
建築板
【課題】インク濡れ性および密着性に優れた窯業サイディングインクジェットプリント物である建築板を提供すること。
【解決手段】下塗り塗料層を有する基材と、該下塗り塗料層と接するUVインク画像層とを有する建築板であって、該下塗り塗料層に塗布された塗料のTgが、35〜90℃であるアクリル系樹脂エマルジョンであり、該UVインク画像層のUVインクに濡れ剤が含有されてなる。
【解決手段】下塗り塗料層を有する基材と、該下塗り塗料層と接するUVインク画像層とを有する建築板であって、該下塗り塗料層に塗布された塗料のTgが、35〜90℃であるアクリル系樹脂エマルジョンであり、該UVインク画像層のUVインクに濡れ剤が含有されてなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、建築板に関する。さらに詳細には、インク濡れ性および密着性に優れた窯業サイディングインクジェットプリント物である建築板に関する。
【背景技術】
【0002】
従来、工業用途でのUVインクジェットプリントの検討がされてきている。その応用例の一つとして窯業サイディングへの着色が考えられ、多様な画像を窯業サイディングにインクジェットプリント実施することで、商品性の向上が期待できる。
【0003】
ここでインクジェットの画像品位において、特にベタ柄プリントを実施した場合の均一感は重要な項目であり、均一感の欠如によるスジっぽさは商品性を著しく損なうように見える。
【0004】
ここでベタ柄均一感はハード、インク、メディアの3つの関係が重要であり、一般的なインクジェットプリントにおいてはハードの解像度を上げること、すなわちインク塗布量を増加させることで均一感を得る方法をとっているが、その方法においてはハードの設計負荷が大きいことや実際の生産性が悪いなどの課題が含まれている。
【0005】
そこでインクとメディアの関係を適正化することによって、より少ないインク塗布量でもメディア上でインクが十分に濡れ、均一感を満足させる事は、ハードの設計負荷が小さく出来ることや生産性を高く出来るといった面で有効な手段である。
【0006】
実際に窯業サイディングのような凹凸表面、幾何学的な画像などの条件を考えた場合、高解像度は必要とされず、さらに窯業サイディング製造ラインを考えた場合の高生産性ならびに低コスト化要求に答える点から、インクジェットプリントにおいて低解像度、低塗布量を検討することは必要不可欠な内容である。
【0007】
ここで経験上、窯業サイディングを検討する上で実際に必要な解像度として、プリントする画像にも依存するが、180dpi程度であることが推測される。その場合、スジっぽさ、すなわちインクが濡れ広がらない空白部分が無い様にするためには、1dotインク液滴の着弾後、濡れ広がりが理論上直径200μmは必要であり、インクジェットプリンタの精度を考慮した場合はさらにそれ以上であることも望まれる。仮に濡れ性が良好で200μm以上の場合は180dpiよりさらに低解像度、低塗布量のプリント条件構築が可能になり、また設計上、高解像度設定の条件の場合は、低塗布量化といった面で高生産性、低コスト化の面において大いに寄与できる。
【0008】
実際にインクの濡れ性を向上させる方法として、インク中に表面張力を低下させるような材料、すなわち濡れ剤を添加する方法は有効な手段の一つである(特許文献1)。
【0009】
【特許文献1】特開2003−147233号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
しかしながら一般的にそのような濡れ剤は、僅かな添加量でも基材との密着性不良を引き起こす場合が多いのが課題であった。
【0011】
一方、窯業サイディング下塗り塗料としては、古くからコストや物性の面からアクリル樹脂、アクリルスチレン樹脂、アクリルシリコン樹脂などの様々なエマルジョンからなる塗料が検討されてきているが、しかし今回のようなUVインクとの濡れ性や密着性など十分な検討については、ほとんど実施されてきておらず未だ開示されていない。
【0012】
本発明はインク濡れ性および密着性に優れた窯業サイディングインクジェットプリント物である建築板を提供することにある。
【課題を解決するための手段】
【0013】
本発明の建築板は、下塗り塗料層を有する基材と、該下塗り塗料層と接するUVインク画像層とを有する建築板であって、該下塗り塗料層に塗布された塗料の計算ガラス転移点Tgが、35〜90℃であるアクリル系樹脂エマルジョンであり、該UVインク画像層のUVインクに濡れ剤が含有されてなることを特徴とする。
【発明の効果】
【0014】
本発明の建築板によれば、インク濡れ性および密着性に優れた窯業サイディングインクジェットプリント物である建築板を提供することができる。
【発明を実施するための最良の形態】
【0015】
本発明のUVインクジェットプリントが施される窯業サイディング下塗り塗料としては、アクリル樹脂エマルジョン、アクリルスチレン樹脂エマルジョンまたはアクリルシリコン樹脂エマルジョンからなり、かつ、それら樹脂エマルジョンに造膜助剤が含まれていない状態での樹脂の最低造膜温度MFTが50〜120℃の範囲のもので形成されてなることが望ましい。最低造膜温度MFTが上記範囲であることによりインクの濡れ性がさらに良くなることが期待できる。
【0016】
またUVインクとしては、表面張力を30dyne/cm以下に調整したものを使用することで、より濡れ性が良好で密着性に優れたインクジェットプリント物を得ることが可能となる。表面張力が30dyne/cmを超える場合、濡れ性が悪く、UVインクにより描かれる画像の横方向にスジが生じるという問題がある。
【0017】
ここで最低造膜温度MFTとは、JIS K−6828−2、ISO 2115、ASTM D2354等の試験法に準拠して最低フィルム成膜温度の測定を行うことで求められる温度を示す。
【0018】
また計算ガラス転移点Tgとは下記のFOXの式に従い計算されたものである。
1/Tg=W1/Tg1+W2/Tg2+・・・Wn/Tgn
Tg=共重合体のTg(K)
Tg1、Tg2、Tgn=各ホモポリマーのTg(K)
W1、W2、Wn=各モノマーの重量(%)
【0019】
下塗り塗料について、そのTgが35〜90℃であるという比較的高温が良い効果をもたらす理由として、そのようなTgを有する下塗り塗料塗膜は非常に硬いため、UVインクが下塗り塗料塗膜上に着弾した際、インクが抵抗無く濡れ広がることができるためであると予想できる。Tgが35℃未満の場合、下塗り塗料塗膜は柔軟ではあるが、粘着性を持つという特性のため、インク着弾時、インク濡れ広がりの抵抗となり、十分な濡れ性が得られず、スジ感が強く均一感に乏しいベタ柄になってしまうおそれがある。逆に、Tgが90℃を超える場合、インク濡れ性は問題ないが、窯業サイディングとして必要な物性の一つである凍結融解性を満足できないおそれがあり、実質的に使用は困難である。
【0020】
ここで使用される下塗り塗料中に使用される顔料としては、有機または無機を問わず任意のものが選択される。無機顔料としては、たとえば、酸化物類、水酸化物類、硫化物類、フェロシアン化物類、クロム酸塩類、炭酸塩類、ケイ酸塩類、リン酸塩類、炭素類(カーボンブラック)および金属粉類などがあげられる。また有機顔料としては、たとえば、ニトロソ類、染付レーキ類、アゾレーキ類、不溶性アゾ類、モノアゾ類、ジスアゾ類、縮合アゾ類、ベンゾイミダゾロン類、フタロシアニン類、アントラキノン類、ペリレン類、キナクリドン類、ジオキサジン類、イソインドリン類、アゾメチン類およびピロロピロール類などがあげられる。なかでも建築板に求められる耐候性を考慮すると、無機顔料であることがより望ましい。
【0021】
さらに、顔料を補助する目的で、炭酸石灰粉、沈降性炭酸カルシウム、石膏、クレー、シリカ粉、珪藻土、タルク、アルミナホワイト、塩基性炭酸マグネシウム、バライト粉等の体質顔料を添加することも可能である。
【0022】
造膜助剤としては2,2,4−トリメチルー1,3−ペンタンジオールモノイソブチレート、ベンジルアルコール、エチレングリコールモノブチルエーテル、ジエチレングリコールモノブチルエーテル等から任意に単独、または配合にて使用することが可能である。
【0023】
さらに添加剤としては、必要に応じて熱安定剤、酸化防止剤、防腐剤、消泡剤、還元防止剤、pH調整剤、紫外線吸収剤および光安定剤、樹脂ビーズなどを加えることも可能である。
【0024】
ここで下塗り塗装前の窯業サイディングの状態として、特に限定されるものではないが一般的にセメント質原料および繊維質原料などを用いて板状に成形したものがあげられ、パルプ、木片、石綿などの各種セメント板、珪酸カルシウム板、炭酸マグネシウム板などが例示される。さらに、その窯業サイディング材には意匠性の向上などのために、エンボス加工や砂まき等の物理的な凹凸付加を施すことを行うことも可能である。
【0025】
また耐透水性を向上させる目的などでシーラー塗料にて塗布実施した物が望ましい。その際に使用されるシーラー塗料としては、水系、溶剤系いずれでも構わないが、作業性や安全性の点で水系塗料であることが好ましい。それらシーラー塗料には樹脂だけでなく、必要に応じて顔料、添加剤を添加することも可能である。
【0026】
上記下塗り塗料の塗布量は10〜200g/m2(乾燥状態)であることが好ましい。10g/m2より少ないと、基材を完全に被覆できないおそれがあり、200g/m2より多いと厚くなりすぎるために、亀裂を発生しやすくなる。
【0027】
さらに下塗り塗料の塗布はスプレーガン、カーテンフローコーター、ロールコーターにて実施可能であり、特に限定されない。
【0028】
また下塗り塗料の乾燥方法は、熱風乾燥、送風乾燥、ヒーターによる乾燥、ホットプレートによる乾燥など、特に限定されない。乾燥温度および時間は塗料の乾燥状況により適宜決定されるが、乾燥温度は60〜150℃、乾燥時間は1〜30分であることが好ましい。
【0029】
ここで使用されるインクとして、一般的な水系や低沸点溶剤系のインクを用いた場合、着弾後、インク液体成分である水分や低沸点溶剤は蒸発を始めてしまい、インクの濡れ広がりが不十分のまま固着されてしまう場合が想定される。一方、高沸点溶剤系インクを用いた場合は濡れ広がりが十分期待できるが、乾燥などの装置負荷がかかるという問題がある。また、UVインクは、紫外線を照射するまでは硬化しないという点でインクの濡れ広がりが期待でき、かつ、硬化が瞬時に行え、装置負荷もほとんどない。
【0030】
しかしながら、本発明に使用されるUVインクジェットインクとしては、表面張力が30dyne/cm以下、より好ましくは20〜30dyne/cmの範囲であることが好ましい。ここで30dyne/cmを超える場合は、十分な濡れ性を発揮することが出来ず、ベタ柄の均一感を得ることが不可能となる。また、20dyne/cm未満の場合、濡れ性の問題はないが、インクの吐出性に悪影響を与える傾向がある。
【0031】
また、本発明において、表面張力は液温25℃で測定された静的表面張力を示すが、表面張力とは、液体の表面がその凝集力により縮まろうとして、その表面に沿って働く張力のことであり、静的表面張力とは液面が静止している時の表面張力である。静的表面張力は、プレート法やリング法により測定することが可能であり、たとえば、液温25℃の条件下、自動表面張力計CBVP−A3(協和界面科学株式会社製)を用いてプレート法により測定することが可能である。
【0032】
ここでUVインクジェットインクに使用されるオリゴマーやモノマーの表面張力は、30dyne/cmを超えるものがほとんどで、そのため、濡れ剤を使用する必要がある。
【0033】
ここで、濡れ剤としては、フッ素系やシリコン系のものがあげられる。
【0034】
ここでUVインクに使用される顔料としては前述した下塗り塗料と同じものが例示できる。
【0035】
前記反応性モノマーおよび反応性オリゴマーは、紫外線の照射により硬化するもの(いわゆる紫外線硬化型樹脂)である。
【0036】
反応性モノマーとしては、たとえばジペンタエリスリトールヘキサアクリレートやそれらの変性体などの6官能アクリレート;ジペンタエリスリトールヒドロキシペンタアクリレートなどの5官能アクリレート;ペンタジトリメチロールプロパンテトラアクリレート、ペンタエリスリトールテトラアクリレートなどの4官能アクリレート;トリメチロールプロパントリアクリレート、ペンタエリスリトールトリアクリレート、トリス(2−ヒドロキシエチル)イソシアヌレートトリアクリレート、グリセリルトリアクリレートなどの3官能アクリレート;ヒドロキシピバリン酸ネオペンチルグリコールジアクリレート、ポリテトラメチレングリコールジアクリレート、トリメチロールプロパンアクリル酸安息香酸エステル、ジエチレングリコールジアクリレート、トリエチレングリコールジアクリレート、テトラエチレングリコールジアクリレート、ポリエチレングリコール(200)ジアクリレート、ポリエチレングリコール(400)ジアクリレート、ポリエチレングリコール(600)ジアクリレート、ネオペンチルグリコールジアクリレート、1,3−ブタンジオールジアクリレート、1,4−ブタンジオールジアクリレート、1,6−ヘキサンジオールジアクリレート、1,9−ノナンジオールジアクリレート、ジメチロール−トリシクロデカンジアクリレート、ビスフェノールAジアクリレートなどの2官能アクリレート;および、カプロラクトンアクリレート、トリデシルアクリレート、イソデシルアクリレート、イソオクチルアクリレート、イソミリスチルアクリレート、イソステアリルアクリレート、2−エチルヘキシル−ジグリコールアクリレート、2−ヒドロキシブチルアクリレート、2−アクリロイロキシエチルヘキサヒドロフタル酸、ネオペンチルフリコールアクリル酸安息香酸エステル、イソアミルアクリレート、ラウリルアクリレート、ステアリルアクリレート、ブトキシエチルアクリレート、エトキシ−ジエチレングリコールアクリレート、メトキシ−トリエチレングリコールアクリレート、メトキシ−ポリエチレングリコールアクリレート、メトキシジプロピレングリコールアクリレート、フェノキシエチルアクリレート、フェノキシ−ポリエチレングリコールアクリレート、ノニルフェノールアクリレート、テトラヒドロフルフリルアクリレート、イソボニルアクリレート、2−ヒドロキシエチルアクリレート、2−ヒドロキシプロピルアクリレート、2−ヒドロキシ−3−フェノキシプロピルアクリレート、2−アクリロイロキシエチル−コハク酸、2−アクリロイロキシエチル−フタル酸、2−アクリロイロキシエチル−2−ヒドロキシエチル−フタル酸などの単官能アクリレートがあげられる。
【0037】
反応性モノマーとしてはさらに、前記反応性モノマーにリンやフッ素、エチレンオキサイドやプロピレンオキサイドの官能基を付与した反応性モノマーがあげられる。
【0038】
本発明に使用するインクには、これらの反応性モノマーを単独または2種以上を組み合わせて使用することができる。なかでも、強じん性、柔軟性に優れる点で、2官能モノマーが好ましい。2官能モノマーのなかでは、硬化後の耐水性や難黄変性である点で、炭化水素からなる脂肪族反応性モノマー、具体的には1,6−ヘキサンジオールジアクリレート、ネオペンチルグリコールジアクリレート、1,3−ブタンジオールジアクリレート、1,4−ブタンジオールジアクリレート、1,9−ノナンジオールジアクリレートなどが好ましい。
【0039】
前記反応性モノマーは、本発明に用いるインク100重量部中に50〜85重量部含まれることが好ましい。50重量部未満の場合、インク粘度が高くなるため吐出不良を生じるおそれがあり、85重量部を超えると硬化に必要な他の成分が不足し、硬化不良になるおそれがある。
【0040】
反応性オリゴマーとしては、ウレタンアクリレート、ポリエステルアクリレート、エポキシアクリレート、シリコンアクリレート、ポリブタジエンアクリレートがあげられ、単独または2種以上を組み合わせて使用することができる。なかでも、強じん性、柔軟性および付着性に優れる点で、ウレタンアクリレートが好ましい。ウレタンアクリレートのなかでは、難黄変性である点で、炭化水素からなる脂肪族ウレタンアクリレートがさらに好ましい。
【0041】
前記反応性オリゴマーは、本発明に用いるインク100重量部中に1〜40重量部含まれることが好ましく、5〜40重量部がより好ましく、10〜30重量部がさらに好ましい。1重量部未満の場合、インク硬化後の皮膜が脆くなるという問題や基材との密着性が悪いという問題があり、40重部を超える場合、インクの粘度が高くなってインクを安定して吐出できなくなるという問題がある。そして、反応性オリゴマーが1〜40重量部であれば、インクの強じん性、柔軟性および密着性を、より向上させることができる傾向にある。
【0042】
光重合開始剤としては、ベンゾイン類、ベンジルケタール類、アミノケトン類、チタノセン類、ビスイミダゾール類、ヒドロキシケトン類およびアシルホスフィンオキサイド類があげられ、単独または2種以上を組み合わせて使用することができる。光重合開始剤のなかでは、高反応性であり、難黄変性である点で、ヒドロキシケトン類およびアシルホスフィンオキサイド類が好ましい。
【0043】
光重合開始剤の添加量は、本発明に用いるインク100重量部中1〜15重量部であることが好ましく、3〜10重量部であることがより好ましい。1重量部未満では重合が不完全で膜が未硬化となるおそれがあり、15重量部を超えても、それ以上の硬化率や硬化スピードの効率向上が期待できず、コスト高となる。
【0044】
本発明に用いるインクには、必要に応じて、顔料を分散させる分散剤を添加してもよい。分散剤としては、アニオン系界面活性剤、カチオン系界面活性剤、ノニオン系界面活性剤、両性イオン界面活性剤および高分子系分散剤などがあげられ、単独もしくは2種以上を組み合わせて使用することができる。
【0045】
前記分散剤のインクへの添加量は、顔料の種類に応じて適宜決定されるものであるが、インクに含まれる顔料100重量部に対して5〜150重量部であることが好ましく、30〜80重量部であることがより好ましい。分散剤が5重量部より少ないと、顔料がうまく分散しない傾向にあり、150重量部を超えると、分散剤が顔料の分散を逆に阻害することがある。また、インクコストが高くなる傾向にある。
【0046】
本発明に用いるインクには、さらに必要に応じて、光重合開始剤の開始反応を促進させるための増感剤、熱安定剤、酸化防止剤、防腐剤、消泡剤、浸透剤、樹脂バインダー、樹脂エマルジョン、還元防止剤、レベリング剤、pH調整剤、顔料誘導体、重合禁止剤、紫外線吸収剤および光安定剤などの添加剤を加えることもできる。
【0047】
上記UVインクは、使用する材料を混合し、さらにその混合物をロールミル、ボールミル、コロイドミル、ジェットミルまたはビーズミルなどの分散機を使って分散させ、その後、濾過を行うことで得ることができる。なかでも、短時間かつ大量に分散できることから、ビーズミルが好ましい。
【0048】
本発明のUVインクを用いることのできるインクジェット記録装置は特に限定されない。たとえば、荷電変調方式、マイクロドット方式、帯電噴射制御方式およびインクミスト方式などの連続方式、ステムメ方式、パルスジェット方式、バブルジェット(登録商標)方式および静電吸引方式などのオン・デマンド方式などを用いることができる。
【0049】
さらに具体的なインクジェット記録装置としてはシリアル型、ライン型などがあげられいずれも使用可能である。
【0050】
シリアル型とはキャリッジの駆動によりシリアル型印刷ヘッドを主走査方向(キャリッジの移動方向)に走査させるとともに、基材を主走査方向に直交する搬送方向(副走査方向)に間欠搬送させながらインクを吐出させ画像を形成する。印刷ヘッドには、たとえばブラック(Bk)、イエロー(Y)、マゼンタ(M)、シアン(C)などのインクのカートリッジが搭載されており、各色のカートリッジには、複数個のインク吐出ノズルが主走査方向および副走査方向の両方向に沿って設けられている。また、印刷ヘッドに紫外線照射装置を設けてもよい。
【0051】
シリアル型の印刷ヘッドを用いる場合、インク液滴を基材に付与する工程および紫外線を照射する工程を、主走査毎に繰り返して行う。ここで、主走査とは、シリアル型印刷ヘッドが同一ライン上を移動することをいい、印刷ヘッドが、副走査方向に移動しないで、左から右へ1回移動する態様、左から右へ複数回移動する態様、右から左へ1回移動する態様、右から左へ複数回移動する態様、1往復する態様、複数回往復する態様等が含まれる。主走査毎とは、シリアル型印刷ヘッドが一つのラインから別のラインに移動する毎に(副走査方向の移動が行われる毎に)という意味である。印刷ヘッドの主走査毎に、インク付与工程の終了後に、あるいは、前記インク付与工程と並行して、紫外線照射によるインクの硬化を行う。
【0052】
ライン型とは、プリンタの幅方向(印刷基材の搬送方向に直交する方向)にわたって各色のインクの吐出ノズルがライン状に設けられており、たとえばブラック(Bk)、イエロー(Y)、マゼンタ(M)、シアン(C)などの吐出ノズルがライン状に設けられている。前記ライン型ヘッドでのインク付与工程の終了後に紫外線照射によるインクの硬化を行うことも可能であるし、またはこのライン型の印刷ヘッドに紫外線照射装置を設けてもよい。このようなライン型の印刷ヘッドを使用する場合、1ラインの印刷毎に色替えが行われ、色替ごとに紫外線を照射して、基材に付与されたインク液滴の硬化を行う。
【0053】
上記のインクジェット記録装置において本発明に用いるインクを使用する場合、該インクジェット記録装置に装備されたヘッドに加熱装置を装備し、インクを加熱することによりインク粘度を低くして吐出してもよい。インクの加熱温度としては25〜150℃が好ましく、30〜70℃がより好ましい。インクの加熱温度が25℃未満の場合、インクの粘度が高くなってインクを安定して吐出できなくなるという問題があり、150℃を超える場合、インクがゲル化や硬化してしまうという問題がある。溶媒として反応性モノマーおよび/または反応性オリゴマーを用いる場合、インクの加熱温度は、反応性モノマーおよび/または反応性オリゴマーの熱に対する硬化性を考慮して定められ、熱により硬化が開始する温度よりも低く設定する。
【0054】
本発明に用いるインクに含まれる反応性モノマーおよび/または反応性オリゴマーを硬化させるための紫外線照射の条件としては、紫外線ランプの出力が、50〜280W/cmが好ましく、80〜200W/cmがより好ましい。紫外線ランプの出力が50W/cm未満であると、紫外線のピーク強度および積算光量不足によりインクが十分に硬化しない傾向にあり、280W/cmを超えると、着色媒体が紫外線ランプの熱により変形または溶融し、また、インクの硬化皮膜が劣化する傾向にある。
【0055】
紫外線の照射時間は、0.1〜20秒が好ましく、0.5〜10秒がより好ましい。紫外線ランプの照射時間が20秒より長いと、着色媒体が紫外線ランプの熱により変形または溶融し、また、インクの硬化皮膜が劣化する傾向があり、0.1秒より短いと、紫外線の積算光量不足となり、紫外線硬化型インクが十分に硬化しない傾向にある。
【0056】
ここでUVインクジェットプリントから紫外線照射までのタイミングは任意であるが、濡れ性を考慮した場合、0.1〜10秒程度の間隔をあけることが望ましく、さらに好ましい範囲は5〜10秒である。ここで10秒以上の間隔をあけることは、それ以上の濡れ性向上が見込めない点や、生産上負荷になる点で有効な手段ではなくなる。
【0057】
また、下塗り、UVインクジェットプリントが行われた窯業サイディングに対して、更なる耐候性向上や光沢調整を目的としてクリアトップコート塗装を行うことも可能であり、その際使用されるクリアトップコート塗料としては、水系、溶剤系いずれでも構わないが、作業性や安全性の点で水系塗料であることが好ましい。上記クリア塗料は樹脂、必要に応じて添加剤で任意に組成され、塗布量や塗布方法においても特に限定されない。
【実施例】
【0058】
次に本発明について実施例を挙げて説明するが、本発明は必ずしもこれらの実施例に限定されるものではない。
【0059】
実施例1
〔下塗り塗料塗布窯業板の作成〕
樹脂エマルジョン7504(樹脂分55.5%、アクリル樹脂エマルジョン、MFT=57℃、Tg=46℃、ビーエーエスエフジャパン(株)製)100重量部、造膜助剤キョーワノールM(2,2,4−トリメチル−1,3−ペンタンジオールモノイソブチレート、協和発酵ケミカル(株)製)10重量部、白顔料分散体LIOFAST WHITE H201(顔料分60%、東洋インキ製造(株)製)55重量部、水10部を加え10分間撹拌後、80メッシュで濾過を実施し白塗料を得た。
【0060】
得られた白塗料を用い、シーラー未実施の窯業系サイディング板に対して、エアースプレーにて総Dry塗布量120g/m2になるように3度重ね塗りを行った。なお1度塗装毎に乾燥80℃×10分間実施した。
【0061】
〔インク作成方法〕
黒顔料NIpex35(C.I.Pigment BLACK 7 カーボンブラック、デグサジャパン(株)製)3重量部、分散剤Disperbyk−168(高分子化合物、BykChemie製)を3重量部、反応性オリゴマーCN985B88(脂肪族ウレタンアクリレート、2官能、サートマー(株)製)を20重量部、反応性モノマーSR238F(1,6−へキサンジアクリレート、2官能、サートマー(株)製)68.5重量部、光重合開始剤ダロキュア1173(2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン、チバ・スペシャリティ・ケミカルズ(株)製)5重量部、および濡れ剤メガファックR−08(フッ素系濡れ剤、DIC(株)製)0.5重量部を加え、ビーズミル分散機を用い分散した後、濾過を行って不純物除去し、均質なブラックインクを作成した。ここでインクの粘度は8.5mPa・s/60℃で、表面張力は25.4dyne/cm・25℃であった。得られたインクを使用し下記条件および評価方法によって得られた結果を表1、図1に示す。
【0062】
〔印写条件〕
イ)ノズル径 : 70 (μm)
ロ)印加電圧 : 50 (V)
ハ)パルス幅 : 15 (μs)
ニ)駆動周波数 : 5 (KHz)
ホ)解像度 : 180 (dpi)
ヘ)加熱温度 : 60 (℃)
ホ)インク塗布量 : 5 (g/m2)
【0063】
〔紫外線照射条件〕
あ)ランプ種類 : メタルハライドランプ
い)電圧 : 100 (W/cm)
う)照射時間 : 0.5 (秒)
え)照射高さ : 10 (cm)
お)プリント〜照射までのタイミング : 5 (秒)
【0064】
〔評価試験〕
A)濡れ性
UVインクプリント終了後、線幅を測定する。
○:線幅が200μmより広くなっている
△:線幅が200〜150μmである
×:線幅が150μmより狭くなっている
【0065】
なお、一般に、線幅が広がることにより、濡れ広がりがよくなり、その結果、スジに見えていた線と線の間の白場がなくなり均一的に見えることになる。そのため、180dpiの場合は線幅が200μm以上無いと、その線と線は完全に重ならず、白場が見えてしまうためにその濡れ広がりが必要となる。
【0066】
B)密着性 : JIS K 5600−5−6 付着性(クロスカット)
カットの間隔は4mm間隔で実施し、セロテープ(登録商標)を貼り、消しゴムで15往復させた後、勢い良く剥がし、その後の状態を確認する。 なお、「JIS K 5600−5−6 付着性(クロスカット)とは、塗膜に対して直角の格子パターンの切込み入れた試験サンプルに対して、透明感圧付着テープを用い貼付後、引き剥がすことで、塗膜の密着性を評価する方法である。
○:カット縁が完全に滑らかでどの格子も剥れがないか、カット交差点に於ける塗膜の小さな剥れが5%未満である
△:カット縁および/または交差点に於ける塗膜の小さな剥れで、剥れが5〜35%である。
×:カット縁および/または部分的全面的に大剥れで、剥れが35%以上である
【0067】
C)外観
印写した建築板の表面を観察する。
【0068】
実施例2
実施例1の樹脂エマルジョンを537J(樹脂分46%、アクリルスチレン系エマルジョン、MFT=42℃、Tg=49℃、ビーエーエスエフジャパン(株)製)100重量部に変更した以外は同様の処方、手法にて下塗り塗料塗布窯業板を得た。
【0069】
またインクは実施例1と同じものを使用し、また条件および評価方法は実施例1と同様に実施した。得られた結果を表1に示す。
【0070】
実施例3
下塗り塗料塗布窯業板は実施例1と同じものを使用し、インクは以下のように作成した。
【0071】
〔インク作成方法〕
黒顔料NIpex35(C.I.Pigment BLACK 7 カーボンブラック、デグサジャパン(株)製)3重量部、分散剤Disperbyk−168(高分子化合物、BykChemie製)を3重量部、反応性オリゴマーCN985B88(脂肪族ウレタンアクリレート、2官能、サートマー(株)製)を20重量部、反応性モノマーSR238F(1,6−へキサンジアクリレート、2官能、サートマー(株)製)68.3重量部、光重合開始剤ダロキュア1173(2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン、チバ・スペシャリティ・ケミカルズ(株)製)5重量部、および濡れ剤DOW CORNING TORAY 32 ADDITIVE(シリコン系、東レダウコーニングシリコーン(株)製)0.7重量部を加え、ビーズミル分散機を用い分散した後、濾過を行って不純物除去し、均質なブラックインクを作成した。ここでインクの粘度は8.3mPa・s/60℃で、表面張力は25.0dyne/cm・25℃であった。得られたインクを使用し実施例1と同様の条件および評価方法によって得られた結果を表1に示す。
【0072】
比較例1
実施例1の樹脂エマルジョンを711B(樹脂分55%、アクリル系エマルジョン、MFT=24℃、Tg=19℃、ビーエーエスエフジャパン(株)製)に変更した以外は同様の処方、手法にて下塗り塗料塗布窯業板を得た。
【0073】
またインクは実施例1と同じものを使用し、また条件および評価方法は、実施例1と同様に実施した。得られた結果を表1、図2に示す。
【0074】
比較例2
実施例1の樹脂エマルジョンをG625(樹脂分46.5%、アクリルシリコン系エマルジョン、MFT=43℃、Tg=26℃、旭化成ケミカルズ(株)製)に変更した以外は同様の処方、手法にて下塗り塗料塗布窯業板を得た。
【0075】
またインクは実施例1と同じものを使用し、また条件および評価方法は、実施例1と同様に実施した。得られた結果を表1に示す。
【0076】
比較例3
下塗り塗料塗布窯業板は実施例1と同じものを使用した。
【0077】
インクは実施例1の濡れ剤を添加せずに反応性モノマーSR238F(1,6−へキサンジアクリレート、2官能、サートマー(株)製)69.0重量部に変更する以外は同様の処方、手法にてインク得た。ここでインクの粘度は8.4mPa・s/60℃で、表面張力は33.8dyne/cm・25℃であった。
【0078】
条件および評価方法は、実施例1と同様に実施した。得られた結果を表1に示す。
【0079】
【表1】

【0080】
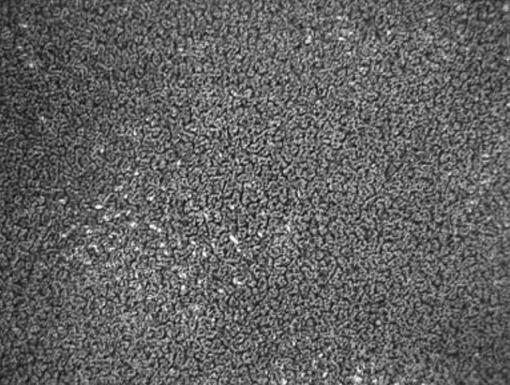
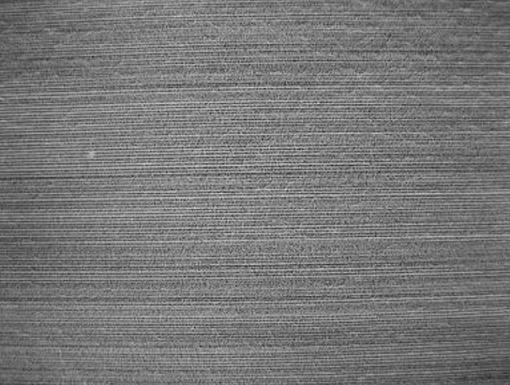
図1に示されるように、実施例1において印写された建築板の表面は、光沢、つやを有し、見栄えが良いことが判るが、図2に示されるように、比較例1において印写された建築板の表面は、光沢やつやがなく、横方向にスジが発生し、見栄えが悪くなることが判る。
【図面の簡単な説明】
【0081】
【図1】本発明の建築板の実施例1における印写された建築板の表面を表す図である。
【図2】本発明の建築板の比較例1における印写された建築板の表面を表す図である。
【技術分野】
【0001】
本発明は、建築板に関する。さらに詳細には、インク濡れ性および密着性に優れた窯業サイディングインクジェットプリント物である建築板に関する。
【背景技術】
【0002】
従来、工業用途でのUVインクジェットプリントの検討がされてきている。その応用例の一つとして窯業サイディングへの着色が考えられ、多様な画像を窯業サイディングにインクジェットプリント実施することで、商品性の向上が期待できる。
【0003】
ここでインクジェットの画像品位において、特にベタ柄プリントを実施した場合の均一感は重要な項目であり、均一感の欠如によるスジっぽさは商品性を著しく損なうように見える。
【0004】
ここでベタ柄均一感はハード、インク、メディアの3つの関係が重要であり、一般的なインクジェットプリントにおいてはハードの解像度を上げること、すなわちインク塗布量を増加させることで均一感を得る方法をとっているが、その方法においてはハードの設計負荷が大きいことや実際の生産性が悪いなどの課題が含まれている。
【0005】
そこでインクとメディアの関係を適正化することによって、より少ないインク塗布量でもメディア上でインクが十分に濡れ、均一感を満足させる事は、ハードの設計負荷が小さく出来ることや生産性を高く出来るといった面で有効な手段である。
【0006】
実際に窯業サイディングのような凹凸表面、幾何学的な画像などの条件を考えた場合、高解像度は必要とされず、さらに窯業サイディング製造ラインを考えた場合の高生産性ならびに低コスト化要求に答える点から、インクジェットプリントにおいて低解像度、低塗布量を検討することは必要不可欠な内容である。
【0007】
ここで経験上、窯業サイディングを検討する上で実際に必要な解像度として、プリントする画像にも依存するが、180dpi程度であることが推測される。その場合、スジっぽさ、すなわちインクが濡れ広がらない空白部分が無い様にするためには、1dotインク液滴の着弾後、濡れ広がりが理論上直径200μmは必要であり、インクジェットプリンタの精度を考慮した場合はさらにそれ以上であることも望まれる。仮に濡れ性が良好で200μm以上の場合は180dpiよりさらに低解像度、低塗布量のプリント条件構築が可能になり、また設計上、高解像度設定の条件の場合は、低塗布量化といった面で高生産性、低コスト化の面において大いに寄与できる。
【0008】
実際にインクの濡れ性を向上させる方法として、インク中に表面張力を低下させるような材料、すなわち濡れ剤を添加する方法は有効な手段の一つである(特許文献1)。
【0009】
【特許文献1】特開2003−147233号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
しかしながら一般的にそのような濡れ剤は、僅かな添加量でも基材との密着性不良を引き起こす場合が多いのが課題であった。
【0011】
一方、窯業サイディング下塗り塗料としては、古くからコストや物性の面からアクリル樹脂、アクリルスチレン樹脂、アクリルシリコン樹脂などの様々なエマルジョンからなる塗料が検討されてきているが、しかし今回のようなUVインクとの濡れ性や密着性など十分な検討については、ほとんど実施されてきておらず未だ開示されていない。
【0012】
本発明はインク濡れ性および密着性に優れた窯業サイディングインクジェットプリント物である建築板を提供することにある。
【課題を解決するための手段】
【0013】
本発明の建築板は、下塗り塗料層を有する基材と、該下塗り塗料層と接するUVインク画像層とを有する建築板であって、該下塗り塗料層に塗布された塗料の計算ガラス転移点Tgが、35〜90℃であるアクリル系樹脂エマルジョンであり、該UVインク画像層のUVインクに濡れ剤が含有されてなることを特徴とする。
【発明の効果】
【0014】
本発明の建築板によれば、インク濡れ性および密着性に優れた窯業サイディングインクジェットプリント物である建築板を提供することができる。
【発明を実施するための最良の形態】
【0015】
本発明のUVインクジェットプリントが施される窯業サイディング下塗り塗料としては、アクリル樹脂エマルジョン、アクリルスチレン樹脂エマルジョンまたはアクリルシリコン樹脂エマルジョンからなり、かつ、それら樹脂エマルジョンに造膜助剤が含まれていない状態での樹脂の最低造膜温度MFTが50〜120℃の範囲のもので形成されてなることが望ましい。最低造膜温度MFTが上記範囲であることによりインクの濡れ性がさらに良くなることが期待できる。
【0016】
またUVインクとしては、表面張力を30dyne/cm以下に調整したものを使用することで、より濡れ性が良好で密着性に優れたインクジェットプリント物を得ることが可能となる。表面張力が30dyne/cmを超える場合、濡れ性が悪く、UVインクにより描かれる画像の横方向にスジが生じるという問題がある。
【0017】
ここで最低造膜温度MFTとは、JIS K−6828−2、ISO 2115、ASTM D2354等の試験法に準拠して最低フィルム成膜温度の測定を行うことで求められる温度を示す。
【0018】
また計算ガラス転移点Tgとは下記のFOXの式に従い計算されたものである。
1/Tg=W1/Tg1+W2/Tg2+・・・Wn/Tgn
Tg=共重合体のTg(K)
Tg1、Tg2、Tgn=各ホモポリマーのTg(K)
W1、W2、Wn=各モノマーの重量(%)
【0019】
下塗り塗料について、そのTgが35〜90℃であるという比較的高温が良い効果をもたらす理由として、そのようなTgを有する下塗り塗料塗膜は非常に硬いため、UVインクが下塗り塗料塗膜上に着弾した際、インクが抵抗無く濡れ広がることができるためであると予想できる。Tgが35℃未満の場合、下塗り塗料塗膜は柔軟ではあるが、粘着性を持つという特性のため、インク着弾時、インク濡れ広がりの抵抗となり、十分な濡れ性が得られず、スジ感が強く均一感に乏しいベタ柄になってしまうおそれがある。逆に、Tgが90℃を超える場合、インク濡れ性は問題ないが、窯業サイディングとして必要な物性の一つである凍結融解性を満足できないおそれがあり、実質的に使用は困難である。
【0020】
ここで使用される下塗り塗料中に使用される顔料としては、有機または無機を問わず任意のものが選択される。無機顔料としては、たとえば、酸化物類、水酸化物類、硫化物類、フェロシアン化物類、クロム酸塩類、炭酸塩類、ケイ酸塩類、リン酸塩類、炭素類(カーボンブラック)および金属粉類などがあげられる。また有機顔料としては、たとえば、ニトロソ類、染付レーキ類、アゾレーキ類、不溶性アゾ類、モノアゾ類、ジスアゾ類、縮合アゾ類、ベンゾイミダゾロン類、フタロシアニン類、アントラキノン類、ペリレン類、キナクリドン類、ジオキサジン類、イソインドリン類、アゾメチン類およびピロロピロール類などがあげられる。なかでも建築板に求められる耐候性を考慮すると、無機顔料であることがより望ましい。
【0021】
さらに、顔料を補助する目的で、炭酸石灰粉、沈降性炭酸カルシウム、石膏、クレー、シリカ粉、珪藻土、タルク、アルミナホワイト、塩基性炭酸マグネシウム、バライト粉等の体質顔料を添加することも可能である。
【0022】
造膜助剤としては2,2,4−トリメチルー1,3−ペンタンジオールモノイソブチレート、ベンジルアルコール、エチレングリコールモノブチルエーテル、ジエチレングリコールモノブチルエーテル等から任意に単独、または配合にて使用することが可能である。
【0023】
さらに添加剤としては、必要に応じて熱安定剤、酸化防止剤、防腐剤、消泡剤、還元防止剤、pH調整剤、紫外線吸収剤および光安定剤、樹脂ビーズなどを加えることも可能である。
【0024】
ここで下塗り塗装前の窯業サイディングの状態として、特に限定されるものではないが一般的にセメント質原料および繊維質原料などを用いて板状に成形したものがあげられ、パルプ、木片、石綿などの各種セメント板、珪酸カルシウム板、炭酸マグネシウム板などが例示される。さらに、その窯業サイディング材には意匠性の向上などのために、エンボス加工や砂まき等の物理的な凹凸付加を施すことを行うことも可能である。
【0025】
また耐透水性を向上させる目的などでシーラー塗料にて塗布実施した物が望ましい。その際に使用されるシーラー塗料としては、水系、溶剤系いずれでも構わないが、作業性や安全性の点で水系塗料であることが好ましい。それらシーラー塗料には樹脂だけでなく、必要に応じて顔料、添加剤を添加することも可能である。
【0026】
上記下塗り塗料の塗布量は10〜200g/m2(乾燥状態)であることが好ましい。10g/m2より少ないと、基材を完全に被覆できないおそれがあり、200g/m2より多いと厚くなりすぎるために、亀裂を発生しやすくなる。
【0027】
さらに下塗り塗料の塗布はスプレーガン、カーテンフローコーター、ロールコーターにて実施可能であり、特に限定されない。
【0028】
また下塗り塗料の乾燥方法は、熱風乾燥、送風乾燥、ヒーターによる乾燥、ホットプレートによる乾燥など、特に限定されない。乾燥温度および時間は塗料の乾燥状況により適宜決定されるが、乾燥温度は60〜150℃、乾燥時間は1〜30分であることが好ましい。
【0029】
ここで使用されるインクとして、一般的な水系や低沸点溶剤系のインクを用いた場合、着弾後、インク液体成分である水分や低沸点溶剤は蒸発を始めてしまい、インクの濡れ広がりが不十分のまま固着されてしまう場合が想定される。一方、高沸点溶剤系インクを用いた場合は濡れ広がりが十分期待できるが、乾燥などの装置負荷がかかるという問題がある。また、UVインクは、紫外線を照射するまでは硬化しないという点でインクの濡れ広がりが期待でき、かつ、硬化が瞬時に行え、装置負荷もほとんどない。
【0030】
しかしながら、本発明に使用されるUVインクジェットインクとしては、表面張力が30dyne/cm以下、より好ましくは20〜30dyne/cmの範囲であることが好ましい。ここで30dyne/cmを超える場合は、十分な濡れ性を発揮することが出来ず、ベタ柄の均一感を得ることが不可能となる。また、20dyne/cm未満の場合、濡れ性の問題はないが、インクの吐出性に悪影響を与える傾向がある。
【0031】
また、本発明において、表面張力は液温25℃で測定された静的表面張力を示すが、表面張力とは、液体の表面がその凝集力により縮まろうとして、その表面に沿って働く張力のことであり、静的表面張力とは液面が静止している時の表面張力である。静的表面張力は、プレート法やリング法により測定することが可能であり、たとえば、液温25℃の条件下、自動表面張力計CBVP−A3(協和界面科学株式会社製)を用いてプレート法により測定することが可能である。
【0032】
ここでUVインクジェットインクに使用されるオリゴマーやモノマーの表面張力は、30dyne/cmを超えるものがほとんどで、そのため、濡れ剤を使用する必要がある。
【0033】
ここで、濡れ剤としては、フッ素系やシリコン系のものがあげられる。
【0034】
ここでUVインクに使用される顔料としては前述した下塗り塗料と同じものが例示できる。
【0035】
前記反応性モノマーおよび反応性オリゴマーは、紫外線の照射により硬化するもの(いわゆる紫外線硬化型樹脂)である。
【0036】
反応性モノマーとしては、たとえばジペンタエリスリトールヘキサアクリレートやそれらの変性体などの6官能アクリレート;ジペンタエリスリトールヒドロキシペンタアクリレートなどの5官能アクリレート;ペンタジトリメチロールプロパンテトラアクリレート、ペンタエリスリトールテトラアクリレートなどの4官能アクリレート;トリメチロールプロパントリアクリレート、ペンタエリスリトールトリアクリレート、トリス(2−ヒドロキシエチル)イソシアヌレートトリアクリレート、グリセリルトリアクリレートなどの3官能アクリレート;ヒドロキシピバリン酸ネオペンチルグリコールジアクリレート、ポリテトラメチレングリコールジアクリレート、トリメチロールプロパンアクリル酸安息香酸エステル、ジエチレングリコールジアクリレート、トリエチレングリコールジアクリレート、テトラエチレングリコールジアクリレート、ポリエチレングリコール(200)ジアクリレート、ポリエチレングリコール(400)ジアクリレート、ポリエチレングリコール(600)ジアクリレート、ネオペンチルグリコールジアクリレート、1,3−ブタンジオールジアクリレート、1,4−ブタンジオールジアクリレート、1,6−ヘキサンジオールジアクリレート、1,9−ノナンジオールジアクリレート、ジメチロール−トリシクロデカンジアクリレート、ビスフェノールAジアクリレートなどの2官能アクリレート;および、カプロラクトンアクリレート、トリデシルアクリレート、イソデシルアクリレート、イソオクチルアクリレート、イソミリスチルアクリレート、イソステアリルアクリレート、2−エチルヘキシル−ジグリコールアクリレート、2−ヒドロキシブチルアクリレート、2−アクリロイロキシエチルヘキサヒドロフタル酸、ネオペンチルフリコールアクリル酸安息香酸エステル、イソアミルアクリレート、ラウリルアクリレート、ステアリルアクリレート、ブトキシエチルアクリレート、エトキシ−ジエチレングリコールアクリレート、メトキシ−トリエチレングリコールアクリレート、メトキシ−ポリエチレングリコールアクリレート、メトキシジプロピレングリコールアクリレート、フェノキシエチルアクリレート、フェノキシ−ポリエチレングリコールアクリレート、ノニルフェノールアクリレート、テトラヒドロフルフリルアクリレート、イソボニルアクリレート、2−ヒドロキシエチルアクリレート、2−ヒドロキシプロピルアクリレート、2−ヒドロキシ−3−フェノキシプロピルアクリレート、2−アクリロイロキシエチル−コハク酸、2−アクリロイロキシエチル−フタル酸、2−アクリロイロキシエチル−2−ヒドロキシエチル−フタル酸などの単官能アクリレートがあげられる。
【0037】
反応性モノマーとしてはさらに、前記反応性モノマーにリンやフッ素、エチレンオキサイドやプロピレンオキサイドの官能基を付与した反応性モノマーがあげられる。
【0038】
本発明に使用するインクには、これらの反応性モノマーを単独または2種以上を組み合わせて使用することができる。なかでも、強じん性、柔軟性に優れる点で、2官能モノマーが好ましい。2官能モノマーのなかでは、硬化後の耐水性や難黄変性である点で、炭化水素からなる脂肪族反応性モノマー、具体的には1,6−ヘキサンジオールジアクリレート、ネオペンチルグリコールジアクリレート、1,3−ブタンジオールジアクリレート、1,4−ブタンジオールジアクリレート、1,9−ノナンジオールジアクリレートなどが好ましい。
【0039】
前記反応性モノマーは、本発明に用いるインク100重量部中に50〜85重量部含まれることが好ましい。50重量部未満の場合、インク粘度が高くなるため吐出不良を生じるおそれがあり、85重量部を超えると硬化に必要な他の成分が不足し、硬化不良になるおそれがある。
【0040】
反応性オリゴマーとしては、ウレタンアクリレート、ポリエステルアクリレート、エポキシアクリレート、シリコンアクリレート、ポリブタジエンアクリレートがあげられ、単独または2種以上を組み合わせて使用することができる。なかでも、強じん性、柔軟性および付着性に優れる点で、ウレタンアクリレートが好ましい。ウレタンアクリレートのなかでは、難黄変性である点で、炭化水素からなる脂肪族ウレタンアクリレートがさらに好ましい。
【0041】
前記反応性オリゴマーは、本発明に用いるインク100重量部中に1〜40重量部含まれることが好ましく、5〜40重量部がより好ましく、10〜30重量部がさらに好ましい。1重量部未満の場合、インク硬化後の皮膜が脆くなるという問題や基材との密着性が悪いという問題があり、40重部を超える場合、インクの粘度が高くなってインクを安定して吐出できなくなるという問題がある。そして、反応性オリゴマーが1〜40重量部であれば、インクの強じん性、柔軟性および密着性を、より向上させることができる傾向にある。
【0042】
光重合開始剤としては、ベンゾイン類、ベンジルケタール類、アミノケトン類、チタノセン類、ビスイミダゾール類、ヒドロキシケトン類およびアシルホスフィンオキサイド類があげられ、単独または2種以上を組み合わせて使用することができる。光重合開始剤のなかでは、高反応性であり、難黄変性である点で、ヒドロキシケトン類およびアシルホスフィンオキサイド類が好ましい。
【0043】
光重合開始剤の添加量は、本発明に用いるインク100重量部中1〜15重量部であることが好ましく、3〜10重量部であることがより好ましい。1重量部未満では重合が不完全で膜が未硬化となるおそれがあり、15重量部を超えても、それ以上の硬化率や硬化スピードの効率向上が期待できず、コスト高となる。
【0044】
本発明に用いるインクには、必要に応じて、顔料を分散させる分散剤を添加してもよい。分散剤としては、アニオン系界面活性剤、カチオン系界面活性剤、ノニオン系界面活性剤、両性イオン界面活性剤および高分子系分散剤などがあげられ、単独もしくは2種以上を組み合わせて使用することができる。
【0045】
前記分散剤のインクへの添加量は、顔料の種類に応じて適宜決定されるものであるが、インクに含まれる顔料100重量部に対して5〜150重量部であることが好ましく、30〜80重量部であることがより好ましい。分散剤が5重量部より少ないと、顔料がうまく分散しない傾向にあり、150重量部を超えると、分散剤が顔料の分散を逆に阻害することがある。また、インクコストが高くなる傾向にある。
【0046】
本発明に用いるインクには、さらに必要に応じて、光重合開始剤の開始反応を促進させるための増感剤、熱安定剤、酸化防止剤、防腐剤、消泡剤、浸透剤、樹脂バインダー、樹脂エマルジョン、還元防止剤、レベリング剤、pH調整剤、顔料誘導体、重合禁止剤、紫外線吸収剤および光安定剤などの添加剤を加えることもできる。
【0047】
上記UVインクは、使用する材料を混合し、さらにその混合物をロールミル、ボールミル、コロイドミル、ジェットミルまたはビーズミルなどの分散機を使って分散させ、その後、濾過を行うことで得ることができる。なかでも、短時間かつ大量に分散できることから、ビーズミルが好ましい。
【0048】
本発明のUVインクを用いることのできるインクジェット記録装置は特に限定されない。たとえば、荷電変調方式、マイクロドット方式、帯電噴射制御方式およびインクミスト方式などの連続方式、ステムメ方式、パルスジェット方式、バブルジェット(登録商標)方式および静電吸引方式などのオン・デマンド方式などを用いることができる。
【0049】
さらに具体的なインクジェット記録装置としてはシリアル型、ライン型などがあげられいずれも使用可能である。
【0050】
シリアル型とはキャリッジの駆動によりシリアル型印刷ヘッドを主走査方向(キャリッジの移動方向)に走査させるとともに、基材を主走査方向に直交する搬送方向(副走査方向)に間欠搬送させながらインクを吐出させ画像を形成する。印刷ヘッドには、たとえばブラック(Bk)、イエロー(Y)、マゼンタ(M)、シアン(C)などのインクのカートリッジが搭載されており、各色のカートリッジには、複数個のインク吐出ノズルが主走査方向および副走査方向の両方向に沿って設けられている。また、印刷ヘッドに紫外線照射装置を設けてもよい。
【0051】
シリアル型の印刷ヘッドを用いる場合、インク液滴を基材に付与する工程および紫外線を照射する工程を、主走査毎に繰り返して行う。ここで、主走査とは、シリアル型印刷ヘッドが同一ライン上を移動することをいい、印刷ヘッドが、副走査方向に移動しないで、左から右へ1回移動する態様、左から右へ複数回移動する態様、右から左へ1回移動する態様、右から左へ複数回移動する態様、1往復する態様、複数回往復する態様等が含まれる。主走査毎とは、シリアル型印刷ヘッドが一つのラインから別のラインに移動する毎に(副走査方向の移動が行われる毎に)という意味である。印刷ヘッドの主走査毎に、インク付与工程の終了後に、あるいは、前記インク付与工程と並行して、紫外線照射によるインクの硬化を行う。
【0052】
ライン型とは、プリンタの幅方向(印刷基材の搬送方向に直交する方向)にわたって各色のインクの吐出ノズルがライン状に設けられており、たとえばブラック(Bk)、イエロー(Y)、マゼンタ(M)、シアン(C)などの吐出ノズルがライン状に設けられている。前記ライン型ヘッドでのインク付与工程の終了後に紫外線照射によるインクの硬化を行うことも可能であるし、またはこのライン型の印刷ヘッドに紫外線照射装置を設けてもよい。このようなライン型の印刷ヘッドを使用する場合、1ラインの印刷毎に色替えが行われ、色替ごとに紫外線を照射して、基材に付与されたインク液滴の硬化を行う。
【0053】
上記のインクジェット記録装置において本発明に用いるインクを使用する場合、該インクジェット記録装置に装備されたヘッドに加熱装置を装備し、インクを加熱することによりインク粘度を低くして吐出してもよい。インクの加熱温度としては25〜150℃が好ましく、30〜70℃がより好ましい。インクの加熱温度が25℃未満の場合、インクの粘度が高くなってインクを安定して吐出できなくなるという問題があり、150℃を超える場合、インクがゲル化や硬化してしまうという問題がある。溶媒として反応性モノマーおよび/または反応性オリゴマーを用いる場合、インクの加熱温度は、反応性モノマーおよび/または反応性オリゴマーの熱に対する硬化性を考慮して定められ、熱により硬化が開始する温度よりも低く設定する。
【0054】
本発明に用いるインクに含まれる反応性モノマーおよび/または反応性オリゴマーを硬化させるための紫外線照射の条件としては、紫外線ランプの出力が、50〜280W/cmが好ましく、80〜200W/cmがより好ましい。紫外線ランプの出力が50W/cm未満であると、紫外線のピーク強度および積算光量不足によりインクが十分に硬化しない傾向にあり、280W/cmを超えると、着色媒体が紫外線ランプの熱により変形または溶融し、また、インクの硬化皮膜が劣化する傾向にある。
【0055】
紫外線の照射時間は、0.1〜20秒が好ましく、0.5〜10秒がより好ましい。紫外線ランプの照射時間が20秒より長いと、着色媒体が紫外線ランプの熱により変形または溶融し、また、インクの硬化皮膜が劣化する傾向があり、0.1秒より短いと、紫外線の積算光量不足となり、紫外線硬化型インクが十分に硬化しない傾向にある。
【0056】
ここでUVインクジェットプリントから紫外線照射までのタイミングは任意であるが、濡れ性を考慮した場合、0.1〜10秒程度の間隔をあけることが望ましく、さらに好ましい範囲は5〜10秒である。ここで10秒以上の間隔をあけることは、それ以上の濡れ性向上が見込めない点や、生産上負荷になる点で有効な手段ではなくなる。
【0057】
また、下塗り、UVインクジェットプリントが行われた窯業サイディングに対して、更なる耐候性向上や光沢調整を目的としてクリアトップコート塗装を行うことも可能であり、その際使用されるクリアトップコート塗料としては、水系、溶剤系いずれでも構わないが、作業性や安全性の点で水系塗料であることが好ましい。上記クリア塗料は樹脂、必要に応じて添加剤で任意に組成され、塗布量や塗布方法においても特に限定されない。
【実施例】
【0058】
次に本発明について実施例を挙げて説明するが、本発明は必ずしもこれらの実施例に限定されるものではない。
【0059】
実施例1
〔下塗り塗料塗布窯業板の作成〕
樹脂エマルジョン7504(樹脂分55.5%、アクリル樹脂エマルジョン、MFT=57℃、Tg=46℃、ビーエーエスエフジャパン(株)製)100重量部、造膜助剤キョーワノールM(2,2,4−トリメチル−1,3−ペンタンジオールモノイソブチレート、協和発酵ケミカル(株)製)10重量部、白顔料分散体LIOFAST WHITE H201(顔料分60%、東洋インキ製造(株)製)55重量部、水10部を加え10分間撹拌後、80メッシュで濾過を実施し白塗料を得た。
【0060】
得られた白塗料を用い、シーラー未実施の窯業系サイディング板に対して、エアースプレーにて総Dry塗布量120g/m2になるように3度重ね塗りを行った。なお1度塗装毎に乾燥80℃×10分間実施した。
【0061】
〔インク作成方法〕
黒顔料NIpex35(C.I.Pigment BLACK 7 カーボンブラック、デグサジャパン(株)製)3重量部、分散剤Disperbyk−168(高分子化合物、BykChemie製)を3重量部、反応性オリゴマーCN985B88(脂肪族ウレタンアクリレート、2官能、サートマー(株)製)を20重量部、反応性モノマーSR238F(1,6−へキサンジアクリレート、2官能、サートマー(株)製)68.5重量部、光重合開始剤ダロキュア1173(2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン、チバ・スペシャリティ・ケミカルズ(株)製)5重量部、および濡れ剤メガファックR−08(フッ素系濡れ剤、DIC(株)製)0.5重量部を加え、ビーズミル分散機を用い分散した後、濾過を行って不純物除去し、均質なブラックインクを作成した。ここでインクの粘度は8.5mPa・s/60℃で、表面張力は25.4dyne/cm・25℃であった。得られたインクを使用し下記条件および評価方法によって得られた結果を表1、図1に示す。
【0062】
〔印写条件〕
イ)ノズル径 : 70 (μm)
ロ)印加電圧 : 50 (V)
ハ)パルス幅 : 15 (μs)
ニ)駆動周波数 : 5 (KHz)
ホ)解像度 : 180 (dpi)
ヘ)加熱温度 : 60 (℃)
ホ)インク塗布量 : 5 (g/m2)
【0063】
〔紫外線照射条件〕
あ)ランプ種類 : メタルハライドランプ
い)電圧 : 100 (W/cm)
う)照射時間 : 0.5 (秒)
え)照射高さ : 10 (cm)
お)プリント〜照射までのタイミング : 5 (秒)
【0064】
〔評価試験〕
A)濡れ性
UVインクプリント終了後、線幅を測定する。
○:線幅が200μmより広くなっている
△:線幅が200〜150μmである
×:線幅が150μmより狭くなっている
【0065】
なお、一般に、線幅が広がることにより、濡れ広がりがよくなり、その結果、スジに見えていた線と線の間の白場がなくなり均一的に見えることになる。そのため、180dpiの場合は線幅が200μm以上無いと、その線と線は完全に重ならず、白場が見えてしまうためにその濡れ広がりが必要となる。
【0066】
B)密着性 : JIS K 5600−5−6 付着性(クロスカット)
カットの間隔は4mm間隔で実施し、セロテープ(登録商標)を貼り、消しゴムで15往復させた後、勢い良く剥がし、その後の状態を確認する。 なお、「JIS K 5600−5−6 付着性(クロスカット)とは、塗膜に対して直角の格子パターンの切込み入れた試験サンプルに対して、透明感圧付着テープを用い貼付後、引き剥がすことで、塗膜の密着性を評価する方法である。
○:カット縁が完全に滑らかでどの格子も剥れがないか、カット交差点に於ける塗膜の小さな剥れが5%未満である
△:カット縁および/または交差点に於ける塗膜の小さな剥れで、剥れが5〜35%である。
×:カット縁および/または部分的全面的に大剥れで、剥れが35%以上である
【0067】
C)外観
印写した建築板の表面を観察する。
【0068】
実施例2
実施例1の樹脂エマルジョンを537J(樹脂分46%、アクリルスチレン系エマルジョン、MFT=42℃、Tg=49℃、ビーエーエスエフジャパン(株)製)100重量部に変更した以外は同様の処方、手法にて下塗り塗料塗布窯業板を得た。
【0069】
またインクは実施例1と同じものを使用し、また条件および評価方法は実施例1と同様に実施した。得られた結果を表1に示す。
【0070】
実施例3
下塗り塗料塗布窯業板は実施例1と同じものを使用し、インクは以下のように作成した。
【0071】
〔インク作成方法〕
黒顔料NIpex35(C.I.Pigment BLACK 7 カーボンブラック、デグサジャパン(株)製)3重量部、分散剤Disperbyk−168(高分子化合物、BykChemie製)を3重量部、反応性オリゴマーCN985B88(脂肪族ウレタンアクリレート、2官能、サートマー(株)製)を20重量部、反応性モノマーSR238F(1,6−へキサンジアクリレート、2官能、サートマー(株)製)68.3重量部、光重合開始剤ダロキュア1173(2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン、チバ・スペシャリティ・ケミカルズ(株)製)5重量部、および濡れ剤DOW CORNING TORAY 32 ADDITIVE(シリコン系、東レダウコーニングシリコーン(株)製)0.7重量部を加え、ビーズミル分散機を用い分散した後、濾過を行って不純物除去し、均質なブラックインクを作成した。ここでインクの粘度は8.3mPa・s/60℃で、表面張力は25.0dyne/cm・25℃であった。得られたインクを使用し実施例1と同様の条件および評価方法によって得られた結果を表1に示す。
【0072】
比較例1
実施例1の樹脂エマルジョンを711B(樹脂分55%、アクリル系エマルジョン、MFT=24℃、Tg=19℃、ビーエーエスエフジャパン(株)製)に変更した以外は同様の処方、手法にて下塗り塗料塗布窯業板を得た。
【0073】
またインクは実施例1と同じものを使用し、また条件および評価方法は、実施例1と同様に実施した。得られた結果を表1、図2に示す。
【0074】
比較例2
実施例1の樹脂エマルジョンをG625(樹脂分46.5%、アクリルシリコン系エマルジョン、MFT=43℃、Tg=26℃、旭化成ケミカルズ(株)製)に変更した以外は同様の処方、手法にて下塗り塗料塗布窯業板を得た。
【0075】
またインクは実施例1と同じものを使用し、また条件および評価方法は、実施例1と同様に実施した。得られた結果を表1に示す。
【0076】
比較例3
下塗り塗料塗布窯業板は実施例1と同じものを使用した。
【0077】
インクは実施例1の濡れ剤を添加せずに反応性モノマーSR238F(1,6−へキサンジアクリレート、2官能、サートマー(株)製)69.0重量部に変更する以外は同様の処方、手法にてインク得た。ここでインクの粘度は8.4mPa・s/60℃で、表面張力は33.8dyne/cm・25℃であった。
【0078】
条件および評価方法は、実施例1と同様に実施した。得られた結果を表1に示す。
【0079】
【表1】
【0080】
図1に示されるように、実施例1において印写された建築板の表面は、光沢、つやを有し、見栄えが良いことが判るが、図2に示されるように、比較例1において印写された建築板の表面は、光沢やつやがなく、横方向にスジが発生し、見栄えが悪くなることが判る。
【図面の簡単な説明】
【0081】
【図1】本発明の建築板の実施例1における印写された建築板の表面を表す図である。
【図2】本発明の建築板の比較例1における印写された建築板の表面を表す図である。
【特許請求の範囲】
【請求項1】
下塗り塗料層を有する基材と、該下塗り塗料層と接するUVインク画像層とを有する建築板であって、
該下塗り塗料層に塗布された塗料が、計算ガラス転移点Tg 35〜90℃であるアクリル系樹脂エマルジョンであり、
該UVインク画像層のUVインクに濡れ剤が含有されてなる建築板。
【請求項2】
前記下塗り塗料が、アクリル樹脂エマルジョン、アクリルスチレン樹脂エマルジョンまたはアクリルシリコン樹脂エマルジョンからなり、かつ、それら樹脂エマルジョンに造膜助剤が含まれていない状態での樹脂の最低造膜温度MFTが50〜120℃の範囲のもので形成されてなる請求項1記載の建築板。
【請求項3】
前記UVインクが、表面張力を30dyne/cm以下に調整されてなる請求項1または2記載の建築板。
【請求項1】
下塗り塗料層を有する基材と、該下塗り塗料層と接するUVインク画像層とを有する建築板であって、
該下塗り塗料層に塗布された塗料が、計算ガラス転移点Tg 35〜90℃であるアクリル系樹脂エマルジョンであり、
該UVインク画像層のUVインクに濡れ剤が含有されてなる建築板。
【請求項2】
前記下塗り塗料が、アクリル樹脂エマルジョン、アクリルスチレン樹脂エマルジョンまたはアクリルシリコン樹脂エマルジョンからなり、かつ、それら樹脂エマルジョンに造膜助剤が含まれていない状態での樹脂の最低造膜温度MFTが50〜120℃の範囲のもので形成されてなる請求項1記載の建築板。
【請求項3】
前記UVインクが、表面張力を30dyne/cm以下に調整されてなる請求項1または2記載の建築板。
【図1】

【図2】
【図2】
【公開番号】特開2010−112073(P2010−112073A)
【公開日】平成22年5月20日(2010.5.20)
【国際特許分類】
【出願番号】特願2008−285452(P2008−285452)
【出願日】平成20年11月6日(2008.11.6)
【出願人】(000107907)セーレン株式会社 (462)
【Fターム(参考)】
【公開日】平成22年5月20日(2010.5.20)
【国際特許分類】
【出願日】平成20年11月6日(2008.11.6)
【出願人】(000107907)セーレン株式会社 (462)
【Fターム(参考)】
[ Back to top ]