
建材の塗装方法
【課題】外観を損なわないようにすることができる建材の塗装方法を提供する。
【解決手段】基材1の一方の端部に接合片を突設すると共に、隣接する基材1、1同士を接続した状態で他の基材1の接合片の背面側に配置される受け接合片3を基材1の他方の端部に突設する。この基材1に受理層30を形成した後、受理層30の表面にインクジェット塗装する建材の塗装方法に関する。受け接合片3と略垂直な基材端面23をインクジェット塗装で塗装される色と近似する色で塗装した後、隠蔽率が70〜80%の受理層30を形成する。基材端面23に受理層30の不要部分30aが形成された場合でも、その受理層30の不要部分30aを透して基材端面23の着色が発現されることになる。
【解決手段】基材1の一方の端部に接合片を突設すると共に、隣接する基材1、1同士を接続した状態で他の基材1の接合片の背面側に配置される受け接合片3を基材1の他方の端部に突設する。この基材1に受理層30を形成した後、受理層30の表面にインクジェット塗装する建材の塗装方法に関する。受け接合片3と略垂直な基材端面23をインクジェット塗装で塗装される色と近似する色で塗装した後、隠蔽率が70〜80%の受理層30を形成する。基材端面23に受理層30の不要部分30aが形成された場合でも、その受理層30の不要部分30aを透して基材端面23の着色が発現されることになる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、建材の表面にインクジェットにより塗装する方法に関するものである。
【背景技術】
【0002】
従来より、合抉りにより隣接する建材を接続することが行われており、また、このような建材にインクジェットプリンターにより仕上げ等の塗装することも行われている(例えば、特許文献1参照)。
【0003】
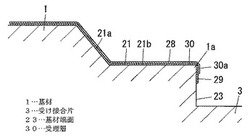
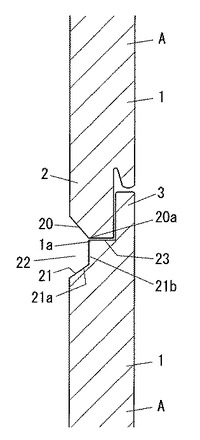
図4に合抉りにより接続されている建材を示す。建材Aは、例えば、窯業系の矩形板として形成される基材1の一端部に接合片2が、他端部に受け接合片3がそれぞれ全長に亘って一体に突設されている。また、接合片2の先端の表面側には傾斜面20が形成されていると共に、受け接合片3側の端部において基材1の表面には凹段部21が形成されている。この建材Aを外壁材などとして家屋の外壁などの下地に取付て施工する場合、複数の建材Aを上下あるいは左右に並べて接続するが、隣合う一方の建材Aの受け接合片3の前面側に、他方の建材Aの接合片2を接合させて合抉りにより接続を行なうものであり、従って、受け接合片3は他の建材Aの接合片2の裏側に隠れて外部に露出することがなくなる部分である。また、建材Aの接続部分には傾斜面20と凹段部21とからなる目地溝22が形成されることになる。ここで、目地溝22における合抉り接続を目立たなくするために、基材1のコーナー部1aは傾斜面20の先端部20aよりも少し手前(表面側)に位置するように設計されており、これにより、日差しによる影の発生を防止して接続部分が目立つのを防止している。
【0004】
一方、上記のような建材Aにインクジェット塗装で仕上げをする場合、インク定着のために白色系の下地塗膜を受理層30として基材1の表面に形成し、受理層30の表面にインクジェット塗装によりインクジェット層28を形成することが行われている。この受理層30は、接合片2の表面(傾斜面20を含む)と凹段部21の側面21a及び底面21bと基材1の表面に形成されるが、接合片2で覆い隠される受け接合片3の表面及び凹段部21の底面21bと受け接合片3の表面との間に形成される基材端面23には、受理層30を形成しないようにしている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−80542号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、底面21bと基材端面23とはコーナー部1aを介して連続しているために、底面21bに受理層30を形成する際の塗装で、オーバースプレイなどにより部分的(スパッタ調)に受理層30が基材端面23にまで付着することになる。また、基材端面23は基材1の表面や受け接合片3の表面に対して略垂直に形成されているため、基材端面23に付着した受理層30にインクジェット塗装でインクジェット層28が形成されない。そして、上記のように、基材1のコーナー部1aは傾斜面20の先端部20aよりも少し手前に位置しているため、目地溝22に基材端面23が少し露出することになり、基材端面23に形成された受理層30の不要部分30aが白い線となって目地溝22に現れて、接続された建材Aの外観を損ねるという問題があった。特に、目線の高さや見下げる位置にある目地溝22では白い線が非常に目立って商品価値を低下させていた。また、例えば、建材Aの板厚公差が±0.5mmであれば、最大1.0mmの段差が底面21bと基材端面23との間に生じることになり、この場合は特に、受理層30の不要部分30aが白い線となって目立って外観が大きく損なわれるおそれがあった。
【0007】
本発明は上記の点に鑑みてなされたものであり、外観を損なわないようにすることができる建材の塗装方法を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
本発明の請求項1に係る建材Aの塗装方法は、基材1の一方の端部に接合片2を突設すると共に、隣接する基材1、1同士を接続した状態で他の基材1の接合片2の背面側に配置される受け接合片3を基材1の他方の端部に突設し、この基材1に受理層30を形成した後、受理層30の表面にインクジェット塗装する建材Aの塗装方法において、受け接合片3と略垂直な基材端面23をインクジェット塗装で塗装される色と近似する色で塗装した後、隠蔽率が70〜80%の受理層30を形成することを特徴とするものである。
【発明の効果】
【0009】
本発明では、受理層30の形成前に、インクジェット塗装で塗装される色と近似する色で基材端面23を着色し、しかも、受理層30の隠蔽率が70〜80%であるために、基材端面23に受理層30の不要部分30aが形成された場合でも、その受理層30の不要部分30aを透して基材端面23の着色が発現されることになり、受理層30の不要部分30aの色が目立たなくなって建材Aの外観が損なわれないようにすることができるものである。
【図面の簡単な説明】
【0010】
【図1】本発明の実施の形態の一例を示す断面図である。
【図2】インクジェット装置の一例を示す概略図である。
【図3】本発明の建材の層構成を示す断面図である。
【図4】建材の接続状態を示す断面図である。
【図5】従来例を示す断面図である。
【発明を実施するための形態】
【0011】
以下、本発明を実施するための形態を説明する。
【0012】
基材1としては、窯業系基材や金属系基材のように無機質のものであっても、樹脂系基材のように有機質のものであっても、いずれでもよい。窯業系基材の外装材は、瓦や外壁材等の用途に使用されるものである。窯業系基材は、無機質硬化体の原料となる水硬性膠着材に無機充填剤、繊維質材料等を配合し、成形した後に養生硬化させて作製されるものであり、水硬性膠着材としては、特に限定されるものではないが、例えば、ポルトランドセメント、高炉セメント、高炉スラグ、ケイ酸カルシウム、石膏等から選ばれたものの一種あるいは複数種を用いることができる。また、無機充填剤としては、フライアッシュ、ミクロシリカ、珪砂等を、繊維質材料としては、パルプ、合成繊維等の無機繊維や、スチールファイバー等の金属繊維を、それぞれ単独であるいは複数種併せて用いることができる。成形は押出成形や注型成形、抄造成形、プレス成形等の方法により行うことができ、成形の後、必要に応じてオートクレーブ養生、蒸気養生、常温養生を行って、外装材として使用される窯業系基材を作製することができる。このように作製される窯業系基材の外装材の表面には、溶剤系、水溶性あるいはエマルション系のシーラーにより目止めを行い、基材1表面への吸い込みのばらつきを調整するようにしてもよい。使用されるシーラーとしては、特に限定されるものではないが、アクリル系やラテックス系のものを使用することができる。このシーラーの上には意匠性や耐久性の向上のために、アクリル系やラテックス系の有機塗膜を形成するようにしてもよい。その他、基材1としては、例えば、フレキシブルボード、珪酸カルシウム板、石膏スラグパーライト板、木片セメント板、プレキャストコンクリート板、ALC板、石膏ボード等の無機質板を用いることができる。
【0013】
このような基材1の一端部(例えば、下端部)には接合片2が突設されていると共に、基材1の他側部(例えば、上端部)には受け接合片3が突設されている。接合片2及び受け接合片3は基材1の全長に亘って一体に形成することができる。また、接合片2は基材1の略半分〜1/3程度の厚みであって、基材1の表面側に片寄らせて形成することができる。受け接合片3は基材1の略半分〜1/3程度の厚みであって、基材1の裏面側に片寄らせて形成することができる。また、接合片2の先端の表面側には傾斜面20が基材1の全長にわたって形成されていると共に基材1の受け接合片3側の端部には凹段部11が基材1の全長にわたって形成されている。この傾斜面20と凹段部21の側面21aと底面21bにより、隣接する基材1(建材A)が接続された際に目地溝22を形成するものである。
【0014】
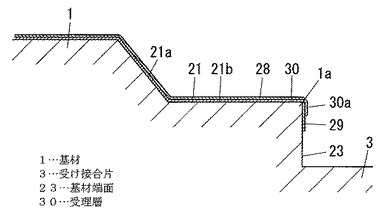
そして、上記のような基材1に塗装することにより建材Aを形成することができる。まず、基材1の基材端面23に後述のインクジェット塗装で塗装される色と近似する色を塗装して近似色塗膜29を形成する。ここで、基材端面23は凹段部21の底面21bと受け接合片3の表面との間に形成されている面であって、凹段部21の底面21b及び受け接合片3の表面と略垂直に形成されている。また、インクジェット塗装で塗装される色と近似する色とは、インクジェット塗装で目地溝22の傾斜面20と側面21aと底面21bとに塗装される色と同じ色もしくはほとんど見分けのつかない色であって、近似色塗膜29とインクジェット塗装で塗装される色との色差(L*a*b*表色系におけるΔE)が、ΔE=3以下であることが好ましい。近似色塗膜29を形成するための塗料はアクリル樹脂系塗料などのベース塗料に各種の顔料を配合して色を調整することができる。また、近似色塗膜29を形成する際の塗装はスプレーや刷毛塗りやロール塗装などの任意の塗装方法を採用することができる。また、近似色塗膜29の膜厚は特に限定されないが、例えば、10〜20μmとすることができる。また、近似色塗膜29は基板端面23の底面21bと近接する部分(例えば、基板端面23と底面21bのコーナー部分1aから1〜5mm幅の部分)に近似色塗膜29を形成することができるが、基板端面23の全面に近似色塗膜29を形成しても良い。
【0015】
次に、基材1の表面に受理層30を形成する。この場合、必須ではないが、一般的にはシーラーを基材1の表面に塗布した後に受理層30を形成する。また、受理層30は接合片2の表面(傾斜面20を含む)及び凹段部21の側面21aや底面21bにも受理層30を形成するが、受け接合片3の表面には受理層30が形成されない。しかし、基材1の基材端面23と底面21bはコーナー部1aを介して連続しているため、底面21bへの受理層形成時に基材端面23に不可避的に受理層30が付着することがある。そして、本発明では、図1に示すように、この受理層30の不要部分30aが近似色塗膜29の表面に付着することになる。
【0016】
受理層30はインクジェット塗装のインクを定着させるために必要な層であり、有機溶剤で希釈した塗料で形成することもできるが、水性塗料で形成するのが好ましい。このように、水性塗料で受理層30を形成することによって、環境負荷を低減することができるものである。ただし、いずれの塗料を用いる場合であっても、後述する顔料を配合しておくものである。
【0017】
上記水性塗料としては、アクリル系エマルションをベースにしたアクリル樹脂塗料や、アクリルシリコン系エマルションをベースにしたアクリルシリコン樹脂塗料を用いることができる。水性塗料には、体質顔料と吸湿性樹脂のうちの少なくとも一方を配合しておくのが好ましい。これにより、インクの定着性を向上させることができる上に、後で水性塗料でクリアー層4を形成する際に滲みを防止することができると共に、発色性も向上させることができるものである。ここで、体質顔料としては、シリカ、アルミナ、水酸化アルミニウム、硫酸バリウム、多孔質シリカ、珪藻土等を用いることができ、吸湿性樹脂としては、酢酸ビニル、ウレタン系ポリマー、アクリル系ポリマー、ポリビニルアルコール等のインキ吸収性ポリマー等を用いることができる。また、受理層30を水性塗料で形成するにあたっては、基材1の表面に水性塗料を塗布量30〜200g/m2・wetで塗布するのが好ましい。なお、水性塗料の塗布は、スプレーガン、ロールコーター、フローコーター、カーテンコーター等を用いて行うことができる。
【0018】
また、本発明において顔料は、上述した体質顔料のほか、着色顔料も意味する。着色顔料としては、酸化チタン、弁柄、オーカー、炭酸カルシウム、複合金属酸化物等の無機顔料や、カーボンブラック、キナクリドン、ナフトールレッド、シアニンブルー、シアニングリーン、ハンザイエロー、群青等の有機顔料を用いることができる。顔料は1種のみを用いたり、2種以上を組み合わせて用いたりすることができる。建材Aの耐候性を向上させることができることから、顔料の中でも無機顔料を用いるのが好ましい。顔料の粒径は、特に限定されるものではないが、平均粒径で0.01〜4μm程度が好ましい。また、顔料の分散は通常の方法で行うことができ、また、その際に分散剤、分散助剤、増粘剤、カップリング剤等を使用することが可能である。
【0019】
そして、本発明においては、受理層30は、顔料を顔料重量濃度(PWC)で50〜70%含有していることが好ましい。通常の塗料は顔料重量濃度が40%程度であるが、本発明のように顔料重量濃度を通常よりも高く設定することによって、受理層30の表面が粗くなり、この受理層30に水性インクが吸収されやすくなり、定着性を高めることができるものである。また、本発明では通常よりも顔料重量濃度が高いので、粘度が上昇してチクソ性となり垂れにくく、つまり、厚く付けやすくなり、また、乾燥性が良くなると共に、隠蔽性も向上するものである。しかし、受理層30の顔料重量濃度が50%未満であると、上記のような効果を得ることができない上に、粘度が低下してニュートン性となり垂れやすくなり、乾燥性が悪くなると共に、隠蔽性も低下してしまうものである。逆に、受理層30の顔料重量濃度が70%を超えると、水性インクを吸収しすぎる状態となり、インクの発色性が悪化するものである。
【0020】
また、受理層30の厚みは20〜180μmであることが好ましい。下地である基材1を隠蔽し、また基材1 を保護することができると共に、水性インクの吸収性が良くなるものである。しかし、受理層30の厚みが20μmより薄いと、基材1の隠蔽性が悪化し、また基材1を十分に保護することができないおそれがあり、逆に、受理層30の厚みが180μmより厚いと、乾燥性が悪く、タレが生じたり、クラックが生じたりするおそれがある。
【0021】
また、本発明においては、受理層30の隠蔽率70〜80%にする。ここで「隠蔽率」とは「JIS K 5600−4−1 隠ぺい力」に規定される方法Bにより算出されるものである。受理層30の隠蔽率が70%未満であると、基材1の表面の隠蔽性が低くなってインクジェット塗装による色や柄模様の発現が低下して建材Aの外観が低下するおそれがある。また、受理層30の隠蔽率が80%を超えると近似色塗膜29の色が透けずに見えにくくなって、受理層30の白色が目立つことになり、建材Aの外観が低下するおそれがある。
【0022】
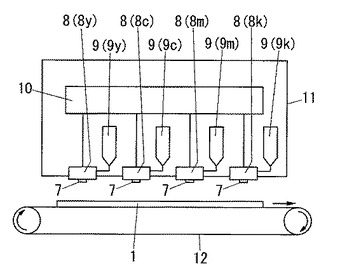
次に、受理層30の表面に水性インクをインクジェット塗装することによってインクジェット層28を形成する。ここで、インクジェット塗装するためのインクジェット装置としては、例えば、図2に示すようなものを用いることができる。このインクジェット装置は、噴射ノズル7を設けた塗装ノズルヘッド8、塗装ノズルヘッド8の噴射ノズル7に水性インクを供給する塗料供給タンク9、塗装ノズルヘッド8の噴射ノズル7からの水性インクの噴射を制御する塗装制御システム10などを設けたインクジェット式塗装機11と、基材1を搬送する搬送コンベア12とを備えて形成されるものである。
【0023】
塗装ノズルヘッド8は、イエロー、シアン、マゼンタ、ブラックの各色の水性インクを噴出する4種類の塗装ノズルヘッド8y、8c、8m、8kから形成してあり、フルカラー印刷による塗装を行うことができるようにしてある。塗料供給タンク9も同様に4種類のものからなるものであり、イエローの水性インクを供給する塗料供給タンク9yは塗装ノズルヘッド8yに、シアンの水性インクを供給する塗料供給タンク9cは塗装ノズルヘッド8cに、マゼンタの水性インクを供給する塗料供給タンク9mは塗装ノズルヘッド8mに、ブラックの水性インクを供給する塗料供給タンク9kは塗装ノズルヘッド8kに、それぞれ接続してある。また、各塗装ノズルヘッド8y、8c、8m、8kは基材1の搬送方向に沿って配列してある。
【0024】
塗装制御システム10は、各種のCPU、ROM、RAM等から構成されるものであり、塗装データ作成部、塗装制御部、噴射ノズル制御部等を備えて形成してある。塗装データ作成部は、原画をスキャナ等して得た色柄パターンのデータを入力して保存するものであり、塗装制御部は、塗装を行う基材1に応じた色柄パターンのデータを塗装データ作成部から取り出し、この色柄のパターンのデータに基づいて、噴射ノズル制御部に制御信号を出力するものである。また、噴射ノズル制御部は、塗装ノズルヘッド8y、8c、8m、8kの各噴射ノズル7に接続してあり、噴射ノズル制御部から入力される制御信号に基づいて各噴射ノズル7を制御するものである。各噴射ノズル7は例えばピエゾ制御方式により噴射を行ったり噴射を停止したりするようになっており、噴射ノズル制御部で各噴射ノズル7を制御することによって、イエロー、シアン、マゼンタ、ブラックの各水性インクの噴射と停止を個別に制御して、色柄パターンに対応したフルカラー印刷による塗装を行うことができるものである。
【0025】
搬送コンベア12は、インクジェット式塗装機11の下側に配置されるものであり、ベルトコンベアで形成することができる。
【0026】
そして、上記のように形成されるインクジェット装置でインクジェット塗装するにあたっては、まず、受理層30を形成した基材1を搬送コンベア12上に導入する。導入された基材1はそのまま送られてインクジェット式塗装機11の塗装ノズルヘッド8y、8c、8m、8kの下を順に通過する。このように、基材1を搬送コンベア12で送りながら、塗装ノズルヘッド8y、8c、8m、8kから水性インクを噴射させて塗着させることによって、受理層30の表面にインクジェット層28を形成することができるものである。このように塗装された基材1はさらに送られ、次工程に搬出されるものである。
【0027】
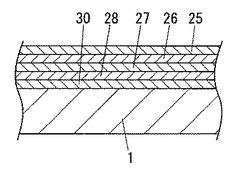
インクジェット層28を形成した後、図3に示すように、このインクジェット層28の表面にクリアー層27を形成することができる。クリアー層27は、この下に形成されたインクジェット層28を保護する層であり、有機溶剤で希釈した塗料で形成することもできるが、水性塗料で形成するのが好ましい。このように、水性塗料でクリアー層27を形成することによって、環境負荷を低減することができるものである。
【0028】
上記水性塗料としては、アクリル系エマルションをベースにしたアクリル樹脂塗料や、アクリルシリコン系エマルションをベースにしたアクリルシリコン樹脂塗料を用いるのが好ましい。これにより、後述する無機質塗料層26をクリアー層27に強く付着させることができるものである。水性塗料には、アクリルビーズ、マイカ等の骨材を配合しておくのが好ましい。これにより、意匠性を向上させることができる。また、クリアー層27を水性塗料で形成するにあたっては、インクジェット層28の表面に水性塗料を塗布量20〜200g/m2・wetで塗布するのが好ましい。そして、焼付け乾燥は、例えば、ジェット乾燥機を用いて、100〜200℃、30秒以上の条件で行うのが好ましい。十分に焼付け乾燥を行わないと、温度湿度等環境条件によって、建材Aの耐久性が低下しやすくなる場合がある。なお、水性塗料の塗布は、スプレーガン、ロールコーター、フローコーター、カーテンコーター等を用いて行うことができる。
【0029】
その後、図3に示すように、クリアー層27の表面に無機質塗料層26を形成することができる。無機質塗料層26は、建材Aの耐候性等の耐久性を向上させる層であり、SiO2骨格で構成された塗膜で、紫外線吸収剤、場合によっては、艶消し剤が配合された塗膜からなるものである。例えば、特許第3242442号公報や特許第3193832号公報に記載されたコーティング用組成物や、特開平9−249822号公報に記載された無機コーティング剤で形成することができる。
【0030】
さらに、本発明においては、図3に示すように無機質塗料層26の表面に光触媒塗料層25を形成するのが好ましい。光触媒塗料層25は、超親水性を有しており、建材Aの防汚性を向上させるために必要な層であり、SiO2骨格で構成された塗膜で、光触媒、場合によっては、艶消し剤が配合された塗膜からなるものである。例えば、特許第2776259号公報に記載された抗菌性無機塗料や、パナソニック電工(株)製「フレッセラPS1000」で形成することができる。
【0031】
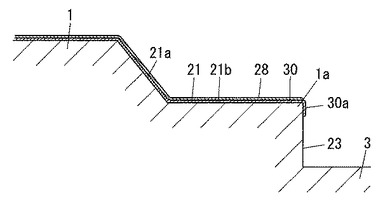
上記のようにして形成される建材Aは、外壁材などとして家屋の外壁などの下地に取付て施工されるものであり、この場合、図4に示すように、複数の建材Aを上下あるいは左右に並べて接続するが、隣合う一方の建材Aの受け接合片3の前面側に、他方の建材Aの接合片2を接合させて合抉りにより接続を行なうものである。このとき、受け接合片3は他の建材Aの接合片2の裏側に隠れて外部に露出することがなくなり、基材端面23は他の建材Aの接合片2の先端面と当接又は近接してほとんど隠れる。また、建材Aの接続部分には接合片2の傾斜面20と凹段部21の側面21a及び底面21bとからなる目地溝22が形成されることになる。そして、目地溝22には基材1のコーナー部1aにおける基材端面23が少し露出する場合があるが、この露出部分には、目地溝22に形成されたインクジェット層28と近似する色の近似色塗膜29が形成されており、この近似色塗膜29の表面に受理層30の不要部分30aが形成されているため、露出部分の基材端面23の色は受理層30の不要部分30aを透して近似色塗膜29の色が視認されるものであり、インクジェット層28による目地溝22の色と上記露出部分の色とがほぼ同じになって、目地溝22への露出部分が目立たなくなるものである。従って、建材Aの接続部分(目地溝22の部分)に白色系の受理層30の線が明確に形成されず、外観が損なわれないようにすることができる。この結果、従来では、インクジェット塗装としてインクジェット層28の色が受理層30の色に近い白色系の色しか採用できなかったが、本発明では白色系以外の色(特に、濃色系)でインクジェット層28を形成することができるものである。また、建材Aの板厚公差等により施工現場での不陸が生じた場合でも、違和感なく建材Aを施工することが可能となるものである。
【符号の説明】
【0032】
1 基材
2 接合片
3 受け接合片
23 基材端面
30 受理層
A 建材
【技術分野】
【0001】
本発明は、建材の表面にインクジェットにより塗装する方法に関するものである。
【背景技術】
【0002】
従来より、合抉りにより隣接する建材を接続することが行われており、また、このような建材にインクジェットプリンターにより仕上げ等の塗装することも行われている(例えば、特許文献1参照)。
【0003】
図4に合抉りにより接続されている建材を示す。建材Aは、例えば、窯業系の矩形板として形成される基材1の一端部に接合片2が、他端部に受け接合片3がそれぞれ全長に亘って一体に突設されている。また、接合片2の先端の表面側には傾斜面20が形成されていると共に、受け接合片3側の端部において基材1の表面には凹段部21が形成されている。この建材Aを外壁材などとして家屋の外壁などの下地に取付て施工する場合、複数の建材Aを上下あるいは左右に並べて接続するが、隣合う一方の建材Aの受け接合片3の前面側に、他方の建材Aの接合片2を接合させて合抉りにより接続を行なうものであり、従って、受け接合片3は他の建材Aの接合片2の裏側に隠れて外部に露出することがなくなる部分である。また、建材Aの接続部分には傾斜面20と凹段部21とからなる目地溝22が形成されることになる。ここで、目地溝22における合抉り接続を目立たなくするために、基材1のコーナー部1aは傾斜面20の先端部20aよりも少し手前(表面側)に位置するように設計されており、これにより、日差しによる影の発生を防止して接続部分が目立つのを防止している。
【0004】
一方、上記のような建材Aにインクジェット塗装で仕上げをする場合、インク定着のために白色系の下地塗膜を受理層30として基材1の表面に形成し、受理層30の表面にインクジェット塗装によりインクジェット層28を形成することが行われている。この受理層30は、接合片2の表面(傾斜面20を含む)と凹段部21の側面21a及び底面21bと基材1の表面に形成されるが、接合片2で覆い隠される受け接合片3の表面及び凹段部21の底面21bと受け接合片3の表面との間に形成される基材端面23には、受理層30を形成しないようにしている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−80542号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、底面21bと基材端面23とはコーナー部1aを介して連続しているために、底面21bに受理層30を形成する際の塗装で、オーバースプレイなどにより部分的(スパッタ調)に受理層30が基材端面23にまで付着することになる。また、基材端面23は基材1の表面や受け接合片3の表面に対して略垂直に形成されているため、基材端面23に付着した受理層30にインクジェット塗装でインクジェット層28が形成されない。そして、上記のように、基材1のコーナー部1aは傾斜面20の先端部20aよりも少し手前に位置しているため、目地溝22に基材端面23が少し露出することになり、基材端面23に形成された受理層30の不要部分30aが白い線となって目地溝22に現れて、接続された建材Aの外観を損ねるという問題があった。特に、目線の高さや見下げる位置にある目地溝22では白い線が非常に目立って商品価値を低下させていた。また、例えば、建材Aの板厚公差が±0.5mmであれば、最大1.0mmの段差が底面21bと基材端面23との間に生じることになり、この場合は特に、受理層30の不要部分30aが白い線となって目立って外観が大きく損なわれるおそれがあった。
【0007】
本発明は上記の点に鑑みてなされたものであり、外観を損なわないようにすることができる建材の塗装方法を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
本発明の請求項1に係る建材Aの塗装方法は、基材1の一方の端部に接合片2を突設すると共に、隣接する基材1、1同士を接続した状態で他の基材1の接合片2の背面側に配置される受け接合片3を基材1の他方の端部に突設し、この基材1に受理層30を形成した後、受理層30の表面にインクジェット塗装する建材Aの塗装方法において、受け接合片3と略垂直な基材端面23をインクジェット塗装で塗装される色と近似する色で塗装した後、隠蔽率が70〜80%の受理層30を形成することを特徴とするものである。
【発明の効果】
【0009】
本発明では、受理層30の形成前に、インクジェット塗装で塗装される色と近似する色で基材端面23を着色し、しかも、受理層30の隠蔽率が70〜80%であるために、基材端面23に受理層30の不要部分30aが形成された場合でも、その受理層30の不要部分30aを透して基材端面23の着色が発現されることになり、受理層30の不要部分30aの色が目立たなくなって建材Aの外観が損なわれないようにすることができるものである。
【図面の簡単な説明】
【0010】
【図1】本発明の実施の形態の一例を示す断面図である。
【図2】インクジェット装置の一例を示す概略図である。
【図3】本発明の建材の層構成を示す断面図である。
【図4】建材の接続状態を示す断面図である。
【図5】従来例を示す断面図である。
【発明を実施するための形態】
【0011】
以下、本発明を実施するための形態を説明する。
【0012】
基材1としては、窯業系基材や金属系基材のように無機質のものであっても、樹脂系基材のように有機質のものであっても、いずれでもよい。窯業系基材の外装材は、瓦や外壁材等の用途に使用されるものである。窯業系基材は、無機質硬化体の原料となる水硬性膠着材に無機充填剤、繊維質材料等を配合し、成形した後に養生硬化させて作製されるものであり、水硬性膠着材としては、特に限定されるものではないが、例えば、ポルトランドセメント、高炉セメント、高炉スラグ、ケイ酸カルシウム、石膏等から選ばれたものの一種あるいは複数種を用いることができる。また、無機充填剤としては、フライアッシュ、ミクロシリカ、珪砂等を、繊維質材料としては、パルプ、合成繊維等の無機繊維や、スチールファイバー等の金属繊維を、それぞれ単独であるいは複数種併せて用いることができる。成形は押出成形や注型成形、抄造成形、プレス成形等の方法により行うことができ、成形の後、必要に応じてオートクレーブ養生、蒸気養生、常温養生を行って、外装材として使用される窯業系基材を作製することができる。このように作製される窯業系基材の外装材の表面には、溶剤系、水溶性あるいはエマルション系のシーラーにより目止めを行い、基材1表面への吸い込みのばらつきを調整するようにしてもよい。使用されるシーラーとしては、特に限定されるものではないが、アクリル系やラテックス系のものを使用することができる。このシーラーの上には意匠性や耐久性の向上のために、アクリル系やラテックス系の有機塗膜を形成するようにしてもよい。その他、基材1としては、例えば、フレキシブルボード、珪酸カルシウム板、石膏スラグパーライト板、木片セメント板、プレキャストコンクリート板、ALC板、石膏ボード等の無機質板を用いることができる。
【0013】
このような基材1の一端部(例えば、下端部)には接合片2が突設されていると共に、基材1の他側部(例えば、上端部)には受け接合片3が突設されている。接合片2及び受け接合片3は基材1の全長に亘って一体に形成することができる。また、接合片2は基材1の略半分〜1/3程度の厚みであって、基材1の表面側に片寄らせて形成することができる。受け接合片3は基材1の略半分〜1/3程度の厚みであって、基材1の裏面側に片寄らせて形成することができる。また、接合片2の先端の表面側には傾斜面20が基材1の全長にわたって形成されていると共に基材1の受け接合片3側の端部には凹段部11が基材1の全長にわたって形成されている。この傾斜面20と凹段部21の側面21aと底面21bにより、隣接する基材1(建材A)が接続された際に目地溝22を形成するものである。
【0014】
そして、上記のような基材1に塗装することにより建材Aを形成することができる。まず、基材1の基材端面23に後述のインクジェット塗装で塗装される色と近似する色を塗装して近似色塗膜29を形成する。ここで、基材端面23は凹段部21の底面21bと受け接合片3の表面との間に形成されている面であって、凹段部21の底面21b及び受け接合片3の表面と略垂直に形成されている。また、インクジェット塗装で塗装される色と近似する色とは、インクジェット塗装で目地溝22の傾斜面20と側面21aと底面21bとに塗装される色と同じ色もしくはほとんど見分けのつかない色であって、近似色塗膜29とインクジェット塗装で塗装される色との色差(L*a*b*表色系におけるΔE)が、ΔE=3以下であることが好ましい。近似色塗膜29を形成するための塗料はアクリル樹脂系塗料などのベース塗料に各種の顔料を配合して色を調整することができる。また、近似色塗膜29を形成する際の塗装はスプレーや刷毛塗りやロール塗装などの任意の塗装方法を採用することができる。また、近似色塗膜29の膜厚は特に限定されないが、例えば、10〜20μmとすることができる。また、近似色塗膜29は基板端面23の底面21bと近接する部分(例えば、基板端面23と底面21bのコーナー部分1aから1〜5mm幅の部分)に近似色塗膜29を形成することができるが、基板端面23の全面に近似色塗膜29を形成しても良い。
【0015】
次に、基材1の表面に受理層30を形成する。この場合、必須ではないが、一般的にはシーラーを基材1の表面に塗布した後に受理層30を形成する。また、受理層30は接合片2の表面(傾斜面20を含む)及び凹段部21の側面21aや底面21bにも受理層30を形成するが、受け接合片3の表面には受理層30が形成されない。しかし、基材1の基材端面23と底面21bはコーナー部1aを介して連続しているため、底面21bへの受理層形成時に基材端面23に不可避的に受理層30が付着することがある。そして、本発明では、図1に示すように、この受理層30の不要部分30aが近似色塗膜29の表面に付着することになる。
【0016】
受理層30はインクジェット塗装のインクを定着させるために必要な層であり、有機溶剤で希釈した塗料で形成することもできるが、水性塗料で形成するのが好ましい。このように、水性塗料で受理層30を形成することによって、環境負荷を低減することができるものである。ただし、いずれの塗料を用いる場合であっても、後述する顔料を配合しておくものである。
【0017】
上記水性塗料としては、アクリル系エマルションをベースにしたアクリル樹脂塗料や、アクリルシリコン系エマルションをベースにしたアクリルシリコン樹脂塗料を用いることができる。水性塗料には、体質顔料と吸湿性樹脂のうちの少なくとも一方を配合しておくのが好ましい。これにより、インクの定着性を向上させることができる上に、後で水性塗料でクリアー層4を形成する際に滲みを防止することができると共に、発色性も向上させることができるものである。ここで、体質顔料としては、シリカ、アルミナ、水酸化アルミニウム、硫酸バリウム、多孔質シリカ、珪藻土等を用いることができ、吸湿性樹脂としては、酢酸ビニル、ウレタン系ポリマー、アクリル系ポリマー、ポリビニルアルコール等のインキ吸収性ポリマー等を用いることができる。また、受理層30を水性塗料で形成するにあたっては、基材1の表面に水性塗料を塗布量30〜200g/m2・wetで塗布するのが好ましい。なお、水性塗料の塗布は、スプレーガン、ロールコーター、フローコーター、カーテンコーター等を用いて行うことができる。
【0018】
また、本発明において顔料は、上述した体質顔料のほか、着色顔料も意味する。着色顔料としては、酸化チタン、弁柄、オーカー、炭酸カルシウム、複合金属酸化物等の無機顔料や、カーボンブラック、キナクリドン、ナフトールレッド、シアニンブルー、シアニングリーン、ハンザイエロー、群青等の有機顔料を用いることができる。顔料は1種のみを用いたり、2種以上を組み合わせて用いたりすることができる。建材Aの耐候性を向上させることができることから、顔料の中でも無機顔料を用いるのが好ましい。顔料の粒径は、特に限定されるものではないが、平均粒径で0.01〜4μm程度が好ましい。また、顔料の分散は通常の方法で行うことができ、また、その際に分散剤、分散助剤、増粘剤、カップリング剤等を使用することが可能である。
【0019】
そして、本発明においては、受理層30は、顔料を顔料重量濃度(PWC)で50〜70%含有していることが好ましい。通常の塗料は顔料重量濃度が40%程度であるが、本発明のように顔料重量濃度を通常よりも高く設定することによって、受理層30の表面が粗くなり、この受理層30に水性インクが吸収されやすくなり、定着性を高めることができるものである。また、本発明では通常よりも顔料重量濃度が高いので、粘度が上昇してチクソ性となり垂れにくく、つまり、厚く付けやすくなり、また、乾燥性が良くなると共に、隠蔽性も向上するものである。しかし、受理層30の顔料重量濃度が50%未満であると、上記のような効果を得ることができない上に、粘度が低下してニュートン性となり垂れやすくなり、乾燥性が悪くなると共に、隠蔽性も低下してしまうものである。逆に、受理層30の顔料重量濃度が70%を超えると、水性インクを吸収しすぎる状態となり、インクの発色性が悪化するものである。
【0020】
また、受理層30の厚みは20〜180μmであることが好ましい。下地である基材1を隠蔽し、また基材1 を保護することができると共に、水性インクの吸収性が良くなるものである。しかし、受理層30の厚みが20μmより薄いと、基材1の隠蔽性が悪化し、また基材1を十分に保護することができないおそれがあり、逆に、受理層30の厚みが180μmより厚いと、乾燥性が悪く、タレが生じたり、クラックが生じたりするおそれがある。
【0021】
また、本発明においては、受理層30の隠蔽率70〜80%にする。ここで「隠蔽率」とは「JIS K 5600−4−1 隠ぺい力」に規定される方法Bにより算出されるものである。受理層30の隠蔽率が70%未満であると、基材1の表面の隠蔽性が低くなってインクジェット塗装による色や柄模様の発現が低下して建材Aの外観が低下するおそれがある。また、受理層30の隠蔽率が80%を超えると近似色塗膜29の色が透けずに見えにくくなって、受理層30の白色が目立つことになり、建材Aの外観が低下するおそれがある。
【0022】
次に、受理層30の表面に水性インクをインクジェット塗装することによってインクジェット層28を形成する。ここで、インクジェット塗装するためのインクジェット装置としては、例えば、図2に示すようなものを用いることができる。このインクジェット装置は、噴射ノズル7を設けた塗装ノズルヘッド8、塗装ノズルヘッド8の噴射ノズル7に水性インクを供給する塗料供給タンク9、塗装ノズルヘッド8の噴射ノズル7からの水性インクの噴射を制御する塗装制御システム10などを設けたインクジェット式塗装機11と、基材1を搬送する搬送コンベア12とを備えて形成されるものである。
【0023】
塗装ノズルヘッド8は、イエロー、シアン、マゼンタ、ブラックの各色の水性インクを噴出する4種類の塗装ノズルヘッド8y、8c、8m、8kから形成してあり、フルカラー印刷による塗装を行うことができるようにしてある。塗料供給タンク9も同様に4種類のものからなるものであり、イエローの水性インクを供給する塗料供給タンク9yは塗装ノズルヘッド8yに、シアンの水性インクを供給する塗料供給タンク9cは塗装ノズルヘッド8cに、マゼンタの水性インクを供給する塗料供給タンク9mは塗装ノズルヘッド8mに、ブラックの水性インクを供給する塗料供給タンク9kは塗装ノズルヘッド8kに、それぞれ接続してある。また、各塗装ノズルヘッド8y、8c、8m、8kは基材1の搬送方向に沿って配列してある。
【0024】
塗装制御システム10は、各種のCPU、ROM、RAM等から構成されるものであり、塗装データ作成部、塗装制御部、噴射ノズル制御部等を備えて形成してある。塗装データ作成部は、原画をスキャナ等して得た色柄パターンのデータを入力して保存するものであり、塗装制御部は、塗装を行う基材1に応じた色柄パターンのデータを塗装データ作成部から取り出し、この色柄のパターンのデータに基づいて、噴射ノズル制御部に制御信号を出力するものである。また、噴射ノズル制御部は、塗装ノズルヘッド8y、8c、8m、8kの各噴射ノズル7に接続してあり、噴射ノズル制御部から入力される制御信号に基づいて各噴射ノズル7を制御するものである。各噴射ノズル7は例えばピエゾ制御方式により噴射を行ったり噴射を停止したりするようになっており、噴射ノズル制御部で各噴射ノズル7を制御することによって、イエロー、シアン、マゼンタ、ブラックの各水性インクの噴射と停止を個別に制御して、色柄パターンに対応したフルカラー印刷による塗装を行うことができるものである。
【0025】
搬送コンベア12は、インクジェット式塗装機11の下側に配置されるものであり、ベルトコンベアで形成することができる。
【0026】
そして、上記のように形成されるインクジェット装置でインクジェット塗装するにあたっては、まず、受理層30を形成した基材1を搬送コンベア12上に導入する。導入された基材1はそのまま送られてインクジェット式塗装機11の塗装ノズルヘッド8y、8c、8m、8kの下を順に通過する。このように、基材1を搬送コンベア12で送りながら、塗装ノズルヘッド8y、8c、8m、8kから水性インクを噴射させて塗着させることによって、受理層30の表面にインクジェット層28を形成することができるものである。このように塗装された基材1はさらに送られ、次工程に搬出されるものである。
【0027】
インクジェット層28を形成した後、図3に示すように、このインクジェット層28の表面にクリアー層27を形成することができる。クリアー層27は、この下に形成されたインクジェット層28を保護する層であり、有機溶剤で希釈した塗料で形成することもできるが、水性塗料で形成するのが好ましい。このように、水性塗料でクリアー層27を形成することによって、環境負荷を低減することができるものである。
【0028】
上記水性塗料としては、アクリル系エマルションをベースにしたアクリル樹脂塗料や、アクリルシリコン系エマルションをベースにしたアクリルシリコン樹脂塗料を用いるのが好ましい。これにより、後述する無機質塗料層26をクリアー層27に強く付着させることができるものである。水性塗料には、アクリルビーズ、マイカ等の骨材を配合しておくのが好ましい。これにより、意匠性を向上させることができる。また、クリアー層27を水性塗料で形成するにあたっては、インクジェット層28の表面に水性塗料を塗布量20〜200g/m2・wetで塗布するのが好ましい。そして、焼付け乾燥は、例えば、ジェット乾燥機を用いて、100〜200℃、30秒以上の条件で行うのが好ましい。十分に焼付け乾燥を行わないと、温度湿度等環境条件によって、建材Aの耐久性が低下しやすくなる場合がある。なお、水性塗料の塗布は、スプレーガン、ロールコーター、フローコーター、カーテンコーター等を用いて行うことができる。
【0029】
その後、図3に示すように、クリアー層27の表面に無機質塗料層26を形成することができる。無機質塗料層26は、建材Aの耐候性等の耐久性を向上させる層であり、SiO2骨格で構成された塗膜で、紫外線吸収剤、場合によっては、艶消し剤が配合された塗膜からなるものである。例えば、特許第3242442号公報や特許第3193832号公報に記載されたコーティング用組成物や、特開平9−249822号公報に記載された無機コーティング剤で形成することができる。
【0030】
さらに、本発明においては、図3に示すように無機質塗料層26の表面に光触媒塗料層25を形成するのが好ましい。光触媒塗料層25は、超親水性を有しており、建材Aの防汚性を向上させるために必要な層であり、SiO2骨格で構成された塗膜で、光触媒、場合によっては、艶消し剤が配合された塗膜からなるものである。例えば、特許第2776259号公報に記載された抗菌性無機塗料や、パナソニック電工(株)製「フレッセラPS1000」で形成することができる。
【0031】
上記のようにして形成される建材Aは、外壁材などとして家屋の外壁などの下地に取付て施工されるものであり、この場合、図4に示すように、複数の建材Aを上下あるいは左右に並べて接続するが、隣合う一方の建材Aの受け接合片3の前面側に、他方の建材Aの接合片2を接合させて合抉りにより接続を行なうものである。このとき、受け接合片3は他の建材Aの接合片2の裏側に隠れて外部に露出することがなくなり、基材端面23は他の建材Aの接合片2の先端面と当接又は近接してほとんど隠れる。また、建材Aの接続部分には接合片2の傾斜面20と凹段部21の側面21a及び底面21bとからなる目地溝22が形成されることになる。そして、目地溝22には基材1のコーナー部1aにおける基材端面23が少し露出する場合があるが、この露出部分には、目地溝22に形成されたインクジェット層28と近似する色の近似色塗膜29が形成されており、この近似色塗膜29の表面に受理層30の不要部分30aが形成されているため、露出部分の基材端面23の色は受理層30の不要部分30aを透して近似色塗膜29の色が視認されるものであり、インクジェット層28による目地溝22の色と上記露出部分の色とがほぼ同じになって、目地溝22への露出部分が目立たなくなるものである。従って、建材Aの接続部分(目地溝22の部分)に白色系の受理層30の線が明確に形成されず、外観が損なわれないようにすることができる。この結果、従来では、インクジェット塗装としてインクジェット層28の色が受理層30の色に近い白色系の色しか採用できなかったが、本発明では白色系以外の色(特に、濃色系)でインクジェット層28を形成することができるものである。また、建材Aの板厚公差等により施工現場での不陸が生じた場合でも、違和感なく建材Aを施工することが可能となるものである。
【符号の説明】
【0032】
1 基材
2 接合片
3 受け接合片
23 基材端面
30 受理層
A 建材
【特許請求の範囲】
【請求項1】
基材の一方の端部に接合片を突設すると共に、隣接する基材同士を接続した状態で他の基材の接合片の背面側に配置される受け接合片を基材の他方の端部に突設し、この基材に受理層を形成した後、受理層の表面にインクジェット塗装する建材の塗装方法において、受け接合片と略垂直な基材端面をインクジェット塗装で塗装される色と近似する色で塗装した後、隠蔽率が70〜80%の受理層を形成することを特徴とする建材の塗装方法。
【請求項1】
基材の一方の端部に接合片を突設すると共に、隣接する基材同士を接続した状態で他の基材の接合片の背面側に配置される受け接合片を基材の他方の端部に突設し、この基材に受理層を形成した後、受理層の表面にインクジェット塗装する建材の塗装方法において、受け接合片と略垂直な基材端面をインクジェット塗装で塗装される色と近似する色で塗装した後、隠蔽率が70〜80%の受理層を形成することを特徴とする建材の塗装方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−78912(P2011−78912A)
【公開日】平成23年4月21日(2011.4.21)
【国際特許分類】
【出願番号】特願2009−233701(P2009−233701)
【出願日】平成21年10月7日(2009.10.7)
【出願人】(503367376)ケイミュー株式会社 (467)
【Fターム(参考)】
【公開日】平成23年4月21日(2011.4.21)
【国際特許分類】
【出願日】平成21年10月7日(2009.10.7)
【出願人】(503367376)ケイミュー株式会社 (467)
【Fターム(参考)】
[ Back to top ]