
建築板及びその製造方法
【課題】木に近く、立体的な外観を呈する建築板及びその製造方法を提供する。
【解決手段】複数の木板模様を有する無機質基材の表面に、下塗塗膜、該下塗塗膜よりも顔料含有率が低く、色相が異なる上塗塗膜、該上塗塗膜と色相が異なるインクジェット塗膜、クリアー塗膜が順次形成された建築板であって、該上塗塗膜の配置及び膜厚の変化により、各木板模様の色の濃さは異なり、該インクジェット塗膜の部分的な配置により、各木板模様の色相は異なる。及び、複数の木板模様を有する無機質基材の表面に、下塗塗料を塗布する工程と、該下塗塗料よりも顔料濃度(PWC)が低く、色相が異なる上塗塗料を塗布する工程と、該上塗塗料が硬化する前に、塗布された該上塗塗料の一部を掻き取る工程と、該上塗塗料と色相が異なるインクジェット塗装を部分的に行う工程と、クリアー塗料を塗布する工程とからなる建築板の製造方法。
【解決手段】複数の木板模様を有する無機質基材の表面に、下塗塗膜、該下塗塗膜よりも顔料含有率が低く、色相が異なる上塗塗膜、該上塗塗膜と色相が異なるインクジェット塗膜、クリアー塗膜が順次形成された建築板であって、該上塗塗膜の配置及び膜厚の変化により、各木板模様の色の濃さは異なり、該インクジェット塗膜の部分的な配置により、各木板模様の色相は異なる。及び、複数の木板模様を有する無機質基材の表面に、下塗塗料を塗布する工程と、該下塗塗料よりも顔料濃度(PWC)が低く、色相が異なる上塗塗料を塗布する工程と、該上塗塗料が硬化する前に、塗布された該上塗塗料の一部を掻き取る工程と、該上塗塗料と色相が異なるインクジェット塗装を部分的に行う工程と、クリアー塗料を塗布する工程とからなる建築板の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、建築物の外壁、内壁を構成する建築板に関するものである。
【背景技術】
【0002】
従来から、建築物の構造躯体に複数の建築板を施工して、建築物の外壁、内壁を構成することが行われている。そのため、建築板の表面に深い凹凸模様を設けるなどして、意匠性を向上させることが行われている。例えば、特許文献1には、建築板の表面に木目模様を形成させることにより製造された、木目調の意匠外観を呈する建築板及びその製造方法が開示されている。
【0003】
しかし、近年、より木に近く、立体的な外観を呈する建築板が望まれている。そこで、本発明者は、より木に近く、立体的な外観を呈する建築板及びその製造方法を検討した。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−353299号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、木に近く、立体的な外観を呈する建築板及びその製造方法を提供するものである。
【課題を解決するための手段】
【0006】
本発明は、複数の木板模様を表面に有する無機質基材の表面に、下塗塗膜、上塗塗膜、インクジェット塗膜、クリアー塗膜が順次形成された建築板を提供する。本発明の建築板において、下塗塗膜、上塗塗膜は顔料を含有しており、該下塗塗膜の顔料含有率は、該上塗塗膜の顔料含有率よりも高く、該下塗塗膜と該上塗塗膜の色相は異なる。そして、上塗塗膜の配置及び膜厚の変化により、各木板模様の色の濃さは異なり、該上塗塗膜と色相が異なるインクジェット塗膜が部分的に配置されていることにより、各木板模様の色相は異なる。これらの特徴により、本発明の建築板は、木に近く、立体的な外観を呈することができる。
なお、無機質基材とは、木繊維補強セメント板、繊維補強セメント板、繊維補強セメント・ケイ酸カルシウム板、スラグ石膏板などの窯業系サイディングボードや、金属系サイディングボード、ALCボードなどであり、表面には、複数の木板模様を有する。これらの木板模様は、複数の木板を張り合わせたような模様とされている。このような無機質基材を用いることにより、曲げ強度、耐候性、遮音性に優れた建築板を得ることができる。無機質基材が、鋸刃模様が設けられた木板模様を少なくとも有すると、より木に近い表情が得られるとともに、該鋸刃模様により上塗塗膜が配置及び膜厚の変化に富むので好ましい。なお、鋸刃模様は、筋状の凹、凸により形成することができ、1つの木板模様の上に間隔を空けて複数形成されていると、該鋸刃模様による効果が際立つので好ましい。
下塗塗膜、上塗塗膜、クリアー塗膜は、アクリル樹脂、シリコン樹脂、フッ素樹脂、シリコン・アクリル樹脂、ポリウレタン樹脂、エポキシ樹脂などの合成樹脂からなる。シクロヘキサメタアクリレート、シリコン・アクリルなどの高耐候性樹脂からなると、より耐候性に優れるので好ましい。更に、クリアー塗膜が、有機・無機複合塗料により形成されていると、更に耐候性に優れるので好ましい。無機質基材は表面に微小な細孔を有することがあるので、下塗塗膜は、炭酸カルシウム、クレー、アクリルビーズなどの充填剤を有すると、該充填剤が該無機質基材の細孔に充填され、表面からの吸水が止められるので好ましい。クリアー塗膜は、艶消しビーズ、光安定剤、紫外線吸収剤を含むと、該クリアー塗膜がクッション性を有するとともに、紫外線劣化や光劣化が抑えられるので好ましい。
更に、下塗塗膜は、顔料濃度(PWC)が40〜60%の塗料により形成されており、上塗塗膜は、該下塗塗膜を形成する塗料よりも顔料濃度(PWC)が低い塗料により形成されていると、最良のカラーイング表情が得られ、より立体的な外観を呈するので好ましい。上塗塗膜は、顔料濃度(PWC)が15〜35%である塗料により形成されていることが好ましいが、仕上げる色によっては、カラークリヤー塗料により形成されていても良い。
【0007】
更に、上塗塗膜を透過して下塗塗膜が透けて見えている部分を有すると、色の濃さが無限大階調の濃度変化となるので好ましい。上塗塗膜がカラークリアー塗膜であっても同様の効果が得られる。
また、上塗塗膜を有さず、下塗塗膜が見えている部分を有すると、より色相の変化に富み、激しい色相の変化から微妙な色相の変化までの表情が得られるので好ましい。
【0008】
更に、本発明では、複数の木板を張り合わせたような意匠を表面に有する建築板の製造方法も提供する。本発明の製造方法は、複数の木板模様を表面に有する無機質基材の表面に下塗塗料を塗布する工程と、上塗塗料を塗布する工程と、該上塗塗料が硬化する前に、塗布された該上塗塗料の一部を掻き取る工程と、インクジェット塗装を行う工程と、クリアー塗料を塗布する工程とからなる。下塗塗料の顔料濃度(PWC)は40〜60%であり、上塗塗料の顔料濃度(PWC)は該下塗塗料よりも低い。上塗塗料は、顔料濃度(PWC)が15〜35%であることが好ましいが、仕上げる色によっては、カラークリヤー塗料でも良い。そして、上塗塗料を塗布する工程及び塗布された該上塗塗料の一部を掻き取る工程では、下塗塗料とは色相が異なる上塗塗料を、該上塗塗料の塗布位置及び塗布量を変化させて、各木板模様の色の濃さを異ならせる。なお、上塗塗料の一部を掻き取る工程では、硬化する前の該上塗塗料にゴムロールなどの掻き取り部材を接触させ、該上塗塗料を掻き取るのだが、該掻き取り部材の動きが板の進行方向と同じ方向であると、掻き取り作業がスムーズに行えるので好ましい。インクジェット塗装を行う工程では、上塗塗料と色相が異なるインクジェット塗装を部分的に行うことにより、各木板模様の色相を異ならせる。それらにより、木に近く、立体的な外観を呈する建築板が製造される。
なお、無機質基材とは、前述した通りであり、該無機質基材が、鋸刃模様が設けられた木板模様を少なくとも有すると、より木に近い表情が得られるとともに、塗布された上塗塗料に掻き取り部材を接触させ、該上塗塗料を一様に掻き取ったとしても、掻き取り具合は異なり、木板模様における該上塗塗料の塗布位置及び塗布量は激しく変化するので好ましい。なお、鋸刃模様は、筋状の凹、凸により形成することができ、1つの木板模様の上に間隔を空けて複数形成されていると、該鋸刃模様による効果が際立つので好ましい。
また、上塗塗料の一部を掻き取る工程により、上塗塗膜を透過して下塗塗膜が透けて見えている部分が形成されると、色の濃さが無限大階調の濃度変化となるので好ましい。上塗塗料として、カラークリアー塗料を用いても同様の効果が得られるので好ましい。上塗塗料の一部を掻き取る工程により、上塗塗膜を有さない部分が形成されると、より色相の変化に富み、激しい色相の変化から微妙な色相の変化までの表情が得られるので好ましい。
更に、上塗塗料には、下塗塗料よりも乾燥しにくい塗料を用いると、上塗塗料の掻き取りが行いやすいので好ましい。
更に、下塗塗料として、炭酸カルシウム、クレー、アクリルビーズなどの充填剤を有する塗料を用いると、無機質基材の表面に細孔を有する場合には、該細孔に該充填剤が充填され、表面からの吸水が止められるので好ましい。クリアー塗料として、艶消しビーズ、光安定剤、紫外線吸収剤を含む塗料を用いると、得られるクリアー塗膜がクッション性を有するとともに、紫外線劣化や光劣化が抑えられるので好ましい。
【発明の効果】
【0009】
本発明によれば、木に近く、立体的な外観を呈する建築板及びその製造方法を提供することができる。
【図面の簡単な説明】
【0010】
【図1】図1は、本発明にかかる建築板の正面図である。
【図2】図2は、本発明にかかる他の建築板の正面図である。
【発明を実施するための形態】
【0011】
次に、本発明の実施例を説明する。
【0012】
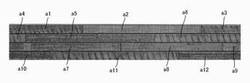
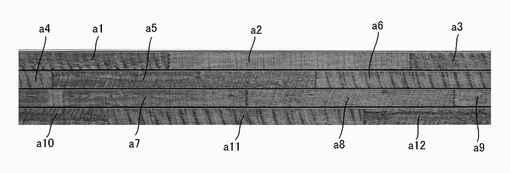
図1は、本発明にかかる建築板の正面図である。建築板A1は、木板を張り合わせたような柄模様を表面に有する無機質板を基材としている。具体的には、無機質板の表面には、木板模様a1〜a12が、凹溝を介して、張り合わせたかのように配置、形成されており、木板模様a1〜a12において、表面の凹凸具合、木板模様の長さは異なる。また、木板模様a1〜a12には鋸刃模様が設けられており、該鋸刃模様により木板模様a1〜a12の凹凸具合は変化に富む。詳しくは、木板模様a1には、深く、幅の広い筋状の凹みを、斜めに間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a2には、浅く、幅の狭い筋状の凹みを、垂直に間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a3には、浅い筋状の凹みを、斜めに間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a4には、深く、幅の広い筋状の凹みを、斜めに間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a5には、浅い筋状の凹みを、斜めに間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a6には、深く、幅の広い筋状の凹みを、斜めに間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a7には、浅く、幅の狭い筋状の凹みを、垂直に間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a8には、浅く、幅の狭い筋状の凹みを、斜めに間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a9には、浅く、幅の狭い筋状の凹みを、垂直に間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a10には、浅く、幅の狭い筋状の凹みを、斜めに間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a11には、深く、幅の広い筋状の凹みを、斜めに間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a12には、浅い筋状の凹みを斜めに形成することにより、複数の鋸刃模様が設けられている。すなわち、各木板模様において、様々な深さ、形状の鋸刃模様が設けられている。
そして、この無機質板の表面に、下塗塗料として、顔料をPWCで約50%含む高耐候アクリルエマルション塗料を10g/尺2塗布し、ドライヤーで乾燥させた。次いで、その表面に、上塗塗料として、下塗塗料とは色相が異なり、アクリルビーズを含有し、顔料をPWCで約30%含む高耐候アクリルエマルション塗料を8g/尺2塗布した。次いで、上塗塗料が硬化する前に、該上塗塗料にゴムロールを接触させ、板の進行方向(搬送方向)と同じ方向に回転させることにより、該上塗塗料を掻き取る。前述したように、木板模様a1〜a12には、様々な深さ、形状の鋸刃模様が複数設けられているので、一様に上塗塗料を掻き取ったとしても、掻き取り具合は異なるので、木板模様a1〜a12における上塗塗料の塗布位置及び塗布量は激しく変化する。そして、ドライヤーで乾燥させた後、その表面に、上塗塗料と色相が異なるインクジェット塗装を木板模様a1、a3、a5、a10に行い、ドライヤーで乾燥させた。更に、その表面に、アクリルビーズを含有する高耐候クリアー塗料を8g/尺2塗布し、ドライヤーで乾燥させ、建築板A1を得た。
【0013】
以上のように、様々な深さ、形状の鋸刃模様が複数設けられている木板模様a1〜a12を表面に有する無機質板の表面に、下塗塗料、上塗塗料を塗布するとともに、該上塗塗料の掻き取りを行うので、該上塗塗料の塗布位置及び塗布量は激しく変化し、立体的な外観を呈する。また、木板模様a1、a3、a5、a10にはインクジェット塗装が施されているので、色相の変化に富んでいる。更に、木板模様a2、a4、a6、a7、a8、a9、a11を見ると判るように、上塗塗膜を透過して下塗塗膜が透けて見えている部分、該上塗塗膜を有さず、該下塗塗膜が見えている部分を有するので、色の濃さの変化に富んでいる。
【0014】
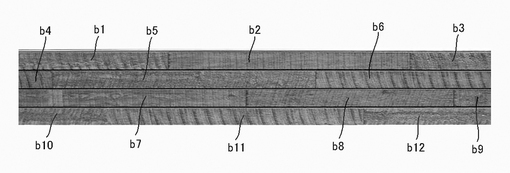
図2は、本発明にかかる他の建築板の正面図である。建築板A2も、図1と同じ無機質板を基材としている。すなわち、無機質板の表面に形成された木板模様b1〜b12は、木板模様a1〜a12と同じであり、様々な深さ、形状の鋸刃模様が複数設けられている。
そして、この無機質板の表面に、上塗塗料として、アクリルビーズを含有し、顔料をPWCで約0.5%含む高耐候クリアー塗料に変更した以外は、図1に示す建築板と同じ方法で無機質板を塗装し、建築板を得た。しかし、本建築板においても、様々な深さ、形状の鋸刃模様が複数設けられている木板模様b1〜b12を表面に有する無機質板の表面に、下塗塗料、上塗塗料を塗布するとともに、該上塗塗料の掻き取りを行うので、該上塗塗料の塗布位置及び塗布量は激しく変化する。特に、上塗塗料としてカラークリアー塗料を用いているので、上塗塗膜を透過して下塗塗膜が透けて見えており、色の濃さの変化に富んでいるとともに、立体的な外観を呈する。また、インクジェット塗装が施されているので、色相の変化に富んでいる。
【0015】
以上に本発明の実施形態について説明したが、本発明はこれに限定されず、特許請求の範囲に記載の発明の範囲において種々の変形態を取り得る。
【産業上の利用可能性】
【0016】
以上説明したように、本発明によれば、木に近く、立体的な外観を呈する建築板及びその製造方法を提供することができる。
【符号の説明】
【0017】
A1、A2 建築板
a1〜b12 木板模様
【技術分野】
【0001】
本発明は、建築物の外壁、内壁を構成する建築板に関するものである。
【背景技術】
【0002】
従来から、建築物の構造躯体に複数の建築板を施工して、建築物の外壁、内壁を構成することが行われている。そのため、建築板の表面に深い凹凸模様を設けるなどして、意匠性を向上させることが行われている。例えば、特許文献1には、建築板の表面に木目模様を形成させることにより製造された、木目調の意匠外観を呈する建築板及びその製造方法が開示されている。
【0003】
しかし、近年、より木に近く、立体的な外観を呈する建築板が望まれている。そこで、本発明者は、より木に近く、立体的な外観を呈する建築板及びその製造方法を検討した。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−353299号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、木に近く、立体的な外観を呈する建築板及びその製造方法を提供するものである。
【課題を解決するための手段】
【0006】
本発明は、複数の木板模様を表面に有する無機質基材の表面に、下塗塗膜、上塗塗膜、インクジェット塗膜、クリアー塗膜が順次形成された建築板を提供する。本発明の建築板において、下塗塗膜、上塗塗膜は顔料を含有しており、該下塗塗膜の顔料含有率は、該上塗塗膜の顔料含有率よりも高く、該下塗塗膜と該上塗塗膜の色相は異なる。そして、上塗塗膜の配置及び膜厚の変化により、各木板模様の色の濃さは異なり、該上塗塗膜と色相が異なるインクジェット塗膜が部分的に配置されていることにより、各木板模様の色相は異なる。これらの特徴により、本発明の建築板は、木に近く、立体的な外観を呈することができる。
なお、無機質基材とは、木繊維補強セメント板、繊維補強セメント板、繊維補強セメント・ケイ酸カルシウム板、スラグ石膏板などの窯業系サイディングボードや、金属系サイディングボード、ALCボードなどであり、表面には、複数の木板模様を有する。これらの木板模様は、複数の木板を張り合わせたような模様とされている。このような無機質基材を用いることにより、曲げ強度、耐候性、遮音性に優れた建築板を得ることができる。無機質基材が、鋸刃模様が設けられた木板模様を少なくとも有すると、より木に近い表情が得られるとともに、該鋸刃模様により上塗塗膜が配置及び膜厚の変化に富むので好ましい。なお、鋸刃模様は、筋状の凹、凸により形成することができ、1つの木板模様の上に間隔を空けて複数形成されていると、該鋸刃模様による効果が際立つので好ましい。
下塗塗膜、上塗塗膜、クリアー塗膜は、アクリル樹脂、シリコン樹脂、フッ素樹脂、シリコン・アクリル樹脂、ポリウレタン樹脂、エポキシ樹脂などの合成樹脂からなる。シクロヘキサメタアクリレート、シリコン・アクリルなどの高耐候性樹脂からなると、より耐候性に優れるので好ましい。更に、クリアー塗膜が、有機・無機複合塗料により形成されていると、更に耐候性に優れるので好ましい。無機質基材は表面に微小な細孔を有することがあるので、下塗塗膜は、炭酸カルシウム、クレー、アクリルビーズなどの充填剤を有すると、該充填剤が該無機質基材の細孔に充填され、表面からの吸水が止められるので好ましい。クリアー塗膜は、艶消しビーズ、光安定剤、紫外線吸収剤を含むと、該クリアー塗膜がクッション性を有するとともに、紫外線劣化や光劣化が抑えられるので好ましい。
更に、下塗塗膜は、顔料濃度(PWC)が40〜60%の塗料により形成されており、上塗塗膜は、該下塗塗膜を形成する塗料よりも顔料濃度(PWC)が低い塗料により形成されていると、最良のカラーイング表情が得られ、より立体的な外観を呈するので好ましい。上塗塗膜は、顔料濃度(PWC)が15〜35%である塗料により形成されていることが好ましいが、仕上げる色によっては、カラークリヤー塗料により形成されていても良い。
【0007】
更に、上塗塗膜を透過して下塗塗膜が透けて見えている部分を有すると、色の濃さが無限大階調の濃度変化となるので好ましい。上塗塗膜がカラークリアー塗膜であっても同様の効果が得られる。
また、上塗塗膜を有さず、下塗塗膜が見えている部分を有すると、より色相の変化に富み、激しい色相の変化から微妙な色相の変化までの表情が得られるので好ましい。
【0008】
更に、本発明では、複数の木板を張り合わせたような意匠を表面に有する建築板の製造方法も提供する。本発明の製造方法は、複数の木板模様を表面に有する無機質基材の表面に下塗塗料を塗布する工程と、上塗塗料を塗布する工程と、該上塗塗料が硬化する前に、塗布された該上塗塗料の一部を掻き取る工程と、インクジェット塗装を行う工程と、クリアー塗料を塗布する工程とからなる。下塗塗料の顔料濃度(PWC)は40〜60%であり、上塗塗料の顔料濃度(PWC)は該下塗塗料よりも低い。上塗塗料は、顔料濃度(PWC)が15〜35%であることが好ましいが、仕上げる色によっては、カラークリヤー塗料でも良い。そして、上塗塗料を塗布する工程及び塗布された該上塗塗料の一部を掻き取る工程では、下塗塗料とは色相が異なる上塗塗料を、該上塗塗料の塗布位置及び塗布量を変化させて、各木板模様の色の濃さを異ならせる。なお、上塗塗料の一部を掻き取る工程では、硬化する前の該上塗塗料にゴムロールなどの掻き取り部材を接触させ、該上塗塗料を掻き取るのだが、該掻き取り部材の動きが板の進行方向と同じ方向であると、掻き取り作業がスムーズに行えるので好ましい。インクジェット塗装を行う工程では、上塗塗料と色相が異なるインクジェット塗装を部分的に行うことにより、各木板模様の色相を異ならせる。それらにより、木に近く、立体的な外観を呈する建築板が製造される。
なお、無機質基材とは、前述した通りであり、該無機質基材が、鋸刃模様が設けられた木板模様を少なくとも有すると、より木に近い表情が得られるとともに、塗布された上塗塗料に掻き取り部材を接触させ、該上塗塗料を一様に掻き取ったとしても、掻き取り具合は異なり、木板模様における該上塗塗料の塗布位置及び塗布量は激しく変化するので好ましい。なお、鋸刃模様は、筋状の凹、凸により形成することができ、1つの木板模様の上に間隔を空けて複数形成されていると、該鋸刃模様による効果が際立つので好ましい。
また、上塗塗料の一部を掻き取る工程により、上塗塗膜を透過して下塗塗膜が透けて見えている部分が形成されると、色の濃さが無限大階調の濃度変化となるので好ましい。上塗塗料として、カラークリアー塗料を用いても同様の効果が得られるので好ましい。上塗塗料の一部を掻き取る工程により、上塗塗膜を有さない部分が形成されると、より色相の変化に富み、激しい色相の変化から微妙な色相の変化までの表情が得られるので好ましい。
更に、上塗塗料には、下塗塗料よりも乾燥しにくい塗料を用いると、上塗塗料の掻き取りが行いやすいので好ましい。
更に、下塗塗料として、炭酸カルシウム、クレー、アクリルビーズなどの充填剤を有する塗料を用いると、無機質基材の表面に細孔を有する場合には、該細孔に該充填剤が充填され、表面からの吸水が止められるので好ましい。クリアー塗料として、艶消しビーズ、光安定剤、紫外線吸収剤を含む塗料を用いると、得られるクリアー塗膜がクッション性を有するとともに、紫外線劣化や光劣化が抑えられるので好ましい。
【発明の効果】
【0009】
本発明によれば、木に近く、立体的な外観を呈する建築板及びその製造方法を提供することができる。
【図面の簡単な説明】
【0010】
【図1】図1は、本発明にかかる建築板の正面図である。
【図2】図2は、本発明にかかる他の建築板の正面図である。
【発明を実施するための形態】
【0011】
次に、本発明の実施例を説明する。
【0012】
図1は、本発明にかかる建築板の正面図である。建築板A1は、木板を張り合わせたような柄模様を表面に有する無機質板を基材としている。具体的には、無機質板の表面には、木板模様a1〜a12が、凹溝を介して、張り合わせたかのように配置、形成されており、木板模様a1〜a12において、表面の凹凸具合、木板模様の長さは異なる。また、木板模様a1〜a12には鋸刃模様が設けられており、該鋸刃模様により木板模様a1〜a12の凹凸具合は変化に富む。詳しくは、木板模様a1には、深く、幅の広い筋状の凹みを、斜めに間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a2には、浅く、幅の狭い筋状の凹みを、垂直に間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a3には、浅い筋状の凹みを、斜めに間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a4には、深く、幅の広い筋状の凹みを、斜めに間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a5には、浅い筋状の凹みを、斜めに間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a6には、深く、幅の広い筋状の凹みを、斜めに間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a7には、浅く、幅の狭い筋状の凹みを、垂直に間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a8には、浅く、幅の狭い筋状の凹みを、斜めに間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a9には、浅く、幅の狭い筋状の凹みを、垂直に間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a10には、浅く、幅の狭い筋状の凹みを、斜めに間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a11には、深く、幅の広い筋状の凹みを、斜めに間隔を空けて複数形成することにより、複数の鋸刃模様が設けられており、木板模様a12には、浅い筋状の凹みを斜めに形成することにより、複数の鋸刃模様が設けられている。すなわち、各木板模様において、様々な深さ、形状の鋸刃模様が設けられている。
そして、この無機質板の表面に、下塗塗料として、顔料をPWCで約50%含む高耐候アクリルエマルション塗料を10g/尺2塗布し、ドライヤーで乾燥させた。次いで、その表面に、上塗塗料として、下塗塗料とは色相が異なり、アクリルビーズを含有し、顔料をPWCで約30%含む高耐候アクリルエマルション塗料を8g/尺2塗布した。次いで、上塗塗料が硬化する前に、該上塗塗料にゴムロールを接触させ、板の進行方向(搬送方向)と同じ方向に回転させることにより、該上塗塗料を掻き取る。前述したように、木板模様a1〜a12には、様々な深さ、形状の鋸刃模様が複数設けられているので、一様に上塗塗料を掻き取ったとしても、掻き取り具合は異なるので、木板模様a1〜a12における上塗塗料の塗布位置及び塗布量は激しく変化する。そして、ドライヤーで乾燥させた後、その表面に、上塗塗料と色相が異なるインクジェット塗装を木板模様a1、a3、a5、a10に行い、ドライヤーで乾燥させた。更に、その表面に、アクリルビーズを含有する高耐候クリアー塗料を8g/尺2塗布し、ドライヤーで乾燥させ、建築板A1を得た。
【0013】
以上のように、様々な深さ、形状の鋸刃模様が複数設けられている木板模様a1〜a12を表面に有する無機質板の表面に、下塗塗料、上塗塗料を塗布するとともに、該上塗塗料の掻き取りを行うので、該上塗塗料の塗布位置及び塗布量は激しく変化し、立体的な外観を呈する。また、木板模様a1、a3、a5、a10にはインクジェット塗装が施されているので、色相の変化に富んでいる。更に、木板模様a2、a4、a6、a7、a8、a9、a11を見ると判るように、上塗塗膜を透過して下塗塗膜が透けて見えている部分、該上塗塗膜を有さず、該下塗塗膜が見えている部分を有するので、色の濃さの変化に富んでいる。
【0014】
図2は、本発明にかかる他の建築板の正面図である。建築板A2も、図1と同じ無機質板を基材としている。すなわち、無機質板の表面に形成された木板模様b1〜b12は、木板模様a1〜a12と同じであり、様々な深さ、形状の鋸刃模様が複数設けられている。
そして、この無機質板の表面に、上塗塗料として、アクリルビーズを含有し、顔料をPWCで約0.5%含む高耐候クリアー塗料に変更した以外は、図1に示す建築板と同じ方法で無機質板を塗装し、建築板を得た。しかし、本建築板においても、様々な深さ、形状の鋸刃模様が複数設けられている木板模様b1〜b12を表面に有する無機質板の表面に、下塗塗料、上塗塗料を塗布するとともに、該上塗塗料の掻き取りを行うので、該上塗塗料の塗布位置及び塗布量は激しく変化する。特に、上塗塗料としてカラークリアー塗料を用いているので、上塗塗膜を透過して下塗塗膜が透けて見えており、色の濃さの変化に富んでいるとともに、立体的な外観を呈する。また、インクジェット塗装が施されているので、色相の変化に富んでいる。
【0015】
以上に本発明の実施形態について説明したが、本発明はこれに限定されず、特許請求の範囲に記載の発明の範囲において種々の変形態を取り得る。
【産業上の利用可能性】
【0016】
以上説明したように、本発明によれば、木に近く、立体的な外観を呈する建築板及びその製造方法を提供することができる。
【符号の説明】
【0017】
A1、A2 建築板
a1〜b12 木板模様
【特許請求の範囲】
【請求項1】
複数の木板模様を表面に有する無機質基材の表面に、下塗塗膜、上塗塗膜、インクジェット塗膜、クリアー塗膜が順次形成された建築板であって、
下塗塗膜の顔料含有率は、上塗塗膜の顔料含有率よりも高く、
下塗塗膜と上塗塗膜の色相は異なり、
上塗塗膜の配置及び膜厚の変化により、各木板模様の色の濃さは異なり、
上塗塗膜と色相が異なるインクジェット塗膜が部分的に配置されていることにより、各木板模様の色相は異なる
ことを特徴とする建築板。
【請求項2】
上塗塗膜を透過して下塗塗膜が透けて見えている部分を有する
ことを特徴とする請求項1に記載の建築板。
【請求項3】
上塗塗膜はカラークリアー塗膜である
ことを特徴とする請求項1に記載の建築板。
【請求項4】
上塗塗膜を有さず、下塗塗膜が見えている部分を有する
ことを特徴とする請求項1に記載の建築板。
【請求項5】
鋸刃模様が設けられた木板模様を少なくとも有する
ことを特徴とする請求項1に記載の建築板。
【請求項6】
鋸刃模様は、木板模様の上に間隔を空けて複数形成されている
ことを特徴とする請求項5に記載の建築板。
【請求項7】
複数の木板を張り合わせたような意匠を表面に有する建築板の製造方法であって、
複数の木板模様を表面に有する無機質基材の表面に下塗塗料を塗布する工程と、
上塗塗料を塗布する工程と、
上塗塗料が硬化する前に、塗布された該上塗塗料の一部を掻き取る工程と、
インクジェット塗装を行う工程と、
クリアー塗料を塗布する工程とからなり、
下塗塗料の顔料濃度(PWC)は40〜60%であり、
上塗塗料の顔料濃度(PWC)は下塗塗料の顔料濃度(PWC)よりも低く、
上塗塗料を塗布する工程及び塗布された該上塗塗料の一部を掻き取る工程では、下塗塗料とは色相が異なる該上塗塗料を塗布し、該上塗塗料の塗布位置及び塗布量を変化させて、各木板模様の色の濃さを異ならせ、
上塗塗料と色相が異なるインクジェット塗装を部分的に行うことにより、各木板模様の色相を異ならせる
ことを特徴とする建築板の製造方法。
【請求項8】
上塗塗料の一部を掻き取る工程により、上塗塗膜を透過して下塗塗膜が透けて見えている部分が形成される
ことを特徴とする請求項7に記載の建築板の製造方法。
【請求項9】
上塗塗料として、カラークリアー塗料を用いる
ことを特徴とする請求項7に記載の建築板の製造方法。
【請求項10】
上塗塗料の一部を掻き取る工程により、上塗塗膜を有さない部分が形成される
ことを特徴とする請求項7に記載の建築板の製造方法。
【請求項11】
無機質基材の表面には、鋸刃模様を有する
ことを特徴とする請求項7に記載の建築板の製造方法。
【請求項12】
鋸刃模様は、木板模様の上に間隔を空けて複数形成されている
ことを特徴とする請求項11に記載の建築板の製造方法。
【請求項13】
上塗塗料には、下塗塗料よりも乾燥しにくい塗料を用いる
ことを特徴とする請求項7に記載の建築板の製造方法。
【請求項14】
下塗塗料として、充填剤を含む塗料を用いる
ことを特徴とする請求項7に記載の建築板の製造方法。
【請求項1】
複数の木板模様を表面に有する無機質基材の表面に、下塗塗膜、上塗塗膜、インクジェット塗膜、クリアー塗膜が順次形成された建築板であって、
下塗塗膜の顔料含有率は、上塗塗膜の顔料含有率よりも高く、
下塗塗膜と上塗塗膜の色相は異なり、
上塗塗膜の配置及び膜厚の変化により、各木板模様の色の濃さは異なり、
上塗塗膜と色相が異なるインクジェット塗膜が部分的に配置されていることにより、各木板模様の色相は異なる
ことを特徴とする建築板。
【請求項2】
上塗塗膜を透過して下塗塗膜が透けて見えている部分を有する
ことを特徴とする請求項1に記載の建築板。
【請求項3】
上塗塗膜はカラークリアー塗膜である
ことを特徴とする請求項1に記載の建築板。
【請求項4】
上塗塗膜を有さず、下塗塗膜が見えている部分を有する
ことを特徴とする請求項1に記載の建築板。
【請求項5】
鋸刃模様が設けられた木板模様を少なくとも有する
ことを特徴とする請求項1に記載の建築板。
【請求項6】
鋸刃模様は、木板模様の上に間隔を空けて複数形成されている
ことを特徴とする請求項5に記載の建築板。
【請求項7】
複数の木板を張り合わせたような意匠を表面に有する建築板の製造方法であって、
複数の木板模様を表面に有する無機質基材の表面に下塗塗料を塗布する工程と、
上塗塗料を塗布する工程と、
上塗塗料が硬化する前に、塗布された該上塗塗料の一部を掻き取る工程と、
インクジェット塗装を行う工程と、
クリアー塗料を塗布する工程とからなり、
下塗塗料の顔料濃度(PWC)は40〜60%であり、
上塗塗料の顔料濃度(PWC)は下塗塗料の顔料濃度(PWC)よりも低く、
上塗塗料を塗布する工程及び塗布された該上塗塗料の一部を掻き取る工程では、下塗塗料とは色相が異なる該上塗塗料を塗布し、該上塗塗料の塗布位置及び塗布量を変化させて、各木板模様の色の濃さを異ならせ、
上塗塗料と色相が異なるインクジェット塗装を部分的に行うことにより、各木板模様の色相を異ならせる
ことを特徴とする建築板の製造方法。
【請求項8】
上塗塗料の一部を掻き取る工程により、上塗塗膜を透過して下塗塗膜が透けて見えている部分が形成される
ことを特徴とする請求項7に記載の建築板の製造方法。
【請求項9】
上塗塗料として、カラークリアー塗料を用いる
ことを特徴とする請求項7に記載の建築板の製造方法。
【請求項10】
上塗塗料の一部を掻き取る工程により、上塗塗膜を有さない部分が形成される
ことを特徴とする請求項7に記載の建築板の製造方法。
【請求項11】
無機質基材の表面には、鋸刃模様を有する
ことを特徴とする請求項7に記載の建築板の製造方法。
【請求項12】
鋸刃模様は、木板模様の上に間隔を空けて複数形成されている
ことを特徴とする請求項11に記載の建築板の製造方法。
【請求項13】
上塗塗料には、下塗塗料よりも乾燥しにくい塗料を用いる
ことを特徴とする請求項7に記載の建築板の製造方法。
【請求項14】
下塗塗料として、充填剤を含む塗料を用いる
ことを特徴とする請求項7に記載の建築板の製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2012−211473(P2012−211473A)
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願番号】特願2011−77724(P2011−77724)
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000110860)ニチハ株式会社 (182)
【Fターム(参考)】
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000110860)ニチハ株式会社 (182)
【Fターム(参考)】
[ Back to top ]