
弁棒穴を形成するための工具および方法
螺旋溝を有する一体段付き工具および該工具を使用して車両ホイールの側壁を貫通する段付き弁棒穴を切削する方法。

【発明の詳細な説明】
【技術分野】
【0001】
本出願は、2003年7月24日提出の係属中の仮出願第60/489826号の継続出願である。
本発明は、概ね車両ホイール(vehicle wheel)の製造に関し、特に弁棒穴を形成するための工具および方法に関する。
【背景技術】
【0002】
車両ホイールには、ニューマチック・タイヤを支持する環状のホイール・リムを含む。一般に、ホイール・ディスクがホイール・リムの外側端に至り延在し、見た目に良い美的形状に形成される。ホイール・ディスクは普通には、複数の半径方向に延在するスポークによってリム内に支持される中央ハブを含む。ホイール・ハブを貫通して形成された穴により、ホイールを車軸に取り付けることが可能とされる。さらに、弁棒を受ける穴がホイールの外側端の側壁を貫通して形成される。弁棒は、ホイールに取り付けられたタイヤを充気するのに使用される。
【0003】
アルミニウム、マグネシウムおよびチタンの合金から鋳造された軽量の車両ホイールが益々人気を博している。そのようなホイールは一体鋳造され、次いで幾つもの機械加工作業により仕上げられるか、或いはまた仕上がり寸法に合わせて機械加工された幾つかの構成部品から組み立てられる。使用される方法に関わりなく、車両ホイールの製造は高度に自動化されている。
【0004】
車両ホイールの製造に必要とされる段階の1つは、車両ホイールの側壁を貫通する弁棒穴を形成することとされる。弁棒は、弁棒穴内にその内側から挿入され、従来の弁棒取付け工具によって穴内を通して引かれる。弁棒は、弁棒穴の口に形成されたランドに着座し、タイヤに収容される空気の出入りを制御する作用をするバルブを含む。
【0005】
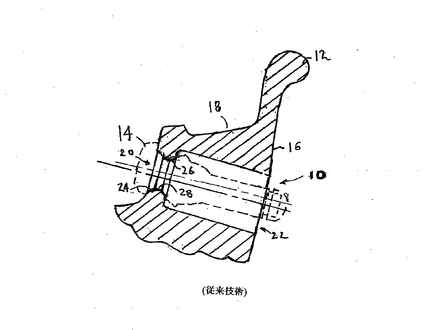
図面に関し、一般的な弁棒穴10を図1に示し、その断面が示すように、弁棒穴は車両ホイール12の外側端の一部を貫通して延在する。穴10内に取り付けられた弁棒14の外形を破線により示す。弁棒穴10は、ホイール12の側壁16を貫通し、タイヤ・ビード・シート18の下部に延在する。前述の通り、弁棒14は弁棒穴10の内側端20から挿入される。同じく図1に示すように、弁棒穴10には、外側端の端ぐり穴22を含む。弁棒穴10の内側端は、内側チャンファ24で終わる。同様に、外側チャンファ26が端ぐり穴(counterbore)22の基部に形成される。ランド28が内側チャンファ(inboard chamfer)24と外側チャンファ(outboard chamfer)26の間に形成され、端ぐり穴22の径より小さい径を有する。ランド28は、弁棒14の小径部分と協働して、弁棒14を弁棒穴10内に保持する。
【0006】
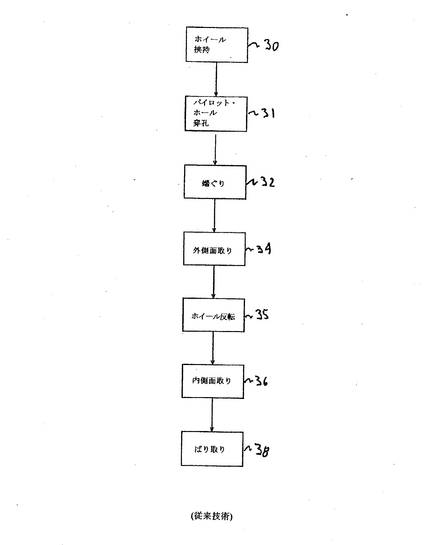
弁棒穴10は、図2の流れ図により示す高度に自動化された工程で形成される。同工程は機能ブロック30で始まり、ホイールがその外側端をマルチプル・ツール・ドリリング・ヘッドに向けた状態でホイール・ボール盤ジグに挟持される。弁棒穴10の形成に使用される複数の工具が、所要の具体的工具が指示されたマルチプル・ツール・ドリリング・ヘッドに取り付けられる。次いで、機能ブロック31で、パイロット・ホールがツイスト・ドリルによりホイール側壁を貫通して穿孔される。次に、機能ブロック32でパイロット・ホールの外側端が端ぐり工具により端ぐりされる。機能ブロック34で面取り工具が使用されて、端ぐり穴22の基部に外側チャンファ26が形成される。ホイールは、次いで機能ブロック35でホイール・ボール盤ジグで回転され、側壁の内側面を表に見せ、機能ブロック36で内側チャンファが形成される。最後に、機能ブロック38でばり取り工具が使用され、弁棒穴10の内側端がばり取りされる。
【発明の開示】
【発明が解決しようとする課題】
【0007】
上述のように、弁棒穴を形成する工程では多数の機械加工作業および幾つか別々の工具が必要とされる。したがって、機械加工工数と工具数を減らし、それによって、ホイールの仕上がりに要する時間と製造施設で在庫維持しなければならない各種工具数をともに減らすことが望ましい。
【課題を解決するための手段】
【0008】
本発明は、車両ホイールの側壁に弁棒穴を形成する工具および方法に関する。
【0009】
本発明は、螺旋溝付きドリル(spiral fluted drill)として形成された、第1径を有する端部を含む、車両ホイールの側壁を貫通する弁棒穴を形成するための工具を企図するものである。該工具はまた、螺旋溝を有する端ぐり工具として形成された、前記端部の前記第1径より大きい第2径を有する第2部分をも含む。さらに工具には、前記端部と前記第2部分の間に形成された中間部分を含み、該中間部分は前記端部の前記第1径より小さい径を有する。前記工具端部には、さらに前記中間部分と隣り合う第1チャンファ切削部分を含み、同時に前記第2部分には、前記中間部分と隣り合う第2チャンファ切削部分を含む。
【0010】
本発明はまた、車両ホイールの側壁を貫通する弁棒穴を形成する方法を企図するものであり、該方法には、上述の工具を設けるステップと、次いで、工具を使用してホイール側壁を貫通するパイロット・ホール(pilot hole)を工具のドリル端により穿孔するステップとを含む。パイロット・ホールが穿孔されると、工具の第2部分によってパイロット・ホールの一端に端ぐり穴が形成される。工具は、次に半径方向にパイロット・ホール内で回転且つ移動される。工具は引き続き回転すると同時に、円弧運動するように移動され、それによって端ぐり穴のサイズが増し、同時に引き続き工具が回転される。好ましい実施形態においては、工具の回転と円弧運動とが逆方向とされ、それによって仕上がり端ぐり穴径がクライム切削され、同時に端ぐり穴壁が研磨される。さらに、工具のチャンファ切削部分(chamfer cutting portion)により、残りのパイロット・ホールの端部にチャンファが切削される。或いは、工具を円弧運動させ、同時に半径方向移動させることも可能とされる。
【0011】
本発明の様々な目的と利点は、添付図面を参照して好ましい実施形態に関する以下の詳細な説明を読むことにより、当業者に明らかになるであろう。
【発明を実施するための最良の形態】
【0012】
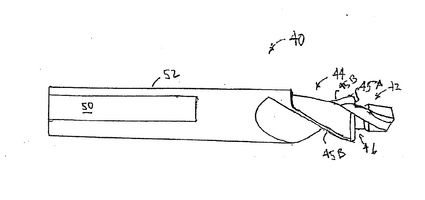
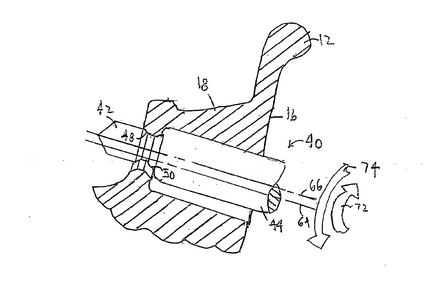
図面に関し、図3の総括符号40にて、車両ホイール側壁を貫通する弁棒穴を形成するための、本発明による1つの工具を示す。好ましい実施形態においては、工具40はカーバイドから形成され、2溝スパイラル・ファセット形ドリル(two flute spiral facet style drill)42として形成される端部を含むが、本発明は2つを超える溝(図示せず)を有する工具に実施することも可能なことが理解されよう。好ましい実施形態においては、ドリル先端角は135度とされ、弁棒穴10内に形成のランド28の径に見合う径を有する。しかし、本発明は別の角度のドリル先端を有する工具にも実施可能とすることを企図している。
【0013】
段付きの円筒状第2部分44がドリル端部42より径が大きく、弁棒穴10の端ぐり穴(counterbore)22を形成するために使用される。第2部分22もまた、2溝スパイラル・ファセット形に形成されるが、本発明は第2部分22(図示せず)に形成の2つを超える溝を有する工具にも実施可能なことが理解されよう。一対の第1切れ刃45A(一方のみ示す)が、図3の第2部分44右端のショルダから形成され、そこから半径方向内向きに延在する。以下に説明するように、第1切れ刃45Aの対は、工具40が軸方向ホイール側壁16内に進入する際にホイール側壁内を切削して端ぐり穴22を形成する。さらに、一対の第2切れ刃45Bが、第2部分溝の縁辺沿いに形成される。同じく以下に説明するように、第2切れ刃45Bは、弁棒穴の端ぐり部分の側部をフライス削りタイプの機械加工動作により切削して、端ぐり穴22を広げる。
【0014】
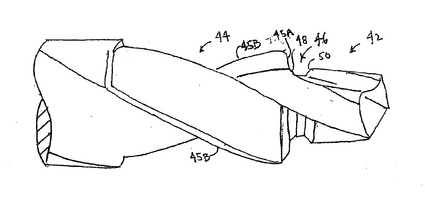
図4に示す工具40の切削端の拡大図できわめてよく分かるように、本工具には、図4の第2部分22右端に形成の内側チャンファ・カッティング・エッジ48と、図4のドリル42左端に形成の外側チャンファ・カッティング・エッジ50とを含む、小径ネック46を含む。以下に説明するように、内側および外側チャンファ・カッティング・エッジ48および50は、弁棒穴10内に内側および外側チャンファ24および28をそれぞれ形成するために使用される。一対の平坦部50(一方のみ示す)が工具40のシャンク52に形成され、それによって、工具40の、一般的にコンピュータ数値制御(CNC)機械とされるホイール・ボール盤への取付けがし易くなる。
【0015】
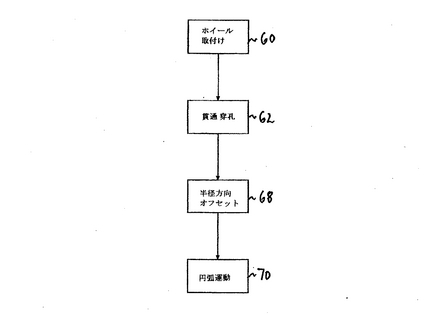
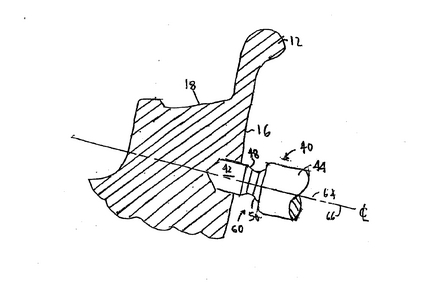
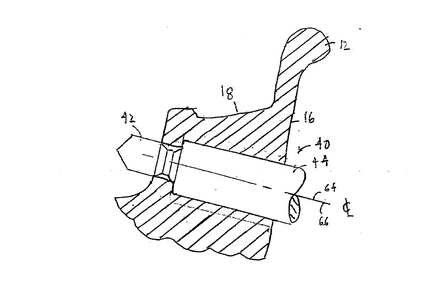
本発明はまた、工具40を使用して完全な弁棒穴10を形成する方法をも企図する。該方法は、図5に示す流れ図および図6から9に示す車両ホイール側壁の部分断面図によって図解する。分かり易くするため、図6から9では工具40の概略を示す。加工工程は機能ブロック60で開始され、ホイールがホイール・ボール盤に、ホイール外面をボール盤工具ヘッドに取り付けられた工具40側に向けて取り付けられる。次いで機能ブロック62において、螺旋ドリル先端42を使用して、ホイール側壁16を貫通するパイロット・ホールが穿孔される。穿孔動作の始まりを図6に示す。工具40が側壁16に進入すると、段付き第2部分44端に形成された第1切れ刃45Aもホイール側壁内で端ぐり切削を開始する。しかし、機能ブロック62で工具40により切削される端ぐり穴の径は、弁穴端ぐり穴22の仕上がり径より小さい。穿孔作業および端ぐり切削の完了を図7に示す。図6および7に示すように、この初期作業中は、弁棒穴の中心線64と工具40の中心線66が一致する。
【0016】
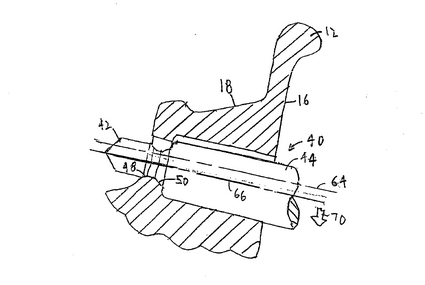
機能ブロック68においては、図8の符号70の矢印により示すように工具40が回転され且つ半径方向に移動される。工具40が半径方向に移動すると、段付き第2部分の側部に形成された第2切れ刃45Bが端ぐり穴の壁内を切削する。さらに、工具ネック46の端に形成された内側および外側チャンファ・カッティング・エッジ48および50がパイロット・ホールの内側端および外側端を切削する。同じく図8に示すように、工具40の中心線66がパイロット・ホールの中心線64から半径方向にオフセットされる。
【0017】
最後に、機能ブロック70において、工具40は引き続き回転され、同時に図9に示すように、工具40の回転方向と反対方向に円弧を描いて移動される。図9では、工具の回転を符号72の矢印で識別し、円弧の方向を符号74の矢印で識別する。この逆向き移動によって、フライス削りと同様のクライム切削動作が生成され、それによって側壁内部の第1切削による当初の径が仕上がりサイズの径まで延び、次いで端ぐり壁面の研磨によって端ぐり穴22が仕上げられる。また、この運動によって内側および外側チャンファ・カッティング・エッジ48および50の動作も生起され、内側チャンファ24および外側チャンファ26がそれぞれ形成される。さらに、弁棒穴10の内側端のバリも取り除かれる。或いは、円弧運動を工具の回転と同方向として、従来の切削動作(図示せず)と同様に行うことも可能とされる。
【0018】
機能ブロック68のオフセット半径は、ホイール・ボール盤のプログラミングによって制御される。オフセット半径を選択することによって、端ぐり穴の仕上がり径およびチャンファのサイズが求められる。したがって、当発明者らは、1つの工具40を使用して様々な径および内部形状を有する複数の弁棒穴の生成を可能とすることを企図している。さらには、チャンファ間の間隔が工具の形状およびオフセット半径の大きさによって制御されるため、弁棒を着座させるランドの厚みが制御される。
【0019】
以上に、工具40が仕上がり端ぐり径に合わせてオフセットされ、次いで回転する工具が円弧状に移動されるとする好ましい実施形態について記載したが、本発明は工具を半径方向に複数増分刻みに移動させることにより実施可能であることも企図される。したがって、端ぐりを横に進むつど少量の材料が取り除かれよう。半径方向増分移動は、端ぐり周囲の同じ点に到達するたびに、もしくは工具40の円弧角移動につれ連続的に生起可能とされよう。或いは、工具40をその円弧角移動の際に連続的に半径方向に移動させることも可能とされよう。
【0020】
以上に記載の通り、本発明の好ましい実施形態を2溝の場合について図解し且つ説明したが、本発明は3つ以上の溝を有する工具にも実施可能とされよう。さらに、端ぐり穴は、工具40を部分的に後退させ、次いで外側端ぐり穴22を形成する上述のクライム削りもしくは従来の切削動作の1つを行うことによって、工具40のドリル端42により弁棒穴の内側端に形成することが可能とされる(図示せず)。
【0021】
以上に本発明の原理および作動態様を好ましい実施形態について説明し且つ図解した。ただし、ここに具体的に説明し且つ図解した以外の形で実施することも可能としても、それらは本発明の精神および範囲を超え得ないことと理解しなければならない。例えば、工具のドリル・ビット端の側部を弁棒穴のランド部分を中ぐりするように位置決めして、ランドのためのより大きい径を形成することも可能とされる。
【図面の簡単な説明】
【0022】
【図1】車両ホイールの外側端部の弁棒穴を含む部分の断面図である。
【図2】図1に示す弁棒穴の知られている形成方法を示す流れ図である。
【図3】本発明による、弁棒穴を形成するための1つの工具の図である。
【図4】図3に示す工具の部分拡大図である。
【図5】図3に示す工具を使用して弁棒穴を形成するための本発明による方法を示す流れ図である。
【図6】図5に示す流れ図の第1段階の始めを示す、車両ホイールの部分断面図である。
【図7】図5に示す流れ図の第1段階の終結を示す、車両ホイールの部分断面図である。
【図8】図5に示す流れ図の第2段階を示す、車両ホイールの部分断面図である。
【図9】図5に示す流れ図の第3段階を示す、車両ホイールの部分断面図である。
【技術分野】
【0001】
本出願は、2003年7月24日提出の係属中の仮出願第60/489826号の継続出願である。
本発明は、概ね車両ホイール(vehicle wheel)の製造に関し、特に弁棒穴を形成するための工具および方法に関する。
【背景技術】
【0002】
車両ホイールには、ニューマチック・タイヤを支持する環状のホイール・リムを含む。一般に、ホイール・ディスクがホイール・リムの外側端に至り延在し、見た目に良い美的形状に形成される。ホイール・ディスクは普通には、複数の半径方向に延在するスポークによってリム内に支持される中央ハブを含む。ホイール・ハブを貫通して形成された穴により、ホイールを車軸に取り付けることが可能とされる。さらに、弁棒を受ける穴がホイールの外側端の側壁を貫通して形成される。弁棒は、ホイールに取り付けられたタイヤを充気するのに使用される。
【0003】
アルミニウム、マグネシウムおよびチタンの合金から鋳造された軽量の車両ホイールが益々人気を博している。そのようなホイールは一体鋳造され、次いで幾つもの機械加工作業により仕上げられるか、或いはまた仕上がり寸法に合わせて機械加工された幾つかの構成部品から組み立てられる。使用される方法に関わりなく、車両ホイールの製造は高度に自動化されている。
【0004】
車両ホイールの製造に必要とされる段階の1つは、車両ホイールの側壁を貫通する弁棒穴を形成することとされる。弁棒は、弁棒穴内にその内側から挿入され、従来の弁棒取付け工具によって穴内を通して引かれる。弁棒は、弁棒穴の口に形成されたランドに着座し、タイヤに収容される空気の出入りを制御する作用をするバルブを含む。
【0005】
図面に関し、一般的な弁棒穴10を図1に示し、その断面が示すように、弁棒穴は車両ホイール12の外側端の一部を貫通して延在する。穴10内に取り付けられた弁棒14の外形を破線により示す。弁棒穴10は、ホイール12の側壁16を貫通し、タイヤ・ビード・シート18の下部に延在する。前述の通り、弁棒14は弁棒穴10の内側端20から挿入される。同じく図1に示すように、弁棒穴10には、外側端の端ぐり穴22を含む。弁棒穴10の内側端は、内側チャンファ24で終わる。同様に、外側チャンファ26が端ぐり穴(counterbore)22の基部に形成される。ランド28が内側チャンファ(inboard chamfer)24と外側チャンファ(outboard chamfer)26の間に形成され、端ぐり穴22の径より小さい径を有する。ランド28は、弁棒14の小径部分と協働して、弁棒14を弁棒穴10内に保持する。
【0006】
弁棒穴10は、図2の流れ図により示す高度に自動化された工程で形成される。同工程は機能ブロック30で始まり、ホイールがその外側端をマルチプル・ツール・ドリリング・ヘッドに向けた状態でホイール・ボール盤ジグに挟持される。弁棒穴10の形成に使用される複数の工具が、所要の具体的工具が指示されたマルチプル・ツール・ドリリング・ヘッドに取り付けられる。次いで、機能ブロック31で、パイロット・ホールがツイスト・ドリルによりホイール側壁を貫通して穿孔される。次に、機能ブロック32でパイロット・ホールの外側端が端ぐり工具により端ぐりされる。機能ブロック34で面取り工具が使用されて、端ぐり穴22の基部に外側チャンファ26が形成される。ホイールは、次いで機能ブロック35でホイール・ボール盤ジグで回転され、側壁の内側面を表に見せ、機能ブロック36で内側チャンファが形成される。最後に、機能ブロック38でばり取り工具が使用され、弁棒穴10の内側端がばり取りされる。
【発明の開示】
【発明が解決しようとする課題】
【0007】
上述のように、弁棒穴を形成する工程では多数の機械加工作業および幾つか別々の工具が必要とされる。したがって、機械加工工数と工具数を減らし、それによって、ホイールの仕上がりに要する時間と製造施設で在庫維持しなければならない各種工具数をともに減らすことが望ましい。
【課題を解決するための手段】
【0008】
本発明は、車両ホイールの側壁に弁棒穴を形成する工具および方法に関する。
【0009】
本発明は、螺旋溝付きドリル(spiral fluted drill)として形成された、第1径を有する端部を含む、車両ホイールの側壁を貫通する弁棒穴を形成するための工具を企図するものである。該工具はまた、螺旋溝を有する端ぐり工具として形成された、前記端部の前記第1径より大きい第2径を有する第2部分をも含む。さらに工具には、前記端部と前記第2部分の間に形成された中間部分を含み、該中間部分は前記端部の前記第1径より小さい径を有する。前記工具端部には、さらに前記中間部分と隣り合う第1チャンファ切削部分を含み、同時に前記第2部分には、前記中間部分と隣り合う第2チャンファ切削部分を含む。
【0010】
本発明はまた、車両ホイールの側壁を貫通する弁棒穴を形成する方法を企図するものであり、該方法には、上述の工具を設けるステップと、次いで、工具を使用してホイール側壁を貫通するパイロット・ホール(pilot hole)を工具のドリル端により穿孔するステップとを含む。パイロット・ホールが穿孔されると、工具の第2部分によってパイロット・ホールの一端に端ぐり穴が形成される。工具は、次に半径方向にパイロット・ホール内で回転且つ移動される。工具は引き続き回転すると同時に、円弧運動するように移動され、それによって端ぐり穴のサイズが増し、同時に引き続き工具が回転される。好ましい実施形態においては、工具の回転と円弧運動とが逆方向とされ、それによって仕上がり端ぐり穴径がクライム切削され、同時に端ぐり穴壁が研磨される。さらに、工具のチャンファ切削部分(chamfer cutting portion)により、残りのパイロット・ホールの端部にチャンファが切削される。或いは、工具を円弧運動させ、同時に半径方向移動させることも可能とされる。
【0011】
本発明の様々な目的と利点は、添付図面を参照して好ましい実施形態に関する以下の詳細な説明を読むことにより、当業者に明らかになるであろう。
【発明を実施するための最良の形態】
【0012】
図面に関し、図3の総括符号40にて、車両ホイール側壁を貫通する弁棒穴を形成するための、本発明による1つの工具を示す。好ましい実施形態においては、工具40はカーバイドから形成され、2溝スパイラル・ファセット形ドリル(two flute spiral facet style drill)42として形成される端部を含むが、本発明は2つを超える溝(図示せず)を有する工具に実施することも可能なことが理解されよう。好ましい実施形態においては、ドリル先端角は135度とされ、弁棒穴10内に形成のランド28の径に見合う径を有する。しかし、本発明は別の角度のドリル先端を有する工具にも実施可能とすることを企図している。
【0013】
段付きの円筒状第2部分44がドリル端部42より径が大きく、弁棒穴10の端ぐり穴(counterbore)22を形成するために使用される。第2部分22もまた、2溝スパイラル・ファセット形に形成されるが、本発明は第2部分22(図示せず)に形成の2つを超える溝を有する工具にも実施可能なことが理解されよう。一対の第1切れ刃45A(一方のみ示す)が、図3の第2部分44右端のショルダから形成され、そこから半径方向内向きに延在する。以下に説明するように、第1切れ刃45Aの対は、工具40が軸方向ホイール側壁16内に進入する際にホイール側壁内を切削して端ぐり穴22を形成する。さらに、一対の第2切れ刃45Bが、第2部分溝の縁辺沿いに形成される。同じく以下に説明するように、第2切れ刃45Bは、弁棒穴の端ぐり部分の側部をフライス削りタイプの機械加工動作により切削して、端ぐり穴22を広げる。
【0014】
図4に示す工具40の切削端の拡大図できわめてよく分かるように、本工具には、図4の第2部分22右端に形成の内側チャンファ・カッティング・エッジ48と、図4のドリル42左端に形成の外側チャンファ・カッティング・エッジ50とを含む、小径ネック46を含む。以下に説明するように、内側および外側チャンファ・カッティング・エッジ48および50は、弁棒穴10内に内側および外側チャンファ24および28をそれぞれ形成するために使用される。一対の平坦部50(一方のみ示す)が工具40のシャンク52に形成され、それによって、工具40の、一般的にコンピュータ数値制御(CNC)機械とされるホイール・ボール盤への取付けがし易くなる。
【0015】
本発明はまた、工具40を使用して完全な弁棒穴10を形成する方法をも企図する。該方法は、図5に示す流れ図および図6から9に示す車両ホイール側壁の部分断面図によって図解する。分かり易くするため、図6から9では工具40の概略を示す。加工工程は機能ブロック60で開始され、ホイールがホイール・ボール盤に、ホイール外面をボール盤工具ヘッドに取り付けられた工具40側に向けて取り付けられる。次いで機能ブロック62において、螺旋ドリル先端42を使用して、ホイール側壁16を貫通するパイロット・ホールが穿孔される。穿孔動作の始まりを図6に示す。工具40が側壁16に進入すると、段付き第2部分44端に形成された第1切れ刃45Aもホイール側壁内で端ぐり切削を開始する。しかし、機能ブロック62で工具40により切削される端ぐり穴の径は、弁穴端ぐり穴22の仕上がり径より小さい。穿孔作業および端ぐり切削の完了を図7に示す。図6および7に示すように、この初期作業中は、弁棒穴の中心線64と工具40の中心線66が一致する。
【0016】
機能ブロック68においては、図8の符号70の矢印により示すように工具40が回転され且つ半径方向に移動される。工具40が半径方向に移動すると、段付き第2部分の側部に形成された第2切れ刃45Bが端ぐり穴の壁内を切削する。さらに、工具ネック46の端に形成された内側および外側チャンファ・カッティング・エッジ48および50がパイロット・ホールの内側端および外側端を切削する。同じく図8に示すように、工具40の中心線66がパイロット・ホールの中心線64から半径方向にオフセットされる。
【0017】
最後に、機能ブロック70において、工具40は引き続き回転され、同時に図9に示すように、工具40の回転方向と反対方向に円弧を描いて移動される。図9では、工具の回転を符号72の矢印で識別し、円弧の方向を符号74の矢印で識別する。この逆向き移動によって、フライス削りと同様のクライム切削動作が生成され、それによって側壁内部の第1切削による当初の径が仕上がりサイズの径まで延び、次いで端ぐり壁面の研磨によって端ぐり穴22が仕上げられる。また、この運動によって内側および外側チャンファ・カッティング・エッジ48および50の動作も生起され、内側チャンファ24および外側チャンファ26がそれぞれ形成される。さらに、弁棒穴10の内側端のバリも取り除かれる。或いは、円弧運動を工具の回転と同方向として、従来の切削動作(図示せず)と同様に行うことも可能とされる。
【0018】
機能ブロック68のオフセット半径は、ホイール・ボール盤のプログラミングによって制御される。オフセット半径を選択することによって、端ぐり穴の仕上がり径およびチャンファのサイズが求められる。したがって、当発明者らは、1つの工具40を使用して様々な径および内部形状を有する複数の弁棒穴の生成を可能とすることを企図している。さらには、チャンファ間の間隔が工具の形状およびオフセット半径の大きさによって制御されるため、弁棒を着座させるランドの厚みが制御される。
【0019】
以上に、工具40が仕上がり端ぐり径に合わせてオフセットされ、次いで回転する工具が円弧状に移動されるとする好ましい実施形態について記載したが、本発明は工具を半径方向に複数増分刻みに移動させることにより実施可能であることも企図される。したがって、端ぐりを横に進むつど少量の材料が取り除かれよう。半径方向増分移動は、端ぐり周囲の同じ点に到達するたびに、もしくは工具40の円弧角移動につれ連続的に生起可能とされよう。或いは、工具40をその円弧角移動の際に連続的に半径方向に移動させることも可能とされよう。
【0020】
以上に記載の通り、本発明の好ましい実施形態を2溝の場合について図解し且つ説明したが、本発明は3つ以上の溝を有する工具にも実施可能とされよう。さらに、端ぐり穴は、工具40を部分的に後退させ、次いで外側端ぐり穴22を形成する上述のクライム削りもしくは従来の切削動作の1つを行うことによって、工具40のドリル端42により弁棒穴の内側端に形成することが可能とされる(図示せず)。
【0021】
以上に本発明の原理および作動態様を好ましい実施形態について説明し且つ図解した。ただし、ここに具体的に説明し且つ図解した以外の形で実施することも可能としても、それらは本発明の精神および範囲を超え得ないことと理解しなければならない。例えば、工具のドリル・ビット端の側部を弁棒穴のランド部分を中ぐりするように位置決めして、ランドのためのより大きい径を形成することも可能とされる。
【図面の簡単な説明】
【0022】
【図1】車両ホイールの外側端部の弁棒穴を含む部分の断面図である。
【図2】図1に示す弁棒穴の知られている形成方法を示す流れ図である。
【図3】本発明による、弁棒穴を形成するための1つの工具の図である。
【図4】図3に示す工具の部分拡大図である。
【図5】図3に示す工具を使用して弁棒穴を形成するための本発明による方法を示す流れ図である。
【図6】図5に示す流れ図の第1段階の始めを示す、車両ホイールの部分断面図である。
【図7】図5に示す流れ図の第1段階の終結を示す、車両ホイールの部分断面図である。
【図8】図5に示す流れ図の第2段階を示す、車両ホイールの部分断面図である。
【図9】図5に示す流れ図の第3段階を示す、車両ホイールの部分断面図である。
【特許請求の範囲】
【請求項1】
螺旋溝付きドリルとして形成された、第1径を有する端部と、
螺旋溝を有する端ぐり工具として形成された、前記端部の前記第1径より大きい第2径を有する第2部分とを備える、車両ホイールの側壁を貫通する弁棒穴を形成するための工具。
【請求項2】
前記端部と前記第2部分の間に形成された中間部分をさらに含み、該中間部分が前記端部より小さい径を有する請求項1に記載の工具。
【請求項3】
前記端部に、前記中間部分と隣り合う第1チャンファ切削部分をも含む請求項2に記載の工具。
【請求項4】
前記第2部分に、前記中間部分と隣り合う第2チャンファ切削部分をも含む請求項3に記載の工具。
【請求項5】
前記第3部分に、前記中間部分と隣り合う第2チャンファ切削部分をも含む請求項2に記載の工具。
【請求項6】
前記端部に、該端部と隣り合う第1チャンファ切削部分をも含む請求項5に記載の工具。
【請求項7】
前記端部に、少なくとも2つの溝を含む請求項4に記載の工具。
【請求項8】
前記第2部分に、少なくとも2つの溝を含む請求項7に記載の工具。
【請求項9】
(a)螺旋ドリルとして形成された端部と、螺旋溝を有する端ぐり工具として形成された第2部分とを有する工具であって、前記第2部分の径が前記第2部分より大きい工具を設けるステップと、
(b)前記工具を使用してホイール側壁を貫通するパイロット・ホールを穿孔するステップであって、前記工具の前記第2部分によって前記パイロット・ホールの一端に端ぐり穴が形成されるステップと、
(c)前記工具を半径方向に前記パイロット・ホール内で回転且つ移動させるステップと、
(d)前記工具を円弧運動するように移動させて前記端ぐり穴のサイズを増し、同時に引き続き前記工具を回転させるステップとにより構成される、車両ホイールの側壁を貫通する弁棒穴を形成する方法。
【請求項10】
前記工具の前記回転と円弧運動とを逆方向とする請求項9に記載の方法。
【請求項11】
前記工具の前記回転と円弧運動とを同方向とする請求項9に記載の方法。
【請求項12】
前記ステップ(a)で設けられた前記工具に前記端部と前記第2部分の間の中間ネック部分を含み、該中間ネック部分に前記工具の前記端部に隣り合う第1チャンファ切削部分と前記工具の前記第2部分に隣り合う第2チャンファ切削部分とを含み、且つさらに前記第1および第2チャンファ切削部分を前記ステップ(d)中に作動させ、前記ステップ(b)で形成された前記パイロット・ホールの面にチャンファを切削する請求項10に記載の方法。
【請求項13】
(a)螺旋ドリルとして形成された端部と、螺旋溝を有する端ぐり工具として形成された第2部分とを有する工具であって、前記第2部分の径が前記第2部分より大きい工具を設けるステップと、
(b)前記工具を使用してホイール側壁を貫通するパイロット・ホールを穿孔するステップであって、前記工具の前記第2部分によって前記パイロット・ホールの一端に端ぐり穴が形成されるステップと、
(c)前記工具を半径方向に前記パイロット・ホール内で回転且つ移動させ、尚同時に前記工具を円弧運動するように移動させて前記端ぐり穴のサイズを増し、同時に引き続き前記工具を回転させるステップとにより構成される、車両ホイールの側壁を貫通する弁棒穴を形成する方法。
【請求項14】
前記工具の前記回転と円弧運動とを逆方向とする請求項13に記載の方法。
【請求項15】
前記工具の前記回転と円弧運動とを同方向とする請求項13に記載の方法。
【請求項16】
前記ステップ(a)で設けられた前記工具に前記端部と前記第2部分の間の中間ネック部分を含み、該中間ネック部分に前記工具の前記端部に隣り合う第1チャンファ切削部分と前記工具の前記第2部分に隣り合う第2チャンファ切削部分とを含み、且つさらに前記第1および第2チャンファ切削部分を前記ステップ(c)中に作動させ、前記ステップ(b)で形成された前記パイロット・ホールの面にチャンファを切削する請求項14に記載の方法。
【請求項1】
螺旋溝付きドリルとして形成された、第1径を有する端部と、
螺旋溝を有する端ぐり工具として形成された、前記端部の前記第1径より大きい第2径を有する第2部分とを備える、車両ホイールの側壁を貫通する弁棒穴を形成するための工具。
【請求項2】
前記端部と前記第2部分の間に形成された中間部分をさらに含み、該中間部分が前記端部より小さい径を有する請求項1に記載の工具。
【請求項3】
前記端部に、前記中間部分と隣り合う第1チャンファ切削部分をも含む請求項2に記載の工具。
【請求項4】
前記第2部分に、前記中間部分と隣り合う第2チャンファ切削部分をも含む請求項3に記載の工具。
【請求項5】
前記第3部分に、前記中間部分と隣り合う第2チャンファ切削部分をも含む請求項2に記載の工具。
【請求項6】
前記端部に、該端部と隣り合う第1チャンファ切削部分をも含む請求項5に記載の工具。
【請求項7】
前記端部に、少なくとも2つの溝を含む請求項4に記載の工具。
【請求項8】
前記第2部分に、少なくとも2つの溝を含む請求項7に記載の工具。
【請求項9】
(a)螺旋ドリルとして形成された端部と、螺旋溝を有する端ぐり工具として形成された第2部分とを有する工具であって、前記第2部分の径が前記第2部分より大きい工具を設けるステップと、
(b)前記工具を使用してホイール側壁を貫通するパイロット・ホールを穿孔するステップであって、前記工具の前記第2部分によって前記パイロット・ホールの一端に端ぐり穴が形成されるステップと、
(c)前記工具を半径方向に前記パイロット・ホール内で回転且つ移動させるステップと、
(d)前記工具を円弧運動するように移動させて前記端ぐり穴のサイズを増し、同時に引き続き前記工具を回転させるステップとにより構成される、車両ホイールの側壁を貫通する弁棒穴を形成する方法。
【請求項10】
前記工具の前記回転と円弧運動とを逆方向とする請求項9に記載の方法。
【請求項11】
前記工具の前記回転と円弧運動とを同方向とする請求項9に記載の方法。
【請求項12】
前記ステップ(a)で設けられた前記工具に前記端部と前記第2部分の間の中間ネック部分を含み、該中間ネック部分に前記工具の前記端部に隣り合う第1チャンファ切削部分と前記工具の前記第2部分に隣り合う第2チャンファ切削部分とを含み、且つさらに前記第1および第2チャンファ切削部分を前記ステップ(d)中に作動させ、前記ステップ(b)で形成された前記パイロット・ホールの面にチャンファを切削する請求項10に記載の方法。
【請求項13】
(a)螺旋ドリルとして形成された端部と、螺旋溝を有する端ぐり工具として形成された第2部分とを有する工具であって、前記第2部分の径が前記第2部分より大きい工具を設けるステップと、
(b)前記工具を使用してホイール側壁を貫通するパイロット・ホールを穿孔するステップであって、前記工具の前記第2部分によって前記パイロット・ホールの一端に端ぐり穴が形成されるステップと、
(c)前記工具を半径方向に前記パイロット・ホール内で回転且つ移動させ、尚同時に前記工具を円弧運動するように移動させて前記端ぐり穴のサイズを増し、同時に引き続き前記工具を回転させるステップとにより構成される、車両ホイールの側壁を貫通する弁棒穴を形成する方法。
【請求項14】
前記工具の前記回転と円弧運動とを逆方向とする請求項13に記載の方法。
【請求項15】
前記工具の前記回転と円弧運動とを同方向とする請求項13に記載の方法。
【請求項16】
前記ステップ(a)で設けられた前記工具に前記端部と前記第2部分の間の中間ネック部分を含み、該中間ネック部分に前記工具の前記端部に隣り合う第1チャンファ切削部分と前記工具の前記第2部分に隣り合う第2チャンファ切削部分とを含み、且つさらに前記第1および第2チャンファ切削部分を前記ステップ(c)中に作動させ、前記ステップ(b)で形成された前記パイロット・ホールの面にチャンファを切削する請求項14に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公表番号】特表2006−528561(P2006−528561A)
【公表日】平成18年12月21日(2006.12.21)
【国際特許分類】
【出願番号】特願2006−521289(P2006−521289)
【出願日】平成16年7月23日(2004.7.23)
【国際出願番号】PCT/US2004/023887
【国際公開番号】WO2005/009760
【国際公開日】平成17年2月3日(2005.2.3)
【出願人】(500204393)ヘイズ、レマズ、インタナシャナル、インク (10)
【Fターム(参考)】
【公表日】平成18年12月21日(2006.12.21)
【国際特許分類】
【出願日】平成16年7月23日(2004.7.23)
【国際出願番号】PCT/US2004/023887
【国際公開番号】WO2005/009760
【国際公開日】平成17年2月3日(2005.2.3)
【出願人】(500204393)ヘイズ、レマズ、インタナシャナル、インク (10)
【Fターム(参考)】
[ Back to top ]