
建築板及びインクジェット塗装装置
【課題】本発明は、インクジェット塗装が施された二つの建築板が壁構造内において互いに嵌合することで接続される場合、位置ずれなどにより建築板の端部が外部に露出しても外観の悪化を招きにくく、しかも資源消費量の増大を抑制することができる建築板を提供する。
【解決手段】本発明では、基材2における厚み方向の第一面5にインクジェット塗装が施されている。前記基材2における前記第一面5と平行な方向の第一端部3と、この第一端部3とは反対側に形成されている第二端部4とが、互いに嵌合し得る形状に形成されている。前記第一端部3に、前記第一面5に臨むと共にこの第一面5と交差する面からなる第二面6が形成され、この第二面6に前記第一面5よりも解像度の低いインクジェット塗装が施されている。
【解決手段】本発明では、基材2における厚み方向の第一面5にインクジェット塗装が施されている。前記基材2における前記第一面5と平行な方向の第一端部3と、この第一端部3とは反対側に形成されている第二端部4とが、互いに嵌合し得る形状に形成されている。前記第一端部3に、前記第一面5に臨むと共にこの第一面5と交差する面からなる第二面6が形成され、この第二面6に前記第一面5よりも解像度の低いインクジェット塗装が施されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、インクジェット塗装が施されている建築板、並びにこの建築板を製造するために使用されるインクジェット塗装装置に関する。
【背景技術】
【0002】
近年、建築物における壁構造の意匠性を向上するため、壁構造を構成する建築板にインクジェット塗装を施すことがおこなわれている。
【0003】
しかし、インクジェット塗装が採用されると、非常に美麗な意匠模様が容易に形成される一方で、壁構造内に塗装が施されていない部位が露出すると、その部位が非常に目立ってしまい、逆に意匠性の低下を招いてしまうことがある。
【0004】
例えば壁構造内において二つの建築板が互いに嵌合することで接続される場合、この嵌合部分において建築板間に位置ずれなどが生じると、建築板の端面におけるインクジェット塗装が施されていない部位が外部に露出してしまい、このために壁構造の意匠性が低下することがある。
【0005】
そこで、例えば特許文献1では、一端に凸部、他端に受け部を設けて形成される化粧建築板の凸部を、他の化粧建築板の受け部に係合させて設置するにあたり、凸部と受け部との係合部分のうち外部に露出する部分を、化粧建築板の表面と同様に塗装することが、開示されている。これにより、凸部と受け部との係合部分に位置ずれが生じても、壁構造の外部には塗装が施されている部分が露出することになる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−198098号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、このように建築板の端面にインクジェット塗装を施すと、この端面が壁構造の外部に露出する場合、この露出する部分の意匠模様が逆に目立ってしまうことがある。また、建築板の端面にもインクジェット塗装を施すと、資源消費量の増大を招くという問題もある。
【0008】
本発明は上記事由に鑑みてなされたものであり、本発明の目的は、インクジェット塗装が施された二つの建築板が壁構造内において互いに嵌合することで接続される場合、位置ずれなどにより建築板の端面が外部に露出しても外観の悪化を招きにくく、しかも資源消費量の増大を抑制することができる建築板、並びにこの建築板を得るために好適に用いられるインクジェット塗装装置を提供することにある。
【課題を解決するための手段】
【0009】
本発明に係る建築板は、壁構造を構成するために用いられ、基材にインクジェット塗装を施すことで得られる建築板であって、
前記基材における厚み方向の第一面にインクジェット塗装が施され、
前記基材における前記第一面と平行な方向の第一端部と、この第一端部とは反対側に形成されている第二端部とが、互いに嵌合し得る形状に形成され、
前記第一端部に、前記第一面に臨むと共にこの第一面と交差する面からなる第二面が形成され、この第二面に前記第一面よりも解像度の低いインクジェット塗装が施されている。
【0010】
本発明に係るインクジェット塗装装置の第一の態様は、基材にインクジェット塗装を施すことで建築板を製造するために用いられるインクジェット塗装装置であって、
前記基材における厚み方向の第一面が上方を向き、且つこの基材における前記第一面と平行な方向の第一端部と、この第一端部とは反対側に形成されている第二端部とが、前記基材の搬送方向と交差する方向に並ぶ状態で、前記基材を搬送し得る搬送手段と、
前記搬送手段による前記基材の搬送経路の上方から前記第一面に向けてインクの液滴を噴射する第一の塗装手段と、
前記搬送経路の側方から、前記基材における前記第一面に臨むと共にこの第一面と交差する面からなる第二面へ向けて、前記第一の塗装手段よりも低い解像度でインクの液滴を噴射する第二の塗装手段とを備える。
【0011】
本発明に係るインクジェット塗装装置の第二の態様は、基材にインクジェット塗装を施すことで建築板を製造するために用いられるインクジェット塗装装置であって、
前記基材における厚み方向の第一面が上方を向くように配置され、且つこの基材における前記第一面と平行な方向の第一端部と、この第一端部とは反対側に形成されている第二端部とが、前記基材の搬送方向と交差する方向に並ぶように、前記基材を搬送し得る搬送手段と、
前記搬送手段による前記基材の搬送経路の上方から前記第一面に向けてインクの液滴を噴射する第一の塗装手段と、
前記搬送経路の上方から、前記基材における前記第一面に臨むと共にこの第一面と交差する面からなる第二面よりも前記基材の外側にはみ出す位置に向けて、インクの液滴を噴射する第三の塗装手段と、
前記搬送経路の側方から前記第一端部へ向かう気流を生じさせることで、前記第三の塗装手段から噴射された液滴を前記第一の塗装手段よりも低い解像度で前記第二面へ吹き付ける気流発生手段とを備える。
【発明の効果】
【0012】
本発明によれば、壁構造内において二つの建築板が互いに嵌合することで接続される場合、位置ずれなどにより建築板の端部が外部に露出しても外観が悪化しにくくなり、しかも建築板の生産時の資源消費量の増大が抑制される。
【図面の簡単な説明】
【0013】
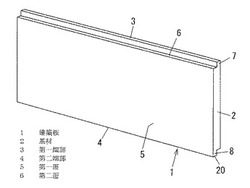
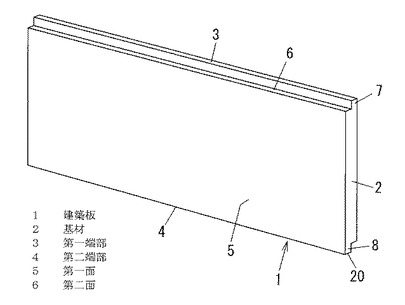
【図1】本発明の一実施形態における建築板を示す斜視図である。
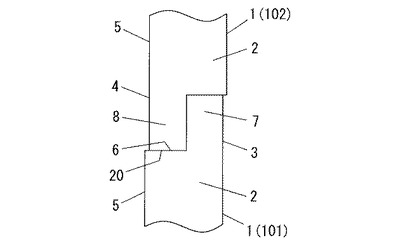
【図2】本発明の一実施形態における、建築板同士の嵌合構造を示す側面図である。
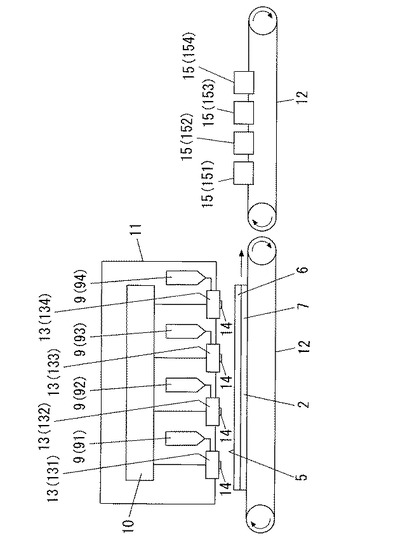
【図3】インクジェット塗装装置の第一の態様の概略を示す側面図である。
【図4】インクジェット塗装装置の第一の態様の概略を示す平面図である。
【図5】インクジェット塗装装置の第二の態様の概略を示す側面図である。
【図6】インクジェット塗装装置の第二の態様の概略を示す平面図である。
【図7】インクジェット塗装装置の第二の態様の概略を示す一部の正面図である。
【発明を実施するための形態】
【0014】
本実施形態に係る建築板1の例を、図1及び図2に示す。この建築板1は、壁構造を構成するために用いられる。複数の建築板1が組み合わされて設置されることで、建築物の壁構造が構成される。建築板1は、基材2にインクジェット塗装が施されることで得られる。
【0015】
基材2における厚み方向の第一面5と平行な方向の端部(第一端部3)と、この第一端部3とは反対側に形成されている端部(第二端部4)とは、互いに嵌合し得る形状に形成される。尚、第一面5は、建築板1から構成される壁構造において外部に露出する面である。複数の建築板1から構成される壁構造においては、建築板1は第一端部3が上方に、第二端部4が下方に配置されるように設置される。壁構造における上下に隣合う二つの建築板1は、下側の建築板1における第一端部3と上側の建築板1における第二端部4とが嵌合することで、接続される。
【0016】
第一端部3の形状と、第二端部4の形状とは、例えば合決り(あいじゃくり)により嵌合し得る形状に形成される。本実施形態では、第一端部3は第一凸部7を有していると共に、第二端部4は第二凸部8を有しており、これにより、第一端部3と第二端部4とが合決りにより嵌合し得る形状となっている。第一凸部7は第一端部3において、第一面5とは反対側へ偏向した位置から基材2の外方へ突出している。第二凸部8は第二端部4において、第一面5へ偏向した位置から基材2の外方へ突出している。このような第一凸部7及び第二凸部8が形成されていることで、建築板1の上下あいじゃくり接続が可能となっている。尚、第一端部3の形状と第二端部4の形状とは、互いに嵌合し得る形状であれば特に制限されず、例えば第一端部3と第二端部4のうち一方に雄実が、他方に雌実が形成されるなどのように、第一端部3と第二端部4とが種々の形状に形成されることで、第一端部3と第二端部4とが互いに嵌合し得る形状となっていてもよい。
【0017】
本明細書では、基材2の第一端部3における、第一面5に臨むと共にこの第一面5と交差する面を、第二面6と定義する。第二面6は、第一端部3と第二端部4とが嵌合する際に第二端部4に突き合わされる。本実施形態では、第一端部3における、第一凸部7と第一面5との間に存在する面が、第二面6であり、この第二面6は、第一端部3と第二端部4とが嵌合する際に第二端部4の第二凸部8に突き合わされる。
【0018】
二枚の建築板1(101,102)が、下側の建築板101の第一端部3と上側の建築板102の第二端部4とが嵌合することで上下に接続される場合、第二面6の一部が第一面5側で外部に露出することが好ましい。すなわち、第一端部3と第二端部4とは、両者が嵌合する場合に第二面6の一部が第一面5側で外部に露出する形状に形成されることが好ましい。例えば本実施形態では、図2に示すように、第二面6の厚み方向寸法が第二凸部8の厚み方向寸法よりも大きく、このために第一端部3と第二端部4とが嵌合した場合に第二面6の一部が第二凸部8からはみ出して第一面5側で外部に露出することが好ましい。この場合、第一端部3と第二端部4との嵌合部分において下側の第一端部3が上側の第二端部4よりも外側に突出する。このため、壁構造に対して斜め上方から太陽光が照射されても、二枚の建築板1同士の上下突き合わせ部分に、この建築板1間の段差に起因する影が生じなくなり、このため壁構造の外観が向上する。一方、下側の第一端部3よりも上側の第二端部4が外側に突出すると太陽光によって建築板1間の段差に起因する影が生じてしまう。また第一端部3と第二端部4とが面一になるように施工されたとしても寸法誤差や施工時の誤差などによって建築板1間に段差が生じ、これにより影が生じてしまうおそれがある。
【0019】
インクジェット塗装は、基材2における少なくと第一面5及び第二面6に施される。そして、第二面6には第一面5よりも低い解像度でインクジェット塗装が施される。すなわち、第一面5におけるインクジェット塗装によるインクのドット密度よりも、第二面6におけるインクジェット塗装によるインクのドット密度の方が、低くなっている。特に、第二面6におけるインクジェット塗装によるインクのドット密度は、第一面5におけるインクジェット塗装によるインクのドット密度の25%以上100%未満の範囲であることが好ましい。また、壁構造の更なる意匠性向上と資源消費量の更なる抑制とに配慮するならば、第一面5に対する第二面6でのドット密度の割合は30〜70%の範囲であることが好ましい。
【0020】
このような建築板1によって壁構造が構成されると、二枚の建築板1が第一端部3と第二端部4とが嵌合することで接続される場合、第二面6の一部が外部に露出しても、この第二面6の一部が外観上目立たなくなる。すなわち、第一面5と共に第二面6にインクジェット塗装が施されているため、第二面6の一部が外部に露出しても、下地である基材2の色が外観上現れることがなくなる。また、第二面6におけるインクジェット塗装の解像度が第一面5と同じ又はより高い場合には塗装することによって第二面6の一部が逆に外観上目立ってしまうこともあり得るが、本実施形態のように第二面6におけるインクジェット塗装の解像度が第一面5よりも低いと、第二面6の一部は外観上目立ちにくくなる。このため、壁構造の外観が向上する。また、第二面6へのインクの塗布量が抑制され、このため建築板1が生産される際の資源消費量の削減が可能となる。
【0021】
基材2へのインクジェット塗装は、第一面5及び第二面6以外の位置にも更に施されてもよい。例えば第一端部3における、第二面6以外の部位であって、位置ずれ等により壁構造において外部に露出する可能性のある部位に、インクジェット塗装が施されてもよい。また、本実施形態において、第二端部4にもインクジェット塗装が施されてもよい。第二端部4にインクジェット塗装が施される場合、少なくとも第三面20にインクジェット塗装が施されることが好ましく、またこの第三面20でのインクジェット塗装の解像度が、第一面5より低いことが好ましい。尚、本明細書では、第二端部4における、第一面5に臨むと共にこの第一面5と交差する面を、第三面20と定義し、本実施形態では第二凸部8の端面が第三面20である。このようにすると、二枚の建築板1が第一端部3と第二端部4とが嵌合することで接続される場合、第三面20の一部が外部に露出しても、この第三面20の一部が外観上目立たなくなる。
【0022】
本実施形態における基材2の詳細について説明する。基材2の材質は特に制限されないが、例えばフレキシブルボード、珪酸カルシウム板、石膏スラグパーライト板、木片セメント板、プレキャストコンクリート板、ALC板、石膏ボード等の無機質板、鋼板サイディング材等の金属サイディング材などが、使用される。
【0023】
基材2上には、シーラー及び受理層が設けられてもよい。すなわち、インクジェット塗装に先だって、基材2上に適宜のシーラーが塗布され、続いてシーラー上に受理層が形成されてもよい。受理層は、少なくとも基材2の第一面5上と第二面6上に形成されることが好ましい。すなわち、受理層は、基材2上におけるインクジェット塗装が施される箇所に形成されることが好ましい。
【0024】
シーラーは、基材2の表面の目止めのために用いられる。シーラーとしては、溶剤系、水溶液系、エマルション系などの、適宜の組成物が使用されてよい。また、シーラーの樹脂系は、特に限定されず、例えばアクリル系、ラテックス系等であってよい。
【0025】
基材2におけるシーラー上には、意匠性や耐久性の向上のために、アクリル系やラテックス系の有機塗膜が形成されてもよい。
【0026】
受理層は、インクジェット塗装によるインクを基材2上に定着させる機能を有する。受理層は、例えば有機溶剤で希釈された塗料、水性塗料などから形成される。
【0027】
受理層の形成のために使用される水性塗料としては、アクリル系エマルションをベースにしたアクリル樹脂塗料、アクリルシリコン系エマルションをベースにしたアクリルシリコン樹脂塗料等が、挙げられる。水性塗料は、体質顔料と吸湿性樹脂のうちの少なくとも一方を含有することが好ましく、この場合、受理層へのインクの定着性が向上し、また発色性も向上する。体質顔料としては、例えばシリカ、アルミナ、水酸化アルミニウム、硫酸バリウム、多孔質シリカ、珪藻土等が挙げられる。吸湿性樹脂としては、酢酸ビニル、ウレタン系ポリマー、アクリル系ポリマー、ポリビニルアルコール等のインキ吸収性ポリマー等が挙げられる。また、水性塗料は、着色剤として酸化チタン、酸化鉄、カーボンブラック等の顔料を含有してもよい。
【0028】
水性塗料から受理層が形成される場合、例えば水性塗料がスプレーコート、カーテンコート、浸漬、ワイヤーバーコート、アプリケーターコート、スピンコート、ロールコート、電着コート、刷毛塗り等の適宜の手法により基材2に塗布され、続いてこの水性塗料が加熱成膜されることで、受理層が形成される。受理層を形成するための基材2上への水性塗料の塗布量は、30〜200g/m2・wetの範囲であることが好ましい。受理層の厚みは、特に制限されないが、例えば5〜45μmの範囲である。
【0029】
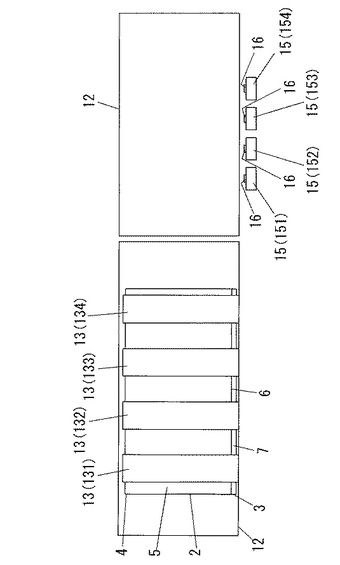
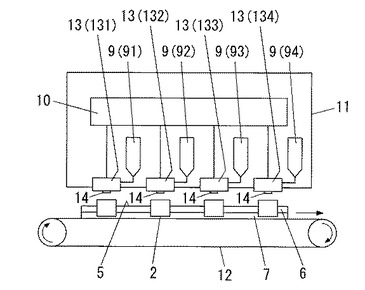
本実施形態における基材2に対するインクジェット塗装の詳細について説明する。インクジェット塗装のために使用されるインクジェット装置は、例えば図3及び4に示すような構成を有する。このインクジェット装置は、搬送手段と、第一の塗装手段と、第二の塗装手段とを備える。搬送手段は、基材2の第一面5が上方を向くように配置され、且つ第一端部3と第二端部4とが基材2の搬送方向と交差する方向に並ぶように、基材2を搬送し得るように構成される。第一の塗装手段は、搬送手段による基材2の搬送経路の上方から第一面5に向けてインクの液滴を噴射するように構成される。第二の塗装手段は、搬送経路の側方から基材2の第一端部3へ向けて第一の塗装手段よりも低い解像度でインクの液滴を噴射するように構成される。
【0030】
搬送手段はコンベア等で構成されている。本態様では、搬送手段は、タイミングベルトなどの無限帯状のベルトと、このベルトを懸架するプーリとを備えるベルトコンベア12で構成される。勿論、搬送手段は、ベルトコンベア12には限られない。搬送手段は、基材2における第一面5が上方を向くように配置され、且つこの基材2における第一端部3と第二端部4とが、基材2の搬送方向と交差する方向に並ぶ状態で、基材2を搬送し得るものであり、そのために搬送手段は適切な形状及び寸法に設計される。
【0031】
第一の塗装手段は、噴射ノズル14を有する塗装ノズルヘッド13、噴射ノズル14へ供給されるインクが貯留された塗料供給タンク9、噴射ノズル14からのインクの噴射を制御する塗装制御システム10等を備えるインクジェット式塗装機11から構成される。
【0032】
塗装制御システム10は、各種のCPU、ROM、RAM等から構成される。この塗装制御システム10は塗装データ作成部、塗装制御部、噴射ノズル制御部等を備える。塗装データ作成部は、原画のスキャニング等により作成された色柄パターンのデータを記憶して保存する。前記色柄パターンは、インクジェット塗装によって基材2上の所定位置に所定パターンの塗装模様が形成されるように作成される。塗装制御部は、前記色柄パターンのデータを塗装データ作成部から取り込み、この色柄パターンのデータに基づいて、噴射ノズル制御部に制御信号を出力する機能を有する。噴射ノズル制御部は塗装制御部から入力される制御信号に基づいて塗装ノズルヘッド13の噴射ノズル14を制御する機能を有する。
【0033】
塗装ノズルヘッド13は基材2の搬送経路の上方に配置され、この塗装ノズルヘッド13の噴射ノズル14から基材2の第一面5に向けてインクが噴射される。塗装ノズルヘッド13はインクジェット式塗装機11の下端に設けられ、基材2の搬送方向と交差する方向に長いラインヘッドとして形成されている。塗装ノズルヘッド13としては、イエロー、シアン、マゼンタ、ブラックの各色のインクを噴出する4種類の塗装ノズルヘッド131,132,133,134が、基材2の搬送方向に沿って配列するように設けられている。尚、塗装ノズルヘッド13の個数は使用されるインクの種類に応じて適宜変更される。塗料供給タンク9(91,92,93,94)は各塗装ノズルヘッド13(131,132,133,134)に対して設けられている。
【0034】
各噴射ノズル14は例えばピエゾ制御方式や光熱交換素子にレーザ光を照射する制御方式等により噴射が制御される。噴射ノズル制御部からの制御を受けて各噴射ノズル14からのインクの噴射と停止が個別に制御され、色柄パターンに対応したフルカラー塗装がなされる。
【0035】
第二の塗装手段は、噴射ノズル16を有する塗装ノズルヘッド15、噴射ノズル16へ供給されるインクが貯留された塗料供給タンク、噴射ノズル16からのインクの噴射を制御する塗装制御システム等を備えるインクジェット式塗装機から構成される。
【0036】
塗装制御システムは、各種のCPU、ROM、RAM等から構成される。この塗装制御システムは塗装データ作成部、塗装制御部、噴射ノズル制御部等を備える。塗装データ作成部は、原画のスキャニング等により作成された色柄パターンのデータを記憶して保存する。前記色柄パターンは、インクジェット塗装によって基材2上の所定位置に所定パターンの塗装模様が形成されるように作成される。塗装制御部は、前記色柄パターンのデータを塗装データ作成部から取り込み、この色柄パターンのデータに基づいて、噴射ノズル制御部に制御信号を出力する機能を有する。噴射ノズル制御部は塗装制御部から入力される制御信号に基づいて塗装ノズルヘッド15の噴射ノズル16を制御する機能を有する。
【0037】
本態様では、第一の塗装手段における塗料供給タンク9及び塗装制御システム10が、それぞれ第二の塗装手段における塗料供給タンク及び塗装制御システムを兼ねてもよい。
【0038】
塗装ノズルヘッド15は、基材2の搬送経路の側方における、基材2の第一端部3へ向けてインクの液滴を噴射し得る位置に配置される。更にいえば、塗装ノズルヘッド15は、この塗装ノズルヘッド15から第一端部3における少なくとも第二面6にインクの液滴が噴射され得る位置に、配置される。図3及び4に示す態様では、第二の塗装手段における塗装ノズルヘッド15は、第一の塗装手段における塗装ノズルヘッド13に対して、基材2の搬送方向の下流側に配置されている。塗装ノズルヘッド15としては、イエロー、シアン、マゼンタ、ブラックの各色のインクを噴出する4種類の塗装ノズルヘッド151,152,153,154が、基材2の搬送方向に沿って配列するように設けられている。尚、第二の塗装手段における塗装ノズルヘッド15の位置はこれに限られず、例えば第一の塗装手段における塗装ノズルヘッド13に対して、基材2の搬送方向の上流側であってもよく、第一の塗装手段における塗装ノズルヘッド13と基材2の搬送方向に重なる位置であってもよい。
【0039】
第二の塗装手段は、第一の塗装手段よりも低い解像度でインクジェット塗装を施す。すなわち、第二の塗装手段によって第二面6上に形成される意匠模様におけるインクのドット密度が、第一面5におけるインクのドット密度よりも低くなるように、第二の塗装手段が構成される。そのためには、例えば第二の塗装手段における噴射ノズル16の密度が、第一の塗装手段における噴射ノズル14の密度よりも、低いことが好ましい。第一の塗装手段における噴射ノズル14の密度は、第一面5における所望のインクのドット密度に応じて、適宜設定され、第二の塗装手段における噴射ノズル14の密度は、第二面6における所望のインクのドット密度に応じて、適宜設定される。
【0040】
尚、第二の塗装手段による解像度を低下させる手法は上記のものに限られない。例えば、第二の塗装手段から噴射されるインクの種類を第一の塗装手段から噴射されるインクの種類から選択すると共に、第二の塗装手段から噴射されるインクの種類の数を第一の塗装手段から噴射されるインクの種類の数よりも少なくしてもよい。すなわち、例えば第一の塗装手段がイエロー、シアン、マゼンタ、ブラックの四種のインクを噴射する場合に、第二の塗装手段から噴射されるインクの種類を、イエロー、シアン、マゼンタ、ブラックの四種から選ばれる、一種、二種、又は三種としてもよい。この場合、第一の塗装手段により形成される意匠模様と比較すると、第二の塗装手段により形成される意匠模様からは一種以上の色のインクのドットが間引かれ、その分だけドット密度が低下することになる。
【0041】
本態様によるインクジェット塗装装置が用いられる場合、基材2に塗装を施すにあたっては、まずベルトコンベア12に基材2が供給される。このとき例えばベルトコンベア12で複数の基材2が順次間隔をあけて搬送される。ベルトコンベア12では基材2はその第一面5が上方を向くと共に、その第一端部3と第二端部4とが基材2の搬送方向と交差する方向に並ぶように配置される。更に、第一端部3は第二の塗装手段における塗装ノズルヘッド15が設置されている側に配置される。
【0042】
ベルトコンベア12によって搬送される基材2が、第一の塗装手段における塗装ノズルヘッド13の下方を通過する際、塗装ノズルヘッド13から基材2の第一面5上のインク受理層に向けてインクがインクジェット方式で噴射されて、インクジェット塗装が施される。
【0043】
また、ベルトコンベア12によって搬送される基材2が、第二の塗装手段における塗装ノズルヘッド13の側方を通過する際、塗装ノズルヘッド13から基材2の第一端部3における少なくとも第二面6上のインク受理層に向けてインクがインクジェット方式で噴射され、これにより、第二面6上に第一面5よりも低い解像度でインクジェット塗装が施される。
【0044】
このようにして、インクジェット塗装装置により、基材2の第一面5にインクジェット塗装が施されると共に、基材2の第二面6に第一面5よりも低い解像度でインクジェット塗装が施される。
【0045】
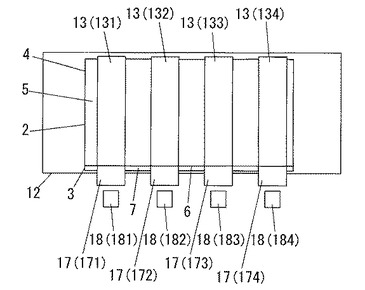
インクジェット塗装のために使用されるインクジェット装置の別の態様を、図5乃至7に示す。このインクジェット装置は、搬送手段、第一の塗装手段、第三の塗装手段、及び気流発生手段を備える。搬送手段は、基材2の第一面5が上方を向くように配置され、且つ第一端部3と第二端部4とが基材2の搬送方向と交差する方向に並ぶように、基材2を搬送し得るように構成される。第一の塗装手段は、搬送手段による基材2の搬送経路の上方から第一面5に向けてインクの液滴を噴射するように構成される。第三の塗装手段は、基材2の搬送経路の上方から第二面6よりも基材2の外側にはみ出す位置に向けて、インクの液滴を噴射するように構成される。気流発生手段は、搬送経路の側方から第一端部3へ向かう気流を生じさせることで、第三の塗装手段により噴射されたインクの液滴を、第一の塗装手段よりも低い解像度で第一端部3へ吹き付けるように構成される。
【0046】
搬送手段はコンベア等で構成されている。例えばベルトコンベア12は、タイミングベルトなどの無限帯状のベルトと、このベルトを懸架するプーリとを備えるベルトコンベアで構成される。搬送手段は、基材2における第一面5が上方を向くように配置され、且つこの基材2における第一端部3と第二端部4とが、基材2の搬送方向と交差する方向に並ぶ状態で、基材2を搬送し得るものであり、そのために搬送手段は適切な形状及び寸法に設計される。
【0047】
第一の塗装手段は、噴射ノズル14を有する塗装ノズルヘッド13、噴射ノズル14へ供給されるインクが貯留された塗料供給タンク9、噴射ノズル14からのインクの噴射を制御する塗装制御システム10等を備えるインクジェット式塗装機11から構成される。これらの要素は、図2及び3に示す態様の場合と同様に構成される。
【0048】
第三の塗装手段は、噴射ノズル19を有する塗装ノズルヘッド17、噴射ノズル19へ供給されるインクが貯留された塗料供給タンク、噴射ノズル19からのインクの噴射を制御する塗装制御システム等を備えるインクジェット式塗装機から構成される。尚、図5中では噴射ノズル19を有する塗装ノズルヘッド17の図示は省略されている。
【0049】
塗装制御システムは、各種のCPU、ROM、RAM等から構成される。この塗装制御システムは塗装データ作成部、塗装制御部、噴射ノズル制御部等を備える。塗装データ作成部は、原画のスキャニング等により作成された色柄パターンのデータを記憶して保存する。前記色柄パターンは、インクジェット塗装によって基材2上の所定位置に所定パターンの塗装模様が形成されるように作成される。塗装制御部は、前記色柄パターンのデータを塗装データ作成部から取り込み、この色柄パターンのデータに基づいて、噴射ノズル制御部に制御信号を出力する機能を有する。噴射ノズル制御部は塗装制御部から入力される制御信号に基づいて塗装ノズルヘッド17の噴射ノズル19を制御する機能を有する。
【0050】
本態様では、第一の塗装手段における塗料供給タンク9及び塗装制御システム10が、それぞれ第三の塗装手段における塗料供給タンク及び塗装制御システムを兼ねてもよい。
【0051】
塗装ノズルヘッド17は、基材2の搬送経路の上方に配置される。またこの塗装ノズルヘッド17は、基材2の第二面6よりも基材2の外側にはみ出す位置に向けてインクの液滴を噴射し得る位置に配置される。塗装ノズルヘッド17としては、イエロー、シアン、マゼンタ、ブラックの各色のインクを噴出する4種類の塗装ノズルヘッド171,172,173,174が、基材2の搬送方向に沿って配列するように設けられている。
【0052】
本態様では、第三の塗装手段における塗装ノズルヘッド17は、第一の塗装手段における塗装ノズルヘッド13の側方に配置されている。すなわち、第一の塗装手段における4種類の塗装ノズルヘッド131,132,133,134の側方に、それぞれ第三の塗装手段における4種類の塗装ノズルヘッド171,172,173,174が設置されている。この場合、第三の塗装手段によって第一の塗装手段による意匠模様と連続する意匠模様を塗装することが容易になる。尚、第二の塗装手段における塗装ノズルヘッドの位置はこれに限られず、例えば第一の塗装手段における塗装ノズルヘッド13に対して、基材2の搬送方向の上流側であってもよく、基材2の搬送方向の下流側であってもよい。
【0053】
第三の塗装手段は、第一の塗装手段よりも低い解像度でインクジェット塗装を施す。すなわち、第三の塗装手段によって第二面6上に形成される意匠模様におけるインクのドット密度が、第一面5におけるインクのドット密度よりも低くなるように、第三の塗装手段が構成される。そのためには、例えば第三の塗装手段における噴射ノズル19の密度が、第一の塗装手段における噴射ノズル14の密度よりも、低いことが好ましい。第一の塗装手段における噴射ノズル14の密度は、第一面5における所望のインクのドット密度に応じて適宜設定され、第三の塗装手段における噴射ノズル19の密度は、第二面6における所望のインクのドット密度に応じて適宜設定される。尚、結果的に第二面6に第一面5よりも低い解像度でインクジェット塗装が施されるのであれば、第三の塗装手段における噴射ノズル19の密度は、第一の塗装手段における噴射ノズル14の密度よりも低くなくてもよい。例えば、第三の塗装手段における噴射ノズル19の密度が、第一の塗装手段における噴射ノズル14の密度と同じ或いはそれよりも高くても、後述するように気流発生手段によりインクの液滴の方向が変えられることで、結果的に第二面6に第一面5よりも低い解像度でインクジェット塗装が施されるのならば、それで構わない。
【0054】
尚、第三の塗装手段による解像度を低下させる手法は上記のものに限られない。例えば、第三の塗装手段から噴射されるインクの種類を第一の塗装手段から噴射されるインクの種類から選択すると共に、第三の塗装手段から噴射されるインクの種類の数を第一の塗装手段から噴射されるインクの種類の数よりも少なくしてもよい。すなわち、例えば第一の塗装手段がイエロー、シアン、マゼンタ、ブラックの四種のインクを噴射する場合に、第三の塗装手段から噴射されるインクの種類を、イエロー、シアン、マゼンタ、ブラックの四種から選ばれる、一種、二種、又は三種としてもよい。この場合、第一の塗装手段により形成される意匠模様と比較すると、第三の塗装手段により形成される意匠模様からは一種以上の色のインクのドットが間引かれ、その分だけドット密度が低下することになる。
【0055】
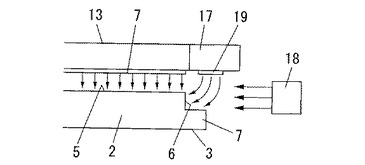
気流発生手段は、例えば送風機などの空気機械(図示せず)と、空気機械により発生する気流を吐出するノズル18とで構成される。ノズル18は、基材2の搬送経路における、この搬送経路を搬送される基材2の第一端部3側の側方に配置される。更にいえば、ノズル18は、第三の塗装手段によって噴射されるインクの液滴の経路に向けて気流を噴出すると共に、この気流に乗せてインクの液滴を基材2の第二面6に吹き付けることができる位置に、配置される(図7参照)。本態様では、第三の塗装手段における4種類の塗装ノズルヘッド17(171,172,173,174)から噴射されるインクの液滴の経路のそれぞれに向けて気流を噴射する、四つのノズル18(181,182,183,184)が、設置されている。
【0056】
本態様によるインクジェット塗装装置が用いられる場合、基材2に塗装を施すにあたっては、まずベルトコンベア12に基材2が供給される。このとき例えばベルトコンベア12で複数の基材2が順次間隔をあけて搬送される。ベルトコンベア12では基材2はその第一面5が上方を向くと共に、その第一端部3と第二端部4とが基材2の搬送方向と交差する方向に並ぶように配置される。更に、第一端部3は第二の塗装ノズルヘッドが設置されている側に配置される。
【0057】
ベルトコンベア12によって搬送される基材2が、第一の塗装手段における塗装ノズルヘッド13の下方を通過する際、塗装ノズルヘッド13から基材2の第一面5上のインク受理層に向けてインクがインクジェット方式で噴射されて、インクジェット塗装が施される。
【0058】
また、図7に示されるように、第三の塗装手段における塗装ノズルヘッド17から、第二面6よりも基材2の外側にはみ出す位置に向けてインクの液滴がインクジェット方式で噴射され、このインクに向けて気流発生手段による気流が噴射されることで、この気流に乗せてインクの液滴が基材2の第二面6に吹き付けられる。これにより、第二面6上に第一面5よりも低い解像度でインクジェット塗装が施される。
【0059】
このようにして、インクジェット塗装装置により、基材2の第一面5にインクジェット塗装が施されると共に、基材2の第二面6に第一面5よりも低い解像度でインクジェット塗装が施される。
【0060】
尚、建築板1はクリア層を備えてもよい。クリア層は、基材2におけるインクジェット塗装が施されている面を覆う透明な層である。クリア層は、インクジェット塗装が施された後の基材2に設けられる。クリア層は、例えば基材2上のインクジェット塗装が施されている面を保護するために設けられる。
【0061】
クリア層は、例えば疎水性のクリア塗料から形成される。疎水性のクリア塗料としては、例えば溶剤として酢酸ブチルやキシレン等の疎水性の有機溶剤を含有するアクリル系塗料やアクリルシリコン系塗料等が挙げられる。このような疎水性のクリア塗料が、インクジェット塗装後の基材2の表面にスプレー等により塗布された後、焼き付け乾燥等により成膜されることで、クリア層が形成される。このクリア層の厚みは特に制限されないが、1〜10μmの範囲であることが好ましい。
【0062】
また、建築板1は無機質層を備えてもよい。無機質層は、シリケート系化合物などの無機ケイ素化合物を主体とする透明な層である。無機質層は、例えば基材2上のクリア層に積層して設けられる。無機質層は例えばクリア層の表面上に無機質塗料が塗布成膜されることで形成される。この無機質層によって、建築板1の耐候性が向上する。無機質塗料としては適宜のケイ素アルコキシド系コーティング剤等が使用され得る。無機質塗料の具体例としては、例えばオルガノシランのシリカ分散オリゴマー溶液にポリオルガノシロキサンや、アルキルチタン酸塩等の縮合反応触媒が加えられ、或いは更にシリカが加えられることで調製されたケイ素アルコキシド系塗料が挙げられる。このような無機質塗料が例えば静電塗装等により塗布された後、60〜120℃で焼き付け乾燥されて成膜されることで、無機質層が形成される。この無機質層の厚みは特に制限されないが、1〜10μmの範囲が好ましい。
【0063】
建築板1は光触媒層を備えてもよい。光触媒層は、光触媒を含有する透明な層である。光触媒層は、例えば無機質層に積層して設けられる。光触媒層は、例えば無機質層の表面上に光触媒を含有する無機質塗料が塗布成膜されることで形成される。この光触媒層により建築板1の防汚性が向上する。光触媒を含有する無機質塗料としては適宜のものが用いられるが、例えば上記のようなケイ素アルコキシド系塗料に酸化チタン等の光触媒が加えられたものが挙げられる。このような光触媒を含有する無機質塗料が例えばスプレー塗装等により塗布された後、60〜120℃で焼き付け乾燥等されて成膜されることで、光触媒層が形成される。この光触媒層の厚みは特に制限されないが、0.2〜1.0μmの範囲が好ましい。
【符号の説明】
【0064】
1 建築板
2 基材
3 第一端部
4 第二端部
5 第一面
6 第二面
【技術分野】
【0001】
本発明は、インクジェット塗装が施されている建築板、並びにこの建築板を製造するために使用されるインクジェット塗装装置に関する。
【背景技術】
【0002】
近年、建築物における壁構造の意匠性を向上するため、壁構造を構成する建築板にインクジェット塗装を施すことがおこなわれている。
【0003】
しかし、インクジェット塗装が採用されると、非常に美麗な意匠模様が容易に形成される一方で、壁構造内に塗装が施されていない部位が露出すると、その部位が非常に目立ってしまい、逆に意匠性の低下を招いてしまうことがある。
【0004】
例えば壁構造内において二つの建築板が互いに嵌合することで接続される場合、この嵌合部分において建築板間に位置ずれなどが生じると、建築板の端面におけるインクジェット塗装が施されていない部位が外部に露出してしまい、このために壁構造の意匠性が低下することがある。
【0005】
そこで、例えば特許文献1では、一端に凸部、他端に受け部を設けて形成される化粧建築板の凸部を、他の化粧建築板の受け部に係合させて設置するにあたり、凸部と受け部との係合部分のうち外部に露出する部分を、化粧建築板の表面と同様に塗装することが、開示されている。これにより、凸部と受け部との係合部分に位置ずれが生じても、壁構造の外部には塗装が施されている部分が露出することになる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−198098号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、このように建築板の端面にインクジェット塗装を施すと、この端面が壁構造の外部に露出する場合、この露出する部分の意匠模様が逆に目立ってしまうことがある。また、建築板の端面にもインクジェット塗装を施すと、資源消費量の増大を招くという問題もある。
【0008】
本発明は上記事由に鑑みてなされたものであり、本発明の目的は、インクジェット塗装が施された二つの建築板が壁構造内において互いに嵌合することで接続される場合、位置ずれなどにより建築板の端面が外部に露出しても外観の悪化を招きにくく、しかも資源消費量の増大を抑制することができる建築板、並びにこの建築板を得るために好適に用いられるインクジェット塗装装置を提供することにある。
【課題を解決するための手段】
【0009】
本発明に係る建築板は、壁構造を構成するために用いられ、基材にインクジェット塗装を施すことで得られる建築板であって、
前記基材における厚み方向の第一面にインクジェット塗装が施され、
前記基材における前記第一面と平行な方向の第一端部と、この第一端部とは反対側に形成されている第二端部とが、互いに嵌合し得る形状に形成され、
前記第一端部に、前記第一面に臨むと共にこの第一面と交差する面からなる第二面が形成され、この第二面に前記第一面よりも解像度の低いインクジェット塗装が施されている。
【0010】
本発明に係るインクジェット塗装装置の第一の態様は、基材にインクジェット塗装を施すことで建築板を製造するために用いられるインクジェット塗装装置であって、
前記基材における厚み方向の第一面が上方を向き、且つこの基材における前記第一面と平行な方向の第一端部と、この第一端部とは反対側に形成されている第二端部とが、前記基材の搬送方向と交差する方向に並ぶ状態で、前記基材を搬送し得る搬送手段と、
前記搬送手段による前記基材の搬送経路の上方から前記第一面に向けてインクの液滴を噴射する第一の塗装手段と、
前記搬送経路の側方から、前記基材における前記第一面に臨むと共にこの第一面と交差する面からなる第二面へ向けて、前記第一の塗装手段よりも低い解像度でインクの液滴を噴射する第二の塗装手段とを備える。
【0011】
本発明に係るインクジェット塗装装置の第二の態様は、基材にインクジェット塗装を施すことで建築板を製造するために用いられるインクジェット塗装装置であって、
前記基材における厚み方向の第一面が上方を向くように配置され、且つこの基材における前記第一面と平行な方向の第一端部と、この第一端部とは反対側に形成されている第二端部とが、前記基材の搬送方向と交差する方向に並ぶように、前記基材を搬送し得る搬送手段と、
前記搬送手段による前記基材の搬送経路の上方から前記第一面に向けてインクの液滴を噴射する第一の塗装手段と、
前記搬送経路の上方から、前記基材における前記第一面に臨むと共にこの第一面と交差する面からなる第二面よりも前記基材の外側にはみ出す位置に向けて、インクの液滴を噴射する第三の塗装手段と、
前記搬送経路の側方から前記第一端部へ向かう気流を生じさせることで、前記第三の塗装手段から噴射された液滴を前記第一の塗装手段よりも低い解像度で前記第二面へ吹き付ける気流発生手段とを備える。
【発明の効果】
【0012】
本発明によれば、壁構造内において二つの建築板が互いに嵌合することで接続される場合、位置ずれなどにより建築板の端部が外部に露出しても外観が悪化しにくくなり、しかも建築板の生産時の資源消費量の増大が抑制される。
【図面の簡単な説明】
【0013】
【図1】本発明の一実施形態における建築板を示す斜視図である。
【図2】本発明の一実施形態における、建築板同士の嵌合構造を示す側面図である。
【図3】インクジェット塗装装置の第一の態様の概略を示す側面図である。
【図4】インクジェット塗装装置の第一の態様の概略を示す平面図である。
【図5】インクジェット塗装装置の第二の態様の概略を示す側面図である。
【図6】インクジェット塗装装置の第二の態様の概略を示す平面図である。
【図7】インクジェット塗装装置の第二の態様の概略を示す一部の正面図である。
【発明を実施するための形態】
【0014】
本実施形態に係る建築板1の例を、図1及び図2に示す。この建築板1は、壁構造を構成するために用いられる。複数の建築板1が組み合わされて設置されることで、建築物の壁構造が構成される。建築板1は、基材2にインクジェット塗装が施されることで得られる。
【0015】
基材2における厚み方向の第一面5と平行な方向の端部(第一端部3)と、この第一端部3とは反対側に形成されている端部(第二端部4)とは、互いに嵌合し得る形状に形成される。尚、第一面5は、建築板1から構成される壁構造において外部に露出する面である。複数の建築板1から構成される壁構造においては、建築板1は第一端部3が上方に、第二端部4が下方に配置されるように設置される。壁構造における上下に隣合う二つの建築板1は、下側の建築板1における第一端部3と上側の建築板1における第二端部4とが嵌合することで、接続される。
【0016】
第一端部3の形状と、第二端部4の形状とは、例えば合決り(あいじゃくり)により嵌合し得る形状に形成される。本実施形態では、第一端部3は第一凸部7を有していると共に、第二端部4は第二凸部8を有しており、これにより、第一端部3と第二端部4とが合決りにより嵌合し得る形状となっている。第一凸部7は第一端部3において、第一面5とは反対側へ偏向した位置から基材2の外方へ突出している。第二凸部8は第二端部4において、第一面5へ偏向した位置から基材2の外方へ突出している。このような第一凸部7及び第二凸部8が形成されていることで、建築板1の上下あいじゃくり接続が可能となっている。尚、第一端部3の形状と第二端部4の形状とは、互いに嵌合し得る形状であれば特に制限されず、例えば第一端部3と第二端部4のうち一方に雄実が、他方に雌実が形成されるなどのように、第一端部3と第二端部4とが種々の形状に形成されることで、第一端部3と第二端部4とが互いに嵌合し得る形状となっていてもよい。
【0017】
本明細書では、基材2の第一端部3における、第一面5に臨むと共にこの第一面5と交差する面を、第二面6と定義する。第二面6は、第一端部3と第二端部4とが嵌合する際に第二端部4に突き合わされる。本実施形態では、第一端部3における、第一凸部7と第一面5との間に存在する面が、第二面6であり、この第二面6は、第一端部3と第二端部4とが嵌合する際に第二端部4の第二凸部8に突き合わされる。
【0018】
二枚の建築板1(101,102)が、下側の建築板101の第一端部3と上側の建築板102の第二端部4とが嵌合することで上下に接続される場合、第二面6の一部が第一面5側で外部に露出することが好ましい。すなわち、第一端部3と第二端部4とは、両者が嵌合する場合に第二面6の一部が第一面5側で外部に露出する形状に形成されることが好ましい。例えば本実施形態では、図2に示すように、第二面6の厚み方向寸法が第二凸部8の厚み方向寸法よりも大きく、このために第一端部3と第二端部4とが嵌合した場合に第二面6の一部が第二凸部8からはみ出して第一面5側で外部に露出することが好ましい。この場合、第一端部3と第二端部4との嵌合部分において下側の第一端部3が上側の第二端部4よりも外側に突出する。このため、壁構造に対して斜め上方から太陽光が照射されても、二枚の建築板1同士の上下突き合わせ部分に、この建築板1間の段差に起因する影が生じなくなり、このため壁構造の外観が向上する。一方、下側の第一端部3よりも上側の第二端部4が外側に突出すると太陽光によって建築板1間の段差に起因する影が生じてしまう。また第一端部3と第二端部4とが面一になるように施工されたとしても寸法誤差や施工時の誤差などによって建築板1間に段差が生じ、これにより影が生じてしまうおそれがある。
【0019】
インクジェット塗装は、基材2における少なくと第一面5及び第二面6に施される。そして、第二面6には第一面5よりも低い解像度でインクジェット塗装が施される。すなわち、第一面5におけるインクジェット塗装によるインクのドット密度よりも、第二面6におけるインクジェット塗装によるインクのドット密度の方が、低くなっている。特に、第二面6におけるインクジェット塗装によるインクのドット密度は、第一面5におけるインクジェット塗装によるインクのドット密度の25%以上100%未満の範囲であることが好ましい。また、壁構造の更なる意匠性向上と資源消費量の更なる抑制とに配慮するならば、第一面5に対する第二面6でのドット密度の割合は30〜70%の範囲であることが好ましい。
【0020】
このような建築板1によって壁構造が構成されると、二枚の建築板1が第一端部3と第二端部4とが嵌合することで接続される場合、第二面6の一部が外部に露出しても、この第二面6の一部が外観上目立たなくなる。すなわち、第一面5と共に第二面6にインクジェット塗装が施されているため、第二面6の一部が外部に露出しても、下地である基材2の色が外観上現れることがなくなる。また、第二面6におけるインクジェット塗装の解像度が第一面5と同じ又はより高い場合には塗装することによって第二面6の一部が逆に外観上目立ってしまうこともあり得るが、本実施形態のように第二面6におけるインクジェット塗装の解像度が第一面5よりも低いと、第二面6の一部は外観上目立ちにくくなる。このため、壁構造の外観が向上する。また、第二面6へのインクの塗布量が抑制され、このため建築板1が生産される際の資源消費量の削減が可能となる。
【0021】
基材2へのインクジェット塗装は、第一面5及び第二面6以外の位置にも更に施されてもよい。例えば第一端部3における、第二面6以外の部位であって、位置ずれ等により壁構造において外部に露出する可能性のある部位に、インクジェット塗装が施されてもよい。また、本実施形態において、第二端部4にもインクジェット塗装が施されてもよい。第二端部4にインクジェット塗装が施される場合、少なくとも第三面20にインクジェット塗装が施されることが好ましく、またこの第三面20でのインクジェット塗装の解像度が、第一面5より低いことが好ましい。尚、本明細書では、第二端部4における、第一面5に臨むと共にこの第一面5と交差する面を、第三面20と定義し、本実施形態では第二凸部8の端面が第三面20である。このようにすると、二枚の建築板1が第一端部3と第二端部4とが嵌合することで接続される場合、第三面20の一部が外部に露出しても、この第三面20の一部が外観上目立たなくなる。
【0022】
本実施形態における基材2の詳細について説明する。基材2の材質は特に制限されないが、例えばフレキシブルボード、珪酸カルシウム板、石膏スラグパーライト板、木片セメント板、プレキャストコンクリート板、ALC板、石膏ボード等の無機質板、鋼板サイディング材等の金属サイディング材などが、使用される。
【0023】
基材2上には、シーラー及び受理層が設けられてもよい。すなわち、インクジェット塗装に先だって、基材2上に適宜のシーラーが塗布され、続いてシーラー上に受理層が形成されてもよい。受理層は、少なくとも基材2の第一面5上と第二面6上に形成されることが好ましい。すなわち、受理層は、基材2上におけるインクジェット塗装が施される箇所に形成されることが好ましい。
【0024】
シーラーは、基材2の表面の目止めのために用いられる。シーラーとしては、溶剤系、水溶液系、エマルション系などの、適宜の組成物が使用されてよい。また、シーラーの樹脂系は、特に限定されず、例えばアクリル系、ラテックス系等であってよい。
【0025】
基材2におけるシーラー上には、意匠性や耐久性の向上のために、アクリル系やラテックス系の有機塗膜が形成されてもよい。
【0026】
受理層は、インクジェット塗装によるインクを基材2上に定着させる機能を有する。受理層は、例えば有機溶剤で希釈された塗料、水性塗料などから形成される。
【0027】
受理層の形成のために使用される水性塗料としては、アクリル系エマルションをベースにしたアクリル樹脂塗料、アクリルシリコン系エマルションをベースにしたアクリルシリコン樹脂塗料等が、挙げられる。水性塗料は、体質顔料と吸湿性樹脂のうちの少なくとも一方を含有することが好ましく、この場合、受理層へのインクの定着性が向上し、また発色性も向上する。体質顔料としては、例えばシリカ、アルミナ、水酸化アルミニウム、硫酸バリウム、多孔質シリカ、珪藻土等が挙げられる。吸湿性樹脂としては、酢酸ビニル、ウレタン系ポリマー、アクリル系ポリマー、ポリビニルアルコール等のインキ吸収性ポリマー等が挙げられる。また、水性塗料は、着色剤として酸化チタン、酸化鉄、カーボンブラック等の顔料を含有してもよい。
【0028】
水性塗料から受理層が形成される場合、例えば水性塗料がスプレーコート、カーテンコート、浸漬、ワイヤーバーコート、アプリケーターコート、スピンコート、ロールコート、電着コート、刷毛塗り等の適宜の手法により基材2に塗布され、続いてこの水性塗料が加熱成膜されることで、受理層が形成される。受理層を形成するための基材2上への水性塗料の塗布量は、30〜200g/m2・wetの範囲であることが好ましい。受理層の厚みは、特に制限されないが、例えば5〜45μmの範囲である。
【0029】
本実施形態における基材2に対するインクジェット塗装の詳細について説明する。インクジェット塗装のために使用されるインクジェット装置は、例えば図3及び4に示すような構成を有する。このインクジェット装置は、搬送手段と、第一の塗装手段と、第二の塗装手段とを備える。搬送手段は、基材2の第一面5が上方を向くように配置され、且つ第一端部3と第二端部4とが基材2の搬送方向と交差する方向に並ぶように、基材2を搬送し得るように構成される。第一の塗装手段は、搬送手段による基材2の搬送経路の上方から第一面5に向けてインクの液滴を噴射するように構成される。第二の塗装手段は、搬送経路の側方から基材2の第一端部3へ向けて第一の塗装手段よりも低い解像度でインクの液滴を噴射するように構成される。
【0030】
搬送手段はコンベア等で構成されている。本態様では、搬送手段は、タイミングベルトなどの無限帯状のベルトと、このベルトを懸架するプーリとを備えるベルトコンベア12で構成される。勿論、搬送手段は、ベルトコンベア12には限られない。搬送手段は、基材2における第一面5が上方を向くように配置され、且つこの基材2における第一端部3と第二端部4とが、基材2の搬送方向と交差する方向に並ぶ状態で、基材2を搬送し得るものであり、そのために搬送手段は適切な形状及び寸法に設計される。
【0031】
第一の塗装手段は、噴射ノズル14を有する塗装ノズルヘッド13、噴射ノズル14へ供給されるインクが貯留された塗料供給タンク9、噴射ノズル14からのインクの噴射を制御する塗装制御システム10等を備えるインクジェット式塗装機11から構成される。
【0032】
塗装制御システム10は、各種のCPU、ROM、RAM等から構成される。この塗装制御システム10は塗装データ作成部、塗装制御部、噴射ノズル制御部等を備える。塗装データ作成部は、原画のスキャニング等により作成された色柄パターンのデータを記憶して保存する。前記色柄パターンは、インクジェット塗装によって基材2上の所定位置に所定パターンの塗装模様が形成されるように作成される。塗装制御部は、前記色柄パターンのデータを塗装データ作成部から取り込み、この色柄パターンのデータに基づいて、噴射ノズル制御部に制御信号を出力する機能を有する。噴射ノズル制御部は塗装制御部から入力される制御信号に基づいて塗装ノズルヘッド13の噴射ノズル14を制御する機能を有する。
【0033】
塗装ノズルヘッド13は基材2の搬送経路の上方に配置され、この塗装ノズルヘッド13の噴射ノズル14から基材2の第一面5に向けてインクが噴射される。塗装ノズルヘッド13はインクジェット式塗装機11の下端に設けられ、基材2の搬送方向と交差する方向に長いラインヘッドとして形成されている。塗装ノズルヘッド13としては、イエロー、シアン、マゼンタ、ブラックの各色のインクを噴出する4種類の塗装ノズルヘッド131,132,133,134が、基材2の搬送方向に沿って配列するように設けられている。尚、塗装ノズルヘッド13の個数は使用されるインクの種類に応じて適宜変更される。塗料供給タンク9(91,92,93,94)は各塗装ノズルヘッド13(131,132,133,134)に対して設けられている。
【0034】
各噴射ノズル14は例えばピエゾ制御方式や光熱交換素子にレーザ光を照射する制御方式等により噴射が制御される。噴射ノズル制御部からの制御を受けて各噴射ノズル14からのインクの噴射と停止が個別に制御され、色柄パターンに対応したフルカラー塗装がなされる。
【0035】
第二の塗装手段は、噴射ノズル16を有する塗装ノズルヘッド15、噴射ノズル16へ供給されるインクが貯留された塗料供給タンク、噴射ノズル16からのインクの噴射を制御する塗装制御システム等を備えるインクジェット式塗装機から構成される。
【0036】
塗装制御システムは、各種のCPU、ROM、RAM等から構成される。この塗装制御システムは塗装データ作成部、塗装制御部、噴射ノズル制御部等を備える。塗装データ作成部は、原画のスキャニング等により作成された色柄パターンのデータを記憶して保存する。前記色柄パターンは、インクジェット塗装によって基材2上の所定位置に所定パターンの塗装模様が形成されるように作成される。塗装制御部は、前記色柄パターンのデータを塗装データ作成部から取り込み、この色柄パターンのデータに基づいて、噴射ノズル制御部に制御信号を出力する機能を有する。噴射ノズル制御部は塗装制御部から入力される制御信号に基づいて塗装ノズルヘッド15の噴射ノズル16を制御する機能を有する。
【0037】
本態様では、第一の塗装手段における塗料供給タンク9及び塗装制御システム10が、それぞれ第二の塗装手段における塗料供給タンク及び塗装制御システムを兼ねてもよい。
【0038】
塗装ノズルヘッド15は、基材2の搬送経路の側方における、基材2の第一端部3へ向けてインクの液滴を噴射し得る位置に配置される。更にいえば、塗装ノズルヘッド15は、この塗装ノズルヘッド15から第一端部3における少なくとも第二面6にインクの液滴が噴射され得る位置に、配置される。図3及び4に示す態様では、第二の塗装手段における塗装ノズルヘッド15は、第一の塗装手段における塗装ノズルヘッド13に対して、基材2の搬送方向の下流側に配置されている。塗装ノズルヘッド15としては、イエロー、シアン、マゼンタ、ブラックの各色のインクを噴出する4種類の塗装ノズルヘッド151,152,153,154が、基材2の搬送方向に沿って配列するように設けられている。尚、第二の塗装手段における塗装ノズルヘッド15の位置はこれに限られず、例えば第一の塗装手段における塗装ノズルヘッド13に対して、基材2の搬送方向の上流側であってもよく、第一の塗装手段における塗装ノズルヘッド13と基材2の搬送方向に重なる位置であってもよい。
【0039】
第二の塗装手段は、第一の塗装手段よりも低い解像度でインクジェット塗装を施す。すなわち、第二の塗装手段によって第二面6上に形成される意匠模様におけるインクのドット密度が、第一面5におけるインクのドット密度よりも低くなるように、第二の塗装手段が構成される。そのためには、例えば第二の塗装手段における噴射ノズル16の密度が、第一の塗装手段における噴射ノズル14の密度よりも、低いことが好ましい。第一の塗装手段における噴射ノズル14の密度は、第一面5における所望のインクのドット密度に応じて、適宜設定され、第二の塗装手段における噴射ノズル14の密度は、第二面6における所望のインクのドット密度に応じて、適宜設定される。
【0040】
尚、第二の塗装手段による解像度を低下させる手法は上記のものに限られない。例えば、第二の塗装手段から噴射されるインクの種類を第一の塗装手段から噴射されるインクの種類から選択すると共に、第二の塗装手段から噴射されるインクの種類の数を第一の塗装手段から噴射されるインクの種類の数よりも少なくしてもよい。すなわち、例えば第一の塗装手段がイエロー、シアン、マゼンタ、ブラックの四種のインクを噴射する場合に、第二の塗装手段から噴射されるインクの種類を、イエロー、シアン、マゼンタ、ブラックの四種から選ばれる、一種、二種、又は三種としてもよい。この場合、第一の塗装手段により形成される意匠模様と比較すると、第二の塗装手段により形成される意匠模様からは一種以上の色のインクのドットが間引かれ、その分だけドット密度が低下することになる。
【0041】
本態様によるインクジェット塗装装置が用いられる場合、基材2に塗装を施すにあたっては、まずベルトコンベア12に基材2が供給される。このとき例えばベルトコンベア12で複数の基材2が順次間隔をあけて搬送される。ベルトコンベア12では基材2はその第一面5が上方を向くと共に、その第一端部3と第二端部4とが基材2の搬送方向と交差する方向に並ぶように配置される。更に、第一端部3は第二の塗装手段における塗装ノズルヘッド15が設置されている側に配置される。
【0042】
ベルトコンベア12によって搬送される基材2が、第一の塗装手段における塗装ノズルヘッド13の下方を通過する際、塗装ノズルヘッド13から基材2の第一面5上のインク受理層に向けてインクがインクジェット方式で噴射されて、インクジェット塗装が施される。
【0043】
また、ベルトコンベア12によって搬送される基材2が、第二の塗装手段における塗装ノズルヘッド13の側方を通過する際、塗装ノズルヘッド13から基材2の第一端部3における少なくとも第二面6上のインク受理層に向けてインクがインクジェット方式で噴射され、これにより、第二面6上に第一面5よりも低い解像度でインクジェット塗装が施される。
【0044】
このようにして、インクジェット塗装装置により、基材2の第一面5にインクジェット塗装が施されると共に、基材2の第二面6に第一面5よりも低い解像度でインクジェット塗装が施される。
【0045】
インクジェット塗装のために使用されるインクジェット装置の別の態様を、図5乃至7に示す。このインクジェット装置は、搬送手段、第一の塗装手段、第三の塗装手段、及び気流発生手段を備える。搬送手段は、基材2の第一面5が上方を向くように配置され、且つ第一端部3と第二端部4とが基材2の搬送方向と交差する方向に並ぶように、基材2を搬送し得るように構成される。第一の塗装手段は、搬送手段による基材2の搬送経路の上方から第一面5に向けてインクの液滴を噴射するように構成される。第三の塗装手段は、基材2の搬送経路の上方から第二面6よりも基材2の外側にはみ出す位置に向けて、インクの液滴を噴射するように構成される。気流発生手段は、搬送経路の側方から第一端部3へ向かう気流を生じさせることで、第三の塗装手段により噴射されたインクの液滴を、第一の塗装手段よりも低い解像度で第一端部3へ吹き付けるように構成される。
【0046】
搬送手段はコンベア等で構成されている。例えばベルトコンベア12は、タイミングベルトなどの無限帯状のベルトと、このベルトを懸架するプーリとを備えるベルトコンベアで構成される。搬送手段は、基材2における第一面5が上方を向くように配置され、且つこの基材2における第一端部3と第二端部4とが、基材2の搬送方向と交差する方向に並ぶ状態で、基材2を搬送し得るものであり、そのために搬送手段は適切な形状及び寸法に設計される。
【0047】
第一の塗装手段は、噴射ノズル14を有する塗装ノズルヘッド13、噴射ノズル14へ供給されるインクが貯留された塗料供給タンク9、噴射ノズル14からのインクの噴射を制御する塗装制御システム10等を備えるインクジェット式塗装機11から構成される。これらの要素は、図2及び3に示す態様の場合と同様に構成される。
【0048】
第三の塗装手段は、噴射ノズル19を有する塗装ノズルヘッド17、噴射ノズル19へ供給されるインクが貯留された塗料供給タンク、噴射ノズル19からのインクの噴射を制御する塗装制御システム等を備えるインクジェット式塗装機から構成される。尚、図5中では噴射ノズル19を有する塗装ノズルヘッド17の図示は省略されている。
【0049】
塗装制御システムは、各種のCPU、ROM、RAM等から構成される。この塗装制御システムは塗装データ作成部、塗装制御部、噴射ノズル制御部等を備える。塗装データ作成部は、原画のスキャニング等により作成された色柄パターンのデータを記憶して保存する。前記色柄パターンは、インクジェット塗装によって基材2上の所定位置に所定パターンの塗装模様が形成されるように作成される。塗装制御部は、前記色柄パターンのデータを塗装データ作成部から取り込み、この色柄パターンのデータに基づいて、噴射ノズル制御部に制御信号を出力する機能を有する。噴射ノズル制御部は塗装制御部から入力される制御信号に基づいて塗装ノズルヘッド17の噴射ノズル19を制御する機能を有する。
【0050】
本態様では、第一の塗装手段における塗料供給タンク9及び塗装制御システム10が、それぞれ第三の塗装手段における塗料供給タンク及び塗装制御システムを兼ねてもよい。
【0051】
塗装ノズルヘッド17は、基材2の搬送経路の上方に配置される。またこの塗装ノズルヘッド17は、基材2の第二面6よりも基材2の外側にはみ出す位置に向けてインクの液滴を噴射し得る位置に配置される。塗装ノズルヘッド17としては、イエロー、シアン、マゼンタ、ブラックの各色のインクを噴出する4種類の塗装ノズルヘッド171,172,173,174が、基材2の搬送方向に沿って配列するように設けられている。
【0052】
本態様では、第三の塗装手段における塗装ノズルヘッド17は、第一の塗装手段における塗装ノズルヘッド13の側方に配置されている。すなわち、第一の塗装手段における4種類の塗装ノズルヘッド131,132,133,134の側方に、それぞれ第三の塗装手段における4種類の塗装ノズルヘッド171,172,173,174が設置されている。この場合、第三の塗装手段によって第一の塗装手段による意匠模様と連続する意匠模様を塗装することが容易になる。尚、第二の塗装手段における塗装ノズルヘッドの位置はこれに限られず、例えば第一の塗装手段における塗装ノズルヘッド13に対して、基材2の搬送方向の上流側であってもよく、基材2の搬送方向の下流側であってもよい。
【0053】
第三の塗装手段は、第一の塗装手段よりも低い解像度でインクジェット塗装を施す。すなわち、第三の塗装手段によって第二面6上に形成される意匠模様におけるインクのドット密度が、第一面5におけるインクのドット密度よりも低くなるように、第三の塗装手段が構成される。そのためには、例えば第三の塗装手段における噴射ノズル19の密度が、第一の塗装手段における噴射ノズル14の密度よりも、低いことが好ましい。第一の塗装手段における噴射ノズル14の密度は、第一面5における所望のインクのドット密度に応じて適宜設定され、第三の塗装手段における噴射ノズル19の密度は、第二面6における所望のインクのドット密度に応じて適宜設定される。尚、結果的に第二面6に第一面5よりも低い解像度でインクジェット塗装が施されるのであれば、第三の塗装手段における噴射ノズル19の密度は、第一の塗装手段における噴射ノズル14の密度よりも低くなくてもよい。例えば、第三の塗装手段における噴射ノズル19の密度が、第一の塗装手段における噴射ノズル14の密度と同じ或いはそれよりも高くても、後述するように気流発生手段によりインクの液滴の方向が変えられることで、結果的に第二面6に第一面5よりも低い解像度でインクジェット塗装が施されるのならば、それで構わない。
【0054】
尚、第三の塗装手段による解像度を低下させる手法は上記のものに限られない。例えば、第三の塗装手段から噴射されるインクの種類を第一の塗装手段から噴射されるインクの種類から選択すると共に、第三の塗装手段から噴射されるインクの種類の数を第一の塗装手段から噴射されるインクの種類の数よりも少なくしてもよい。すなわち、例えば第一の塗装手段がイエロー、シアン、マゼンタ、ブラックの四種のインクを噴射する場合に、第三の塗装手段から噴射されるインクの種類を、イエロー、シアン、マゼンタ、ブラックの四種から選ばれる、一種、二種、又は三種としてもよい。この場合、第一の塗装手段により形成される意匠模様と比較すると、第三の塗装手段により形成される意匠模様からは一種以上の色のインクのドットが間引かれ、その分だけドット密度が低下することになる。
【0055】
気流発生手段は、例えば送風機などの空気機械(図示せず)と、空気機械により発生する気流を吐出するノズル18とで構成される。ノズル18は、基材2の搬送経路における、この搬送経路を搬送される基材2の第一端部3側の側方に配置される。更にいえば、ノズル18は、第三の塗装手段によって噴射されるインクの液滴の経路に向けて気流を噴出すると共に、この気流に乗せてインクの液滴を基材2の第二面6に吹き付けることができる位置に、配置される(図7参照)。本態様では、第三の塗装手段における4種類の塗装ノズルヘッド17(171,172,173,174)から噴射されるインクの液滴の経路のそれぞれに向けて気流を噴射する、四つのノズル18(181,182,183,184)が、設置されている。
【0056】
本態様によるインクジェット塗装装置が用いられる場合、基材2に塗装を施すにあたっては、まずベルトコンベア12に基材2が供給される。このとき例えばベルトコンベア12で複数の基材2が順次間隔をあけて搬送される。ベルトコンベア12では基材2はその第一面5が上方を向くと共に、その第一端部3と第二端部4とが基材2の搬送方向と交差する方向に並ぶように配置される。更に、第一端部3は第二の塗装ノズルヘッドが設置されている側に配置される。
【0057】
ベルトコンベア12によって搬送される基材2が、第一の塗装手段における塗装ノズルヘッド13の下方を通過する際、塗装ノズルヘッド13から基材2の第一面5上のインク受理層に向けてインクがインクジェット方式で噴射されて、インクジェット塗装が施される。
【0058】
また、図7に示されるように、第三の塗装手段における塗装ノズルヘッド17から、第二面6よりも基材2の外側にはみ出す位置に向けてインクの液滴がインクジェット方式で噴射され、このインクに向けて気流発生手段による気流が噴射されることで、この気流に乗せてインクの液滴が基材2の第二面6に吹き付けられる。これにより、第二面6上に第一面5よりも低い解像度でインクジェット塗装が施される。
【0059】
このようにして、インクジェット塗装装置により、基材2の第一面5にインクジェット塗装が施されると共に、基材2の第二面6に第一面5よりも低い解像度でインクジェット塗装が施される。
【0060】
尚、建築板1はクリア層を備えてもよい。クリア層は、基材2におけるインクジェット塗装が施されている面を覆う透明な層である。クリア層は、インクジェット塗装が施された後の基材2に設けられる。クリア層は、例えば基材2上のインクジェット塗装が施されている面を保護するために設けられる。
【0061】
クリア層は、例えば疎水性のクリア塗料から形成される。疎水性のクリア塗料としては、例えば溶剤として酢酸ブチルやキシレン等の疎水性の有機溶剤を含有するアクリル系塗料やアクリルシリコン系塗料等が挙げられる。このような疎水性のクリア塗料が、インクジェット塗装後の基材2の表面にスプレー等により塗布された後、焼き付け乾燥等により成膜されることで、クリア層が形成される。このクリア層の厚みは特に制限されないが、1〜10μmの範囲であることが好ましい。
【0062】
また、建築板1は無機質層を備えてもよい。無機質層は、シリケート系化合物などの無機ケイ素化合物を主体とする透明な層である。無機質層は、例えば基材2上のクリア層に積層して設けられる。無機質層は例えばクリア層の表面上に無機質塗料が塗布成膜されることで形成される。この無機質層によって、建築板1の耐候性が向上する。無機質塗料としては適宜のケイ素アルコキシド系コーティング剤等が使用され得る。無機質塗料の具体例としては、例えばオルガノシランのシリカ分散オリゴマー溶液にポリオルガノシロキサンや、アルキルチタン酸塩等の縮合反応触媒が加えられ、或いは更にシリカが加えられることで調製されたケイ素アルコキシド系塗料が挙げられる。このような無機質塗料が例えば静電塗装等により塗布された後、60〜120℃で焼き付け乾燥されて成膜されることで、無機質層が形成される。この無機質層の厚みは特に制限されないが、1〜10μmの範囲が好ましい。
【0063】
建築板1は光触媒層を備えてもよい。光触媒層は、光触媒を含有する透明な層である。光触媒層は、例えば無機質層に積層して設けられる。光触媒層は、例えば無機質層の表面上に光触媒を含有する無機質塗料が塗布成膜されることで形成される。この光触媒層により建築板1の防汚性が向上する。光触媒を含有する無機質塗料としては適宜のものが用いられるが、例えば上記のようなケイ素アルコキシド系塗料に酸化チタン等の光触媒が加えられたものが挙げられる。このような光触媒を含有する無機質塗料が例えばスプレー塗装等により塗布された後、60〜120℃で焼き付け乾燥等されて成膜されることで、光触媒層が形成される。この光触媒層の厚みは特に制限されないが、0.2〜1.0μmの範囲が好ましい。
【符号の説明】
【0064】
1 建築板
2 基材
3 第一端部
4 第二端部
5 第一面
6 第二面
【特許請求の範囲】
【請求項1】
壁構造を構成するために用いられ、基材にインクジェット塗装を施すことで得られる建築板であって、
前記基材における厚み方向の第一面にインクジェット塗装が施され、
前記基材における前記第一面と平行な方向の第一端部と、この第一端部とは反対側に形成されている第二端部とが、互いに嵌合し得る形状に形成され、
前記第一端部に、前記第一面に臨むと共にこの第一面と交差する面からなる第二面が形成され、この第二面に前記第一面よりも解像度の低いインクジェット塗装が施されている建築板。
【請求項2】
基材にインクジェット塗装を施すことで建築板を製造するために用いられるインクジェット塗装装置であって、
前記基材における厚み方向の第一面が上方を向き、且つこの基材における前記第一面と平行な方向の第一端部と、この第一端部とは反対側に形成されている第二端部とが、前記基材の搬送方向と交差する方向に並ぶ状態で、前記基材を搬送し得る搬送手段と、
前記搬送手段による前記基材の搬送経路の上方から前記第一面に向けてインクの液滴を噴射する第一の塗装手段と、
前記搬送経路の側方から、前記基材における前記第一面に臨むと共にこの第一面と交差する面からなる第二面へ向けて前記第一の塗装手段よりも低い解像度でインクの液滴を噴射する第二の塗装手段とを備えるインクジェット塗装装置。
【請求項3】
基材にインクジェット塗装を施すことで建築板を製造するために用いられるインクジェット塗装装置であって、
前記基材における厚み方向の第一面が上方を向くように配置され、且つこの基材における前記第一面と平行な方向の第一端部と、この第一端部とは反対側に形成されている第二端部とが、前記基材の搬送方向と交差する方向に並ぶように、前記基材を搬送し得る搬送手段と、
前記搬送手段による前記基材の搬送経路の上方から前記第一面に向けてインクの液滴を噴射する第一の塗装手段と、
前記搬送経路の上方から、前記基材における前記第一面に臨むと共にこの第一面と交差する面からなる第二面よりも前記基材の外側にはみ出す位置に向けて、インクの液滴を噴射する第三の塗装手段と、
前記搬送経路の側方から前記第一端部へ向かう気流を生じさせることで、前記第三の塗装手段から噴射された液滴を前記第一の塗装手段よりも低い解像度で前記第二面へ吹き付ける気流発生手段とを備えるインクジェット塗装装置。
【請求項1】
壁構造を構成するために用いられ、基材にインクジェット塗装を施すことで得られる建築板であって、
前記基材における厚み方向の第一面にインクジェット塗装が施され、
前記基材における前記第一面と平行な方向の第一端部と、この第一端部とは反対側に形成されている第二端部とが、互いに嵌合し得る形状に形成され、
前記第一端部に、前記第一面に臨むと共にこの第一面と交差する面からなる第二面が形成され、この第二面に前記第一面よりも解像度の低いインクジェット塗装が施されている建築板。
【請求項2】
基材にインクジェット塗装を施すことで建築板を製造するために用いられるインクジェット塗装装置であって、
前記基材における厚み方向の第一面が上方を向き、且つこの基材における前記第一面と平行な方向の第一端部と、この第一端部とは反対側に形成されている第二端部とが、前記基材の搬送方向と交差する方向に並ぶ状態で、前記基材を搬送し得る搬送手段と、
前記搬送手段による前記基材の搬送経路の上方から前記第一面に向けてインクの液滴を噴射する第一の塗装手段と、
前記搬送経路の側方から、前記基材における前記第一面に臨むと共にこの第一面と交差する面からなる第二面へ向けて前記第一の塗装手段よりも低い解像度でインクの液滴を噴射する第二の塗装手段とを備えるインクジェット塗装装置。
【請求項3】
基材にインクジェット塗装を施すことで建築板を製造するために用いられるインクジェット塗装装置であって、
前記基材における厚み方向の第一面が上方を向くように配置され、且つこの基材における前記第一面と平行な方向の第一端部と、この第一端部とは反対側に形成されている第二端部とが、前記基材の搬送方向と交差する方向に並ぶように、前記基材を搬送し得る搬送手段と、
前記搬送手段による前記基材の搬送経路の上方から前記第一面に向けてインクの液滴を噴射する第一の塗装手段と、
前記搬送経路の上方から、前記基材における前記第一面に臨むと共にこの第一面と交差する面からなる第二面よりも前記基材の外側にはみ出す位置に向けて、インクの液滴を噴射する第三の塗装手段と、
前記搬送経路の側方から前記第一端部へ向かう気流を生じさせることで、前記第三の塗装手段から噴射された液滴を前記第一の塗装手段よりも低い解像度で前記第二面へ吹き付ける気流発生手段とを備えるインクジェット塗装装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−92022(P2013−92022A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−236208(P2011−236208)
【出願日】平成23年10月27日(2011.10.27)
【出願人】(503367376)ケイミュー株式会社 (467)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月27日(2011.10.27)
【出願人】(503367376)ケイミュー株式会社 (467)
【Fターム(参考)】
[ Back to top ]