚的に観察される1〜1.5μmの拡散域又は合金域を示した。
【0040】
図3及び図4は、本発明の物体(1)のさらなる態様の説明図であり、物体(1)は、コア要素(2)にコーティング(4)を加えた後で機械処理を受けている。
【0041】
図3Aは、表面に或る種の突出部(6A)を有するコア要素(2)を示しており、この場合コア要素(2)の表面の少なくとも一部の上に耐食表面コーティング(4)が堆積し、コア要素(2)とコーティング(4)との間に合金域(3)が形成される。図3Bは、これらの突出部(6A)を、さらには特定しない何らかの機械処理によって形成し直したものを示している。
【0042】
実施例は、タンタル/耐熱層を堆積した後に物体(1)の表面内に構造を形成したものである。これは、燃料電池のための表面に流路を形成するためのものなどであってもよい。従って、物体が高密度かつ延性の表面を有することが重要であり、このことは、少なくとも表面層(4)及び合金層(3)が延性であることを意味する。図4Aはこのような実施形態を示しており、実質的に平坦な表面で形成された物体(1)が見られる。図4Bで見られるように、何らかの公知の手段により、物体(1)の表面には溝(7)、又はその他の表面構造が形成されている。
【0043】
図3及び図4に示す物体では全て、表面層(4)及び合金域(3)が、クラッキングを生じずに、又は別様に耐食性を失わずに、機械処理から力を吸収し又はこれに耐えるのに十分に延性であることが重要である。
【符号の説明】
【0044】
1 物体; 2 コア要素; 3 合金域; 4 コーティング;
6A、6B 突出部。
【技術分野】
【0001】
本発明は、表面が耐食性であるとともに十分に延性でもあり、クラック又はその他の耐食性を弱らせ又は損なう脆弱部を生じることなく表面又は物体全体を機械的に加工できるようにする物体に関する。表面層は、タンタルなどの耐熱金属を少なくとも80%含有することが好ましく、コア要素と表面層との間に必要な延性及び接着能力を有する合金層が生成される。
【背景技術】
【0002】
腐食性の強い環境に配置されることを意図された物体は、物体を保護するために耐食性の外面を有する必要がある。物体全体を耐食性材料で製造することにより、このような耐食性外面を提供することができる。しかしながら、このことは、このような物体の製造に関わるコストに起因して、或いは耐食性材料が、強度、磁性、可撓性、耐久性、密度、重量、熱又は電気伝導率、(加圧成形、プレス成形、溶接、鍛造、ネジ加工、ハンダ付け又は接着などに関する)加工性、弾力性、疲労特性、潤滑関連特性、硬度、粗度などの観点において物体が満たす又は有する必要があるその他の要件又は特性を満たさない可能性があるという理由で望ましくないことがある。従って、物体をタンタル(Ta)などの耐食性材料の層でコーティングすることにより耐食性外面を提供することが多い。
【0003】
このような表面層は、コーティングの下の物体を浸食性の高い環境に露出させるスポットを生じるピンホールの無い密閉されたものであることが重要であり、高融点金属、特にニオブ及びタンタルでメッキするための溶融バスについて記載した欧州特許第0578605号B1などのいくつかの文献に、このようなピンホールの無い層を施す方法が記載されている。
【0004】
このバスは、酸化物イオンと析出される金属のイオンとを含有するアルカリ金属フッ化物融液からなる。融液内の析出される金属と酸化物イオン又はその他のカチオンとの間のモル比は所定の比率内に保たれる必要がある。レドックス準位は、溶融バスが金属形態の特定の高融点金属と接しているときに到達する値に対応する値に保たれる必要がある。
【0005】
別の例として、金属表面を改質する方法に関する欧州特許第1501962号B1があり、この方法はCVDに適したチャンバ内における基板上の化学蒸着を含み、この化学蒸着は少なくとも、
金属表面に取り込まれる金属化合物を含む反応ガス流で基材を化学蒸着させるステップと、反応剤の流れを遮断することにより化学蒸着を中断するステップとを含む。
【0006】
米国特許第5,087,856号の文献には、実質的にタンタルからなる表面層で覆われたステンレス鋼のコアを有する物体が記載されており、この物体は、ステンレス鋼又は電解研磨タングステンで作られた細いワイヤ又はコアを有する充電器のための放電電極であり、細線上にコーティングが施される。コーティングを形成するために、タンタル、ニオブ、ジルコニウム、チタン又は周期表上の同族に属する類似の元素を含有するアモルファス合金が、スパッタリング、CVD(化学蒸着)又は同様の技術により堆積される。アモルファス合金内のタンタルの含有量は、10%〜70%となるように選択される。
【0007】
しかしながら、70%の含有量でも多くの腐食環境にとっては十分な耐食性でなく、少なくとも70%、より良好には80%を超える濃度が必要となることが多い。
【0008】
米国特許第4,736,486号の文献には、高濃度の酸による腐食への耐性が極めて高く、ステンレス鋼上にコーティングされたときに優れた接着特性を有する合金が記載されており、この合金は60〜90原子百分率のタンタル又はタングステンで形成され、残りは、304Lステンレス鋼などのステンレス鋼で見られる比率の鉄、クロム及びニッケルである。これらは、一部がタンタル又はタングステンで一部がステンレス鋼のスパッタリングターゲットを使用するスパッタ堆積により、コーティング対象の表面上に原位置で形成される。
【0009】
この文献などで公開されるように、このような高タンタルな表面コーティングを特にステンレス鋼に接着させることは、特にピンホールが無いことも要求される場合には周知の課題である。国際公開WO1998/046809号の文献には、溶融塩から得られる耐熱金属、主にタンタル及びニオブでの電気メッキに関するとともに、耐食性コーティング及びバリアコーティングの生成において、化学、冶金、薬学、医療産業、タービン製造、航空機及び宇宙機、及びその他の工学分野に適用できる解決法が提案されている。本発明の本質は、コーティング対象の物品を、耐熱金属及びアルカリ金属の両方からなるフッ化物、及びナトリウム、カリウム及び塩化セシウムからなる共晶融液を含有する溶融電解質に浸漬した場合、この物品が、電解質の作動温度である700〜770℃にまで暖められた結果、電解質を直流又は反転電流が流れ、電気メッキサイクルの一部であるアノードQa及びカソードQcにおける電気量が0≦Qa/Qc<0.9という比率に対応するように電流パラメータを調整することにある。物品の品質を向上させるためには、電解質の重量が物品の重量を5倍又はそれ以上超過することが望ましい。この技術的結果として、従来の材料で作られた工業用途のための物品上に、均一な厚みで高品質なタンタル又はニオブのコーティングの生成が得られる。結果として生じるコーティングの開放気孔率は0.001%以下であり、基材への接着力は8kg/mmほどに上る。
【0010】
コーティングされた物体によっては、コーティングを施した後に機械的加工を受けるものもあるが、これは、燃料電池、熱交換器、ラボオンチップなどのシステムにおいて、使用する面に流路としての溝を有する物体を加工することが望まれるからである。表面に溝を形成するというような物体を加工する処理では、この処理により、物体を加工する区域におけるコーティング材料の耐食性が弱まるというリスクがあり得る。この加工は、より大きなコーティングされた試作成型品から物体を取り出した結果でもあり得る。物体はまた、運用中に、又は単に運用環境のみに起因して機械的に衝撃、強打、打撃、粉砕、塑性又は弾性変形を受ける可能性があり、これは一般に工具、回転翼の羽根、ファン、送風機、ピストンなどによる場合がある。他の物体は、設置中の工具の影響により意図せず機械的に変形され得る。例えば、ナットは、レンチで締め付けられたときに僅かに変形することがある。さらに、部品が(設定時に正しく設置するために工具で打ち付けるなどの)過酷な取り扱いを受け、これがコーティング及び基材を変形させる可能性がある。いかなる場合においても、加工され、変形され、或いは単に影響を受けた区域は、腐食に対して弱い区域又は点を示すことになり、これらを組み合わせた物体が腐食環境に置かれたときに腐食するリスクがある。このことは極めて望ましくない。
【0011】
硬い耐摩耗面を与えるなどのような、腐食特性の他に何らかの機械的特性を生み出すためにこのような層を加えることが知られている。米国特許第4,341,834号などにこのことが記載されており、該特許は、TiC、TiN又はTiCNからなる内側コーティング層を有する又は有していない基材と、基材又は内側コーティング層の表面上でチタンのハロゲン化物と、水素と、一酸化炭素又は二酸化炭素或いはこれらの混合物とを800°〜1200℃の温度で反応させることにより、これらの上に形成されたオキシ炭化チタンからなる中間層と、中間層の外面上に形成されたアルミニウム酸化物からなる外側コーティング層とを含む切断ツール又は耐摩耗性機械部品を作成する方法を教示している。内側層、中間層、及び外側コーティング層の厚みは、それぞれ約0.5〜20ミクロン、0.5〜20ミクロン、及び0.5〜10ミクロンである。この発明によるコーティングされた超硬合金物品の基材は、(1)周期表の4a族、5a族、及び6a族の金属の炭化物、窒化物、及び炭窒化物のうちの少なくとも1つと(2)Fe、Ni、Co、W、Mo、及びCrのうちの少なくとも1つとを含む。上記のグループ(1)の代表的な金属は、Ti、Zr、Hf、V、Nb、Ta、Cr、Mo、及びWである。この特徴を有する超硬合金は公知であり、例えばP.Kiefferによる「Hartmetalle(ハードメタル)」、シュプリンガーフェアラーク(ウィーン−ニューヨーク)、1965年、に開示されている。この発明における使用に適したこれらの合金の例は、WC−TiC−TaC−Co合金、WC−Co合金、WC−TiC−Co合金、WC−TiC−TaC−NbC−Co合金、WC−TiC−Mo2C−Ni−Co合金、及びTiC−Mo−Ni合金である。例えば、出発原料の粉末を混合するステップと、混合物を予備成型品にプレス加工するステップと、予備成型品を焼結するステップとを含む処理などの公知の処理により、これらの超硬合金を製造することができる。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】欧州特許0578605号B1
【特許文献2】欧州特許1501962号B1
【特許文献3】米国特許第5,087,856号公報
【特許文献4】国際公開WO1998/046809号
【特許文献5】米国特許第4,341,834号公報
【非特許文献】
【0013】
【非特許文献1】P.Kiefferによる「Hartmetalle(ハードメタル)」、シュプリンガーフェアラーク(ウィーン−ニューヨーク)、1965年
【発明の概要】
【発明が解決しようとする課題】
【0014】
米国特許第4,341,834号などに記載される切断ツールのための硬性コーティングなどとは異なる、耐食性かつ延性コーティングを有する物体を作成することが本発明の目的である。
【課題を解決するための手段】
【0015】
この物体は、塑性又は弾性変形を暗示できる処理を受ける場合であっても耐食性でなければならない。本発明のさらなる目的は、物体の表面が何らかの機械的加工を受け、或いは機械的に衝撃、強打、打撃、粉砕、塑性又は弾性変形を受けた場合に耐食性を有する物体を作成することである。例えば物体は、場合によっては表面を粗面化するために、表面構造を形成する圧延又は刻印処理を受けて表面積を増加させることにより、スプレイコーティングしたセラミック層などの次のコーティング層の接着性を高めることができる。
− この目的は、延性表面を有する耐食性物体を作成することにより達成され、この物体は、
− 第1の基材から作成され、外面を有するコア要素と、
− コア要素の外面の少なくとも一部を覆う少なくとも70%の濃度の耐食性材料を含むコーティング層と、
を含み、コア要素とコーティング層との間に合金域が存在し、該合金域は、前記耐食性材料の濃度がコーティング層内の濃度の90%である部分から前記耐食性材料の濃度がコーティング層内の濃度の10%である部分までの0.1マイクロメートル〜10マイクロメートルの厚みを有する。
【0016】
本発明はさらに、耐食性の高い実質的にピンホールの無い表面コーティング層を含む鉄含有コア要素を有する物体に関し、前記表面層は、タンタル、又は反応金属又は耐熱金属又はタンタルと同族の金属のような、鋼よりも耐食性が大幅に高い金属であることが好ましく、このような金属には、W、Nb、Mo、Ti、Hf、Zrが含まれる。コア要素自体は、タンタル又は別様に表面コーティングを構成する(単複の)金属を実質的に含まない。コア要素は、Niを50重量%以下の濃度で含有することがさらに好ましい。
【0017】
特に本発明の目的は、鉄含有コア要素を鋼とし、好ましくはステンレス鋼又は炭素鋼とすることである。
【0018】
表面の良好な耐食性を保証するために、金属化成分は、タンタルを80%以上含有する組成(酸素、窒素、炭素などの非金属の含有量は全て無視されることを意味する金属純度)を有する必要がある。タンタルを80%以上含有していれば、表面の能力は純タンタルの能力と実質的に同じになる。
【0019】
本発明の目的は、さらに表面コーティングが延性であり良好な接着性を有する物体を作成することである。鉄含有コア要素に付着する能力は、コア要素とタンタル表面との間の境界面の構造に大きく影響されることが経験的に分かっている。
【0020】
これは本発明の主な特徴により達成され、コア要素と耐食性表面層との間に合金域を有する物体が提供される。例えば、コア要素が(AIS316Lのような)オーステナイト系ステンレス鋼である場合、特にNi、Cr及びFeといった合金元素の濃度の分布が接着性にとって重要となる。
【0021】
境界面は、コア要素から表面層にかけて増加する濃度のタンタルを含有する。タンタル表面と境界面又は合金域との間の移行部は、タンタル濃度が表面濃度の90%となる深さにより定められる。合金域からコア要素までの移行部は、タンタル濃度が表面濃度の10%となる深さにより定められる。一般に、合金域は、物体内に0.1マイクロメートル〜10マイクロメートル、より好ましくは0.3〜2.0マイクロメートル入り込んだところに存在する。
【0022】
適当な組成の合金域を保証するためには、CVD処理を用いるときの処理温度が重要な因子となる。500℃未満の温度では、物体内の合金物質の拡散速度が一般に低すぎて有意でない。ステンレス鋼のコア上で1200℃以上の温度を使用した場合、ニッケルの拡散速度が高すぎて合金物質の適当な構造を達成できないことが経験的に分かっている。境界面では、ニッケルを多く含有する合金層が形成される。ニッケル含有量の高いこのような合金は、脆すぎて良好な付着性又は接着性が得られないことが判明している。大まかに言えば、良好な接着性を保証するためには、20%を超えるニッケルを含有するタンタル含有相は存在することができず、合金内のニッケル含有量は鉄の含有量未満でなければならない。合金域内の或る場所におけるニッケル含有量が鉄の含有量の10倍よりも高い場合、タンタル/ニッケル合金が形成されることにより接着性が悪くなるリスクがある。同様に、ニッケル含有量はあらゆる場所においてタンタル含有量を超えてはいけない。(炭素鋼などの)ニッケル含有量が1%よりも低い鉄ベースの基材では、1200℃の温度まで良好な結果が得られる。
【0023】
従って、Ni、Fe及びTaといった合金元素を含むが、Niの重量濃度があらゆる場所において20%以下であり、より好ましくは15%未満であり、さらに好ましくは10%未満である合金域をコア要素とコーティングとの間に作成することが本発明のさらなる目的である。
【0024】
このような物体を作成する方法を紹介することが本発明のさらなる目的であり、この方法は、
・第1の基材から作成され、外面を有するコア要素(2)を提供するステップと、
・700〜1200℃の温度のCVD処理により、コア要素の少なくとも一部に耐食性材料のコーティング層(4)を加えるステップと、
・コア要素(2)とコーティング層(4)との間に、上記耐食性材料の濃度がコーティング層内の濃度の90%である場所から上記耐食性材料の濃度がコーティング層内の濃度の10%である場所までの厚みが少なくとも0.1マイクロメートルである合金域(3)の形成を保証する割合で上記コーティング層を加えるステップと、
を含む。
【0025】
さらに、本発明の目的は、塑性又は弾性変形、機械的変形、圧延、刻印、延伸などの機械処理を受けるのに十分に延性な表面を有するこのような耐食性物体を作成することである。
【0026】
さらに、本発明の目的は、耐食性表面を有する物体を作成する方法を提供することであり、この物体の表面は、打撃又は衝撃による圧延、刻印などの機械的加工を受ける。この目的は、
− 第1の基材から作成され、外面を有するコア要素(2)を提供するステップと、
− 700〜1200℃の温度のCVD処理により、コア要素の少なくとも一部に耐食性材料のコーティング層(4)を加えるステップと、
− コア要素(2)とコーティング層(4)との間に、上記耐食性材料の濃度がコーティング層内の濃度の90%である場所から上記耐食性材料の濃度がコーティング層内の濃度の10%である場所までの厚みが少なくとも0.1マイクロメートルである合金域(3)の形成を保証する割合で上記コーティング層を加えるステップと、
− 物体の表面を機械的に加工するステップにして、コア要素の表面、合金域及びコーティング層が加工によって影響を受ける、ステップと、
を含む方法を提供することにより達成される。
【0027】
さらに、本発明の目的は、耐食性表面を含む物体を提供することであり、この物体の表面は、打撃又は衝撃による圧延、刻印などの機械的加工を受ける。
この目的は、
・第1の基材から製造されて外面を有するコア要素と、
・コア要素の外面の少なくとも一部を覆う少なくとも70%の濃度の耐食性材料を含むコーティング層と、
コア要素とコーティング層との間に合金域が存在し、該合金域が、前記耐食性材料の濃度がコーティング層内の濃度の90%である部分から前記耐食性材料の濃度がコーティング層内の濃度の10%である部分まで0.1マイクロメートル〜10マイクロメートルの厚みを有し、物体の表面が機械的に加工されることにより、コア要素の表面、合金域及びコーティング層が当該加工により影響を受けて成る物体
により達成される。
【図面の簡単な説明】
【0028】
【図1】コア要素とコーティングとの間に合金域が存在する本発明の概略図である。
【図2】合金域内の空隙の概略図である。
【図3A】本発明の物体の表面加工の第1の実施形態の概略図である。
【図3B】本発明の物体の表面加工の第1の実施形態の概略図である。
【図4A】本発明の物体の表面加工の第2の実施形態の概略図である。
【図4B】本発明の物体の表面加工の第2の実施形態の概略図である。
【発明を実施するための形態】
【0029】
図1は本発明の物体(1)の概略図であり、この物体は、表面を有するコア要素(2)と、コア要素(2)の少なくとも一部を覆う耐食コーティング(4)とを含み、この耐食コーティングは少なくとも80重量%のタンタルで構成され、或いはW、Nb、Mo、Ti、Hfなどのタンタルと同じ金属グループの金属で構成されることが好ましい。コア要素(2)とコーティング(4)との間には、境界面、すなわち合金部分(3)が存在してコーティング(4)の良好な接着性が保証される。
【0030】
拡散が温度により制御され、さもなければ好ましくない拡散パラメータがコーティングと基材との境界面にカーケンダル空隙を生じさせる可能性があり、このことは、合金元素のコア要素(2)からの拡散流が合金元素のコーティング(4)からの拡散流と異なる場合、物質の正味フローが存在するようになることを意味する。物質の正味フローが存在するようになると、結晶構造内の欠損原子であり細孔又は多孔を形成する同等の逆の空孔の正味フローが存在するようになる。
【0031】
図2は、特に、コア要素(2)が鋼、又は単にNi含有要素であるときに、合金層(3)内に空ポケット又は空所である多孔(5)が存在する場合のこの一般的な問題点を示している。これらの多孔(5)は、コーティング(4)をコア要素(2)に接着する際に脆弱部を与えるが、これらの多孔は弱点部分であるので、コーティングされた物体(1)が、場合によっては物体の成形/製造の一部として、又は物体の使用の一部として機械的変形を受けているときに、コーティング層内のこれらの脆弱部にクラックが現れることにより多孔にピンホールを生成し得る。
【0032】
機械的変形に耐えるのに十分な延性のある耐食性コーティング層(4)を有するこのような物体(1)は、特にNi、Fe及びTaといった合金元素を含むが、Niの重量濃度があらゆる場所において20%以下である、より好ましくは15%未満であり、さらに好ましくは10%未満である合金域(3)をコア要素(2)とコーティング(4)との間に形成することにより保証される。
【0033】
この境界面又は合金域(3)は、コア要素から表面層にかけて増加する濃度のタンタルを含有する。タンタル表面すなわちコーティング(4)と、境界面すなわち合金域(3)との間の移行部は、タンタル濃度が表面濃度の90%となる深さにより定められる。合金域(3)からコア要素(2)への移行部は、タンタル濃度が表面濃度の10%となる深さにより定められる。一般に、合金域(3)は、物体内に0.1マイクロメートル〜10マイクロメートル、より好ましくは0.3〜2.0マイクロメートル入り込んだところに存在する。
【0034】
処理温度が700℃〜1200℃の範囲にある場合には、温度が合金域における元素の拡散の制御に使用される主なパラメータとなるので、スパッタリングなどの「コールドプロセス」は所望の合金域(3)の形成には適していないと思われる。従って、コア要素の外面の少なくとも一部に耐食性材料を加えるには、700〜1200℃の温度のCVD処理が好ましい。
【0035】
コア要素(2)とコーティング層(4)との間に、上記耐食性材料の濃度がコーティング層内の濃度の90%である場所から上記耐食性材料の濃度がコーティング層内の濃度の10%である場所までの厚みが少なくとも0.1マイクロメートルである合金域(3)の形成を保証する割合でコーティング層が加えられる。
【0036】
通常、処理時間は1〜20時間の範囲であり、或いは5〜10時間であることがより好ましい。
【0037】
処理温度を与える1つの決定的な因子はコア要素(2)内のNiの濃度であり、Niが多いほどより低い温度が必要とされ、Niが少ないほどより高い温度が許容される。
【0038】
<<実施例1>>
例えば、コア要素(1)がオーステナイトステンレス鋼(AISI304又は316)で構成され、コーティングを950℃で堆積した場合、非多孔質の良好に接着したコーティングが得られることが判明し、この場合、タンタルとステンレス鋼エレメントとの相互拡散部である合金域は、顕微鏡写真の目視観測により約1.5μmであった。
【0039】
<<実施例2>>
最大0.5%のCを含む炭素鋼基材を625〜900℃でコーティングすることにより、ステンレス鋼上のコーティングと同様のコーティングが得られるが、この場合良好な接着性がより容易に得られる。875℃で195分間堆積したコーティングでは、顕微鏡写真で視覚的に観察される1〜1.5μmの拡散域又は合金域を示した。
【0040】
図3及び図4は、本発明の物体(1)のさらなる態様の説明図であり、物体(1)は、コア要素(2)にコーティング(4)を加えた後で機械処理を受けている。
【0041】
図3Aは、表面に或る種の突出部(6A)を有するコア要素(2)を示しており、この場合コア要素(2)の表面の少なくとも一部の上に耐食表面コーティング(4)が堆積し、コア要素(2)とコーティング(4)との間に合金域(3)が形成される。図3Bは、これらの突出部(6A)を、さらには特定しない何らかの機械処理によって形成し直したものを示している。
【0042】
実施例は、タンタル/耐熱層を堆積した後に物体(1)の表面内に構造を形成したものである。これは、燃料電池のための表面に流路を形成するためのものなどであってもよい。従って、物体が高密度かつ延性の表面を有することが重要であり、このことは、少なくとも表面層(4)及び合金層(3)が延性であることを意味する。図4Aはこのような実施形態を示しており、実質的に平坦な表面で形成された物体(1)が見られる。図4Bで見られるように、何らかの公知の手段により、物体(1)の表面には溝(7)、又はその他の表面構造が形成されている。
【0043】
図3及び図4に示す物体では全て、表面層(4)及び合金域(3)が、クラッキングを生じずに、又は別様に耐食性を失わずに、機械処理から力を吸収し又はこれに耐えるのに十分に延性であることが重要である。
【符号の説明】
【0044】
1 物体; 2 コア要素; 3 合金域; 4 コーティング;
6A、6B 突出部。
【特許請求の範囲】
【請求項1】
延性表面を有する耐食性物体(1)であって、
− 第1の基材から作成され、外面を有するコア要素(2)と、
− 前記コア要素の前記外面の少なくとも一部を覆う少なくとも70%の濃度の耐食性材料を含むコーティング層(4)と、
を含み、前記コア要素(2)と前記コーティング層(4)との間に合金域(3)が存在し、該合金域(3)が、前記耐食性材料の濃度が前記コーティング層内の濃度の90%である部分から前記耐食性材料の濃度が前記コーティング層内の濃度の10%である部分まで0.1マイクロメートル〜10マイクロメートルの厚みを有する、
ことを特徴とする物体。
【請求項2】
前記合金域内のNiの濃度があらゆる場所において20%以下である、
ことを特徴とする請求項1に記載の物体。
【請求項3】
前記合金域の厚みが0.3〜2.0マイクロメートルである、
ことを特徴とする請求項1に記載の物体。
【請求項4】
前記合金域の厚みが1.0マイクロメートル未満である、
ことを特徴とする請求項3に記載の物体。
【請求項5】
前記耐食性材料がタンタルであり、又はW、Nb、Mo、Ti、Hfなどの同じ金属グループのものである、
ことを特徴とする請求項4に記載の物体。
【請求項6】
前記コア要素(2)がNi含有金属である、
ことを特徴とする請求項5に記載の物体。
【請求項7】
前記コア要素(2)が鋼である、
ことを特徴とする請求項6に記載の物体。
【請求項8】
前記コア要素(2)が、ステンレス鋼又は炭素鋼或いはこれらの混合物である、
ことを特徴とする請求項7に記載の物体。
【請求項9】
前記コーティング層(4)が、5μm〜200μmの範囲の厚みを有する、
ことを特徴とする請求項8に記載の物体。
【請求項10】
前記コーティング(4)が、700〜1200℃の温度のCVD処理によって堆積される、
ことを特徴とする請求項9に記載の物体。
【請求項11】
前記堆積温度が、前記コア要素(2)内の前記Niの濃度に依存する、
ことを特徴とする請求項10に記載の物体。
【請求項12】
延性の耐食性物体(1)を形成する方法であって、
− 第1の基材から作成され、外面を有するコア要素を提供するステップと、
− 前記コア要素の前記外面の少なくとも一部に、700〜1200℃の温度のCVD処理により耐食性材料のコーティング層(4)を加えるステップと、
− 前記コア要素(2)と前記コーティング層(4)との間に、前記耐食性材料の濃度が前記コーティング層内の濃度の90%である場所から前記耐食性材料の濃度が前記コーティング層内の濃度の10%である場所までの厚みが少なくとも0.1マイクロメートルである合金域(3)の形成を保証する割合で上記コーティング層を加えるステップと、
を含むことを特徴とする方法。
【請求項13】
耐食性物体であって、
− 第1の基材から作成され、外面を有するコア要素と、
− 前記コア要素の前記外面の少なくとも一部を覆う少なくとも70%の濃度の耐食性材料を含むコーティング層と、
を含み、前記コア要素と前記コーティング層との間に合金域が存在し、該合金域が、前記耐食性材料の濃度が前記コーティング層内の濃度の90%である部分から前記耐食性材料の濃度が前記コーティング層内の濃度の10%である部分まで0.1マイクロメートル〜10マイクロメートルの厚みを有し、前記物体の前記表面が機械的に加工されることにより、前記コア要素の表面、前記合金域及び前記コーティング層が前記加工の影響を受けている、
ことを特徴とする耐食性の物体。
【請求項14】
耐食性物体(1)を形成する方法であって、
− 第1の基材から作成され、外面を有するコア要素を提供するステップと、
− 前記コア要素の前記外面の少なくとも一部に、700〜1200℃の温度のCVD処理により耐食性材料のコーティング層(4)を加えるステップと、
− 前記コア要素(2)と前記コーティング層(4)との間に、前記耐食性材料の濃度が前記コーティング層内の濃度の90%である場所から前記耐食性材料の濃度が前記コーティング層内の濃度の10%である場所までの厚みが少なくとも0.1マイクロメートルである合金域(3)の形成を保証する割合で上記コーティング層を加えるステップと、
− 前記物体の前記表面を機械的に加工するステップにして、前記コア要素の表面、前記合金域及び前記コーティング層が前記加工の影響を受ける、ステップと、
を備えることを特徴とする方法。
【請求項15】
前記機械的加工が、衝撃、強打、打撃、粉砕、圧延又は延伸のうちの1又はそれ以上により引き起こされる、
ことを特徴とする請求項13又は請求項14に記載の物体。
【請求項1】
延性表面を有する耐食性物体(1)であって、
− 第1の基材から作成され、外面を有するコア要素(2)と、
− 前記コア要素の前記外面の少なくとも一部を覆う少なくとも70%の濃度の耐食性材料を含むコーティング層(4)と、
を含み、前記コア要素(2)と前記コーティング層(4)との間に合金域(3)が存在し、該合金域(3)が、前記耐食性材料の濃度が前記コーティング層内の濃度の90%である部分から前記耐食性材料の濃度が前記コーティング層内の濃度の10%である部分まで0.1マイクロメートル〜10マイクロメートルの厚みを有する、
ことを特徴とする物体。
【請求項2】
前記合金域内のNiの濃度があらゆる場所において20%以下である、
ことを特徴とする請求項1に記載の物体。
【請求項3】
前記合金域の厚みが0.3〜2.0マイクロメートルである、
ことを特徴とする請求項1に記載の物体。
【請求項4】
前記合金域の厚みが1.0マイクロメートル未満である、
ことを特徴とする請求項3に記載の物体。
【請求項5】
前記耐食性材料がタンタルであり、又はW、Nb、Mo、Ti、Hfなどの同じ金属グループのものである、
ことを特徴とする請求項4に記載の物体。
【請求項6】
前記コア要素(2)がNi含有金属である、
ことを特徴とする請求項5に記載の物体。
【請求項7】
前記コア要素(2)が鋼である、
ことを特徴とする請求項6に記載の物体。
【請求項8】
前記コア要素(2)が、ステンレス鋼又は炭素鋼或いはこれらの混合物である、
ことを特徴とする請求項7に記載の物体。
【請求項9】
前記コーティング層(4)が、5μm〜200μmの範囲の厚みを有する、
ことを特徴とする請求項8に記載の物体。
【請求項10】
前記コーティング(4)が、700〜1200℃の温度のCVD処理によって堆積される、
ことを特徴とする請求項9に記載の物体。
【請求項11】
前記堆積温度が、前記コア要素(2)内の前記Niの濃度に依存する、
ことを特徴とする請求項10に記載の物体。
【請求項12】
延性の耐食性物体(1)を形成する方法であって、
− 第1の基材から作成され、外面を有するコア要素を提供するステップと、
− 前記コア要素の前記外面の少なくとも一部に、700〜1200℃の温度のCVD処理により耐食性材料のコーティング層(4)を加えるステップと、
− 前記コア要素(2)と前記コーティング層(4)との間に、前記耐食性材料の濃度が前記コーティング層内の濃度の90%である場所から前記耐食性材料の濃度が前記コーティング層内の濃度の10%である場所までの厚みが少なくとも0.1マイクロメートルである合金域(3)の形成を保証する割合で上記コーティング層を加えるステップと、
を含むことを特徴とする方法。
【請求項13】
耐食性物体であって、
− 第1の基材から作成され、外面を有するコア要素と、
− 前記コア要素の前記外面の少なくとも一部を覆う少なくとも70%の濃度の耐食性材料を含むコーティング層と、
を含み、前記コア要素と前記コーティング層との間に合金域が存在し、該合金域が、前記耐食性材料の濃度が前記コーティング層内の濃度の90%である部分から前記耐食性材料の濃度が前記コーティング層内の濃度の10%である部分まで0.1マイクロメートル〜10マイクロメートルの厚みを有し、前記物体の前記表面が機械的に加工されることにより、前記コア要素の表面、前記合金域及び前記コーティング層が前記加工の影響を受けている、
ことを特徴とする耐食性の物体。
【請求項14】
耐食性物体(1)を形成する方法であって、
− 第1の基材から作成され、外面を有するコア要素を提供するステップと、
− 前記コア要素の前記外面の少なくとも一部に、700〜1200℃の温度のCVD処理により耐食性材料のコーティング層(4)を加えるステップと、
− 前記コア要素(2)と前記コーティング層(4)との間に、前記耐食性材料の濃度が前記コーティング層内の濃度の90%である場所から前記耐食性材料の濃度が前記コーティング層内の濃度の10%である場所までの厚みが少なくとも0.1マイクロメートルである合金域(3)の形成を保証する割合で上記コーティング層を加えるステップと、
− 前記物体の前記表面を機械的に加工するステップにして、前記コア要素の表面、前記合金域及び前記コーティング層が前記加工の影響を受ける、ステップと、
を備えることを特徴とする方法。
【請求項15】
前記機械的加工が、衝撃、強打、打撃、粉砕、圧延又は延伸のうちの1又はそれ以上により引き起こされる、
ことを特徴とする請求項13又は請求項14に記載の物体。
【図1】

【図2】
【図3A−3B】
【図4A−4B】
【図2】
【図3A−3B】
【図4A−4B】
【公表番号】特表2011−504147(P2011−504147A)
【公表日】平成23年2月3日(2011.2.3)
【国際特許分類】
【出願番号】特願2010−534366(P2010−534366)
【出願日】平成20年11月20日(2008.11.20)
【国際出願番号】PCT/DK2008/000414
【国際公開番号】WO2009/065410
【国際公開日】平成21年5月28日(2009.5.28)
【出願人】(510142689)
【Fターム(参考)】
【公表日】平成23年2月3日(2011.2.3)
【国際特許分類】
【出願日】平成20年11月20日(2008.11.20)
【国際出願番号】PCT/DK2008/000414
【国際公開番号】WO2009/065410
【国際公開日】平成21年5月28日(2009.5.28)
【出願人】(510142689)
【Fターム(参考)】
[ Back to top ]